Productividad Industrial
Anuncio

Planeación y Elaboración de
Proyectos
Manual para el alumno I
Quinto Semestre
Programa de Estudios de la Carrera de
Profesional Técnico-Bachiller en
Productividad Industrial
COORDINADORES
Director General
José Efrén Castillo Sarabia
Secretario Académico
Marco Antonio Norzagaray Gámez
Director de Diseño Curricular de la Formación Ocupacional
Gustavo Flores Fernández
Autores:
Revisor técnico: Juan Guillermo Gallegos Rangel
Revisor pedagógico: Patricia Alejandra Bernal Monzón
Productividad Industrial
Modulo Optativo
D.R. a 2006 CONALEP.
Prohibida la reproducción total o parcial de esta obra,
incluida la portada, por cualquier medio sin autorización por
escrito del CONALEP. Lo contrario representa un acto de
piratería intelectual perseguido por la ley Penal.
E-CBNC
Av. Conalep N° 5, Col. Lázaro Cárdenas, C.P. 52140 Metepec, Estado de México.
II
Productividad Industrial
ÍNDICE
Participantes
I.
Mensaje al alumno
II.
Como utilizar este manual
III.
Propósito del curso módulo ocupacional
V.
Especificaciones de evaluación
VI.
Mapa curricular del curso módulo ocupacional
6
7
9
10
11
Capítulo 1 Análisis del Proyecto.
12
Mapa curricular de la unidad de aprendizaje
13
1.1.1
14
14
17
17
18
23
24
24
26
27
29
34
34
34
34
41
44
44
44
44
47
47
56
56
57
58
58
61
64
65
67
1.1.2
1.2.1
Definición del proyecto.
Objetivo.
Necesidades.
Evaluación.
Ciclo de vida.
Especificación del proyecto.
Organización.
Definición de actividades.
Clasificación de actividades.
Documentación.
Programación.
Redes.
Comprensión de redes.
Elementos de una red.
Elaboración de una red.
Programación de tiempos y costos.
Nivelación de recursos.
Asignación de recursos.
Balanceo de recursos.
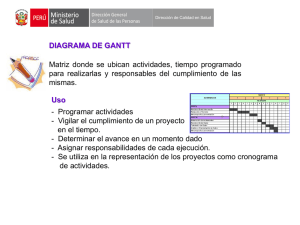
Diagrama de GANTT.
Ruta crítica.
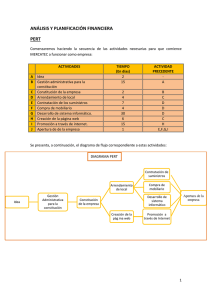
Diagrama de PERT.
Estudio de mercado.
Definición.
Naturaleza y uso del producto.
Análisis.
Demanda.
Oferta.
De precios.
Recopilación de información.
Comercialización del producto.
Productividad Industrial
III
1.2.2
1.2.3
Estudio económico.
Determinación de costos.
Inversión.
Cronograma de actividades.
Depreciaciones y amortizaciones.
Capital de trabajo.
Punto de equilibrio.
Estado de resultados.
Evaluación económica.
Análisis de riesgos.
Definición.
Valor esperado.
Fuentes.
Endógenas.
Exógenas.
Diagrama de árbol.
Métodos ponderados.
72
73
78
78
78
80
83
85
86
88
88
89
89
89
89
89
90
Prácticas y Listas de Cotejo
96
Resumen
107
Autoevaluación de conocimientos del capítulo 1
108
Capítulo 2 Planeación y Control del Proyecto
109
Mapa curricular de la unidad de aprendizaje
110
2.1.1
111
111
111
115
115
128
128
129
132
133
135
135
135
135
138
146
148
2.1.2
2.1.3
IV
Organización del proyecto.
Diagrama del proyecto.
Estructura desglosada del trabajo.
Plan de organización.
Subcontratación.
Programación del proyecto.
Tiempos y programación.
Presupuesto.
Asignación de recursos.
Adquisición de equipos y materiales.
La planta.
Objetivo.
Determinación de la planta.
Tamaño.
Instalaciones.
Condiciones.
Método de escalación.
Productividad Industrial
2.1.4
2.2.1
2.2.2
Localización del proyecto.
Verificar con que cuenta.
Verificar que se necesita.
El proceso.
Proceso de producción.
Técnicas de análisis del proceso.
Herramientas gráficas.
Distribución de planta.
Manejo de materiales.
Recursos humanos.
Materiales.
Supervisión.
Diseño del sistema.
Monitorización.
Funcionamiento del sistema.
Detección de fallos.
Diagnósticos.
Solución de problemas.
Control.
Procedimiento.
Porcentaje de avances.
Control por GANT.
Control por REDES.
Control costo avance.
Controles visuales.
Prácticas y Listas de Cotejo
Resumen
Autoevaluación de conocimientos del capítulo 2
Glosario de Términos
Bibliografía
Anexos
Productividad Industrial
148
148
149
149
149
150
150
152
156
158
158
159
160
161
161
162
162
162
168
170
173
173
173
174
174
176
192
193
194
178
199
V
MENSAJE AL ALUMNO
¡CONALEP TE DA LA BIENVENIDA AL
MÓDULO OCUPACIONAL PLANEACIÓN
Y ELABORACIÓN DE PROYECTOS!
Este módulo ha sido diseñado bajo la
Modalidad Educativa Basada en Normas
de Competencia, con el fin de ofrecerte
una alternativa efectiva para el desarrollo
de habilidades que contribuyan a elevar
tu potencial productivo, a la vez que
satisfagan las demandas actuales del
sector laboral.
VI
Esta modalidad requiere tu participación
e involucramiento activo en ejercicios y
prácticas con simuladores, vivencias y
casos
reales
para
propiciar
un
aprendizaje a través de experiencias.
Durante este proceso deberás mostrar
evidencias que permitirán evaluar tu
aprendizaje y el desarrollo de la
competencia laboral requerida.
El conocimiento y la experiencia
adquirida se verán reflejados a corto
plazo en el mejoramiento de tu
desempeño de trabajo, lo cual te
permitirá llegar tan lejos como quieras
en el ámbito profesional y laboral.
Productividad Industrial
I.
¾
¾
¾
¾
¾
COMO UTILIZAR ESTE MANUAL
Las instrucciones generales que a
continuación se te pide que realices,
tienen la intención de conducirte a
que
vincules
las
competencias
requeridas por el mundo de trabajo
con tu formación de profesional
técnico bachiller.
Redacta cuales serían tus objetivos
personales al estudiar este módulo
integrador.
Analiza el Propósito del módulo
integrador que se indica al principio
del manual y contesta la pregunta
¿Me queda claro hacia dónde me
dirijo y qué es lo que voy a aprender a
hacer al estudiar el contenido del
manual? si no lo tienes claro pídele al
docente que te lo explique.
Revisa el apartado especificaciones de
evaluación, son parte de los requisitos
que debes cumplir para aprobar el
curso - módulo. En él se indican las
evidencias que debes mostrar durante
el estudio del módulo integrador para
considerar que has alcanzado los
resultados de aprendizaje de cada
unidad.
Es fundamental que antes de empezar
a abordar los contenidos del manual
tengas muy claros los conceptos que a
continuación
se
mencionan:
competencia laboral, unidad de
competencia
(básica,
genérica
específica), elementos de competencia,
criterio de desempeño, campo de
aplicación, evidencias de desempeño,
evidencias de conocimiento, evidencias
por producto, norma técnica de
institución
educativa,
formación
ocupacional, módulo ocupacional,
Productividad Industrial
¾
¾
¾
¾
unidad de aprendizaje, y resultado de
aprendizaje.
Si
desconoces
el
significado de los componentes de la
norma,
te
recomendamos
que
consultes el apartado glosario de
términos, que encontrarás al final del
manual.
Analiza el apartado «Normas Técnicas
de competencia laboral Norma técnica
de institución educativa».
Revisa el Mapa curricular del módulo
integrador.
Esta
diseñado
para
mostrarte
esquemáticamente
las
unidades
y
los
resultados
de
aprendizaje que te permitirán llegar a
desarrollar
paulatinamente
las
competencias laborales que requiere la
ocupación para la cual te estás
formando.
Realiza la lectura del contenido de
cada capítulo y las actividades de
aprendizaje que se te recomiendan.
Recuerda que en la educación basada
en normas de competencia laborales la
responsabilidad del aprendizaje es
tuya, ya que eres el que desarrolla y
orienta
sus
conocimientos
y
habilidades hacia el logro de algunas
competencias en particular.
En el desarrollo del contenido de cada
capítulo, encontrarás ayudas visuales
como las siguientes, haz lo que ellas te
sugieren efectuar. Si no haces no
aprendes, no desarrollas habilidades, y
te será difícil realizar los ejercicios de
evidencias de conocimientos y los de
desempeño.
VII
Imágenes de Referencia
Estudio individual
Investigación documental
Consulta con el docente
Redacción de trabajo
Comparación de resultados
con otros compañeros
Trabajo en equipo
Realización del ejercicio
Observación
Investigación de campo
Productividad Industrial
VIII
Repetición del ejercicio
Sugerencias o notas
Resumen
Consideraciones sobre
seguridad e higiene
Portafolios de evidencias
II.
PROPÓSITO DEL CURSO-MÓDULO OCUPACIONAL
Al finalizar el módulo el alumno aplicará los conceptos y técnicas de
planeación, programación y control de proyectos de acuerdo procedimientos y
tiempos establecidos para asegurar la eficacia del proyecto.
Productividad Industrial
IX
III.
ESPECIFICACIONES DE EVALUACIÓN
Durante el desarrollo de las prácticas de
ejercicio también se estará evaluando el
desempeño. El docente mediante la
observación directa y con auxilio de una
lista de cotejo confrontará el cumplimiento
de los requisitos en la ejecución de las
actividades y el tiempo real en que se
realizó. En éstas quedarán registradas las
evidencias de desempeño.
Las autoevaluaciones de conocimientos
correspondientes a cada capítulo además
de ser un medio para reafirmar los
conocimientos sobre los contenidos
tratados, son también una forma de
evaluar
y
recopilar
evidencias
de
conocimiento.
X
1El portafolios de evidencias es una compilación de
documentos que le permiten al evaluador, valorar los
conocimientos, las habilidades y las destrezas con que
cuenta el alumno, y a éste le permite organizar la
documentación que integra los registros y productos de
sus competencias previas y otros materiales que
demuestran su dominio en una función específica
(CONALEP.
Metodología
para
el
diseño
e
instrumentación de la educación y capacitación basada
en competencias, Pág. 180).
Al término del módulo integrador deberás
presentar un Portafolios de Evidencias1, el
cual estará integrado por las listas de
cotejo correspondientes a las prácticas de
ejercicio,
las
autoevaluaciones
de
conocimientos que se encuentran al final
de cada capítulo del manual y muestras de
los trabajos realizados durante el
desarrollo del módulo integrador, con esto
se facilitará la evaluación del aprendizaje
para determinar que se ha obtenido la
competencia laboral.
Deberás asentar datos básicos, tales
como: nombre del alumno, fecha de
evaluación, nombre y firma del evaluador y
plan de evaluación.
Productividad Industrial
PLANEACIÓN Y
ELABORACIÓN DE
PROYECTOS
180 HRS
1. Análisis del Proyecto.
2. Planeación y Control
del Proyecto.
80 hrs.
100 hrs.
1.1 Identificar los elementos que
componen
un
proyecto
de
acuerdo con necesidades para su
evaluación.
2.1 Planear proyectos de acuerdo con
la metodología establecida para
su implementación.
20 hrs.
80 hrs.
1.2 Evaluar los estudios de acuerdo
con sus resultados para tomar
decisiones.
60 hrs.
Productividad Industrial
2.2 Controlar proyectos utilizando
herramientas de control para
comparar resultados con los
objetivos fijados.
20 hrs.
XI
Análisis del proyecto.
Al finalizar la unidad, el alumno será evaluará la factibilidad de un proyecto
de acuerdo con los estudios realizados para su implementación.
12
Productividad Industrial
PLANEACIÓN Y
ELABORACIÓN DE
PROYECTOS
180 HRS
1. Análisis del Proyecto.
80 hrs.
2.
Planeación y
Control del Proyecto.
100 hrs.
1.3 Identificar los elementos que
componen
un
proyecto
de
acuerdo con necesidades para su
evaluación.
20 hrs.
1.4 Evaluar los estudios de acuerdo
con sus resultados para tomar
decisiones.
60 hrs.
Productividad Industrial
13
SUMARIO
¾ Proyectos.
¾ Programación.
¾ Estudio de mercado.
¾ Estudio económico.
¾ Análisis de riesgos.
RESULTADO DE APRENDIZAJE
1.1
Identificar los elementos que
componen un proyecto de
acuerdo con necesidades para
su evaluación.
1.1.1 Definición del proyecto.
La administración de proyectos es la
aplicación de conocimiento, habilidades,
herramientas, y técnicas a actividades de
proyectos de manera que cumplan o
excedan las necesidades y expectativas de
partidos interesados de un proyecto.
Cumplir o exceder las necesidades o
expectativas de los partidos interesados
invariablemente
involucran
balancear
demandas que compiten entre sí, tales
como:
- Alcance, tiempo, costo y calidad.
- Partidos interesados con diferentes
necesidades y expectativas.
- Requerimientos
identificados
(necesidades) y requerimientos no
identificados (expectativas).
El término administración de proyectos es
a veces usado para describir una
aproximación
organizacional
a
la
administración de operaciones sucesivas.
Esta aproximación, más propiamente
llamada administración por proyectos,
trata muchos aspectos de operaciones
14
sucesivas como proyectos para poder
aplicar la administración de proyectos a
ellas. Aunque un entendimiento de la
administración
de
proyectos
es
obviamente crítica para una organización
que esta administrando por proyectos,
una
discusión
detallada
de
esta
aproximación esta fuera del alcance de
este documento.
Con las siguientes pautas no pretendo
crear modelos que se adapten al trabajo
de elaboración de los proyectos de
investigación que van a ser en un futuro
las monografías de grado. Es nuestro
objetivo ilustrar y dar paso a paso el
proceso de elaboración de un proyecto,
que se elabore teniendo en cuenta que él
todo es la esencia del proceso de
investigación y no aislar conceptos ni
partes del mismo a elaboraciones
secundarias dando prioridad a otros. El
cuerpo del proyecto debe ser secuencial y
gozar del proceso de los vasos
comunicantes que determinara el éxito del
proyecto.
Es una pauta de seguimiento y de
construcción que se debe tener en cuenta
para que el proyecto goce de un éxito y de
una realización a ciencia cierta. Que todo
lo expuesto en estas líneas sea el
verdadero reflejo de un trabajo de
investigación y no la simple trascripción
de información de un texto a estas
páginas.
Debido a que el producto de cada
proyecto es único, las características que
distinguen el producto o servicio deben
ser elaboradas progresivamente. Ésta
quiere decir "Procedimientos en pasos;
avance
continuo
por
incrementos"
Productividad Industrial
mientras que elaborados quiere decir
"trabajado con cuidado al detalle;
desarrollado
enteramente".
Las
características distintivas serán definidas
de manera amplia, temprano en el
proyecto y serán cada vez más y más
explícitas y detalladas a medida que el
equipo del proyecto desarrolla un
entendimiento mejor y más completo del
producto.
La
elaboración
progresiva
de
las
características de un producto debe ser
cuidadosamente
coordinada
en
concordancia
con
una
apropiada
definición del alcance del proyecto,
particularmente si el proyecto es
desarrollado bajo un contrato. Cuando
definida propiamente, el alcance del
proyecto - el trabajo a realizar - deberá
mantenerse constante aún en la luz del
cambio las características del producto
que sea progresivamente elaborado.
Objetivo.
Un principio básico de en la gestión de
proyectos, así como en toda actividad de
gestión, es que los objetivos estén
definidos a priori y con un grado de
suficiente de claridad y precisión. Hay
proyectos donde la definición de objetivos
se hace realmente difícil, pero esa
dificultad no significa que no deba
hacerse, puesto que cuanto más
inmaterial es o más arriesgado sea un
proyecto más necesario será contar con un
marco de referencia, aunque sus
contornos sean menos nítidos que en
otras ocasiones.
OBJETIVO TRIPLE: Resultado, Coste, Plazo.
El objetivo del proyecto es siempre triple.
No basta con conseguir uno o dos
Productividad Industrial
objetivos, ni hay que dar más importancia
a uno o a otro.
El primer objetivo es el resultado final de
proyecto, es decir, la obra que se quiere
realizar y que supone el origen y
justificación del proyecto, por lo que
puede considerarse el objetivo más
importante y significativo. Pero la
consecución del objetivo técnico no es
suficiente. Eso sí: ha de considerarse más
bien como una condición ineludible. En el
caso de abordar la electrificación de una
aldea, la aldea se debe electrificar, pero a
cualquier precio ni en cualquier plazo.
En el caso de proyectos externos, el
objetivo de coste suele estar definido y
tiene
una
importancia
grande.
Normalmente existe un contrato, y el
proveedor deberá respetarlo o tendrá
dificultades para revisar al alza el
presupuesto. En proyectos internos es
frecuente que el objetivo de coste no
figure en forma explícita, algo que se debe
intentar reducir.
El plazo es el objetivo que más fácilmente
se deteriora, convirtiéndose así en el que
mejor mide el grado de calidad de gestión
del proyecto. A menudo se piensa que el
plazo de realización de un proyecto no
15
debe valorarse excesivamente, puesto que
es algo que "casi nunca se respeta". Pero
hay proyectos en los que este objetivo se
convierte en el más importante. ¿Qué
pasaría si las obras del estadio olímpico no
estuvieran
terminadas
para
la
inauguración de los Juegos Olímpicos?
El aspecto triangular de los objetivos se
refuerza por la necesidad de coherencia y
proporción entre los mismos. Los tres son
inseparables y forman un sistema en el
que cada modificación de cada una de las
partes afecta a las restantes. Dado que la
maximización individual de los tres
criterios básicos no es posible, es
necesario
maximizar
una
cierta
combinación entre ellos, priorizando
aquellos que se adapten mejor a las
estrategias de la empresa.
La combinación no es única y, de hecho,
puede pensarse en una zona de validez de
la aproximación seguida. La figura
representa esa zona en la que el proyecto
puede
“moverse”
dentro
de
la
disponibilidad de recursos existente. Con
ello, se quiere indicar también que no
existe una única forma posible de
gestionar un proyecto satisfaciendo los
requisitos básicos. Un ahorro en costes
16
(dentro de la zona permitida) permitiría
abordar otras actividades que mejoren,
por ejemplo, la satisfacción del cliente. Las
técnicas de gestión de proyectos deben
considerar
además
las
actuaciones
relacionadas con las desviaciones de la
zona objetivo durante el desarrollo del
proyecto y, por tanto, la aplicación de
medidas correctoras para evitar problemas
adicionales. Ello implica ser capaces de
monitorizar el cumplimiento de los
objetivos identificados de forma continua
(en la práctica en determinados hitos, o
puntos de control del proyecto en los que
hay que tener determinada visibilidad de
resultados intermedios).
El cuarto objetivo
Algunos autores introducen un cuarto
elemento de gran interés: la satisfacción
del usuario. Con ello se quiere indicar la
importancia de que el proyecto satisfaga
las expectativas de éste. Un proyecto que
cumpla las especificaciones, se realice en
tiempo y dentro del presupuesto pero que
no deje satisfecho al cliente no cumple sus
objetivos. La satisfacción del cliente suele
considerarse ahora como una estrategia
general de muchas empresas (sobre todo
de las de servicios) y elemento clave para
la valoración del éxito de los proyectos
que emprendan.
Contexto y estrategia
Un proyecto no puede concebirse al
margen del resto de las actividades que
lleva a cabo la organización. Todas las
actividades contribuyen a conseguir unos
fines generales expresados en las
estrategias de la organización. Por ello, el
tipo de organización influye no sólo en los
proyectos que se van a realizar sino
también en la forma en la que se realizan.
Productividad Industrial
Todo ello forma parte del contexto del
proyecto. El conocimiento del contexto del
proyecto es un elemento fundamental
para asegurar el cumplimiento de sus
objetivos.
Como se ha dicho, la gestión del proyecto
deberá buscar el óptimo entre los
objetivos. Para ello hay que conocer la
importancia relativa de cada factor
respecto a cómo responde a la estrategia
de la organización ejecutora del proyecto.
Distintos enfoques estratégicos, como
poner productos lo antes posible en el
mercado, o poner productos de calidad
contrastada aunque no sean muy
innovadores, o maximizar el beneficio,
dan más peso a un objetivo u otro. Así
mismo, el entorno externo puede forzar
una determinada posición ante la
aparición de una nueva tecnología, los
avances de la competencia, etc.
• Necesidades.
Día a día y en cualquier sitio donde nos
encontremos, siempre hay a la mano una
serie de productos o servicios proporciona
dos por el hombre mismo. Desde la ropa
que vestimos, los alimentos procesados
que consumimos hasta las modernas
computadoras que apoyan en gran
medida el trabajo del ser humano. Todos y
cada uno de estos bienes y servicios, antes
de venderse comercialmente, fueron
evaluados desde varios puntos de vista,
siempre con el objetivo final de satisfacer
una necesidad humana. Después de ello,
alguien tomó la decisión para producirlo
en masa, para lo cual tuvo que realizar
una inversión económica.
Por tanto, siempre que exista una
necesidad humana de un bien o un
Productividad Industrial
servicio habrá necesidad de invertir, pues
hacerlo es la única forma de producir un
bien o servicio. Es claro que las inversiones
no se hacen sólo porque alguien desea
producir determinado artículo o piensa
que produciéndolo ganará dinero. En la
actualidad, una inversión inteligente
requiere una base que la justifique. Dicha
base es precisamente un proyecto bien
estructurado y evaluado que indique la
pauta que debe seguirse. De ahí se deriva
la necesidad de elaborar los proyectos.
• Evaluación.
Si un proyecto de inversión privada
(lucrativo) se diera a evaluar a dos grupos
multidisciplinarios distintos, es seguro que
sus resultados no serían iguales. Esto se
debe a que conforme avanza el estudio,
las alternativas de selección son múltiples
en el tamaño, la localización, el tipo de
tecnología que se emplee, la organización,
etcétera.
Por otro lado, considere un proyecto de
inversión gubernamental (no lucrativo)
evaluado por los mismos grupos de
especialistas. También se puede asegurar
que sus resultados serán distintos, debido
principalmente al enfoque que adopten en
su evaluación, pudiendo considerarse
incluso que el proyecto en cuestión no es
prioritario o necesario como pueden serlo
otros.
En el análisis y la evaluación de ambos
proyectos se emitirán datos, opiniones,
juicios de valor, prioridades, etcétera, que
harán diferir la decisión final. Desde luego,
ambos grupos argumentarán que dado
que los recursos son escasos desde sus
particulares puntos de vista la propuesta
17
que formulan proporcionará los mayores
beneficios comunitarios y ventajas.
Esto debe llevar necesariamente a quien
tome la decisión final, a contar con un
patrón o modelo de comparación general
que le permita discernir cuál de los dos
grupos se apega más a lo razonable, lo
establecido o lo lógico. Tal vez si más de
dos grupos evaluaran los proyectos
mencionados
surgiría
la
misma
discrepancia.
Si el caso mencionado llegara a suceder,
en defensa de los diferentes grupos de
evaluación, se puede decir que existen
diferentes criterios de evaluación, sobre
todo en el aspecto social, con respecto al
cual los gobernantes en turno fijan sus
políticas y prioridades, a las cuales es
difícil oponer algún criterio o alguna
metodología, por buenos que parezcan. Al
margen de esta situación, y en el terreno
de la inversión privada, se puede decir que
lo realmente válido es plantear premisas
basadas
en
criterios
matemáticos
universalmente aceptados.
La evaluación, aunque es la parte
fundamental del estudio, dado que es la
base para decidir sobre el proyecto,
depende en gran medida del criterio
adoptado de acuerdo con el objetivo
general del proyecto. En el ámbito de la
inversión privada, el objetivo principal no
es necesariamente obtener el mayor
rendimiento sobre la inversión. En los
tiempos actuales de crisis, el objetivo
principal puede ser que la empresa
sobreviva, mantener el mismo segmento
del mercado, diversificar la producción,
aunque no se aumente el rendimiento
sobre el capital, etcétera.
18
Por tanto, la realidad económica, política,
social y cultural de la entidad donde se
piense invertir, marcará los criterios que se
seguirán para realizar la evaluación
adecuada, independientemente de la
metodología empleada. Los criterios y la
evaluación son, por tanto, la parte
fundamental de toda evaluación de
proyectos.
Proceso de preparación y evaluación de
proyectos.
Partes generales de la evaluación de
proyectos.
- Instalación
de
una
planta
totalmente nueva.
- Elaboración de un nuevo producto
de una planta ya existente.
- Aplicación
de
la
capacidad
instalada o creación de sucursales.
- Sustitución de maquinaría por
obsolescencia
o
capacidad
insuficiente.
•
Ciclo de vida.
Todo proyecto de ingeniería tiene unos
fines ligados a la obtención de un
producto, proceso o servicio que es
Productividad Industrial
necesario generar a través de diversas
actividades. Algunas de estas actividades
pueden agruparse en fases porque
globalmente contribuyen a obtener un
producto intermedio, necesario para
continuar hacia el producto final y facilitar
la gestión del proyecto. Al conjunto de las
fases empleadas se le denomina “ciclo de
vida”.
Sin embargo, la forma de agrupar las
actividades, los objetivos de cada fase, los
tipos de productos intermedios que se
generan, etc. pueden ser muy diferentes
dependiendo del tipo de producto o
proceso a generar y de las tecnologías
empleadas.
La complejidad de las relaciones entre las
distintas
actividades
crece
exponencialmente con el tamaño, con lo
que rápidamente se haría inabordable si
no fuera por la vieja táctica de “divide y
vencerás”. De esta forma la división de los
proyectos en fases sucesivas es un primer
paso para la reducción de su complejidad,
tratándose de escoger las partes de
manera que sus relaciones entre sí sean lo
más simples posibles.
La definición de un ciclo de vida facilita el
control sobre los tiempos en que es
necesario aplicar recursos de todo tipo
(personal, equipos, suministros, etc.) al
proyecto.
Si
el
proyecto
incluye
subcontratación de partes a otras
organizaciones, el control del trabajo
subcontratado se facilita en la medida en
que esas partes encajen bien en la
estructura de las fases. El control de
calidad también se ve facilitado si la
separación
entre
fases
se
hace
corresponder con puntos en los que ésta
Productividad Industrial
deba
verificarse
comprobaciones sobre
parciales obtenidos).
los
(mediante
productos
De la misma forma, la práctica acumulada
en el diseño de modelos de ciclo de vida
para situaciones muy diversas permite que
nos beneficiemos de la experiencia
adquirida utilizando el enfoque que mejor
de adapte a nuestros requerimientos.
Elementos del ciclo de vida
Un ciclo de vida para un proyecto se
compone de fases sucesivas compuestas
por tareas planificables. Según el modelo
de ciclo de vida, la sucesión de fases
puede
ampliarse
con
bucles
de
realimentación, de manera que lo que
conceptualmente se considera una misma
fase se pueda ejecutar más de una vez a lo
largo de un proyecto, recibiendo en cada
pasada de ejecución aportaciones de los
resultados intermedios que se van
produciendo (realimentación).
Para un adecuado control de la progresión
de las fases de un proyecto se hace
necesario especificar con suficiente
precisión los resultados evaluables, o sea,
productos intermedios que deben resultar
de las tareas incluidas en cada fase.
19
Normalmente estos productos marcan los
hitos entre fases.
organizaciones,
requiriendo
procesos de gestión.
A continuación presentamos los distintos
elementos que integran un ciclo de vida:
Fases. Una fase es un conjunto de
actividades relacionadas con un objetivo
en el desarrollo del proyecto. Se construye
agrupando
tareas
(actividades
elementales) que pueden compartir un
tramo determinado del tiempo de vida de
un proyecto. La agrupación temporal de
tareas impone requisitos temporales
correspondientes a la asignación de
recursos
(humanos,
financieros
o
materiales).
Cada fase viene definida por un conjunto
de elementos observables externamente,
como son las actividades con las que se
relaciona, los datos de entrada (resultados
de la fase anterior, documentos o
productos requeridos para la fase,
experiencias de proyectos anteriores), los
datos de salida (resultados a utilizar por la
fase posterior, experiencia acumulada,
pruebas o resultados efectuados) y la
estructura interna de la fase.
Cuanto más grande y complejo sea un
proyecto, mayor detalle se necesitará en la
definición de las fases para que el
contenido de cada una siga siendo
manejable. De esta forma, cada fase de un
proyecto puede considerarse un “microproyecto” en sí mismo, compuesto por un
conjunto de micro-fases.
Otro motivo para descomponer una fase
en subfases menores puede ser el interés
de separar partes temporales del proyecto
que
se
subcontraten
a
otras
20
distintos
Esquema general de operación de una fase
Entregables ("deliverables"). Son los
productos intermedios que generan las
fases.
Pueden
ser
materiales
(componentes, equipos) o inmateriales
(documentos, software). Los entregables
permiten evaluar la marcha del proyecto
mediante
comprobaciones
de
su
adecuación o no a los requisitos
funcionales
y
de
condiciones
de
realización
previamente
establecidos.
Cada una de estas evaluaciones puede
servir, además, para la toma de decisiones
a lo largo del desarrollo del proyecto.
Tipos de modelo de ciclo de vida
Productividad Industrial
Las principales diferencias entre distintos
modelos de ciclo de vida están en:
El alcance del ciclo dependiendo de hasta
dónde llegue el proyecto correspondiente.
Un proyecto puede comprender un simple
estudio de viabilidad del desarrollo de un
producto, o su desarrollo completo o,
llevando la cosa al extremo, toda la
historia del producto con su desarrollo,
fabricación, y modificaciones posteriores
hasta su retirada del mercado.
Las características (contenidos) de las
fases en que dividen el ciclo. Esto puede
depender del propio tema al que se refiere
el proyecto (no son lo mismo las tareas
que deben realizarse para proyectar un
avión que un puente), o de la
organización (interés de reflejar en la
división en fases aspectos de la división
interna o externa del trabajo).
La estructura de la sucesión de las fases
que puede ser lineal, con prototipado, o
en espiral. Veámoslo con más detalle:
Ciclo de vida lineal
Es el más utilizado, siempre que es
posible, precisamente por ser el más
sencillo. Consiste en descomponer la
actividad global del proyecto en fases que
se suceden de manera lineal, es decir,
cada una se realiza una sola vez, cada una
se realiza tras la anterior y antes que la
siguiente. Con un ciclo lineal es fácil
dividir las tareas entre equipos sucesivos, y
prever los tiempos (sumando los de cada
fase).
Requiere que la actividad del proyecto
pueda descomponerse de manera que una
fase no necesite resultados de las
siguientes
(realimentación),
aunque
Productividad Industrial
pueden admitirse ciertos supuestos de
realimentación correctiva. Desde el punto
de vista de la gestión (para decisiones de
planificación), requiere también que se
sepa bien de antemano lo que va a ocurrir
en cada fase antes de empezarla.
Ejemplo de ciclo lineal para un proyecto
de construcción
Ciclo de vida con prototipado
A menudo ocurre en desarrollos de
productos con innovaciones importantes,
o cuando se prevé la utilización de
tecnologías nuevas o poco probadas, que
las incertidumbres sobre los resultados
realmente alcanzables, o las ignorancias
sobre
el
comportamiento
de
las
tecnologías, impiden iniciar un proyecto
lineal con especificaciones cerradas.
Si no se conoce exactamente cómo
desarrollar un determinado producto o
cuáles son las especificaciones de forma
precisa, suele recurrirse a definir
especificaciones iniciales para hacer un
prototipo, o sea, un producto parcial (no
hace falta que contenga funciones que se
consideren triviales o suficientemente
probadas) y provisional (no se va a
fabricar realmente para clientes, por lo
que tiene menos restricciones de coste y/o
prestaciones). Este tipo de procedimiento
es muy utilizado en desarrollo avanzado.
21
La experiencia del desarrollo del prototipo
y su evaluación deben permitir la
definición de las especificaciones más
completas y seguras para el producto
definitivo.
por el cliente no puede esperar a la
entrega final y puede ser necesaria
repetidas veces.
A diferencia del modelo lineal, puede
decirse que el ciclo de vida con
prototipado repite las fases de definición,
diseño y construcción dos veces: para el
prototipo y para el producto real.
El esquema del ciclo de vida para estos
casos puede representarse por un bucle en
espiral, donde los cuadrantes son,
habitualmente, fases de especificación,
diseño, realización y evaluación (o
conceptos y términos análogos).
Ciclo de vida en espiral
El ciclo de vida en espiral puede
considerarse como una generalización del
anterior para los casos en que no basta
con una sola evaluación de un prototipo
para asegurar la desaparición de
incertidumbres y/o ignorancias. El propio
producto a lo largo de su desarrollo puede
así considerarse como una sucesión de
prototipos que progresan hasta llegar a
alcanzar el estado deseado. En cada ciclo
(espirales)
las
especificaciones
del
producto
se
van
resolviendo
paulatinamente.
A menudo la fuente de incertidumbres es
el propio cliente, que aunque sepa en
términos generales lo que quiere, no es
capaz de definirlo en todos sus aspectos
sin ver como unos influyen en otros. En
estos casos la evaluación de los resultados
22
En cada vuelta el producto gana en
“madurez”
(aproximación
al
final
deseado) hasta que en una vuelta la
evaluación lo apruebe y el bucle pueda
abandonarse.
Objetivos de cada fase
Dentro de cada fase general de un modelo
de ciclo de vida, se pueden establecer una
serie de objetivos y tareas que lo
caracterizan.
Fase de definición (¿qué hacer?)
Estudio de viabilidad.
Conocer los requisitos que debe
satisfacer el sistema (funciones y
limitaciones de contexto).
Asegurar que los requisitos son
alcanzables.
Formalizar el acuerdo con los
usuarios.
Productividad Industrial
Realizar una planificación detallada.
Fase de diseño (¿cómo hacerlo?
Soluciones en coste, tiempo y calidad)
Identificar soluciones tecnológicas
para cada una de las funciones del
sistema.
Asignar recursos materiales para cada
una de las funciones.
Proponer (identificar y seleccionar)
subcontratas.
Establecer métodos de validación del
diseño.
Ajustar las especificaciones del
producto.
Fase de construcción
Generar el producto o servicio
pretendido con el proyecto.
Integrar
los
elementos
subcontratados
o
adquiridos
externamente.
Validar que el producto obtenido
satisface los requisitos de diseño
previamente definidos y realizar, si es
necesario, los ajustes necesarios en
dicho diseño para corregir posibles
lagunas, errores o inconsistencias.
Fase de mantenimiento y operación
Operación: asegurar que el uso del
proyecto es el pretendido.
Mantenimiento (nos referimos a un
mantenimiento no habitual, es decir,
aquel que no se limita a reparar
averías o desgastes habituales -este es
el caso del mantenimiento en
productos software, ya que en un
programa no cabe hablar de averías o
de desgaste):
Los Proyectos De I+D
En el caso de la investigación básica el
resultado esperado son conocimientos
científicos. No existe ninguna fase de
Productividad Industrial
construcción y sí fases que recojan las
tareas de experimentación.
En la investigación aplicada el resultado
esperado suele ser alguna tecnología
aplicable para procesos o para productos.
Dependiendo del grado de cercanía a la
aplicación que llegue a alcanzarse el
modelo puede ser básicamente como el
anterior o incluir una fase de aplicación
piloto.
En el desarrollo de productos o procesos
nuevos o significativamente modificados sí
aparece ya una fase de construcción,
aunque normalmente se tratará de la
realización de un prototipo. Normalmente
el cliente no será el usuario final, sino los
departamentos
de
ingeniería
de
producción de la propia empresa o de otra
que contrata el desarrollo.
La I+D es costosa por depender de
personal muy cualificado, por realizarse de
modo generalmente artesanal y por
requerir bucles de realimentación que
multiplican,
para
hacer
frente
a
incidencias, la duración del proyecto.
•
Especificación del proyecto.
• Descripción
y
objetivos
del
proyecto
• Fecha de finalización
• Productos
que se obtendrán
con el proyecto
• Recursos que se utilizarán
23
Una correcta y detallada definición del
proyecto es imprescindible para una
correcta
planificación.
Si
existen
imprecisiones en la definición del
proyecto, éstas se reflejarán en la
planificación, que dejará de tener utilidad
como herramienta para una adecuada
gestión del proyecto.
• Organización.
Uno de los factores que permitirán
obtener
el éxito en el proyecto es la
organización del mismo, en lo que
respecta tanto a la labor de dirección
como de ejecución.
La fase de organización comienza desde el
momento en que el proyecto es aceptado
y comienza a trabajarse en los objetivos, la
misión y la visión.
• Definición de actividades.
Una de las primeras y más importantes
misiones del jefe de proyecto es la
identificación y descripción de las
actividades que es necesario acometer y
desarrollar para llegar al resultado
adecuado. Antes de iniciar la andadura
hay que elegir el camino más conveniente,
el rumbo que se debe seguir y el ritmo a
imprimir a cada etapa. Esta tarea implica
elegir entre múltiples opciones y resolver
un sinfín de incógnitas. Y todo ello hay
que hacerlo "a priori", desconociendo lo
que ocurrirá en la realidad y asumiendo
los
niveles
de
complejidad
e
inhabitualidad que son propios de los
proyectos.
Se trata pues de un trabajo de naturaleza
técnica que sólo podrá ser realizado por
un profesional en la materia, que reúna la
formación técnica necesaria y una
24
suficiente dosis de experiencia. Por ello es
necesario que el Jefe de Proyecto posea
una elevada competencia profesional en la
tecnología dominante del proyecto, aparte
de otras cualidades gerenciales y
personales. No obstante, si la dificultad
del proyecto lo requiere, el Jefe de
Proyecto podrá ser en este punto
asesorado y aconsejado por otros
expertos.
En proyectos de gran envergadura puede
ser necesario establecer un segundo
escalón de jefatura dentro del proyecto,
nombrando responsables de subproyectos
o de paquetes de actividades o de
actividades y tareas. La metodología
siempre es la misma: subdividir el
proyecto en partes con entidad propia
pero más dominables que el proyecto
global. Si el caso lo justifica, la descripción
de actividades podrá hacerse de forma
piramidal en varios niveles: subproyectos,
paquetes, actividades, tareas.
Para la definición de actividades es
necesario contar con los siguientes datos:
La estructura de desagregación de
Proyecto.
Especificaciones y objetivos del proyecto
Información histórica.
– qué actividades fueron necesarias en
proyectos similares anteriores.
Limitaciones
– presupuesto total, plazo de entrega...
Hipótesis: se ha de elaborar una lista de
actividades que complete la EDP
incluyendo
todas
las
actividades
requeridas para realizar el proyecto.
En la tarea de descomposición de
actividades, se trata de subdividir los
Productividad Industrial
elementos del proyecto en componentes
lo suficientemente pequeños para facilitar
las tareas de programación, ejecución y
control. Para ello, será necesario:
Identificar los elementos principales del
proyecto, fases y microfases.
Identificar los componentes de dichos
elementos
¿Dónde acaba la descomposición? Cuando
se disponga de:
– entradas y salidas definidas.
– obtención de estimaciones adecuadas de
duración y coste
Comprobar
la
corrección
de
la
descomposición.
– ¿son los componentes inferiores
necesarios y suficientes?
– ¿se puede programar y presupuestar
cada componente?
Pero la enumeración de actividades no es
suficiente, y ha de ir acompañada de una
descripción
concreta
que
permita
comprender su razón de ser, su contenido,
el resultado esperable, su responsable y
las condiciones de ejecución. Por ello, es
recomendable disponer de alguna ficha o
documento
que
sistematice
dichas
descripciones y sirva de quía a cuantos
deban efectuarlas.
Relaciones
Es lógico que las distintas actividades de
un proyecto no se realicen ni de forma
sucesiva ni de forma simultánea. Se trata
de enlazarlas en el orden más conveniente
posible para resolver adecuadamente los
imperativos técnicos del proyecto y para
lograr la combinación óptima de costes y
plazos,
obteniendo
una
lista
de
precedencias entre actividades. Sin
embargo, no todas las actividades en un
proyecto tienen que ser secuénciales.
Productividad Industrial
Las precedencias pueden ser de tres tipos:
Técnicas (p.ej. los cimientos antes que la
estructura).
Procedimentales: determinadas por la
política
y
procedimientos
de
la
organización (p.ej. el plan de calidad antes
que el diseño detallado)
Impuestas:
– por los recursos (p.ej. vacaciones del
personal).
– por la administración (p.ej el estudio de
impacto ambiental antes que la ejecución
de la obra).
– por el contexto (climatología, otros
proyectos...).
En la labor de secuenciamiento de
actividades y establecimiento de sus
relaciones suele contarse con el apoyo de
técnicas de planificación específicas que
son comentadas en el apartado de
programación.
Estimación de la duración de las
actividades
Se trata de evaluar el número de períodos
de trabajo estimados necesarios para
completar la actividad.
Datos para la estimación de duraciones
los recursos asignados a la actividad;
la capacidad (productividad) de dichos
recursos;
información
histórica
–
proyectos
anteriores
similares
–
bases
de
datos
comerciales
– conocimientos y experiencia del equipo
de proyecto
Técnicas para la estimación de duración
de actividades
Asesoría
especializada,
basada
en
25
experiencia en la gestión de proyectos en
el sector.
Estimación por analogía, basada en
información histórica de duraciones reales
de actividades anteriores similares.
Simulación:
– Cálculo de múltiples duraciones basadas
en
distintas
hipótesis.
– Monte Carlo: definida una distribución
de probabilidad para cada actividad se
calcula la distribución de probabilidad
para el proyecto completo.
• Clasificación de actividades.
Una de las primeras y más importantes
misiones del jefe de proyecto es la
identificación y descripción de las
actividades que es necesario acometer y
desarrollar para llegar al resultado
adecuado. Antes de iniciar la andadura
hay que elegir el camino más conveniente,
el rumbo que se debe seguir y el ritmo a
imprimir a cada etapa. Esta tarea implica
elegir entre múltiples opciones y resolver
un sinfín de incógnitas. Y todo ello hay
que hacerlo "a priori", desconociendo lo
que ocurrirá en la realidad y asumiendo
los
niveles
de
complejidad
e
inhabitualidad que son propios de los
proyectos.
Se trata pues de un trabajo de naturaleza
técnica que sólo podrá ser realizado por
un profesional en la materia, que reúna la
formación técnica necesaria y una
suficiente dosis de experiencia. Por ello es
necesario que el Jefe de Proyecto posea
una elevada competencia profesional en la
tecnología dominante del proyecto, aparte
de otras cualidades gerenciales y
personales. No obstante, si la dificultad
del proyecto lo requiere, el Jefe de
Proyecto podrá ser en este punto
26
asesorado
expertos.
y
aconsejado
por
otros
En proyectos de gran envergadura puede
ser necesario establecer un segundo
escalón de jefatura dentro del proyecto,
nombrando responsables de subproyectos
o de paquetes de actividades o de
actividades y tareas. La metodología
siempre es la misma: sibdividir el proyecto
en partes con entidad propia pero más
dominables que el proyecto global. Si el
caso lo justifica, la descripción de
actividades podrá hacerse de forma
piramidal en varios niveles: subproyectos,
paquetes, actividades, tareas.
Para la definición de actividades es
necesario contar con los siguientes datos:
•
•
•
•
•
•
•
La Estructura de Desagregación de
Proyecto.
Especificaciones y objetivos del
proyecto.
Información histórica.
– qué actividades fueron necesarias
en proyectos similares anteriores
Limitaciones.
– presupuesto total, plazo de
entrega.
Hipótesis: se ha de elaborar una
lista de actividades que complete
la EDP incluyendo todas las
actividades requeridas para realizar
el proyecto.
En la tarea de descomposición de
actividades, se trata de subdividir los
elementos del proyecto en componentes
lo suficientemente pequeños para facilitar
las tareas de programación, ejecución y
control. Para ello, será necesario:
Productividad Industrial
•
•
•
•
Identificar los elementos principales
del proyecto, fases y microfases.
Identificar los componentes de
dichos elementos
¿Dónde acaba la descomposición?
Cuando
se
disponga
de:
– entradas y salidas definidas
– obtención de estimaciones
adecuadas de duración y coste
Comprobar la corrección de la
descomposición
– ¿son los componentes inferiores
necesarios
y
suficientes?
–
¿se
puede
programar
y
presupuestar cada componente?
• Documentación.
La documentación de un proyecto es
importante ya que esta representa el
historial de todo el proceso.
Se tienen que documentar todas las
etapas del proyecto según las diferentes
metodologías de elaboración y planeación
de proyectos.
La forma depende de cada empresa y sus
necesidades,
algunas
empresas
documentan cada una de las juntas de
acuerdos o aclaraciones mediante minutas
que se firman al terminar las sesiones de
las mismas.
Se
pueden
procedimiento
presentación de
se especifican
necesarias.
hacer
manuales
de
para
el
archivo
y
la documentación, donde
todas las características
Productividad Industrial
Ejemplo
Etapa
Contenido
Documentación
Estudio previo Representación Memoria,
del proyecto
croquis con o
de modo
sin escala y
elemental y
estimación de
esquemático, coste.
recogida de
información,
definición del
programa de
necesidades y
estimación de
coste
orientativa.
Anteproyecto Aspectos
Memoria,
fundamentales planos a escala
de la obra,
sin acotar y
funcionales,
avance de
formales,
presupuesto.
constructivos y
económicos.
Proyecto
Adopción y
Memoria,
básico
justificación de planos a escala y
soluciones
acotados,
concretas.
presupuesto con
estimación por
capítulos.
Proyecto de
Desarrollo de Memoria
ejecución,
detalles,
completa,
puede
especificación planos y detalles
27
presentarse
de materiales,
posterior o
elementos,
conjuntamente sistemas
con el
constructivos y
proyecto
equipos.
básico
de estructura,
instalaciones,
pliego de
condiciones
técnicas, estado
de mediciones y
presupuesto.
Dirección de
Coordinación Órdenes de
obra
del equipo
obra, croquis de
técnico
obra y
facultativo de certificaciones
la obra,
de obra.
interpretación
del proyecto y
adopción de
las medidas
para la
realización
total de la
obra.
Liquidación y Determinación Estado
recepción de la del estado
económico final,
obra
económico
acta de
final de la
recepción
obra,
provisional y
recepción de la acta de
obra en
recepción
nombre del
definitiva.
cliente y en
conformidad
con el
proyecto.
CONTEXTUALIZAR CON:
Competencia Para la vida
Considerar que los proyectos siempre
se planean con el objetivo de servir o
de mejorar un producto o servicio.
El alumno:
28
-
Redactará su proyecto de vida
definiendo las actividades que ya ha
realizado y las que planea realizar.
El proyecto de vida es la dirección que el
hombre se marca en su vida, a partir del
conjunto de valores que ha integrado y
jerarquizado vivencialmente, a la luz de la
cual se compromete en las múltiples
situaciones de su existencia, sobre todo
en aquellas en que decide su futuro,
como son el estado de vida y la
profesión.
La dificultad mayor para trazar el
proyecto de vida reside en tener que
tomar una decisión, en tener que elegir
una dirección fundamental con exclusión
de
otra
u
otras
direcciones
fundamentales. Frecuentemente ante
este compromiso se adopta una actitud
de huida que conduce a la persona a un
estado de indecisión, es decir, hacia un
"conflicto existencial" que, al no ser
resuelto, se convierte en crónico.
El miedo a la responsabilidad, la
incapacidad de renunciar a alguna de las
posibilidades presentadas, la influencia
del ambiente social contrario a los
compromisos
definitivos.
..son
frecuentemente las causas de este
conflicto no resuelto.
Tener un proyecto de vida es
fundamental. De lo contrario se vive sin
rumbo, a la deriva; se vive sin sentido.
Este es el drama en el que vive hoy
mucha
gente.
Muchos
de
tus
compañeros viven sin saber para qué
viven, viven sin un sentido, sin un rumbo
que encamine sus vidas. Viven a la deriva.
Por eso mucha gente se estrella con la
vida.
Productividad Industrial
Por ello, es importante que elabores tu
propio proyecto de vida. Hoy te
invitamos a que lo hagas. Te invitamos a
que te des cuenta de lo importante que
es, a que te des cuenta de que lo
necesitas, de que es vital.
Vas a necesitar tiempo para hacerlo. No
importa. No será una pérdida de tiempo:
será una inversión. Te vamos a proponer
unos ritmos, unas etapas, unos tiempos,
creemos que te van a ayudar a construir
el proyecto.
Pídele a Dios que te ilumine, que te haga
conocer su voluntad, que te muestre su
proyecto sobre ti. Será el mejor camino
para la felicidad. ¡No tengas miedo! Dios
te ama más que nadie y quiere siempre lo
mejor para ti. Ponte en sus manos... y
deja que sea El quien te guíe.
RESULTADO DE APRENDIZAJE
1.2
Evaluar los estudios de acuerdo
con sus resultados para tomar
decisiones.
una. La programación debe ser coherente
con los objetivos perseguidos y respetar
las restricciones existentes (recursos,
costes, cargas de trabajo, etc.).
La programación consiste por lo tanto en
fijar, de modo aproximado, los instantes
de inicio y terminación de cada actividad.
Algunas actividades pueden tener holgura
y otras son las actividades críticas (fijas en
el tiempo).
PASOS:
Construir un diagrama de tiempos
(instantes de comienzo y holgura de las
actividades).
Establecer los tiempos de cada actividad.
Analizar los costes del proyecto y ajustar
las holguras (proyecto de coste mínimo).
RESULTADOS:
Disponer de un diagrama de tiempos.
Conocer actividades críticas y determinar
la necesidad de recursos.
Para comenzar la programación, se ha de
partir de los siguientes datos:
•
•
•
•
•
1.1.2 Programación.
Las técnicas de planificación se ocupan de
estructurar las tareas a realizar dentro del
proyecto, definiendo la duración y el
orden de ejecución de las mismas,
mientras que las técnicas de programación
tratan de ordenar las actividades de forma
que se puedan identificar las relaciones
temporales
lógicas
entre
ellas,
determinando el calendario o los instantes
de tiempo en que debe realizarse cada
Productividad Industrial
Diagrama de red del proyecto.
Estimación de duración de actividades.
Recursos asignados a las actividades.
Calendarios
de
recursos
para
actividades.
Limitaciones, como fechas fijas para
resultados o fases del proyecto.
Según los resultados que deseemos
conocer, podemos hacer uso de unas
determinadas herramientas o de otras. En
el siguiente cuadro se muestran todas
ellas, que pasamos a comentar a
continuación:
29
dependencia que existe entre ellas, y que
el concepto de % de realización es un
concepto subjetivo.
Escala temporal sí - dependencias no.
Diagrama de Gantt
El diagrama de Gantt es un diagrama de
barras desarrollados por Henry Gantt
durante la I Guerra Mundial para la
programación del arsenal Frankford. En él
se muestran las fechas de comienzo y
finalización de las actividades y las
duraciones estimadas, pero no aparecen
dependencias.
La utilidad de un gráfico de este tipo es
mayor cuando se añaden los recursos y su
grado de disponibilidad en los momentos
oportunos. Como ventajas tendríamos la
facilidad de construcción y comprensión, y
el mantenimiento de la información global
del proyecto. Y como desventajas, que no
muestra relaciones entre tareas ni la
30
Gráfica de hitos
Un hito es un evento claramente
verificable por otra persona y que requiere
verificación antes de poder proseguir con
la ejecución del proyecto. Por ejemplo, la
obtención y formalización de los requisitos
de usuario constituye un hito en la
realización de un proyecto de ingeniería
software.
La utilidad de los hitos se basa en la buena
selección de los mismos. Pero al igual que
los diagramas de GANTT, la programación
con hitos no aporta o refleja información
acerca de la interdependencia entre tareas
o actividades.
Escala temporal no - dependencias sí
Un diagrama de red es cualquiera de las
representaciones
que
vinculan
las
actividades y los eventos de un proyecto
entre sí para reflejar las interdependencias
entre las mismas. Una actividad o evento
puede presentar interdependencias con
actividades
o
eventos
sucesores,
predecesores, o en paralelo. Los más
importantes son:
PERT
(Program
Evaluation
and
Review
Technique)
Desarrollado por la Special Projects Office
de la Armada de EE.UU. a finales de los
50s para el programa de I+D que condujo
a la construcción de los misiles balísticos
Productividad Industrial
Polaris. Está orientada a los sucesos o
eventos, y se ha utilizado típicamente en
proyectos de I+D en los que el tiempo de
duración de las actividades es una
incertidumbre. Dado que las estimaciones
de duración comportan incertidumbre se
estudian
las
distribuciones
de
probabilidad de las duraciones. Con un
diagrama
PERT
se
obtiene
un
conocimiento preciso de la secuencia
necesaria, o planificada para la ejecución
de cada actividad y utilización de
diagramas de red.
•
•
•
•
Se trata de un método muy orientado al
plazo
de
ejecución,
con
poca
consideración hacia al coste. Se suponen
tres duraciones para cada suceso, la
optimista a, la pesimista b y la normal m;
suponiendo una distribución beta, la
duración más probable: t = (a + 4m + b)
/6.
Generalmente se denominan técnicas PERT
al conjunto de modelos abstractos para la
programación y análisis de proyectos de
ingeniería. Estas técnicas nos ayudan a
programar un proyecto con el coste
mínimo y la duración más adecuada. Están
especialmente difundidas el PERT y el
CPM.
Aplicación de las técnicas PERT:
•
•
•
•
Determinar las actividades necesarias y
cuando lo son.
Buscar el plazo mínimo de ejecución
del proyecto.
Buscar las ligaduras temporales entre
actividades del proyecto.
Identificar las actividades críticas, es
decir, aquellas cuyo retraso en la
Productividad Industrial
ejecución supone un retraso del
proyecto completo.
Identificar el camino crítico, que es
aquel formado por la secuencia de
actividades críticas del proyecto.
Detectar y cuantificar las holguras de
las actividades no críticas, es decir, el
tiempo que pueden retrasarse (en su
comienzo o finalización) sin que el
proyecto se vea retrasado por ello.
Si se está fuera de tiempo durante la
ejecución del proyecto, señala las
actividades que hay que forzar.
Nos da un proyecto de coste mínimo.
PDM
(Precedence
Diagramming
Method)
Se basa en la utilización de una red en la
que figuran las actividades en los nodos y
los arcos representan demoras de tiempo
entre los puntos (comienzo o fin de nodo)
que unen, a la vez que muestran las
dependencias. Permiten reflejar distintas
relaciones de precedencia entre tareas.
Entre las ventajas
encontramos que el
método PDM tiene
más flexibilidad que el
método PERT – ADM
para la modelización
de grandes proyectos,
la representación
gráfica es más sencilla
y no hay actividades
virtuales.
RELACIONES
DE
PRECEDENCIA
Relación
FINALCOMIENZO
Relación
COMIENZOFINAL
Relación
FINAL-FINAL
Relación
COMIENZOCOMIENZO
31
cada una de
ellas. Permite de
esta forma tener
una idea más
real del proyecto
que
la
que
obteníamos con
el diagrama de
Gantt
que
mostrábamos
anteriormente.
ADM (Arrow Diagramming Method)
Está orientada a las actividades, y se aplica
en la industria de la construcción, en la
que de forma habitual el tiempo de cada
actividad es muy controlable. Las
actividades se representan con flechas que
se conectan con nodos para mostrar las
dependencias.
Método del camino crítico cpm
Camino crítico
El camino crítico en un proyecto es la
sucesión de actividades que dan lugar al
máximo tiempo acumulativo. Determina el
tiempo más corto que podemos tardar en
Gráfico PDM. Esta técnica también se denomina hacer el proyecto si se dispone de todos
los recursos necesarios. Es necesario
“actividad sobre nodo”
conocer la duración de las actividades.
Este concepto es utilizado por dos
métodos:
•
Gráfico ADM. Esta técnica también se
denomina “actividad sobre flecha”
Escala temporal sí - dependencias sí
Diagrama
de
tiempos
con
interdependencias
Se trata de un
gráfico de Gantt
en
el
que
aparecen
las
dependencias
entre actividades
y los recursos
implicados
en
32
•
•
•
•
•
Método del tiempo estimado (CPM) La
duración de una actividad es la más
probable de duración. Tiempo que se
emplearía en condiciones normales
(m). Situación determinista.
Método del tiempo esperado (PERT)
Determinación probabilística de los
tiempos esperados (Te), en función de
los siguientes tiempos:
Duración más corta (a)
Duración más larga (b)
Duración más probable (m) (el mismo
que en CPM)
Duración esperada: Te = (a + 4m + b)
/6
Cálculo del camino crítico
Calcular Te ó m según el método
empleado para cada actividad. Se
Productividad Industrial
coloca en el grafo encima o debajo de
cada flecha.
Calcular las fechas “early” -fecha
mínima de comienzo de la actividad,
MIC del suceso anterior- y “last” fecha mínima de comienzo de la
actividad, MAC del suceso posteriorde las distintas actividades que
configuran el proyecto. (calcular el
MIC y el MAC de todos los sucesos del
proyecto).
Cálculo de las holguras.
Identificación del camino crítico.
Holguras
La holgura de una actividad es el margen
suplementario de tiempo que tenemos
para determinar esa actividad. Las
actividades críticas no tienen holgura.
Holgura de un Hs = MAC del suceso –
suceso “Hs”:
MIC del suceso
Holgura total
Ht = MAC del s.p. – MIC
de
una
del s.a. – duración tarea
actividad “Ht”:
Margen suplementario de tiempo de esa
actividad sin que se altere el MIC de
ninguna actividad crítica.
Actividades críticas
Una actividad es crítica cuando no se
puede cambiar sus instantes de comienzo
y finalización sin modificar la duración
total del proyecto. La concatenación de
actividades críticas es el camino crítico.
En una actividad crítica la fecha “early”
coincide con la más tardía de comienzo, y
la fecha más temprana de finalización
coincide con la fecha “last”de la actividad.
La holgura total es 0.
Programación con recursos limitados y
programación con coste mínimo
Programación con recursos limitados
Hasta ahora sólo se ha tenido en cuenta el
análisis de relaciones temporales entre las
actividades del proyecto. Pero además,
hay que tener en cuenta los recursos, su
consumo y sus limitaciones. El proceso,
por lo tanto, ante la programación sería el
siguiente:
•
•
Holgura libre HI = MIC del s.p. – MIC
de una“Hi”:
del s.a. – duración tarea
Margen suplementario de tiempo para esa
actividad sin que se altere el MIC de
cualquier actividad.
Holgura
Hi = MIC del s.p. – MAC
independiente
del s.a. – duración tarea
“Hi”:
Margen suplementario de tiempo que
existe en una actividad si las actividades
precedentes terminaran lo más tarde
posible, y las actividades posteriores
empezaran lo antes posible.
Productividad Industrial
•
Programación de duración mínima sin
tener en cuenta los recursos.
Se estudia si moviendo las actividades
no críticas dentro del margen que
representan sus holguras, se puede
conseguir el objetivo perseguido en
relación con los recursos.
Si no es posible, aplicar alguna de las
técnicas
para
programar
bajo
limitación de recursos.
Minimización de costes
Se trata de ajustar las holguras de las
actividades, con la premisa de que la
duración total esté prefijada por las
actividades críticas. Hay costes que
disminuyen con el tiempo (costes directos)
33
y costes que aumentan con el tiempo
(costes indirectos). Existen dos métodos:
•
•
•
Hacer variaciones en el grafo: hacer
actividades en paralelo, con lo que se
reducen los costes.
Variar los recursos asignados: los
costes que representan las actividades
son costes directos; si.
Se consigue alargarlas, se reducen sus
costes.
Proceso de minimización de costes
Fase 1: Estimación de los límites de
duración y coste de cada actividad
Fase 2: Determinación de la pendiente de
coste
para
cada
actividad
Fase 3: Alargamiento de todas las tareas
no críticas que tengan pendiente de coste
negativa
Fase 4: Determinación del intercambio de
tiempo-coste más favorable de las
posibles
en
el
camino
crítico
Fase 5: Tantear, alargando y acortando
actividades críticas hasta que las
pendientes
positivas
y
negativas
resultantes sean iguales
• Redes.
Comprensión de redes.
Son usadas para definir tareas o paquetes
de trabajo, estas tareas forman la base del
plan de proyecto, que incluye la
programación y el presupuesto usados
normalmente para establecer las metas
iniciales de tiempo y costo.
Elementos y Elaboración de una red.
Método constructivo Gantt.
Para construir un diagrama de Gantt se
han de seguir los siguientes pasos:
Dibujar los ejes horizontal y vertical.
34
Escribir los nombres de las tareas sobre el
eje vertical.
En primer lugar se dibujan los bloques
correspondientes a las tareas que no
tienen predecesoras. Se sitúan de manera
que el lado izquierdo de los bloques
coincida con el instante cero del proyecto
(su inicio).
A continuación, se dibujan los bloques
correspondientes a las tareas que sólo
dependen de las tareas ya introducidas en
el diagrama. Se repite este punto hasta
haber dibujado todas las tareas. En este
proceso se han de tener en cuenta las
consideraciones siguientes:
Las dependencias fin-inicio se representan
alineando el final del bloque de la tarea
predecesora con el inicio del bloque de la
tarea dependiente.
Las
dependencias
final-final
se
representan alineando los finales de los
bloques de las tareas predecesora y
dependiente.
Las
dependencias
inicio-inicio
se
representan alineando los inicios de los
bloques de las tareas predecesora y
dependiente.
Productividad Industrial
Los retardos se representan desplazando
la tarea dependiente hacia la derecha en
el caso de retardos positivos y hacia la
izquierda en el caso de retardos negativos.
Procedimiento para trazar un modelo
de red
Para aplicar CPM o PERT se requiere
conocer la lista de actividades que incluye
un proyecto. Se considera que el proyecto
esta terminado cuando todas las
actividades han sido completadas. Para
cada actividad, puede existir un conjunto
de actividades predecesoras que deben ser
completadas antes de que comience la
nueva actividad. Se construye una malla o
red del proyecto para graficar las
relaciones de precedencia entre las
actividades. En dicha representación
grafica, cada actividad es representada
como un arco y cada nodo ilustra la
culminación de una o varias actividades.
Consideremos un proyecto que consta de
solo dos actividades A y B. Supongamos
que la actividad A es predecesora de la
actividad B. La representación grafica de
este proyecto se muestra en la figura. Así,
el nodo 2 representa la culminación de la
actividad A y el comienzo de la actividad
B.
1
actividad C pueda comenzar, la malla del
proyecto queda como se muestra en la
figura2. En este caso, el nodo representa
que las actividades A y B se han
terminado, además del inicio de la
actividad C. Si la actividad A fuera
predecesora de las actividades B y C, la red
quedara como se muestra en la figura 3.
A
1
B
1
1
Fig. 2
Proyecto de tres actividades
1
1
Fig. 2
Proyecto de tres actividades
Dado un conjunto de actividades y sus
relaciones de predecisión, se puede
construir una representación grafica de
acuerdo a las siguientes reglas:
• El nodo 1 representa el inicio del
proyecto. Por lo tanto, las
actividades que parten del nodo 1
no pueden tener predecesoras.
• El nodo Terminal o final del
proyecto debe representar el
término de todas las actividades
incluidas en la red.
Si suponemos ahora que las actividades A
y B deben ser terminadas antes que una
Productividad Industrial
35
•
•
Una actividad no puede ser
representada por más de un arco
en la red.
Dos nodos deben estar conectados
por a lo mas un arco.
Para no violar las reglas 3 y 4, a veces es
necesario
introducir
una
actividad
artificial o dummy que posee tiempo de
duración nulo. Por ejemplo, supongamos
que las actividades A y B son predecesoras
de la actividad C y además comienzan al
mismo tiempo. En este caso, una primera
representación podría ser la indicada en la
figura 2.4. Sin embargo, la red de la figura
3 viola la regla 4. Para corregir este
problema, se introduce una actividad
artificial indicada con un arco segmentado
en la figura
La red de la figura 4 refleja el hecho de
que la actividad C tiene como
predecesoras a A y B, pero sin violar la
regla 4. En otros casos, se deben agregar
actividades artificiales para no violar la
regla3.
•
Fig. 5
Lógica seguida para la construcción de
una red
CPM (Critical Path Method)
Pasos en el planeamiento del proyecto del
CPM
1. Especifique
las
actividades
individuales.
36
Productividad Industrial
2. Determine la secuencia de esas
3.
4.
5.
6.
7.
actividades.
Dibuje un diagrama de la red.
Estime la época de la terminación
para cada actividad.
Identifique la trayectoria crítica (la
trayectoria más larga a través de la
red)
Ponga al día el diagrama del CPM
como progresa el proyecto.
Especifique
las
actividades
individuales.
Especifique las actividades individuales.
De la estructura de la interrupción del
trabajo, un listado se puede hacer de
todas las actividades en el proyecto. Este
listado se puede utilizar como la base para
agregar la información de la secuencia y
de la duración en pasos más últimos.
Determine La Secuencia De Las
Actividades
Algunas actividades son dependientes en
la terminación de otras. Un listado de los
precursores inmediatos de cada actividad
es útil para construir el diagrama de la red
del CPM.
Dibuje el diagrama de la red
Una vez que se hayan definido las
actividades y el su ordenar, el diagrama
del CPM puede ser dibujado. El CPM fue
desarrollado
originalmente
como
actividad en red del nodo (AON), pero
algunos planificadores del proyecto
prefieren especificar las actividades en los
arcos.
Estime la época de la terminación para
cada actividad.
El tiempo requerido para terminar cada
actividad se puede estimar usando
Productividad Industrial
experiencia previa o las estimaciones de
personas bien informadas. El CPM es un
modelo determinista que no considera la
variación en el tiempo de la terminación,
tan solamente un número se utiliza para la
estimación del tiempo de una actividad.
Identifique la trayectoria crítica (la
trayectoria más larga a través de la red)
La trayectoria crítica es la trayectoria de la
largo-duracio'n a través de la red. La
significación de la trayectoria crítica es
que las actividades que mienten en ella no
se pueden retrasar sin delaying el
proyecto. Debido a su impacto en el
proyecto entero, el análisis de trayectoria
crítica es un aspecto Importante del
planeamiento del proyecto.
La
trayectoria
crítica
puede
ser
identificada determinando los cuatro
parámetros siguientes para cada actividad:
• ES, Principio temprano.
• EF, principio tardío.
• LS, terminación temprana.
• LF, terminación tardía.
La época floja para una actividad es el
tiempo entre su hora de salida más
temprana y más última, o entre su tiempo
más temprano y más último del final. La
holgura es la cantidad de tiempo que una
actividad se puede retrasar más allá de su
comienzo más temprano o final más
temprano sin delaying el proyecto.
La trayectoria crítica es la trayectoria a
través de la red del proyecto en la cual
ningunas de las actividades tienen
holgura, es decir, la trayectoria para la
cual ES=LS y EF=LF para todas las
actividades en la trayectoria. Retrasa en la
trayectoria crítica retrasa el proyecto.
37
Semejantemente, acelere el proyecto que
es necesario reducir el tiempo total
requerido para las actividades en la
trayectoria crítica.
Ponga al día el diagrama del cpm.
Pues progresa el proyecto, los tiempos
reales de la terminación de la tarea serán
sabidos y el diagrama de la red se puede
poner al día para incluir esta información.
Una trayectoria crítica nueva puede
emerger, y los cambios estructurales se
pueden realizar en la red si los requisitos
del proyecto cambian.
Limitaciones del cpm
El CPM fue desarrollado para el complejo
pero los proyectos bastante rutinarios con
incertidumbre mínima en los tiempos de
la terminación del proyecto. Para menos
proyectos de la rutina hay más
incertidumbre en los tiempos de la
terminación,
y
límites
de
esta
incertidumbre la utilidad del modelo
determinista del CPM. Una alternativa al
CPM es el modelo del planeamiento del
proyecto del PERT, que permite que una
gama de duraciones sea especificada para
cada actividad.
Metodo pert (program evaluation and
review technique)
En CPM se asume que la duración de cada
actividad es conocida con certeza.
Claramente, en muchas ocasiones este
supuesto no es valido. PERT intenta
corregir este error suponiendo que la
duración de cada actividad es una variable
aleatoria. Para cada activad, se requiere
estimar las siguientes cantidades:
a = Tiempo Optimista.
Duración de la actividad bajo
38
las
condiciones
más
favorables
b = Tiempo Pesimista.
Duración de la actividad bajo
las
condiciones
más
desfavorables
m = Tiempo Normal. El
valor más probable de la duración
de la actividad.
La forma de la distribución se muestra en
la siguiente Figura. tiempo más probable
es el tiempo requerido para completar la
actividad bajo condiciones normales. Los
tiempos
optimistas
y
pesimistas
proporcionan
una
medida
de
la
incertidumbre inherente en la actividad,
incluyendo desperfectos en el equipo,
disponibilidad de mano de obra, retardo
en los materiales y otros factores.
Con la distribución definida, la media
(esperada) y la desviación estándar,
respectivamente, del tiempo de la
actividad para la actividad Z puede
calcularse por medio de las fórmulas de
aproximación.
Productividad Industrial
a + 4m + b
6
b−a
σ (Z ) =
6
Te (Z ) =
El tiempo esperado de finalización de un
proyecto es la suma de todos los tiempos
esperados de las actividades sobre la ruta
crítica. De modo similar, suponiendo que
las distribuciones de los tiempos de las
actividades
son
independientes
(realísticamente,
una
suposición
fuertemente cuestionable), la varianza del
proyecto es la suma de las varianzas de las
actividades en la ruta crítica.
Pasos en el proceso de planeamiento
del pert.
1. El planeamiento del PERT implica
los pasos siguientes:
2. Identifique
las
actividades
y
duración especifica,
3. determine la secuencia apropiada
de las actividades,
4. construya un diagrama de red,
5. determine el tiempo requerido para
cada actividad,
6. determine la trayectoria critica,
7. Ponga al día la carta del PERT según
como progresa el proyecto.
Identifique las actividades y los
precedentes
Las actividades son las tareas requeridas
para terminar el proyecto. Los precedentes
son los acontecimientos que marcan el
principio y el final de una o más
actividades. Es provechoso enumerar las
tareas en una tabla que en pasos mas
últimos se pueda ampliar para incluir la
información sobre secuencia y duración.
Este paso se puede combinar con el paso
de la identificación de la actividad puesto
que la secuencia de la actividad es
evidente para algunas tareas. Otras tareas
pueden requerir más análisis para
determinar el orden exacto en la cual
deben ser realizadas.
Construya el diagrama de red
Usando la información de la secuencia de
la actividad, un diagrama de la red se
puede dibujar demostrando la secuencia
de actividades seriales y paralelas.
Tiempos de actividad de estimación.
Para cada activad, se requiere estimar las
siguientes cantidades:
a = Tiempo Optimista. El que
representa el tiempo mínimo posible sin
importar el costo o cuantía de elementos
materiales y humanos que se requieran;
es simplemente la posibilidad física de
realizar la actividad en el menor tiempo
b = Tiempo Pesimista. Es un tiempo
excepcionalmente grande que pudiera
presentarse ocasionalmente como
consecuencia de accidentes, falta de
suministros, retardos involuntarios,
causas no previstas, etc.
m = Tiempo Normal. El valor más
probable de la duración de la
actividad, basado en la experiencia
personal del informador.
Si Tij es la variable aleatoria asociada a la
duración de la actividad (i; j), PERT asume
que Tij sigue una distribución Beta. Sin
entrar en mayores detalles de esta
distribución, se puede demostrar que el
valor esperado y la varianza de la variable
aleatoria Tij quedan definidas por:
Determine la secuencia de la actividad
Productividad Industrial
39
a + 4m + b
6
2
(b − a )
V [Tij ] =
36
E [Tij ]e (Z ) =
En PERT se asume además que la duración
de las actividades es independiente. Por lo
tanto, el valor esperado y la varianza de
una ruta pueden ser estimadas según:
∑ [Tij ] = Duración esperada
(ij∈Ruta )
∑ [Vij ]
(ij∈Ruta )
de la ruta
= Variación de la duración de
la ruta
Determine la trayectoria crítica
La trayectoria crítica es determinada
agregando
los
tiempos
para
las
actividades
en
cada
secuencia
y
determinando la trayectoria mas larga del
proyecto. La trayectoria crítica determina
el tiempo total del calendario requerido
para el proyecto. Si las actividades fuera
de la trayectoria cítrica aceleran o
retrasaron el tiempo ( dentro de los
limites), entonces el tiempo total de
proyecto no varia, la cantidad del tiempo
que una actividad no critica de la
trayectoria sin alterar la duración del
proyecto se denomina como tiempo flojo.
Si la trayectoria crítica del proyecto no
resulta obvia, entonces puede ser
provechoso
determinar
las
cuatro
cantidades siguientes para cada actividad:
• ES, Principio temprano.
• EF, principio tardío.
• LS, terminación temprana.
• LF, terminación tardía.
Se calculan estos tiempos usando la época
prevista para las actividades relevantes.
Los tiempos más tempranos del comienzo
40
y del final de cada actividad son
determinados trabajando adelante a
través de la red y determinando el tiempo
más temprano en el cual una actividad
puede comenzar y acabar a considerar sus
actividades del precursor. Los tiempos más
últimos del comienzo y del final son los
tiempos más últimos que una actividad
puede comenzar y acabar sin variar el
proyecto. El LS y el LF son encontrados
trabajando al revés a través de la red. La
diferencia en el final más último y más
temprano de cada actividad es holgura de
esa actividad. La trayectoria crítica
entonces es la trayectoria a través de la
red en la cual ningunas de las actividades
tienen holgura.
La variación en el tiempo de la
terminación del proyecto puede ser
calculada sumando las variaciones en los
tiempos de la terminación de las
actividades en la trayectoria crítica. Dado
esta variación, una puede calcular la
probabilidad que el proyecto será
terminado por cierta fecha si se asume
que una distribución normal de la
probabilidad para la trayectoria crítica.
Sea CP la variable aleatoria asociada a la
duración total de las actividades de la ruta
crítica determinadas mediante CPM. PERT
asume que la ruta crítica encontrada a
través de CPM contiene suficientes
actividades para emplear el Teorema
Central del Límite y concluir que CP se
distribuye normalmente.
CP =
∑
Tij
(ij∈Ruta )
Puesto que la trayectoria crítica determina
la fecha de la terminación del proyecto, el
proyecto puede ser acelerado agregando
Productividad Industrial
los recursos requeridos para disminuir la
época para las actividades en la
trayectoria crítica.
La actualización según como el
proyecto progresa
Haga los ajustes en la carta del PERT como
progresa el proyecto. Mientras que el
proyecto revela, los tiempos estimados se
pueden sustituir por épocas reales. En
casos donde hay retrasa, los recursos
adicionales
puede
ser
necesario
permanecer en horario y la carta del PERT
se puede modificar para reflejar la nueva
situación.
Programación de tiempos y costos.
Las versiones originales de CPM y PERT
difieren en dos aspectos importantes.
Primero, el CPM supone que los tiempos
de las actividades son deterministicos (es
decir, se pueden predecir de manera
confiable sin incertidumbre significativa),
por lo que no necesita las tres
estimaciones que se acaban de describir.
Segundo, en lugar de dar una importancia
primordial al tiempo (explícitamente), el
CPM asigna la misma importancia al
tiempo y al costo y pon esto de relieve al
construir un a curva de tiempo-costo para
cada actividad. Esta curva representa la
relación
entre
el
costo
directo
presupuestado para la actividad y su
tiempo de duración resultante.
Por lo general la grafica se basa en dos
puntos: el normal y el intensivo o de
quiebre. El punto normal da el costo y el
tiempo necesario cuando la actividad se
realiza en la forma normal, sin incurrir en
costos adicionales (horas extras de mano
de obra, equipo o materiales especiales
para ahorrar tiempo, etc.), Para acelerar la
Productividad Industrial
actividad. Por el contrario, el punto de
quiebre proporciona el tiempo y el costo
necesario cuando se realiza la actividad en
forma intensiva o de quiebre, esto es se
acelera completamente sin reparar en
costos, con el fin de reducir su tiempo de
duración lo mas que se pueda. Como una
aproximación, se supone entonces que
todos los trueques intermedios entre
tiempo y costos son posibles y que se
encuentran sobre el segmento de línea
que une a estos dos puntos. Así, las únicas
estimaciones que tienen que obtener el
personal del proyecto son el costo y el
tiempo para estos dos puntos.
El objetivo fundamental del CPM es
determinar el trueque entre tiempo y
costo que debe emplearse en cada
actividad para cumplir con el tiempo de
terminación del proyecto que se programo
a un costo mínimo. Una forma de
determinar la combinación optima del
tiempo y costo es aplicar programación
lineal. Para descubrir esto, es necesario
introducir notación nueva.
Dij = tiempo normal para la actividad (i ,
j).
CDij = costo (directo) normal para la
actividad (i , j).
dij = tiempo de quiebre para la actividad
(i , j).
Cdij = costo (directo) de quiebre para la
actividad (i , j).
Las variables de decisión para el problema
son xij donde.
xij = tiempo de duración de la actividad (i
, j)
Entonces existe una varible de decisión xij
para cada actividad, pero no lo hay par
alos valores de i y j que no tienen una
actividad correspondiente.
41
Para expresar el costo directo de la
actividad ( i, j) como una función (lineal)
de Xjj denótese la pendiente de la línea
que pasa por los puntos normal y de
quiebre para la actividad (i , j) por
Para ver cómo se introducen las yk a la
formulación, considérese el evento 7 de la
figura 1 Por definición, su tiempo más
próximo es:
y7 = máx {y4 + x47, y5 + x57},
tambien definase Kij como la intersección
con el eje del costo directo de esta linea,
com se muestra en la fig. 4, por tanto,
costo directo de la actividad (i , j) = Kij +
Sij xij,
en consecuencia,
costo directo total del proyecto =
en donde la sumatoria se extiende sobre
todas las actividades (i , j). Ahora se puede
establecer y formular matemáticamente el
problema.
El problema: dado un tiempo T (máximo)
de terminación del proyecto, selecciónese
la xjj que minimice el costo directo total
del proyecto.
Formulación De Programación Lineal. Para
tomar en cuenta el tiempo de terminación
del proyecto en la formulación de
programación lineal del problema, se
necesita una variable más para cada
evento. Esta variable adicional es yk =
tiempo más próximo (desconocido) para el
evento k, el cual es una función
determinística de Xij.
Cada yk es una variable auxiliar, es decir,
una variable que se introduce al modelo
por ser conveniente en la formulación y
que no representa una decisión. El
método simplex trata a las variables
auxiliares igual que a las variables de
decisión (xij ) normales.
42
En otras palabras y7 es la cantidad más
pequeña tal que las dos restricciones
siguientes se cumplen:
y4 + x47 < y7
y5 + x45 < y7,
por lo que estas dos restricciones se
pueden incorporar directamente a la
formulación de programación lineal
(después de pasar y7 al lado izquierdo
para obtener la forma apropiada). Aún
más, adelante se verá por qué la solución
óptima que se obtiene con el método
simples para el modelo completo hará de
manera automática que el valor de y7 sea
la cantidad más pequeña que, satisface
estas restricciones, por lo que no se
necesitan
más
restricciones
para
incorporar la definición de y7 al modelo.
Dentro del proceso e incorporación de
estas restricciones para todos los eventos,
se tiene que cada variable xij aparecerá en
exactamente una restricción de este tipo,
que se puede expresar en la forma
apropiada como
Para continuar con los preparativos para
escribir
el
modelo
completo
de
programación
lineal,
se
etiquetan
Evento 1 = inicio del proyecto
Evento n = terminación del proyecto,
con lo que
=0
Productividad Industrial
= tiempo de terminación. .
Nótese también que
es una
constante fija que puede eliminarse de la
función objetivo, de manera que
minimizar el costo directo total para el
proyecto es equivalente a maximizar
Por
problema
de
programación lineal es encontrar las
(y
las
tanto,
el
correspondientes) tales que
Maximizar
Sujeta a:
trayectoria de la red será una ruta crítica
que requiere un tiempo T, La razón es que
una solución de este tipo satisface las
restricciones
mientras que evita los
costos adicionales en que se incurre por
acortar el tiempo de cualquier trayectoria.
La clave de esta formulación es la manera
en que se introducen las
al modelo
,
mediante las restricciones
con el fin de proporcionar los tiempos
más próximos para los respectivos eventos
(dados los valores de las
en la solución
básica factible actual). Como los tiempos
más próximos se tienen que obtener en
orden, todas estas
son necesarias nada
más para obtener finalmente el valor
Para todas las actividades (i , j)
correcto de
(para los valores actuales de
Desde un punto de vista computacional,
este modelo se puede mejorar algo al
las ), reforzando así la restricción
.
Sin embargo, obtener el valor correcto
sustituir todas las por
en todo el modelo, para que el primer
conjunto de restricciones funcionales
requiere que el valor de cada
(
) se sustituya por las restricciones
de no negatividad
Es
conveniente
también
introducir
restricciones de no negatividad para el
resto de las variables:
aunque estas variables ya estaban
forzadas a ser no negativas al establecer
y1 = 0, debido a las restricciones
y
Una propiedad interesante de una
solución óptima para este modelo es que
(en
circunstancias
normales)
toda
Productividad Industrial
de
(incluso el
) sea la cantidad más pequeña que
satisface todas las restricciones
. Ahora se hará una descripción breve de
por qué (en circunstancias normales) esta
propiedad se cumple para una solución
óptima.
Considérese una solución para las
tal que toda trayectoria de la
variables
red es crítica y requiere un tiempo T. Si los
valores de las
satisfacen la propiedad
son
los
anterior,
entonces
las
verdaderos tiempos más pr6ximos con
exactamente y la solución completa
para
las
y
satisface
todas
las
restricciones. Sin embargo, si alguna
se
43
hace un poco más grande, esto crearía
una reacción en cadena en la que alguna
se tendría que hacer un poco más
grande para satisfacer todavía las
restricciones
última instancia,
etc., hasta que en
deba hacerse un poco
más grande y se viole la restricción
.
La única manera de evitar esto con una
un poco más grande, es hacer que los
tiempos de duración de
algunas
actividades (posteriores al evento i) sean
un poco más pequeñas, aumentando con
esto el costo. Por lo tanto, una solución
óptima evitará que las
sean más
grandes de lo necesario para satisfacer las
restricciones
.
El problema, como se estableció aquí,
supone que se ha fijado una fecha de
entrega específica T (tal vez por contrato)
para la terminación del proyecto. En
realidad, algunos proyectos no tienen una
fecha de entrega, en cuyo caso no está
claro el valor que debe asignarse a T en la
formulación de programación lineal. En
este tipo de situaciones, la decisión sobre
T (que resulta ser la duración del proyecto
en la solución óptima), de hecho depende
de cuál es el mejor trueque entre el costo
total y el tiempo total del proyecto.
La información básica que se necesita para
tomar esta decisión es cómo cambia el
costo directo total mínimo al cambiar el
valor de T en la formulación anterior,
como se muestra en la figura 5. Esta
información se puede obtener cuando se
usa progranlflci6n lineal parametrica para
obtener la solución óptima como una
funci6n de T en todo el intervalo. Existen
procedimientos aún más eficientes, para
44
obtener esta información, que explotan la
estructura especial del problema.
• Nivelación de recursos.
Asignación de recursos.
La asignación de los recursos suele ser, en
la práctica, uno de los aspectos que más
complicaciones produce. La definición y
asignación de recursos implica de hecho
prever tres elementos:
• qué tipo de recursos se van a
usar;
• en qué cantidad;
• durante cuanto tiempo.
Y los tres elementos están estrechamente
ligados, puesto que el coste de su
aplicación es el producto naturaleza del
recurso x cantidad x tiempo, y, por lo
tanto, para mantener el resultado fijo,
cualquier variación de una de las variables
implica modificar alguna de las otras dos.
La calidad de las estimaciones depende
directamente
de
la
capacidad
y
experiencia del jefe de proyecto y de la
mayor o menor familiaridad en realizar ese
tipo de proyectos.
Balanceo de recursos.
El balanceo de recursos no es más que la
asignación de recursos de acuerdo con las
actividades y necesidades de cada etapa
del proyecto.
• Diagrama de GANTT.
Los cronogramas de barras o “gráficos de
Gantt” fueron concebidos por el ingeniero
norteamericano Henry L. Gantt, uno de los
precursores de la ingeniería industrial
contemporánea de Taylor. Gantt procuro
resolver el problema de la programación
de actividades, es decir, su distribución
conforme a un calendario, de manera tal
Productividad Industrial
que se pudiese visualizar el periodo de
duración de cada actividad, sus fechas de
iniciación y terminación e igualmente el
tiempo total requerido para la ejecución
de un trabajo. El instrumento que
desarrolló permite también que se siga el
curso de cada actividad, al proporcionar
información del porcentaje ejecutado de
cada una de ellas, así como el grado de
adelanto o atraso con respecto al plazo
previsto.
Este gráfico consiste simplemente en un
sistema de coordenadas en que se indica:
En el eje Horizontal: un calendario, o
escala de tiempo definido en términos de
la unidad más adecuada al trabajo que se
va a ejecutar: hora, día, semana, mes, etc.
En el eje Vertical: Las actividades que
constituyen el trabajo a ejecutar. A cada
actividad se hace corresponder una línea
horizontal cuya longitud es proporcional
a su duración en la cual la medición
efectúa con relación a la escala definida
en el eje horizontal conforme se ilustra.
Símbolos
Convencionales:
En
la
elaboración del gráfico de Gantt se
acostumbra
utilizar
determinados
símbolos, aunque pueden diseñarse
muchos
otros
para
atender
las
necesidades específicas del usuario.
El diagrama de Gantt consiste en una
representación gráfica sobre dos ejes; en
el vertical se disponen las tareas del
proyecto y en el horizontal se representa
el tiempo.
Tarea
A
B
C
Predec.
A
-
Productividad Industrial
Duración
2
3
2
D
E
F
G
H
C
DII+1
BFI-1
D, E, F
GFF
3
2
3
3
2
Cálculos
El diagrama de Gantt es un diagrama
representativo, que permite visualizar
fácilmente la distribución temporal del
proyecto, pero es poco adecuado para la
realización de cálculos.
Por la forma en que se construye, muestra
directamente los inicios y finales mínimos
de cada tarea.
Ejemplo
Construcción
Finalmente, una vez realizados los cálculos
del proyecto utilizando un sistema
adecuado, como el diagrama PERT o el
Roy, resulta conveniente destacar con un
color distinto las tareas con margen total
0, para poder identificar con facilidad los
caminos críticos.
45
pruebas y errores. No permite, tampoco,
la visualización de la relación entre las
actividades cuando el número de éstas es
grande.
Ventajas y desventajas de los gráficos
de gantt.
La ventaja principal del gráfico de Gantt
radica en que su trazado requiere un nivel
mínimo de planificación, es decir, es
necesario que haya un plan que ha de
representarse en forma de gráfico.
Los gráficos de Gantt se revelan muy
eficaces en las etapas iniciales de la
planificación. Sin embargo, después de
iniciada la ejecución de la actividad y
cuando
comienza
a
efectuarse
modificaciones, el gráfico tiende a
volverse confuso. Por eso se utiliza mucho
la representación gráfica del plan, en
tanto que los ajustes (replanificación)
requieren por lo general de la formulación
de un nuevo gráfico. Para superar esa
deficiencia
se
crearon
dispositivos
mecánicos,
tales
como
cuadros
magnéticos, fichas, cuerdas, etc., que
permite una mayor flexibilidad en las
actualizaciones. Aún en términos de
planificación, existe todavía una limitación
bastante grande en lo que se refiere a la
representación de planes de cierta
complejidad. El Gráfico de Gantt no ofrece
condiciones para el análisis de opciones,
ni toma en cuenta factores como el costo.
Es fundamentalmente una técnica de
46
En resumen, para la planificación de
actividades relativamente simples, el
gráfico
de
Gantt
representa
un
instrumento de bajo costo y extrema
simplicidad en su utilización. Para
proyectos complejos, sus limitaciones son
bastantes serias, y fueron éstas las que
llevaron a ensayos que dieron como
resultado el desarrollo del CPM, el PERT y
otras técnicas conexas. Estas técnicas
introdujeron nuevos conceptos que,
asociados más tarde a los de los gráficos
de Gantt, dieron origen a las denominadas
“redes-cronogramas”.
Gráfico de Gantt para seguir la marcha
de las actividades:
En este tipo de gráfico se usa el eje
vertical para representar actividades, en
tanto que los recursos aplicados a cada
uno indican, por medio de claves, sobre la
línea que representan la duración de la
actividad. Consiste, por lo tanto, en una
inversión del caso anterior. El eje
horizontal permanece como registro de
escala de tiempo.
Gráfico de Gantt para el control de la
carga de trabajo:
Este gráfico es semejante al de la
distribución de actividad que tiene por
objeto proporcionar el administrador una
posición de carga total de trabajo aplicada
a cada recurso. Indica el periodo durante
el cual el recurso estará disponible para el
trabajo (representado por una línea fina) y
la carga total de trabajo asignada a este
Productividad Industrial
recurso (representado
gruesa).
por
una
línea
actividades; limitaciones, como fechas fijas
para resultados o fases del proyecto.
Técnicas de Programación
Las técnicas de planificación se ocupan de
estructurar las tareas a realizar dentro del
proyecto, definiendo la duración y el
orden de ejecución de las mismas,
mientras que las técnicas de programación
tratan de ordenar las actividades de forma
que se puedan identificar las relaciones
temporales
lógicas
entre
ellas,
determinando el calendario o los instantes
de tiempo en que debe realizarse cada
una. La programación debe ser coherente
con los objetivos perseguidos y respetar
las restricciones existentes (recursos,
costes, cargas de trabajo, etc...).
Según los resultados que deseemos
conocer, podemos hacer uso de unas
determinadas herramientas o de otras. En
el siguiente cuadro se muestran todas
ellas, que pasamos a comentar a
continuación:
La programación consiste por lo tanto en
fijar, de modo aproximado, los instantes
de inicio y terminación de cada actividad.
Algunas actividades pueden tener holgura
y otras son las actividades críticas (fijas en
el tiempo).
PASOS:
Construir un diagrama de tiempos (instantes de
comienzo y holgura de las actividades).
Establecer los tiempos de cada actividad.
Analizar los costes del proyecto y ajustar las holguras
(proyecto de coste mínimo).
RESULTADOS:
Disponer de un diagrama de tiempos.
Conocer actividades críticas y determinar
necesidad de recursos.
la
Para comenzar la programación, se ha de
partir de los siguientes datos:
Diagrama de red del proyecto (PDM,
ADM...); estimación de duración de
actividades; recursos asignados a las
actividades; calendarios de recursos para
Productividad Industrial
• Ruta crítica y Diagrama de PERT.
La problemática de la planeación de
proyectos no ha sido una problemática
reciente, si no que desde tiempos pasados
nuestros antepasados han enfrentado
emprendimientos de gran envergadura
que significaron una problemática desde
el punto de la planificación.
Actualmente se han logrado perfeccionar
herramientas que permiten a los
administradores de dichos proyectos,
realizar
una
labor
más
eficiente
permitiendo una óptima aplicación de los
recursos en las mismas y logrando una
maximización de los mismos
Admitiendo que la ejecución de un
proyecto o elaboración se puede
subdividir en planear, programar y
controlar, y hablando de manera clásica,
podemos considerar las técnicas PERT
47
(Program
Evaluation
aand
review
Technique) y el CPM (Critical Path
Method,) que son los mas usuales para un
primer cometido. En general estas técnicas
resultan útiles para una gran variedad de
proyectos que contemplen:
• Investigación y desarrollo de nuevos
productos y procesos.
• Construcción de plantas, edificios, y
carreteras.
• Diseño de equipo grande y
complejo.
• Diseño e instalación de sistemas
nuevos.
• Diseño y control de epidemias,
• y otras múltiples aplicaciones en
las cuales se requiera una
planificación adecuada.
En los proyectos como estos, los
administradores
deben
programas,
coordinar las diversas tareas o actividades
a desarrollar un proyecto, las cuales no
necesariamente son secuenciales, y aun en
este
caso
estas
actividades
son
interdependientes. Si bien es cierto que,
algunas actividades en paralelo que
originan una tercera.
Las preguntas esenciales de la elaboración
de un proyecto comprenden:
• Cual es el tiempo que se requiere
para terminar el proyecto.
• Cuales son las fechas programadas
de inicio y finalización del proyecto.
• Que actividades son críticas y deben
terminarse exactamente según lo
programado para poder mantener
el proyecto según el cronograma.
• Cuales actividades pueden ser
demoradas sin afectar el tiempo de
terminación del proyecto.
48
OBJETIVOS
OBJETIVO GENERAL
• Comprender los metodos PERT y
CPM
OBJETIVOS ESPECIFICOS
• Determinar las diferencias entre los
metodos
• Explicar la metodologia del CPM
• Explicar la metodologia del PERT
CPM Y PERT
Antecedentes
Dos son los orígenes del método del
camino crítico: el método PERT (Program
Evaluation
and
Review
Technique)
desarrollo por la Armada de los Estados
Unidos de América, en 1957, para
controlar los tiempos de ejecución de las
diversas actividades integrantes de los
proyectos espaciales, por la necesidad de
terminar cada una de ellas dentro de los
intervalos de tiempo disponibles. Fue
utilizado originalmente por el control de
tiempos
del
proyecto
Polaris
y
actualmente se utiliza en todo el
programa espacial.
El método CPM (Crítical Path Method), el
segundo origen del método actual, fue
desarrollado también en 1957 en los
Estados Unidos de América, por un centro
de investigación de operaciones para la
firma Dupont y Remington Rand,
buscando el control y la optimización de
los costos de operación mediante la
planeación adecuada de las actividades
componentes del proyecto.
Ambos métodos aportaron los elementos
administrativos necesarios para formar el
método del camino crítico actual,
utilizando el control de los tiempos de
ejecución y los costos de operación, para
Productividad Industrial
buscar que el proyecto total sea ejecutado
en el menor tiempo y al menor costo
posible.
•
Diferencias entre los metodos pert y
cpm
La principal diferencia entre los métodos
es la manera en que se realizan los
estimativos de tiempo.
•
PERT
• Probabilístico.
• Considera que la variable de tiempo
es una variable desconocida de la
cual
solo
se
tienen
datos
estimativos.
• El tiempo esperado de finalización
de un proyecto es la suma de todos
los tiempos esperados de las
actividades sobre la ruta crítica.
• Suponiendo que las distribuciones
de los tiempos de las actividades
son
independientes,
(una
suposición
fuertemente
cuestionable), la varianza del
proyecto es la suma de las varianzas
de las actividades en la ruta crítica.
• Considera tres estimativos de
tiempos: el más probable, tiempo
optimista, tiempo pesimista.
CPM
• Deterministico. Ya que considera
que los tiempos de las actividades
se conocen y se pueden variar cambiando el nivel de recursos
utilizados.
• A medida que el proyecto avanza,
estos estimados se utilizan para
controlar y monitorear el progreso.
Si ocurre algún retardo en el
proyecto, se hacen esfuerzos por
lograr que el proyecto quede de
nuevo en programa cambiando la
Productividad Industrial
asignación de recursos.
Considera que las actividades son
continuas e interdependientes,
siguen un orden cronológico y
ofrece parámetros del momento
oportuno del inicio de la actividad.
Considera tiempos normales y
acelerados de una determinada
actividad, según la cantidad de
recursos aplicados en la misma.
Usos.
El campo de acción de este método es
muy amplio, dada su gran flexibilidad y
adaptabilidad a cualquier proyecto grande
o pequeño. Para obtener los mejores
resultados debe aplicarse a los proyectos
que posean las siguientes características:
1. Que el proyecto sea único, no
repetitivo, en algunas partes o en
su totalidad.
2. Que se deba ejecutar todo el
proyecto o parte de el, en un
tiempo mínimo, sin variaciones, es
decir, en tiempo crítico.
3. Que se desee el costo de operación
más bajo posible dentro de un
tiempo disponible.
Dentro del ámbito aplicación, el método
se ha estado usando para la planeación y
control de diversas actividades, tales como
construcción de presas, apertura de
caminos, pavimentación, construcción de
casas y edificios, reparación de barcos,
investigación de mercados, movimientos
de colonización, estudios económicos
regionales, auditorias, planeación de
carreras universitarias, distribución de
tiempos de salas de operaciones,
ampliaciones de fábrica, planeación de
itinerarios para cobranzas, planes de
venta, censos de población, etc., etc.
49
Ventajas pert y cpm
1. Enseña una disciplina lógica para
planificar y organizar un programa
detallado de largo alcance.
2. Proporciona
una
metodología
Standard de comunicar los planes
del proyecto mediante un cuadro
de tres dimensiones (tiempo,
personal; costo).
3. Identifica
los
elementos
(segmentos) más críticos del plan,
en que problemas potenciales
puedan perjudicar el cumplimiento
del programa propuesto.
4. Ofrece la posibilidad de simular los
efectos
de
las
decisiones
alternativas
o
situaciones
imprevistas y una oportunidad para
estudiar sus consecuencias en
relación
a
los
plazos
de
cumplimiento de los programas.
5. Aporta la probabilidad de cumplir
exitosamente
los
plazos
propuestos.
6. En otras palabras: CPM es un
sistema dinámico, que se mueve
con el progreso del proyecto,
reflejando en cualquier momento el
STATUS presente del plan de
acción.
Ventajas del pert
El PERT es útil porque proporciona la
información siguiente:
• Tiempo previsto de la terminación
del proyecto.
• Probabilidad de la terminación
antes de una fecha especificada.
• Las actividades de la trayectoria
crítica que afectan directamente el
tiempo de la terminación.
50
•
•
Las actividades que tienen tiempo
flojo y que pueden prestar recursos
a las actividades de la trayectoria
crítica.
Fechas del comienzo y del extremo
de la actividad.
Limitaciones
Los siguientes son algunas de las
debilidades del PERT:
• Las estimaciones del tiempo de la
actividad son algo subjetivas y
dependen del juicio. En casos
donde hay poca experiencia en la
ejecución de una actividad, los
números pueden ser solamente una
conjetura. En otros casos, si la
persona o el grupo que realiza la
actividad estiman el tiempo puede
haber diagonal en la estimación.
• Incluso si bien-se estiman los
tiempos de la actividad, el PERT
asume una distribución beta para
éstos las estimaciones del tiempo,
pero la distribución real puede ser
diferente.
• Incluso si la asunción beta de la
distribución sostiene, el PERT asume
que
la
distribución
de
la
probabilidad del tiempo de la
terminación del proyecto es igual
que el de la trayectoria crítica.
Porque otras trayectorias pueden
convertirse en la trayectoria crítica
si se retrasan sus actividades
asociadas, el PERT subestima
constantemente el tiempo previsto
de la terminación del proyecto.
Conclusiones
El PERT y CPM han sido aplicados a
numerosos proyectos. Empezando con su
aplicación inicial al proyecto Polaris y al
Productividad Industrial
mantenimiento de plantas químicas, hoy
ellos (y sus variantes) se aplican a la
construcción de carreteras y de edificios, y
al desarrollo y producción de artículos de
alta tecnología tales como aviones,
vehículos
espaciales,
barcos
y
computadores.
El PERT se desarrolló para proyectos en
donde hubiera incertidumbre en el tiempo
de las actividades (usualmente debido a
que el proyecto nunca se había intentado
antes y por tanto no había bases de datos,
para los tiempos de las actividades). Esto
condujo al enfoque probabilístico que se
tomó. Mientras que en PERT los estimados
de tiempo y sus distribuciones han sido de
controversia, el PERT ha constituido una
herramienta útil para la administración de
proyectos. La principal desventaja es que
no es funcional para grandes proyectos,
debido a los tres estimados de tiempo que
se requieren en cada actividad y a la
capacidad limitada de los computadores
actuales, para almacenar esta vasta
cantidad de datos. Además, el costo de
actualizar y mantener la información del
proyecto con el tiempo en ambientes tan
dinámicos, puede ser excesivamente
prohibitivo.
Por otra parte, el CPM se desarrolló para
manejar proyectos repetitivos o similares
(ej., mantenimiento de plantas químicas).
Obviamente, se gana gran cantidad de
experiencia con el tiempo en tales
circunstancias, aun cuando dos proyectos
puede que no sean iguales. Esta
experiencia llevó al análisis de técnicas de
colisión utilizadas en las redes CPM.
1
Actividad
A
B
C
D
E
F
2
Antecedente
A,B
A,B
D
C,E
3
4
5
7
T. Optimo (o) T. Normal (m) T. Pesimo (p) K. Normal
2
6
10
5
9
13
3
8
13
1
7
13
8
10
12
9
12
15
8
K. Acelerado
10
20
15
20
20
50
50
100
30
200
100
200
Primeramente se prepara la grafica de
actividades siguiendo la secuencia lógica
ya explicada, respetando las actividades
antecedentes.
Como segundo paso se procede a
determinar el tiempo esperado Te
mediante la fórmula:
Te =
1
Actividad
A
B
C
D
E
F
2
Antecedente
A,B
A,B
D
C,E
o + 4m + p
6
3
4
5
6
7
T. Optimo (o) T. Normal (m) T. Pesimo (p) T. Esperado(Te) K. Normal
2
6
10
5
9
13
3
8
13
1
7
13
8
10
12
9
12
15
8
K. Acelerado
10
20
15
20
20
50
50
100
30
200
100
200
El tercer paso consiste en calcular el costo
de acelerar la actividad un día, esto se
determina mediante la formula:
K=
(K .acelerado − K .normal )
(o − m )
Ejemplo de aplicación
Productividad Industrial
51
1
Actividad
A
B
C
D
E
F
2
3
4
5
7
8
9
Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p) K. Normal K. Acelerado K
2
6
10
10
50 10
5
9
13
20
100 20
A,B
3
8
13
15
30 3
A,B
1
7
13
20
200 30
D
8
10
12
20
100 40
C,E
9
12
15
50
200 50
Como tercer paso para de la ruta crítica se
calcula los tiempos mas tempranos para
cada actividad se comienza dejando el
tiempo como cero en el nodo inicial.
Luego, se calcula el intervalo de tiempo
que transcurre entre el inicio y las
actividades inmediatas al comienzo del
proyecto. Debido a que la actividad
artificial no tiene duración, el tiempo
acumulado al nodo 3 para que sean
terminadas
todas
las
actividades
predecesoras a dicho nodo corresponde a
9 días. En otras palabras, el tiempo más
temprano para el nodo 3 es 9 días. Luego,
las actividades que comienzan en el nodo
3 no pueden comenzar antes de 9.
A continuación, es posible completar el
intervalo de tiempo de desarrollo para la
actividad Finalmente, el tiempo mas
temprano para el nodo 5 es de 26 días,
por lo que la actividad F solo puede
comenzar en dicho instante. Los intervalos
de tiempo más temprano para todas las
actividades del proyecto. A partir de esta
figura, se puede concluir que la duración
mínima del proyecto es de 38 días,
cantidad que corresponde al camino mas
largo para llegar del nodo inicial 1 al nodo
al 6.
52
Como segunda etapa se procede a calcular
los tiempos mas tarde para cada nodo. La
idea consiste en determinar cuanto es
posible retardar el inicio de cada actividad
sin afectar la duración total del proyecto.
Para ello se comienza desde el nodo final.
En este caso, dado que existe una única
actividad que llega a dicho nodo no es
posible retardarla sin afectar la duración
del proyecto. La figura muestra el
intervalo de tiempo mas tarde para la
última actividad en paréntesis cuadrado.
Las actividades que llegan al nodo 5
terminan a mas tardar en el día 26, por lo
tanto, es posible retardar la actividad C en
26 -17 = 9 días. Se incorpora los
intervalos de duración de tiempo mas
tarde a la malla en la figura. El nodo 4
tiene como tiempo mas tarde 26, por lo
que no es factible retardar la actividad D.
De esta forma, el nodo 3 tiene como
tiempo mas tarde 9 días, por lo tanto las
actividades deben llegar a más tardar el
día 9. Como la actividad artificial no tiene
duración, La actividad B no puede ser
retardada. La actividad A puede ser
retardada en 9-6= 3 días.
Productividad Industrial
Se continúa copiando los tiempos
determinados en la matriz siguiendo el
siguiente criterio:
• Los
valores
entre
paréntesis
corresponden a (EF. LF)
• Los
valores
entre
corchetes
corresponden a [ES ,LS]
Una actividad crítica es una actividad que
no puede ser retardada sin afectar la
duración total del proyecto. En otras
palabras, en el tiempo más temprano y el
tiempo mas tarde de inicio de la actividad
son idénticos. Un camino desde el nodo
inicial al final constituido solo por
actividades críticas se denomina ruta
crítica. Es decir, constituye el camino que
no puede ser retrasado sin afectar la
duración del proyecto, o bien, la ruta mas
larga entre los nodos inicial y final.
De acuerdo a la definiciones anteriores, la
ruta critica del proyecto corresponde a las
actividades B- dummy- D-E-F, las cuales
han sido marcadas con una línea mas
oscura
1
Actividad
A
B
C
D
E
F
2
3
4
5
7
8
9 10 11 12 13
Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p) K. Normal K. Acelerado K ES LS EF LF
2
6
10
10
50 10 0 6 3 9
5
9
13
20
100 20 0 9 0 9
A,B
3
8
13
15
30
3 9 17 18 26
A,B
1
7
13
20
200 30 9 16 9 16
D
8
10
12
20
100 40 16 26 16 26
C,E
9
12
15
50
200 50 26 38 26 38
El cuarto paso se determina las holguras
(s) que nos determinan el tiempo que
puede retrasarse o adelantarse una
actividad que esta fuera de la ruta critica,
mediante la formula:
s = LF − LS
y
s = EF − ES
1
Actividad
A
B
C
D
E
F
2
3
4
5
7
8
9 10 11 12 13 14
Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p) K. Normal K. Acelerado K ES LS EF LF s
2
6
10
10
50 10 0 6 3 9 3
5
9
13
20
100 20 0 9 0 9 0
A,B
3
8
13
15
30 3 9 17 18 26 9
A,B
1
7
13
20
200 30 9 16 9 16 0
D
8
10
12
20
100 40 16 26 16 26 0
C,E
9
12
15
50
200 50 26 38 26 38 0
Como quinto paso se determinan los días
a comprimir el proyecto, este valor nos
indica la posibilidad de acelerar
las
actividades, en función de los tiempos
óptimos y tiempos medios mediante la
formula:
DC = o − m
Productividad Industrial
53
1
Actividad
A
B
C
D
E
F
2
3
4
5
7
8
9 10 11 12 13 14 15
Antecedente T. Optimo (o) T. Normal (m) T. Pesimo (p) K. Normal K. Acelerado K ES LS EF LF s Dc
2
6
10
10
50 10 0 6 3 9 3 4
5
9
13
20
100 20 0 9 0 9 0 4
A,B
3
8
13
15
30 3 9 17 18 26 9 5
A,B
1
7
13
20
200 30 9 16 9 16 0 6
D
8
10
12
20
100 40 16 26 16 26 0 2
C,E
9
12
15
50
200 50 26 38 26 38 0 3
La desviación estándar (columna 16) que
representa la probabilidad de retraso o
adelanto en promedio, es igual al tiempo
pésimo menos el tiempo óptimo dividido
entre 6
1
2
3
4
5
7
8
A
B
C
D
E
F
A,B
A,B
D
C,E
2
5
3
1
8
9
6
9
8
7
10
12
10
13
13
13
12
15
6
9
8
7
10
12
10
20
15
20
20
50
50
100
30
200
100
200
10
20
3
30
40
50
0
0
9
9
16
26
6
9
17
16
26
38
3
0
18
9
16
26
9
9
26
16
26
38
DS
Dc
3
0
9
0
0
0
4
4
5
6
2
3
Por definición representa el 68% de
seguridad. Si se desea una seguridad
mayor en el resultado, de 95% se tomará
el equivalente a dos desviaciones estándar
y si se desea una seguridad del 99% en el
tiempo de duración de la actividad se
tomarán tres desviaciones estándar.
De esta manera, podemos observar que la
actividad F tiene un tiempo estándar de
12 y una desviación estándar de 1 días.
Esto significa que se podrá ejecutar entre
13 y 11 días con el 68% de seguridad;
entre 14y 10 días con el 95% de
seguridad; y entre 15 y 9 días con el 99%
de seguridad. Mientras mayor sea el
intervalo que se mencione para la
ejecución, mayor será la seguridad de
acertar.
54
En el caso anterior el camino critico esta
dado por:
9 10 11 12 13 14 15 16
Actividad Antecedente T. Optimo(o) T. Normal(m) T. Pesimo(p) Te K.Normal K.Acelerado K ES LS EF LF s
La desviación estándar del proyecto es
igual a la suma de las desviaciones
estándar del camino crítico:
Esta desviación será la probabilidad de
retraso de todo el proyecto. Por supuesto
es la misma probabilidad de adelanto del
mismo.
1,3
1,3
1,7
2,0
0,7
1,0
Esto significa que el proyecto se va a
ejecutar entre 38±5
O sea entre 38 y 33 días, con el 68% de
seguridad. La desviación estándar puede
señalarse como tolerancia en el desarrollo del
proyecto.
CRASHING
En muchas ocasiones es necesario
completar un proyecto en un periodo
determinado que puede ser inferior a la
duración de la ruta crítica. En este caso se
puede asignar recursos adicionales a
algunas actividades para acelerarlas y se
habla de un proyecto con crashing. El
hecho de incorporar recursos adicionales a
la ejecución de una actividad involucra un
aumento de los costos y por ende el
problema de aplicar crashing a un
proyecto se puede asociar a un problema
de minimización de costos para terminar
un proyecto en un determinado periodo.
La idea es ir acelerando las actividades de
la ruta crítica de tal forma de minimizar
costos poniendo atención a los márgenes
en que cada actividad se mantiene como
critica. En el ejemplo, la actividad de
menor costo de aceleración es la C. Sin
embargo dado que C no pertenece a la
ruta crítica no se consigue disminuir la
Productividad Industrial
duración del proyecto acelerándola. Lo
mismo ocurre con la actividad A, que es la
que le sigue en costos.
La próxima actividad de menor costo de
aceleración es la B, con kB = 20. En este
caso, como la actividad es crítica conviene
acelerarla dentro de los rangos permitidos
y cuidando que siga siendo critica. El
límite de aceleración por enunciado es 4,
mientras que el límite para que siga
siendo crítica viene dado por la duración
de la actividad A. Luego, B puede ser
acelerada en
9- 6 = 3 < 4 a un costo de 20 x 3 = 60.
La nueva red se muestra en la figura, con
una duración total de
38 - 3 = 35
días
Como se observa en la figura, la actividad
A forma parte también de una ruta crítica.
Luego, ualquier nueva aceleración de la
actividad B debe involucrar también a la
actividad A para no retardar la duración
del proyecto, de forma que se obtiene un
costo unitario conjunto de 10 + 20 = 30.
Dicho costo coincide con el costo de la
otra actividad factible de acelerar (D),
luego se puede escoger en acelerar D o A
y B simultáneamente. La diferencia entre
el tiempo más temprano y más tarde de la
actividad C es 9 días, por lo tanto el valor
máximo de aceleración para D queda
controlado por la restricción de 6 días.
Como la actividad B ya ha sido acelerada
en 3 días, solo es posible acelerarla 1 días
más. Como interesa llegar lo mas pronto
Productividad Industrial
posible a los 25 días requeridos de
duración del proyecto se escoge D,
obteniendo como nueva duración del
proyecto 35- 5 = 30 días.
El costo adicional es de 5 x 30 = 150,
luego el costo total acumulado es de 60 +
150 = 210. La nueva condición de la malla
se muestra en la figura.
Como las rutas criticas no se ven
alteradas, ahora tiene sentido acelerar las
actividades E, F o
A y B simultáneamente. En este caso tiene
el menor costo intervenir las actividades A
y B, a un valor unitario de 10 + 20 = 30.
Como B ya fue reducida en 3 días, solo se
puede disminuir 1 día más de acuerdo a
las restricciones. Con ello, la duración del
proyecto queda en 30-1 = 29, días con
un
costo
total
acumulado
de
60+150+30. Imponiendo el cambio, se
obtiene.
Se concluye que el costo de acelerar el
proyecto
a
29
días
es
de
135+60+150+30=375.
55
RESULTADO DE APRENDIZAJE
1.3
Evaluar los estudios de acuerdo
con sus resultados para tomar
decisiones.
1.2.1 Estudio de mercado.
CONTEXTUALIZAR CON:
Competencia Tecnológica
Identificar el software de apoyo para
la planeación y control de proyectos.
El alumno:
− Buscará información sobre los
softwares
utilizados
en
la
planeación y programación de
proyectos.
− Comentará
con
el
PSP
y
compañeros como se imaginan
que se elaboraba un proyecto, con
que equipos contaban y como ha
evolucionado la programación de
proyectos.
Competencia De información
Investigará datos de productos,
mercados, salarios y estadísticas.
El alumno:
− Investigará casos conocidos de
proyectos famosos como el de la
inauguración del parque de
diversiones
Disney
o
la
construcción del distribuidor vial
de la ciudad de México que no se
terminaron según la programación
del proyecto.
56
• Definición.
El concepto de mercado se refiere a dos
ideas relativas a las transacciones
comerciales. Por una parte se trata de un
lugar
físico
especializado
en
las
actividades de vender y comprar
productos y en algunos casos servicios. En
este lugar se instalan distintos tipos de
vendedores
para
ofrecer
diversos
productos o servicios, en tanto que ahí
concurren los compradores con el fin de
adquirir dichos bienes o servicios. Aquí el
mercado es un lugar físico.
La concepción de ese mercado es
entonces la evolución de un conjunto de
movimientos a la alza y a la baja que se
dan en torno a los intercambios de
mercancías específicas o servicios y
además en función del tiempo o lugar.
Aparece así la delimitación de un mercado
de productos, un mercado regional, o un
mercado sectorial. Esta referencia ya es
abstracta pero analizable, pues se puede
cuantificar, delimitar e inclusive influir en
ella.
En función de un área geográfica, se
puede hablar de un mercado local, de un
mercado regional, de un mercado
nacional o del mercado mundial.
De acuerdo con la oferta, los mercados
pueden ser de mercancías o de servicios.
Productividad Industrial
Y en función de la competencia, sólo se
dan los mercados de competencia
perfecta y de competencia imperfecta. El
primero es fundamentalmente teórico,
pues la relación entre los oferentes y los
demandantes no se da en igualdad de
circunstancias, especialmente en periodos
de crisis, no obstante, entre ambos tipos
de participantes regulan el libre juego de
la oferta y la demanda hasta llegar a un
equilibrio. El segundo, es indispensable
para regular ciertas anomalías que, por
sus propios intereses, podría distorsionar
una de las partes y debe entonces
intervenir el Estado para una sana
regulación.
El mercado visto así puede presentar un
conjunto de rasgos que es necesario tener
presente para poder participar en él y, con
un buen conocimiento, incidir de manera
tal que los empresarios no pierdan
esfuerzos ni recursos.
Visto lo anterior, cualquier proyecto que
se desee emprender, debe tener un
estudio de mercado que le permita saber
en qué medio habrá de moverse, pero
sobre todo si las posibilidades de venta
son reales y si los bienes o servicios
podrán colocarse en las cantidades
pensadas, de modo tal que se cumplan los
propósitos del empresario.
Objetivos del Estudio de Mercado
Un estudio de mercado debe servir para
tener una noción clara de la cantidad de
consumidores que habrán de adquirir el
bien o servicio que se piensa vender,
dentro de un espacio definido, durante un
periodo de mediano plazo y a qué precio
están
dispuestos
a
obtenerlo.
Adicionalmente, el estudio de mercado va
Productividad Industrial
a indicar si las características y
especificaciones del servicio o producto
corresponden a las que desea comprar el
cliente. Nos dirá igualmente qué tipo de
clientes son los interesados en nuestros
bienes, lo cual servirá para orientar la
producción del negocio. Finalmente, el
estudio de mercado nos dará la
información acerca del precio apropiado
para colocar nuestro bien o servicio y
competir en el mercado, o bien imponer
un nuevo precio por alguna razón
justificada.
Por otra parte, cuando el estudio se hace
como paso inicial de un propósito de
inversión, ayuda a conocer el tamaño
indicado del negocio por instalar, con las
previsiones correspondientes para las
ampliaciones posteriores, consecuentes
del crecimiento esperado de la empresa.
Finalmente, el estudio de mercado deberá
exponer los canales de distribución
acostumbrados para el tipo de bien o
servicio que se desea colocar y cuál es su
funcionamiento.
• Naturaleza y uso del producto.
Los productos pueden clasificarse desde
diferentes puntos de vista. A continuación
se da una serie de clasificaciones, todas
ellas arbitrarias. Como éstas, pueden
existir otras clasificaciones, cuyo objetivo
es tipificar un producto bajo cierto
criterio.
Por su vida de almacén, se clasifican en
duraderos (no perecederos), como son los
aparatos eléctricos, herramientas, muebles
y otros, y no duraderos (perecederos), que
son principalmente alimentos frescos y
envasados.
57
Los productos de consumo, ya sea
intermedio o final, también pueden
clasificarse como:
a) De conveniencia, los que a su vez se
subdividen en básicos, como los
alimentos, cuya compra se planea, y de
conveniencia por impulso, cuya compra
no necesariamente se planea, como ocurre
con las ofertas, los artículos novedosos,
etcétera.
b) Productos que se adquieren por
comparación, que se subdividen en
homogéneos (como vinos, latas, aceites
lubricantes)
y
heterogéneos
(como
muebles, autos, casas), donde interesan
más el estilo y la presentación, que el
precio.
c) Productos que se adquieren por
especialidad, como el servicio médico, el
servicio relacionado con los automóviles,
con los cuales ocurre que cuando el
consumidor encuentra lo que satisface,
siempre regresa al mismo sitio.
d) Productos no buscados (cementerios,
abogados, hospitales, etcétera), que son
productos o servicios con los cuales nunca
se quiere tener relación, pero cuando se
necesitan y se encuentra uno que es
satisfactorio, la próxima vez se acude al
mismo sitio.
También se puede clasificar los productos
en una forma general como bienes de
consumo intermedio (industrial) y bienes
de consumo final. Con esto el investigador
procederá a clasificar al producto según su
naturaleza y uso específico.
• Análisis.
Demanda.
58
Hay una serie de factores determinantes
de las cantidades que los consumidores
desean adquirir de cada bien por unidad
de tiempo, tales como las preferencia, la
renta o ingresos en ese período, los
precios de los demás bienes y, sobre todo,
el precio del propio viene en cuestión. Si
consideramos constantes todos los valores
salvo el precio del bien, esto es, si
aplicamos la condición ceteris paribus,
podemos hablar, de la tabla de demanda
del bien A por un consumidor
determinado cuando consideramos la
relación que existe entre la cantidad
demandada y el precio de ese bien.
CUADRO 1:
Tabla de demanda: cantidad demandada del bien
A a diversos precios.
Precio A
Demanda A
2
8
4
6
6
4
8
2
Bajo la condición ceteris paribus y para un
precio del bien A determinado, la suma de
las demandadas individuales nos dará la
demanda global o de marcado de ese
bien. Es claro que la demanda de mercado
del bien A seguirá dependiendo del precio
del bien, y, por lo tanto, tendremos una
tabla de demanda de mercado para el
bien A.
La tabla de demanda, dado un conjunto
de circunstancias del mercado, para cada
precio, ofrece información sobre la
cantidad que el mercado absorbería de
cada uno de los precios. Esta tabla de
demanda mostraría que cuanto mayor es
Productividad Industrial
el precio de un artículo, menor cantidad
de ese bien estaría dispuesto a comprar el
consumidor, y ceteris paribus cuanto más
bajo es el precio más unidades del mismo
se demandarán.
A la relación inversa existente entre el
precio un bien y la cantidad de
demandada, en el sentido de que al
aumentar el precio disminuye la cantidad
demandada, y lo contrario ocurre cuando
se reduce el precio, de le suele denominar
en economía la ley de la demanda.
Las razones por las que cuando el precio
del bien aumenta la cantidad demandada
por todos los consumidores disminuye son
de dos clases. Por un lado, cuando
aumenta el precio de un bien algunos
consumidores
que
previamente
lo
adquirían dejarán de hacerlo y buscarán
otros bienes que los sustituirán. Por otro
lado, otros consumidores, aún sin dejar de
consumirlo, demandarán menos unidades
del mismo, por dos razones, porque se ha
encarecido respecto a otros bienes cuyo
precio no ha variado y porque la elevación
del precio ha reducido la capacidad
adquisitiva de la renta, y esto hará que se
pueda comprar menos de todos los
bienes, y en particular del que estamos
considerando.
La curva decreciente de demanda
relaciona la cantidad demandada con el
precio. Al reducirse el precio aumenta la
cantidad demandada. A cada precio PA
corresponde una cantidad QA que los
demandantes están dispuestos a adquirir.
El gráfico recoge cada par (PA , QA) de
números de la tabla de demanda DA
(CUADRO1).
La curva de demanda de un bien, como
expresión gráfica de la demanda, muestra
las cantidades del bien en cuestión que
serán demandadas durante un período de
tiempo determinado por una población
específica a cada uno de los posibles
precios. En cualquier caso, cuando, por
ejemplo decimos que la cantidad de
demanda de un bien (QA) se ve influida
por (o que es una función de) el precio de
ese bien (PA), la renta (Y), y los gustos de
Productividad Industrial
59
los consumidores (G), los precios relativos
de los demás bienes (PB), estamos
refiriéndonos a la función demanda, que
podemos expresar de la siguiente forma:
QA = D ( PA, Y, PB, G)
Para representar la curva de la figura del
Cuadro 1 lo que hemos hecho ha sido
suponer que la expresión anterior, esto es,
en la función de demanda, los volares de
todas las variables, salvo la de cantidad
demandada del bien A y su precio,
permanecen constantes. Es decir, hemos
aplicado la condición ceteris paribus.
La función de demanda - precio o función
estricta de demanda recoge ceteris
paribus la relación entre la cantidad
demandada de un bien y su precio. Al
trazar la curva d demanda suponemos que
se mantiene constante los demás factores
que puedan afectar a la cantidad de
demanda, tales como la renta.
Del análisis que hemos hecho de la
demanda podemos precisar algunas
cuestiones. Es frecuente oír hablar de la
cantidad demandada como una cantidad
fija. Así, un empresario que va a lanzar un
nuevo producto al mercado se puede
preguntar, ¿cuántas unidades podré
vender?, ¿cuál es el potencial del mercado
con respecto al producto en cuestión? A
esas preguntas el economista debe
contestar diciendo que no hay una "única"
respuesta, ya que ningún número describe
la información requerida, pues la cantidad
demandada depende entre otros factores
del precio que se carguen por unidad.
Ya hemos analizado como varía la
demanda de un bien cuando cambia su
60
precio, pero, ¿qué sucederá cuando, aún
permaneciendo invariable el precio del
bien alguno de los factores que bajo la
condición
ceteris
paribus
hemos
considerados constantes?
Una alteración de cualquier factor
diferente del precio del bien desplazará
toda la curva a la derecha o hacia la
izquierda, según sea el sentido del cambio
de dicho factor. A este tipo de
desplazamiento
lo
denominaremos
cambios en la demanda, mientras que el
resultado en alteraciones de los precios lo
denominaremos cambios en la cantidad
de demanda. Esta distinción es muy
importante y se debe entender claramente
que factores producen uno y otro tipo de
cambios.
La relación entre el precio y la cantidad
de demanda.
Nota: La relación entre el precio y la
cantidad demandada se evidencia en el
siguiente cuadro, en el que se recogen las
previsiones de la Comunidad Económica
Europea en materia de demanda de
energía, en función de dos escenarios
distintos de evolución del precio del
petróleo. Como se observa, cuando se
supone que el precio es alto, la demanda
de energía en la que se emplea el petróleo
se reduce relativamente.
PREVISIÓN MUNDIAL DE DEMANDA DE
ENERGIA PRIMARIA
1985
Tipos de
1995
Precios
elevados
energía
Precios
bajos
Petróleo
484
496
560
Gas Natural
184
200
205
Productividad Industrial
Combustibles
sólidos
238
286
285
Nuclear
124
188
185
Otros factores determinantes de la
curva de demanda.
Otros factores que también inciden de
forma notable sobre la curva de demanda
son el número de consumidores, los
precios y las rentas "futuras" esperadas.
Lógicamente, si es constante la renta
media
de
los
consumidores
que
actualmente demandan el bien en
cuestión, pero se incrementa el número de
consumidores, la cantidad demandada del
bien a los diferentes precios aumentará.
Así pues, un aumento del número de
consumidores desplazará la curva hacia la
derecha y una disminución hacia la
izquierda.
Por otro lado resulta evidente que la
cantidad demandada de un bien en un
período dado depende no sólo de los
precios de ese período, sino también de
los que se esperan en períodos futuros.
Así, la cantidad de gasolina demandada
de un día determinado será mayor si se
espera que el gobierno va a decretar de
forma inminente un aumento del precio.
La incidencia del futuro también se pone
en manifiesto cuando la variable
considerada es la renta.
Piénsese que lo individuos esperan que las
rentas van a experimentar un incremento
futuro apreciable, pues en los convenios
colectivos entre sindicatos y empresarios
se ha llegado a un principio de acuerdo en
este sentido. Si los consumidores creen
que las rentas van a aumentar en un
futuro próximo, desearán comprar más
Productividad Industrial
bienes en ese período, cualquiera que sea
el precio, con lo que la curva de demanda
se desplaza hacia la derecha.
Oferta.
Igual que en el caso de la demanda,
señalaremos un conjunto de factores que
determinan la oferta de un empresario
individual. Estos son la tecnología, los
precios de los factores productivos (tierra,
trabajo, capital) y el precio del bien que se
desea ofrecer.
La tabla de oferta
Bajo la condición ceteris paribus,
denominamos tabla de oferta a la relación
que existe entre el precio de un bien y las
cantidades que un empresario desearía
ofrecer de ese bien por unidad de tiempo.
Podemos obtener la oferta global y de
mercado sin más que sumar para cada
precio las cantidades que todos los
productores de ese mercado desean
ofrecer.
Mientras la tabla de demanda muestra el
comportamiento de los consumidores, la
tabla de oferta señala el comportamiento
de los productores. Sí la tabla de demanda
relaciona los precios con cantidades que
los consumidores desean comprar, una
tabla de oferta representa, para unos
precios determinados, las cantidades que
los productores estarían dispuestos a
ofrecer. Aprecios muy bajos los costes de
producción no se cubren y los productores
no producirán nada; conforme los precios
van aumentando se empezarán a lanzar
unidades al mercado y, a precios más
altos, la producción será mayor.
CUADRO 4:
61
Tabla de oferta: Cantidades ofertadas del
bien A a distintos precios.
Precio A
Oferta A
2
0
4
2
6
4
8
6
El argumento inverso también se puede
utilizar. Así el crecimiento de la curva de
oferta se puede establecer diciendo que si
, por ejemplo, se desea mayor producción
de algún bien, habrá que ir añadiendo
mayores cantidades de mano obra y,
apelando a la ley de los rendimientos
decrecientes, resulta que el costo
necesario para elevar la producción en una
unidad más será cada vez mayor.
La curva y la función de oferta
Según señalamos al hablar de la
demanda, la oferta no puede considerarse
como una cantidad fija, sino como una
relación entre cantidad ofrecida y el precio
al cual dicha cantidad se ofrece en el
mercado. En este sentido, la curva de la
empresa o de la industria es la
representación gráfica de la tabla de
oferta respectiva, y muestra las cantidades
del bien que se ofrecerán a la venta
durante el período de tiempo específico a
diversos precios de mercado. Esta curva
suele tener pendiente positiva.
La curva de oferta, pues, muestra la
relación entre el precio y cantidad
ofrecida. A cada precio PA le corresponde
una cantidad ofrecida QA, y uniendo los
distintos puntos (PA , QA) obtenemos la
curva de oferta.
La curva de oferta es la expresión gráfica
de la relación existente entre la cantidad
ofrecida de un bien en un período de
tiempo y el precio de dicho bien, es decir,
de la función de oferta. Esta función
establece que la cantidad ofrecida de un
bien en un período de tiempo concreto
(QA) depende del precio de ese bien (PA),
de los precios de otros bienes (PB), de los
precios de los factores productivos (r), de
la tecnología (z) y de los gustos o
preferencias de los productores (H). De
esta forma podemos escribir la función de
oferta siguiente:
QA=O(PA, PB, r, z, H)
62
Productividad Industrial
La introducción de la condición ceteris
paribus, en el sentido de que la función de
oferta anterior todas las variables
permanecen
constantes
excepto
la
cantidad ofrecida del bien A y el precio del
mismo bien, permiten obtener la curva de
oferta representada en el CUADRO 4. Los
desplazamientos de la curva de oferta se
analizan en el apartado siguiente.
El precio de equilibrio es aquel para el que
la cantidad demandada es igual a la
ofrecida. Esa cantidad es la cantidad de
equilibrio.
La función oferta - precio o función
estricta de oferta recoge ceteris paribus la
relación entre la cantidad ofrecida de un
bien y su precio. Al trazar la curva de
oferta suponemos que se mantienen
constantes todos los demás factores que
pueden afectar a la cantidad ofrecida,
tales como los precios de los factores.
Tabla de oferta y demanda del bien A
El equilibrio de mercado
Cuando
ponemos
en
contacto
a
consumidores y productores con sus
respectivos planes de consumo y
producción, esto es, con sus respectivas
curvas de demanda y oferta en un
mercado particular, podemos analizar
como se lleva a cabo la coordinación de
ambos tipos de agentes.
Para analizar la determinación del precio
de equilibrio de un mercado se dibuja en
un mismo gráfico las curvas de oferta y de
demanda.
Precio A
Cantidad
demandada A
Cantidad
ofrecida A
2
8
0
4
6
2
6
4
4
8
2
6
10
1
8
Se observa cómo, en general, un precio
arbitrario no logra que los planes de
demanda y de oferta coincidan.
Sólo en el punto de corte de ambas curvas
se dará esta coincidencia y sólo un precio
podrá producirlas.
A este precio lo denominamos precio de
equilibrio y a la cantidad ofrecida y
demandada, comprada y vendida a ese
precio, cantidad de equilibrio.
Productividad Industrial
ELASTICIDAD DE LA DEMANDA Y DE LA
OFERTA.
La elasticidad precio de la demanda mide
el grado en que la cantidad demandada
responde a las variaciones del precio de
mercado. En este sentido, cabe afirmar
que una función de demanda es rígida, de
elasticidad unitaria y elástica, según de
una variación porcentual del precio
63
produzca una variación porcentual de la
cantidad demandada menor, igual o
mayor que aquella.
La elasticidad de la oferta mide la
capacidad de reacción de los productos
ante alteraciones en el precio, y se mide
como la variación porcentual de la
cantidad ofrecida en respuesta a la
variación porcentual de precio.
Los valores dependen de la característica
del proceso productivo, de la necesidad o
no de emplear factores específicos para la
producción del bien y del plazo de tiempo
considerado.
De precios.
El estudio de precios tiene gran
importancia e incidencia en el estudio de
mercado, ya que de la fijación del precio y
de sus posibles variaciones dependerá el
éxito del producto o servicio a ofrecer.
Al precio se lo define como la
manifestación en valor de cambio de un
bien expresado en términos monetarios, o
como la cantidad de dinero, que es
necesario entregar para adquirir un bien.
En las economías de mercado o de libre
competencia, el precio está determinado
por las relaciones entre oferta y demanda
y sus fluctuaciones tienen como límite
mínimo el costo de producción, el que
podría ser rebasado solo en condiciones
excepcionales y si se tiene capacidad de
absorber la pérdida.
Los precios de los factores de producción
conjuntamente con los precios de los
bienes y servicios forman el sistema
general de precios, que actúa como
64
indicador de la producción y el consumo
haciendo más coherentes las decisiones de
los agentes económicos. En un momento
determinado
y
en
las
mismas
circunstancias, el precio de un bien puede
ser uno y otro, puede hacer variar la oferta
y la demanda. Es indudable que mientras
más alto sea el precio menor será la
demanda y mayor la oferta y, cuando el
precio disminuya sucederá lo contrario.
Un precio demasiado alto puede
representar disminución de la
demanda, un precio demasiado
bajo el fin de la rentabilidad.
En las relaciones económicas existen gran
variedad de precios de bienes y servicios,
que pueden clasificarse en varias
categorías
de
acuerdo
a
sus
características.
1. Según su origen: Agrícolas, industriales
y precios de servicios.
2. Según la potestad: Estatal: intervenidos
y no intervenidos.
3. Según los mercados en que actúan:
Precios de mercado de competencia
perfecta, monopólica, oligopólica.
4. Según el volumen de las transacciones:
Precios por mayor y precios al por menor.
5. Según el ámbito geográfico: nacionales,
Regionales e internacionales.
De esta categorización se ve que para
cualquier estudio de precios, es necesario
tener información suficiente de los precios
vigentes en el mercado interno, de los
precios de los productos importados, de
los precios establecidos en función del
costo de producción y, si existen o no,
precios regulados por el Estado.
Productividad Industrial
En todo proyecto se debe analizar un
presupuesto de ingresos y gastos, y
ello exigirá estimar los precios que
probablemente rijan tanto para los
insumos como para los productos.
Estos precios no son iguales a los precios
de mercado, sino que corresponden a un
valor asignado a los bienes en términos de
cuanto vale a la sociedad producirlos.
En el caso en que el Estado venda servicios
y aplique tarifas diferenciadas para el
consumo de agua, energía eléctrica y
telefónica dependiendo del tipo de
consumidor o del sector al que sirve, la
determinación del precio debe cubrir por
lo menos el costo total de producción.
Los empresarios en cambio, se rigen por el
nivel de rentabilidad o beneficios que
esperan recibir estableciendo un margen
de tolerancia de precios, que le permitan
participar en el juego del mercado
variando los precios hasta límites
permitidos por la competencia.
Al proyectar la demanda, muchas veces se
realizan las estimaciones bajo las
condiciones
de
CETERIS
PARIBUS,
haciendo variar una función en relación de
una variable, permaneciendo constantes
las demás y muchas veces descuidando el
análisis de precios actuales y futuros, sin
asumir siquiera que durante la vida del
proyecto pueda haber cambios en los
precios que modificarían la estructura de
los costos y por tanto los niveles de
rentabilidad y utilidad.
Solamente
bajo
condiciones
de
monopolio, las empresas pueden controlar
Productividad Industrial
los precios, de lo contrario, la
determinación del precio será un elemento
crucial en el éxito o fracaso de un
producto o servicio, ya sea por exceso de
precio y baja demandado o bajo precio,
pocos ingresos.
En todo estudio de precios, por lo tanto se
deben analizar las variables atrás
mencionadas.
• Recopilación de información.
Cómo recopilar información.
Las fuentes primarias de información
están constituidas por el propio usuario o
consumidor del producto, de manera que
para obtener información de él es
necesario entrar en contacto directo; ésta
se puede hacer en tres formas:
1. Observar directamente la conducta del
usuario. Es el llamado método de
observación, que consiste en acudir a
donde está el usuario y observar la
conducta que tiene. Este método se aplica
normalmente en tiendas de todo tipo,
para observar los hábitos de conducta de
los clientes al comprar. No es muy
recomendable como método, pues no
permite investigar los motivos reales de la
conducta.
2. Método de experimentación. Aquí el
investigador obtiene información directa
del usuario aplicando y observando
cambios de conducta. Por ejemplo, se
cambia el envase de un producto
(reactivo) y se observa si por ese hecho el
producto tiende a consumirse más (o
menos); es decir, se llama método
experimental porque trata de descubrir
relaciones causa-efecto. En dicho método,
el investigador puede controlar y observar
las variables que desee.
65
Para obtener información útil en la
evaluación de un proyecto, estos métodos
se emplean frecuentemente, pues ambos
se utilizan en productos ya existentes en el
mercado.
3. Acercamiento y conservación directa
con el usuario. Si en la evaluación de un
producto nuevo lo que interesa es
determinar qué le gustaría al usuario
consumir y cuáles son los problemas
actuales que hay en el abastecimiento de
productos similares, no existe mejor forma
de saberlo que preguntar directamente a
los interesados por medio de un
cuestionario.
Esto se puede hacer por correo, lo cual es
muy tardado, por teléfono, o por
entrevistas personales. Resulta obvio que
el último método es el mejor, pero
también es el más costoso.
Independientemente de la manera que se
use, existen principios básicos para el
diseño de un cuestionario. Los expertos
sostienen que la elaboración de un buen
cuestionario (si se considera bueno el que
al ser aplicado permita obtener la
información
que
se
desea),
no
necesariamente tiene que estar a cargo de
un especialista, ya que hace frió es más un
asunto de sentido común que de
conocimientos; es decir, es más un arte
que una ciencia. Por ello, si el lector o
estudiante de licenciatura necesitara hacer
encuestas por medio de cuestionarios no
debe pensar que este paso lo detendrá o
lo tiene que evitar. A continuación se
enumeran las reglas más elementales que
se aplican en la elaboración y aplicación
66
de cuestionarios, en lo que se refiere a la
evaluación de proyectos.
a) Sólo haga las preguntas necesarias; si se
hacen más de las debidas se aburrirá al
entrevistado. Normalmente se percibe que
hay preguntas de más, cuando dos o más
de ellas son muy similares y proporcionan
la misma información, o cuando la
información obtenida con una pregunta
no ayude considerablemente a alcanzar
los objetivos.
b) Si la persona que aplica y analiza el
cuestionario no es un experto en el área,
deberá hacer preguntas sencillas y
directas, tales como listas de verificación,
selección múltiple, ordenación, indicación
de porcentaje y otras.
c) Nunca haga preguntas del tipo "qué
opina acerca de", porque la evaluación de
estas respuestas sí está reservada sólo
para expertos, ya que cada entrevistado
puede dar una respuesta distinta y no es
sencillo
ordenarlas,
clasificarlas
y
analizarlas.
d) Nunca se realicen preguntas personales
que puedan molestar al entrevistado, tales
como "qué edad tiene", 1ngresos exactos",
etcétera. Si es muy importante saber esto
(casi nunca lo es), pregúntelo por medio
de intervalos, por ejemplo: "su edad es
menor que 20___________, entre 20 y
30__________, entre 30 y 40__________".
e) Use un lenguaje que cualquier persona
entienda y nunca se predisponga al
entrevistado para que dé la respuesta que
el encuestador quiere; debe permitírsele
que responda en forma espontánea.
Es recomendable que primero se hagan
preguntas sencillas que interesen al
entrevistado a continuar y, después, las
que requieran un poco más de esfuerzo
Productividad Industrial
para contestar. Al final pueden hacerse las
preguntas de clasificación como edad,
sexo, ingresos, y es poco recomendable
preguntar el nombre y el domicilio al
entrevistado.
El cuestionario puede aplicarse en dos
formas: darlo al entrevistado para que él
lo conteste, o sólo hacer preguntas cuyas
respuestas irá anotando el entrevistador.
Sobre todo en el primer caso, el
cuestionario deberá estar diseñado de tal
manera que sea fácil de leer y
comprender. Su distribución debe ser
adecuada, para que no provoque
cansancio óptico tan sólo con verlo. Es
recomendable no ceder el cuestionario
para que sea contestado, sino hacer las
preguntas uno mismo y antes de aplicarlo
hacer una breve presentación personal
explicando los objetivos de la encuesta,
por ejemplo:
"¿Me permite unos minutos de su tiempo?
Mi nombre es (nombre del entrevistador),
y estoy haciendo una encuesta con el
objetivo de conocer su opinión acerca
de___________. Su opinión nos servirá
para_______________________. En esta
forma podremos ofrecerle un mejor
producto
para
que
usted
como
consumidor esté más satisfecho. Así que,
si está de acuerdo, conteste por favor las
siguientes preguntas:"
Al terminar el cuestionario se le insistirá en
lo útil que ha sido su colaboración.
Antes de aplicar en forma general los
cuestionarios haga una prueba piloto con
alguien de cierta experiencia en el área. Si
su opinión es positiva aplique la prueba, si
no, vuelva a analizar los puntos que lo
Productividad Industrial
requieran. Siempre es bueno tener la
opinión de terceros.
Recuerde que al hacer la evaluación de un
proyecto, es posible hacer y aplicar dos
tipos de cuestionarios: uno a los
consumidores finales y otro a las empresas
existentes que comercializan productos
similares, para obtener una idea clara de
la situación que guarda el mercado en el
que desea penetrar.
• Comercialización del producto.
La comercialización es la actividad que
permite al productor hacer llegar un bien
o servicio al consumidor con los beneficios
de tiempo y lugar.
Es el aspecto de la mercadotecnia más
vago y, por esa razón, el más descuidado.
Al realizar la etapa de prefactibilidad en la
evaluación de un proyecto, muchos
investigadores simplemente informan en
el estudio que la empresa podrá vender
directamente el producto al público o al
consumidor, con lo cual evitan toda la
parte de comercialización. Sin embargo, al
enfrentarse a la realidad, cuando la
empresa ya está en marcha, surgen todos
los problemas que la comercialización
representa.
A pesar de ser un aspecto poco favorecido
en los estudios, la comercialización es
parte vital en el funcionamiento de una
empresa. Se puede producir el mejor
artículo en su género al mejor precio, pero
si no se tienen los medios para hacerlo
llegar al consumidor en forma eficiente,
esa empresa irá a la quiebra.
La comercialización no es la simple
transferencia de productos hasta las
67
manos del consumidor; esta actividad
debe conferirle al producto los beneficios
de tiempo y lugar; es decir, una buena
comercialización es la que coloca al
producto en un sitio y momento
adecuados, para dar al consumidor la
satisfacción que él espera con la compra.
Normalmente ninguna empresa está
capacitada, sobre todo en recursos
materiales, para vender todos los
productos directamente al consumidor
final. Éste es uno de los males necesarios
de nuestro tiempo: los intermediarios, que
son empresas o negocios propiedad de
terceros encargados de transferir el
producto de la empresa productora al
consumidor final, para darle el beneficio
de tiempo y lugar. Hay dos tipos de
intermediarios: los comerciantes y los
agentes. Los primeros adquieren el título
de propiedad de la mercancía, mientras
los segundos no lo hacen, sino sólo sirven
de contacto entre el productor y el
vendedor.
Entre el productor y el consumidor final
existen varios intermediarios, cada uno
con ganancia de 25% a 30% del precio de
adquisición del producto, de manera que
si hubiera cuatro intermediarios, un
producto doblaría su precio desde que
sale de la empresa productora hasta el
consumidor final. Si se sabe que este
último es el que sostiene todas esas
ganancias, ¿por qué se justifica la
existencia de tantos intermediarios? Los
beneficios que los intermediarios aportan
a la sociedad son:
1. Asignan a los productos el sitio y el
momento oportunos para ser consumidos
adecuadamente.
68
2. Concentran grandes volúmenes de
diversos productos y los distribuyen
haciéndolos llegar a lugares lejanos.
3. Salvan grandes distancias y asumen
los riesgos de la transportación acercando
el mercado a cualquier tipo de
consumidor.
4. Al estar en contacto directo tanto con
el productor como con el consumidor,
conoce los gustos de éste y pide al
primero que elabore exactamente la
cantidad y el tipo de artículo que sabe que
se venderá.
5. Es el que verdaderamente sostiene a
la
empresa
al
comprar
grandes
volúmenes, lo que no podría hacer la
empresa si vendiera al menudeo, es decir,
directamente
al
consumidor.
Esto
disminuye notablemente los costos de
venta de la empresa productora.
6. Muchos intermediarios promueven
las ventas otorgando créditos a los
consumidores y asumiendo ellos ese
riesgo de cobro. Ellos pueden pedir, a su
vez, créditos al productor, pero es más
fácil que un intermediario pague sus
deudas al productor, que todos los
consumidores finales paguen sus deudas
al intermediario.
Sin embargo, un buen distribuidor del
producto debe tener ciertas características
que lo hacen ser mejor que otros, por
ejemplo, deben tener calidad profesional;
cualquiera puede ser distribuidor de
productos, pero no cualquiera es un
profesional en su actividad, esto implica
estar entrenados para el trabajo, tener
una buena organización, que el personal
tenga una mentalidad orientada hacia el
mercadeo,
que
esté
correctamente
informado sobre las características del
producto a vender, que tenga contacto
Productividad Industrial
con los clientes para atender sus
observaciones, reclamos o sugerencias
sobre la calidad del producto, que cuente
con instalaciones adecuadas para el
manejo del producto y que esté dispuesto
a reducir márgenes de ganancia en épocas
difíciles.
-
productos. En México éste es el caso
de las misceláneas.
Productores
mayorista-minoristasconsumidores. El mayorista entra como
auxiliar al comercializar productos más
especializados; este tipo de canal se da
en las ventas de medicina, ferretería,
madera, etcétera.
Productores-agentes-mayoristasminoristas-consumidores. Aunque es el
canal más indirecto, es el más utilizado
por empresas que venden sus
productos a cientos de kilómetros de
su sitio de origen. De hecho, el agente
en sitios tan lejanos lo entrega en
forma similar al canal y en realidad
queda reservado para casi los mismos
productos, pero entregado en zonas
muy lejanas.
Canales de distribución y su naturaleza
Un canal de distribución es la ruta que
toma un producto para pasar del
productor a los consumidores finales,
deteniéndose en varios puntos de esa
trayectoria. En cada intermediario o punto
en el que se detenga esa trayectoria existe
un pago a transacción, además de un
intercambio de información. El productor
siempre tratará de elegir el canal más
ventajoso desde todos los puntos de vista.
-
Existen dos tipos de productores
claramente diferenciados: los de consumo
en masa y los de consumo industrial. Los
canales de distribución de cada uno se
muestran en seguida:
2. Canales para productos industriales
Productor-usuario industrial. Es usado
cuando el fabricante considera que la
venta requiere atención personal al
consumidor.
- Productor-distribuidor
industrialusuario industrial. El distribuidor es el
equivalente al mayorista. La fuerza de
ventas de ese canal reside en que el
productor tenga contacto con muchos
distribuidores. El canal se usa para
vender
productos
no
muy
especializados, pero sólo de uso
industrial.
- Productor-agente-distribuidor-usuario
industrial. Es la misma situación del
canal lD, es decir, se usa para realizar
ventas en lugares muy alejados.
1. Canales para productos de consumo
popular
- Productores-consumidores. Este canal
es la vía más corta, simple y rápida. Se
utiliza cuando el consumidor acude
directamente a la fábrica a comprar los
productos; también incluye las ventas
por correo. Aunque por esta vía el
producto cuesta menos al consumidor,
no todos los fabricantes practican esta
modalidad ni todos los consumidores
están dispuestos a ir directamente a
hacer la compra.
- Productores-minoristas-consumidores.
Es un canal muy común, y la fuerza se
adquiere al entrar en contacto con más
minoristas que exhiban y vendan los
Productividad Industrial
Es conveniente destacar que todas las
empresas utilizan siempre más de un canal
de distribución.
69
Cuando se efectúa la evaluación de un
proyecto en el nivel de prefactibilidad, el
investigador
está
encargado
de
determinar cuáles son los canales más
comunes por los cuales se comercializan
actualmente productos similares y aceptar
o proponer algunos otros. Sin embargo, el
investigador,
para
hacer
recomendaciones, estará basado en tres
aspectos referentes a los objetivos que
persiga la nueva empresa y en cuánto está
dispuesta
a
intervenir
en
la
comercialización de su pro ducto. Los tres
objetivos de la comercialización son:
Cobertura del mercado. Los canales lA
y 2A son los más simples, pero a la vez
son los que cubren menos mercado.
Por el contrario, los canales 1D y 2C
son los que encarecen más el precio
final del producto, pero a su vez son
los que abarcan más mercado.
Para un mercado limitado y selecto,
normalmente se toma la opción A, pero si
el producto es popular y de mercado
amplio, se tomarían las opciones 1D o 2D.
Por tanto, el canal empleado en primera
instancia dependerá del tipo de producto
y del mercado que se quiera cubrir.
-
-
-
70
Control sobre el producto. Como cada
nivel de intermediario cede la
propiedad del artículo, mientras más
intermediarios haya se perderá más el
control del producto. En los canales lA
y 2A hay mucho control, y en 1D y 2C
el producto puede llegar muy
deteriorado al consumidor.
Costos. Aunque los canales lA y 2A,
por lo simples, parecen ser los de
menor costo, esto es sólo una
apariencia. Por ejemplo, es más barato
atender a diez mayoristas que a 1000
consumidores finales.
Finalmente, en esta parte del estudio
deberá hacerse una breve descripción de
la trayectoria que sigue el producto desde
la salida de la planta hasta el punto donde
la empresa pierde la responsabilidad sobre
él, aunque este punto sea el consumidor
final. Esto es útil al prever personal y
gastos necesarios para llevar a cabo el
funcionamiento del canal seleccionado y
proveer, en la etapa del proyecto
definitivo, un manual de procedimientos.
En estudios de sustitución de equipo, este
apartado normalmente se omite, pues los
análisis de reemplazo son estudios
internos de la empresa.
CONTEXTUALIZAR CON:
Competencia Científico teórica
Aplicar disciplinas de mercadotecnia.
Aplicar las teorías estadísticas.
El alumno:
− Realizará
cálculos
estadísticos
sobre las faltas de sus compañeros
dentro del salón de clases
considerando la lista de un mes.
La palabra "estadística" procede del latín
statisticum collegium ("consejo de
Estado") y de su derivado italiano statista
("hombre de Estado" o "político"). El
término alemán Statistik, introducido por
Gottfried Achenwall (1749), designaba
originalmente el análisis de datos del
Estado, es decir, "la ciencia del Estado".
No fue hasta el siglo XIX cuando el
Productividad Industrial
término estadística vino a designar la
colección y clasificación de datos.
En su origen, por tanto, la estadística
estuvo asociada al control de datos
poblacionales
por
parte
de
la
administración pública. Este tipo de
prácticas han sido analizadas por Michel
Foucault como una forma de biopolítica,
un estilo de gobierno caracterizado por
regular a las poblaciones a través del
biopoder.
El razonamiento estadístico opera a
través de los siguientes pasos:
Se plantea un problema de estudio.
Se realiza un muestreo consistente en la
recolección de datos referentes al
fenómeno o variable que deseamos
estudiar.
Se propone un modelo de probabilidad,
cuyos parámetros se estiman mediante
estadísticos a partir de los datos de
muestreo. Sin embargo, se mantiene lo
que se denominan "hipótesis sostenidas"
(que no son sometidas a comprobación)
Se valida el modelo comparándolo con lo
que sucede en la realidad. Se utiliza
métodos estadísticos conocidos como
test de hipótesis y prueba de
significación
Se utiliza el modelo validado para tomar
decisiones o predecir acontecimientos
futuros.
Así la estadística a ido creciendo día a
día.
− Recopilará información con los
habitantes de su colonia par saber
que servicio les hace falta en su
entorno y así determinar la
demanda de un servicio.
Productividad Industrial
En la teoría económica clásica y
neoclásica, los mercados están al centro
del escenario; y los actores en estos
mercados son los trabajadores, los
consumidores (en algunas ocasiones,
combinados dentro de las familias), las
empresas, los propietarios de recursos,
los gobiernos y quizá algunos otros. En
los libros de texto neoclásicos, en el
mundo de la economía en un mundo de
transacciones, y estas transacciones
comúnmente involucran el intercambio
de bienes, servicios, y/o dinero, en las
que ambas partes de la negociación
encuentran ventaja al alcanzar estos
objetivos. Se considera que junto con el
consumo, el trabajo y el tiempo libre son
importantes
componentes
de
las
funciones de utilidad de las familias. Por
su parte, las utilidades, se supone, son el
objetivo fundamental de las empresas y
de sus propietarios.
La definición de las partes que participan
en estas transacciones requiere de una
descripción mínima. Sin embargo, tan
pronto
como
las
empresas
son
concebidas para ser mas que un simple
engranaje en la red de transacciones al
convertirse
en
productoras
(transformadoras de “factores” en
productos),
surgen
dificultades
y
preguntas importantes para la teoría. Así,
una gran parte del comportamiento del
sistema tiene lugar dentro de la propia
empresa y no consiste solamente en
intercambios comerciales; ya que salvo
contados casos, la mayoría de los
“actores” en las economías modernas
son los empleados, los cuales no utilizan
su tiempo comerciando si lo hacen (por
ejemplo, si son agentes vendedores o
compradores) se da por a sentado que
71
comercian como agentes de una empresa
en lugar de que lo hagan para sus
propios intereses, lo cual sería muy
diferente.
Aquí surge las preguntas: ¿porqué
existen las empresas?; ¿porqué todos los
actores no se manejan como contratistas
independientes?; ¿porqué la mayoría de
ellos participan con contratos laborales,
vendiendo su trabajo por un salario?.
¿Qué determina la toma o compra de
decisiones de las empresas, y establece
los límites entre ellas y los mercados?.
¿Cuando
correspondería
que
dos
actividades dominantes dependieran de
una sola empresa y cuando se manejarían
por contratos separados?
Un segundo grupo de interrogantes,
cuestiona: ¿como son motivados los
trabajadores de las empresas para que
trabajen por la maximización de las
utilidades de la empresa? ¿qué ventaja
obtiene con esto? ¿como se concilian sus
funciones de utilidad con las de la
empresa?. En la función de utilidad del
empleado, usualmente se asume que el
trabajo pasa de tener utilidad negativa y
ocio (incluyendo la pereza y la
indiferencia al trabajo) a tener utilidad
positiva
¿porque
los
empleados,
frecuentemente, trabajan duro?.
La respuesta (neoclásica) simple a la
cuestión motivacional se deriva del
contrato laboral, bajo el cual los
empleados maximizan sus utilidades
aceptando la autoridad de la empresa;
esto es, estando de acuerdo en aceptar
las ordenes provenientes de aquellos
encargados de maximizar las utilidades.
Pero esta respuesta induce a una
72
nueva pregunta de, como el contrato
laboral es reforzado por el empresario;
en particular, en lo que se refiere a
¿cómo se induce a los empleados a
trabajar más que el mínimo, y quizá
hasta con iniciativa y entusiasmo?
¿Porqué los empleados deberían intentar
maximizar
las
utilidades
de
sus
respectivas empresas cuando toman las
decisiones que le son delegadas?
RESULTADO DE APRENDIZAJE
1.4
Evaluar los estudios de acuerdo
con sus resultados para tomar
decisiones.
1.2.2 Estudio económico.
Habiendo concluido el investigador el
estudio hasta la parte técnica, se habrá
dado cuenta de que existe un mercado
potencial
por
cubrir
y
que
tecnológicamente no existe impedimento
para llevar a cabo el proyecto. La parte de
análisis económico pretende determinar
cuál es el monto de los recursos
económicos necesarios para la realización
del proyecto, cuál será el costo total de la
operación de la planta (que abarque las
funciones de producción, administración y
ventas), así como otra serie de indicadores
que servirán como base para la parte final
y definitiva del proyecto, que es la
evaluación económica.
En la figura se muestra la estructuración
general de análisis económico. Las flechas
indican dónde se utiliza la información
obtenida en ese cuadro. Por ejemplo, los
datos de la inversión fija y diferida son la
base para calcular el monto de las
depreciaciones y amortizaciones anuales,
Productividad Industrial
el cual, a su vez, es un dato que se utiliza
tanto en el balance general como en el
punto de equilibrio y en el estado de
resultados. La información que no tiene
flecha antecedente, como los costos
totales, el capital de trabajo y el costo de
capital, indica que esa información hay
que obtenerla con investigación. Como se
observa, hay cuadros de información,
como el balance general y el estado de
resultados,
que
son
síntesis
o
agrupamientos de información de otros
cuadros.
Ingresos
Costos financieros
tabla de pago de la
deuda
Estado de
resultados
Costos totales
producciónadministraciónventas-financieros
Inversión total fija y
diferida
Punto de equilibrio
Depreciación y
amortización
Capital de trabajo
Balance general
Costo de capital
Evaluación
económica
• Determinación de costos.
Costo es una palabra muy utilizada, pero
nadie ha logrado definirla con exactitud,
debido a su amplia aplicación, pero se
puede decir que el costo es un
desembolso en efectivo o en especie
hecho en el pasado, en el presente, en el
futuro o en forma virtual. Véase algunos
ejemplos: los costos pasados, que no
tienen efecto para propósitos de
evaluación, se llaman costos hundidos, a
los costos o desembolsos hechos en el
presente (tiempo cero) en una evaluación
Productividad Industrial
económica se les llama inversión, en un
estado de resultados proforma o
proyectado en una evaluación, se
utilizarían los costos futuros, y el llamado
costo de oportunidad sería un buen
ejemplo de costo virtual, así como
también lo es el hecho de hacer lar cargos
por depreciación en un estado de
resultados, sin que en realidad se haga un
desembolso.
También es importante señalar que la
evaluación de proyectos es una técnica de
planeación, y la forma de tratar el aspecto
contable no es tan rigurosa, lo cual se
demuestra cuando por simplicidad, las
cifras se redondean al millar más cercano.
Esto es así, pues no hay que olvidar que se
trata de predecir lo que sucederá en el
futuro, y sería absurdo decir, por ejemplo,
que los costos de producción para el
tercer año de funcionamiento del proyecto
serán de $90 677 804.00. No hay forma
de predecir con tanta exactitud el futuro.
Por lo anterior, debe quedar claro y
aceptado que el redondeo de las cifras a
miles no afecta en absoluto la evaluación
económica y no se viola ningún principio
contable, puesto que aquí no se trata de
controlar las cifras del proyecto, pues sería
tanto como querer controlar con esa
rigurosidad el futuro, lo cual es imposible.
Costos de producción
Los costos de producción no son más que
un reflejo de las determinaciones
realizadas en el estudio técnico. Un error
en el costeo de producción generalmente
es atribuible a errores de cálculo en el
estudio técnico. El proceso de costeo en
producción es una actividad de ingeniería,
más que de contabilidad, si se determina
que el proceso productivo requiere de 25
73
obreros y sucede que cuando arranca la
planta se observa que éstos son
insuficientes y que aún faltan tres
trabajadores más, la responsabilidad no
será de contabilidad, que sólo se concretó
a anotar el salario de los trabajadores que
se estaban solicitando. El método de
costeo que se utiliza en la evaluación de
proyectos se llama costeo absorbente.
Esto significa que, por ejemplo, en caso
del cálculo del costo de la mano de obra,
se agrega al menos 35% de prestaciones
sociales al costo total anual, lo que
significa que no es necesario desglosar el
importe específico de cada una sino que
en una sola cifra del 35% se absorben
todos los conceptos que esas prestaciones
implican. Los costos de producción se
anotan y determinan con las siguientes
bases.
1. Costo de materia prima. No se debe
tomar en cuenta sólo la cantidad de
producto final que se desea, sino también
la merma propia de cada proceso
productivo. Por ejemplo, si se producirán
50 000 tornillos de 2 pulgadas de cabeza
redonda, y cada tornillo pesa 6.5 gramos,
no se deberá comprar material por esta
cantidad, es decir:
50 000 x 6.5 g = 325 kg de acero,
Ya que cierta cantidad de piezas saldrá
defectuosa, ya sea de la cabeza o de la
rosca; por tanto, un buen cálculo del
costo de la materia prima debe tomar en
cuenta la merma propia de cada proceso,
y para realizar este cálculo correctamente
es necesario revisar el balance respectivo
que se ha presentado en el estudio
técnico. En el caso de los tornillos se
acepta que una merma normal es del 1%,
74
entonces la materia prima que se utilizará
y se debe comprar es de:
325 x 1.01 = 328.25 kg de acero.
2. Costos de mano de obra. Para este
cálculo se consideran las determinaciones
del estudio técnico. Hay que dividir la
mano de obra del proceso en directa e
indirecta. La mano de obra directa es
aquella que interviene personalmente en
el proceso de producción, específicamente
se refiere a los obreros. La mano de obra
indirecta se refiere a quienes aun estando
en producción no son obreros, tales como
supervisores, jefes de turno, gerente de
producción, etcétera. A todo cálculo de
mano de obra, ya sea directa o indirecta,
se debe agregar al menos un 35% de
prestaciones sociales. Esto significa que
sobre el sueldo base anual hay que
agregar INFONAM, IMSS, vacaciones, días
festivos, aguinaldo, y otros, lo cual suma,
en promedio, un 35% adicional.
3. Envases. Existen dos tipos de envases:
el envase primario que es el que está en
contacto directo con el producto; por
ejemplo, en aceite comestible será el
envase de plástico de 1 litro y el envase
secundario sería la caja de cartón o
plástico que contiene 12 o 20 botellas.
Para este cálculo también es necesario
considerar un determinado porcentaje de
merma y observar si el envase primario ya
contiene una etiqueta impresa o es
necesario pegarla, lo cual conlleva un
gasto adicional.
4. Costos de energía eléctrica. El
principal gasto por este insumo en una
empresa de manufactura se debe a los
motores eléctricos que se utilizan en el
Productividad Industrial
proceso. Para su cálculo, se toma en
cuenta la capacidad de cada uno de los
motores
que
intervienen
en
las
operaciones del proceso y el tiempo que
permanecen en operación por día, datos
contenidos en las gráficas de Gantt que se
incluyen en el estudio técnico, donde se
muestra el tiempo contra el desempeño
de cada una de las máquinas. En general,
el costo por alumbrado de las áreas y las
oficinas no es muy significativo respecto
del importe total; de hecho, en promedio,
es de 2% a 3% del costo de la energía
eléctrica que se consume en el proceso
productivo.
5. Costos de agua. Es un insumo
importante en algunos tipos de procesos
productivos. Lo mínimo a considerar en el
consumo son 150 litros por trabajador, de
acuerdo con la reglamentación vigente de
la Secretaría (o Ministerio) del Trabajo.
6. Combustibles. Se considera todo tipo
de combustible que se utilice en el
proceso, tal como gas, diesel, gasolina,
etcétera. En general se calcula como un
rubro por separado debido a que en
algunos procesos productivos, el consumo
de combustible puede ser muy elevado.
Control de calidad. Durante años se
consideró a la función de control de
calidad como dependiente de la gerencia
de
producción.
Actualmente,
el
departamento de control de calidad tiene
autonomía y es una función muy
importante en la empresa moderna.
Realizar un control de calidad adecuado al
interior de la planta resulta costoso, y para
negocios muy pequeños es imposible
invertir en todos los equipos necesarios, lo
cual no significa que éste no se lleve a
Productividad Industrial
cabo. Si se decide realizar el control de
calidad en las propias instalaciones, debe
tomarse en cuenta que se requiere de una
inversión en equipo, de un área
disponible, de personal capacitado que
realice cotidianamente los análisis o las
pruebas correspondientes y que muchas
de ellas requieren de sustancias químicas.
En caso contrario, es decir cuando los
promotores del proyecto deciden no tener
un departamento de control de calidad
dentro de la propia industria, entonces
deberán contratar un servicio externo que
realice tales pruebas y lleve a cabo esta
función cotidianamente. Cualquiera que
sea la decisión, dentro de los costos de
producción siempre deberá aparecer un
rubro llamado costos de control de
calidad.
8. Mantenimiento. El cálculo de este
rubro es similar al de control de calidad.
Los promotores del proyecto deberán
decidir si esta actividad se realiza dentro
de la empresa o si se contrata un servicio
externo.
Si
se
decide
realizarla
internamente
existe
la
misma
consideración de necesidades de inversión
en equipo, área disponible, personal
capacitado, etcétera, además de que este
costo
dependerá
del
tipo
de
mantenimiento que se pretende dar.
Independientemente de la decisión, los
costos de producción siempre deberán
contener un concepto llamado costos de
mantenimiento.
9. Cargos
de
depreciación
y
amortización. Ya se ha mencionado que
éstos son costos virtuales, es decir, se
tratan y tienen el efecto de un costo, sin
serlo. Para calcular el monto de los cargos
se utilizan los porcentajes autorizados por
75
la ley tributaria vigente en el país. Los
cargos de depreciación y amortización,
además de reducir el monto de los
impuestos, permiten la recuperación de la
inversión por el mecanismo fiscal que la
propia ley tributaria ha fijado. Toda
inversión que realice el promotor del
proyecto
(inversionista)
puede
ser
recuperada por medio de estos cargos, de
forma que es necesario estar al tanto de
los tipos de inversiones realizadas y de la
forma en que se recuperará esa inversión.
Así, los costos de producción deberán
contener
este
concepto,
pero
exclusivamente sobre las inversiones
realizadas en esa área.
10. Otros costos. Se han mencionado los
principales conceptos relacionados con los
costos de producción, pero éstos no son
todos los costos que se originan en esa
área. También existen gastos por
detergentes, refrigerantes, uniformes de
trabajo, dispositivos de protección para
los trabajadores, etcétera. Su importe es
tan pequeño en relación con los demás
costos, que tal vez no vale la pena
determinarlos detalladamente. Por esto, se
agrupan en el rubro otros costos, donde
se incluye cualquier otro costo pequeño y
no considerado en los nueve conceptos
antes dichos.
11. Costos
para
combatir
la
contaminación. Éste es un aspecto que
hasta hace pocos años no se tomaba en
cuenta. Muchas fábricas contaminaban
ríos, lagunas, la atmósfera o la tierra sin
que hubiera leyes que protegieran al
ambiente. Actualmente, además de la
existencia de tales leyes, se cuenta con las
normas IS014000, que aun cuando no son
obligatorias
para
las
empresas
76
contaminantes, cada día se ejerce más
presión para que se adopten, instalando
equipos anticontaminantes y elaborando
programas definidos para que a mediano
plazo dejen de contaminar. Las presiones
van desde grupos sociales ambientalistas
hasta que un banco comercial decline una
solicitud de crédito, o un cliente se niegue
a comprar sus productos.
Combatir la contaminación proveniente de
un proceso productivo requiere de
inversión en equipo y un costo periódico
para mantener y controlar el o los equipos
adquiridos
para
combatir
la
contaminación.
Seguramente
la
implantación de tales programas también
requiere de mano de obra. Todos estos
gastos a los que se les puede llamar
genéricamente costos por contaminación
o costos para combatir la contaminación,
deben ser atribuidos a los costos de
producción, ya que es ahí donde se
genera el problema.
Desde luego no todos los negocios
tendrán estos costos, pues no todos los
procesos son contaminantes, pero sí es
importante recalcar que los proyectos de
empresas
que
contaminan
deben
considerarlos de forma obligatoria, pues
tarde o temprano tendrán que incurrir en
ellos. Un costo de este tipo puede ser tan
pequeño como el equivalente a disponer
apropiadamente de toneladas de basura
que a diario se generan, o tan grande
como comprar equipos o sistemas
anticontaminantes y mantenerlos en uso
cotidianamente.
Costos de administración: Son, como su
nombre lo indica, los costos que
provienen para realizar la función de
Productividad Industrial
administración en la empresa. Sin
embargo, tomados en un sentido amplio,
no sólo significan los sueldos del gerente
o director general y de los contadores'
auxiliares, secretarias, así como los gastos
de oficina en general. Una empresa de
cierta envergadura puede contar con
direcciones o gerencias de planeación,
investigación y desarrollo, recursos
humanos y selección de personal,
relaciones públicas, finanzas o ingeniería
(aunque este costo podría cargarse a
producción). Esto implica que fuera de las
otras dos grandes áreas de una empresa,
que son producción y ventas, los gastos
de todos los demás departamentos o
áreas (como los mencionados) que
pudieran existir en una empresa se
cargarán a administración y costos
generales. También deben incluirse los
correspondientes cargos por depreciación
y amortización.
Costos de venta: En ocasiones, el
departamento o gerencia de ventas
también es llamado de mercadotecnia. En
este sentido, vender no significa sólo
hacer llegar el producto al intermediario o
consumidor, sino que implica una
actividad
mucho
más
amplia.
Mercadotecnia abarca, entre otras muchas
actividades, la investigación y el desarrollo
de nuevos mercados o de nuevos
productos adaptados a los gustos y
necesidades de los consumidores; el
estudio de la estratificación del mercado;
las cuotas y el porcentaje de participación
de la competencia en el mercado; la
adecuación de la publicidad que realiza la
empresa; la tendencia de las ventas,
etcétera.
Como
se
observa,
un
departamento de mercadotecnia puede
constar no sólo de un gerente, una
Productividad Industrial
secretaria, vendedores y chóferes, sino
también de personal altamente capacitado
y especializado, cuya función no es
precisamente vender. La magnitud del
costo de venta dependerá tanto del
tamaño de la empresa, como del tipo de
actividades que los promotores del
proyecto quieran que desarrolle ese
departamento.
La agrupación de costos que se ha
mencionado,
como
producción,
administración y ventas, es arbitraria. Hay
quienes
agrupan
los
principales
departamentos y funciones de la empresa
como productos, recursos humanos,
finanzas y mercadotecnia, subrayando así
la delegación de responsabilidades.
Cualquiera que sea la clasificación que se
dé, influye muy poco o nada en la
evaluación general del proyecto. Sin
embargo, sí tiene una gran utilidad si se
realiza un análisis del costo marginal por
departamento se debe incluir depreciación
y amortización.
En la presentación del caso práctico se
dan las bases y se realiza la determinación
de cada uno de los costos.
Costos financieros: Son los intereses que
se deben pagar en relación con capitales
obtenidos en préstamo. Algunas veces
estos costos se incluyen en los generales y
de administración, pero lo correcto es
registrarlos por separado, ya que un
capital prestado puede tener usos muy
diversos y no hay por qué cargarlo a un
área específica. La ley tributaria permite
cargar estos intereses como gastos
deducibles de impuestos. El detalle de
cómo se calculan y se aplican.
77
• Inversión.
La inversión inicial comprende la
adquisición de todos los activos fijos o
tangibles y diferidos o intangibles
necesarios para iniciar las operaciones de
la empresa, con excepción del capital de
trabajo.
Se entiende por activo tangible (que se
puede tocar) o fijo, los bienes propiedad
de la empresa, como terrenos, edificios,
maquinaria, equipo, mobiliario, vehículos
de transporte, herramientas y otros. Se le
llama fijo porque la empresa no puede
desprenderse fácilmente de él sin que ello
ocasione problemas a sus actividades
productivas (a diferencia del activo
circulante).
Se entiende por activo intangible el
conjunto de bienes propiedad de la
empresa
necesarios
para
su
funcionamiento, y que incluyen: patentes
de invención, marcas, diseños comerciales
o industriales, nombres comerciales,
asistencia técnica o transferencia de
tecnología, gastos preoperativos, de
instalación y puesta en marcha, contratos
de servicios (como luz, teléfono, télex,
agua, corriente trifásica y servicios
notariales), estudios que tiendan a
mejorar en el presente o en el futuro el
funcionamiento de la empresa, como
estudios administrativos o de ingeniería,
estudios de evaluación, capacitación de
personal dentro y fuera de la empresa,
etcétera.
En el caso del costo del terreno, éste debe
incluir el precio de compra del lote, las
comisiones a agentes, honorarios y gastos
notariales, y aun el costo de demolición de
estructuras existentes que no se necesiten
78
para los fines que se pretenda dar al
terreno. En el caso del costo de equipo y
de maquinaria, debe verificarse si éste
incluye fletes, instalación y puesta en
marcha.
En la evaluación de proyectos se
acostumbra presentar la lista de todos los
activos tangibles e intangibles, anotando
qué se incluye en cada uno de ellos.
• Cronograma de actividades.
Capitalizar el costo de un activo significa
registrarlo en los libros contables como un
activo. No existen normas que regulen el
tiempo en que deba registrarse un activo
a modo de correlacionar los fines fiscales
con los contables, lo cual provoca
diferencias entre ambos criterios. Por
tanto, el tiempo ocioso durante el cual el
equipo no presta servicios mientras se
instala, no se capitaliza (no se registra) de
ordinario,
tanto
por
razones
conservadoras como para reducir el pago
de impuestos.
Para controlar y planear mejor lo anterior,
es necesario construir un cronograma de
inversiones o un programa de instalación
del equipo. Éste es simplemente un
diagrama de Gantt, en el que, tomando
en cuenta los plazos de entrega ofrecidos
por los proveedores, y de acuerdo con los
tiempos que se tarde tanto en instalar
como en poner en marcha los equipos, se
calcula el tiempo apropiado para
capitalizar o registrar los activos en forma
contable. Por lo anterior se recomienda,
en una evaluación, elaborar dicho
diagrama, el cual se ilustra y desarrolla en
la presentación práctica del estudio.
•
Depreciaciones y amortizaciones.
Productividad Industrial
El término depreciación tiene exactamente
la misma connotación que amortización,
pero el primero sólo se aplica al activo fijo,
ya que con el uso estos bienes valen
menos; es decir, se deprecian; en cambio,
la amortización sólo se aplica a los activos
diferidos o intangibles, ya que, por
ejemplo, si se ha comprado una marca
comercial, ésta, con el uso del tiempo, no
baja de precio o se deprecia, por lo que el
término amortización significa el cargo
anual que se hace para recuperar la
inversión.
Cualquier
empresa
que
esté
en
funcionamiento, para hacer los cargos de
depreciación
y
amortización
correspondientes deberá basarse en la ley
tributaria. El monto de los cargos hechos
en
forma
contable
puede
ser
esencialmente distinto del de los hechos
en forma fiscal. Aquí sólo se tratará el
caso fiscal.
Ahora es conveniente preguntar y explicar,
¿cuál es el propósito real de hacer unos
cargos llamados costos por depreciación y
amortización? ¿Qué pretende el gobierno
con esto y cuál es el beneficio del usuario
o causante?
Suponga que se adquiere un bien por
$200 como parte de la inversión de una
empresa. En el momento de la compra se
paga el valor total de ese equipo. El objeto
del gobierno y el beneficio del
contribuyente es que toda inversión sea
recuperada por la vía fiscal (excepto el
capital de trabajo). Esto lo logra el
inversionista haciendo un cargo llamado
costos por depreciación y amortización. La
inversión y el desembolso de dinero ya se
realizó en el momento de la compra, y
Productividad Industrial
hacer un cargo por el concepto
mencionado implica que en realidad ya no
se está desembolsando ese dinero;
entonces, se está recuperando. Al ser
cargado un costo sin hacer el desembolso,
se aumentan los costos totales y esto
causa, por un lado, un pago menor de
impuestos; y por otro, es dinero en
efectivo disponible.
Ahora la pregunta es, ¿qué cantidad
porcentual del valor del bien se puede
recuperar (cargar como costo) cada año y
cuántos años se tardará en recuperar todo
el valor del bien? El gobierno, con base en
el promedio de vida útil de los bienes les
asigna un porcentaje, según su tipo, y sólo
permite, en México, el uso del método de
depreciación llamado línea recta.
Prosiga con el ejemplo de que se ha
adquirido un bien en $200. Por ejemplo, si
éste fuera un mueble de oficina, el
porcentaje autorizado sería 10% anual; si
fuera un troquel, el porcentaje autorizado
sería 35% anual (véanse todos los
porcentajes autorizados en la ley
tributaria). El método de línea recta
consiste en depreciar (recuperar) una
cantidad igual cada año por determinado
número de años, los cuales están dados
por el propio porcentaje aplicado. Si el
bien fuera el mueble de oficina con un
costo de $200 y una tasa de depreciación
anual de 10%, entonces cada año y
durante 10 se recuperará 10% de 200, es
decir, 20 hasta completar los 200 en 10
años. Si el bien adquirido fuera un
troquel, cada año y durante tres años, se
recuperaría 35% del valor, y quedaría así:
Primer año
Segundo año
200 x 35% = 70
200 x 35% = 70
79
Tercer año
200 x 30% = 60
100% 200
Si se tratara del troquel, el efecto fiscal
sería que después de que en tres años se
hubiera recuperado todo el valor del bien,
hacia el cuarto año ya no se podría hacer
fiscalmente ningún cargo, aunque la
empresa mantuviera el bien en uso.
El gobierno pretende con este mecanismo
que
toda
inversión
privada
sea
recuperable
por
vía
fiscal,
independientemente de las ganancias que
dicha empresa obtenga por concepto de
ventas.
Además,
si
las
empresas
remplazaran los equipos al término de su
vida fiscal, la planta productiva del país se
activaría en alto grado.
Si la depreciación normal implica una
recuperación
de
la
inversión,
la
depreciación acelerada implica que esa
recuperación sea más rápida. El método
general (hay varios de ellos) consiste en
aplicar tasas más altas en los primeros
años, con lo cual se pagan menos
impuestos porque se aumentan los costos
y se recupera más rápido el capital, sobre
todo en los primeros años, cuando las
empresas normalmente tienen problemas
económicos.
En el caso práctico que se presenta al final
de esta parte, se utilizó el método de línea
recta y aparecen las tasas autorizadas por
la ley y los cargos correspondientes. En el
mismo ejemplo aparece una columna
llamada valor de rescate fiscal a los cinco
años. Esto significa que como el estudio
sólo se hizo para un horizonte de cinco
años y en ese momento se corta
80
artificialmente el tiempo para hacer la
evaluación, para hacer correctamente esta
última es necesario considerar el valor
fiscal de los bienes de la empresa en ese
momento. Para su aplicación en la
evaluación véase la sección 5.1.1. El valor
de rescate o de salvamento se calcula
restando al valor de adquisición la
depreciación
acumulada
hasta
ese
periodo. En el ejemplo de comprar un
mueble de oficina con valor de adquisición
de $200 y tasa aplicada de 10%, su valor
de salvamento sería:
valor de adquisición $200
menos la depreciación acumulada hasta el
año 5 = 20 x 5 = 100
• Capital de trabajo.
Desde el punto de vista contable, este
capital se define como la diferencia
aritmética entre el activo circulante y el
pasivo circulante. Desde el punto de vista
práctico, está representado por el capital
adicional (distinto de la inversión en activo
fijo y diferido) con que hay que contar
para que empiece a funcionar una
empresa; esto es, hay que financiar la
primera producción antes de recibir
ingresos; entonces, debe comprarse
materia prima, pagar mano de obra
directa que la transforme, otorgar crédito
en las primeras ventas y contar con cierta
cantidad en efectivo para sufragar los
gastos diarios de la empresa. Todo esto
constituiría el activo circulante. Pero así
como hay que invertir en estos rubros,
también se puede obtener crédito a corto
plazo en conceptos como impuestos y
algunos servicios y proveedores, y esto es
el llamado pasivo circulante. De aquí se
origina el concepto de capital de trabajo,
Productividad Industrial
es decir, el capital con que hay que contar
para empezar a trabajar.
Aunque el capital de trabajo es también
una inversión inicial, tiene una diferencia
fundamental con respecto a la inversión
en activo fijo y diferido, y tal diferencia
radica en su naturaleza circulante. Esto
implica que mientras la inversión fija y la
diferida pueden recuperarse por la vía
fiscal, mediante la depreciación y la
amortización, la inversión en capital de
trabajo no puede recuperarse por este
medio, ya que se supone que, dada su
naturaleza, la empresa se resarcirá de él a
corto plazo.
El
activo
circulante
se
compone
básicamente de tres rubros: valores e
inversiones, inventarios y cuentas por
cobrar. A continuación se describe cada
uno de ellos y se da la pauta para su
cálculo:
a) Valores e inversiones. Este concepto
sustituye al antiguo de caja y bancos. La
razón es simple: es el efectivo que siempre
debe tener la empresa para afrontar no
sólo gastos cotidianos, sino también los
imprevistos y actualmente la banca
comercial del país se ha diversificado de
tal forma que es posible invertir dinero a
plazos muy cortos. Se cometería un error
si se tuviera efectivo en la empresa para
cubrir tales gastos. Los teóricos de las
finanzas como Marshalll sostienen que
aquella
empresa
que
invierte
adecuadamente
sus
excedentes
de
efectivo a corto plazo, puede elevar el
rendimiento de la inversión de la empresa
hasta en un 30%, lo cual reafirma el hecho
de que es erróneo mantener efectivo en la
compañía. Lo que se debe hacer es invertir
Productividad Industrial
todo el producto de las ventas diarias o
cualquier dinero que se reciba por otro
concepto, a plazos tales que el dinero esté
disponible en la fecha y en las cantidades
necesarias, pero ganando siempre un
interés, es decir, se puede hacer todo,
menos dejar al dinero ocioso. Algunos
instrumentos de inversión, como la
Cuenta Maestra en México, tienen una
disponibilidad de dinero inmediata y a
pesar de eso es una inversión que produce
buenos rendimientos. La empresa necesita
tener siempre dinero disponible por varias
razones: la primera, para solventar los
gastos cotidianos; la segunda, para
enfrentar contingencias; y la tercera para
aprovechar ofertas de materia prima que
se presentaran en el mercado.
Existen varios modelos para calcular el
dinero que se debe tener disponible, como
el modelo Baumol, que es determinístico;
supone que se pueden programar con
exactitud las fechas y las necesidades de
dinero en efectivo, más una cantidad extra
como seguridad. Con esto se hace una
programación
de
inversiones
en
cualquiera de las decenas de instrumentos
de inversión que ahora existen, los cuales
ofrecen diferentes rendimientos, plazos y
liquidez.
Cuando arranca la operación de una
empresa, la cantidad de efectivo a tener
debe ser suficiente para cubrir todos los
gastos de producción y administrativos,
desde el primer día de operación, hasta el
día en que se empiece a recibir dinero por
la venta a crédito que se hizo en los
primeros días de producción, de forma
que
esa
cantidad
dependerá
exclusivamente del crédito que se otorgue
81
en los primeros
producto.
días
de
venta
del
b) Inventario. ya se han mencionado los
tipos de inventario que existen y que es
muy difícil, si no imposible, establecer una
fórmula general para calcular el inventario
del producto en proceso y del producto
terminado, por lo que aquí sólo se hablará
del inventario de materia prima. Muchos
son los textos que se han dedicado al
estudio y desarrollo de modelos de
inventarios, y aquí, por supuesto, no se
tratará detalladamente este aspecto. Se
pretende sólo presentar un modelo que
ayude al evaluador a determinar de
manera aproximada cuál sería la inversión
en inventarios que tendrían que hacer los
promotores del proyecto al iniciar las
operaciones de la empresa.
El modelo que se presenta es el llamado
lote económico, el cual se basa en la
consideración de que existen ciertos
costos que aumentan mientras más
inventario se tiene, como el costo de
almacenamiento, seguros y obsolescencia,
y existen otros que disminuyen cuanto
mayor es la cantidad existente en
inventarios, como ocurre con las
interrupciones en producción por falta de
materia prima, los posibles descuentos en
las compras y otros. El lote económico
encuentra el equilibrio entre los costos
que aumentan y los que disminuyen, de
manera que aplicando el modelo se
optimiza económicamente el manejo de
inventarios. El costo mínimo se encuentra
comprando cierta cantidad de inventario,
y se calcula como:
Lote económico = LE =√2FU/CP
82
donde: LE la cantidad óptima que será
adquirida cada vez que se compre materia
prima para inventario.
F
costos fijos de colocar y recibir una
orden de compra.
U consumo anual en unidades de
materia prima (I,kgton).
C costo para mantener el inventario,
expresado como la tasa de rendimiento
que produciría el dinero en una inversión
distinta a la inversión en la compra de
inventarios. Como referencia se puede
usar la tasa bancaria vigente en este
momento.
P
precio de compra unitario.
Ejemplo:
Suponga que los datos que se tienen son:
U = 200
C = 70% = 0.7
p = 50
F = 20 Sustituyéndolos en la fórmula se
obtiene.
LE= 2x2Ox2OO = 15.1 unidades
0.7 x 50
Cada vez que se compre inventario, se
deberán adquirir 15.1 piezas, y además
365/15.1 = 24.17 indicará la frecuencia de
compra, que sería de 24 días,
aproximadamente. En conclusión, la
inversión en inventario inicial, si se sigue el
ejemplo, sería de:
15.1 x 50 = 755
Falta considerar el stock de seguridad y las
situaciones inesperadas que pudieran
surgir, ya que el modelo presupone que
haya reposición instantánea, consumo
Productividad Industrial
constante de materia prima y un stock de
seguridad aceptable. Habrá que calcular el
lote económico para cada materia prima
que se utilice en el proceso, y para fines
prácticos se ha encontrado en evaluación
de proyectos que se puede calcular el
valor de la inversión en inventarios como
el que tendría la producción en uno de
dos meses de trabajo.
c) Cuentas por cobrar. Este rubro se
refiere a que cuando una empresa inicia
sus operaciones, normalmente dará a
crédito en la venta de sus primeros
productos. Las cuentas por cobrar calculan
cuál es la inversión necesaria como
consecuencia de vender a crédito, lo cual
depende, por supuesto, de las condiciones
del crédito, es decir, del periodo promedio
de tiempo en que la empresa recupera el
capital. La fórmula contable es la
siguiente:
CxC= cuentas por cobrar=$ ventas anuales x p.p.r.
365
donde p.p.r. = periodo promedio de
recuperación. Por ejemplo, si el crédito a
que vende la empresa es 30-60, el p.p.r.
sería 45.
Pasivo circulante. Así como es necesario
invertir en activo circulante, también es
posible que cierta parte de esta cantidad
se
pida
prestada;
es
decir,
independientemente de que se deban
ciertos servicios a proveedores u otros
pagos,
también
puede
financiarse
parcialmente la operación. La pregunta es
ahora ¿qué cantidad será recomendable
pedir prestada a corto plazo (3 a 6 meses)
para cubrir una parte de la inversión
necesaria en capital de trabajo?
Productividad Industrial
En la práctica se ha visto que un criterio
apropiado para este cálculo es basarse en
el valor de la tasa circulante, definida
como:
TC = tasa circulante = activo circulante
pasivo circulante
El valor promedio en la industria es de TC
= 2.5, lo que indica que por cada 2.5
unidades monetarias invertidas en activo
circulante, es conveniente deber o
financiar una, sin que esto afecte
significativamente la posición económica
de la empresa. La práctica conservadora
aconseja que si disminuye el valor de TC
por debajo de uno, la empresa correrá el
grave riesgo de no poder pagar sus
deudas de corto plazo, y si la TC es muy
superior a 2.5, entonces la empresa está
dejando de utilizar un recurso valioso,
como lo es el financiamiento, aunque la
liquidez de la empresa a corto plazo sea
muy alta. La cantidad que la empresa
quiera pedir prestado también dependerá
de las condiciones del crédito y, en
especial, de la tasa de interés cargada.
El promedio industrial de TC = 2.5 se
aplica a empresas que ya están
funcionando, y para la evaluación de
proyectos es aconsejable asignar una TC
mayor a 3, aunque al poner en práctica el
proyecto esto dependerá de otras deudas
a corto y largo plazos que ya haya
adquirido la empresa, pues es claro que
mientras más deudas tenga, estará en
menores probabilidades de obtener
crédito de alguna institución financiera.
•
Punto de equilibrio.
83
El análisis del punto de equilibrio es una
técnica útil para estudiar las relaciones
entre los costos fijos, los costos variables y
los beneficios. Si los costos de una
empresa sólo fueran variables, no existiría
problema para calcular el punto de
equilibrio.
El punto de equilibrio es el nivel de
producción en el que los beneficios por
ventas son exactamente iguales a la suma
de los costos fijos y los variables.
En primer lugar hay que mencionar que
ésta no es una técnica para evaluar la
rentabilidad de una inversión, sino que
sólo es una importante referencia a tomar
en cuenta, además, tiene las siguientes
desventajas:
a) Para su cálculo no se considera la
inversión inicial que da origen a los
beneficios proyectados, por lo que no es
una
herramienta
de
evaluación
económica.
b) Es difícil delimitar con exactitud si
ciertos costos se clasifican como fijos o
como variables, y esto es muy importante,
pues mientras los costos fijos sean
menores se alcanzará más rápido el punto
de equilibrio. Por lo general se entiende
que los costos fijos son aquellos que son
independientes
del
volumen
de
producción, y que los costos directos o
variables son los que varían directamente
con el volumen de producción; aunque
algunos costos, como salarios y gastos de
oficina, pueden asignarse a ambas
categorías. En el caso práctico presentado
al final de la parte se clasifican los costos y
se calcula el punto de equilibrio.
84
c) Es inflexible en el tiempo, esto es, el
equilibrio se calcula con unos costos
dados, pero si éstos cambian, también lo
hace el punto de equilibrio. Con la
situación tan inestable que existe en
muchos países, y sobre todo en México,
esta herramienta se vuelve poco práctica
para fines de evaluación.
Sin embargo, la utilidad general que se le
da es que es posible calcular con mucha
facilidad el punto mínimo de producción
al que debe operarse para no incurrir en
pérdidas, sin que esto signifique que
aunque haya ganancias éstas sean
suficientes para hacer rentable el
proyecto. También sirve en el caso de una
empresa que elabora una gran cantidad
de productos y que puede fabricar otros
sin inversión adicional, como es el caso de
las compañías editoriales, las panaderías y
las fábricas de piezas eléctricas, las cuales,
con este método evalúan fácilmente cuál
es la producción mínima que debe
lograrse en la elaboración de un nuevo
artículo para lograr el punto de equilibrio.
Si se vende una cantidad superior al punto
de equilibrio, el nuevo producto habrá
hecho una contribución marginal al
beneficio total de la empresa.
El punto de equilibrio se puede calcular en
forma gráfica, tal como aparece en la
figura, o bien, en forma matemática,
como se describe a continuación.
Los ingresos están calculados como el
producto del volumen vendido por su
precio, ingresos = P + Q. Se designa por
costos fijos a CF, y los costos variables se
designan por CV En el punto de equilibrio,
los ingresos se igualan a los costos totales:
Productividad Industrial
externas e internas y no sólo de la venta
de los productos.
PxQ=CF+CV
pero como los costos variables siempre
son un porcentaje constante de las ventas,
entonces el punto de equilibrio se define
matemáticamente como:
Punto de equilibrio (volumen de ventas)=
costos fijos totales
costos variables totales
volumen total de ventas
punto de equilibrio =
1-
CF
CV
PXQ-
• Estado de resultados.
La finalidad del análisis del estado de
resultados o de pérdidas y ganancias es
calcular la utilidad neta y los flujos netos
de efectivo del proyecto, que son, en
forma general, el beneficio real de la
operación de la planta, y que se obtienen
restando a los ingresos todos los costos en
que incurra la planta y los impuestos que
deba pagar. Esta definición no es muy
completa, pues habrá que aclarar que los
ingresos pueden prevenir de fuentes
Productividad Industrial
Una situación similar ocurre con los
costos, ya que los hay de varios tipos y
pueden provenir tanto del exterior como
del interior de la empresa. Para realizar un
estado de resultados adecuado, el
evaluador deberá basarse en la ley
tributaria, en las secciones referentes a la
determinación de ingresos y costos
deducibles de impuestos, aunque no hay
que olvidar que en la evaluación de
proyectos
se
están
planeando
y
pronosticando los resultados probables
que tendrá una entidad productiva, y esto,
de hecho, simplifica la presentación del
estado de resultados. Se le llama proforma porque esto significa proyectado, lo
que en realidad hace el evaluador:
proyectar (normalmente a cinco años) los
resultados económicos que supone tendrá
la empresa.
El estado de resultados es un cuadro que
sintetiza la información que se ha
obtenido en secciones anteriores. Aunque
los ingresos no se han calculado
explícitamente con anterioridad, sí se han
dado las bases para ello; éstos se calculan
como el producto del precio unitario de
venta multiplicado por la cantidad
vendida. De este modo, el cálculo de los
ingresos se simplifica al máximo. Sólo si la
planta estudiada tuviera una producción
de varios artículos esencialmente distintos
en uso y precio sería necesario el cálculo
separado y detallado de los ingresos
provenientes de la venta de esos
productos. Otro caso que ameritaría la
presentación por separado de los ingresos
se da cuando existe un subproducto o
desecho en la producción, que se puede
85
vender y que además representa un
porcentaje considerable de los ingresos.
• Evaluación económica.
El estudio de la evaluación económica es
la parte final de toda la secuencia de
análisis de la factibilidad de un proyecto.
Si no han existido contratiempos, se sabrá
hasta este punto que existe un mercado
potencial
atractivo;
se
habrán
determinado un lugar óptimo para la
localización del proyecto y el tamaño más
adecuado para este último, de acuerdo
con las restricciones del medio; se
conocerá y dominará el proceso de
producción, así como todos los costos en
que se incurrirá en la etapa productiva;
además, se habrá calculado la inversión
necesaria para llevar a cabo el proyecto.
Sin embargo, a pesar de conocer incluso
las utilidades probables del proyecto
durante los primeros cinco años de
operación, aún no se habrá demostrado
que
la
inversión
propuesta
será
económicamente rentable.
En este momento surge el problema sobre
el método de análisis que se empleará
para comprobar la rentabilidad económica
del proyecto. Se sabe que el dinero
disminuye su valor real con el paso del
tiempo, a una tasa aproximadamente
igual al nivel de inflación vigente. Esto
implica que el método de análisis
empleado deberá tomar en cuenta este
cambio de valor real del dinero a través
del tiempo. En esta parte se analizarán las
ventajas y desventajas de los métodos de
análisis que no toman en cuenta este
hecho.
Antes de presentar los métodos, se
intentará describir brevemente cuál es la
86
base de su funcionamiento. Suponga que
se deposita una cantidad P en un banco,
en la misma forma que se invierte cierta
cantidad de dinero en una empresa. La
cantidad se denota por la letra P, pues es
la primera letra de la palabra presente,
con lo que se quiere evidenciar que es la
cantidad que se deposita al iniciar el
periodo de estudio o tiempo cero (to).
Esta cantidad, después de cierto tiempo
de estar depositada en el banco o
invertida en una empresa, deberá generar
una ganancia a cierto porcentaje de la
inversión inicial P. Si de momento se le
llama i a esa tasa de ganancia y n al
número de periodos en que ese dinero
gana la tasa de interés i, n sería entonces
el número de periodos capitalizables. Con
estos datos, la forma en que crecerá el
dinero depositado en un banco, sin retirar
los intereses o ganancias generados, sería:
En el primer periodo de capitalización (n
= l), generalmente un año, denominado F
(futuro) a la cantidad acumulada en ese
futuro:
F1 = P+Pi= P(l+i) = P(l+i)1
en el periodo n = 2, la cantidad
acumulada hacia el fin de año sin retirar la
primera ganancia P¡ sería la cantidad
acumulada en el primer periodo (P + PI),
más esa misma cantidad multiplicada por
el interés que se gana por periodo:
F2 =P+ P¡ +(P+ Pí)i= P+ P¡ + P¡ +Pi2
=P(1+2i+i2)= F2 +P(J+i)2
Siguiendo el mismo razonamiento para
encontrar F, y F, (sin que se hayan retirado
los intereses), la cantidad acumulada en
Productividad Industrial
un futuro, después de n periodos de
capitalización, se expresa:
Fn = P(1 + ¡)n
Esto
introduce
el
concepto
de
equivalencia. Si se pregunta a cuánto
equivaldrán $1000 de hoy dentro de un
año, es correcto suponer que con base en
la fórmula para calcular cantidades
equivalentes del presente al futuro, y
sabiendo que P = 1000 (cantidad en
tiempo presente) y n = 1, la cantidad
equivalente de $1 000 dentro de un año
dependerá exclusivamente de la i o la tasa
de interés que se aplique. Tome una tasa
de referencia; por ejemplo, la tasa
inflacionaria. En México, hacia 1985, esta
tasa fue cercana a 90% (i = 0.9),
entonces:
F1 = 1000 (1 + 0.9)1 = 1900
Esto significa que si la tasa inflacionaria en
un año es de 90%, es exactamente lo
mismo tener $1000 al principio de un año
que $1900 al final de él. Si se compra un
artículo al principio del año (por ejemplo,
un libro) por $1000, al final de ese año
sólo se podrá adquirir el mismo libro si se
tiene casi el doble de dinero. Así, pues, las
comparaciones de dinero en el tiempo
deben hacerse en términos del valor
adquisitivo real o de su equivalencia en
distintos momentos, no con base en su
valor nominal.
Suponga otro ejemplo. Una persona pide
prestado $1 000 y ofrece pagar $1900
dentro de un año. Si se sabe que la tasa
de inflación en el próximo año será de
90% y se despeja P de la fórmula
Productividad Industrial
P=F= 1900 = 1000
(1+ ¡)n = (1 +0.9)1
El resultado indica que si se acepta hacer
el préstamo en esas condiciones, no se
estará ganando nada sobre el valor real
del dinero, ya que sólo será reintegrada
una cantidad exactamente equivalente al
dinero prestado. Por lo anterior, se
concluye que siempre que se hagan
comparaciones de dinero a través del
tiempo deben hacerse en un solo instante,
usualmente el tiempo cero o presente, y
siempre deberá tomarse en cuenta una
tasa de interés, pues ésta modifica el valor
del dinero conforme transcurre el tiempo.
CONTEXTUALIZAR CON:
Competencia Lógica
Seguir
procedimientos
mercadeo.
para
El alumno:
− Elaborará un cuestionario para
entrevistar a sus vecinos y
compañeros de clase para saber
los niveles de ingresos que
perciben y así conocer los
productos que se podrían vender
en su entorno.
Competencia Para la vida
Considerar que los proyectos bien
planeados
crean
beneficios
personales y profesionales.
El alumno:
− Calcular cuanto dinero tendrían
que invertir sus compañeros para
poner un negocio de café internet,
87
a como tendrían que cobrar la
hora y cuanto tiempo se tardarían
en recuperar su inversión.
1.2.3 Análisis de riesgos.
• Definición.
Los objetivos del análisis y administración
del riesgo en un proyecto de inversión son
los siguientes:
• Determinar, con alguna medida
cuantitativa, cuál es el riesgo al realizar
determinada inversión monetaria.
• Administrar el riesgo de tal forma que
pueda prevenirse la bancarrota de una
empresa.
Generalidades
Al final del siglo xx, y en pleno auge del
neoliberalismo, todas las economías de los
países en vías de desarrollo se han visto
afectadas por severas crisis; incluso Japón
tuvo una ligera crisis en 1998, misma que
pudo sortear bien gracias a que es una
país desarrollado y de alta rentabilidad en
sus sistemas de producción.
Exceptuando
a
los
siete
países
desarrollados y tal vez a China, el resto de
los países hemos sufrido las consecuencias
de la globalización de los mercados.
Fluctuaciones en el precio de materias
primas importadas, en las tasas de interés,
en la paridad monetaria de las monedas
débiles respecto a las monedas fuertes,
etcétera.
La evaluación de proyectos propone una
metodología general de planeación de la
nueva empresa y una serie de prácticas o
técnicas para resolver cada una de las
partes que constituyen esa metodología
general.
88
Ante la situación antes descrita, tanto
investigadores como inversionistas pueden
poner en duda, con justificada razón, la
validez tanto de una metodología como
de los resultados de un estudio de
factibilidad, pues si las condiciones
económicas bajo las cuales una inversión
se declara económicamente rentable,
cambian drásticamente con el tiempo, es
probable que la rentabilidad pronosticada
también pueda cambiar, y esto implica un
determinado riesgo, no considerado ni
cuantificado en un estudio de factibilidad.
Queriendo ahondar sobre estos aspectos
nace, en un principio, la inquietud de
aplicar los conceptos y técnicas hasta
ahora conocidos sobre el riesgo (de las
que se hace una breve crítica más
adelante), pero al aplicarlos a la realidad,
se observan resultados teóricamente bien
sustentados pero poco prácticos y de aquí
surge un nuevo enfoque para el análisis y
administración del riesgo que se presenta
en esta sección.
El grave problema de los países
latinoamericanos con altos índices de
inflación como Bolivia, Brasil, Argentina y
México, es que los estudios de factibilidad
en proyectos de inversión se hacen
tomando como base las declaraciones y
pronósticos de sus respectivos gobiernos
sobre las futuras situaciones económicas
de
sus
países,
pronósticos
que
normalmente no se cumplen.
Con esto se quiere indicar que en un
estudio de factibilidad técnico-económica
es imposible trabajar con los pronósticos
del gobierno o de cualquier otra fuente.
No tiene caso hacerlo, pues la realidad
dista mucho de lo pronosticado y esta
Productividad Industrial
situación probablemente no varíe mucho
en ningún país latinoamericano.
El principal riesgo es que el mercado
disminuya en cuanto a ventas.
Es evidente que cualquier inversión para
producir bienes lleva un riesgo implícito.
Este riesgo es menor entre más se conozca
sobre todas las condiciones económicas,
de mercado, tecnológicas, etcétera, que
rodea al proyecto. Sin embargo, no se
trata únicamente de declarar que un
proyecto de inversión es económicamente
rentable y con cierto riesgo bajo
determinadas condiciones y realizar la
inversión; si a corto plazo esas condiciones
iniciales cambian, la inversión ya hecha se
vuelve económicamente no rentable y la
empresa quebrará a los tres o cuatro años
de instalada.
Riesgo financiero.
Es cuando una empresa para comenzar
pidió un préstamo y los intereses se elevan
mucho y la empresa no lo tiene
contemplado por lo que no los puede
pagar y entonces quiebra.
El enfoque que aquí se presenta se llama
analítico-administrativo, porque no sólo
cuantifica de cierta forma al riesgo, sino
que,
mediante
su
administración,
pretende prevenir la quiebra de la
inversión hecha, anticipando la situación
con el tiempo suficiente para evitarla. Es
un intento más que se hace para tratar de
ayudar a resolver el problema de la
incertidumbre que plantea el futuro, por
medio de un enfoque más práctico que
teórico, tratando de resolver un problema,
más que enfatizarlo y adoptarlo a un
modelo matemático sin aplicaciones
prácticas que realmente tengan valor.
Riesgo tecnológico.
Se refiere al caso en que una empresa
vaya a la quiebra debido a que la
tecnología esta siendo utilizada de forma
deficiente.
Riesgo de mercado.
Productividad Industrial
• Valor esperado.
El valor comercial esperado es el VPN
esperado del proyecto, ajustado por las
probabilidades de recursos las diferencias
alternativas.
• Fuentes.
Endógenas.
Es cuando las variaciones del estudio
nacen o se originan en el interior del
proyecto o institución.
Exógenas.
Es cuando las variaciones del estudio
nacen o se originan en el exterior del
proyecto o institución.
• Diagrama de árbol.
Un diagrama de árbol es un método
gráfico para identificar todas las partes
necesarias para alcanzar algún objetivo
final. En mejora de la calidad, los
diagramas
de
árbol
se
utilizan
generalmente para identificar todas las
tareas necesarias para implantar una
solución.
Cómo interpretar un diagrama de
Árbol.
Han
de
realizarse
dos
preguntas
importantes para cada rama de un
diagrama de árbol: ¿garantizará la
realización de todas las actividades que
89
figuran a la derecha de un rectángulo
concreto que se alcance el objetivo que
contiene dicho rectángulo?, y ¿son
necesarias todas las actividades que
figuran a la derecha de un rectángulo
concreto para alcanzar con éxito ese
objetivo? Habrá que tener en cuenta los
errores más comunes que se suelen
cometer, como son omitir una tarea
importante,
llevar
a
cabo
tareas
innecesarias o no utilizar los resultados
para el seguimiento y aseguramiento de
que
se
realiza
el
trabajo
convenientemente. Para evitar dichos
errores, nos apoyaremos en otras
herramientas, como la tormenta de ideas,
el diagrama de flujo o la matriz de
planificación.
Cómo elaborar un diagrama de Árbol
1. Escribir el objetivo principal en el
extremo izquierdo de un papel amplio.
2. Subdividir y separar el objetivo principal
en objetivos secundarios.
3. Continuar subdividiendo o separando,
identificando
y
relacionando
otros
objetivos.
4. Garantizar una relación directa causaefecto entre un subtítulo y sus divisiones.
5. Confirmar que alcanzando todas las
submetas y tareas se logra el objetivo
principal
90
• Métodos ponderados.
Dentro de las técnicas econométricas, uno
de los métodos más usuales es el método
de mínimos cuadrados ordinarios (MCO).
La inferencia basada en este método tiene
como uno de los supuestos básicos, la
homogeneidad de varianzas. En caso de
no cumplirse este supuesto, el estimador
de MCO es insesgado pero ineficiente.
Uno de los métodos alternativos de
análisis cuando no se cumple este
supuesto, es el método de mínimos
cuadrados
ponderados
(MCP),
que
proporciona
el
mejor
estimador
linealmente insesgado (suponiendo que la
forma funcional de la varianza es
Productividad Industrial
conocida),
sin
embargo,
el
condicionamiento de la matriz de
información se ve afectado por las
magnitudes de los ponderadores. De tal
forma que pueden presentarse los
problemas asociados a la colinealidad, aún
cuando la matriz con las variables
explicativas esté bien condicionada. En el
presente trabajo se estudia la influencia de
los ponderadores en el condicionamiento
de la matriz de información, se muestra
que los métodos de diagnóstico basados
en la matriz con las variables explicativas
podrían ser inadecua-dos, así como las
soluciones que se derivan de esta.
CONTEXTUALIZAR CON:
Competencia Lógica
Analizar proveedores.
El alumno:
− Comentará con sus compañeros si
alguna vez han comprado algún
producto a cierto precio y se
dieron cuenta de que en otro lado
se conseguía a un menor precio,
esto a consecuencia de no planear
adecuadamente la compra.
− Comentará con sus compañeros si
amigos y familiares han puesto
negocios y no les funciono de la
forma en que esperaban y
fracasaron en su intento, esto por
no analizar los riesgos que
presentaba dicho negocio.
Competencia De calidad
Considerar que la calidad de
productos incrementa la rentabilidad.
Productividad Industrial
El PSP:
− Explicará como influye la calidad
de los productos o servicios en el
riesgo de no recuperar la
inversión.
− Explicará como influye la calidad
de los productos o servicios en el
precio que se requiere fijar.
Una
condición
indispensable
para
asegurar la implantación de una
estrategia de Calidad Total consiste en
definir y entender con claridad lo que
significa este concepto. Es decir, los
directivos de una organización que se
proponen implantar la Calidad Total
como estrategia para competir tienen
que saber exactamente lo que quieren
decir cuando hablan de calidad, o de
mejorar la calidad del producto o
servicio, tienen que saber como dividir la
calidad global de proyectos de mejora
manejables y como medir la calidad del
producto.
En la práctica, como lo refiere Ricchard J.
Schonberger, uno de los expertos en esta
materia, "... la calidad es como el arte.
Todos la alaban, todos la reconocen
cuando la ven, pero cada uno tiene su
propia definición de lo que es"
Los diccionarios, nos brindan una
primera base para la formación de este
marco teórico. Una de las definiciones
que encontramos en el Pequeño Larouse
Ilustrado nos dice que Calidad es la
cualidad de una cosa. Otra acepción
recogida del diccionario es que calidad
significa una manera de ser de una
persona o cosa. En estas definiciones
implícitamente se esta concibiendo a la
calidad como un atributo, propiedad o
característica que distingue a las
91
personas, a bienes y a servicios, lo cual
resulta ya una interesante aproximación
al concepto de calidad aplicado a las
organizaciones.
b)
El
organismo
internacional
de
normalización, ISO, en su norma 8402,
ha definido a la calidad como la totalidad
de características de una entidad que le
confiere la capacidad para satisfacer
necesidades explicitas e implícitas.
La primera etapa iniciada con la
revolución industrial consistió en la
inspección a los productos terminados,
clasificándolos como aprobados o
rechazados. Estos últimos debían ser
sometidos a un reprocesamiento en caso
de ser posible o simplemente eliminados.
La norma precisa que entidad es una
organización,
llámese
empresa
o
institución,
producto
o
proceso.
Complementando
esta
definición,
diremos que las necesidades explicitas se
definen
mediante
una
relación
contractual entre Clientes y Proveedores;
mientras las necesidades implícitas se
definen según las condiciones que
imperan en el mercado.
Los elementos que conforman las
necesidades
son
básicamente:
la
seguridad,
la
disponibilidad,
la
mantenibilidad, la confiabilidad, la
facilidad de uso, la economía (precio) y el
ambiente. Estas necesidades, excepto el
precio, se definen traduciendo aspectos y
características
necesarios
para
la
fabricación de un buen producto.
Evolución de la Calidad
De manera general, puede decirse que el
concepto de calidad y su aplicación,
hasta llegar al estado actual, ha tenido la
siguiente evolución:
a)
Control de calidad enfocada hacia
los productos terminados.
92
Control Estadístico de procesos.
c)
Control Total de Calidad o Calidad
Total.
En esta concepción tradicional, la calidad
normalmente se asocia con una cadena
de producción y a menudo se ve como
competidora
de
otras
prioridades
empresariales como la reducción de
costos y de la productividad. Para
aumentar la productividad se tenía que
sacrificar la calidad. Otro problema con
este concepto tradicional de la calidad es
el de centrarse en la corrección de errores
después de hechos; esta filosofía de
comprobar y arreglar después no sólo
permite la existencia de errores sino que
además los incorpora al sistema. Nuestra
experiencia como Clientes es que
demasiadas
veces
terminamos
comprando los errores que resulta de
comprobar y arreglar luego. Muchas
veces existen más posibilidades de
comprar bienes y servicios defectuosos
que perfectos. Pero si eso nos pasa a
nosotros como Clientes, la pregunta es
¿Que dirán los nuestros?.
El último problema de este enfoque, es
que resulta muy caro arreglar las cosas
que han salido mal. Pues cuanto más se
intenta mejorar con la calidad tradicional
mas caro resulta. La calidad tradicional es
algo impreciso, todos pensamos en ella
Productividad Industrial
de formas distintas, ocupa un lugar
secundario ante otros objetivos como la
productividad. No sólo permite errores
sino, que los incorpora al sistema a través
de la filosofía de comprobar y arreglar
luego. Esta forma de hacer las cosas
cuesta a las empresas muchísimo dinero
y les hace perder Clientes.
La segunda etapa, iniciada en la primera
mitad de este siglo, consistió en el
desarrollo y aplicación de técnicas
estadísticas para disminuir los costos de
inspección. Con este enfoque se logro
extender el concepto de calidad a todo el
proceso de producción, lográndose
mejoras significativas en términos de
calidad, reducción de costos y de
productividad. Las ventajas que ofrecía el
Control Estadístico permitió ampliar su
aplicación a otras áreas de la
organización; sin embargo se advirtió
que si bien este método mejoraba
tremendamente los resultados de la
empresa resultaba insuficiente para
enfrentar la creciente competitividad.
Es así como nace el Control Total de
Calidad y la idea del Mejoramiento
Continuo, como una manera de tener
éxito en el viaje hacia la excelencia, es
decir para lograr la Calidad Total. Este
concepto nació en la década de los
cincuenta en los Estados Unidos, pero
fue en Japón donde se desarrolla y aplica
a plenitud, introduciéndose importantes
y novedosos conceptos tales como :
·
La calidad significa satisfacción de
las necesidades y expectativas del cliente.
·
La concepción de clientes internos y
clientes externos.
Productividad Industrial
·
La responsabilidad de la dirección
en la calidad.
·
La calidad no solo debe buscarse en
el producto sino en todas las funciones
de la organización.
·
La participación del personal en el
mejoramiento permanente de la calidad.
·
La aplicación de principios y
herramientas para el mejoramiento
continuo de los productos y servicios.
COMPRENSION DEL SIGNIFICADO DE
LA CALIDAD TOTAL
El concepto de Calidad Total, originado a
partir del concepto ampliado de control
de calidad (Control Total de Calidad), y
que el Japón ha hecho de el uno de los
pilares de su renacimiento industrial, ha
permitido uniformizar el concepto de
calidad definiéndola en función del
cliente y evitando así diversidad de
puntos de vista como sucedía en la
concepción tradicional. Es así pues como
la Calidad se hace total.
La Calidad es total porque comprende
todos y cada uno, de los aspectos de la
organización,
porque
involucra
y
compromete a todas y cada una de las
personas de la organización. La calidad
tradicional trataba de arreglar la calidad
después de cometer errores. Pero la
Calidad Total se centra en conseguir que
las cosas se hagan bien a la primera. La
calidad se incorpora al sistema. No es
ocurrencia tardía y los llamados niveles
de calidad aceptables se vuelven cada día
más inaceptables.
93
Complementando lo ya mencionado,
debemos decir que la Calidad Total es
reunir los requisitos convenidos con el
cliente y superarlos, ahora y en el futuro,
debemos partir por ser exactos con los
requisitos o especificaciones. Con esta
concepción de Calidad Total se supera la
imprecisión del pasado, no solo tiende a
ser exacta sino además medible. Otro
cambio que se obtiene como resultado
de esta concepción es la palabra Cliente.
Los clientes ya no son sólo los Usuarios
últimos de los bienes y servicios que
vendemos, ahora el termino se amplia
para incluir la idea de Cliente Interno, las
personas de la organización a quienes
pasamos nuestro trabajo. Con este
concepto obviamente todo el mundo en
la organización se convierte en cliente de
alguien; es mas adquiere un carácter dual
de ser Cliente y Proveedor a la vez.
Tal vez para entender mejor el concepto
de Calidad Total conviene comenzar
diciendo que el objetivo de toda
organización, grupo de trabajo, área o
puesto de trabajo o inclusive el individuo,
es generar un producto o servicio que va
a recibir otra organización, otra área u
otro individuo, a quien denominamos,
también llamado Usuario o Consumidor.
Algunos prefieren llamar Cliente cuando
se trata de un producto tangible como
por ejemplo un automóvil y Usuario
cuando se trata de un servicio, como por
ejemplo la salud o el servicio de
reparaciones.
En
nuestro
caso
denominaremos Cliente, sea que se trate
de producto o servicio.
Conviene precisar que el termino
producto se refiere al resultado que se
obtiene de un proceso o de una
94
actividad. Por consiguiente, en términos
generales, este resultado puede ser un
producto
tangible
(por
ejemplo,
materiales ensamblados o procesados), o
intangible (por ejemplo, conocimientos o
conceptos) o una combinación de estos;
producto es el trabajo realizado por un
puesto o estación de trabajo. También es
producto el resultado de una asesoría, o
un servicio educativo, etc., en general de
todas aquellas actividades donde el
resultado obtenido no se percibe como
un producto tangible.
Sin embargo, para los fines de la Calidad
Total se ha definido al término servicio
como el resultado generado por
actividades en la interfaz entre el
proveedor y el cliente y por actividades
internas del proveedor, con el fin de
conocer las necesidades del cliente.
Veamos por ejemplo, en el caso de la
Compañía Toyota la satisfacción del
cliente se clasifica en dos aspectos:
producto y servicio. Cuando se refieren al
producto quieren significar: calidad,
costo razonable y oportunidad en la
entrega. Por otro lado, el servicio para
esta empresa significa la comunicación y
el contacto permanente con el cliente, así
como
la
atención,
que
puede
desarrollarse incluso a tal vez de
actividades recreativas destinadas a los
clientes; así mismo forma parte del
servicio el mantener todas las mercancías
en contacto con el cliente, el seguimiento
postventa para verificar el grado de
satisfacción con el producto, y todo el
conjunto de interrelaciones o actividades
para captar la voz del cliente y
satisfacerlo mejor. Otras compañías
incluyen como parte del servicio el
denominado
"servicio
pre-venta"
Productividad Industrial
destinado a hacer conocer las bondades
del producto y la imagen de la empresa a
personas que no son clientes, que talvez
podrían serlo, pero no necesariamente.
necesidades y expectativas del cliente
para luego satisfacerlas y superarlas.
Desde el punto de vista de la Calidad
Total y aceptando las ideas expuestas en
el párrafo anterior los conceptos de
producto y servicio no están separados, o
bien el producto incluye al servicio, o
ambos aspectos (producto y servicio)
deben
planificarse
separada
y
simultáneamente para lograr satisfacer
mejor las necesidades y expectativas del
cliente.
De una manera sencilla podemos decir
que en la expresión Calidad Total, el
término Calidad significa que el Producto
o Servicio debe estar al nivel de
satisfacci&onacute; del cliente; y el
término Total que dicha calidad es
lograda con la participación de todos los
miembros de la organización. La Calidad
total comporta una serie de innovaciones
en el área de gestión empresarial que se
ha difundido por todos los países de
Europa y América, aplicándose no sólo a
las actividades manufactureras sino en el
sector de servicios y en la Administración
pública. Hoy en día, en el Perú, son
muchas las organizaciones que vienen
aplicando
con
éxito
esta
nueva
estrategia.
La Calidad Total significa un cambio de
paradigmas en la manera de concebir y
gestionar una organización. Uno de estos
paradigmas
fundamentales
y
que
constituye su razón de ser es el
perfeccionamiento
constante
o
mejoramiento continuo. La Calidad Total
comienza
comprendiendo
las
Productividad Industrial
95
DESARROLLO DE LA PRÁCTICA
Unidad de
aprendizaje:
1
Práctica número:
1
Nombre de la
práctica:
Diagrama de GANTT.
Propósito de la
práctica:
Al finalizar la práctica el alumno realizara un diagrama de GANTT considerando los
datos proporcionados para representar las tareas y tiempos con barras
Escenario:
Aula e Industria.
Duración:
2 hrs.
Materiales
• Hojas blancas.
96
Maquinaria y equipo
• PC.
Herramienta
• Software (Excel).
Productividad Industrial
Procedimiento
Realizar la practica con responsabilidad, limpieza, seguridad y trabajo en equipo.
­ Aplicar las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificar que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizar la ropa y equipo de trabajo.
1.
2.
Organizará al grupo en equipos de trabajo (máximo 4 integrantes).
Considerar los siguientes datos para el diagrama.
Tareas
Desarrollo de la
simulación
Recolectar datos
Escribir el software
Probar el software
Construir
la
computadora.
Desarrollar
la
interfaz de usuario.
Prueba
de
integración.
Prueba final.
Instalación.
Capacitación.
Prueba
del
vehículo.
Inicio
de
la
producción.
Construcción.
Instalación.
Primera entrega.
Producción total.
3.
4.
5.
6.
7.
8.
9.
0
Días transcurridos
2
1
Duración en días
3
0
0
0
5
4
3
3
0
2
0
1
1
6
3
4
1
3
1
1
2
3
1
4
5
12
10
10
12
0
0
0
0
9
4
2
2
9
4
2
2
10
0
8
8
8
14
13
11
1
0
0
0
4
7
6
5
5
7
6
5
Fecha de inicio
Días restantes
Seleccionar los datos a grafica resaltando los primeras cuatro columnas incluyendo los nombres de las
tareas.
Seleccionar el tipo de grafica en Excel (la de barra apilada).
Verificar el grafico con los demás equipos.
Hacer comentarios sobre los resultados obtenidos.
Realizar un reporte de la práctica.
Limpiar y guardo el equipo utilizado durante la práctica.
Limpiar y ordeno el área de trabajo.
4 Dar tratamiento a los residuos recuperables.
1 Disponer de los desechos biológicos contaminados y materiales.
Nota: Esta práctica se realizará las veces necesarias, hasta que el alumno alcance la competencia.
Productividad Industrial
97
Lista de cotejo de la práctica
número 1:
Diagrama de GANTT.
Nombre del alumno:
Instrucciones:
A continuación se presentan los criterios que van a ser verificados
en el desempeño del alumno mediante la observación del mismo.
De la siguiente lista marque con una 9 aquellas observaciones
que hayan sido cumplidas por el alumno durante su desempeño.
Desarrollo
Si
No
No
Aplica
­ Aplicó las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificó que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizó la ropa y equipo de trabajo.
1.
2.
3.
4.
5.
6.
7.
8.
9.
4
1
Organizó al grupo en equipos de trabajo (máximo 4 integrantes).
Consideró los siguientes datos para el diagrama.
Seleccionó los datos a grafica resaltando los primeras cuatro columnas
incluyendo los nombres de las tareas.
Seleccionó el tipo de grafica en excel (la de barra apilada).
Verificó el grafico con los demás equipos.
Hizo comentarios sobre los resultados obtenidos.
Realizó un reporte de la práctica.
Limpió y guardo el equipo utilizado durante la práctica.
Limpió y ordeno el área de trabajo.
Realizó la práctica con responsabilidad, limpieza, seguridad y trabajo en
equipo.
Dio tratamiento a los residuos recuperables.
Dispuso de los desechos biológicos contaminados y materiales.
Observaciones:
PSP:
Hora de
inicio:
98
Hora de
término:
Evaluación:
Productividad Industrial
Unidad de
aprendizaje:
2
Práctica número:
2
Nombre de la
práctica:
Calculo de la oferta y la demanda.
Propósito de la
práctica:
Al finalizar la práctica el alumno calculará la oferta y la demanda de productos en
base a datos obtenidos para determinar los niveles de ventas y compras.
Escenario:
Aula e Industria.
Duración:
4 hrs.
Materiales
•
•
•
•
•
•
•
•
•
•
Tabla de campo.
Hojas de papel.
Lápiz.
Goma.
Dibujos.
Diagramas.
Materiales varios.
Formatos.
Etiquetas.
PC.
Productividad Industrial
Maquinaria y equipo
Herramienta
• Proyector.
• Cañón.
• PC.
99
Procedimiento
Realizar la practica con responsabilidad, limpieza, seguridad y trabajo en equipo.
­ Aplicar las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificar que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizar la ropa y equipo de trabajo.
1.
2.
3.
Organizar al grupo en equipos de 2 a 3 personas máximo.
Utilizar hojas de excel para realizar las graficas.
Leer cuidadosamente los datos que a continuación se presentan.
Supongamos que en una playa del país (Acapulco) hay 25 jóvenes del lugar con una función de demanda
individual de veleros pequeños de p = (60 – q)/4 y otros 50 jóvenes veracruzanos que acaban de llegar con
demanda p = 10 – q, dada la fama que ha adquirido dicho deporte en el pueblo.
Suponiendo que existen, dos grupos ofertantes, por un lado, 2 tiendas en el puerto con función de oferta de p
= (q-75)/50 cada una, y por otro lado, 10 tiendas mas lejanas con funciones de oferta p = (q-35)/25 cada una:
4.
Calcular lo siguiente.
•
•
•
•
La demanda y oferta de mercado y el equilibrio de mercado.
El número de veleros que comprará cada joven de cada grupo.
El número de veleros que venderá cada tienda de cada grupo.
Representar gráficamente.
Vamos a suponer que el número de jóvenes veracruzanos que quieren comprarse un velero asciende a 250:
5.
Calcular lo siguiente.
•
•
•
•
100
Calcular la nueva demanda de mercado y el nuevo equilibrio.
El número de veleros que comprará cada joven de cada grupo.
El número de veleros que venderá cada tienda de cada grupo ofertante.
Representar gráficamente.
Productividad Industrial
Procedimiento
Los tiendas mas alejadas incrementan su capacidad: la oferta de cada una de estas pasa a ser p= (q-85)/25. La
demanda se mantendrá como en el apartado anterior).
6.
Calcular lo siguiente.
•
•
•
•
Calcular la nueva oferta de mercado y el nuevo equilibrio.
El número de veleros que comprará cada joven de cada grupo.
El número de veleros que venderá cada tienda de cada grupo ofertante.
Representar gráficamente.
Supongamos que el número de veracruzanos asciende a 250 y las tiendas mas lejanas incrementan su
capacidad a la vez.
7.
Calcular lo siguiente.
•
•
•
•
8.
9.
10.
Calcular el nuevo equilibrio y el nuevo equilibrio.
El número de veleros que comprará cada joven de cada grupo.
El número de veleros que venderá cada tienda de cada grupo ofertante.
Representar gráficamente.
Realizar un reporte de la práctica.
Limpiar y guardo el equipo utilizado durante la práctica.
Limpiar y ordeno el área de trabajo.
4 Dar tratamiento a los residuos recuperables.
1 Disponer de los desechos biológicos contaminados y materiales.
Nota: Esta práctica se realizará las veces necesarias, hasta que el alumno alcance la competencia.
Productividad Industrial
101
Lista de cotejo de la práctica
número 2:
Calculo de la oferta y la demanda.
Nombre del alumno:
Instrucciones:
A continuación se presentan los criterios que van a ser verificados
en el desempeño del alumno mediante la observación del mismo.
De la siguiente lista marque con una 9 aquellas observaciones
que hayan sido cumplidas por el alumno durante su desempeño.
Desarrollo
Si
No
No
Aplica
­ Aplicó las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificó que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizó la ropa y equipo de trabajo.
1.
Organizó al grupo en equipos de 2 a 3 personas máximo.
2.
Utilizó hojas de Excel para realizar las graficas.
3.
Leer cuidadosamente los datos que a continuación se presentan.
4.
Calculó lo siguiente.
5.
Calculó lo siguiente.
6.
Calculó lo siguiente.
7.
Calculó lo siguiente.
8.
Elaboró un reporte de la práctica.
9.
Limpió y guardar el equipo utilizado durante la práctica.
10. Limpió y ordenar el área de trabajo.
Realizó la práctica con responsabilidad, limpieza, seguridad y trabajo en
equipo.
4 Dio tratamiento a los residuos recuperables.
1 Dispuso de los desechos biológicos contaminados y materiales.
Observaciones:
PSP:
Hora de
inicio:
102
Hora de
término:
Evaluación:
Productividad Industrial
Unidad de
aprendizaje:
1
Práctica número:
3
Nombre de la
práctica:
Estudio de mercado.
Propósito de la
práctica:
Al finalizar la práctica el alumno elaborará un estudio de mercado considerando
algún producto o empresa a instalar para determinar su factibilidad
Escenario:
Aula e Industria.
Duración:
20 hrs.
Materiales
• Hojas blancas.
Productividad Industrial
Maquinaria y equipo
• PC.
Herramienta
• Calculadora.
• Software (Excel).
• Software (Word).
103
Procedimiento
Realizar la practica con responsabilidad, limpieza, seguridad y trabajo en equipo.
­ Aplicar las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificar que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizar la ropa y equipo de trabajo.
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
Formar equipos de 4 a 6 personas.
Presentará el PSP un caso para su análisis de algún producto que sea sencillo analizar y obtener
información confiable.
Redactará la introducción de forma detallada del porque se requiere instalar un negocio o producto.
Redactará los antecedentes del producto o de la empresa según sea el caso.
Redactará el marco de referencia de forma detallada.
Definirá el producto o negocio a instalar.
Realizará un análisis de la demanda.
Analizará datos.
•
De fuentes primarias.
•
Realizará encuestas para cuantificar el consumo.
•
Realizará cálculos del posible consumo.
•
Realizará análisis de fuentes secundarias.
•
Analizará las proyecciones optimistas y pesimistas de la demanda.
Realizará un análisis de la oferta.
•
Análisis históricos.
•
Proyección optimista y pesimista de la oferta.
•
Proyección optimista y pesimista de la oferta total del mercado.
Proyección optimista y pesimista de la demanda insatisfecha.
Realizará un análisis del precio.
Realizará un análisis de la proyección de precios.
Realizará un estudio de comercialización del producto.
Sacará conclusiones del estudio de mercado.
Elaborar un reporte de la práctica.
Limpiar y guardar el equipo utilizado durante la práctica.
Limpiar y ordenar el área de trabajo.
4 Dar tratamiento a los residuos recuperables.
1 Disponer de los desechos biológicos contaminados y materiales.
Nota: Esta práctica se realizará las veces necesarias, hasta que el alumno alcance la competencia.
104
Productividad Industrial
Lista de cotejo de la práctica
número 3:
Estudio de mercado.
Nombre del alumno:
Instrucciones:
A continuación se presentan los criterios que van a ser verificados
en el desempeño del alumno mediante la observación del mismo.
De la siguiente lista marque con una 9 aquellas observaciones
que hayan sido cumplidas por el alumno durante su desempeño.
Desarrollo
Si
No
No
Aplica
­ Aplicó las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificó que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizó la ropa y equipo de trabajo.
1.
2.
Formó equipos de 4 a 6 personas.
Presentó el PSP un caso para su análisis de algún producto que sea sencillo
analizar y obtener información confiable.
3.
Redactó la introducción de forma detallada del porque se requiere instalar
un negocio o producto.
4.
Redactó los antecedentes del producto o de la empresa según sea el caso.
5.
Redactó el marco de referencia de forma detallada.
6.
Definió el producto o negocio a instalar.
7.
Realizó un análisis de la demanda.
8.
Analizó datos.
•
De fuentes primarias.
•
Realizará encuestas para cuantificar el consumo.
•
Realizará cálculos del posible consumo.
•
Realizará análisis de fuentes secundarias.
•
Analizará las proyecciones optimistas y pesimistas de la demanda.
9.
Realizó un análisis de la oferta.
•
Análisis históricos.
•
Proyección optimista y pesimista de la oferta.
•
Proyección optimista y pesimista de la oferta total del mercado.
10. Proyectó optimista y pesimista de la demanda insatisfecha.
11. Realizó un análisis del precio.
12. Realizó un análisis de la proyección de precios.
13. Realizó un estudio de comercialización del producto.
14. Saco conclusiones del estudio de mercado.
15. Elaboró un reporte de la práctica.
16. Limpió y guardar el equipo utilizado durante la práctica.
17. Limpió y ordenar el área de trabajo.
Realizó la práctica con responsabilidad, limpieza, seguridad y trabajo en
equipo.
Productividad Industrial
105
4 Dio tratamiento a los residuos recuperables.
1 Dispuso de los desechos biológicos contaminados y materiales.
Observaciones:
PSP:
Hora de
inicio:
106
Hora de
término:
Evaluación:
Productividad Industrial
RESUMEN
El aprendizaje de los temas vistos en esta
unidad dará como resultado que el
alumno conozca:
Los métodos y técnicas para poder realizar
un análisis de de proyectos.
Esto con el fin de verificar si el proyecto va
a ser o no factible, esto para ponerse a
trabajar en el de lleno.
También proporciona información que
permite evaluar si este conviene o se le
tienen que hacer cambios para llevarlo
acabo.
Productividad Industrial
Algunos de los estudios que se tiene que
realizar son la investigación de mercado,
el análisis
económico, el estudio
financiero, el análisis de riegos, etc.
Al haber concluido con esta unidad se
tendrá un panorama más amplio de todas
las tareas a las que conlleva solo la fase de
análisis.
Para realizar dichos estudios nos tenemos
que auxiliar de innumerables técnicas,
pero unas de ellas nos ayudan a reducir el
trabajo y estás son las redes y los
diagramas. Los cuales nos facilitan la
organización y control de todos los pasos
o facetas para el análisis de proyectos.
107
Autoevaluación de conocimientos del capítulo 1
1. ¿Qué es un proyecto?
2. ¿Cuáles son las fases básicas de la evaluación de un proyecto?
3. ¿Cuales son los factores de éxito de un proyecto?
4. ¿Qué es el periodo de recuperación?
5. ¿Qué es el estudio de mercado?
6. ¿Qué es la evaluación económica?
7. ¿Qué es el estudio técnico?
8. ¿Qué es el mercado?
9. ¿Qué es la demanda?
10. ¿Qué es la oferta?
11. ¿Cuáles son los tipos de oferta?
12. ¿Qué es el análisis de precios?
13. ¿Cuáles son los tipos de redes?
14. ¿Qué es la comercialización de un producto?
15. ¿Qué es el tamaño óptimo de la planta?
16. ¿Qué es el método LANGE?
17. ¿Qué es el método de escalación?
108
Productividad Industrial
Planeación y Control del Proyecto
Al finalizar la unidad, el alumno planeará y controlará proyectos de acuerdo con
necesidades para verificar la eficacia del mismo.
Productividad Industrial
109
PLANEACIÓN Y
ELABORACIÓN DE
PROYECTOS
180 HRS
1. Análisis del Proyecto.
2. Planeación y Control
del Proyecto.
80 hrs.
100 hrs.
2.1 Planear proyectos de acuerdo con
la metodología establecida para su
implementación.
80 hrs.
2.2 Controlar proyectos utilizando
herramientas de control para
comparar resultados con los
objetivos fijados.
20 hrs.
110
Productividad Industrial
SUMARIO
¾ Organización de proyectos.
¾ Programación de proyectos.
¾ La planta.
¾ El proceso.
¾ Supervisión.
¾ Control.
RESULTADO DE APRENDIZAJE
2.1.
Planear proyectos de acuerdo con
la metodología establecida para su
implementación.
2.1.1 Organización
proyecto.
del
• Diagrama del proyecto.
Los diagramas utilizados para representar
las etapas o fases de un proyecto se
seleccionan de acuerdo con el tipo de
proyecto y el tamaño del mismo.
Las herramientas gráficas mas utilizadas
para representar proyectos son Gantt, Pert
y la ruta critica vistos en el tema 1.1.2.
•
Estructura
desglosada
del
trabajo.
La parte más importante de la etapa de
planeación es el desarrollo de una
estructura desglosada M trabajo (EDT). La
EDT define un conjunto de tareas
independientes
(también
llamadas
actividades o paquetes de trabajo) que
constituyen el proyecto, a fin de facilitar
las estimaciones de tiempo y costo, la
asignación de recursos y los sistemas de
monitoreo y control. Una EDT es una
jerarquía que empieza con el o los
Productividad Industrial
productos finales o terminados y muestra
cómo estos productos finales se pueden
subdividir en tareas o paquetes de trabajo
elementales. El o los productos finales
(que representan la meta del proyecto,
como informes, productos, edificios,
software, etcétera) se indican en el primer
nivel o nivel más alto de la EDI Los niveles
sucesivos proporcionan una identificación
cada vez más detallada de las tareas
individuales que constituyen la producción
del o los productos finales.
En el proceso para la definición de una
EDT se divide un proyecto en subproyectos
más pequeños, de manera que la suma de
todos estos subproyectos defina el
proyecto más grande. Un administrador
subdivide los proyectos hasta que siente
que comprende por completo la
naturaleza de los subproyectos y que los
ha definido de manera que los puede
controlar y medir. En general, un
administrador no subdivide los proyectos
en tareas elementales; por ejemplo, un
proyecto para escribir la documentación
de un nuevo producto de software podría
dividirse en capítulos, pero quizá no deba
dividirse en páginas o temas. Una EDT no
es una lista de verificación para que un
administrador
microadministre
un
paquete de trabajo; es una herramienta
importante para definir, supervisar y
comprender la naturaleza y avance de un
proyecto.
Youker (1989) indica que, en la práctica, el
proceso de construir una EDT suele ser
difícil porque los administradores deben
considerar tanto la estructura del
producto como la estructura del proceso
(las etapas del ciclo de vida).* Además, la
definición de los paquetes de trabajo tiene
111
implicaciones
significativas
en
la
programación de trabajadores y en la
asignación de recursos, así como en el
control de costos y presupuesto. Definir
mal las tareas puede ocasionar serios
problemas una vez que el proyecto está en
marcha.
Una EDT es semejante a la lista de
materiales que se usa en los procesos de
fabricación para identificar ensambles,
subensambles, componentes, etcétera,
que conforman un producto terminado (o
a una receta que define los ingredientes
para un platillo). Por esto, una EDT
también
se
conoce
como
árbol
genealógico
o
"diagrama
de
componentes". Dada esta estructura, es
lógico que la mayoría de las EDT se
construyan en forma descriptiva, donde
las tareas y las subtareas forman secciones
y subsecciones que indican las partes del
producto completo. Siguiendo un formato
de lista típico, las secciones que indican
tareas y subtareas se colocan con sangría
y se numeran en forma secuencial. Estos
números suelen asignarse de manera que
cada número entero representa cada
producto final. Las tareas en la lista de
este producto final tienen un número que
consta de este número entero, un punto
decimal y otro número. Cada subtarea
listada bajo una tarea tiene el número de
la tarea más un punto decimal y un
número. Por ejemplo, las tareas específicas
del tercer producto final se numeran 3.1,
3.2, ..., las subtareas de la tarea 3.1 se
numeran 3.1.1, 3.1.2, ... De esta manera,
cualquier tarea o subtarea se puede
rastrear hasta su producto final y
relacionarse con otras tareas o subtareas.
Obsérvese que la "descripción del plan de
112
proyecto" dada en esta sección constituye
una EDT.
Un administrador debe empezar el
proceso de definición de una EDT
identificando primero el o los productos
finales que constituyen los encabezados
principales. En casi todos los casos, estos
productos finales tomarán la forma de un
producto completo como un reporte, un
programa de computadora, un barco o un
edificio. Aunque en general los productos
finales se definen en el resumen inicial del
proyecto y en la definición del trabajo (o
en un contrato), los administradores
deben tener cuidado de que todos los
productos finales se definan con claridad
en términos comprensibles. Observe que
la administración (adecuada) del proyecto
con frecuencia se considera un producto
final separado; así, la administración del
proyecto, con frecuencia se enumera bajo
su propio encabezado.
El segundo nivel de detalle en una EDT
debe indicar los subsistemas principales
que definen cada producto final. Por
ejemplo, si el producto final es la creación
de un nuevo programa de computadora,
las tareas principales podrían incluir
prueba y depuración, documentación,
etcétera.
Los niveles subsiguientes (es decir, tercero,
cuarto, quinto, etcétera) en una EDT
reflejan una mayor subdivisión de los
subsistemas indicados en el segundo nivel.
En general, la cantidad de niveles en una
EDT depende de la complejidad del
producto final. Tres niveles pueden definir
casi todos los proyectos, aunque los
proyectos con productos finales muy
complejos pueden necesitar cuatro o aun
Productividad Industrial
cinco niveles. Más aún, la cantidad de
niveles puede variar entre los diferentes
productos finales dentro de un mismo
proyecto (es decir, un producto final
puede requerir cuatro niveles, mientras
que otro Puede requerir sólo dos).
y la relación de la tarea con la estructura
de la organización y el sistema contable.
Por otro lado, una EDT no debe definir
una lista de verificación extensa que
permita al administrador de proyectos
microadministrar al equipo del proyecto.
Las subtareas indicadas en el nivel más
bajo de una EDT representan los esfuerzos
de trabajo más pequeños definidos en un
proyecto; estas tareas también se conocen
como actividades o paquetes de trabajo.
Estos paquetes de trabajo corresponden a
las actividades o tareas que se usan en la
mayor parte de los paquetes de software
para administración de proyectos y
constituyen el conjunto de tareas
elementales que son la base para el
presupuesto, la programación y el control
del proyecto. Suele suponerse que la
subdivisión de estos paquetes de trabajo
ya no tiene sentido.
Idealmente, un paquete de trabajo debe
involucrar sólo a un individuo o un solo
grupo de especialistas o departamento
(aunque por supuesto no siempre es
posible). Existen varias reglas cortas que se
usan para definir los paquetes de trabajo
(algunas de ellas vienen de la prestigiosa
DoD and NASA Guide publicada por el
gobierno federal en 1962). Por ejemplo, la
DoD and NASA Guide especifica que
ningún paquete de trabajo debe tener un
valor mayor que $ 100 000 ni una
duración mayor a tres meses. Otra regla
usada
por
algunas
organizaciones
especifica que un paquete de trabajo no
debe exceder ochenta horas-trabajador.
Otra regla corta establece que las tareas
no deben ser mayores a 2% del total del
proyecto (por ejemplo, si se espera que el
proyecto dure ocho meses, ninguna tarea
individual debe durar más de 0. 16 meses
o alrededor de cinco días). Sin embargo, la
definición exacta de los paquetes de
trabajo puede variar mucho de un
proyecto a otro y depende en gran parte
de la naturaleza específica del proyecto y
del o los productos finales. Por ejemplo,
en un estudio de factibilidad para la
localización de un almacén, un paquete de
trabajo puede estar definido como
"encontrar
todos
los
almacenes
disponibles de más de diez mil pies
cuadrados"; puede estimarse que esta
tarea requiere tres días. No obstante, en
un proyecto grande de investigación, un
paquete de trabajo puede consistir,
Puede ser difícil decidir cuánto detalle se
necesita en estos paquetes de trabajo
(otro trueque al que se enfrentan los
administradores de proyectos). Según
Loch, cada paquete de trabajo "debe
elegirse
de
manera
que
sea
suficientemente pequeño para que pueda
visualizarse como una entidad completa
cuando se hagan estimaciones. Por otro
lado, el tamaño de la tarea debe ser
suficientemente
grande
para
que
represente una parte mensurable de todo
el proyecto". En general, la definición de
un paquete de trabajo dependerá de
varios factores, entre otros el grupo de
trabajadores
involucrados
(como
electricistas,
carpinteros),
la
responsabilidad de la administración en el
trabajo, el tiempo requerido para realizar
el trabajo, el valor del paquete de trabajo
Productividad Industrial
113
digamos,
en
probar
un
nuevo
medicamento a lo que se puede asignar
una duración de cuatro meses.
En general, al definir los paquetes de
trabajo deben tenerse en mente los
siguientes factores:
-
Grupos de empleados y especialistas
involucrados.
Responsabilidad de la administración.
Facilidad para estimar tiempos y
costos.
Duración.
Valor monetario de la tarea.
Relación de la tarea con el ciclo de vida
del proyecto.
Al definir las tareas, es importante
recordar que los paquetes de trabajo
siempre pueden agregarse (por ejemplo,
al preparar un informe), pero no
desagregarse. También recuerde que se
requieren diferentes niveles de agregación
para diferentes propósitos; la alta
administración se interesa sólo en los
eventos importantes y en medidas muy
agregadas, mientras que los trabajadores
se preocupan por las tareas específicas.
Una
vez
terminada
la
EDT,
el
administrador estima la duración de cada
tarea definida en la EDT. También los
costos directos se estiman algunas veces
con los paquetes de trabajo; la estructura
desglosada de trabajo que se obtiene se
conoce como EDT con costos. En este
caso, el administrador supone que la suma
de los costos estimados de las tareas
representa el costo directo total del
proyecto.
114
Para ilustrar una EDT, considere la
planeación y ejecución de una subasta
para
recaudar
fondos
para
un
organización caritativa. En estas subastas,
individuos y empresas suelen donar
artículos y servicios que se subastan al
mejor postor la noche del evento. Para
planear este tipo de eventos, el
administrador puede elaborar una EDT de
dos niveles con la descripción de cuatro
funciones básicas que definen el evento:
-
El evento mismo (lugar, espectáculo,
decoración, etcétera).
Obtención de los artículos para
subastar en el evento.
Mercadotecnia del evento (venta de
entradas, etcétera).
Patrocinios de empresas.
Esta EDT se representa en la figura
(observe la definición de los niveles 1 y 2).
En la figura se amplía el desarrollo de
nuestro evento de caridad hipotético a
una EDT de tres niveles. Observe que se
pudo ampliar con facilidad a una EDT de
cuatro o cinco niveles subdividiendo, por
ejemplo, la función de publicidad (1.3.2)
en tareas más específicas. De hecho, el
proceso de definir este evento se pudo
haber continuado hasta cualquier nivel de
detalle, pero en algún punto el costo
marginal de niveles y detalles adicionales
es mayor que los beneficios.
Debe observarse también que la EDT
presentada en la figura está lejos de estar
terminada. Primero, los paquetes de
trabajo o tareas especificadas en los
niveles bajos de la EDT no están bien
definidos. Por ejemplo, ¿qué significa en
realidad la tarea (1.3.2: publicidad)? ¿Qué
Productividad Industrial
tipo de publicidad se planea? ¿Será
subcontratada? Asimismo, ¿qué significa
"patrocinio de empresas" en la tarea IA?
También es importante observar que
muchas EDT no indican relaciones de
precedencia. Por ejemplo, en la figura, los
catálogos de la subasta no se pueden
imprimir hasta obtener la mayor parte de
(o todos) los artículos. Sin embargo, esta
relación de precedencia no se indica en la
EDT.
En general, un administrador desea definir
las tareas de manera que un solo recurso
sea responsable de administrar y terminar
la tarea. ¿Es una persona (o un grupo)
responsable de reunir todos los artículos
inertes para la subasta? Si no es así, la
tarea debe subdividirse. En general, cada
paquete de trabajo/tareas definido en la
EDT debera basarse en la estructura del
producto, ka estructura de la organización
y el ciclo de vida del producto; cada
paquete de trabajo o tarea debe incluir lo
siguiente:
- Una definición precisa de la tarea a
realizar.
- Una estimación de tiempo necesario
para completar la tarea.
- La o las personas responsables de
terminar la tarea.
- La o las personas con autoridad para
supervisar la tarea.
- Una estimación del costo de la tarea.
- Protocolos de control para el personal
del proyecto.
1. Subasta de caridad
1.1
Planeación
del evento
1.2
Obtención
de
artículos
Productividad Industrial
1.3
Mercadotecnia
1.4
Patrocinio
de
empresas
1.1.1
Contratar
al
subastador
1.2.1
Artículos
inertes
para
subastar
1.3.1 Venta de
entradas
individuales
1.1.2
Rentar el
lugar
1.2.2
Artículos
vivos para
subastar
1.3.2
Publicidad
1.1.3
Ordenar la
decoración
1.2.3
Artículos
para rifa
1.1.4
Imprimir el
catálogo
• Plan de organización.
Cuando se comienza un proyecto
normalmente se tiene que iniciar con la
planeación o plan de organización para la
selección del equipo de trabajo, los
recursos con que se cuenta y con los que
se requerirán.
• Subcontratación.
Como parte de la estructuración de un
proyecto, los administradores de proyecto
pueden especificar que un conjunto de
tareas (un subproyecto) se va a
subcontratar
(outsourcing)
con
organizaciones externas. Al tomar la
decisión de subcontratar parte de (o todo)
un proyecto, el administrador debe
considerar los trueques. Por ejemplo, si
subcontrata parte de (o todo) un proyecto
puede perder la habilidad para desarrollar
capacidades cruciales para innovaciones
futuras, reduciendo con esto ventajas
competitivas futuras. Por otro lado, puede
reducir los costos a corto plazo al no tener
que contratar nuevos empleados o al
poder asignar a los empleados internos a
otros proyectos.
115
Cuando considera la subcontratación, el
administrador
de
proyectos
debe
responder a las siguientes preguntas:
-
-
-
-
-
¿Qué
parte
del
proyecto
se
subcontratará?
¿Cómo
determinará
a
quién
subcontratar? ¿Usará un sistema de
licitación para elegir al subcontratista?
Si es así, ¿que tipo de sistema de
licitación?
¿Cuál es el impacto del número de
licitantes sobre el costo esperado del
proyecto?
¿Se usará una lista de precalificación?
¿Qué tipo de contrato se usará?
¿Ofrecerá incentivos por terminar
antes de la fecha de entrega?
¿Impondrá sanciones por terminar
después de la fecha de entrega?
¿Cómo se comunicarán los miembros
del equipo del proyecto con los
subcontratistas?
¿Cuál es el impacto del riesgo del
proyecto en el costo esperado del
proyecto?
En la mayoría de los casos se usa una
licitación basada en ofertas selladas para
determinar el licitante elegido, dada la
asimetría de la información disponible
para los interesados. En general, el
subcontratista desea entregar una oferta
suficientemente baja para ganar el
concurso, pero suficientemente alta para
tener una ganancia justa. El cliente, por
otro lado, quiere asegurar la oferta más
baja posible, pero que le garantice que el
alcance y la calidad del subproyecto
cumplirán sus expectativas.
116
Aunque hay muchas variantes, en general
se emplean tres tipos básicos de
contratos:
- Contrato con precio fijo
- Contrato de costo con beneficios
- Contrato por unidad
En el contrato con precio fijo el
subcontratista presenta una oferta por el
subproyecto; si su oferta es aceptada, se
espera que complete las tareas por esa
cantidad. Si los costos exceden la cantidad
(fija) del contrato, el subcontratista es
responsable de cualquier diferencia en el
costo que exceda la cantidad en la oferta
(suponiendo que el alcance del proyecto
no cambia). Como el subcontratista asume
todo el riesgo en el contrato con precio
fijo, el cliente debe esperar que el costo de
este subproyecto sea mayor que si lo
realiza internamente. Además, como el
subcontratista tiene incentivos para
reducir los costos (y tal vez la calidad), es
imperativo que el cliente cuente con un
sistema efectivo de monitoreo y control de
calidad.
En un contrato de costo con beneficios el
cliente acepta rembolsar al subcontratista
todos
los
costos
documentados
(auditados) en los que incurra más un
porcentaje correspondiente a gastos
generales y ganancia. En este caso el
cliente asume la mayor parte del riesgo; si
los costos exceden las cantidades
presupuestadas, el cliente es responsable
de cualquier excedente en costos. Como
los costos del proyecto no están
garantizados en un contrato de costo con
beneficios, el cliente debe contar con un
sistema efectivo de monitoreo y control.
Productividad Industrial
El contrato con precio fijo y el contrato de
costo con beneficios son dos ejemplos
extremos de contratos basados en el
riesgo o los incentivos. En general, los
contratos de incentivo toman la forma:
Pago al subcontratista = pago fijo + (1 B) (costo del proyecto)
donde B es el porcentaje del costo del
proyecto que el cliente paga al
subcontratista; si B = 0, se trata de un
contrato de costo con beneficios; si B = 1,
se tiene un contrato con precio fijo.
En una situación de concurso, Samuelson
(1986) identifica dos tipos de contratos:
-
-
Contratos lineales. Cuando el cliente
especifica el valor de B y el
subcontratista concursa sólo por el
pago fijo
Contrato
gestión.
Cuando
el
subcontratista concursa tanto por el
pago fijo como por la tasa B de costos
compartidos.
Sarnuelson (1986) analizó estos contratos
con suposiciones que generalmente son
congruentes con la mayoría de las
situaciones de licitación, y mostró que
siempre es preferible un contrato de
gestión sobre un contrato lineal, en el
sentido de que el primero minimiza el
costo esperado para el cliente. También
demostró que 0 < B < 1 en un contrato
óptimo (esto es, los contratos con precio
fijo y los contratos de costo con beneficios
no son óptimos).
Otro tipo de contrato que se usa en
ocasiones es un contrato por unidad; aquí
el cliente acepta pagar al subcontratista
Productividad Industrial
una cantidad negociada por cada unidad
o artículo producido (aunque se pueden
usar contratos de incentivo para
determinar la tarifa por unidad). Los
descuentos
por
cantidad
suelen
negociarse como parte de este tipo de
contratos; es decir, el cliente paga un
precio más bajo por unidad si ordena un
número de unidades superior a una
cantidad establecida.
Existen muchas variaciones de estos temas
contractuales. Por ejemplo, con frecuencia
los clientes incluyen un incentivo por
terminar un subproyecto antes de la fecha
de entrega establecida, o imponen una
multa si el proyecto termina después de
esa fecha. En otros casos, un contrato de
costo con beneficios puede incluir un
límite específico sobre los costos totales
del
subproyecto.
Además,
las
instrucciones de cambio (enmiendas
legales al contrato básico) son un
componente común en muchos proyectos;
lo normal es que el subcontratista está
consciente de que el cliente hará cambios
después de firmado el contrato. Como las
instrucciones de cambio pueden causar
alteraciones (y por lo tanto aumento en
los costos) en otros proyectos del
contratista, las cantidades asociadas con
los cambios con frecuencia llevan a
litigios.
Muchas veces se usa un sistema de
licitación para seleccionar subcontratistas.
Después de especificar un concurso que
especifica
las
tareas
que
se
subcontratarán, el cliente invita a una
licitación.
En
algunos
casos
sólo
subcontratistas precalificados pueden
presentar sus ofertas; los requisitos para
precalificar
pueden
ir
desde
un
117
requerimiento mínimo de que el
contratista está afianzado, hasta una
exigencia más severa de que el contratista
haya realizado satisfactoriamente trabajos
similares en el pasado. El uso de una lista
de precalificación también tiene trueques.
Por un lado, puede eliminar licitantes no
calificados cuya oferta es baja por ganar el
contrato; por otro lado, puede desanimar
a nuevos contratistas que recién
empiezan.
Además,
algunos
han
argumentado
que
las
listas
de
precalificación se han usado para
discriminar a mujeres y minorías étnicas.
Una vez recibidas las ofertas selladas para
el subproyecto, el administrador de
proyectos
debe
decidir
a
qué
subcontratista(s) seleccionar. Aunque en
muchos proyectos públicos se requiere por
ley que se seleccione la oferta más baja,
esta práctica ha sido criticada por permitir
a licitantes sin escrúpulos hacer una oferta
demasiado baja para ganar el contrato, y
después elevar el precio del proyecto con
grandes
demandas
contra
las
instrucciones
de
cambios.
Como
alternativa se ha sugerido seleccionar la
oferta media o promedio; se han sugerido
también otras variantes adoptadas en
algunos casos. Dada la asimetría de la
información entre el cliente y el
subcontratista, no es de extrañar que el
diseño del proceso de oferta y selección
de subcontratistas sea un "proceso
riguroso, difícil y tardado" (Pells, 1993).
En muchos sistemas de licitación/concurso
se fijan las especificaciones de diseño;
entonces, como se indica en la figura, el
subcontratista sólo puede competir con
base en el tiempo y el costo. Para permitir
que un subcontratista considere tanto el
118
diseño como el costo y la programación,
el cliente debe detallar las especificaciones
de diseño con claridad de manera que el
producto final o el subproyecto tenga el
desempeño deseado. Por ejemplo, un
cliente puede especificar las características
de operación del suministro de energía
(voltajes de entrada y de salida, amperes,
etcétera), pero dejar al subcontratista el
diseño de los circuitos y de los elementos
mecánicos del producto.
De otra manera, algunos clientes emplean
equipos de construcción de diseño; es
decir,
identifican
primero
a
los
subcontratistas y los incluyen en el equipo
de proyecto junto con los clientes y otros
interesados para el diseño del producto,
proceso o servicio. De este modo, todo el
equipo optimiza los trueques entre diseño,
programación y costo. Los equipos de
construcción de diseño han tenido éxito
en muchas organizaciones privadas y
dependencias de gobierno.
Al evaluar una licitación, es importante
que los administradores consideren todos
los costos relevantes asociados con el
subproyecto. Si se permite a un
subcontratista considerar el diseño como
parte del proceso de licitación, entonces la
naturaleza
de
este
diseño
--que
comprende responsabilidad legal, costos
de mantenimiento, costos de operación y
aun costos de distribución debe incluirse
en la licitación del subcontratista. Para
evaluar este tipo de licitaciones algunos
clientes han empleado un sistema de
puntos o algún otro enfoque similar a las
metodologías descritas en el capítulo 2.
Un
aspecto
subcontratación
importante
de
la
es
decidir
cómo
Productividad Industrial
estructurar las licitaciones, lo que a su vez
afectará el número de subcontratistas
elegidos. Si bien algunas decisiones de
subcontratación son directas (basadas en
la especialización funcional), muchas otras
son menos claras. Por ejemplo, considere
un pequeño proyecto hipotético que
consista en cinco tareas similares {A, B, C,
D y E}. En este caso, el cliente puede
presentar concursos diferentes para cada
tarea, o licitaciones separadas para
subconjuntos de tareas (por ejemplo
licitaciones para los subconjuntos {A, B}, y
{C, D, E}) o una sola para las cinco tareas.
Cuando se emiten licitaciones separadas
para cada tarea, Gutiérrez y Paul (1998)
llaman a esta estrategia fraccionar si se
emite una sola licitación para las cinco
tareas, la estrategia se llama "agrupar".
El cliente debe de considerar los trueques
entre fraccionar, agrupar o alguna
combinación de las dos estrategias. Si el
cliente emplea más subcontratistas,
reduce su riesgo al repartir el trabajo, en
este caso, la falla de un subcontratista es
menos desastroso que al usar un solo
subcontratista. Por otro lado, se pueden
obtener economías de escala al emplear
menos subcontratistas. Además los costos
de comunicación y coordinación suelen
relacionarse
con
el
número
de
contratistas;
cuando
este
número
disminuye, la comunicación es más
eficiente. También deben considerarse
otros factores (como gastos generales y
márgenes de ganancia de los contratistas,
el costo de evaluar múltiples licitaciones,
los flujos de efectivo)*.
Gutiérrez y Paul (1986) analizan el
problema de agrupar contra fraccionar
subcontratistas
en
un
proyecto
Productividad Industrial
homogéneo con el objetivo primario de
minimizar el tiempo esperado de
terminación del proyecto y el objetivo
secundario de minimizar la varianza del
tiempo de terminación del proyecto (esto
es, los administradores de proyectos
siempre prefieren el escenario que
proporcione el menor tiempo esperado de
terminación; si los tiempos de terminación
son iguales, prefieren el escenario con
menor varianza). Los autores suponen
también que cada contratista presenta
una oferta en respuesta a cada licitación y
que la probabilidad de que un contratista
gane un contrato (es decir, que presente
la oferta más baja) es constante en todas
las licitaciones. Los autores consideran dos
casos: 1) cuando las tareas pueden
realizarse de manera simultánea (no
existen relaciones de precedencia entre las
tareas) y 2) cuando las tareas deber
realizarse en secuencia.
Suponiendo que los contratistas realizan
todas las tareas asignadas de manera
razonablemente similar (es decir, que los
contratistas son consistentes en todas las
tareas), Gutiérrez y Paul muestran que
fraccionar es la mejor estrategia cuando
las tareas deben realizarse en secuencia.
Con estas suposiciones, la duración
esperada del proyecto es la misma para
cualquier estrategia; sin embargo, ellos
muestran que la estrategia de fraccionar
será mejor que las demás, incluyendo las
estrategias mixtas, en cuanto a la varianza
del tiempo de terminación del proyecto.
Por
el
contrario,
estos
autores
recomiendan agrupar como la mejor
estrategia cuando las tareas pueden
realizarse simultáneamente. Aunque este
es un caso más complicado (en algunas
119
condiciones, la duración esperada del
proyecto puede aumentar), en la mayoría
de los casos se obtendrá una varianza
menor o una menor duración esperada del
proyecto. Por ejemplo, cuando un
proyecto paralelo puede dividirse en
subproyectos idénticos, Gutiérrez y Paul
muestran que agrupar siempre minimiza
la duración esperada del proyecto.
Aunque
puede
ser
difícil
aplicar
directamente estos resultados a proyectos
reales, los autores plantean cuestiones
importantes en relación con los procesos
de licitación y subcontratación, y
proporcionan ideas valiosas acerca de la
estructura óptima del esquema de
licitación finalmente adoptada. Es claro
que el asunto de la subcontratación es un
elemento difícil y crucial en casi todos los
planes de proyectos, y con frecuencia
tiene un gran impacto en el éxito o
fracaso del proyecto.
Sociedades y alianzas
Cada vez más los administradores
reconocen que los contratistas son socios
en la administración de proyectos
complejos. Estas sociedades pueden
proporcionar una ventaja competitiva; las
organizaciones forman sociedades donde
antes
operaban
en
situaciones
competitivas. Por ejemplo, considere el
modelo "estándar" en el que el cliente
emite una licitación y después elige al
contratista con la oferta más baja. El
cliente y el contratista se encuentran en
una situación competitiva; el cliente quiere
minimizar sus pagos mientras que el
contratista quiere maximizar su ganancia.
De
manera
alternativa,
cliente
y
contratista pueden formar una alianza en
beneficio mutuo; ambos pueden participar
120
en la etapa de diseño y planeación del
proyecto, así como en la programación y
ejecución del proyecto. Estas alianzas
pueden considerarse como una estructura
organizacional alternativa.
Cowan et al. (1992) describen numerosos
beneficios que se pueden obtener de las
sociedades, como ahorros en costos,
reducción de los gastos generales del
proyecto, mejoras en el diseño por
compartir
conocimientos
y
mayor
satisfacción de todos los interesados. Sin
embargo, como observan los autores, las
alianzas no están exentas de riesgos.
Requieren un alto grado de comunicación
y coordinación, y puede haber conflictos
cuando los administradores tienen que
tratar con culturas corporativas diferentes
a las suyas. Cuando los tipos de
personalidad son compatibles y puede
establecerse
la
confianza,
los
administradores de proyecto deben
considerar con cuidado las alianzas.
CONTEXTUALIZAR CON:
Competencia Analítica
Analizar procesos de producción.
El alumno:
− Analizará el uso de diagramas en la
determinación de tareas y en el
proceso de trabajo.
Es una representación gráfica de los pasos
que se siguen en toda una secuencia de
actividades, dentro de un proceso o un
procedimiento, identificándolos mediante
símbolos de acuerdo con su naturaleza;
incluye, además, toda la información que se
Productividad Industrial
considera necesaria para el análisis, tal como
distancias recorridas, cantidad considerada y
tiempo requerido. Con fines analíticos y
como ayuda para descubrir y eliminar
ineficiencias, es conveniente clasificar las
acciones que tienen lugar durante un proceso
dado en cinco clasificaciones. Estas se
conocen bajo los términos de operaciones,
transportes, inspecciones, retrasos o demoras
y almacenajes. Las siguientes definiciones en
la tabla 5.1, cubren el significado de estas
clasificaciones en la mayoría de las
condiciones encontradas en los trabajos de
diagramado de procesos.
Este diagrama muestra la secuencia
cronológica de todas las operaciones de taller
o en máquinas, inspecciones, márgenes de
tiempo y materiales a utilizar en un proceso
de fabricación o administrativo, desde la
llegada de la materia prima hasta el empaque
o arreglo final del producto terminado.
Señala la entrada de todos los componentes
y subconjuntos al ensamble con el conjunto
principal. De igual manera que un plano o
dibujo de taller presenta en conjunto detalles
de diseño como ajustes tolerancia y
especificaciones, todos los detalles de
fabricación o administración se aprecian
globalmente en un diagrama de operaciones
de proceso.
Antes de que se pueda mejorar un diseño
se deben examinar primero los dibujos que
indican el diseño actual del producto.
Análogamente, antes de que sea posible
mejorar un proceso de manufactura conviene
elaborar un diagrama de operaciones que
permita comprender perfectamente el
problema, y determinar en qué áreas existen
las mejores posibilidades de mejoramiento. El
diagrama de operaciones de proceso permite
exponer con claridad el problema, pues si no
Productividad Industrial
se plantea correctamente un
difícilmente podrá ser resuelto.
Actividad
Definición
/
problema
Símbolo
Operación.Ocurre cuando un
objeto está siendo
modificado en sus
caracteristicas, se
está creando o
agregando algo o
se
está
preparando para
otra
operación,
transporte,
inspección
o
almacenaje. Una
operación también
ocurre cuando se
está
dando
o
recibiendo
información o se
está
planeando
algo. Ejemplos:
Tornear una pieza,
tiempo de secado
de una pintura, un
cambio
en
un
proceso,
apretar
una
tuerca,
barrenar
una
placa, dibujar un
plano, etc.
Transporte
.Ocurre cuando un
objeto o grupo de
ellos son movidos
de un lugar a otro,
excepto
cuando
tales movimientos
forman parte de
una operacion o
inspección.
Ejemplos:
Mover material a
mano, en una
plataforma
en
monorriel,
en
banda
transportadora,
etc. Si es una
operación
tal
como
pasteurizado, un
recorrido de un
horno, etc., los
materiales
van
avanzando sobre
121
una banda y no se
consideran como
transporte
esos
movimientos.
Inspección
.Ocurre cuando un
objeto o grupo de
ellos
son
examinados para
su identificación o
para comprobar y
verificar la calidad
o cantidad de
cualesquiera
de
sus características.
Ejemplos:
Revisar las botellas
que están saliendo
de un horno, pesar
un rollo de papel,
contar un cierto
número de piezas,
leer instrumentos
medidores
de
presión,
temperatura, etc.
Demora.-Ocurre
cuando
se
interfiere en el
flujo de un objeto
o grupo de ellos.
Con
esto
se
retarda
el
siguiente
paso
planeado.
Ejemplos:
movimeintos
usos
autorizados.
Ejemplos:
o
no
Almacén general,
cuarto
de
herramientas,
bancos
de
almacenaje entre
las máquinas. Si el
material
se
encuentra
depositado en un
cuarto para sufrir
alguna
modificación
necesaria en el
proceso, no se
considera
almacenaje
sino
operación; tal sería
el caso de curar
tabaco, madurar
cerveza, etc.
Actividad
combinada
.Cuando se desea
indicar actividades
conjuntas por el
mismo operario en
el mismo punto de
trabajo,
los
símbolos
empleados
para
dichas actividades
(operación
e
inspección)
se
combinan con el
círculo inscrito en
el cuadro.
Hay más ejemplos en la tabla 5.2
Esperar
un
elevador,
o
cuando una serie
de piezas hace
cola
para
ser
pesada
o
hay
varios materiales
en una plataforma
esperando
el
nuevo paso del
proceso.
Almacenaje
.Ocurre cuando un
objeto o grupo de
ellos son retenidos
y
protegidos
contra
122
Productividad Industrial
mucho a determinar su clasificación en las
actividades adecuadas (tabla 5.3).
Tabla 5-3 .- Otra clasificación de acciones que
tienen lugar durante un proceso dado.
Actividad
Operación
Se produce o
efectúa algo.
Transporte
Se cambia de
lugar o se
mueve.
Inspección
Se
verifica
calidad
o
cantidad.
Demora
Se interfiere o
retrasa el paso
siguiente
Almacenaje
Se guarda o
protege.
DIAGRAMA
OPERACIÓN
Hay ocasiones en que el paso o evento no
puede ser fácilmente clasificado en una de
dichas actividades, la siguiente lista ayuda
Productividad Industrial
Resultado
predominante
Símbolo
DEL
PROCESO
DE
LA
Un diagrama del proceso de la operación es
una representación gráfica de los puntos en
los que se introducen materiales en el
proceso y del orden de las inspecciones y de
todas las operaciones, excepto las incluidas
en la manipulación de los materiales; puede
además
comprender
cualquier
otra
123
información que se considere necesaria para
el análisis, por ejemplo el tiempo requerido,
la situación de cada paso o si sirven los ciclos
de fabricación.
Los objetivos del diagrama de las operaciones
del proceso son dar una imagen clara de toda
la secuencia de los acontecimientos del
proceso. Estudiar las fases del proceso en
forma sistemática. Mejorar la disposición de
los locales y el manejo de los materiales. Esto
con el fin de disminuir las demoras, comparar
dos métodos, estudiar las operaciones, para
eliminar el tiempo improductivo. Finalmente,
estudiar las operaciones y las inspecciones en
relación unas con otras dentro de un mismo
proceso.
Los diagramas del proceso de la operación
difieren ampliamente entre sí a consecuencia
de las diferencias entre los procesos que
representan. Por lo tanto, es práctico utilizar
sólo formularios impresos que faciliten
escribir la información de identificación.
Al respecto, siempre serán necesarios estos
datos: método actual o método propuesto;
número del plano, número de la pieza u otro
número
de
identificación;
fecha
de
elaboración del diagrama y nombre de la
persona que lo hizo. La información adicional
que a veces es valiosa para fines de
reconocimiento, es la de la figura 5.1. El
orden en que deben realizarse los hechos
indicados en el diagrama se representan por
la disposición de los símbolos ya expuestos
en lineas verticales de recorrido. El material
comprado o sobre el cual se efectúa trabajo
durante el proceso, se indica con lineas
horizontales; esto es material que alimenta a
las líneas verticales de recorrido. La figura 5.2
es una representación gráfica de este
principio.
Los diagramas del proceso de la operación se
hacen sobre papel blanco, de tamaño
suficiente para este propósito.
Cualquier diagrama debe reconocerse por
medio de la información escrita en la parte
superior del mismo. Si el papel tiene que
doblarse para ser archivado, la información
necesaria debe también colocarse como
mejor convenga a su localización. Es práctica
común encabezar la información que
distingue a estos diagramas con la frase
diagrama del proceso de operación.
Se selecciona, en primer lugar, para fines de
diagramado, una de las piezas que va a
124
Productividad Industrial
formar parte del producto terminado.
Generalmente se obtendrá un diagrama de
aspecto más agradable, escogiendo el
componente en e1 que se realiza el mayor
número de operaciones. Si el diagrama va a
ser utilizado como base para disponer una
línea de montaje progresivo, la pieza que
tenga mayor tamaño y en la que se montan
las piezas más pequeñas será la que deba
escogerse.
Cuando el componente que debe ser
diagramado en primer lugar, haya sido
escogido, se traza una línea de material
horizontalmente en la parte superior derecha
del diagrama.
Encima de esta línea se anota una
descripción del material. Ésta puede ser tan
completa como se estime necesario. Por lo
general, basta una breve descripción: "chapa
de acero, calibre 20" o "barra hexagonal latón
de 12.7 mm". A continuación, se traza una
línea vertical de recorrido desde el extremo
derecho de la línea horizontal de material.
Aproximadamente a 6.35 mm, de la
intersección de la línea horizontal de material
con la línea vertical de recorrido, se dibuja el
símbolo para la primera operación o
inspección que se lleve a cabo. A la derecha
de este símbolo se anota una breve
descripción de la acción: "taladrar, tornear y
cortar" o "inspeccionar material para
descubrir defectos". A la izquierda del
símbolo se anota el tiempo concedido para
llevar a cabo el trabajo requerido.
Este procedimiento de diagramado se
continúa hasta que otro componente se une
al primero. Entonces se traza una línea de
material para indicar el punto en donde el
segundo componente entra en proceso. Si el
material
es
comprado,
se
anotará
Productividad Industrial
directamente sobre la línea de material una
descripción breve para identificarlo.
Las
operaciones
se
enumeran
correlativamente, para fines de identificación
y referencia, en el orden en que son
diagramadas. La primera operación se
enumera 01; la segunda 02 y así
sucesivamente. Cuando otro componente en
el que se ha realizado algún trabajo se
introduce en el proceso, las operaciones
llevadas a cabo en él son numeradas en la
misma serie.
Elaboración del diagrama de operaciones
de proceso
Cuando se elabora un diagrama de esta clase
se utilizan dos símbolos: un círculo pequeño,
que generalmente tiene 10 mm (o 3/8 plg) de
diámetro, para representar una operación, y
un cuadrado, con la misma medida por lado,
que representa una inspección.
Una operación ocurre cuando la pieza
estudio se transforma intencionalmente, o
bien, cuando se estudia o planea antes de
125
realizar algún trabajo de producción en ella.
Algunos analistas prefieren separar las
operaciones manuales de aquellas que se
refieren a trámites administrativos. Las
operaciones manuales se relacionan con la
mano de obra directa, mientras que los
referentes a simples trámites ("papeleo")
normalmente son una parte de los costos
indirectos o gastos.
convencional para indicar que no hay
intersección consiste en dibujar un pequeño
semicírculo en la línea horizontal con centro
en el punto donde cortaría a la línea vertical
de flujo (véase la figura 3-1).
Una inspección tiene lugar cuando la parte se
somete a examen para determinar su
conformidad con una norma o estándar.
Antes de principiar a construir el diagrama de
operaciones de proceso, el analista debe
identificarlo con un título escrito en la parte
superior de la hoja. Por lo general la
información distintiva, que comprende el
número de la pieza, el número del dibujo, la
descripción del proceso, el método actual o
propuesto, y la fecha y el nombre de la
persona que elabora el diagrama, llevará el
encabezado: "Diagrama de operaciones de
proceso". A veces se agrega otra información
para identificar completamente el asunto del
diagrama. Los datos adicionales pueden ser
los nombres o números del diagrama, de la
planta, del edificio y del departamento.
Se usan líneas verticales para indicar el flujo o
curso general del proceso a medida que se
realiza el trabajo, y se utilizan líneas
horizontales que entroncan con las líneas de
flujo verticales para indicar la introducción de
material, ya sea proveniente de compras o
sobre el que ya se ha hecho algún trabajo
durante el proceso. En general, el diagrama
de operaciones debe elaborarse de manera
que las líneas de flujo verticales y las líneas de
material horizontales, no se corten. Si por
alguna razón fuera necesario un cruce entre
una horizontal y una vertical la práctica
126
Los valores de tiempo deben ser asignados a
cada operación e inspección. A menudo estos
valores no están disponibles (en especial en el
caso de inspecciones), por lo que los analistas
deben hacer estimaciones de los tiempos
necesarios para ejecutar diversas acciones. En
tales casos, el analista debe acudir al lugar de
trabajo y efectuar mediciones de tiempo. Los
analistas de métodos, más que cualesquiera
otras personas, consideran que "el tiempo es
dinero"; en consecuencia la información de
tiempo debe ser incluida en el diagrama de
operaciones de proceso.
Utilización del diagrama de operaciones de
proceso
Una vez que el analista ha terminado su
diagrama de operaciones deberá prepararse
para utilizarlo. Debe revisar cada operación y
cada inspección desde el punto de vista de
los enfoques primarios del análisis de
operaciones. Los siguientes enfoques se
aplican, en particular, cuando se estudia el
diagrama de operaciones:
1. Propósito de la operación.
Productividad Industrial
2. Diseño de la parte o pieza.
El analista no debe considerar nada como
cosa ya sabida. Debe hacer citas y otras
preguntas pertinentes acerca de todas las
fases del proceso, y luego proceder a reunir la
información
necesaria
para
contestar
adecuadamente todas las preguntas de modo
que pueda introducirse una mejor manera de
hacer el trabajo.
3. Tolerancias y especificaciones.
4. Materiales.
5. Proceso de fabricación.
6. Preparación y herramental.
La interrogante "¿Por qué?" sugiere de
inmediato otras como '"¿Cuál?", "¿Cómo?",
"¿Quién?" "¿Dónde?" y "¿Cuándo?" Por tanto,
el analista podría preguntar:
7. Condiciones de trabajo.
8. Manejo de materiales.
9. Distribución en la planta.
10.
Principios
movimientos.
de
la
economía
de
El procedimiento del analista consiste en
adoptar una actitud inquisitiva acerca de
cada uno de los diez criterios enumerados, en
lo que respecta a su influencia en el costo y la
producción del producto en estudio.
La cuestión más importante que el analista
tiene que plantear cuando estudia los
eventos del diagrama de operaciones es "Por
qué?" Las preguntas típicas que se deben
hacer son:
"¿Por qué es necesaria esta operación?"
"¿Por qué esta operación se efectúa de esta
manera?"
"¿Por qué
tolerancias?"
son
tan
estrechas
estas
"¿Por qué se ha especificado este material?"
"¿Por qué se ha asignado esta clase de
operario para ejecutar el trabajo?"
Productividad Industrial
Respondiendo a estas preguntas, el analista
advertirá otras cuestiones que pueden
conducir al mejoramiento. Unas ideas
parecen generar otras, y un analista
experimentado encontrará siempre varias
posibilidades
de
mejoramiento.
Debe
mantener la mente abierta y no dejar que
contratiempos anteriores lo desanimen de
ensayar las nuevas ideas.
El diagrama de operaciones de proceso ya
terminado ayuda a visualizar en todos sus
detalles el método presente, pudiendo así
vislumbrar nuevos y mejores procedimientos.
El diagrama indica al analista qué efecto
tendría un cambio en una operación dada
127
sobre
las
operaciones
precedente
y
subsecuente. La sola elaboración del
diagrama
de
operaciones
señalará
inevitablemente diversas posibilidades de
mejoramiento al analista avizor. No es raro
realizar un 30% de reducción en el tiempo de
ejecución utilizando los principios de análisis
de operaciones en relación con el diagrama
de operaciones de proceso.
Este diagrama de proceso indica la afluencia
general de todos los componentes que
entrarán en un producto y, como cada paso
aparece en su orden o secuencia, cronológica
apropiada; es en sí un, diagrama de la
distribución ideal en la planta o taller. En
consecuencia, los analistas de métodos, los
ingenieros de distribución de equipo en la
planta y otras personas que trabajen en
campos
relacionados,
hallarán
extremadamente útil este medio gráfico para
poder efectuar nuevas distribuciones o
mejorar las existentes.
El diagrama de operaciones ayuda a
promover y explicar un método propuesto
determinado. Como proporciona claramente
una gran cantidad de información, es un
medio de comparación ideal entre dos
soluciones competidoras.
− Buscará diferentes diagramas en
periódicos e internet de proyectos lo
analizará y elaborará uno de lo que
piensa hacer en los próximos 2 años
de su vida.
2.1.2 Programación
proyecto.
•
128
Tiempos y programación.
del
La programación de un proyecto, es decir
la planificación del tiempo de su
ejecución, es uno de los puntos críticos
que deben ser considerados por su
planificador. A su vez, uno de los
principales aspectos que deben ser
tratados en la programación de un
proyecto es el de la variabilidad de los
factores y las contingencias que influyen
en su realización.
Todos los proyectos tienen un cierto grado
de incertidumbre en su ejecución. Es
imposible saber con certeza y por
adelantado cuales factores van a
conjugarse para determinar la duración de
un proyecto. Para tomar en cuenta la
realidad de la incertidumbre, es común
que se hagan planes de contingencia,
cuya realización depende de una o varias
condiciones. Por ejemplo, se puede tener
un plan para la generación de electricidad
en embalses hidroeléctricos si no hay
temporada de sequía, y otro en caso de
que la haya. En este ejemplo, el plan
“generación
de
electricidad”
está
condicionado por el evento “temporada
de sequía.” A pesar de la realidad de la
variabilidad
de
los
factores
que
intervienen en un proyecto, las técnicas
formales para incorporar condiciones no
determinísticas en su programación han
sido desarrolladas hace relativamente
poco y son poco populares. Como se
presenta más adelante, la interpretación
de los resultados de la programación en
función de su probabilidad, así como la
necesidad de usar computadoras en
algunas de las técnicas disponibles, han
contribuido a su falta de diseminación.
Las técnicas para programar los tiempos
de un proyecto son entre las más comunes
Productividad Industrial
están el de la Ruta Critica, Gantt y Pert
vistos en los temas 1.1.2.
• Presupuesto.
El presupuesto es un documento crucial
de la planeación y un vínculo de
comunicación entre todos los interesados
en el proyecto, incluyendo al equipo del
proyecto y los departamentos funcionales
de una organización. Un presupuesto
establece firmemente los objetivos y la
asignación de recursos que suelen afectar
a todas las partes de la organización, que
incluyen a otros proyectos. Como una
herramienta
de
planeación
y
comunicación, el presupuesto nunca debe
considerarse invariable, sino que debe
modificarse conforme se tiene nueva
información y se actualiza el plan del
proyecto. La mayor parte del software
para administración de proyectos (AP)
permite mantener una versión base del
presupuesto para compararla con el
presupuesto actualizado.
Como se vio en el primer capítulo, los
presupuestos casi siempre juegan un
papel importante al juzgar el éxito o
fracaso de un proyecto. Aunque usar los
presupuestos de esta manera puede no
ser adecuado, de cualquier manera es una
práctica común (¿cumplió el proyecto sus
metas de tiempo y costo?). Cuando un
proyecto no cumple su meta de
presupuesto, es útil tener en mente que
este fracaso se puede deber a una mala
administración del proyecto, a un mal
presupuesto o simplemente a un entorno
cambiante.
Los presupuestos que se crean empezando
con estimaciones de costos para el nivel
más bajo de la estructura desglosada del
Productividad Industrial
trabajo (EDT) se llaman presupuestos de
abajo arriba, ya que empiezan con los
paquetes de trabajo más pequeños y
agregan estas tareas para definir un
presupuesto final. Este proceso de agregar
tareas de la EDT explica por qué con
frecuencia los paquetes de la EDT se
consideran
los
ladrillos
para
la
construcción del presupuesto y la
programación del proyecto. Por el
contrario, el presupuesto puede empezar
con una asignación global y después
dividirse y asignarse a las diversas
componentes de un proyecto. Por
ejemplo, muchas empresas desarrollan
presupuestos por líneas de productos y
después
dividen
estas
cantidades
presupuestadas entre los proyectos
específicos dentro de las líneas de
productos. Cuando los presupuestos se
desarrollan de esta manera se conocen
como presupuestos de arriba abajo.
En la práctica se usa una combinación de
los procesos de arriba abajo y abajo
arriba. Es costumbre que la alta
administración indique una restricción de
presupuesto,
mientras
que
los
administradores de proyecto usan el
enfoque de abajo arriba para estimar
costos agregados. El resultado es un
proceso
iterativo
que
refina
el
presupuesto, así como el alcance y el
diseño del proyecto. Por ejemplo, si los
administradores de proyecto consideran
que la cantidad asignada por la alta
administración no es adecuada, deben
renegociar el presupuesto o restablecer el
alcance y la definición del proyecto para
encontrar un punto intermedio adecuado.
En general, los presupuestos se establecen
en unidades monetarias, pero se puede
129
usar cualquier unidad mensurable (como
horas-hombre). Los presupuestos deben
indicar también cómo serán asignados los
costos de los recursos a las diversas
unidades funcionales (por ejemplo,
número de horas-carpintero). Además,
como parte del presupuesto deben
indicarse con claridad los eventos
importantes del proyecto.
Los presupuestos se actualizan con
regularidad. El horizonte de planeación y
la frecuencia de las actualizaciones son
aspectos importantes; es común usar un
horizonte periódico (por ejemplo, cada
trimestre de los siguientes 12 meses se
actualiza el presupuesto). La cuestión de la
frecuencia con que debe actualizarse el
presupuesto no tiene una respuesta clara y
depende de factores como la duración, el
costo y la prioridad del proyecto.
En el contexto del presupuesto se deben
considerar cuatro tipos de costos:
- Costos directos.
- Costos de materiales.
- Costos generales e indirectos.
- Costos
de
penalización
y/o
bonificaciones.
Los costos directos están relacionados con
los costos de los recursos que varían
directamente con la duración de una tarea
específica; casi siempre los costos directos
se miden en unidades monetarias
(francos, dólares), pero pueden ser
medidos en horas-hombre o en cualquier
otra unidad, en tanto que sea mensurable
y consistente. Las estimaciones de los
costos de mano de obra directa se basan
con frecuencia en el concepto de costo
estándar, que es una estimación de la
administración del número esperado de
130
horas de mano de obra directa y el costo
por hora para producir una unidad. Los
costos y las horas estándar se pueden
estimar a partir de los datos y la
experiencia
acumulados
por
la
organización, de información compartida
por otras organizaciones (muchas veces a
través de organizaciones profesionales o
consultores) o de estudios de tiempos y
movimientos.
Al estimar los costos y las horas estándar
debe tenerse cuidado de garantizar que
los costos sean estimaciones de los
recursos que de hecho se asignarán a las
tareas. Por ejemplo, cuando se preparan
pronósticos de presupuestos en respuesta
a muchas licitaciones del gobierno, con
frecuencia las regulaciones requieren que
quienes planean el proyecto usen el costo
promedio
de
un
recurso
dado
(programadores, personal de apoyo
técnico, secretarias). Considere el caso de
quien desarrolla la programación del
proyecto que supone que ciertos
individuos con experiencia (con salarios
superiores al salario promedio) se
asignarán al proyecto, pero después no
comunica esta información a las personas
que preparan el presupuesto. En este
caso, los costos reales de mano de obra
excederán la cantidad presupuestada para
todas las tareas en las que intervengan
estos empleados.
Los costos de materiales reflejan el costo
de adquirir los materiales necesarios para
realizar los paquetes de trabajos
específicos definidos (materiales como
lápices y cuadernos son parte de los
costos generales). De nuevo se pueden
usar los costos estándar para estimar los
costos de materiales para producir una
Productividad Industrial
unidad. Estos costos estándar por lo
general
ignoran
aspectos
como
descuentos por cantidad y costos de
mantener inventarios. Estos y otros
aspectos relacionados se analizan con más
detalle en la última sección de este
capítulo.
Los
costos
generales
son
costos
administrativos de la organización que se
asignan al desarrollo del proyecto
(electricidad, personal de seguridad,
biblioteca). Estos costos se pueden basar
en una tasa de asignación estándar. Por
ejemplo, suponga que la empresa incurre
en gastos generales de $1 millón ($1M) en
un año y espera tener en total 25 000
horas-hombre distribuidas en varios
proyectos. En este caso, la organización
puede asignar $40 de gastos generales
por cada hora hombre empleado ($lM
dividido entre 25 000); si un proyecto
necesita 1 500 horas-hombre de mano de
obra directa, se cargarán 1500(40) = $60
000 de gastos generales a ese proyecto.
Existen otros esquemas de asignación que
comprenden sistemas de costos basados
en la actividad (ABC, activity-based
costing). Consulte más de ABC en
Jiambalvo (2001).
Los costos indirectos se refieren a aquellos
costos que pueden atribuirse al proyecto,
pero que no tienen una relación directa
con una tarea específica. Por ejemplo, los
proyectos de construcción suelen requerir
una barda de seguridad en el perímetro
del lugar que se renta por la duración del
proyecto.
Otros
costos
indirectos
comprenden
el
costo
de
los
administradores del proyecto y del
personal de apoyo, los consultores, el
personal de seguridad, etcétera. Estos
Productividad Industrial
costos se adjudican por periodos (mes,
trimestre) durante la vida del proyecto.
Además, los administradores de proyectos
deben
considerar
los
costos
de
penalización por la violación de la fecha
de entrega establecida, así como las
bonificaciones ofrecidas por terminar
antes (de la fecha de entrega establecida).
Estos costos son una parte importante del
presupuesto.
Incertidumbre en el presupuesto
Uno de los aspectos difíciles relacionados
con la preparación del presupuesto es
cómo incorporar la incertidumbre. Dado
que siempre existe incertidumbre respecto
a factores como retrasos programados,
disponibilidad de empleados, pedidos de
materiales, etcétera, quienes hacen la
planeación del proyecto deben tratar de
considerar
estas
incertidumbres
de
manera explícita en el presupuesto. Un
método para incluir estas incertidumbres
es preparar un intervalo de confianza para
el presupuesto; es decir, dadas las
estimaciones
de
las
diversas
incertidumbres, ¿qué es una probabilidad
de 99% (o 95 o 90%) de que el
presupuesto esté entre ciertos límites,
inferior y superior? Cuando se definen
estos límites explícitos , todos los
interesados en el proyecto están
conscientes de los riesgos relacionados
con cualquier presupuesto/pronóstico.
• Asignación de recursos.
Reconociendo
la
importancia
del
problema de la asignación de recursos,
Goldratt (1997) introdujo el concepto de
la
"cadena
crítica"
que
relaciona
dependencias de los recursos con el
concepto de ruta crítica. Por ejemplo, en
131
el caso "el dilema de la cita", descrito al
principio de este capítulo, las tareas
asignadas a Jim Gantt forman una cadena
(ya que sólo puede realizar una tarea a la
vez) que define la duración del proyecto.
Si Jim se retrasa en alguna de sus tareas
asignadas, el proyecto se retrasará y
requerirá más de los 90 minutos
asignados.
representar por una red de precedencias
que indica la secuencia óptima e incluye
dependencias de recursos, así como
relaciones de precedencia; el resultado se
da en la figura 8.15. Observe que la
cadena crítica (INICIO-CI-C2-B2-A2-FIN)
que representa la secuencia óptima de
tareas define el tiempo de ejecución
mínimo del proyecto, que es 16 días.
El "dilema de la cita" ilustra la teoría de
restricciones (TOC) definida originalmente
por Goldratt y Cox (1992) para la
administración
de
procesos
y
recientemente aplicada a la administración
de proyectos por Goldratt (1997),
Newbold (1998) y Leach (2000), La teoría
de restricciones, según la definió Leach,
contiene cinco pasos:
Este ejemplo puede ilustrar otros
conceptos relacionados con la aplicación
de TOC a la administración de proyectos.
Una vez identificada la cadena crítica,
Goldratt et al. Recomiendan que se
agreguen amortiguadores para "protege?
las tareas de esta cadena y reducir la
posibilidad de que el proyecto se retrase.
Dos factores pueden retrasar el proyecto:
1) el trabajo está retrasado y no está
disponible para procesarlo en el momento
correcto o 2) los recursos (los equipos azul
y gris) no están disponibles en el
momento en que se necesitan. Por
ejemplo, si al equipo azul le toma más de
3 días terminar la tarea B 1, la tarea B2
puede retrasarse.
1. Identificar las restricciones del proyecto.
2. Aprovechar las restricciones del
proyecto.
3. Subordinar otras decisiones para apoyar
los recursos restringidos.
4. Mejorar los recursos restringidos.
5. Repetir los pasos 1 a 4 con otros
recursos cuando se convierten en
restringidos
Según Goldratt, la meta de la
administración de proyectos es minimizar
el tiempo de ejecución del proyecto. Para
minimizar el tiempo de ejecución en el
caso del dilema de la cita, Jim debe
mantenerse ocupado en todo momento,
ya que sus actividades definen la duración
mínima, de 90 minutos, del proyecto. Por
lo tanto, las tareas de Jim definen la
cadena crítica en este caso.
Para ilustrar un poco más el concepto de
cadena crítica. Este problema se puede
132
Para reducir la posibilidad de estos dos
eventos, Newbold et al. Recomiendan
agregar dos tipos* de amortiguadores al
proyecto:
- Amortiguadores de recursos para
asegurar la disponibilidad de recursos.
- Amortiguadores de alimentación para
asegurar la disponibilidad del trabajo.
Los amortiguadores de recursos aseguran
que los recursos (como equipos) estén
disponibles cuando se necesitan; Newbold
se refiere a estos amortiguadores como
"despertadores" que avisan al equipo que
pronto deberá realizar una tarea crítica. En
Productividad Industrial
las
redes
de
precedencias
los
amortiguadores de recursos se agregan
justo antes de que un equipo empiece a
trabajar en una tarea crítica; en el ejemplo
de la figura debe agregarse un
amortiguador de recursos antes de la
tarea CI y antes de la tarea C2, para avisar
a los respectivos equipos azul y gris que
pronto se necesitarán para una tarea
crítica.
Los amortiguadores de alimentación se
agregan siempre que una tarea no crítica
precede a una tarea crítica, para asegurar
que la tarea crítica pueda realizarse sin
retraso. En el ejemplo de la figura 8.15, se
agrega un amortiguador de alimentación
entre las tareas B 1 y B2 y otro entre las
tareas Al y A2. Estos amortiguadores
agregan tiempo (pero no retrasan el
proyecto) para asegurar que las tareas B2
y A2 se inicien puntualmente al iniciar el
día 8 y el día 13, respectivamente.
•
Adquisición
de
equipos
y
materiales
Cuando llega el momento decidir sobre la
compra de equipo y maquinaria, se deben
tomar en cuenta una serie de factores que
afectan directamente la elección. La
mayoría de la información que es
necesario recabar será útil en la
comparación de varios equipos y también
es la base para realizar una serie de
cálculos y determinaciones posteriores. A
continuación se menciona toda la
información que se debe recabar y la
utilidad que ésta tendrá en etapas
posteriores:
a) Proveedor. Es útil para la presentación
formal de las cotizaciones.
Productividad Industrial
b) Precio. Se utiliza en el cálculo de la
inversión inicial.
c) Dimensiones. Dato que se usa al
determinar la distribución de la planta.
d) Capacidad. Éste es un aspecto muy
importante, ya que, en parte, de él
depende el número de máquinas que seadquiera. Cuando ya se conocen las
capacidades disponibles hay que hacer un
balanceo de líneas para no comprar
capacidad ociosa o provocar cuellos de
botella, es decir, la cantidad y capacidad
de equipo adquirido debe ser tal que el
material fluya en forma continua.
e) Flexibilidad. Esta característica se refiere
a que algunos equipos son capaces de
realizar operaciones y procesos unitarios
en ciertos rangos y provocan en el
material cambios físicos, químicos o
mecánicos en distintos niveles. Por
ejemplo, ¿cuál es el grado de temperatura
en el que opera un intercambiador de
calor? ¿Cuál es la distancia entre las
puntas en un torno? ¿Cuáles son los
diámetros máximos y mínimos, con los
que trabaja un torno?
f) Mano de obra necesaria. Es útil al
calcular el costo de la mano de obra
directa y el nivel de capacitación que se
requiere.
g) Costo de mantenimiento. Se emplea
para calcular el costo anual del
mantenimiento. Este dato lo proporciona
el fabricante como un porcentaje del costo
de adquisición.
h) Consumo de energía eléctrica, otro tipo
de energía o ambas. Sirve para calcular
133
este tipo de costos. Se indica en una placa
que traen todos los equipos, para señalar
su consumo en watts/h.
í) Infraestructura necesaria. Se refiere a
que algunos equipos requieren alguna
infraestructura especial (por ejemplo, alta
tensión eléctrica), y es necesario conocer
esto, tanto para preverlo, como porque
incrementa la inversión inicial.
j) Equipos auxiliares. Hay máquinas que
requieren aire a presión, agua fría o
caliente, y proporcionar estos equipos
adicionales es algo que queda fuera del
precio principal. Esto aumenta la inversión
y los requerimientos de espacio.
k) Costo de los fletes y de seguros. Debe
verificarse si se incluyen en el precio
original o si debe pagarse por separado y
a cuánto ascienden.
l) Costo de instalación y puesta en
marcha. Se verifica si se incluye en el
precio original y a cuánto asciende.
m) Existencia de refacciones en el país.
Hay equipos, sobre todo los de tecnología
avanzada, cuyas refacciones sólo pueden
obtenerse
importándolas.
Si
hay
problemas para obtener divisas o para
importar, el equipo puede permanecer
parado y hay que prevenir esta situación.
CONTEXTUALIZAR CON:
Competencia
sustentabilidad
Para
la
Considerar que los proyectos bien
planeados
crean
beneficios
personales y profesionales.
134
El alumno:
− Simulará organizar un viaje a
algún centro vacacional para lo
cual deberán hacer cálculos
financieros de lo que vana a
necesitar para irse de viaje,
enlistaran los gastos que deberán
realizar e investigaran cuanto les
va a costar cada uno de los puntos
para determinar un presupuesto
de gastos.
Competencia Tecnológica
Identificar el software de apoyo para
la planeación y control de proyectos.
El alumno:
− Investigará sobre software para
programar proyectos en el cual se
puedan
definir
actividades,
tiempos y fechas de elaboración y
entrega de cada actividad.
2.1.3 La planta.
• Objetivo.
Los objetivos del análisis técnico-operativo
de un proyecto son los siguientes:
-
-
Verificar la posibilidad técnica de la
fabricación del producto que se
pretende.
Analizar y determinar el tamaño
óptimo, la localización óptima, los
equipos, las instalaciones y la
organización requeridos para realizar la
producción.
En resumen, se pretende resolver las
preguntas referentes a dónde, cuánto,
cuándo, cómo y con qué producir lo que
se desea, por lo que el aspecto técnico
operativo de un proyecto comprende todo
aquello que tenga relación con el
Productividad Industrial
funcionamiento y la operatividad del
propio proyecto.
Las partes que conforman el estudio
técnico se muestra en la figura.
Análisis y determinación de la localización
óptima del proyecto
Análisis y determinación del tamaño
óptimo del proyecto
Análisis de la disponibilidad y el costo de
los suministros e insumos
Identificación y descripción del proceso
Determinación
de
la
organización
humana y jurídica que se requiere para la
correcta operación del proyecto
• Determinación de la planta.
El tamaño de un proyecto es su capacidad
instalada, y se expresa en unidades de
producción por año.
Tamaño.
Además de definir el tamaño de un
proyecto de la manera descrita, en otro
tipo de aplicaciones existen otros
indicadores indirectos, como el monto de
la inversión, el monto de ocupación
efectiva de mano de obra, o algún otro de
sus efectos sobre la economía.
Productividad Industrial
Esta parte de la metodología de
evaluación de proyectos, es donde más se
requiere de ingenieros, en el sentido de las
personas que utilizan su ingenio para
resolver los problemas. Para determinar el
tamaño óptimo de la planta, se requiere
conocer con mayor precisión tiempos
predeterminados
o
tiempos
y
movimientos del proceso, o en su defecto,
diseñar y calcular esos datos con una
buena dosis de ingenio y ciertas técnicas.
Si no se conocen estos elementos, el
diseño de la planta viene a ser más un arte
que un acto de ingeniería. Por ejemplo,
cuando una cocinera elabora el platillo de
su especialidad, nunca reflexiona en la
optimización de los tiempos y de los
ingredientes, lo que importa es el
resultado final: un sabor exquisito en su
comida, y es un arte porque no cualquiera
lo hace. La optimización del tamaño de la
planta y de las condiciones de trabajo, es
similar a obtener un platillo de sabor igual
al de la mejor cocinera, pero optimizando
todas las operaciones, de manera que
dichas operaciones y el sabor del producto
puedan repetirse cuantas veces se quiera
al menor costo, en el menor tiempo
posible, y esto sí es un verdadero acto de
ingeniería.
Es imposible desarrollar un método
estandarizado para determinar de manera
óptima la capacidad de una planta
productiva, dada la complejidad del
proceso y la enorme variedad de procesos
productivos. Sin embargo, se intentará
proporcionar una guía para realizar tal
determinación. Recuerde que es un acto
de ingeniería, es decir el uso del ingenio
personal es fundamental para lograr la
optimización. Un aspecto es la guía o
reglas para optimizar y otro es el buen
135
juicio para hacerlo correctamente. Se
mostrará la guía; el buen juicio sólo se
adquiere por la experiencia y el ingenio.
La manufactura no es una función de la
ingeniería sino más bien una función de
negocios. Cuando se invierte en una nueva
unidad productiva, debe observarse no
sólo el aspecto técnico, sino también el
aspecto de los negocios. El primer aspecto
corresponde a la ingeniería, pero el
segundo concierne a la manufactura, ya
que en la empresa privada siempre se
invierte para obtener una ganancia, por
tanto, el primer punto importante a
analizar es el tipo de manufactura que
deberá emplearse para elaborar el
producto bajo estudio.
Debe entenderse por manufactura la
actividad de tomar insumos, como las
materias primas, mano de obra, energía,
etcétera, y convertirlos en productos. Se
han clasificado cinco tipos genéricos de
procesos de manufactura:' por proyecto,
por órdenes de producción, por lotes, en
línea y continuos. Un proceso de
manufactura por proyecto se refiere al
hecho de construir algún producto por
única ocasión, o en dos o tres ocasiones;
por
ejemplo,
la
construcción
(o
manufactura) de las naves espaciales que
han visitado la Luna.
La
manufactura
por
órdenes
de
producción implica elaborar determinada
cantidad de producto con ciertas
características, para lo cual se requiere de
personal con habilidades especiales, con
experiencia,
que
utilizan
equipo
productivo especializado y para elaborar la
producción, se fija un tiempo límite. La
demanda de tales productos es irregular y
136
la organización del productor debe ser
muy elevada para cumplir con dicho
compromiso; por ejemplo, se ordena
fabricar 20 automóviles de lujo de
producción limitada.
Un proceso de manufactura por lotes se
presenta cuando se fabrica un producto
similar en grandes cantidades sobre la
base de operaciones repetitivas. En
realidad, este tipo de manufactura es
similar al de órdenes de trabajo, con la
diferencia de que en los lotes el producto
se elabora en grandes volúmenes y en las
órdenes de trabajo rara vez se ejecutan.
En la manufactura por lotes es tan alto el
volumen de producción que el proceso
permanece vigente por años, por lo cual
es posible dividir el proceso en
operaciones sencillas y de esta forma
pueden ser muy bien estudiadas y
optimizadas. Es el tipo de manufactura
que más se utiliza en los productos de
consumo popular. Un mismo equipo
puede utilizarse para fabricar varios
artículos distintos y es aquí donde más se
aplica la programación de la producción
por lotes.
La manufactura por línea se utiliza cuando
una empresa que elabora una gama de
productos fabrica uno con mayor
demanda que los demás; entonces se
considera que vale la pena hacer una línea
de producción exclusiva para ese artículo.
Es el mismo caso de una empresa que sólo
elabore un producto (lo cual es raro hoy
en día), en cuya situación la empresa
montará líneas de manufactura para ese
producto exclusivamente.
En la manufactura de procesamiento
continuo, una materia prima pasa a través
Productividad Industrial
de varios procesos y con ella se elaboran
diversos productos sin interrupción; este
procedimiento puede durar meses o años.
El ejemplo más sencillo son las refinerías
de petróleo, que trabajan noche y día, y
continuarán así hasta que el pozo se agote
o sufra alguna avería. Los procesos se
diseñan para trabajar continuamente
debido a que una interrupción en la
producción, y reiniciarla, tiene un costo
muy elevado. Otra característica de este
tipo de procesamiento es la alta demanda
de los productos que se fabrican.
Todo proceso productivo conlleva una
tecnología que viene a ser la descripción
detallada, paso a paso, de operaciones
individuales, que, de llevarse a cabo,
permiten la elaboración de un artículo con
especificaciones precisas.
De lo anterior se puede deducir que la
siguiente etapa, indispensable para
determinar y optimizar la capacidad de
una planta, es conocer al detalle la
tecnología que se empleará. Después de
esto se entra a un proceso iterativo donde
intervienen, al menos, los siguientes
factores:
1. La cantidad que se desea producir, la
cual, a su vez, depende de la demanda
potencial que se calculó en el estudio de
mercado y de la disponibilidad de dinero.
Además, determina en gran medida el
proceso de manufactura a seleccionar.
2. La intensidad en el uso de la mano de
obra que se quiera adoptar: procesos
automatizados, semiautomatizados o con
abundante mano de obra en las
operaciones. Esta decisión también
depende, en buena medida del dinero
Productividad Industrial
disponible, ya que un proceso totalmente
automatizado
requiere
una
mayor
inversión.
3. La cantidad de turnos de trabajo. Puede
ser un solo turno de trabajo con una
duración de diez horas, dos turnos con
una duración de nueve horas, tres turnos
diarios de ocho horas, o cualquier otra
variante. No es lo mismo producir diez
toneladas trabajando uno, dos o tres
turnos diarios; la decisión afectará
directamente
la
capacidad
de
la
maquinaria que se adquiera. Desde luego,
esta consideración se evita en procesos
continuos de manufactura.
4. La optimización física de la distribución
del equipo de producción dentro de la
planta. Mientras más distancia recorra el
material, ya sea como materia prima,
producto en proceso o producto
terminado, la productividad disminuirá.
Para lograrlo, es muy importante
considerar las técnicas de manejo de
materiales.
5. La capacidad individual de cada
máquina que interviene en el proceso
productivo y del llamado equipo clave, es
decir, aquel que requiere de la mayor
inversión y que, por tanto, se debe
aprovechar al 100% de su capacidad. Si no
se hace así, disminuirá la optimización del
proceso, lo cual se reflejará en una menor
rentabilidad económica de la inversión al
tener instrumentos muy costosos y
ociosos.
6. La optimización de la mano de obra. Si
se calcula mal la mano de obra requerida
habrá problemas. Con una estimación
mayor, habrá mucha gente ociosa y se
137
pagarán salarios de más; si sucede lo
contrario, los trabajadores no alcanzarán a
cubrir todas las tareas que es necesario
realizar, retrasando el programa de
producción.
Para ilustrar la forma dinámica e iterativa
de los pasos necesarios para optimizar el
diseño de un proceso productivo, se toma
un ejemplo de un proceso de manufactura
(producción) muy sencillo; se espera que
no sea muy difícil para el estudiante
imaginarlo en la realidad. El proceso
seleccionado es la elaboración de
mermelada de fresa, envasada en
recipientes de vidrio de 250 gramos de
capacidad, esterilizada y etiquetada. La
manufactura se efectúa por lotes.
Instalaciones.
Distribución de la planta
La distribución de la planta está
demarcada por el proceso mismo para
producir.
Ejemplo: Este proceso a grandes rasgos es
el siguiente; recepción de la caña,
molienda, recolección de bagazo, limpieza
de jugos, paso de los jugos a la hornilla y
posterior evaporación del agua, moldeo
del dulce, traslado del dulce a mesas de
empaque, empaque, traslado a bodega,
transporte y venta.
Cada sitio del flujo o proceso debe estar
claramente separado, tanto desde del
punto de vista físico como desde el
sanitario. Una distribución donde haya
choque entre distintas funciones pondrá
en riesgo las personas, el producto, el
proceso y las instalaciones mismas, ya que
sé a aumentarán los factores que
138
producen accidentes. Por tanto, una
planta coherentemente distribuida, debe
presentar los puntos que se desarrollan a
continuación:
Los Patios de maniobra
En esta zona, el espacio dispuesto debe
ser necesario y suficiente, de manera que
permita la movilización de los vehículos
los, que llegan con la caña.
Esta zona se separará de las otras zonas
mediante paredes de concreto, y con
desniveles. El área de recepción de la caña
es la zona más alta de la planta; por ello
se debe evitar la presencia de materiales
extraños en la zona de jugos, tales como
bagazo, bagacillo, aceites, polvo, Iodos,
hollín, y cualquier otro contaminante. etc.
El lugar donde se deposita la caña, previo
a la molienda, debe tener pisos de
concreto, o material impermeable, con
desnivel mínimo del 2 %, hacia afuera. Es
recomendable que esté bajo techo,
siempre que sea posible, ya que la
exposición a la luz del sol desmejora la
calidad de la caña, y como consecuencia la
del producto final. .
El molino y su motor, se ubicarán adelante
de la zona de recepción de la caña, las
bases donde se asienten serán de concreto
junto con los pisos a su alrededor. El
espacio donde se ubique el motor debe
instalarse de manera que no implique
riesgo alguno para las personas que allí
trabajen, así como para el producto y/o las
instalaciones; en otras palabras se debe
ajustar a las normas vigentes de
seguridad.
Productividad Industrial
Si el motor es de diesel o similar, deberá
preverse alrededor de sus pedestales, un
caño que pueda recoger posibles
derrames de aceite o diesel, evitando de
esta manera que pasen al resto de la
planta. Alrededor del motor no debe
acumularse ningún tipo de material, y
mucho menos bagazo.
Se debe disponer un espacio adecuado
para poder recoger el bagazo recién salido
de la molienda, deber ser estrictamente el
mínimo posible, para evitar que sea usado
como bagacera.
Los prelimpiadores y el tanque de paso, es
s elementos son claves en el proceso de
limpieza de jugos. Permiten retirar el
bagacillo, y gran parte de los Iodos y
arenas presentes en el jugo recién e raído,
obteniendo el producto claro según el tipo
de caña. Con los prelimpiado s se elimina
el uso de los sulfitos y otros clarificadores
químicos en el dulce esto redunda: en una
economía para producción, una mejor
calidad de dulce lo más importante
elimina la posibilidad de enfermar al
consumidor por dicho motivo.
Los prelimpiadores serán de un material
impermeable no poroso, y con capacidad
de soportar la corrosión n que producen
los jugos. Usualmente se construyen de
bloques de concreto, ladrillo, o bien en
concreto
armado.
Este
tipo
de
prelimpiadores se enchapan en azulejo, en
todo su interior, así como en sus bordes.
Otros materiales que e utilizan para hacer
los prelimpiadores es el acero inoxidable.
Todo lo anterior aplicará para el tanque de
almacenamiento.
El
tanque
estará
diseñado en función al tamaño justo para
Productividad Industrial
acumular una tarea. Para lograrlo la
producción del molino debe estar
equilibrada
con
la
velocidad
de
producción de la hornilla.
Usualmente se requieren al menos dos
prelimpiadores. El primario se puede
colocar a la par del molino, justamente a
la salida de los jugos. La ventaja de esa
disposición, es que el operador que
introduce la caña puede estar observando
su funcionamiento, por tanto cuando el
prelimpiador primario acumula mucho
bagacillo, él mismo lo puede retirar. Del
prelimpiador primario se pasa al
secundario por medio de tuberías, cuyo
diámetro mínimo es de 38 milímetros,
todo paso se hará por gravedad.
En el fondo del prelimpiador se construirá
una salida de 38 mm de diámetro, se
colocará una llave de paso, para controlar
la salida de material. El objeto de esta
salida es para poder evacuar el
prelimpiador al final de la jornada.
El segundo prelimpiador se construye
usualmente, a un costado del tanque de
almacenamiento temporal. Ambas piezas
son recomendables construirlas separadas
del primer prelimpiador y del molino. De
esa forma los jugos no se llenan de
bagacillo ni espumas que puedan saltar de
los molinos y primer prelimpiador.
El tanque de almacenamiento ayuda
también a la relimpieza, ya que durante el
tiempo que dura el jugo retenido se
produce una sedimentación de material
fino aún suspendido. Dado este proceso
físico, en la salida de dicho tanque se
construirá una depresión o cajita que
retenga dichos Iodos.
139
Ambos prelimpiadores serán con fondo en
cuña, y llevarán tabletas retenedoras. El
tanque tendrá una pendiente mínima del
2 % hacia la salida desde cualquier
dirección.
(Todos los pisos de esta zona serán de
concreto.)
Zona de almacenamiento y secado del
bagazo, alimentación de bagazo a la
cámara de la hornilla.
El bagazo que resulta de la extracción se
emplea en las plantas de dulce como
combustibles para producir la energía que
usa la hornilla.
Según el tipo de cámara que se use en la
hornilla y el estado del molino, el bagazo
se debe secar o bien puede usarse recién
salido del molino. De todos modos
siempre se ocupará almacenar bagazo. En
la mayoría de los trapiches el bagazo se
almacena en un espacio que forma parte
de la misma estructura del resto de la
planta. Sin embargo, esta práctica encierra
un gran riesgo para la seguridad del
personal y del edificio, ya que al ser el
bagazo una materia combustible, un
descuido podría generar un incendio que
acabe con todo. De este tipo de accidente
se registran casos. Por tanto, esta
estructura debe estar separada del resto
de la planta. La estructura para el
almacenamiento del bagazo será abierta,
de manera que permita la circulación de
aire. Su tamaño va a estar determinado
por la magnitud de la producción. Se debe
evitar la entrada de agua en invierno a la
bagacera. Se puede lograr construyendo
caños a su alrededor. Es recomendable
que la altura mínima de esta estructura
sea de tres metros en los extremos
140
En los casos que la bagacera forme parte
de la estructura general de la planta, debe
estar físicamente desconectada de la zona
de manejo de jugos, esto se logrará
construyendo paredes preferiblemente de
mampostería, sea ladrillo, o bloques de
Concreto. También puede construirse Con
una estructura de madera forrada con
hierro galvanizado, debiendo estar el forro
del lado de la Zona de manejo de jugos. El
interés de hacer esta separación es con el
objeto de evitar el paso de bagazo, polvo
y otras sustancias a la Zona más delicada
de la planta.
La zona de alimentación de la hornilla,
tendrá sus pisos de concreto con su
respectivo punto de drenaje de aguas.
Será de 2 metros de ancho por 4.50
metros de largo como mínimo.
Zona de procesamiento de jugos, moldeo
de dulce, empaque y almacenamiento.
Esta zona es particularmente crítica, pues
aquí es donde se debe tener mayor
control higiénico y de calidad en la
elaboración del producto.
En virtud de esta situación se buscará un
aislamiento respecto del resto de la planta
y el ambiente exterior. Será hecho de
manera que se impida el acceso a insectos
de cualquier clase, animales, polvo, lodo,
etc.
Esta zona debe estar restringida al paso de
personas ajenas al proceso que allí se lleva
a cabo, de esta manera se reducen,
contaminaciones y distracciones, así como
accidentes para personas y productos.
Productividad Industrial
Todos los pisos y paredes de esta zona
serán de material impermeable no poroso.
En el caso del piso este será
antiderrapante,
tal
Como
concreto
aplanchado,
cerámicas
industriales,
concretos con recubrimientos resistentes a
ácidos y álcalis.
Las ventilaciones y entradas a la planta
deberán tener mallas de cedazo número
16 Como máximo, tal que eviten la
entrada de insectos: principalmente
abejas.
La Zona de batido de dulce y posterior
moldeo, se construirá en un cuarto con
cedazos (No.16) en todas sus paredes o
donde haya aberturas de ventilación, de
ésta manera queda separada del resto de
esta zona.
3. Vías de acceso
Las vías de acceso a la planta, que se
encuentren dentro del recinto, se
recomienda que presente una superficie
pavimentada, de fácil tránsito. Las
pendientes estarán dirigidas hacia los
caños, cajas de registro y/o rejillas de
desagüe.
Los pavimentos podrán ser de diversos
materiales, Concreto de cemento Pórtland,
concreto asfáltico, adoquín de concreto,
empedrado de piedra cuarta, empedrado
de piedra bota, toba cemento (lastre y
cemento.
Debe evitarse a toda costa, que et acceso
sea de tierra, dado que en invierno hay
mucho lodo y en el verano se presenta
mucho polvo. Estas materias si están
presentes pasan al interior de la planta, y
al producto. Uno de los resultados finales
de estas contaminaciones presenta en los
Productividad Industrial
jugos, los cuales se manchan y como
consecuencia el dulce que se produce es
oscuro,
además
de
presentarse
sedimentos indeseables, tales como
arenas y Iodos.
Patios
Para los patios se tendrá los cuidados que
se tiene en las vías de acceso, pero
además se deben evitar condiciones que
faciliten la contaminación de la planta, el
producto y el personal, como es el caso
de:
equipo
mal
almacenado;
acumulaciones de basura, desperdicios,
chatarras, residuos líquidos, etc.
No debe haber presentes malezas ni
hierbas en los alrededores. En el caso de
jardines
estos
deben
recibir
el
mantenimiento del caso, de manera que
no se convierta en habitáculo de especies
problemáticas para el personal, la planta y
el producto.
Los drenajes deben ser adecuados y
suficientes, no deben acumular aguas en
ningún momento en las diferentes zonas
del
patio,
tampoco
se
quedarán
ensuampadas.
Si el pavimento del patio es granular,
conviene revisar la capacidad de
infiltración del suelo subyacente, par
dimensionar las obras complementarias
que se requieran.
Los caños de evacuación o caños
recolectores, llevarán las aguas a las cajas
de registro que indique el diseño, dicha
cajas o coladeras, deberán presentar las
tapas apropiadas de manera que s vite la
entrada de plagas provenientes de las
alcantarillas o tuberías, sobre t o externas.
141
Por último, es de suma importancia una
iluminación adecuada de los patios, sobre
todo si se va a recibir materia prima o
despachar producto terminado durante
las noches. Por adecuada entenderemos
aquella fuente de luz poIicromática con el
brillo y cantidad de iluminación requerida
en el sitio.
Edificios
Los edificios deberán ser de construcción
con buena seguridad estructural, y cuyos
materiales sean tales que no permitan
focos de contaminación que puedan
dañar a las personas y los productos que
ellas elaboran: el proceso total.
La seguridad estructural de la planta se
regirá por el Código Sísmico de Costa Rica,
y los criterios de diseño del profesional
responsable de la construcción. En el
interior del edificio se debe disponer de
espacios suficientes de manera que
permitan las maniobras para el flujo de
materia prima, materiales, productos,
personas, etc., Debe haber espacio
suficiente para tener libre acceso a las
diferentes operaciones productivas y para
el mantenimiento de los equipos, tales
como, moldes, pascones, paletas, mesas
de moldeo, canoas enfriadoras, etc.
El área de proceso estará separada de
otras áreas como los servicios sanitarios,
servicios de comedor, oficinas, o empaque
de producto final. Las zonas de servicios y
oficinas estarán ubicadas en recintos
totalmente
separados
por
paredes
impermeables no porosas. Si las zonas de
empaque y proceso están en la misma
planta, es conveniente demarcar en piso el
espacio definido para cada una de ellas,
142
así como, el flujo o camino a seguir entre
las diferentes operaciones.
Pisos
Serán impermeables de manera que la
humedad del subsuelo no pase a la
planta, ni la humedad que se genere en
los pisos como resultado del lavado a su
vez pase al subsuelo bajo el piso. Este
cuidado tiene como objeto evitar la
proliferación
de
microorganismos
patógenos y plagas en general. Los pisos
se
recomiendan
construirlos
con
materiales a prueba de roedores.
La resistencia estructural del piso será de
al menos 140 kg/cm2. La construcción
será tal que no se presenten fisuras ni
irregularidades en la superficie.
Dada la cantidad permanente d agua que
se vierte en las plantas de dulce, la
superficie del piso será antiderrapante, en
grado
tal
que
ofrezca
suficiente
adherencia en la movilidad de las
personas. Una planta procesadora de
alimentos requiere el mínimo posible de
superficies donde puedan acumularse
microorganismos patógenos y suciedades
diversas, que posteriormente puedan
dañar
el
producto;
la
superficie
antiderrapante deberá ser lo menos
rugosa posible, dicho de otra m era será lo
mínimo necesario y suficiente para que las
personas que trabajen la planta no se
resbalen.
Los pisos deben tener resistencia química,
tal que no se deterioren fácilmente las
superficies. Esta condición tiene su mayor
grado de importancia en la zona de
procesamiento de jugos, moldeo de dulce,
empaque y almacenamiento.
Productividad Industrial
Todos los pisos en general se requiere que
tengan una pendiente del 2 % hacia los
escurrideros,
los
cuales
pasarán
posteriormente al sistema de tratamiento
correspondiente.
Pasillos
El ancho de los pasillos será proporcional
al número de personas que los transiten.
Se ajustaran además a las necesidades de
los trabajos que se realicen j en la planta.
El ancho mínimo recomendado para los
pasillos principales es de 1.20 metros.
Los pasillos en ningún caso se deberán
emplear como zonas de almacenamiento,
pues los obstáculos en la circulación son
fuentes potenciales para accidentes tanto
del producto como para las personas y los
equipos que se necesite mover por dichos
sitios.
Sí en los pasillos se presentan
intersecciones o esquinas, es conveniente
que haya avisos de advertencia o bien
espejos adecuadamente colocados.
Paredes
Las paredes se construirán con material
impermeable no poroso. Se deberá tener
especial
cuidado
en
seguir
esta
recomendación en las áreas de proceso
del
producto,
las
zonas
de
almacenamiento, laboratorios, etc., si las
hubiese, y servicios sanitarios.
La altura mínima de las paredes en la zona
de trabajo será de tres metros.
Los materiales a emplear pueden ser de.
bloques de concreto con repello fino; de
concreto chorreado; paredes prefabricadas
de concreto debidamente acabadas;
Productividad Industrial
enchapadas con azulejos e una calidad tal
que soporte los ácidos que se generen, en
este caso la ragua a utilizar deberá ser
epóxica. los azulejos irán hasta una altura
mí. a de 1.20 metros desde el nivel del
suelo o hasta la altura óptima para
ejecutar la operación correspondiente.
Donde se pinten la pared, se utilizan
pinturas resistentes a la humedad, deben
ser lavables e impermeables. Deberán ser
capaces de resistir los ácidos y álcalis
presentes en el ambiente, los cuales
resultan de los procesos que se desarrollan
en la planta demás es conveniente que
dichas pinturas contengan agentes
fungicidas o germicidas. los colores a
emplear deberán siempre ser claros.
En la zona de procesamiento de jugos,
moldeo
de
dulce,
empaque
y
almacenamiento, deberá evitarse las
paredes de madera, al menos hasta una
altura de 1.20 metros o lo que requiera la
operación.
Las uniones entre piso y pared, y entre
pared y pared, deben ser redondeadas,
con un acabado tipo sanitario. El interés
de esta recomendación consiste en
facilitar la limpieza y evitar la acumulación
de suciedades.
Para facilitar la circulación de aire, en la
zona principal de trabajo, se pueden
construir ventilas en la base de la pared,
estas pueden ser de 10 centímetros de
alto por 30 centímetros de ancho. Dichas
ventilas llevarán una malla de varilla #2 a
cada 2.50 centímetros, en ambas
direcciones, dicha malla servirá para evitar
el paso de roedores y animales pequeños.
143
Ventanas y puertas
Las ventanas se construirán dé manera
que se evite la acumulación de suciedades.
Las ventanas de abatir y las que tengan
celosías deberán proveerse de cedazo
mosquitero. Dichas mallas se colocarán dé
manera que sean fácilmente removidas,
para poder dar la limpieza del caso y para
el buen mantenimiento del sistema. Las
banquinas de las ventanas tendrán todas
pendiente suficientes para que no se
puedan usar como estantes.
Donde sean posible los vidrios de las
ventanas serán sustituidos por materiales
irrompibles, como el acrílico, o el poli
carbonató.
En los sitios donde las ventanas sean de
vidrio, si éstas se llegan a romper, se debe
limpiar el lugar de inmediato, recoger
todos los fragmentos, y tomar todas las
previsiones necesarias para desechar el
producto que se haya contaminado.
Las puertas se construirán de materiales
fuertes y duraderos. Deben ser resistentes
a la humedad. Es importante que sean
lisas, principalmente en la cara que da al
interior de la planta.
Las puertas principales deben abrir hacia
afuera. El ancho mínimo ideal es de 1.20
metros. Las entradas de materia prima
deben ser independientes de la salida de
producto terminado. Se debe tener al
menos dos puertas ubicadas en diferentes
sitios.
Rampas y escaleras
Las rampas y escaleras se regirán según el
reglamento de construcciones de INVUCFIA. Al instalar la planta de dulce se
144
considerará
siguiente:
complementariamente
'o
Las rampas tendrán una pendiente que no
exceda el 1 0 % respecto de la horizontal,
y deben construirse con material
antideslizante. Deberá llevar pasamanos
en al menos uno de sus lados. !ancho de
las mismas estará condicionado por los
objetos que circulen por la. El ancho
mínimo será de 1.20 metros
Las escaleras deben reunir características
tales
que
permitan
transitar
con
comodidad, seguridad y fluidez. todos los
casos su superficie será antiderrapante. El
diseño total de escalera será función de
las necesidades de cada establecimiento.
Si se trata de escaleras de tránsito general,
el ancho mínimo será de 1 metro; la a la a
de la contrahuella será entre los 0.17
metros y los 0.20 metros; la huella á de
0,30
centímetros
de
ancho
preferentemente. Toda escalera deberá
tener sus respectivos pasamanos en
ambos lados.
4. Instalaciones Sanitarias
En toda planta procesadora de alimentos
la higiene del personal es determinante
para la seguridad de los alimentos. Una
planta sin las condiciones higiénicas
adecuadas para el personal es una planta,
dónde el riesgo de falla económica es
permanente, debido al aumento de las
posibilidades de contaminación de sus
productos y las consecuentes pérdidas.
Inodoros
Se deberá proveer servicios sanitarios
separados para cada sexo. Deben tener
ventilación directa. Según jornada de
trabajo se colocará un inodoro por cada
Productividad Industrial
25 hombres o fracción; se colocará un
inodoro para cada 20 mujeres o fracción;
se colocará un orinal por cada 30 hombres
o fracción; se colocará un lavatorio por
cada 15 personas; se colocará una ducha
para cada 5 personas o bien según lo que
establezca como óptimo el Ministerio de
Salud Pública
Los espacios destinados a los servicios
sanitarios, tendrán pisos y paredes
impermeables, con una altura mínima de
180 centímetros, dichos materiales
pueden ser similares a los azulejos y/o
cerámicas.
Vestidores y duchas
Dadas
las
características
de
la
agroindustria del dulce, en la cual se da la
evaporación de grandes cantidades de
agua; el manejo de caña; manejo de
bagazo y leña; manejo de moldes; etc., el
personal deberá usar ropa para trabajo
diferente a la que empleará al salir de la
planta, al final de la jornada. Por ello es
importantísimo proveer en la planta
vestidores con sus respectivas duchas o
regaderas, además se debe incluir un
casillero por cada operario u empleado,
donde pueda guardar sus objetos
personales.
Las ropas y objetos personales no se
deberán depositar en los sitios de
producción. Los vestidores y regaderas no
deberán tener acceso directo a la zona de
producción, además, sé de á considerar en
el diseño, la posibilidad de un derrame u
obstrucción en sitio de baño. Si se llegara
a dar dicho derrame el agua en ningún
caso d era correr por la planta.
Productividad Industrial
Las paredes y pisos de las duchas s deben
ser de materiales impermeables. En el caso
del piso este debe ser antideslizante. Los
materiales a usar pueden ser similares a
los azulejos en e caso de las paredes ya las
cerámicas en el caso de los pisos.
Instalaciones para lavarse las manos en
zonas de producción
En la zona de producción, se ubicarán
instalaciones convenientemente situadas
para lavarse las manos con agua y jabón y
secarse con toallas desechables. Se debe
disponer
adicionalmente
de
una
instalación de desinfección de las manos,
con jabón, agua y un preparado
reconocido
y
adecuado
para
la
desinfección. El medio para secarse las
manos debe ser higiénico y apropiado. Si
se emplean toallas estas deben ser de
papel, y debe haber junto a cada lavabo
un número suficiente de dispositivos de
distribución y receptáculos o basureros
con sus tapas acciónales con el pie. Es
conveniente que los grifos no se accionen
con las manos.
La cantidad de dispositivos se determinará
en función de la cantidad de personal. Las
tuberías de descarga serán dirigidas al
respectivo sistema de tratamiento de
aguas residuales.
Condiciones.
En la práctica, determinar el tamaño de
una nueva unidad de producción es una
tarea limitada por las relaciones reciprocas
que existen entre el tamaño, la demanda,
la disponibilidad de las materias primas, la
tecnología,
los
equipos
y
el
financiamiento. Todos estos factores
contribuyen a simplificar el proceso de
aproximaciones
sucesivas,
y
las
145
alternativas de tamaño entre las cuales se
puede escoger se reducen a medida que
se examinan los factores condicionantes
mencionados, los cuales se analizan
detalladamente a continuación.
El tamaño del proyecto y la demanda
La demanda es uno de los factores más
importantes para condicionar el tamaño
de un proyecto. El tamaño propuesto sólo
puede aceptarse en caso de que la
demanda sea claramente superior. Si el
tamaño propuesto fuera igual a la
demanda, no sería recomendable llevar a
cabo la instalación, puesto que sería muy
riesgoso. Cuando la demanda es
claramente superior al tamaño propuesto,
éste debe ser tal que sólo cubra un bajo
porcentaje de la primera, no más de 10%,
siempre y cuando haya mercado libre.
Cuando el régimen sea oligopólico no se
recomienda tratar de introducirse al
mercado, a menos que existan acuerdos
previos con el propio oligopolio acerca de
la repartición del mercado existente o del
aseguramiento del abasto en las materias
primas.
El tamaño del proyecto y los
suministros e insumos
El abasto suficiente en cantidad y calidad
de materias primas es un aspecto vital en
el desarrollo de un proyecto. Muchas
grandes empresas se han visto frenadas
por la falta de este insumo. Para
demostrar que este aspecto no es
limitante para el tamaño del proyecto, se
deberán listar todos los proveedores de
materias primas e insumos y se anotarán
los alcances de cada uno para suministrar
estos últimos. En etapas más avanzadas
del proyecto se recomienda presentar
tanto
las
cotizaciones
como
el
146
compromiso escrito de los proveedores
para abastecer las cantidades de material
necesario para la producción. En caso de
que el abasto no sea totalmente seguro se
recomienda buscar en el extranjero dicha
provisión, cambiar de tecnología, en caso
de ser posible, o abandonar el proyecto.
El tamaño del proyecto, la tecnología y
los equipos
Hay ciertos procesos o técnicas de
producción que exigen una escala mínima
para ser aplicables, ya que por debajo de
ciertos niveles, los costos serían tan
elevados que no se justificaría la operación
de la planta.
Las relaciones entre el tamaño y la
tecnología influirán a su vez en las
relaciones entre tamaño, inversiones y
costo de producción. En efecto, dentro de
ciertos límites de operación y a mayor
escala, dichas relaciones propiciarán un
menor costo de inversión por unidad de
capacidad
instalada
y
un
mayor
rendimiento por persona ocupada; lo
anterior contribuirá a: disminuir el costo
de producción, aumentar las utilidades y
elevar la rentabilidad del proyecto.
En términos generales se puede decir que
la tecnología y los equipos tienden a
limitar el tamaño del proyecto al mínimo
de producción necesario para ser
aplicables.
El
tamaño
del
proyecto
y
el
financiamiento
Si los recursos financieros son insuficientes
para atender las necesidades de inversión
de la planta de tamaño mínimo es claro
que la realización del proyecto es
imposible. Si los recursos económicos
Productividad Industrial
propios y ajenos permiten escoger entre
varios
tamaños
para
producciones
similares entre los cuales existe una gran
diferencia de costos y de rendimiento
económico, la prudencia aconsejará
escoger aquel que se financie con mayor
comodidad y seguridad, y que a la vez
ofrezca, de ser posible, los menores costos
y un alto rendimiento de capital. Por
supuesto, habrá que hacer un balance
entre todos los factores mencionados para
realizar la mejor selección.
Si existe flexibilidad en la instalación de la
planta, esto es, si los equipos y la
tecnología lo permiten, se puede
considerar la implantación del proyecto
por etapas como una alternativa viable,
aunque es obvio que no todos los equipos
y las tecnologías permiten esta libertad.
El
tamaño
del
proyecto
y
la
organización
Cuando se haya hecho un estudio que
determine el tamaño más apropiado para
el proyecto, es necesario asegurarse que
se cuenta con el personal suficiente y
apropiado para cada uno de los puestos
de la empresa. Aquí se hace una referencia
sobre todo al personal técnico de
cualquier nivel, el cual no se puede
obtener fácilmente en algunas localidades
del país. Este aspecto no es tan
importante como para limitar el proyecto,
ya que con frecuencia se ha dado el caso
de que, cuando se manejan avanzadas
tecnologías, vienen técnicos extranjeros a
operar los equipos. Aun así, hay que
prevenir los obstáculos en este punto,
para que no sean impedimento en el
tamaño y la operación de la planta.
Método de LANGE.
Productividad Industrial
Lange define un modelo particular para
fijar la capacidad óptima de producción
de la nueva planta, basándose en la
hipótesis real de que existe una relación
funcional entre el monto de la inversión y
la capacidad productiva del proyecto, lo
cual permite considerar a la inversión
inicial como medida directa de la
capacidad de producción (tamaño).
Si se logra obtener una función que
relacione la inversión inicial y los costos de
producción, ésta mostrará que un alto
costo de operación está asociado con una
inversión inicial baja, y viceversa. Esto se
debe a que el mayor uso de un factor
permite una menor inversión en otro
factor. De acuerdo con el modelo habrá
que hacer el estudio de un número de
combinaciones
inversión-costos
de
producción, de tal modo que el costo total
sea mínimo. Para ello, como los costos se
dan en el futuro y la inversión en el
presente, es necesario incorporar el valor
del dinero en el tiempo y descontar todos
los costos futuros para hacer la
comparación. La expresión del costo total
mínimo quedaría como sigue.
En estas condiciones, el costo total
alcanzará su nivel mínimo cuando el
incremento de la inversión inicial sea igual
a la suma descontada de los costos de
147
operación que
permite ahorrar.
esa
mayor
inversión
El método de Lange es muy intuitivo, pero
no evita que sea necesario variar
aproximaciones que son largas y tediosas,
ya que por cada alternativa que se estudie
hay que conocer la inversión y los costos
de producción.
Método de escalación.
Una forma más detallada de determinar la
capacidad óptima de producción es
considerar la capacidad de los equipos
disponibles en el mercado y con esto
analizar las ventajas y desventajas de
trabajar cierto número de turnos de
trabajo y horas extras. Cuando se
desconoce la disponibilidad de capital
para invertir, este método es muy útil.
Se investigan las capacidades de equipos
disponibles en el mercado y se calcula la
máxima producción al trabajar tres turnos,
lo cual, de hecho, proporciona una gama
de
capacidades
de
producción.
Posteriormente hay que considerar, dadas
las características del proceso, los días que
se trabajarán al año y si el proceso
productivo puede detenerse en cualquier
momento sin perjuicio del mismo o de los
costos de producción. A continuación,
considere las ventajas económicas de
trabajar uno o dos turnos con pago de
horas extras e incluso laborar tres turnos y
obtener la producción extra que haga falta
por medio de maquila. En el primer caso
se tendría capacidad ociosa y en el último
una saturación del equipo que puede ser
perjudicial si no se sabe administrar
correctamente.
•
148
Localización del proyecto.
La localización óptima de un proyecto es
la que contribuye en mayor medido a que
se logre la mayor tasa de rentabilidad
sobre, el capital (criterio privado) u
obtener el costo unitario mínima (criterio
social).
El objetivo general de este punto es, por
supuesto, determinar el sitio donde se
instalará la planta.
• Verificar con que cuenta.
La fase de verificación consiste en revisar
los inventarios de materiales, mano de
obra, herramientas, maquinaría y equipo y
por su puesto las áreas con las que se
cuenta.
• Verificar que se necesita.
La lista de necesidades solo consiste en
revisar todos los requerimientos del
proyecto.
CONTEXTUALIZAR CON:
Competencia
teórica
Científico–
Aplicar las teorías de planeación y
control.
El alumno:
− Realizará ejercicios de distribución
de planta con alguno de los
talleres de su escuela para
proponer mejoras a la distribución.
− Realizará ejercicios para definir los
métodos de manejo de materiales.
Competencia De información
Investigará datos de productos,
mercados, salarios y estadísticas.
El alumno:
Productividad Industrial
− Realizará una investigación sobre
las diferentes zonas geográficas
del país para saber que giros
industriales son los mas fuertes en
cada zona con el fin de localizar el
punto optimo para establecer una
empresa de electrónica.
Para la sutentabilidad
Considerar
en
los
proyectos
cuestiones ambientales.
El alumno:
− Elaborar un procedimiento para
recuperar todos los desechos que
contaminen el ambiente en su
escuela.
Otro aspecto importante que se debe
considerar es la flexibilidad de los
procesos y los equipos, para poder
procesar varias clases de insumos, lo cual
ayudará a evitar los tiempos muertos y a
diversificar fácilmente la producción en un
momento dado.
Otro factor primordial, analizado a detalle
posteriormente, es la adquisición de
equipo y maquinaria, donde hay que
considerar muchos aspectos para obtener
la mejor.
2.1.4 El proceso.
• Proceso de producción.
El proceso de producción es el
procedimiento técnico que se utiliza en el
proyecto para obtener los bienes y
servicios a partir de insumos, y se
identifica como la transformación de una
serie de materias primas para convertirla
en artículos mediante una determinada
función de manufactura. Lo anterior se
puede representar en la figura.
En esta parte del estudio, el investigador
procederá a seleccionar una determinada
tecnología de fabricación. Se entenderá
por tal el conjunto de conocimientos
técnicos, equipos y procesos que se
emplean para desarrollar una determinada
función.
En el momento de elegir la tecnología que
se empleará, hay que tomar en cuenta los
resultados de la investigación de mercado,
pues esto dictará las normas de calidad y
la cantidad que se requieren, factores que
influyen en la decisión.
Productividad Industrial
• Técnicas de análisis del proceso.
Ya que se ha descrito con palabras la
manera en que se desarrolla el proceso
productivo, viene una segunda etapa en la
que, en forma integral, se analice el
proceso o la tecnología. La utilidad de este
análisis es básicamente que cumple dos
objetivos: facilitar la distribución de la
planta aprovechando el espacio disponible
en forma óptima, lo cual, a su vez,
optimiza la operación de la planta
mejorando los tiempos y movimientos de
los hombres y las máquinas.
Para representar y analizar el proceso
productivo existen varios métodos,
algunos de los cuales se describen en el
texto. El empleo de cualquiera de ellos
dependerá de los objetivos del estudio.
149
Algunos son muy sencillos, como el
diagrama de bloques, y hay otros muy
completos, como el cursograma analítico.
Cualquier
proceso
productivo,
por
complicado
que
sea,
puede
ser
representado por medio de un diagrama
para su análisis.
Operación
• Herramientas gráficas.
Diagrama de bloques. Es el método más
sencillo para representar un proceso.
Consiste en que cada operación unitaria
ejercida sobre la materia prima se encierra
en un rectángulo; cada rectángulo o
bloque se une con el anterior y el posterior
por medio de flechas que indican tanto la
secuencia de las operaciones como la
dirección del flujo. En la representación se
acostumbra empezar en la parte superior
derecha de la hoja. Si es necesario se
pueden agregar ramales al flujo principal
del proceso. En los rectángulos se anota la
operación unitaria (cambio físico o
químico) efectuada sobre el material y se
puede complementar la información con
tiempos y temperaturas. En la figura se
muestra un diagrama de bloques.
Diagrama de flujo del proceso. Aunque el
diagrama de bloques también es un
diagrama de flujo, no posee tantos
detalles e información como el diagrama
de flujo del proceso, donde se usa una
simbología internacionalmente aceptada
para
representar
las
operaciones
efectuadas. Dicha simbología es la
siguiente:
Símbolo
Significado
Inspección
Línea vertical
Línea
horizontal
6
Indica
las
principales
fases
del
proceso,
método
o
procedimiento,
tales
como
torneado,
empacado etc.
Indica que se
verifica
la
calidad,
la
cantidad
o
ambas.
La
distinción entre
esas
dos
actividades es
evidente.
Indica el flujo
general
o
principal
del
proceso
al
realizar
el
trabajo.
Indica el flujo
del
material
que llega al
proceso
general, estos
materiales
pueden
ser
comprados
o
procesados.
Repetición o
retrabajo
Indica
repeticiones.
Opción o
rutas
alternativas
Opción
entre
dos
trayectorias.
Sin unión
Indica que no
hay
relación
entre procesos
o subprocesos.
7
6
3
7
9
1
4
Línea vertical de flujo
∩
Descripción
Los pasos a seguir para la construcción
son los siguientes:
• Titulo del diagrama (Diagrama de
Proceso de la Operación).
150
Productividad Industrial
•
•
•
•
•
•
•
•
•
•
•
•
•
Número de parte.
Número de dibujo.
Descripción del proceso.
Método actual.
Método Propuesto.
Fecha.
Nombre de la persona o grupo de
trabajo que lo elaboro.
Información
adicional
según
necesidades.
No cruzar nunca líneas horizontales
con verticales y en caso de ser
necesario se señala el punto de
cruce con un semicírculo.
Analizar detenidamente el proceso
a diagramar.
Asignar tiempos al los procesos y a
las inspecciones.
Indicar las operaciones o tareas por
cada símbolo utilizado.
Indicar la actividad a realizar en
cada inspección.
El cursograma analítico
Es una representación gráfica de la
secuencia de todas las operaciones que
componen el proceso, los transportes o
recorridos de materiales y personas, las
inspecciones de materiales, procesos y de
producto terminado, las esperas o
demoras de materiales o procesos y los
almacenamientos que ocurren durante un
proceso. Incluye, además, la información
que se considera deseable para el análisis,
por ejemplo el tiempo necesario y la
distancia recorrida, descripción de todas
las actividades y los métodos que se
recomiendan para su mejora. Sirve para
las secuencias de un producto, un
operario, una pieza, etcétera.
Proporciona una imagen clara de toda
secuencia de acontecimientos del proceso,
Productividad Industrial
con el fin de mejorar la distribución de los
locales y el manejo de los materiales,
también sirve para disminuir las esperas,
estudiar
las
operaciones
y
otras
actividades. Igualmente para comparar
métodos, eliminar el tiempo improductivo,
escoger operaciones para su estudio
detallado y al mismo tiempo mejorar
aquellas que presenten problemas o fallas.
• Distribución de planta.
Se trata de la ubicación, en los distintos
sectores de una planta, de la maquinaria y
equipos correspondientes, de los puestos
de trabajo, de los almacenes y demás
dependencias que hacen funcionar una
fábrica.
Una mala disposición genera movimientos
inútiles e innecesarios, lo que provoca
retrasos y gastos de energía. Por tanto,
contar con un buen estudio de la
151
distribución en planta de una fábrica, es
un elemento necesario e imprescindible.
-
Definición:
“Proceso para determinar la mejor
ordenación de los factores disponibles”.
Proceso:
Distribución global por unidades o
departamentos → Distribución interna de
cada unidad → Detección de fallos e
inconvenientes → Feedback
Causas básicas de cambios en la
distribución en planta:
- Ineficiencia en la distribución actual.
- Cambios en el volumen de producción
⇒ mejor aprovechamiento del espacio
para aumentar el número de equipos y
las necesidades de almacenamiento.
- Cambios en la tecnología y los
procesos ⇒ variaciones en los flujos de
materiales y cambios en los equipos e
instalaciones, y en las necesidades de
mano de obra, tanto a nivel
cuantitativo como cualitativo.
- Cambios en los productos.
- Cambios en las normativas referentes a
seguridad laboral o condiciones de
trabajo.
Frecuencia de la redistribución.
Dependerá de las exigencias del propio
proceso. Puede ser:
- Periódica. Ej: grandes superficies.
- Continua. Ej: Salón de celebraciones
- Ocasional.
Síntomas que ponen de manifiesto una
distribución en planta ineficiente:
- Cuellos de botella y acumulación de
material.
- Deficiente utilización del espacio.
152
-
Excesivas distancias a recorrer en el
flujo de trabajo.
Trabajadores cualificados realizando
operaciones poco complejas.
Malestar de la mano de obra.
Accidentes laborales.
Dificultad
de
control
de
las
operaciones y el personal.
Objetivos de la distribución en planta:
1. Circulación
mínima,
tanto
de
materiales como de personas:
- Reducir las distancias de los CT más
relacionados entre sí.
- Supresión
de
áreas
ocupadas
innecesariamente.
- Disminución de los retrasos y de los
tiempos ociosos.
2. Seguridad, satisfacción y comodidad
del personal:
- Asignación de actividades adecuadas a
los trabajadores y maquinaria.
- Aumento de la seguridad de los
trabajadores.
- Elevación de la moral y la satisfacción
personal.
3. Flexibilidad: debe ser adaptable a
cambios en el entorno (relación con la
frecuencia de la decisión): demanda,
productos y procesos.
Factores que influyen en la selección de
la distribución en planta:
1) Materiales: forma, volumen, peso,
características físicas, y secuencia de
operaciones. Ejemplos: ¿?
2) Maquinaria: tipología, número, espacio
requerido, forma, altura, número de
operarios requeridos, procesos a
emplear.
3) Mano de obra: condiciones medioambientales, aspectos psicológicos y
Productividad Industrial
4)
5)
-
6)
7)
personales: luminosidad, ventilación,
temperatura, ruidos, estudio de
movimientos, grado de aceptación por
los trabajadores.
Las esperas: a menor tiempo de espera,
mayor fluidez. Cuando se habla de
espera, se refiere en el área de
producción. Cuando se realiza en lugar
específico para este fin, ya se habla de
almacenamiento. Ej.: JIT (kanban).
Servicios
auxiliares:
facilitan
la
actividad principal que se desarrolla en
una planta. Tipos:
Relativos al personal: vías de acceso,
primeros auxilios, protección contra
incendios, aseos, vestuarios.
Relativos al material, inspección,
control de calidad,...
A pesar de no implicar labores
productivas, suele ocupar una tercera
parte de la planta o departamento.
Edificio: número de pisos, forma de la
planta, localización de ventanas y
puertas, tomas de corriente,… Todo
ello supone una limitación para diseñar
la planta. Ejemplo: Carrefour versus
Eroski.
Flexibilidad: necesidad de prever las
variaciones y ampliaciones futuras para
evitar posibles cambios en los restantes
factores.
Tipos de “layout” o distribución en
planta.
De posición fija:
Dirigida a procesos productivos por
proyectos. Problema: mover material a las
áreas de almacenamiento ubicadas
alrededor del lugar. Los materiales,
equipos, personal, se adaptan al producto
a construir.
Productividad Industrial
a) Proyectos de construcción: ejs:
edificios,
diques,
puentes,
túneles.
b) Proyectos de manufactura por
posición fija: ejs: astilleros,
trenes,…
Ambos se caracterizan por el alto coste del
manejo
de
materiales
círculos
concéntricos: criterios para determinar la
localización de los materiales:
- Frecuencia de uso.
- Costes de transporte.
- Momento del proceso productivo.
c) Proyectos múltiples que se
realizan en un mismo lugar: ejs:
películas, sala de operaciones,…
Distribución en planta de oficinas:
En este caso, hay que determinar la
posición de los empleados, su equipo y la
distribución de los despachos de tal modo
que los trabajadores que necesitan
contactos frecuentes se encuentren en
lugares cercanos. Ej.: Distribución de
despachos en la Universidad por
departamentos y áreas de trabajo. En este
tipo de distribución es básica la
información, el movimiento de los
trabajadores y la privacidad. Técnica:
gráfico de relaciones.
Distribución de plantas de detallistas:
Organizan el espacio para estanterías y
responde al comportamiento de los
clientes.
Ideas
básicas
para
maximizar
la
probabilidad de compra:
- Colocar los productos de consumo
diario alrededor de la periferia.
- Lugares prominentes: productos de
compra impulsiva y de altos márgenes.
- Suprimir los pasillos que permitan
pasar de una calle a otra sin recorrerlas
153
completamente. Caso extremo: ruta
única.
- Distribuir los productos reclamos a
ambos lados de una calle, y
dispersarlos.
- Altura de las estanterías.
- Productos más comunes: al final de la
nave.
Se complementa con las técnicas de
merchandising.
Distribución de planta de almacenes:
Determinar cuántos almacenes ubicar
(separar o unificar materias primas y
productos finales), y busca el equilibrio
entre necesidades de espacio y manejo de
materiales.
Aspectos
a
considerar:
protección de los materiales, equipos de
almacenamiento, valor de los diferentes
ítems, desarrollo de técnicas informáticas,
grado de perecederibilidad de los
productos, frecuencia de uso, volumen,
equipos de transporte interno y externo.
Distribución orientada al producto:
Se relaciona con procesos de producción
repetitivo. Su filosofía se basa en colocar
cada operación tan cerca como sea
posible de su predecesora, tal que no
existan cuellos de botella. TECNICA:
Equilibrado de líneas (clase práctica).
Poner transparencia sobre tipos de
disposición, y hablar de las ventajas e
inconvenientes.
Distribución orientada al proceso:
Dirigida a producciones de bajo volumen y
gran variedad (procesos productivos jobshop).
Ej.:
fábricas
de
muebles,
hospitales,…
Su filosofía se basa en crear áreas de
trabajo por, por funciones (o talleres): los
154
productos o ítems se mueven de un área a
otra según una secuencia de operaciones.
Dificultades: variedad de productos y
variaciones de la producción.
Es importante que la distribución sea
flexible, especialmente en el transporte y
el manejo de materiales. Esto implica una
baja eficiencia respecto a la Distribución
en Planta por producto, si bien el
desarrollo tecnológico está permitiendo
salvar esta desventaja. Si existiese un flujo
de materiales dominante, la DP por
proceso sería similar a la DP por producto.
Distribuciones híbridas: las células de
trabajo:
Definición de célula:
“Agrupación de máquinas que se
encargan de producir una serie de
componentes”.
Objetivo: buscar los beneficios de la
distribución de planta por producto
(eficacia) y por proceso (flexibilidad).
Cómo: aplicación de la tecnología
de grupos: agrupa outputs con las mismas
características en familias, y asigna grupos
de máquinas y trabajadores para la
producción de cada familia.
Formación
de
las
células
(Tecnologías de grupos):
1) Seleccionar las familias de
productos.
2) Determinar las células.
3) Ordenar las células físicamente.
Criterios para identificar familias y
células:
- Clasificar y codificar ítems.
- Agrupación de máquinas a través de
análisis cluster o teoría de grafos.
- Similitud de rutas de fabricación.
- Similitud
en
función
de
sus
necesidades de equipos/máquinas.
Productividad Industrial
Ejemplo:
Determinación de familias células a través
del análisis del flujo de producción: Matriz
máquinas-componentes: reordenar filas y
columnas, tal que se identifiquen bloques
a lo largo de la diagonal.
MATRIZ BASICA DE MÁQUINAS (M) Y
COMPONENTES ( C )
C/M
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1
2
3
1
4
5
1
6
1
1
7
8
1
9
10 11 12 13 14 15
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
MATRIZ REORDENADA
C/M
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1
2
3
1
4
5
1
6
1
1
7
8
1
9
10 11 12 13 14 15
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
-
Disminución de los tiempos de
preparación
Disminución de los tiempos de
fabricación
Simplificación de la planificación
Se facilita la supervisión y el control
visual
Las ventajas van a verse reflejadas en un
menor coste de producción y en una
mejora en los tiempos de suministro y en
el servicio al cliente. Incluso podrían
conseguirse mejoras en la calidad
1
1
1
1
1
-
1
1
1
1
1
1
1
1
1
1
1
1
1
1
Cada operación del proceso requiere
materiales y suministros a tiempo, el
manejo eficaz de materiales asegura que
los materiales serán entregados en el
momento y lugar adecuado, así como, la
cantidad correcta.
1
Ventajas:
- Mejora de las relaciones humanas (el
equipo de trabajo es responsable del
resultado).
- Mejora la pericia de los usuarios.
- Disminución del material en proceso y
circulación.
Productividad Industrial
• Manejo de materiales.
El manejo (transporte) de los materiales
incluye:
- Movimiento
- Tiempo
- Lugar
- cantidad
- Espacio
El manejo de materiales
Debe asegurar que las partes, materias
primas, material en proceso, productos
terminados y suministros se desplacen
periódicamente de un lugar a otro.
Por ultimo debe de considerar el espacio
para el almacenamiento.
Un mal sistema de manejo de materiales
puede ser la causa de serios daños a
partes y productos. Algunos materiales
necesitan almacenarse en condiciones
específicas (papel y azúcar en un lugar
155
cálido, leche y queso en lugares frescos y
húmedos).
Si el sistema no proporciona estas
condiciones. O si un mal manejo de
materiales permite negligencia en el
cumplimiento de estas normas, pueden
resultar grandes pérdidas, así como
también pueden resultar daños por un
manejo descuidado.
Beneficios del manejo de materiales.
Reducción de costos.
Aumento de capacidad
Mejor distribución.
Principios del manejo de materiales.
Los principios deben de tratarse como una
guía o como razonamientos que pueden
conducir a una mayor eficiencia.
Eliminar:
Se deben hacer las distancias del
transporte tan cortas como sea posible.
Transportar cargas en ambos sentidos.
Se debe de minimizar el tiempo que se
emplea en "transporte vacío".
Evítese el manejo manual:
Cuando se disponga de medios mecánicos
que puedan hacer el trabajo en formas
más efectiva.
Un último principio es que los materiales
deberán estar marcados con claridad o
etiquetados.
Sin esto es fácil colocar mal o perder los
artículos.
Existen aspectos muy importantes del
manejo de materiales, además de la
156
geometría y herramientas. Entre estas
consideraciones se incluyen el movimiento
de hombres, maquinas, herramientas e
información. El sistema de flujo debe de
apoyar los objetivos de la recepción, la
selección, la inspección, el inventario. La
contabilidad, el empaque, el ensamble y
otras funciones de la producción. Se
necesita una decisión muy juiciosa acerca
del sistema, seguida por una diplomacia
adecuada, para establecer un plan del
movimiento de materiales que se ajuste a
las necesidades del servicio sin subordinar
la seguridad y la economía.
Dispositivos para el manejo de
materiales
El equipo para el transporte horizontal o
vertical de materiales en masa puede
clasificarse en las tres categorías
siguientes.
1. Grúas Que manejan el material en el
aire, arriba del nivel del suelo, a fin de
dejar libre el piso para otros dispositivos
de manejo. Los objetos pesados,
voluminosos
y
problemáticos
son
candidatos lógicos para el movimiento en
el aire. La principal ventaja de usar grúas
se encuentra en el hecho de que no
requieren de espacio en el piso.
2. Transportadores. Es un aparato
relativamente fijo diseñado para mover
materiales, pueden tener la forma de
bandas
móviles:
rodillos
operados
externamente o por medio de gravedad o
los ductos utilizados para el flujo de
líquidos, gases o material en polvo a
presión: Los ductos por lo general no
interfieren en la producción, ya que se
colocan en el interior de las paredes, o
debajo del piso o en tendido aéreo.
Productividad Industrial
3. Los carros. Entre los que se incluyen
vehículos operados manualmente o con
motor. Los carros operados en forma
manual (carretillas o patines), las
plataformas y los camiones de volteo son
adecuados para cargas ligeras, viajes
cortos y lugares pequeños: para mover
objetos pesados y voluminosos, se utilizan
entre otros los tractores. La seguridad, la
visibilidad y el espacio de maniobra son
las principales limitaciones.
Sistema de Manejo de Materiales
Un diseño para la red de flujo de
materiales abarca cuatro funciones unidas
por el sistema de información.
1. Planeación y control de inventarios.
2. Vigilancia del estado de mercancías
almacenadas en inventario.
3. compras.
4. Logística.
1. La función de planeación y control de
inventarios.
Comprende el determinar la demanda
futura a través de pronósticos, análisis de
capacidad del sistema y el análisis
integrado del volumen manejado.
2. La función de vigilancia del estado de
mercancía almacenada en inventario.
Comprende determinar cuanto material
esta en el sistema en cada punto de
inventario. Estos niveles bajan y suben
mientras fluyen a través de la empresa y
esta información debe vigilarse para
proporcionar datos de entrada para los
modelos de decisión para determinar la
cantidad económica de pedido, los puntos
de repedido. El punto central de esta
Productividad Industrial
función es el volumen de material en el
sistema.
3. La función de compras.
Comprende el aprovisionamiento de la red
de flujo de materiales. Desde este punto
los pedidos se transmiten a los vendedores
para cubrir los suministros requeridos para
mantener la red de flujo de materiales
balanceada.
4. La función de logística.
Comprende la vigilancia del material se
mueve a través del sistema: el punto
central de esta función es indispensable
para las decisiones de rutas, así como para
determinar cuando y cuanto pedir.
Un último principio es que los materiales
deberán estar marcados con claridad o
etiquetados.
Sin esto es fácil colocar mal o perder los
artículos.
Existen
aspectos
muy
importantes del manejo de materiales,
además de la geometría y herramientas.
Entre estas consideraciones se incluyen el
movimiento de hombres, maquinas,
herramientas e información.
El sistema de flujo debe de apoyar los
objetivos de la recepción, la selección, la
inspección, el inventario, la contabilidad,
el empaque, el ensamble y otras funciones
de la producción.
Se necesita una decisión muy juiciosa
acerca del sistema, seguida por una
diplomacia adecuada, para establecer un
plan del movimiento de materiales que se
ajuste a las necesidades del servicio sin
subordinar la seguridad y la economía.
• Recursos humanos.
Como parte de la supervisión de un
proyecto es indispensable contar con un
equipo de trabajo integrado por
157
especialistas desde la parte de dirección
hasta, la supervisión y toda la parte
operativa.
La supervisión de personal se basa en
inspeccionar que cada uno de los
integrantes del proyecto haga su trabajo
bien y a la primera.
• Materiales.
El abasto suficiente en cantidad y calidad
de materias primas es un aspecto vital en
el desarrollo de un proyecto. Muchas
grandes empresas se han visto frenadas
por la falta de este insumo. Para
demostrar que este aspecto no es
limitante para el tamaño del proyecto, se
deberán listar todos los proveedores de
materias primas e insumos y se anotarán
los alcances de cada uno para suministrar
estos últimos. En etapas más avanzadas
del proyecto se recomienda presentar
tanto
las
cotizaciones
como
el
compromiso escrito de los proveedores
para abastecer las cantidades de material
necesario para la producción. En caso de
que el abasto no sea totalmente seguro se
recomienda buscar en el extranjero dicha
provisión, cambiar de tecnología, en caso
de ser posible, o abandonar el proyecto.
CONTEXTUALIZAR CON:
Competencia
teórica
Científico–
Aplicar las teorías de planeación y
control.
El alumno:
− Aplicará las teorías de Taylor para
definir un proceso productivo.
• Competencia De calidad
158
Considerar en la planeación la calidad
en todos los procesos.
El alumno:
− Considerará que en la fase de
planeación
o
definición
del
proceso debe estar inmersa la
calidad tanto en los materiales
como en la mano de obra.
Para la sutentabilidad
Considerar
en
los
proyectos
cuestiones ambientales.
El alumno:
− Considerará que entonos los
procesos productivos se crean
desechos y que algunos de ellos
son contaminantes del medio
ambiente por lo que se debe hacer
mención en un proyecto de forma
detallada sobre los factores
ambientales.
RESULTADO DE APRENDIZAJE
2.2.
Controlar proyectos utilizando
herramientas de control para
comparar resultados con los
objetivos fijados.
2.2.1 Supervisión.
Es de la más alta importancia en el arte de
la detección poder reconocer, entre un
número de actos, cuáles son incidentales y
cuáles son vitales. De otro modo su
energía y su atención estarán dispersas, en
lugar de estar concentradas.
Una vez iniciado un proyecto, los
administradores del proyecto deben vigilar
toda acción en curso con objeto de
concentrar su energía (en palabras de
Sherlock Holmes) para identificar las
Productividad Industrial
tareas que estén realmente "fuera de
control" y requieran acciones correctivas.
Para esto, los administradores deben
responder cuatro preguntas básicas:
- ¿Cuál es el mejor método(s) para
supervisar un proyecto en curso?
- ¿Cuándo está una tarea "fuera de
control" y requiere la intervención
activa de la administración?
- Si una tarea se marca como fuera de
control, ¿qué acción o acciones deben
emprenderse?
- ¿Quién debe ser el responsable del
control de un proyecto?
sistemas informales puede ser más bajo
que el de los formales aunque en general,
ambos tienen costos significativos (se
pueden dedicar tiempo y esfuerzo
considerables a juntas, correo electrónico,
etcétera). Es común que se use una
combinación de sistemas formales e
informales; sin embargo, las preguntas
básicas para cualquiera de los dos
sistemas son similares; qué métricas de
desempeño usar, con qué frecuencia
deben hacerse las revisiones, etcétera. En
la siguiente sección se analizan estos
aspectos con más detalle.
Es claro que no hay una respuesta que sea
la mejor para estas preguntas. Como se
vio en el primer capítulo, no todos los
proyectos son iguales; un sistema de
supervisión y control debe ser adecuado
para la complejidad y alcance del
proyecto. Proyectos con un alto grado de
complejidad pueden requerir sistemas de
revisión más formales, mientras que
proyectos de menor complejidad y alcance
(como los proyectos de construcción)
requerirán sistemas de revisión informales.
• Diseño del sistema.
Existen
tres
preguntas
básicas
relacionadas con el diseño de un sistema
efectivo para supervisar y controlar un
proyecto:
- ¿Cómo deben realizarse las revisiones?
- ¿Con qué frecuencia deben ocurrir las
revisiones?
- ¿Qué métricas de desempeño deben
usarse?
De cualquier manera, aquí se analizarán
algunos de los sistemas de supervisión y
control más usados, así como los trueques
que enfrentan los administradores al
adoptar estos sistemas. En general, se
pueden
tipificar
los
sistemas
de
supervisión y control como sistemas
informales o sistemas formales. Entre los
sistemas informales se encuentran juntas,
correo electrónico o sólo pasar a echar un
vistazo. Los sistemas formales incluyen
contabilidad y otros informes periódicos,
eventos programados, juntas, auditorias
internas, revisiones del cliente y puntos de
comparación externos. El costo de los
Productividad Industrial
Respecto a las métricas de desempeño
apropiadas, se deben resolver las
siguientes preguntas. ¿Qué datos se
deben recolectar? ¿Cómo han de
recolectarse estos datos? ¿De qué
fuentes? ¿Qué frecuencia debe tener la
recolección de datos? ¿Cómo deben
analizarse las tendencias de los datos?
Para ilustrar mejor estos aspectos,
considere el ejemplo siguiente. Una
administradora de proyectos tiene una
tarea que se espera le lleve 4 semanas y
un total de 1600 horas-trabajador. Al final
de la primera semana, encuentra que ya se
han usado 420 horas-trabajador en esta
tarea. ¿Está la tarea fuera de control y
159
necesita alguna acción correctiva o debe la
administradora suponer que la tarea se va
desarrollando en forma normal y no
necesita tomar una acción?
Suponga que el administrador no
emprende una acción y que el trabajo
avanza a la segunda semana. Al final de la
semana 2, la administradora encuentra
que se ha "gastado" un total de 880 horastrabajador en la tarea (es decir, 489 horastrabajador en la segunda semana). ¿Debe
ahora emprender alguna acción?
Suponga de nuevo que la administradora
del proyecto decide que las horastrabajador extra representan fluctuaciones
"normales", y la tarea avanza a la tercera
semana. Al final de la semana 3 se han
gastado 1 380 horas-trabajador. En la
figura se muestran la hoja de cálculo y la
gráfica que indican las horas-trabajador
utilizadas.
El lector familiarizado con el concepto de
control estadístico de procesos (SPC,
statistical process control) empleado en
muchos
entornos
de
producción,
reconocerá que el problema de control de
un proyecto es similar al problema de
control de la producción. En ambos casos
se supone que el administrador conoce
alguna medida de desempeño, así como la
distribución de esa medida, incluyendo la
media y la varianza. En cada periodo de
revisión se prueba la hipótesis nula para
ver si el proceso se ha salido de control
(en cuyo caso será necesaria una acción
correctiva).
Para ilustrar cómo funciona este proceso
en el ejemplo de control del proyecto,
suponga que el gasto de horas-trabajador
160
es constante cada semana a una tasa de
400 horas-trabajador (la estimación de la
administradora del proyecto de 1600
horas-trabajador en total para la tarea,
dividido entre las 4 semanas de duración
esperada). Suponga también que el gasto
semanal sigue una distribución normal.
Por lo tanto, se puede esperar que el
gasto de horas-trabajador siga una
distribución normal, como se indica para
la semana 3 de la figura. Conociendo la
varianza en las horas-trabajador, la
administradora puede calcular un valor de
z y la posibilidad de que se usen 500
horas-trabajador en una semana. Si esta
probabilidad es menor que algún límite de
confianza aceptado, la administradora
aceptará la hipótesis nula y supondrá que
la tarea está en un estado fuera de control
y tomará alguna acción o acciones
correctivas.
Existen varios problemas al aplicar este
enfoque al control de un proyecto.
Primero, supone que se conoce la varianza
del gasto semanal. Esta información suele
estimarse a partir de una muestra de un
proyecto anterior; sin embargo, las tareas
de un proyecto son, por definición, únicas
y quizá no se tengan datos de actividades
anteriores. Si un administrador tiene
suficiente experiencia en tareas similares
(de manera que pueda estimar la
distribución y los parámetros del gasto de
recursos), entonces podrá emplear los
métodos de SPC para determinar si la
tarea requiere alguna acción o acciones
correctivas.
Otro problema con este enfoque es la
estimación de las horas-trabajador por
semana. Recuerde que la administradora
estimó que esta tarea tomará 4 semanas y
Productividad Industrial
requiere 1600 horas-trabajador en total;
su estimación de 400 horas-trabajador por
semana se basa, simplemente, en la
suposición de que el gasto de horastrabajador es igual todas las semanas. Sin
embargo, no hay una razón para que esto
se cumpla; en realidad, los gastos de
muchas tareas varían durante la vida de la
tarea de la misma manera que los gatos
de recursos varían durante el curso de un
proyecto. Sin embargo, si las tareas se
definen con duraciones relativamente
cortas, este problema se minimiza (una
razón más para definir más tareas de
duración corta).
No obstante, el problema más importante
es que la administradora no tiene una
pieza primordial del rompecabezas de
control; en realidad no sabe cuánto
trabajo de la tarea se hizo durante el
periodo de tres semanas. Por ejemplo,
suponga que en la cuarta semana se
necesitan sólo 120 horas-trabajador para
terminar la tarea. En este caso, la tarea
termina a tiempo (en 4 semanas) con un
gasto total de 1 500 horas-trabajador, 100
horas
menos
de
lo
estimado
originalmente.
Semana
1
2
3
H
600
R
500
S
400
Costo
planeado
(horas
Trabajador)
400
400
400
300
T
200
R
100
A
0
Productividad Industrial
Costo
real
(horas
trabajador)
420
460
500
Costo
acumulado
(horas
trabajador)
420
880
1380
B
1
2
3
4
5
Semana
• Monitorización.
La monitorización es una forma de
supervisar o verificar que el proyecto se
este llevando acabo en tiempo y forma.
• Funcionamiento del sistema.
La
mejor
forma
de
verificar
el
funcionamiento
del
sistema
es
comprobando
que
los
resultados
esperados se están dando conforme
avanza el proyecto.
• Detección de fallos.
La detección de fallas es importante ya
que permite iniciar con la fase de mejora y
corrección.
La forma de detectar los fallos se puede
percibir mediante la supervisión directa o
considerando las diferencias cuando se
comparan resultados con el proyecto.
• Diagnósticos.
Cuando se tiene un buen programa de
monitorización y supervisión e incluso
antes de este paso, refiriéndonos a la
planeación
se
pueden
diagnosticar
posibles fallos o posibles logros.
• Solución de problemas.
Introducción
La evolución del concepto de calidad
aplicado a la industria, y ahora a los
servicios, muestra claramente que se ha
pasado de una etapa, en donde la calidad
era aplicada totalmente al control
realizado al final de las líneas de
producción, a otra donde aplicamos
calidad total a todo dentro de la
organización. Por ende, ya se habla de
calidad de vida en el trabajo, calidad de
161
vida en los servicios y calidad ambiental.
Recordemos que el concepto de calidad
hoy en día, es aplicado en el ámbito
industrial, como el logro de hacer las
cosas bien la primera vez. Y se aplica
control de calidad sobre las operaciones
desde el diseño. Hasta que se obtiene el
producto final e inclusive se habla de la
calidad en la atención al cliente.
El camino que nos lleva hacia la Calidad
Total crea una nueva cultura, establece y
mantiene un liderazgo, desarrolla al
personal y lo hace trabajar en equipo,
además de enfocar los esfuerzos de
calidad total hacia el cliente y a planificar
cada uno de los pasos para lograr la
excelencia en sus operaciones.
El hacer esto exige vencer obstáculos que
se irán presentando a lo largo del camino.
Estos obstáculos traducidos en problemas
se deben resolver conforme se presentan
evitando con esto las variaciones del
proceso. Para esto es necesario basarse en
hechos y no dejarse guiar solamente por el
sentido común, la experiencia o la
audacia. Basarse en estos tres elementos
puede ocasionar que al momento de
obtener un resultado contrario al
esperado
nadie
quiera
asumir
responsabilidades.
De allí la importancia de basarse en
hechos reales y objetivos, además de que
surge la necesidad de aplicar herramientas
de solución de problemas adecuadas y de
fácil comprensión.
Las herramientas y técnicas cualitativas y
no cuantitativas son las siguientes:
162
1. Recolección de datos.
2.
Lluvia/Tormenta
de
(Brainstorming).
3. Diagrama de Paretto.
4. Diagrama de Ishikawa.
5. Diagrama de flujo.
6. Matriz de relación.
7. Diagrama de comportamiento
8. Diagrama de Gantt.
9. Entrevistas.
10. Listas checables.
11. Presentación de resultados.
ideas
La experiencia de los especialistas en la
aplicación de estas herramientas señala
que bien utilizadas y aplicadas, con la
firme idea de estandarizar la solución de
problemas, los equipos pueden ser
capaces de resolver hasta el 95% de los
problemas.
Recolección de datos
Es una recolección de datos para reunir y
clasificar
las
informaciones
según
determinadas categorías de un evento o
problema que se desee estudiar. Es
importante recalcar que este instrumento
se utiliza tanto para la identificación y
análisis de problemas como de causas.
Uso.
Hace fácil la recopilación de datos y su
realización de forma que puedan ser
usadas fácilmente y ser analizadas
automáticamente. Una vez establecido el
fenómeno que se requiere estudiar e
identificadas las categorías que lo
caracterizan, se registran los datos en una
hoja
indicando
sus
principales
características observables.
Una vez que se ha fijado las razones para
recopilar los datos, es importante que se
Productividad Industrial
analice las siguientes cuestiones:
La
información
es
cuantitativa
o
cualitativa.
Cómo se recogerán los datos y en que tipo
de documentos se hará.
Cómo se utilizará la información
recopilada.
Cómo se analizará.
Quién se encargará de recoger los datos.
Con qué frecuencia se va a analizar.
Dónde se va a efectuar.
Otros nombres
- Hoja de recogida de datos
- Hoja de registro
- Verificación
- Chequeo o Cotejo
Procedimiento
1. Identificar el elemento de seguimiento
2. Definir el alcance de los datos a
recoger.
3. Fijar la periodicidad de los datos a
recolectar.
4. Diseñar el formato de la hoja de
recogida de datos, de acuerdo a la
cantidad de información a escoger,
dejando espacio para totalizar los datos,
que permita conocer: las fechas de inicio y
término, las probables interrupciones, las
personas que recoge la información, la
fuente etc.
Lluvia de ideas
Técnica que consiste en dar oportunidad,
a todos los miembros de un grupo
reunido, de opinar o sugerir sobre un
determinado asunto que se estudia, ya sea
un problema, un plan de mejoramiento u
otra cosa, y así se aprovecha la capacidad
creativa de los participantes.
Productividad Industrial
Uso
Se pueden tener dos situaciones ante la
solución de un problema:
1. Que la solución sea tan evidente que
sólo tengamos que dar los pasos
necesarios para implementarla, y
2. Que no tengamos idea de cuáles
pueden ser las causas, ni las soluciones.
Es aquí donde la sesión de tormenta de
ideas es de gran utilidad. Cuando se
requiere preseleccionar las mejores ideas.
- Otros nombres
- Brain Storming
- Tormenta de ideas
Procedimiento
1. Nombrar a un moderador del ejercicio.
2. Cada miembro del equipo tiene derecho
a emitir una sola idea por cada turno de
emisión de ideas.
3. No se deben repetir las ideas.
4. No se critican las ideas.
5. El ejercicio termina cuando ya no
existan nuevas ideas.
6. Terminada la recepción de las ideas, se
les agrupa y preselecciona conforma a los
criterios que predefina el equipo.
Diagrama de Paretto
Gráfico cuyas barras verticales están
ordenadas de mayor a menor importancia,
estas barras representan datos específicos
correspondientes
a
un
problema
determinado, la barra más alta esta del
lado izquierdo y la más pequeña, según va
disminuyendo de tamaño, se encuentra
hacia la derecha.
Uso
Ayuda a dirigir mayor atención y esfuerzo
a problemas realmente importantes, o
bien determina las principales causas que
163
contribuyen a un problema determinado y
así convertir las cosas difíciles en sencillas.
Este principio es aplicable en cualquier
campo, en la investigación y eliminación
de causas de un problema, organización
de tiempo, de tareas, visualización del
antes y después de resuelto un problema,
o en todos los casos en que el efecto final
sea el resultado de la contribución de
varias causas o factores.
7. Dibujar la curva acumulada (curva de
Pareto).
8.
Escribir cualquier información
necesaria.
Procedimiento
1. Decidir qué problemas se van a
investigar y cómo recoger los datos.
2. Diseñar una tabla de conteo de datos
(totales).
3. Elaborar una tabla de datos.
Uso
Se utiliza para cuando se necesite
encontrar las causas raíces de un
problema. Simplifica enormemente el
análisis y mejora la solución de cada
problema, ayuda a visualizarlos mejor y a
hacerlos más entendibles, toda vez que
agrupa el problema, o situación a analizar
y las causas y subcausas que contribuyen a
este problema o situación.
Tipo de
Reclamo
B
C
D
A
E
-
Número
8
7
6
4
3
Número
Acumulado
8
15
21
25
28
%
28,57
25.00
21.43
14.29
10.71
%
Acumulado
28,57
53.57
75.00
89.29
100.00
Lista de ítems.
Totales individuales.
Totales acumulados.
Composición porcentual.
Porcentajes acumulados.
4. Organizar los ítems de mayor a menor.
5. Dibujar dos ejes verticales y uno
horizontal
Diagrama de Ishikawa
Técnica de análisis de causa y efectos para
la solución de problemas, relaciona un
efecto con las posibles causas que lo
provocan.
Otros nombres
- Diagrama de espina de pescado
- Diagrama Causa Efecto
Procedimiento
1. Ponerse de acuerdo en la definición del
efecto o problema.
2. Trazar una flecha y escribir el “efecto”
del lado derecho.
3. Identificar las causas principales a través
de flechas secundarias que terminan en la
flecha principal.
4. Identificar las causas secundarias a
través de flechas que terminan en las
flechas secundarias, así como las causas
terciarias que afectan a las secundarias.
6. Construir un diagrama de barras.
164
Productividad Industrial
jerarquizadas.
2. Definir los criterios de evaluación.
3. Definir el peso de cada uno de los
criterios.
4. Construir la matriz.
5. Asignar la importancia de cada factor
6. Definir los principales conjuntos de
probables causas: materiales, equipos,
métodos de trabajo, mano de obra, medio
ambiente (4 M`s)
7. Marcar los factores importantes que
tienen incidencia significativa sobre el
problema
8. Registrar cualquier información que
pueda ser de utilidad
Matriz de relación
Gráfico de filas y columnas que permite
priorizar alternativas de solución, en
función de la ponderación de criterios que
afectan a dichas alternativas.
Uso
- Cuando se requiere tomar decisiones
más objetivas.
- Cuando se requiere tomar decisiones
con base a criterios múltiples.
Otros nombres
- Matriz de priorización.
- Matriz de selección.
Procedimiento
1. Definir las alternativas que van a ser
Productividad Industrial
5. Definir la escala de cada criterio
6. Valorar cada alternativa con cada
criterio (usando la escala definida
anteriormente)
7. Multiplicar el valor obtenido en el lado
izquierdo de las casillas, por el peso de
cada criterio y anotarlo a la derecha de
cada casilla
8. Sumar todas las casillas del lado
derecho y anotar el resultado en la casilla
Total
9. Ordenar las alternativas de mayor a
menor
Diagrama de comportamiento
Herramienta que permite graficar los
puntos del comportamiento de una
variable, de acuerdo a como se van
obteniendo.
Uso
- Para
representar
visualmente
comportamiento de una variable
el
165
-
Evaluar el cambio de un proceso en un
período
Nombres
- Diagrama de Tendencias
Procedimiento
1. Decidir qué problema se va a
monitorear y cómo se van a recoger los
datos
2. Mantener el orden de los datos, tal
como fueron recolectados
3. Dibujar un eje vertical y uno horizontal
(Eje X Tiempo - Eje Y Medida)
4. Marcar los puntos. Un punto marcado
indica ya sea la medición o cantidad
observada en un tiempo determinado
5. Unir las líneas de puntos
6. Escribir en el diagrama cualquier
información necesaria
Diagrama de Gantt
Gráfico que establece el orden y el lapso
en que deben ejecutarse las acciones que
constituyen un proyecto.
Uso
- Permite vigilar el cumplimiento de un
proyecto en el tiempo.
- Permite determinar el avance en un
momento dado.
Otros nombres
- Cronograma de actividades
Procedimiento
1. Identificar y listar todas las acciones que
se deben realizar para cumplir con un
proyecto
2. Determinar la secuencia de ejecución de
las acciones
3. Definir los responsables de ejecutar
cada acción
166
4. Escoger la unidad de tiempo adecuada
para trazar el diagrama
5. Estimar el tiempo que se requiere para
ejecutar cada acción
6. Trasladar la información anterior a las
ubicaciones correspondientes en el
diagrama
Entrevistas
Técnica que permite reunir información
directamente con el involucrado en el
proceso.
Uso
- Obtener información de clientes o
proveedores de un proceso.
Procedimiento
1. Planear la entrevista. Determinar que
información se necesita recopilar.
2. Elaborar una guía para la entrevista
(introducción, preguntas relacionadas con
el tema). Elaborar una prueba piloto.
3. Seleccionar las personas que más
conozcan sobre el tema.
4. Programar la entrevista. Planear el
tiempo necesario para realizar la
entrevista.
5. Ubicar un lugar apropiado para realizar
la entrevista sin interrupciones.
6. Invitar al entrevistado, informarle del
objetivo, fecha y lugar donde se realizará
la entrevista.
7. Realizar la entrevista (sea puntual,
cordial y desarrolle la guía para la
entrevista, luego resuma y permítale al
entrevistado hacer comentarios. Dele las
gracias.)
Productividad Industrial
Pagos
CONTEXTUALIZAR CON:
Competencia Emprendedora
Proponer mejoras e innovación a
productos y procesos de trabajo.
Listas checables
Método, lista u hoja de información para
lograr que nada se nos olvide ni se omita,
en la cual la información consignada es de
fácil análisis y verificación. Las podemos
encontrar con diferencias sencillas y de
tres tipos:
- Guías para la realización secuencial de
operaciones,
observaciones
o
verificaciones.
- Tablas o formatos para facilitar la
recolección de los datos.
- Dibujos o esquemas para señalar la
localización de puntos de interés.
Uso
Muestra una secuencia sistemática de
hacer las cosas.
Facilita la recolección de datos.
Relaciona pasos o elementos que
constituyen el todo de un proyecto o
de una preparación.
Proporciona un medio de seguimiento
y control del avance de un proyecto.
-
Nº
Oficina
1
2
3
4
5
6
Salón de conferencias
Dirección Nal. Ejecutiva de
Desarrollo
Consultores de la AID
Despacho del Contralor
Departamento de Planillas
Productividad Industrial
Listo
Por remodelar
El alumno:
− Propondrá un sistema de vigilancia
por parte del prefecto de su
escuela donde se especifiquen
detalladamente sus actividades
para realizar su trabajo.
Competencia Lógica
Seguir procedimientos de planeación.
El alumno:
− Comentará con sus compañeros
como influye el seguir de forma
correcta los procedimientos de
detección de fallas en un sistema
productivo y lo comparará con el
seguimiento o supervisión de
fallos de un automóvil como es
cambio de aceite y frenos, así
mismo
realizará
un
cuadro
comparativo de cada una de las
actividades que pudieran coincidir
entre las dos partes.
2.2.2 Control.
El control es una actividad trivial, que
forma parte de la vida cotidiana del ser
humano, consciente o inconscientemente.
La finalidad básica del control es la
modificación del comportamiento de la
persona u objeto que se controla.
167
Consecuentemente, tratándose de la
creación de sistemas de control es
fundamental preguntar, cual es el tipo de
modificación que deberá acarrear aquella
en el comportamiento de la persona o del
objeto sometido al control. En el caso del
control
administrativo,
se
mira
básicamente el comportamiento humano.
El comportamiento de objetos tales como
computadoras u otro tipo de maquinaria,
pertenece al campo de la ingeniería.
El control es una función que se realiza
mediante parámetros que han sido
establecidos
anteriormente
al
acaecimiento del fenómeno controlado, es
decir, el mecanismo de control es fruto de
una planificación y, por lo tanto, apunta al
futuro. El sistema de control se proyecta
sobre la base de previsiones del futuro y
debe ser suficientemente flexible para
permitir adaptaciones y ajustes que se
originen en discrepancias entre el
resultado previsto y el ocurrido.
Esto significa que el control es una
función dinámica, no solo porque admite
ajustes, sino también por estar presente
en cada actividad humana, renovándose
ciclo tras ciclo.
Hay casos en que unas mismas situaciones
se
repiten
durante
un
periodo
relativamente prolongado de tiempo
(planes permanentes), de tal manera que
los posibles acaecimientos se conocen con
un razonable grado de certeza. En el
caso, por ejemplo, de las operaciones
repetitivas, de producción en línea o por
pedido, donde los parámetros de control,
una vez establecidos, permanecen estables
168
por un periodo de tiempo determinado,
solo se modifican cuando se intenta
efectuar cambios en el proceso de
producción, en el modelo de calidad, en
los niveles de existencias, etc. En ese caso,
es posible programar el funcionamiento
del sistema de control, es decir, establecer
normas
para
que
responda
automáticamente a las situaciones que
ocurren con frecuencia, informándonos
solamente de los sucesos excepcionales.
Así, la acción administrativa se hace
presente únicamente en los casos de
excepción.
Hay casos, sin embargo, en que una
secuencia de actividades debe realizarse
solamente una vez, por lo que no se
dispone de experiencia acumulada que
permita identificar con precisión todas las
situaciones
futuras
posibles.
Se
encuentran en ese caso los proyectos. La
planificación se efectúa con un mayor
nivel de incertidumbre y naturalmente,
esta se refleja también en los parámetros
de control.
En ese caso, el control
instituido debe ser altamente dinámico,
de modo que acompañe a la etapa de
ejecución, de manera permanente y en
todas
sus
fases,
proporcionando
información constante de la situación real
en las diversas variables, para permitir al
agente evaluar y decidir en cuanto a la
gravedad de los errores y tomar las
decisiones necesarias.
Teniendo en cuenta que dentro de las
funciones del gerente de proyectos se
encuentra la de dirigir y controlar las
operaciones de ejecución de tal modo que
el conjunto de acciones ejecutadas se
ajusten (en tiempo, costo y calidad) a lo
Productividad Industrial
especificado en el proyecto, es de vital
importancia para el cabal desarrollo de
cualquier proyecto, que el gerente tenga
la autoridad, capacidad (de liderazgo, de
adaptación),
sentido
de
equilibrio,
ingenio (improvisación) y una gran
facilidad de comunicación y rapidez para
tomar decisiones y para controlar las
tareas, teniendo presente la dificultad que
esto implica tratándose de proyectos.
Tipos de control
Aunque obedeciendo siempre al esquema
conceptual general, los mecanismos de
control pueden clasificarse, dependiendo
del momento en que se realice la acción
de control, en la forma que se indica a
continuación:
Control direccional
El mecanismo de control actúa antes de
que la actividad este totalmente
concluida. En este caso el control se
realiza de modo continuo y no en puntos
determinados, de modo que cada
elemento de la acción sea el resultado de
la rectificación casi instantánea de la
acción anterior.
Es lo que ocurre, por ejemplo, con un
conductor de carro, al orientar su
trayectoria de acuerdo con los obstáculos
que se encuentran en el camino.
El
espacio de tiempo entre la percepción de
la nueva situación, la evaluación de la
rectificación a efectuar, la decisión y la
acción correctiva debe ser mínimo, so
pena de ocasionar un accidente.
En proyectos, este tipo de control se
puede
realizar
cuando
se
tiene
estructurado un sistema, que permita
controlar los diferentes factores de
Productividad Industrial
manera continua.
Control aprobado - reprobado
En este caso, el receptor del control se
somete a un examen después de
concluidas determinadas actividades. En
caso de aprobación se permite la
realización de la actividad siguiente. Si
hubiera una rectificación, el proceso se
interrumpe definitivamente o hasta que se
subsanen las irregularidades.
Este es el caso típico del control de
calidad. Una pieza de la línea de
producción se somete periódicamente a
inspección, la que se realiza de acuerdo
con especificaciones preestablecidas por el
órgano encargado del diseño técnico del
producto. Al pasar la inspección, la pieza
se libera para someterse a la próxima
operación. Al ser reprobada, se la
encamina
hacia
un
campo
de
recuperación, si esto fuera posible. Al no
ocurrir esto último, la pieza se desecha.
En proyectos ocurre algo similar, si se
realiza este control y, se detectan fallas en
alguna de las actividades, lo más
recomendable
es
encaminarla(s)
correctamente, para que no se presenten
problemas posteriores.
Control postoperacional
El mecanismo de control sólo se pone en
funcionamiento después de concluida
toda la operación. La información para la
acción correctiva en este tipo de control,
solo se utilizara en un periodo (proyecto)
futuro cuando se inicie la planificación
para un nuevo ciclo de actividades.
Ocurre, por ejemplo, en la evaluación final
de un curso de capacitación, o cuando el
169
entrenador de un equipo de fútbol evalúa
el desempeño de sus jugadores después
del juego. Este tipo de control se utiliza
también con la finalidad de dar premios e
incentivos a los agentes que participaron
en la actividad.
Estos controles se pueden hacer al interior
del proyecto (control por dentro) o por
intermedio de firmas, externas al
proyecto, especializadas en control
(control por fuera).
Vale la pena mencionar que estos tres
tipos de control no son mutuamente
excluyentes, sino que más bien, deben ser
complementarios. La decisión de emplear
un tipo aislado de control o una
combinación
de
los
tipos
antes
mencionados, esta en función del carácter
del sistema que se desea controlar y del
nivel de complejidad que se intenta
introducir en los mecanismos de control.
En algunos casos, los contratistas exigen
que se haga un control externo al
proyecto, para asegurarse de la buena
marcha del mismo.
Procedimiento.
El control y sus resultados pueden
analizarse desde diversos puntos de vista.
Desde el punto de vista administrativo, el
control consiste en el conjunto de
actividades efectuadas por el agente con
el propósito de que las actividades se
realicen lo mas cerca posible al plan
inicial. Esas acciones obedecen a una
secuencia determinada constituyendo el
proceso de control.
A continuación se describe el proceso:
Definición de los parámetros de control
Los parámetros (metas y objetivos) son los
170
elementos que permiten al sistema de
control determinar si las acciones están o
no conduciendo al receptor en dirección a
la situación deseada. La determinación de
esos parámetros ocurre durante el proceso
de planificación, en la etapa en que se
definen determinados componentes del
sistema de control. En ese momento se
funden planificación y control. La
definición de los parámetros debe prever
un margen de normalidad, cosa que el
sistema de control solo actúe cuando se
sobrepase este margen por cualquiera de
sus límites, inferior o superior. La fijación
de esos parámetros representa un
problema
crucial
para
el
buen
funcionamiento del sistema de control y,
por ende, del objetivo deseado, pues la
definición de objetivos y metas irreales
puede orientar el comportamiento del
receptor en una dirección que contraríe
completamente
los
deseos
de
la
administración.
Medición de los resultados
Todo sistema de control debe poseer
medios para verificar el resultado de cada
actividad.
Esta verificación puede
presentarse bajo una forma cuantitativa,
como por ejemplo: numero de hectáreas
plantadas.
Cuando no es posible la
verificación
cuantitativa
directa,
se
procura efectuarla de modo subjetivo. Sin
embargo, como esa modalidad esta sujeta
a deformaciones introducidas por quien
hace la verificación, su valor es relativo.
Evaluación de los errores.
La evaluación consiste en la comparación
entre los resultados que se pretendía
obtener y aquellos que efectivamente se
obtuvieron. Por la propia incertidumbre
inherente a la planificación y a lo difícil
Productividad Industrial
que es trabajar en proyectos, rara vez se
cumple lo realizado con lo programado. Es
necesario,
entonces,
determinar
la
magnitud de la diferencia comprobada y
sus repercusiones sobre el proceso de
ejecución del plan.
Definición de las correcciones
Una vez verificado un error y evaluada su
gravedad, se hace necesario analizar las
posibles soluciones existentes y seleccionar
aquella que parezca más adecuada.
Ejecución de las correcciones
Las
soluciones
encontradas
deben
traducirse en lenguaje apropiado para
quien se encargue de ejecutarlas y con un
grado de detalle más elevado tomando en
cuenta el nivel jerárquico del agente
ejecutor.
El control es una actividad administrativa
y, como las demás, se realiza sobre la base
de informaciones, las cuales no solamente
deben ser precisas sino estar disponibles
en tiempo hábil.
Una información
imprecisa, en el momento oportuno, es
tan útil como una información precisa
suministrada cuando ya no se le necesita.
En el ciclo de control hay dos flujos
característicos
de
informaciones,
denominados
usualmente
feedback
(retroalimentación). El primer flujo efectúa
la relación en el sentido del receptor hacia
el agente y transmite los valores
correspondientes
a
las
mediciones
efectuadas. El agente, dotado de poder de
decisión, evalúa y decide en cuanto a las
correcciones que han de efectuarse. Para
que sean estas ejecutadas de hecho es
necesario llevarlas al agente ejecutor a
nivel local. Es decir, se ha conseguido
Productividad Industrial
poner en marcha el segundo flujo de
retroalimentación, el cual funciona en
sentido del agente hacia el receptor.
Para que estos flujos funcionen de forma
adecuada es necesario que, en la etapa de
planificación, se hayan previsto conductos
apropiados para la circulación de esas
informaciones. Al considerar que no
solamente la planificación sino también la
ejecución y el control se materializan a
través de diferentes niveles jerárquicos,
estos conductos deben diseñarse a modo
de que se preste atención a dichos
diversos niveles y que la información
conducida a través de ellos se agregue de
manera compatible con el nivel jerárquico
del agente que va a utilizarla.
Este aspecto es bien importante dentro de
los proyectos, ya que si no se presenta la
suficiente fluidez de información en
ambos
sentidos
(receptor-agente
y
agente-receptor),
probablemente,
el
control va a quedar sobrando, debido a lo
que se enuncio anteriormente acerca de la
necesidad de tener información precisa en
el momento preciso.
El mecanismo de control se propone
permitir el seguimiento de la ejecución del
Proyecto Integral y la introducción de las
correcciones que resultarán de la
experiencia adquirida a lo largo del
mismo.
Comprende: control físico,
financiero, de tiempo, institucional, de
objetivos.
Se trata de diseñar un programa o sistema
que permita desarrollar no solo un control
efectivo del avance físico del proyecto, así
como del avance financiero y aun más que
permita establecer, a cada momento, la
171
relación tiempo/costo o meta/costo.
Además es posible, en algunos casos,
llegar a un control institucional a través de
los resultados alcanzados.
Cronograma de Gantt: Contendrá además
de las duraciones de las actividades, las
holguras total y libre correspondientes a
cada una de ellas.
Para la implementación, de un perfecto
sistema de control, existen limitaciones,
tales como las que se exponen a
continuación:
Personal: Dificultad en disponer del
personal entrenado, lo que obliga muchas
veces a evitar un mayor grado de
sofisticación en el sistema que se diseña.
Las anteriores son sólo algunas de las
herramientas
utilizadas
para
el
seguimiento
en
los
proyectos,
actualmente, existen diferentes paquetes
de software para elaborar, controlar y
manejar de una manera más eficiente los
proyectos.
Instalaciones: No siempre se dispone de
instalaciones adecuadas, como, por
ejemplo, una oficina de procesamiento de
datos.
Tiempo: Un sistema de control perfecto
exige tiempo para su implementación, lo
cual no siempre se consigue. Se dispone,
en general, de muy poco tiempo para
programar las diferentes fases de un
proyecto.
Costo: El costo del control es un factor
limitante en lo que refiere al sistema que
se va a diseñar. El costo tiende a bajar en
los proyectos grandes y con el uso de
programas cada vez más eficientes.
Metodología
EL CONTROL FÍSICO: El instrumento básico
del control físico es la técnica de redes.
Entre ellas tenemos:
Red PERT/CPM/ROY integrada: Para el caso
que tenga que hacer una integración
(varias áreas, varios subproyectos, varios
proyectos, etc.) se emplea de preferencia
el ROY (red de bloques).
172
EL CONTROL FINANCIERO: En él, se deben
tener en cuenta aspectos tales como:
inversiones, presupuesto, pagos, etc. Es
importante
tener
un
seguimiento
detallado de las finanzas del proyecto, al
fin y al cabo el perjudicado directo si se
presentan desviaciones negativas, en la
mayoría de los casos, es el ejecutor de la
obra.
LA EVALUACIÓN DE OBJETIVOS: Se hace
teniendo en cuenta el corto y el largo
plazo, en este sentido, se tiene como
herramienta clave el uso de indicadores de
gestión, a nivel financiero, tecnológico y
social.
CONTROL INSTITUCIONAL: Para realizar el
seguimiento en términos institucionales,
por lo general, se contrata una empresa
externa,
para
que
dictamine
objetivamente y no se presenten
evaluaciones subjetivas.
El control
institucional consiste fundamentalmente
en la formulación de mediadas que
permitan una coordinación eficiente y
operativa entre los diversos organismos,
para la consecución del objetivo final. Las
principales medidas que se siguen son
mejoramiento de los manuales básicos de
Productividad Industrial
normas y procedimientos, operaciones,
código de servicio, entre otros.
• Porcentaje de avances.
Los porcentajes de avance se ven
reflejados en las etapas del proyecto que
se van terminando.
Normalmente en los gráficos se le asigna
un porcentaje a cada actividad o etapa del
proyecto y se puede calcular el porcentaje
de avance de lo terminado o el porcentaje
de avance de lo que esta inconcluso.
• Control por GANT.
El diagrama de Gantt consiste en una serie
de barras horizontales relacionadas con
una escala de tiempos situada en la parte
superior
del
gráfico.
Cada
barra
representa una actividad y, con la posición
de la barra, se muestra el comienzo,
finalización y duración de la actividad.
Es un diagrama muy intuitivo y sencillo de
leer, da una buena orientación de la
duración de las actividades y tiene un bajo
costo. Es eficiente en las primeras etapas
de planificación y normalmente necesita
actualización, lo que no reviste mayor
problema operativo si se realiza con
herramientas informáticas.
Por otro lado tiene el inconveniente de no
ofrecer condiciones para el análisis de
opciones así como tampoco tiene en
cuenta factores como el coste.
• Control por REDES.
Una vez conocido el piazo de ejecución del
proyecto, así como las fechas de cada una
de las actividades que lo componen, habrá
que realizar un seguimiento del mismo.
Para ello, la información obtenida en los
controles periódicos debe trasladarse al
diagrama. Partiendo de un diagrama sin
fechas. Los pasos a seguir para ver la
marcha prevista después del momento de
control son los siguientes:
•Se pone como fecha inicial del proyecto
la fecha del control.
•Las actividades que hayan finalizado se
considerarán con duración nula.
•Las actividades en curso se programarán
con una duración igual al tiempo
estimado para su terminación.
•Las actividades que no hayan comenzado
seguirán con la duración inicial.
Si el control se realiza manualmente, es
más cómodo anular las actividades que ya
han finalizado, haciendo salir del suceso
inicial todas las actividades en curso (con
duración igual al tiempo que les queda
para finalizar) y aquellas otras que puedan
Productividad Industrial
173
comenzar en el instante del control,
respetando el resto del diagrama. A partir
de dicho diagrama, se reprograma de
acuerdo con lo expuesto en párrafo
anterior, observándose si la duración del
proyecto ha sufrido o no modificación. En
el primer caso, se intentaría tomar las
medidas oportunas para hacer que finalice
en la fecha deseada. Así, si el proyecto se
ha
retrasado,
habrá
que
acortar
actividades que pertenezcan al camino
critico, con objeto de conseguir un
adelantamiento
en
la
fecha
de
finalización; al hacerlo habrá que tener en
cuenta que no aparezcan nuevos caminos
críticos o, en caso de que así sea,
acortarlos a todos conjuntamente, de
forma que el proyecto pueda finalizarse en
la fecha deseada.
condiciones críticas, entre otras.
expresión matemática se define así:
Su
Donde:
SI: Status Index; DR: duración real; DP:
duración programada; P: presupuesto; GR:
gasto real.
Si el resultado del índice es 1.00, se dice
que el proyecto marcha de acuerdo a lo
planeado y programado; mientras que, un
resultado menor que 1.00 representará un
retraso y viceversa con un resultado mayor
que 1.00.
• Controles visuales.
Los controles visuales son aquellos que se
realizan en forma personal en el campo te
trabajo.
Para realizar estos controles se utiliza la
observación directa de los avances y
calidad de los productos o servicios.
CONTEXTUALIZAR CON:
• Control costo avance.
Para desarrollar este control, se deben
diseñar indicadores, que establezcan
relaciones entre los tiempos empleados en
la consecución de una actividad (o las
metas alcanzadas) y los gastos realmente
efectuados.
El Status Index es uno de los más
utilizados en este control, éste suministra
información
acerca
de:
relación
tiempo/costo para una fecha determinada,
tiempo y costo para la terminación del
programa,
áreas
que
presentan
174
Competencia Analítica
Analizar procesos de producción.
Analizar datos estadísticos.
El alumno:
− Realizará
un
ejercicio
de
estadísticas
considerando
los
reprobados de la misma materia
en diferentes semestres.
El PSP:
− Explicará el por que es importante
Productividad Industrial
el control y supervisión de costos
en la industria.
Productividad Industrial
175
DESARROLLO DE LA PRÁCTICA
Unidad de
aprendizaje:
2
Práctica número:
4
Nombre de la
práctica:
Definición de tareas.
Propósito de la
práctica:
Al finalizar la práctica el alumno definirá las tareas inmersas en un proyecto de
acuerdo con los requerimientos del mismo para definir responsabilidades y
tiempos.
Escenario:
Aula e Industria.
Duración:
4 hrs.
Materiales
• Hojas de papel.
176
Maquinaria y equipo
• PC.
Herramienta
• Software.
Productividad Industrial
Procedimiento
Realizar la practica con responsabilidad, limpieza, seguridad y trabajo en equipo.
­ Aplicar las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificar que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizar la ropa y equipo de trabajo.
1.
2.
3.
Dividir el grupo en equipos de trabajo, máximo 4 personas.
Simulará que se quiere planear una salida al interior de la republica como viaje de prácticas.
Considerar el ejemplo que se presenta.
1. Subasta de caridad
1.1 Planeación del
evento
4.
5.
6.
7.
8.
9.
10.
11.
12.
1.2
obtención
artículos
de
1.3 Mercadotecnia
1.4 Patrocinio de
empresas
Definir el diagrama de actividades similar al del ejemplo.
Definir muy precisamente la tarea a realizar.
Definir el tiempo necesario para completar la tarea.
Definir las personas responsables de cada tarea.
Definir un estimado de cada una de las tareas.
Elaborar un formato de control de cada tarea.
Realizar un reporte de la práctica.
Limpiar y guardar el equipo utilizado durante la práctica.
Limpiar y ordenar el área de trabajo.
4 Dar tratamiento a los residuos recuperables.
1 Disponer de los desechos biológicos contaminados y materiales.
Nota: Esta práctica se realizará las veces necesarias, hasta que el alumno alcance la competencia.
Productividad Industrial
177
Lista de cotejo de la práctica
número 4:
Definición de tareas.
Nombre del alumno:
Instrucciones:
A continuación se presentan los criterios que van a ser verificados
en el desempeño del alumno mediante la observación del mismo.
De la siguiente lista marque con una 9 aquellas observaciones
que hayan sido cumplidas por el alumno durante su desempeño.
Desarrollo
Si
No
No
Aplica
­ Aplicó las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificó que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizó la ropa y equipo de trabajo.
1.
2.
Dividió el grupo en equipos de trabajo, máximo 4 personas.
Simuló que se quiere planear una salida al interior de la republica como viaje
de prácticas.
3. Consideró el ejemplo que se presenta.
4. Definió el diagrama de actividades similar al del ejemplo.
5. Definió muy precisamente la tarea a realizar.
6. Definió el tiempo necesario para completar la tarea.
7. Definió las personas responsables de cada tarea.
8. Definió un estimado de cada una de las tareas.
9. Elaboró un formato de control de cada tarea.
10. Realizó un reporte de la práctica.
11. Limpió y guardar el equipo utilizado durante la práctica.
12. Limpió y ordenar el área de trabajo.
Realizó la práctica con responsabilidad, limpieza, seguridad y trabajo en
equipo.
4 Dio tratamiento a los residuos recuperables.
1 Dispuso de los desechos biológicos contaminados y materiales.
Observaciones:
PSP:
Hora de
inicio:
178
Hora de
término:
Evaluación:
Productividad Industrial
Unidad de
aprendizaje:
2
Práctica número:
5
Nombre de la
práctica:
Adquisición de equipo y maquinaría.
Propósito de la
práctica:
Al finalizar la práctica el alumno seleccionará el equipo necesario de acuerdo con
especificaciones para su adquisición.
Escenario:
Aula e Industria.
Duración:
6 hrs.
Materiales
• Hojas de papel.
Productividad Industrial
Maquinaria y equipo
• Pc.
Herramienta
• Software.
179
Procedimiento
Realizar la practica con responsabilidad, limpieza, seguridad y trabajo en equipo.
­ Aplicar las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificar que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizar la ropa y equipo de trabajo.
NOTA: Simular que se quiere establecer una fabrica en algún estado de la republica mexicana, y que el
giro de nuestra empresa será de inyección de plásticos y nos dedicaremos a fabricar cucharas de
plástico, considerando que nuestra demanda será de producir mensualmente 60 toneladas.
1.
2.
3.
4.
5.
6.
7.
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
8.
9.
10.
Considerar que requerimos una o dos maquinas HUSKY y que la capacidad de cada una de ellas será
aproximadamente de 30 a 50 toneladas mensuales.
Considerar que requeriremos de dos bandas transportadoras de para el empaque.
Considerar que requeriremos de dos o tres selladoras por calor.
Considerar que requeriremos de un estante para almacenar las bolsas en el área de empaque.
Seleccionar los equipos considerando lo siguiente.
Definir los criterios para cada uno de los siguientes puntos.
Elaborar un formato por proveedor y marca que integren los siguientes puntos.
Proveedor.
Precio.
Dimensiones.
Capacidad.
Flexibilidad.
Mano de obra necesaria.
Costo de mantenimiento.
Tiempos de entrega.
Consumo de energía.
Infraestructura necesaria.
Equipos auxiliares.
Costo de los fletes.
Costo de los seguros.
Costo de la instalación y puesta en marcha.
La existencia y disponibilidad de refacciones.
Realizar un reporte de la práctica.
Limpiar y guardar el equipo utilizado durante la práctica.
Limpiar y ordenar el área de trabajo.
4 Dar tratamiento a los residuos recuperables.
1 Disponer de los desechos biológicos contaminados y materiales.
Nota: Esta práctica se realizará las veces necesarias, hasta que el alumno alcance la competencia.
180
Productividad Industrial
Lista de cotejo de la práctica
número 5:
Adquisición de equipo y maquinaría.
Nombre del alumno:
Instrucciones:
A continuación se presentan los criterios que van a ser verificados
en el desempeño del alumno mediante la observación del mismo.
De la siguiente lista marque con una 9 aquellas observaciones
que hayan sido cumplidas por el alumno durante su desempeño.
Desarrollo
Si
No
No
Aplica
­ Aplicó las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificó que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizó la ropa y equipo de trabajo.
1.
Consideró que requerimos una o dos maquinas HUSKY y que la capacidad
de cada una de ellas será aproximadamente de 30 a 50 toneladas
mensuales.
2.
Consideró que requeriremos de dos bandas transportadoras de para el
empaque.
3.
Consideró que requeriremos de dos o tres selladoras por calor.
4.
Consideró que requeriremos de un estante para almacenar las bolsas en el
área de empaque.
5.
Seleccionó los equipos considerando lo siguiente.
6.
Definió los criterios para cada uno de los siguientes puntos.
7.
Elaboró un formato por proveedor y marca que integren los siguientes
puntos.
8.
Efectuó un reporte de la práctica.
9.
Limpió y guardar el equipo utilizado durante la práctica.
10. Limpió y ordenar el área de trabajo.
Realizó la práctica con responsabilidad, limpieza, seguridad y trabajo en
equipo.
4 Dio tratamiento a los residuos recuperables.
1 Dispuso de los desechos biológicos contaminados y materiales.
Observaciones:
PSP:
Hora de
inicio:
Productividad Industrial
Hora de
término:
Evaluación:
181
Unidad de
aprendizaje:
2
Práctica número:
6
Nombre de la
práctica:
Definición del proceso productivo.
Propósito de la
práctica:
Al finalizar la práctica el alumno seleccionar el equipo y maquinaría considerando
diversos factores para definir su compra.
Escenario:
Aula e Industria.
Duración:
20 hrs.
Materiales
• Hojas de papel.
182
Maquinaria y equipo
• PC.
Herramienta
• Software.
Productividad Industrial
Procedimiento
Realizar la practica con responsabilidad, limpieza, seguridad y trabajo en equipo.
­ Aplicar las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificar que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizar la ropa y equipo de trabajo.
1.
Analizar el siguiente proyecto para tomarlo como referencia y elaborar uno propio siguiendo las indicaciones
del PSP.
PLANTA DE PRODUCCIÓN DE CLAVOS.
1.
INTRODUCCIÓN.
Un clavo es una pieza delgada de metal usada para sujetar o fijar dos o más piezas. Los clavos varían de
longitud, tamaño y estilo, desde tachuelas pequeñas hasta clavos pesados. Generalmente, un clavo tiene
tres partes principales: la punta, el astil o cuerpo y la cabeza. Actualmente los clavos son hechos de
alambre de acero. La varilla de alambre, después de ser examinada, desinfectada, escurrida en agua,
neutralizada, lubricada, secada, estirada, probada, pesada, producida e inspeccionada, puede ser
producida en una variedad de tipos para diversos propósitos. Los diversos tipos de clavos incluyen clavos
de acabado para techado, clavos para pisos, clavos para moldeado, clavos para anillados, clavos
acanalados en espiral, clavos para albañilería, etc. Todos los tipos de clavos producidos de alambres de
acero son hechos por una máquina automática. La máquina difiere en tamaño y en diseño, pero el
principio de operación es el mismo para todas ellas. El proceso principal de la línea de producción es el
maquinado del clavo que es producida por las siguientes operaciones: moldeado de la cabeza,
alimentación de los alambres, apretado del alambre, corte del alambre, moldeado de la punta y expulsión
de los clavos. La resistencia de los clavos en una unión depende de su propiedad, el tipo y número de
clavos que son usados y los tipos de carga aplicados a la unión.
Taiwan ha invertido años de esfuerzo en la investigación, desarrollo y mejoramiento de sus maquinarias
productoras de clavos, tales como la máquina de desincrustar, la máquina de estirado de alambres, la máquina
de producción de alambres, la máquina galvanizadora y la maquinaria de enderezado y corte de alambres, que
cumplen con los estándares internacionales. La República de China juega un papel muy importante en el
desarrollo de tecnología y maquinaria automatizada necesaria para mantener los costos bajos en las plantas de
producción.
La exportación y la transferencia de técnicas de las plantas de producción de productos secundarios de alambres
de acero tales como pernos, tuercas, clavos, cables de acero, cercos de acero, y resortes de acero han cubierto sus
expectativas en los últimos años.
2.
INFORMACIÓN GENERAL DEL PROCESO.
2.1 DIAGRAMA DE FLUJO.
Productividad Industrial
183
2.2 DESCRIPCIÓN DEL PROCESO.
184
Productividad Industrial
1.
Sección de laminado de las varillas de acero:
Para usar el acero en su forma requerida, las varillas son arrolladas o laminadas al tamaño y forma
deseada por un molino de arrollamiento o laminado de varillas.
2.
Sección de pretratamiento de las varillas de acero:
Este proceso consiste de un desinfectado en ácido, escurrido en agua, neutralizado y lubricado, seguido
de un tratamiento por calentamiento (para aceros con alto contenido de carbono) cuando sea requerido.
(a) Desinfectado en ácido: Las varillas de alambre son colocadas en una solución caliente de ácido sulfúrico o
ácido clorhídrico. Este proceso suelta los residuos y libera a las varillas de la oxidación o suciedad, dejando la
superficie de la varilla perfectamente limpia. Luego, las varillas son sacadas del baño de ácido y enjuagadas
completamente bajo un rociado de agua a alta presión.
(b) Las varillas son revestidas para proteger su superficie de la oxidación atmosférica, para neutralizar cualquier
rastro o traza de ácido y para transportar el lubricante usado en el estirado de las varillas (el bórax ha sido
utilizado en los últimos años con buenos resultados)
(c) Luego las varillas de alambre serán secadas antes de ser estiradas.
3.
Sección de estirado de los alambres:
Después que las varillas son limpiadas, revestidas y secadas adecuadamente, estas son enviadas a la máquina de
estirado continuo de alambres. El extremo puntiagudo del alambre es insertado en el hueco de la matriz. Cuando
la varilla empieza a girar, este bobina el alambre a su alrededor estirando continuamente las varillas a través de la
matriz, disminuyendo su área seccional e incrementando proporcionalmente su longitud. Esta máquina no solo
reduce el área seccional del acero sino que al mismo tiempo mejora el acabado y las propiedades físicas del
alambre. La cantidad reducida del área seccional del alambre variará de acuerdo a los tipos de alambre que se
van a trabajar. Varios tipos de máquinas de estirado con distintas capacidades de estirado son usados, tales como
alambres de acero de alto contenido de carbono, alambres de acero blandos, alambres de aluminio, alambres de
bronce y alambres no ferrosos. Una máquina de estirado continuo de doble cubierta con dos matrices puede ser
operada individualmente (5.5mm-4mm), y unidos en dos bloques (5.5mm-3mm), 3 bloques (5.5mm-2.1mm), 4
bloques (5.5mm-1.6mm), etc. El número de bloques está determinado de acuerdo con el programa de
producción. Una máquina de estirado tipo horizontal es usada para el estirado de alambres circulares y alambres
anormalmente formados tales como alambres planos, alambres cuadrados, alambres hexagonales.
4.
Sección de producción de clavos:
Los clavos de acero son producidos en una máquina automática de alta velocidad. La cabeza del clavo es formada
por prensado y achatamiento del alambre contra la matriz. La matriz produce el tamaño y el espesor de la cabeza
del clavo y puede ser regulada por el ajuste de sus cuchillos cortadores. Los varios tipos de cabezas de clavos son
formados por la disposición del nivel de depresión deseado en la matriz. Después que la cabeza del clavo es
formada, se abre la matriz y el alambre es presionado a través de un mecanismo de alimentación. La distancia de
avance de la matriz dará la longitud del clavo. Luego, que el alambre es presionado el clavo es cortado. Los
cuchillos de corte reducen el alambre para formar la punta del clavo al mismo tiempo que el clavo es cortado. La
punta puede ser formada presionando el alambre en la forma requerida. Luego los clavos son descendidos en un
colector.
5. Sección de pulido:
Los clavos son colectados y colocados en un tambor. Se toman ciertos cuidados para colocar los clavos de un solo
tipo en el tambor para evitar su mezcla. También se coloca aserrín en el tambor. El tambor tiene una
protuberancia en su interior que agita y pule los clavos cuando gira. El aserrín absorbe la grasa y el aceite que los
clavos acumularon durante su manufactura. Después que los clavos son pulidos, son empaquetados en cajas de
Productividad Industrial
185
cartón para su comercialización.
3
DESCRIPCIÓN DE LA PLANTA.
3.1 CAPACIDAD DE PRODUCCIÓN.
Una planta equipada con la maquinaria y equipo descrita en la sección 3.4 de este estudio, operando un turno de
ocho horas diarias, 25 días al mes, podría ser capaz de producir 1,500 toneladas/mensuales de clavos de acero.
La especificación del clavo de acero es: 3/4´´ - 5´´.
La capacidad de producción de la máquina de producción de clavos es como sigue:
TIPO.
C1-A
C1-A
C1-A
C1-A
C1-B
C1-B
C1-B
C1-B
C1-B
C1-C
C1-C
C1-C
TIPO.
C1-C
C1-D
C1-D
C1-D
C1-E
C1-E
C1-E
TAMAÑO.
BWG 19# x ½´´
BWG 18# x 5/8´´
BWG 17# x ¾´´
BWG 16# x 1´´
BWG 16# x 1´´
BWG 15# x 1¼´´
BWG 14# x 1½´´
BWG 13# x 1¾´´
BWG 12# x 2´´
BWG 12# x 2´´
BWG 11# x 2½´´
BWG 10# x 3´´
RPM.
600
600
600
600
500
500
500
500
500
400
400
400
TAMAÑO.
RPM.
BWG 9# x 3½´´
400
BWG 9# x 3½´´
300
BWG 8# x 4´´
300
BWG 8# x 4½´´
300
BWG 7# x 5´´
175
BWG 6# x 5½´´
175
BWG 6# x 6´´
175
C1-E
BWG 5# x 6½´´
CAPACIDAD (8 HRS)
32 Kgs.
50 Kgs.
76 Kgs.
120 Kgs.
100 Kgs.
175 Kgs.
240 Kgs.
385 Kgs.
537 Kgs.
430 Kgs.
680 Kgs.
1,050 Kgs.
175
CAPACIDAD (8 HRS)
1,428 Kgs.
1,071 Kgs.
1,543 Kgs.
1,714 Kgs.
1,355 Kgs.
1,750 Kgs.
2,000 Kgs.
2,520 Kgs.
3.2 MATERIAS PRIMAS.
Las varillas de alambres usadas en la manufactura de estos productos secundarios están clasificadas en alambres
de acero de bajo contenido de carbono y alambres de acero de alto contenido de carbono. El alambre de acero
de bajo contenido de carbono es usado en la manufactura de clavos, mallas, alambres con púas, remaches,
tornillos, etc. El alambre de acero de alto contenido de carbono es usado en la producción de resortes, cables,
agujas, etc. Otras materias primas tales como los alambres de aluminio, alambres de bronce y alambres no
ferrosos también pueden ser utilizados en la manufactura de estos productos secundarios.
3.3 MANO DE OBRA REQUERIDA.
CLASIFICACIÓN DEL TRABAJO.
PERSONAS/TURNO.
Gerencia.
3
Administrador.
1
Operadores de la máquina de estirado de alambres.
2
Operadores de la máquina de producción de clavos.
4
Operadores de la máquina de pulido de clavos.
1
186
Productividad Industrial
Operadores del empaquetado de clavos.
Mantenimiento y reparación.
Transporte.
TOTAL.
2
1
2
16
3.4 MAQUINARIA Y EQUIPO.
ITEMS.
N° DE MÁQ.
HP/UNIDAD.
A. Máquina de producción de clavos:
C1-A
C1-B
C1-C
C1-D
Máquina de pulido de clavos.
Esmeril de doble guía.
Esmeril cortador de clavos.
Taladro de banco.
Horno eléctrico.
Horno atemperado.
Grúa de 3 toneladas.
B. Máquina de estirado de alambres:
Aleta de varillas de doble cara.
Máquina de desincrustado de alambres.
Máquina de estirado de alambres
tipo doble cubierta.
Bobinador continúo.
Máquina afiladora de alambres (para
formar la punta)
Soldador de tope eléctrico.
Desinfectado de alambres tipo 8 etapas.
Máquina de estirado.
Soldador de tope eléctrico.
2
3
3
1
3
1
1
1
1
1
1
1
2
3
5
7½
3
¼
½
½
20 Kw.
12 Kw.
5
1
30
3
1
50
15
1
1
1
1
1
2
20 KVA
20
3 KVA
3.5 EQUIPO DE INSPECCIÓN Y PRUEBA.
Todos los equipos estarán sujetos a una inspección y prueba. Esta será realizada por una agencia independiente
autorizada designada por el comprador antes de su embalado. El costo de esta inspección será pagado por el
comprador.
3.6 GASTOS GENERALES DE LA PLANTA.
·
Potencia eléctrica:
CLASIFICACIÓN.
Estirado de alambres.
Producción de clavos.
Pulido de clavos.
Otros.
TOTAL.
Productividad Industrial
POTENCIA (HP)
235
9
50
300
35.5
187
·
Consumo de agua:
CLASIFICACIÓN.
Desincrustado de alambres.
Máquina de desinfectado de alambres
tipo 8 etapas.
TOTAL.
AGUA ( TON/8 HRS)
3.75
0.1
3.85
DISTRIBUCIÓN DE PLANTA.
188
Productividad Industrial
1. Máquina de producción de clavos C1-A
2. Máquina de producción de clavos C1-B
3. Máquina de producción de clavos C1-C
4. Máquina de producción de clavos C1-D
5. Máquina de pulido de clavos.
6. Esmeril de doble guía.
7. Esmeril cortador de clavos.
8. Taladro de banco.
9. Horno eléctrico.
10. Horno atemperado.
11. Grúa de 3 toneladas.
12. Aleta de varillas de doble cara.
13. Máquina de desincrustado de alambres.
14. Máquina de estirado de alambres tipo doble cubierta.
15. Bobinador continúo.
16. Máquina afiladora de alambres (para formar la punta)
17. Soldador eléctrico.
18. Desinfectado de alambres tipo 8 etapas.
19. Máquina de estirado.
Productividad Industrial
189
Procedimiento
2.
3.
4.
5.
6.
7.
8.
Definir el tipo de proyecto que va a elaborar.
Seguir el procedimiento que el PSP indique o siga el procedimiento del ejemplo.
Agregar el diagrama de proceso.
Agregar el diagrama de recorrido.
Elaborar un reporte de la práctica.
Limpiar y guardar el equipo utilizado durante la práctica.
Limpiar y ordenar el área de trabajo.
4 Dar tratamiento a los residuos recuperables.
1 Disponer de los desechos biológicos contaminados y materiales.
Nota: Esta práctica se realizará las veces necesarias, hasta que el alumno alcance la competencia.
190
Productividad Industrial
Lista de cotejo de la práctica
número 6:
Definición del proceso productivo.
Nombre del alumno:
Instrucciones:
A continuación se presentan los criterios que van a ser verificados
en el desempeño del alumno mediante la observación del mismo.
De la siguiente lista marque con una 9 aquellas observaciones
que hayan sido cumplidas por el alumno durante su desempeño.
Desarrollo
Si
No
No
Aplica
­ Aplicó las medidas de seguridad e higiene en el desarrollo de la práctica.
­ Verificó que en el área de trabajo existan condiciones seguras de trabajo.
­ Utilizó la ropa y equipo de trabajo.
1.
2.
3.
4.
5.
6.
7.
8.
4
1
Analizó el siguiente proyecto para tomarlo como referencia y elaborar uno
propio siguiendo las indicaciones del PSP.
Definió el tipo de proyecto que va a elaborar.
Siguió el procedimiento que el PSP indique o siga el procedimiento del
ejemplo.
Agregó el diagrama de proceso.
Agregó el diagrama de recorrido.
Elaboró un reporte de la práctica.
Limpió y guardar el equipo utilizado durante la práctica.
Limpió y ordenar el área de trabajo.
Realizó la práctica con responsabilidad, limpieza, seguridad y trabajo en
equipo.
Dio tratamiento a los residuos recuperables.
Dispuso de los desechos biológicos contaminados y materiales.
Observaciones:
PSP:
Hora de
inicio:
Productividad Industrial
Hora de
término:
Evaluación:
191
RESUMEN
El aprendizaje de los temas vistos en esta
unidad dará como resultado que el
alumno conozca:
A lo largo de esta unidad no dimos cuenta
de que una buna administración de
proyectos a gran escala o pequeña
requiere planeación, programación y
coordinación cuidadosa de muchas
actividades interrelacionadas.
Debido a que son muchas las actividades
que encierran los proyectos se estudio la
forma de controlar y planear proyectos
con ayuda des mas sobresalientes como el
PERT (técnica de evaluación y revisión de
programas) y el CPM (método de la ruta
critica).Aunque originalmente los sistemas
tipo PERT se aplicaron para evaluar la
programación de un proyecto de
investigación y desarrollo, también se
usan para controlar el avance de otros
tipos de proyecto especiales.
192
Como ejemplos se pueden citar programas
de construcción, la programación de
computadoras,
la
preparación
de
propuestas y presupuestos, la planeación
de l mantenimiento y la instalación de
sistemas de cómputo, este tipo de técnica
se ha venido aplicando aun a la
producción de películas, a las compañas
políticas y a operaciones quirúrgicas
complejas.
En esta unidad vimos lo relacionado a la
planeación y control del proyecto, lo que
en su interior lleva la planeación de los
procesos de trabajo, el diseño de lo que se
fabricará o venderá, los equipos y
herramientas necesarios para realizar
dichas actividades
También se vio lo relacionado a la
supervisión de las tareas y trabajos, así
como su control.
.
Productividad Industrial
Autoevaluación de conocimientos del capítulo 2
1. ¿Cuál es el objetivo de la ingeniería de proyectos?
2. ¿Cuáles son las técnicas para analizar un proceso?
3. ¿Qué factores determinan la compra de maquinaría y equipo?
4. ¿Qué es la distribución de planta?
5. ¿Cuáles son los principales tipos de distribución?
6. ¿Qué es el diagrama de hilos?
7. ¿Qué es un costo de producción?
8. ¿Qué es el punto de equilibrio?
Productividad Industrial
193
GLOSARIO DE TÉRMINOS
Es un trabajo que se debe llevar a cabo como parte de un
proyecto, es simbolizado mediante una rama de la red de PERT.
Actividades imaginarias que existen dentro del diagrama de red,
Actividad
sólo con el Propósito de establecer las relaciones de precedencia y
ficticia
no se les asigna tiempo alguno, es decir, que la actividad ficticia
Permite dibujar redes con las relaciones de Precedencia
apropiadas, se representa por medio de una línea punteada.
Características del producto o servicio que son percibidas por el
Beneficio del
consumidor como una ventaja o ganancia actual y real.
producto
Ciclo de la venta Cada producto o servicio tiene ciclo diferente de venta,
entendiendo por tal el lapso que va desde la primera visita
completada al cliente, a la firma del contrato o pedido.
Ciclo de vida del El periodo de tiempo en el cual un producto produce ventas y
utilidades. Se entiende que incluye cinco diferentes fases:
producto
introducción, crecimiento, turbulencia, madurez y declive.
Es el mecanismo mediante el cual se verifica el alcance de los
Control
fines, objetivos y metas. Es también la detección de las
desviaciones con respecto a los planes, políticas, normas y
procedimientos en un determinado contexto, así como el
establecimiento de patrones de comparación que permitan aplicar
acciones correctivas a las desviaciones reales o potenciales.
El control de gestión tiene por objeto asegurar que los proyectos
Control de
gestión / control y programas, así como actividades y tareas que implican su
ejecución, se ajusten a los objetivos y metas del proceso de
de proyectos
planificación. Existen metodologías específicas como el pert/cpm
que permiten un seguimiento y evaluación muy preciso de un
proyecto en particular.
La traducción de las siglas en inglés significan: método del
CPM
camino crítico, es uno de los sistemas que siguen los principios de
redes, que fue desarrollado en 1957 y es utilizado para planear y
controlar proyectos, añadiendo el concepto de costo al formato
PERT. Cuando los tiempos y costos se pueden estimar
relativamente bien, el CPM puede ser superior a PERT.
Atracción de nuevos clientes hacia los productos existentes.
Desarrollo del
mercado
Es una red de círculos numerados y conectados con flechas,
Diagrama de
donde se muestran todas las actividades que intervienen en un
red
determinado proyecto y la relación de prioridad entre las
actividades en la red.
Distribución utilizada para la estimación del tiempo de actividad
Distribución
esperado en el PERT, esta estimación se basa en el supuesto de
beta
Actividad
194
Productividad Industrial
Evento
Holgura
Línea de
productos
Línea de
productos
Lista de
actividades
Mercado
Objetivos
PERT
Plan
Planificación
Política
Productividad Industrial
que el tiempo de la actividad es una variable aleatoria cuya
Probabilidad tiene una distribución beta unimodal.
Se dice que se realiza un evento, cuando todas las actividades que
llegan a un mismo nodo han sido terminadas. Son los círculos
numerados que forman parte del diagrama de red y representan
el principio y el fin de las actividades que intervienen en el
proyecto.
Es el tiempo libre en la red, es decir, la cantidad de tiempo que
puede demorar una actividad sin afectar la fecha de terminación
del, proyecto total.
Grupo de productos que se relacionan entre sí ya sea porque
funcionan de manera similar, son vendidos al mismo grupo de
clientes, son vendidos por medio de los mismos almacenes, o
están dentro de un rango de precios similares.
Grupo de productos que se relacionan entre sí ya sea porque
funcionan de manera similar, son vendidos al mismo grupo de
clientes, son vendidos por medio de los mismos almacenes, o
están dentro de un rango de precios similares.
Es una lista cuidadosa y ordenada donde se recopilan todas las
diferentes actividades que intervienen en la realización de un
proyecto.
La totalidad de los compradores potenciales y actuales de algún
producto o servicio.
Son los estados o situaciones que se desea alcanzar para poder
lograr los fines en función del cumplimiento de la misión. Están
usualmente referidos al mediano plazo.
La traducción de las siglas en inglés significan: técnica de revisión
y evaluación de programas, es una técnica de redes desarrollado
en la década de los 50, utilizada para programar y controlar
programas a realizar. Cuando hay un grado extremo de
incertidumbre y cuando el control sobre el tiempo es más
importante sobre el control del costo, PERT es mejor opción que
CPM.
Es el conjunto de decisiones adoptadas por la institución para
despejar las incertidumbres mediante la formulación de
estrategias y acciones a largo plazo que le permita de manera
coherente y exitosa, llegar al logro de su misión.
Es un proceso analítico, continuo, y retroalimentado con el
control de gestión, que comprende una visión del perfil deseado
de la institución en el futuro, así como la optimización del uso los
recursos disponibles y requeridos para alcanzar sus fines.
Marco de acción general o conjunto de principios que orientan y
delimitan las acciones y decisiones del personal en todos sus
195
niveles. Las políticas pueden ser de carácter general o específico
pero tienen que ser estrechamente consistentes con la misión y
con los objetivos y fines de la institución. Las políticas están
íntimamente ligadas a las estrategias, y constituyen guías para la
toma de decisiones.
Posicionamiento Se refiere a las estrategias y tácticas de comunicación destinadas
a crear y mantener en un lugar de preferencia en la mente del
del producto
consumidor, ya sea un producto o un servicio. Esto es, poner al
producto en una posición relevante ante las decisiones del
comprador.
Cantidad de dinero que se cobra por un producto o servicio; o la
Precio
suma de valores que el consumidor intercambia por usar o tener
un producto o servicio.
Es una actividad que debe Preceder (estar antes) inmediatamente
Predecesor
a una actividad dada en un proyecto, también nombradas
Inmediato
prioridades inmediatas.
Es la expresión del plan operativo en términos financieros, es
Presupuesto /
decir, un programa anual de ingresos, inversiones y gastos.
presupuestoprograma
Cualquier elemento tangible o intangible que puede ofrecerse a
Producto
un mercado para su atención, adquisición, uso o consumo.
Son documentos de planificación que establecen en detalle la
Programas
secuencia, los recursos requeridos y la prioridad de las acciones a
ejecutar para la consecución de las metas a corto plazo.
Es un conjunto de actividades encaminadas a la realización de
Proyecto
una o más tácticas para lograr un objetivo que a su vez refuerza el
alcance de los fines.
Son las flechas que forman Parte del diagrama de red y significan
Rama
las actividades en el proyecto.
Bienes de capital, personal, equipos, tiempo, servicios
Recursos
especializados, etc. Necesarios para efectuar las actividades y
tareas.
Peligro, contingencia de un daño. Los riesgos son cuantificables
Riesgo
con un grado de precisión dado, si se conoce la probabilidad de
ocurrencia del evento que representa el riesgo.
Camino es una secuencia de actividades conectadas, que conduce
Ruta crítica o
del principio del proyecto al final del mismo, por lo que aquel
camino crítico
camino que requiera el mayor trabajo, es decir, el camino más
largo dentro de la red, viene siendo la ruta crítica o el camino
crítico de la red del proyecto.
Tiempo en el CPM que sería requerido si no se evita costo alguno
Tiempo
con tal de reducir el tiempo del proyecto. Tiempo mínimo posible
acelerado
para terminar una actividad con la concentración máxima de
196
Productividad Industrial
Tiempo
esperado para
una actividad
Tiempo más
probable
Tiempo normal
Tiempo
optimista
Tiempo
pesimista
Toma de
decisiones
Productividad Industrial
recursos.
Es el tiempo calculado en el PERT usando el promedio ponderado
(a+4m+b)/6.
Es el tiempo que esta actividad sea más probable que tome sí se
repitiera una y otra vez, en otras palabras, es el tiempo normal
que se necesita en circunstancias ordinarias, utilizado en el PERT y
simbolizado con m.
Es el tiempo en el CPM requerido para terminar una actividad si
esta se realiza en forma normal. Es el tiempo máximo para
terminar una actividad con el uso mínimo de recurso, el tiempo
normal se aproxima al tiempo estimado probable en PERT.
Es el tiempo mínimo o más corto posible en el cual es probable
que sea terminada una actividad si todo marcha a la Perfección,
utilizado en el PERT y simbolizado con a.
Es el tiempo máximo o más largo posible en el cual es probable
sea terminada una actividad bajo las condiciones más
desfavorables, utilizado en el PERT y simbolizado con b.
Proceso de identificación, selección y evaluación de opciones
alternativas bajo condiciones de riesgo, certidumbre o
incertidumbre, orientadas al logro de un propósito
preestablecido.
197
BIBLIOGRAFÍA
•
Gabriel Baca Urbina, Evaluación de Proyectos, Cuarta edición, McGraw-Hill, México,
2001.
•
Ted Klastorin, Administración de Proyectos, Primera edición, ALFAOMEGA, México, 2005.
•
Soto, Espejel y Martinez, Formulación y Evaluación Técnico Económica de Proyectos
Industriales, ECASA, México, 1991.
•
Benjamín W. Nieble, Andris Freivalds, Ingeniería Industrial Métodos, Estándares y Diseño
del Trabajo, 11ª edición, ALFAOMEGA, 2005.
•
Oficina Internacional del Trabajo, Introducción al Estudio del Trabajo, 4a. ed., OIT, Suiza,
1996.
•
Namak Foroosh, Metodología de la Investigación, Editorial Limusa, México, 1995.
•
Edwards Deming, Calidad, Productividad y Competitividad, Editorial Díaz de Santos,
México, 1994.
198
Productividad Industrial
ANEXOS
Productividad Industrial
199