DIGESTION ANAEROBIA DE FANGOS: PASADO, PRESENTE Y
Anuncio

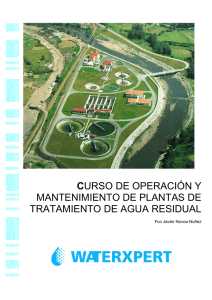
7as Jornadas Técnicas de Saneamiento y Depuración ESAMUR DIGESTION ANAEROBIA DE FANGOS: PASADO, PRESENTE Y FUTURO Juan Antonio Cortacáns Torre Profesor Ad Honorem ETS Ingenieros de Caminos, Canales y Puertos Universidad Politécnica de Madrid Murcia, 16 y 17 de Noviembre de 2011 1 INDICE 1. Introducción 2. Evolución de los sistemas de digestión 2.1. Digestión de baja carga 2.2. Digestión de alta carga 2.3. Digestión mesofílica 2.4. Digestión termofílica g primaria p y secundaria 2.5. Digestión 2.6. Digestión por etapas 2.7. TPAD 2.8. Digestión en dos fases 3. Configuraciones y sistemas de mezcla. 3.1. Distintas configuraciones 3.2. Consecuencias de la configuración en la mezcla 3.3. Sistemas de agitación 4. Situación en España 5. Aspectos y problemas en debate 5.1. Desinfección y sus normativas 5.2. Pretratamientos 5.3. Co-digestión 5.4. Exceso de espumas (foaming) 6. Conclusiones 7. Referencias 2 1 1. INTRODUCCION Digestión anaerobia: Método más utilizado para estabilización de fangos en depuradoras Objetivos: g (Reducción ( Estabilización de f fangos de volátiles)) Reducción masa de fangos Producción de biogás y energía Reducción concentración de patógenos Otras consecuencias favorables posibles Utilización de biosólidos en agricultura Codigestión Problemas: Producción de gases corrosivos y con riesgos de explosión Sistema más complejo (en su bioquímica y su ingeniería) que los tratamientos aerobios Configuración de los tanques (cerrados) complica su mantenimiento y control 3 INDICE 1. Introducción 2. Evolución de los sistemas de digestión 3. Configuraciones y sistemas de mezcla. 4. Situación en España 5. Aspectos y problemas en debate 6. Conclusiones 7. Referencias 4 2 2. EVOLUCION DE LOS SISTEMAS DE DIGESTION 2.1. DIGESTION DE BAJA CARGA Hasta mediados siglo XX q Tanques cilíndricos - Techo fondo con poca pendiente y Mala o nula mezcla Calentamiento ausente o deficiente Consecuencias: Estratificación Acumulación costra Volumen en disminución por sedimentación de arenas 5 2.2. DIGESTION DE ALTA CARGA A partir de los 50-60 Características: Calentamiento Mezcla Alimentación uniforme Espesamiento previo (4 6% SST) (4-6% 6 3 2.3. DIGESTION MESOFILICA (∼ 35ºC) Es la más habitual en todo el mundo Características de diseño más frecuentes: Carga de volátiles: 1,5 - 2,5 kg SSV/m3.d Tiempo de retención celular: 15 - 25 días Buena mezcla: Homogeneización temperatura Evita costras y sedimentaciones Alimentación: 4-6% SST 7 2.4. DIGESTION TERMOFILICA (50-55ºC) Comparado con mesofílica Mayor carga SSV Mayor tiempo de retención celular (A igualdad de tamaño) Mayor reducción de SSV (A igualdad de tamaño) Mayor demanda energética (Puede ser insuficiente la producción de CH4) Ventajas: Mayor destrucción de SSV Mayor producción de biogás Menor contenido de patógenos Operado en continuo no produce biosólidos clase A (EPA), pero sí operando en batch Para biosólidos clase A: Operación en batch, con 5-6% SST en alimentación (No mayor) A 50ºCº Æ 120 horas A 55ºC Æ 24 horas 50 .070 .000 TR = 10 0 ,14 T Fórmula EPA (Ref. 1) 8 4 2.5. DIGESTION PRIMARIA Y SECUNDARIA Se realiza (realizaba) con dos tanques en serie. La expresión digestión secundaria puede ser engañosa. No suele tener calentamiento ni mezcla DIGESTOR PRIMARIO DIGESTOR SECUNDARIO Funciones del digestor secundario: Suministra S mi ist volumen l m de d almacenamiento lm mi t Separación de sólidos y líquido Problemas: ½ Puede haber problemas de separación por producción de gas si la digestión es incompleta ½ Recargas importantes de sólidos a la línea de tratamiento En desuso 9 2.6. DIGESTION POR ETAPAS Usadas por posibles ventajas metabólicas o de proceso Renacida por beneficios de reducción de patógenos Digestión mesofílica en 2 etapas Dos reactores de mezcla completa en serie. Ambos calentados. Se acerca al flujo pistón Ventajas Aumenta estabilidad. Mayor destrucción VSS. Reduce cortocircuitos de sólidos y patógenos Digestion termofílica en 2 etapas Comparación con mesofílica Mayor producción de gas y reducción de VSS Mayor destrucción de patógenos Con varias etapas se han conseguido biosólidos clase A 10 5 2.7. TPAD (Temperature-Phased Anaerobic Digestion) Combinación más frecuente: Digestión termofílica y mesofílica en serie para optimizar la digestión No son de uso muy frecuente Desarrollo: Alemania y Estados Unidos (años 80-90) Primeras referencias (Ref. 2) Colonia (Alemania) – 400.000 m3/d. Principios 90. Sólo fango activo Wilhelmshaven (Alemania) – 75.000 m3/d. Año 97. Fango 1º + Fango activo Iowa State University – Planta piloto. Año 95. Fango 1º + Fango activo Ventajas fase temofílica: Mayor velocidad de hidrólisis y mayor actividad biológica del digestor termofílico Mayor destrucción de SSV y producción de gas que en un conjunto sólo mesofílico. (Incremento según referencias a igualdad de SRT ∼ 15%) Menor tendencia de espumas para digestión conjunta de fangos primarios y en exceso que la digestión mesofílica Menor concentración de patógenos: Posibilidad de conseguir clase A Fase mesofílica: Completa eliminación SSV y produce más biogás Acondiciona sólidos para deshidratación: Mejor deshidratación Reduce concentración de compuestos con olor 11 CRITERIOS DE DISEÑO No están claramente definidos por variedad de experiencias Fase termofílica Temperatura: 50-57ºC Tiempo Ti de d retención: t ió 4 a 10 dí días Fase mesofílica: Temperatura: 35-40ºC Tiempo de retención fase: 6 a 12 días Mínimo global: 15 días en mes de carga máxima Gran variabilidad en caso de aprovechar instalaciones existentes Poca tolerancia a cambios de temperatura en fase termofílica. Se requiere buena mezcla Atención a mayor producción de olores de la fase termofílica En caso de transformar digestores existentes: Estudio estructural y de equipamiento del digestor que pase a termofílico 12 6 EVOLUCION SISTEMAS TPAD Se ha comparado el sistema TPAD frente a la digestión termofílica simple (TAD) (Ref. 3). Conclusiones: Ambos sistemas funcionan de forma correcta y estable Pueden conseguir biosólidos clase A con formas de diseño y operación adecuadas Algunos TPAD, sin embargo, no cumplen Ambos sistemas tienen más rendimiento que la digestión mesofílica Algunas TPAD gastan más polímero en deshidratación No se ven ventajas claras en TPAD frente a TAD salvo en gasto energético cuando no requiere enfriamiento TAD supera p a TPAD en deshidratabilidad y reactivación de patógenos y da menos olores TPAD es complicada en operación Por ello, evolución hacia sistemas termofílicos por etapas: STAD en lugar de TPAD (Ref. 4) 13 2.8. DIGESTION EN DOS FASES (AG) Separación de fase ácida y fase metánica Biogás Fase ácida Fase metánica Sólidos digeridos Forma práctica: En base a SRT (HRT) Bajo j SRT en 1ª fase: Favorece fase ácida y bajo j p pH. pH p ≤ 6 maximiza acidificación y minimiza producción de gas. Mayor SRT en 2ª fase: Proliferan bacterias metanogénicas Origen estos procesos: Años 70 Referencias importantes: A partir año 90 14 7 Ambos reactores pueden ser termofílicos o mesofílicos, pero dominan los mesofílicos en las referencias sobre todo iniciales Hay también secuencias con temperaturas termofílicas. Fundamentalmente secuencia Termo – Meso para conseguir clase A. Para ello requiere medidas operativas. Siglas. AGMM – Dos mesofílicos AGMT – Meso + Termo AGTM – Termo + Meso Ventajas de los sistemas de 2 fases frente a los de una fase Mayor reducción de volátiles y producción de biogás Biogás con más metano Mayor inactivación de patógenos La alta hidrólisis y las altas concentraciones de AGV en la fase ácida rompen componentes que producen espumas Más estable Menor volumen total 15 Criterios de diseño Fase ácida Carga SSV: 25 a 40 kg SSV/m3.d Concentración C t ió de d alimentación: li t ió : 5 5-6% 6% SST Tiempos de retención: 1 a 2 días (a temperatura mesofílica) Concentración AGV: 7000 a 12000 mg/l Rango de pH: 5,5 a 6,2 Fase metánica: Carga similar a procesos convencionales No suele usarse un SRT menor de 15 días 16 8 SITUACION ACTUAL SISTEMAS AG (Ref. 5) Van aumentando referencias principalmente en EEUU Ventajas citadas en origen Mayor destrucción de VSS y producción p g Mayor de gas Menor volumen de digestión Menor producción de espumas Estabilidad Control de patógenos (Clase A?) Beneficios confirmados Control de espumas e incremento de destrucción de VSS Beneficios citados recientemente Codigestión (vertidos industrias alimentarias) Menor mantenimiento (Difícil de entender) Cuestiones pendientes Olores, Deshidratabilidad y Reactivación de patógenos 17 INDICE 1. Introducción 2 Evolución de los sistemas de digestión 2. 3. Configuraciones y sistemas de mezcla. 4. Situación en España 5. Aspectos y problemas en debate 6 Conclusiones 6. 7. Referencias 18 9 3. CONFIGURACIONES Y SISTEMAS DE MEZCLA 3.1. DISTINTAS CONFIGURACIONES • Problemas de sedimentos y costras superficiales • Es normal vaciar y limpiar cada 2-5 años • Buenas condiciones de mezcla, circulación y homogeneización • Más barato que b) • Más favorable que a) • Condiciones óptimas de mezcla, circulación y homogeneización • El fondo plano restringe los posibles métodos de mezcla y circulación a elegir 19 3.2. CONSECUENCIAS DE LA CONFIGURACIÓN EN LA MEZCLA • Sedimentaciones arenas y otros sólidos: Necesidad de limpieza • G Gran superficie fi i y posibilidad ibilid d d de formación de grandes costras • Configuración óptima • Pérdida de capacidad con el tiempo • Zona bajo cubierta no aprovechable • Mayores pérdidas de calor 20 10 3.3. SISTEMAS DE AGITACION BOMBEO EXTERNO • Para volúmenes de digestión reducidos • Pueden construirse configuraciones más sencillas (Menor relación H/D) • Eso da lugar a peores condiciones de mezcla y aumento de sedimentaciones y costras • Sin partes móviles dentro del digestor LANZAS DE E GAS G • Difícil sustitución en caso de rotura • Permite construir digestores de fondo más plano • Puede aumentar problema de espuma RECIRCULACION INTERNA • Requiere una configuración específica • Partes móviles dentro del digestor - Fácil sustitución • Optimo para mezcla con configuración adecuada 21 MEZCLA INTERNA – AGITADORES SUMERGIDOS • Partes móviles dentro del digestor – Difícil sustitución • Sistema económico en construcción y gastos energéticos Potencia instalada de agitación recomendada: 5 W/m3 22 11 INDICE 1. Introducción 2 Evolución de los sistemas de digestión 2. 3. Configuraciones y sistemas de mezcla. 4. Situación en España 5. Aspectos y problemas en debate 6 Conclusiones 6. 7. Referencias 23 4. SITUACION EN ESPAÑA DATOS DE PLANTAS Habitantes equivalentes 75.000 – 2.275.000 Caudales 10.000 – 420.000 m3/d Concentración DBO5 200 – 700 mg/l Decantación primaria Todas Proceso biológico dominante: 1982 – 1995 1995 – 2008 Convencionales Con eliminación de nutrientes 24 12 DATOS DIGESTORES Digestores primarios Volumen mínimo unitario: 2.000 m3 Volumen máximo unitario: 10.000 m3 Máximo volumen: 8 x 8700 m3 Digestor secundario 1982 – 1995 Digestor secundario (conectado a la línea de gas) Con sistemas de mezcla deficientes Con o sin gasómeto incorporado 1995 – 2008 Post-espesadores Tampón con diversos sistemas de agitación Configuración Dominante Menos frecuente Fondo plano o poca pendiente Fondo cónico con mayor pendiente 25 DATOS DIGESTORES Agitación Bombas externas Heatamix o similar Scaba o similar Lanzas de gas Bomba mezcladora interna con tubo vertical central Temperatura Dominio absoluto del rango mesofílico Problemas Espumas Olores Pérdidas de biogás Fallos en sistemas de calefacción Escasa concentración Deficiencias en agitación 26 13 PARAMETROS DE DISEÑO, FUNCIONAMIENTO Y CONTROL Carga entrada: 2-3 kg SST/m3 1,5-2 kg SSV/m3 TRH: 20-30 días Criterios de diseño uniformes Concentración entrada: 2,5 – 4% Sistemáticamente hay mal funcionamiento del espesamiento Rendimientos: SSV entrada : 70-75% SSV salida : 50-60% Eliminación SSV : 40-53% Parámetros control: pH : 7-7,4 Relación AGV/Alcalinidad : 0,05-0,25 Normalmente valores correctos 27 PARAMETROS DE DISEÑO, FUNCIONAMIENTO Y CONTROL Producción gas unitaria: 0,75-0,90 (1,05) Nm3/kg SSV eliminados Consumo energético cubierto: 30 - > 50% (cogeneración?) G Gran dispersión di ió Composición gas: CH4: 64-67% CO2: 32-35% SH2: 50-200 ppm Datos muy uniformes 28 14 PERIFERIAS DIGESTION Espesador gravedad Concentración de salida: No suelen pasar de 3,5% Problemas: • Escasa capacidad • Problemas mecánicos y atascamientos • Mal diseño, mal estado instalación o mala operación • Espesamiento conjunto fango primario y secundario • Fermentación en espesador Flotador Suelen conseguir concentraciones > 4% Otros sistemas Centrifugación, mesas espesadoras, tambores rotativos • Funcionan bien • Alto gasto energético en centrífugas • Alto Alt consumo polielectrolito li l t lit en sistemas i t mecánicos á i Deshidratación • • • Dominio centrífugas Filtros banda en plantas antiguas Filtros prensa en casos especiales Reactivos • • FeCl3: Más frecuente Cal: menos frecuente 29 INDICE 1. Introducción 2 Evolución de los sistemas de digestión 2. 3. Configuraciones y sistemas de mezcla. 4. Situación en España 5. Aspectos y problemas en debate 6 Conclusiones 6. 7. Referencias 30 15 5. ASPECTOS Y PROBLEMAS EN DEBATE 5.1. DESINFECCION Y SU NORMATIVA 5.1.1. NORMAS ESPAÑOLA Real Decreto 1310/1990 de 29 de Octubre por el que se regula la utilización de los lodos de depuración en el sector agrario (Transposición de 86/278/CEE) EUROPEA Working document on sludge. Tercer borrador. Bruselas 27, Abril 2000. Propuesta de Directiva de fecha 30 de abril 2003: “Proposal for a Directive of the european parliament and of the Council on spreading of sludge on land” Ha sido retirada. EEUU EPA regulation 40 CFR 503 de 1993 31 5.1.2. EPA REGULATION 40 CFR 503 – 1993 (Contenido simplificado) DEFINICIONES BIOSOLIDOS CLASE A Se requiere la calidad A para aplicación del fango en parques públicos y en cultivos dedicados a la alimentación. Esto incluye áreas residenciales, parques, campos de golf, centros deportivos, jardinería, etc.. BIOSOLIDOS CLASE B Por aplicación en pastos (con restricciones), uso agrícola en barbecho, cultivos industriales o sin vegetación de pie (con restricciones) 32 16 ALTERNATIVAS PARA EL TRATAMIENTO DE PATOGENOS ((BIOSOLIDOS CLASE A)) Objetivos implícitos del tratamiento. Deben cumplir con una de las siguientes limitaciones bacterianas: Coliformes fecales < 1000 NMP/g biosólidos (materia seca) Salmonella sp. < 3 NMP/4 g biosólidos (materia seca) Además utilizar uno de los procesos de reducción avanzada de patógenos y vectores (PFRP) del listado adjunto. 33 PROCESOS AVANZADOS DE REDUCCION DE PATOGENOS Y VECTORES (PFRP) (BIOSOLIDOS CLASE A) COMPOSTAJE, P E TÉRMICOS É AEROBIOS E B O ANAEROBIOS, N E B RAYOS BETA, PASTEURIZACIÓN Compostaje, en pilas estáticas aireadas o dentro de un reactor a 55ºC, 3 días. Secado térmico para reducir la humedad < 10% y temperatura 80ºC Tratamiento térmico del fango líquido a ≥ 180ºC durante 30 min. Digestión g aerobia termofílica al menos 10 días a 55-60ºC Irradiación con rayos Beta en dosis > 1,0 megarad a 20ºC Irradiación con rayos Gamma en dosis > 1,0 megarad a 20ºC Pasteurización a > 70ºC durante 30 minutos. Se pueden usar otros procesos que cumplan con lo siguiente: Virus < 1 UFP/4 g biosólidos (materia seca) Huevos viables de helmintos < 1/4 g biosólidos (materia seca) 34 17 ALTERNATIVAS PARA EL TRATAMIENTO DE PATOGENOS (BIOSOLIDOS CLASE B) Deben cumplir: Cumplir con la siguiente limitación bacteriana: Coliformes fecales (Media geométrica) < 2.000.000 NMP/g sólidos totales (peso seco) (Toma de 7 muestras aleatorias de fango al día) Además utilizar uno de los procesos de reducción significativa de patógenos (PSRP) del listado adjunto 35 PROCESOS AVANZADOS DE REDUCCION SIGNIFICATIVA DE PATOGENOS Y VECTORES (PSRP) (BIOSOLIDOS CLASE B) DIGESTION AEROBIA O ANAEROBIA, SECADO AL AIRE, COMPOSTAJE, ESTABILIZACION CON CAL Digestión aerobia entre 40 días a 20ºC y 60 días a 15ºC Digestión anaerobia entre 15 días a 35-55ºC y 60 días a 20ºC Secado al aire: mínimo 3 meses. (Dos de los meses con temp. media diaria > 0ºC) Compostaje a > 40ºC, 5 días. (temp. > 55ºC durante 4 horas de los 5 días) E t bili Estabilización ió con call a pH H > 12 durante d t 2 horas h (30 minutos i t sii ell f fango es de origen doméstico) Otros procesos que cumplan las calidades exigidas 36 18 5.1.3. DESINFECCION. OTROS CRITERIOS. Informe del grupo de trabajo AK-2.2. de la DWA (2010). Contempla diversos indicadores microorganismos Procesos contemplados ½ ½ Desinfección térmica Combinación de tiempos y temperaturas para lograr una inactivación de patógenos (Feachem) Fuente: KA, nº8, 2010 Comparación de criterios: Feachem, EPA, ATV: Grupo de trabajo 3.2.2.. 37 PROCESOS Prepasteurización (Térmica – Anaerobia) ½ El tiempo de retención depende de la temperatura (Tabla anterior) ½ En general se realiza con instalaciones dotadas de 3 depósitos para funci n r en funcionar n batch b tch ½ Hay instalaciones con flujo continuo y suficiente tiempo de retención medio Prepasteurización aerobia termofílica ½ Como la p prepasteurización p térmica suele realizarse con 3 etapas, p pero en este caso tienen aeración y con de mayor tamaño ½ Tiempo medio de retención: Al menos 1 día ½ Temperatura de operación que se alcanza: 60-65ºC 38 19 Estabilización aerobia termofílica (ATS) ½ Realiza desinfección y estabilización ½ Biodegradación aerobia exotérmica causa un autocalentamiento del fango ½ Las instalaciones deben tener al menos 2 etapas ½ El tiempo medio de retención debe ser al menos de 6 días ½ El reactor donde se realiza la desinfección se carga en batch 39 Digestión termofílica ½ Para cumplir función de desinfección Æ Tiempo mínimo de estancia en el digestor ½ Se extraen fangos después de una mínima estancia antes de añadir nuevas cargas precalentadas l d ½ Tiempos de carga con digestión a 50-60ºC: 3,5 – 23 h ½ Si se quiere funcionamiento más continuo: 57ºC y 6 h de tiempo de carga y extracción ½ Para precalentamiento y enfriamiento de fango desinfectado: Necesidad de 2 reactores complementarios en “batch” ½ La carga no continua del digestor requiere la posibilidad de bajar el nivel de fangos: Necesidad de un medidos de seguridad 40 20 Secado térmico ½ Se recomienda con fango estabilizado ½ Condiciones de la desinfección térmica: > 70ºC ,30 minutos, con sólidos > 80% en peso Compostaje termofílico Desinfección con cal Otros procesos ½ Incineración ½ Gasificación ½ Pirólisis ½ Hidrólisis a presión con altas temperaturas ½ Radiaciones ionizantes ½ Tratamiento con cloro (se usa en USA). No debe realizarse Cualquier proceso nuevo debe demostrar su efectividad antes de ser aceptado 41 5.2. PRETRATAMIENTOS OBJETIVO Hacer el sustrato de los SS más accesible a las bacterias anaeróbicas, optimizando el potencial metanogénico Como consecuencia: Menor producción de fangos ENFOQUE: Diferencia entre fangos primarios y fangos en exceso: Menor producción de gas de fangos activos (frente a fangos primarios) Causas: Baja biodegradabilidad de las membranas celulares y de los polímeros extracelulares de los fangos activos Objetivo: Aumento de la biodegradabilidad de sustrato particulado Æ Mejor accesibilidad de los sustratos por acción enzimática 42 21 PUNTOS DE APLICACION Puntos más adecuados desde el punto de vista de la digestión anaerobia: T4 – Para aumentar la producción de gas T5 – Aumenta producción gas. Si es pretratamiento térmico puede producir además higienización. T6 - Con poca recirculación para no inactivar la biomasa anaerobia. 43 METODOS (Año 2000) Métodos mecánicos. Producen la desintegración de las partículas sólidas. Desintegración por ultrasonidos Métodos químicos: Destrucción de compuestos orgánicos complejos por medio de ácidos o bases fuertes Pretratamiento térmico: Hidrólisis térmica Pretratamiento enzimático y microbiano Estimulación de microorganismos anaerobios: Adición de algunos compuestos que actúan como estimulantes del crecimiento bacteriano 44 22 METODOS (Año 2010) Pretratamientos biológicos Objetivo: Aumento de la hidrólisis en una etapa anterior al proceso de digestión principal Puede ser a temperatura termofílica (55ºC) o hipertermofílica (6070ºC) y en condiciones aeróbicas o anaeróbicas Tiempos de retención: 1-2 días Es la idea usada en el desarrollo de los digestores TPAD (Temperature Phased hased Anaerobic naero c Digestion) D gest on) con primera pr mera etapa termof termofílica ca Incrementos medios o importantes de producción de gas: 20-30% y hasta 50% Con temperatura alta (70ºC) y un adecuado manejo: Higienización. 45 Hidrólisis térmica (> 100ºC) Produce solubilización parcial del fango Æ Mejora el rendimiento de la digestión Se emplea fundamentalmente con fango biológico Temperatura óptima: 160 – 180ºC Presión necesaria: 0,6 a 2 MPa (1 MPa = 10 bar) Tiempo de tratamiento: 30 – 60 mm Relación lineal entre solubilización de DQO e incremento de producción de metano (40-50%) Produce higienización del fango Menor viscosidad y mejor deshidratabilidad del fango 46 23 Mayor requerimiento de energía Æ Se cubre con mayor producción de gas Inconvenientes: Mayor producción de sólidos finos y color en el efluente final (fracción soluble inerte de DQO) Incremento de amonio en digestor principal Æ ¿inhibición? Referencias desde (Ej. C Cambi), a di digestión R f i d d 1995 (Ej bi) preceden d casii siempre i ió mesofílica Alimentación de fango deshidratado Gases (a digestor) PULPER Recirculación de vapor REACTOR Fango homogeneizado e higienizado Fango hidrolizado FLASH TANK Fango hidrolizado y despresurizado a digestión Vapor 10 bar 47 Tratamientos mecánicos Ultrasonidos Rompen la estructura del flóculo y de las propias células en el fango activo Mecanismos M can m de actuación actuac n Cavitación favorecida por las bajas frecuencias Reacciones químicas por la formación de radicales libres (Hx y OHx) a altas frecuencias En tratamiento de fangos las bajas frecuencias son las más eficientes (20 – 40 Hz) Aplicando el tratamiento antes de digestión anaerobia mesofílica: Incremento de producción de biogás 10 – 45% La sonicación puede mitigar los problemas de bulking en el proceso o de espumas en ell digestor di Otros Lisis por centrifugación Tratamientos mecánicos a alta presión para roturas de flóculos u células Molinos de bolas 48 24 Tratamientos químicos Oxidación Ozono o peróxido de hidrógeno Producen solubilización del fango Tratamientos alcalinos Efectivo en solubilización del fango Ef Eficacia: N NaOH OH > KOH > M Mg(OH) (OH)2 y C Ca(OH) (OH)2 Pueden producirse inhibiciones en digestión posterior 49 ASPECTOS A CONSIDERAR EN LA COMPARACIÓN DE MÉTODOS DE PRETRATAMIENTO Fango a tratar: Primario (menos frecuente), fangos en exceso o fangos mixtos. Objetivo del pretratamiento: Aumento de la volatilización y producción p de más biogás Disminución de la producción de fangos Mejora de la manipulación del fango (deshidratabilidad) Reducción del volumen del digestor por aumento de la carga orgánica admisible Costos de tratamiento (Instalación y aspectos energéticos) Los tratamientos biológicos a temperatura termofílica son similares en rendimiento y consumo de energía a una simple etapa termofílica Los pretratamientos de hidrólisis térmica requieren más energía térmica, pero por su mejor rendimiento producen energía suficiente. Son los más costosos de instalación. Pretratamientos mecánicos: Hay que realizar un estudio del consumo eléctrico del proceso y de la energía generada en función de la producción de gas en cada caso basado en ensayos previos específicos. No utilizar datos de otros casos. 50 25 Consumo de reactivos: Particularmente para los tratamientos de oxidación o químicos Liberación de nutrientes b ó d Contenido de N y P en los fangos activos: N = 10-12% VSS y P = 3-6% VSS Todos los pretratamientos aumentan los nutrientes en los líquidos de retorno En caso de tratamientos agresivos (hidrólisis térmica): Posible inhibición de la digestión por exceso de amonio. Generación de DQO soluble no biodegradable 51 5.3. CODIGESTION Fundamento: Mezcla de los fangos de depuradoras con otros residuos orgánicos para digestión conjunta. Referencias con otros tipos de materia orgánica como producto principal y diversos productos añadidos para la codigestión. Numerosos estudios en planta de laboratorio y en planta piloto. Referencias a escala real con los siguientes productos. INSTALACIÓN EN LA QUE SE APLICA PRODUCTOS QUE SE CODIGIEREN Digestores en depuradoras de aguas residuales urbanas - Residuos de mataderos - Restos de alimentos y de cocina de hospitales y supermercados y otros orígenes - FOG (Grasas y aceites) de restaurantes - Residuos de industrias alimentarias Codigestión de fangos + fracción orgánica de RSU - Residuos de cocinas de diverso origen Residuos ganaderos Residuos de industrias lecheras Grasas y aceites Tratamiento anaeróbico de residuos ganaderos: vacunos, purines o mezcla de ambos - Residuos ganaderos diversos Purines Residuos de industria alimentaria Residuos vegetales 52 26 VENTAJAS E INCONVENIENTES DE LA CODIGESTION PARA USO EN DIGESTORES DE PLANTAS DE AGUA RESIDUAL URBANA VENTAJAS Para operadores de aguas residuales: • Incremento de producción de biogás • Reducción de demanda de energía externa • Posibilidad de ingresos por residuos aceptados • Si instalación existente está sobre dimensionada, no hay que ampliarla Para industriales: • Solución de problema de disposición de residuos orgánicos Beneficios ambientales: • Aprovechamiento del biogás generado • No emisión de metano en vertederos de residuos INCONVENIENTES • Pretratamiento de la nueva aportación de materia orgánica. A veces se requiere una instalación casi tan compleja como la propia depuradora. • Perturbación de la digestión de la planta existente por puntas de carga y tóxicos de las nuevas aportaciones. • Grandes problemas desconocidos o sin acotar adecuadamente por el aumento de diversos tipos de contaminantes en los retornos a la línea de agua. • Necesidad de un marco administrativo, legal y de competenecias complejo que no existe. • No hay que suponer que en las depuradoras de aguas residuales existentes sobra volumen en general. 53 5.4. EXCESO DE ESPUMAS (FOAMING) En el pasado solía estar bastante relacionado con el arranque de los digestores. Parece más frecuente actualmente. CAUSAS MÁS CITADAS DE LA PRODUCCIÓN DE ESPUMAS SEGÚN SU ORIGEN O PROCEDENCIA Tratamiento primario Grasas Aceites Tóxicos Agentes tensioactivos Tratamiento secundario Bacterias filamentosas: Nocardia, Microthrix (aumentan con ciertas configuraciones de procesos de eliminación de nutrientes) Espesado Adi ió excesiva Adición i d de polímeros lí Digestión anaerobia Tiempo de retención escaso Carga excesiva Operación intermitente Mezclado mecánico inadecuado Sistemas de mezclado con biogás Presencia de tensioactivos 55 27 POSIBLES RAZONES DE FORMACION DE UN EXCESO DE ESPUMAS DURANTE EL PROCESO DE DIGESTION Perturbaciones en la digestión a causa de desequilibrios metabólicos. Consecuencia: Excesiva producción de tensioactivos biológicos debido a la lisis celular. Causante: Fangos en exceso Combinación de lo anterior con excesiva concentración de AGV y presencia de biogás. Problemas en la metabolización de las proteínas Producción excesiva de polímeros extracelulares que incrementan la viscosidad y estabilizan las espumas La presencia de grasas, aceites y polímeros extracelulares, contribuyen a estabilizar la espuma 56 FLUJO DE LIQUIDO Y GASES AUMENTA EL PROBLEMA Producción de gas por día: 80-100% del volumen del digestor producción de biogás g siguen g con p poco desfase a p picos de Además: Picos de p alimentación En contraste, alimentación diaria de fangos: 5% del volumen del digestor Sistemas de mezcla con gas no crean el problema, pero lo aumentan Consecuencia: ½ La superficie de separación fase líquida – fase gas es muy turbulenta, independientemente del sistema de mezcla. ½ Formación de espumas y lenta evacuación del gas, produce altas presiones en cubierta. Cubiertas fijas: Daños Cubiertas flotantes: Daños, fugas 57 28 CONSECUENCIAS DE LA PRODUCCION DE ESPUMAS Proceso ½ ½ ½ ½ Pérdida de capacidad del sistema Atascamiento de d llas conducciones d d de gas Interferencia con los sistemas de control Problemas con cubiertas fijas y sobre todo con móviles Económicos ½ ½ ½ ½ ½ ½ Menor producción de energía Mayor producción de fangos finales Mayor consumo de gas o gasoil Mayor consumo de polímeros en deshidratación Mayores gastos de operación y mantenimiento Posibles gastos de antiespumantes o de potencia en agitadores mecánicos 58 MEDIDAS PARA MITIGAR O COMBATIR LAS ESPUMAS ( Operación Estabilizar carga orgánica diaria de modo que haya pocas variaciones Alimentación frecuente Consecuencia: ½ Menores perturbaciones metabólicas ½ Disminución picos de producción de gas Minimizar la posible septicidad de fangos primarios o espesadores de gravedad Posibilidad de tratar fangos en exceso de forma separada 59 29 ( Modificaciones de los equipos Automatizar la alimentación a digestores para rotarla con alta frecuencia y homogeneizar las cargas Mejorar los alivios de altas presiones en cubiertas. Controlar niveles en los digestores Instalar sistemas de rotura de espumas: ½ Toberas con agua a presión ½ Mezclado M l d mecánico á i en superficie fi i (Además (Ad á d dell mezclado l d global del digestor) 60 ( Modificaciones del proceso Digestión en dos fases: ácida – metánica ½ Mejor hidrólisis de filamentos en fase ácida combinada con menor producción de gas Digestión en etapas con termofílica en primera etapa. ½ Estudios de higienización han demostrado como consecuencia secundaria una mejora en espumas aunque menos que con la fase ácida Incorporar sistemas de lísis de células (fangos en exceso): ½ Hidrólisis térmica ½ Ultrasonidos ½ Ozonización, etc. 61 30 INDICE 1. Introducción 2 Evolución de los sistemas de digestión 2. 3. Configuraciones y sistemas de mezcla. 4. Situación en España 5. Aspectos y problemas en debate 6 Conclusiones 6. 7. Referencias 62 6. CONCLUSIONES 1. Digestión anaerobia : Método más utilizado para la estabilización de fangos en depuradoras 2. Evolución: Di stió b Digestión baja j carga Digestión alta carga: Mesofílica y Termofílica Digestión 1ª y 2ª Digestión por etapas TPAD Æ STAD Digestión en 2 fases Sistemas que prevalecen prevalecen: Digestión alta carga dominando la temperatura mesofílica Empleo de la termofílica fundamentalmente por eliminación de patógenos Los sistemas TPAD ceden a favor de los STAD – Pocas referencias a escala real La digestión en dos fases se abre paso lentamente – Pocas referencias a escala real 63 31 3. Configuraciones. Evolución a configuraciones y sistemas de agitación para conseguir: Buena mezcla Pocas sedimentaciones Facilidad de mantenimiento Menos frecuencia de limpieza p 4. Situación en España Domina: Digestión mesofílica en una etapa. Se ha ido abandonando el digestor “secundario” Configuración: Fondos con poca pendiente Agitación: No hay forma dominante. A veces alguna deficiencia Criterios de diseño: Muy similares Pre-espesamiento: Pre espesamiento: Múltiples deficiencias Generación energía: Gran dispersión Deshidratación: Dominan centrífugas Reactivos: Uso frecuente FeCl3 y menos frecuente cal 64 5. Aspectos y problemas en debate Desinfección • • • • Norma española: Anticuada Norma europea: No se aprueba nunca Norma americana: negativa para digestión anaerobia Grupo AS.K. – 2.2. de la DWA: Positiva para digestión termofílica Pretratamientos • • • • Biológicos: Usado fundamentalmente con una primera etapa termofílica Hidrólisis térmica: Buenos resultados Complejo p j y costoso Mecánicos: No están maduros Más utilizado: Ultrasonidos Químicos: emergentes Considerar siempre efectos secundarios 65 32 Codigestión: • • • Requiere estudios detallados en casa caso Posible perturbación digestión existente Falta de marco administrativo y legal Esquemas • • Un buen diseño y operación pueden reducir el problema Requiere mucha atención en la planta 66 7. REFERENCIAS (1) – US EPA (1999) – Standards for the Use or Disposal of Sewage Sludge (2) - WET, Nov. 2000 ((3)) - TPAD versus other thermophilic p anaerobic digestion g processes: A rep evaluation. Presentado en WEFTEC 2008 (4) - Overview of best anaerobic digestion technologies when sustainability is important. WEF, Residuals and Biosolids 2009 (5) – Update on 2-Phase AG Systems. WEF, Residuals and Biosolids 2009 67 33