estudio de la calidad del recubrimiento de zinc obtenido
Anuncio

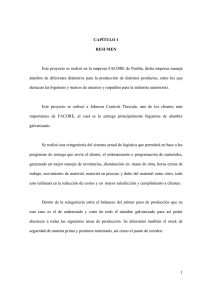
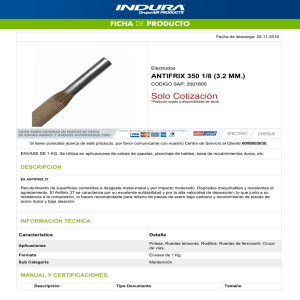
ESTUDIO DE LA CALIDAD DEL RECUBRIMIENTO DE ZINC OBTENIDO POR GALVANIZADO ELECTROLÍTICO SOBRE MUESTRAS DE ALAMBRE DE BAJO CARBONO M. Noelia Delpupo(a), Mariano N. Inés(a), Graciela Candia(a), Graciela. A. Mansilla(a) (a) Departamento de Metalurgia –Deytema. Universidad Tecnológica Nacional – Facultad Regional San Nicolás Colón 332 – 2900 San Nicolás – Buenos Aires – Argentina. E-mail: [email protected] El presente trabajo, desarrollado en el marco de una práctica profesional supervisada tiene como objetivo principal el estudio de la susceptibilidad a la fragilización por hidrógeno (H) asociada con cada una de las etapas involucradas en el proceso de galvanizado electrolítico industrial. Para ello se desarrollan en el laboratorio ensayos de galvanizado electrolítico a alambres de bajo carbono, identificando y definiendo claramente las variables que ejercen mayor influencia sobre el ingreso de hidrógeno en el acero. En relación a las capas electrogalvanizadas, las aleaciones de zinc son las más empleadas debido al bajo costo y su resistencia catódica a los procesos de corrosión [1- 2] como así también sus buenas propiedades mecánicas. A partir de alambres de Acero SAE 1005 de diámetro 2,64mm, de estructura constituida por granos de ferrita y perlita con marcada deformación en el sentido de trefilación, se cortaron muestras de 10mm largo. Las inclusiones predominantes presentan aspecto de silicoaluminatos complejos. Se plantea la realización del proceso de galvanizado electrolítico desde la etapa de decapado, con la finalidad de determinar el grado de rugosidad alcanzado en las muestras y evaluar las variables que más influyeron. Debido a que según lo presentado en Réquiz et al. [1] para un acero API 5L-X52, las muestras que poseen superficies menos rugosas favorecen la absorción de H hacia el interior del material, a pesar de que hay menos H atómico adsorbido en la superficie metálica. De esta forma, se evalúa la medida de rugosidad alcanzada en la etapa de decapado para evaluar la influencia en la calidad del recubrimiento. Primeramente, las muestras se lavan con agua destilada y se desengrasan en solución de HCl (10%P/V) a temperatura ambiente durante 2 minutos. Luego del lavado y secado se decapan en solución de H2SO4 (20% P/P) durante 3 minutos con la solución a temperatura ambiente y en algunos casos a 38ºC. Para algunas muestras el procedimiento se realiza sin corriente y en otras con corriente (0,01 A). El procedimiento se lleva a cabo sobre una plancha calefactora con agitador magnético y control de la temperatura de la solución. Ante la imposibilidad de emplear los palpadores convencionales del rugosímetro, se determinó su perfil de rugosidad mediante la medición de segmentos trazados sobre el contorno siguiendo las irregularidades originadas por el decapado, empleando un analizador de imágenes LECO IA 32 anexado a un microscopio Olimpus GX51. Se tomó como referencia una muestra de alambre comercial sin galvanizar. De las 14 muestras ensayadas, se determinó la rugosidad a partir del % reducción de material luego del decapado, la correspondiente a temperatura ambiente (4D4) presenta reducción de 3% y la decapada a temperatura tiene elevada rugosidad (10D4) con 4% de reducción de material. Finalmente, para electrocincar las muestras, se utiliza como electrolito ZnSO4 (374 g/l) y (NH4)2SO4 (10,8 g/l), plancha calefactora magnética para lograr agitación y temperatura en la solución, de acuerdo a la normativa de referencia y aplicable a este procedimiento se encuentra la UNE EN 12329 para procesos en discontinuo. La muestra es el ánodo y el cátodo de Zn (pureza 99,99%); también en este procedimiento se emplea plancha calefactora con agitación magnética. Los parámetros empleados: corriente 1A- 3,8V a 25°C para los tiempos 157s y 530s. Por último, se retira la probeta y se deja actuar durante 2 minutos, se lava con agua destilada y se seca. Las mediciones del espesor del recubrimiento se realizaron en el sentido transversal y longitudinal del alambre con el fin de evaluar la regularidad/continuidad del recubrimiento. Se trabajó con mediciones directas a 500X empleando la reglilla Medidas de espesor Transversal (µm) calibrada del ocular de un microscopio óptico Muestra 4G4 10G1 Comercial Axiotech Zeis. Debido a que las muestras Promedio 18 12 9 electrocincadas por 530s presentan elevada Tabla 1- Espesores de recubrimientos(transversalmente) dispersión de resultados, se decide descartarlas del análisis. El espesor transversal son de muestras ensayadas a 157s con distinta temperatura de decapado, tabla 1. Podemos observar que la muestra 10G1 posee espesor similar a la de la comercial. En lo que respecta al recubrimiento, las muestras que fueron decapadas a 38°C presentan menor cantidad de Zn depositado y mayor adherencia, es más regular y uniforme que las que fueron decapadas a temperatura ambiente como se aprecia en la figura 1. Además, hay zonas con marcada presencia de Zn, fig. 1a) que indicaría que esos depósitos se debieran a la presencia de ampollas/burbujas de Hgaseoso que se adhirióa la superficie del alambre, obligando al Zn a depositarse sobre los espacios libres entre las burbujas. Figura 1- Superficie de alambres electrocincados, a)Decapada a temperatura ambiente y b) A 38,5°C - 1,67X a) b) Los resultados obtenidos demuestran que las variables temperatura y tiempo de la etapa de decapado son las que presentan mayor incidencia sobre la rugosidad alcanzada en la superficie de las muestras lo que influye directamente sobre la adherencia del recubrimiento y su relación con el posible hidrógeno absorbido. Para un dado tiempo, se requiere menor voltaje al aumentar la temperatura de la solución. Para evaluar la calidad del recubrimiento de las muestras se realizaron ensayos mecánicos de arrollamiento. Las muestras decapadas a temperatura ambiente presentan poca adherencia del recubrimiento a la superficie principalmente donde el alambre es sometido a tracción, comparadas con sus equivalentes decapadas a 38°C. Por otra parte, la muestra decapada a 38°C, también presenta descascaramiento pero en menor cuantía que la anterior. En regiones donde el alambre es sometido a compresión, la superficie no presenta descascaramiento tan evidente como se aprecia en la figura 2. Concluyendo, los mejores recubrimientos se obtuvieron para las condiciones de decapado a 38°C y 1,6V durante 3 min, y electrocincado a temperatura ambiente, 3,8V y durante 157s. El siguiente paso es la evaluación del hidrógeno ingresado a las muestras como consecuencia de los procedimientos a) b) Figura 2 - Ensayo de Arrollamiento a muestras anteriormente descriptos. Referencias electrocincadas a) Decapada Temp. Amb. b) Decapada a 38°C [1] Conceição A. M. Dutra*, Eduardo N. Codaro, Roberto Z. Nakazato Electrochemical Behavior and Corrosion Study of Electrodeposits of Zn and Zn-Fe-Co on Steel. Materials Sciences and Applications, 2012, 3, 348-354 doi:10.4236/msa.2012.36050 Published Online June 2012 (http://www.SciRP.org/journal/msa) [2]Réquiz, R., Vera, N., Camero, S., “Influencia del acabado superficial en la permeación de hidrógeno del acero API 5L-X52. Rev. Metal. Madrid 40 (2004) 30-38.