Manual para la Identificación y Selección de Flanges
Anuncio

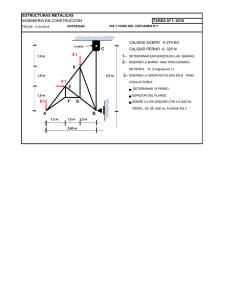
Manual para la Identificación y Selección de Flanges 25 de Abril de 2006 - M.C.C. ¿Qué es un Flange o Brida? Tipo de Flanges Welding Neck Slip-On Blind Lap-Joint Threaded Socked Weld Tipo de Caras en los Flanges Cara Plana Cara con Resalte Unión con Solapa Unión Ring-joint Unión Macho-Hembra Unión Surco-Espiga Los flanges o bridas son los elementos destinados a la unión o ensamble de cañerías, válvulas, bombas, estanques y equipos en general, que forman parte de un circuito en un proceso. La unión entre flanges es por medio de pernos, con tuercas y golillas. Y a través de una empaquetadura, se logra obtener un sello hermético. Los flanges pueden ser forjados, fundidos o mecanizados. Hay diferentes modelos de flanges, entre los cuales podemos destacar los siguientes: - Welding Neck, con cuello para soldar a tope. - Slip-On, deslizable para soldar. - Blind, ciego. - Lap-Joint, de traslape. - Threaded, con hilo. - Socket Weld, para soldar embutido. También podemos encontrar distintos tipos de cara en los flanges, estos son: - Cara Plana (flat face). - Cara con Resalte (raised face). - Unión con Solapa (lap-joint). - Unión Ring-Joint (o-ring). - Unión Macho-Hembra (male and female). - Unión Surco-Espiga (tongue and groove). 25 de Abril de 2006 - M.C.C. ¿Cómo seleccionar un Flange o Brida? Para seleccionar un tipo de flange, en primer lugar se debe elegir el modelo de acuerdo a la aplicación y las condiciones de trabajo, luego tener presente la presión a la cual va a trabajar y por último, el tipo de material del flange. Blind Slip-On Lap-Joint Las normas de flanges han sido estudiadas y publicadas por diversas instituciones como ASTM (en lo referente a fabricación y materiales), ASME/ANSI (en lo referente a medidas, tolerancias y presiones de trabajo), MSS (en lo referente a medidas) y otras como API (para aplicaciones en industria de petróleo), AWWA (para líneas de cañerías de agua potable), DIN (normas alemanas para dimensiones, fabricación y materiales). Socked Weld Las más utilizadas en el mercado nacional, son las americanas ASTM y ASME/ANSI y en menor grado las alemanas DIN. Threaded ASTM ASME ANSI DIN MSS Welding Neck American Society for Testing and Materials. American Society of Mechanical Engineers. American National Standards Institut, Inc. Deutsches Institut fur Normung. Manufacturers Standardization Society of the Valve and Fittings Industry. AWWA American Waterworks Association. API American Petroleum Institute. En relación a la presión nominal de diseño para la selección de un flange, encontramos que en la norma ASME/ANSI se dividen en: clase 150, clase 300, clase 400, clase 500, clase 600, clase 900, clase 1500 y clase 2500 (psi). Los fabricados bajo la norma DIN se dividen PN 6, PN 10, PN 16, PN 25, PN 40, PN 64, PN 100, PN 250 y PN 400 (bar). 25 de Abril de 2006 - M.C.C. Flange Welding Neck Nº L1 L2 D4 D1 D2 D3 Este tipo de flange tiene un cuello cónico, el cual proporciona un refuerzo para condiciones de esfuerzos laterales, originados por las dilataciones y contracciones a las que se ven sometidas algunas líneas. La unión entre el flange y la cañería es de tope, de la misma forma como se unen dos cañerías. Son recomendados para altas presiones, para el transporte de líquidos inflamables, bajas o altas temperaturas y en donde las fugas de algún tipo de fluido, deban mantenerse al mínimo. Aplicaciones: líneas de agua, vapor, petróleo y gas en general, condensados, redes de incendio, aire comprimido, etc. Ventajas: presiones alta, mínimas filtraciones, alta carga. Desventajas: necesitan más espacio para ser montadas en la línea, tienen un costo más alto ($). Se fabrican en acero al carbono, acero Inoxidable y en aleaciones especiales. En la figura adjunta se muestran dos tablas, para ver las diferencias entre los flanges más utilizados en el mercado nacional, ANSI B16.5 / Clase 150 psi y DIN 2632 / PN 10. 25 de Abril de 2006 - M.C.C. Flange Slip - On Nº L1 D4 D1 D2 D3 Este tipo de flange es uno de los más comunes, debido que no se requiere un corte demasiado exacto en las cañerías, lo cual facilita el trabajo en el montaje y además presenta una menor dificultad en el alineado de las líneas. Tienen un bajo costo ($), comparado con los otros modelos de flanges. Aplicaciones: líneas de agua, vapor, petróleo y gas en general, condensados, redes de incendio, aire comprimido, etc. Ventajas: bajo costo ($), poca dificultad en el montaje. Desventajas: no es recomendable para presiones muy alta. Se fabrican en acero al carbono, acero inoxidable y en aleaciones especiales. En la figura adjunta se muestran dos tablas, para ver las diferencias entre los flanges más utilizados en el mercado nacional, ANSI B16.5 / Clase 150 psi y DIN 2576 / PN 10. 25 de Abril de 2006 - M.C.C. Flange Blind Nº L1 D3 D1 D2 Este tipo de flange es usado para cerrar un extremo de una línea, un extremo de una válvula o alguna conexión de un equipo. Los flanges ciegos están sometidos a una tensión superior que los otros tipos de flanges, debido a un esfuerzo de flexión que se produce en el centro del flange. Es recomendable -cuando existen temperaturas demasiado altas o cuando se esperan golpes de ariete en la línea- reemplazar el flange ciego por un flange welding neck con una tapa gorro (cap). En ocasiones son utilizados para reducir de diámetro, en donde el flange es perforado a la dimensión requerida y montado en forma semejante a un flange slip-on. Aplicaciones: líneas de agua, vapor, petróleo y gas en general, condensados, redes de incendio, aire comprimido, etc. Se fabrican en acero al carbono, acero Inoxidable y en aleaciones especiales. En la figura adjunta se muestran dos tablas, para ver las diferencias entre los flanges más utilizados en el mercado nacional, ANSI B16.5 / Clase 150 psi y DIN 2527 / PN 10. 25 de Abril de 2006 - M.C.C. Flange Lap - Joint Nº L1 D4 R1 D1 D2 D3 Este tipo de flange va suelto en la cañería y se usa junto a un terminal denominado stub-end. Para el montaje -en primer lugar- se pasa el flange a través de la cañería, luego es soldado en el extremo de la cañería el terminal stub-end. Este tipo de flange es muy útil en sistemas en donde se requiere un desmontaje frecuente del sistema. Tienen un costo mayor comparado al flange welding neck. La resistencia a la presión es similar al flange slip-on, pero tiene baja resistencia en condiciones de fatiga. Aplicaciones: líneas de agua, vapor, petróleo en general, condensados, gas en general, redes de incendio, aire comprimido, etc. Ventajas: facilidad para alinear los pernos de sujeción, unir cañerías de gran diámetro o cañerías especialmente rígidas. Desventajas: en puntos con constantes flexiones. Se fabrican en acero al carbono, acero inoxidable y en aleaciones especiales. En la figura adjunta se muestran dos tablas, para ver las diferencias entre los flanges más utilizados en el mercado nacional, ANSI B16.5 / Clase 150 psi y DIN 2642 / PN 10. 25 de Abril de 2006 - M.C.C. Flange Threaded Nº L1 D3 D1 D2 En este tipo de flange, a diferencia de los anteriores, el montaje es por medio de rosca (hilo) y no por soldadura. Pueden ser utilizados en líneas de alta presión, a temperatura ambiente y en lugares donde no es posible dar un tratamiento térmico después de soldar el flange. No se debe aplicar en líneas donde existan flexiones laterales (especialmente cíclicas) o temperaturas demasiado altas, ya que se pueden producir fugas por el hilo. Aplicaciones: líneas de agua, petróleo y gas en general, redes de incendio, aire comprimido, etc. Ventajas: montaje en zonas donde existan riesgos de incendio. Desventajas: no es recomendable en líneas que tengan temperaturas elevadas y flexiones laterales. Se fabrican en acero al carbono, acero inoxidable y en aleaciones especiales. En la figura adjunta se muestran dos tablas, de los flanges más utilizados en el mercado nacional, ANSI B16.5 / Clase 150 y 300 psi. 25 de Abril de 2006 - M.C.C. Flange Socked Weld D2 Nº L1 L2 D5 Este tipo de flange es usado en líneas de diámetros pequeños y en altas presiones. D1 D3 D4 Su resistencia estática es igual a la del flange slipon (con doble soldadura), pero bajo condiciones de fatiga es 50% superior. Con respecto a su costo inicial ($), es aproximadamente un 10% más alto. Son muy utilizados en las industrias de procesos químicos. Aplicaciones: líneas de agua, vapor, petróleo y gas en general, condensados, redes de incendio, aire comprimido, etc. Ventajas: resiste altas presiones. Desventajas: recomendable sólo para pequeños diámetros, costo más elevado que los slip-on. Se fabrican en acero al carbono, acero inoxidable y en aleaciones especiales. En la figura adjunta se muestran dos tablas, de los flanges más utilizados en el mercado nacional, ANSI B16.5 / Clase 150 y 300 psi. 25 de Abril de 2006 - M.C.C.