remoción de cromo (iii) y dqo a través de
Anuncio
 y dqo a través de")
REMOCIÓN DE CROMO (III) Y DQO A TRAVÉS DE ELECTROCOAGULACIÓN EN
AGUAS RESIDUALES DE LA INDUSTRIA CURTIEMBRE HACIENDO USO RACIONAL
DE LA ENERGÍA
WILLIAM GERMÁN ARIAS CEPEDA
UNIVERSIDAD LIBRE
POSTGRADOS DE INGENIERÍA
MAESTRÍA EN INGENIERÍA CON ÉNFASIS EN ENERGÍAS ALTERNATIVAS
BOGOTÁ D.C.
2013
2
REMOCIÓN DE CROMO (III) Y DQO A TRAVÉS DE ELECTROCOAGULACIÓN EN
AGUAS RESIDUALES DE LA INDUSTRIA CURTIEMBRE HACIENDO USO RACIONAL
DE LA ENERGÍA
WILLIAM GERMÁN ARIAS CEPEDA
Trabajo de Tesis para optar el título de Maestro en Ingeniería
Director
Andrés Felipe Suarez
Doctor en Química
Director de Investigación Universidad Libre
UNIVERSIDAD LIBRE
POSTGRADOS DE INGENIERÍA
MAESTRÍA EN INGENIERÍA CON ÉNFASIS EN ENERGÍAS ALTERNATIVAS
BOGOTÁ D.C.
2013
3
TABLA DE CONTENIDO
Resumen ................................................................................................................................. 7
1.
Introducción .................................................................................................................... 8
2.
Descripción Del Problema ............................................................................................. 10
3.
Hipótesis ....................................................................................................................... 13
4.
Justificación ................................................................................................................... 14
5.
OBJETIVOS ..................................................................................................................... 15
5.1 Objetivo General .................................................................................................... 15
5.2 Objetivos Específicos ............................................................................................. 15
6.
Marco Teórico ............................................................................................................... 16
6.1 Electrocoagulación ................................................................................................. 16
6.1.1
Formación de coagulantes en los electrodos de sacrificio. ....................... 18
6.1.2 Configuraciones de los electrodos .................................................................. 21
6.2 Elementos Capacitivos ........................................................................................... 22
6.3 Consumo de Energía Eléctrica ............................................................................... 24
6.4 Uso Racional de la Energía ..................................................................................... 25
6.5 Sistemas convencionales de tratamiento de aguas............................................... 27
4
6.6 Diseño de experimentos ....................................................................................... 28
6.6.1 Superficie de Respuesta .................................................................................. 28
7.
Antecedentes ................................................................................................................ 31
8.
Materiales y métodos ................................................................................................... 38
8.1 Muestras ................................................................................................................ 38
8.2 Equipos................................................................................................................... 38
8.3 Celda de Electrocoagulación .................................................................................. 39
8.4 Procedimiento de electrocoagulación ................................................................... 40
8.4.1 Experimentos con corriente directa ............................................................... 41
8.4.2 Experimentos con corriente alterna pulsante. ............................................... 41
8.4.3 Cinéticas. ......................................................................................................... 43
9.
Resultados y discusión .................................................................................................. 44
9.1 Electrocoagulación con Corriente Directa ............................................................. 44
9.1.1 Ajuste para la remoción de cromo con corriente continua ............................ 44
9.1.2 Ajuste para la remoción de DQO con DC. ....................................................... 50
9.1.3 Análisis de resultados con corriente continua................................................ 56
9.2 Electrocoagulación con corriente alterna pulsante ............................................... 57
9.2.1 Ajuste para la remoción de cromo con PAC ................................................... 57
9.2.2 Modelamiento para la remoción de DQO con PAC ........................................ 65
5
9.2.3 Análisis de resultados con corriente alterna pulsante. .................................. 74
9.3 Análisis de resultados DC vs PAC ........................................................................... 75
9.3.1 Análisis del consumo de las cinéticas de DQO para PAC vs DC ...................... 77
9.3.2 Análisis del consumo de las cinéticas de cromo para PAC vs DC................... 79
10. Conclusiones ................................................................................................................. 82
11. Recomendaciones ......................................................................................................... 84
12. Bibliografía .................................................................................................................... 85
13. Anexos........................................................................................................................... 89
6
TABLA DE ANEXOS
Anexo 1. Diseño y configuración del reactor ................................................................... 89
Anexo 2. Análisis estandarizado de muestras ................................................................. 91
Anexo 3. Diseño de experimento para DC ....................................................................... 93
Anexo 4. Diseño de experimentos a corriente DC ........................................................... 93
Anexo 5. ANOVA .............................................................................................................. 94
Anexo 6. Cinética para la remoción de cromo................................................................. 94
Anexo 7. ANOVA .............................................................................................................. 95
Anexo 8. Cinética para la remoción de DQO ................................................................... 95
Anexo 9. Diseño de experimentos para corriente alterna pulsante (PAC)...................... 96
Anexo 10. ANOVA ............................................................................................................ 97
Anexo 11. Cinética para la remoción de cromo con PAC ................................................ 98
Anexo 12. ANOVA ............................................................................................................ 99
Anexo 13. Cinética para la remoción de DQO con PAC ................................................ 100
7
RESUMEN
Los desechos de la industria curtiembre en la región Cundiboyacense son
frecuentemente drenados hacia los cuerpos de agua circundantes sin considerar el
efecto que pueden tener las altas cantidades de residuos sobre las aguas de ríos como
el Bogotá y el Tunjuelo.
La presente tesis documenta el uso experimental de la electrocoagulación a escala
banco como proceso para disminuir el Cromo y DQO (Demanda Química de Oxígeno)
presente en las aguas residuales de una curtiembre en la región Cundiboyacense. Las
variables experimentales incluyen el pH inicial (5 a 7) del agua del afluente, la amplitud
de la corriente eléctrica (2,1A a 3,6A) y el uso de dos tipos de corriente diferentes:
corriente continua (DC) y corriente alterna (AC de 1 mHz a 11 mHz) esta última con una
modificación que la hacía pulsante (2kHz a 4 kHz) en cada hemiciclo (PAC).
Mediante el uso de dos tratamientos (DC y PAC) se lograron remociones cercanas al
95% de Cromo (Cr) y del 70% de la demanda química de oxigeno (DQO) en 20 minutos
de proceso. Al hacer aplicación de los conceptos involcruados en el usoracional de la
energía (URE) a través del PAC se logró mejorar la eficiencia consiguiéndose una
reducción aproximadamente del 40% en el consumo de energía eléctrica con respecto
a remociones similares usando DC.
8
1. INTRODUCCIÓN
Las curtiembres se han convertido en un desafío ambiental debido a que durante el
proceso productivo son manipuladas numerosas sustancias químicas con potenciales
riesgos tóxicos que posteriormente son introducidas a los ríos, en algunos casos sin
mayor tratamiento. Las aguas residuales drenadas por las curtiembres terminan
vertiendo una alta cantidad de materia orgánica extraída de las pieles tales como grasa
y pelo, junto con sustancias químicas usadas durante el procesamiento del cuero, tales
como el cromo, sulfatos, cal, anilinas, etc. La naturaleza contaminante de dichos
residuos se puede evidenciar en los altos niveles de DBO (demanda biológica de
oxigeno) y DQO (demanda química de oxígeno).
La electrocoagulación es una alternativa de solución a los graves problemas de
contaminación causada por los diferentes efluentes industriales especialmente
aquellos que liberan materiales pesados durante los procesos de producción. Una de
las ventajas intrínsecas de la electrocoagulación es que durante la aplicación de este
tratamiento se liberan en el sitio agentes coagulantes que actúan sobre las partículas
contaminantes sin la necesidad de aumentar drásticamente la cantidad de lodos
generados durante el proceso comparados con el proceso de coagulación emplando
sales de iones metálicos polivalentes; además dado que en este proceso no es
necesario introducir otros elementos químicos para lograr la coagulación se reduce el
riesgo de exposición a mayores desechos peligrosos [1].
El cromo al ser un metal pesado suspendido en un fluido presenta grandes retos para
su remoción, con lo cual la electrocoagulación se perfila como una excelente
9
posibilidad de tratamiento cuyo costo principal varía dependiendo del costo de la
energía eléctrica en el país y/o región en que llegara a usarse. La variable económica es
problemática considerando el alto costo de la generación eléctrica, que dependiendo
de la fuente que se use para su generación.
Es precisamente considerando ambas variables (la económica y la ambiental) que el
Uso Racional de la Energía URE se convierte en el principio que rige el tratamiento de
electrocoagulación documentado en esta investigación. Dicho principio se hace
tangible a través de la manipulación de algunos factores determinantes en el consumo
de energía: la densidad de corriente, el material de electrodo, la conductividad, y el
pH inicial del agua efluente.
La disminución del consumo de energía requiere dos procedimientos: i)El uso de
dispositivos de control electrónico que aprovechan los efectos capacitivos que pueden
aparecer durante el proceso y mejoran los niveles de consumo sin sacrificar la
eficiencia del sistema, y ii) El consecuente diseño de un sistema que genera corriente
pulsante a un alto amperaje evitando así la pasivación de los electrodos (y la
consecuente disminución en la eficiencia en el funcionamiento del sistema). La
alternación de
pulsos facilita, además el desgaste de los electrodos y con ello
maximiza el provecho y minimiza los procesos de mantenimiento del sistema.
10
2. DESCRIPCIÓN DEL PROBLEMA
La industria de la curtiembre se encuentra ligada a dos sectores productivos muy
importantes en el país como lo son la industria del sacrificio de animal en especial
bovino encargada de proveer la materia prima (pieles) y la industria del calzado y la
marroquinería la cual es el principal consumidor del producto cuero [2]. Las industrias
dedicadas al curtido de cueros se encuentran situadas en su mayoría en Bogotá y
Cundinamarca con aproximadamente 300 (265 en San Benito) [3]y 181 curtiembres
respectivamente [4]. Las aguas residuales procedentes de esta industria cuando se
descargan directamente, ocasionan efectos negativos en la vida acuática debido a la
disminución del oxígeno disuelto, se limita sus usos posteriores debido al deterioro de
la calidad del agua, por tanto no es apta para el consumo doméstico, agrícola o
pecuario entre otros [5, 6].
La contaminación potencial de los cuerpos de agua causada por efluentes del proceso
de curtido en función de sus características principales es citan directamente de la CAR
acuerdo 0008 de 2004 y son [6]:
DBO y DQO. La presencia de concentraciones altas de DBO y DQO en los cuerpos de
agua genera desoxidación del mismo, que es la causa de malos olores y de muerte de la
fauna acuática.
pH. Generalmente los efluentes de las curtiembres presentan variaciones entre 2,5 y
12,0 según el procesos empleado. Las variaciones de pH afectan considerablemente la
vida acuática de las corrientes receptoras, y limita su utilización para los diferentes usos
potenciales del recurso.
11
Sulfuros. Presenta riesgo de formación de gas sulfhídrico, el que en baja concentración
genera olor desagradable y en alta concentración puede ser toxico.
Amoniaco. Es tóxico para los peces. Es un nutriente que puede causar proliferación de
plantas acuáticas.
Nitrógeno. Su presencia en altas concentraciones puede provocar el crecimiento
acelerado de plantas acuáticas.
Nitratos. Su presencia en altas concentraciones en agua potable es riesgosa para la
salud.
Cromo. Metal pesado persistente que puede causar problemas a la salud humana en
altas concentraciones.
Sólidos Sedimentables. Ocasionan la formación de bancos de lodos que producen
olores desagradables.
Para disminuir estos contaminantes potenciales se deben generar alternativas
encaminadas a reducir al máximo el desperdicio y/o uso innecesario de la energía, sin
disminuir la eficiencia de los procesos. De tal forma que se maximice la productividad,
eficiencia, eficacia y la competitividad del proceso a nivel industrial [7], en este caso al
proceso de electrocoagulación.
Haciendo uso racional de la energía se busca disminuir al máximo los costos del
proceso que se puedan generar en la actualidad y con miras a un futuro energético
incierto. Ya que la ley 697 de 2001 declara que el Uso Racional y Eficiente de la Energía
(URE) debe ser un asunto de interés a nivel social, que permita la competitividad
económica colombiana. Siendo su principal objetivo el “aprovechamiento óptimo de la
12
energía en todas y cada una de las cadenas energéticas, desde la selección de la fuente
energética, su producción, transformación, transporte, distribución, y consumo
incluyendo su reutilización cuando sea posible, buscando en todas y cada una de las
actividades, de la cadena de desarrollo sostenible”[8].
13
3. HIPÓTESIS
La modificación de la frecuencia de activación de los electrodos durante el proceso de
electrocoagulación permitirá disminuir el consumo de energía eléctrica, mientras que
la alternación de los mismos permitirá un desgaste homogéneo de la superficie de cada
uno de los electrodos y evitará la pasivación de los mismos, sin sacrificar la eficiencia en
la remoción de Cromo y DQO en aguas residuales de la Industria Curtiembre.
14
4. JUSTIFICACIÓN
En Bogotá y el resto del país se encuentra una problemática relacionada con la
proliferación de Industrias curtiembres que se pueden agrupar en familiares, pequeñas,
medianas y grandes empresas que generan una cantidad considerable de aguas
contaminadas con altos niveles de DQO, DBO, cromo, sulfuros, amoniaco, nitratos y
sólidos en suspensión entre otros materiales.
El presente proyecto propone remover parte de la carga orgánica y metales de los
afluentes de curtiembres usando métodos electroquímicos, que son mucho más
eficientes en comparación con los métodos biológicos (lodos activos y lagunas de
oxidación) y físicos -quimicos (flotación y coagulación) actuales, en el aprovechamiento
de los espacios requeridos, la producción de lodos residuales y competitivos con los
métodos implementados en la actualidad.
Debido a que los procesos electroquímicos se fundamentan en el consumo de energía
eléctrica, se hace necesario construir un sistema que permita el aprovechamiento
óptimo del recurso en búsqueda de la reducción de costos, haciendo más atractivo el
método de electrocoagulación para la inversión e implementación a nivel industrial en
curtiembres, mejorando la eficiencia energética o la relación aprovechamiento /
consumo total.
15
5. OBJETIVOS
5.1 Objetivo General
Establecer la configuración óptima de funcionamiento de un reactor escala banco de
remoción de cromo III y DQO para el tratamiento de aguas residuales procedentes de
las curtiembres.
5.2 Objetivos Específicos
Determinar la disminución de la carga contaminante en el agua a tratar evaluada en la
remoción de DQO y Cr en el tratamiento de electrocoagulación.
Determinar la configuración óptima para la disposición de los electrodos en búsqueda
de un máximo aprovechamiento de la energía y de las cualidades del material.
Modificar la frecuencia de alternación y el periodo de activación de los electrodos para
determinar si este parámetro puede afectar el proceso de electrocoagulación.
Lograr la máxima remoción posible de cromo y demanda química de oxigeno con el
menor consumo de energía posible.
16
6. MARCO TEÓRICO
6.1 Electrocoagulación
La electrocoagulación es un proceso complejo, donde intervienen diversos fenómenos
químicos y físicos, que usan electrodos consumibles (Fe/Al), que suministran iones al
flujo de aguas residuales. En un proceso de electrocoagulación se producen iones
coagulantes “in situ” (en el lugar), y consiste en tres etapas sucesivas: (I) formación de
los coagulantes por oxidación electrolítica de los electrodos de sacrificio, (II)
desestabilización de los contaminantes, partículas en suspensión y la ruptura de
emulsiones y (III) introducción de las fases desestabilizantes para formar flóculos [9]. El
mecanismo de desestabilización de los contaminantes, partículas en suspensión, y la
ruptura de emulsiones, han sido descritos en los pasos generales y pueden resumirse
como sigue [9]:
(a) Compresión de una doble capa difusa alrededor de especies cargadas junto a las
interacciones de los iones generadas por la oxidación del ánodo de sacrificio.
(b) La neutralización de las especies iónicas presentes en las aguas residuales con la
ayuda de los iones producidos por la dilución electroquímica de los ánodos de
sacrificio. Estos iones reducen la repulsión electrostática entre partículas a medida en
que la atracción de Van der Waals predomina, lo que causa la coagulación. Donde la
carga neta del proceso es igual a cero.
17
(c) Formación de flóculos: el flóculo que se formado como resultado de la coagulación
crea un manto de lodo que atrapa y se llena de las partículas coloidales que aún
quedan en el medio acuoso.
Los óxidos sólidos, hidróxidos y oxihidroxidos
proporcionados por las superficies
activas permiten la adsorción de las especies contaminantes.
La electrocoagulación se ha empleado con éxito en la eliminación de los metales,
partículas en suspensión, los minerales de arcilla, colorantes orgánicos, aceites y grasas
de una gran variedad de afluentes industriales. En este proceso, el potencial aplicado a
los ánodos de metal generalmente fabricados a partir de hierro o aluminio, lo que
provoca dos reacciones distintas [9](ver figura 1):
(a) Electrodos de Fe/Al es disuelto del ánodo generando los correspondientes iones
metálicos, los cuales se hidrolizan casi inmediatamente en hidróxidos aluminio o
poliméricos de hierro. Estos hidróxidos poliméricos son excelentes agentes
coagulantes. El ánodo metálico consumido (sacrificado) es utilizado para una
producción continua de hidróxidos poliméricos a su alrededor. La coagulación ocurre
cuando estos cationes metálicos se combinan con partículas negativas llevadas hacia el
ánodo por movimiento electroforética. Los contaminantes presentes en las aguas
residuales son tratados por reacciones químicas de precipitación o por ataques físicos y
químicos de materiales coloidales siendo generados por la erosión del electrodo.
Entonces ellos son removidos por Electroflotación, o sedimentación y filtración. Así, en
lugar de adicionar coagulantes químicos como en el proceso de coagulación
convencional, estos agentes coagulantes son generados en el sitio.
18
(b) El agua es también electrolizada en una reacción paralela, produciendo pequeñas
burbujas de oxígeno al ánodo e hidrogeno al cátodo. Estas burbujas atraen partículas
floculadas y por medio de la flotabilidad natura, flotan los contaminantes floculados en
la superficie [9].
Además de esto, las siguientes reacciones fisicoquímicas pueden ser llevadas a cabo en
la celda de electrocoagulación:
(a) Reducción catódica de impurezas presentes en aguas residuales.
(b) Descarga y coagulación de partículas coloidales.
(c) Migración electroforética de los iones en solución.
(d) Electroflotación de partículas coaguladas por burbujas de O 2 y H2 producidas en los
electrodos.
(e) Reducción de metales iónicos en el cátodo.
(f) Otros procesos electroquímicos y químicos
6.1.1 Formación de coagulantes en los electrodos de sacrificio. Un reactor de
electrocoagulación simple se compone de un ánodo y un cátodo Figura 1. Cuando se
aplica un potencial de una fuente de alimentación externa, el material del ánodo se
oxida, mientras que el cátodo se somete a una reducción o deposición reductiva de
metales elementales[10]. La formación de los coagulantes en los electrodos de
sacrificio se debe a la oxidación electrolítica. En este proceso el potencial se aplica al
metal (M) ánodos, que generalmente se encuentra fabricado de hierro o aluminio, que
provocan dos reacciones separadas así:
19
En el ánodo:
M(S) →Mn+(aq)+ne_
2H2O(l) → 4H(aq) + O2 + 4e−
(1)
En el cátodo
Mn (aq) + ne− → M(s)
2H2O(l) +2e−→ H2(g) +2OH−
(2)
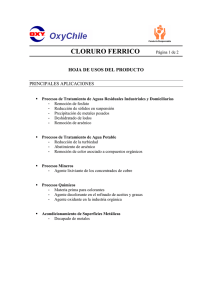
Figura 1. Diagrama esquemático de una celda de electrocoagulación de dos electrodos
[11]
Fe/Al es disuelto del ánodo generando los correspondientes iones metálicos, los cuales
casi se hidrolizan inmediatamente en hidróxidos poliméricos de hierro o aluminio. Los
siguientes mecanismos describen la formación de los hidróxidos de hierro [10]:
Mecanismo 1
Ánodo:
4Fe(s) → 4Fe2+(aq) + 8e−
20
4Fe2+ (aq) + 10H2O(l) + O2(g) → 4Fe(OH)3(s) + 8H+(aq)
(3)
Catodo:
8H+(aq) + 8e− → 4H2(g)
Total:
4Fe(s) +10H2O(1) +O2(g)→ 4Fe(OH)3(s) +4H2(g) (4)
Mecanismo 2
Anodo:
Fe(s) → Fe2(aq) + 2e−
Fe2 (aq) + 2OH−(aq) → Fe(OH)2(s)
(5)
Catodo:
2H2O(l) + 2e− → H2(g) + 2OH−(aq)
(6)
Total:
Fe(s) +2H2O(1)→ Fe(OH)2(s) +H2(g)
(7)
El Fe(OH)m(s) formado permanece en el medio acuoso como una suspensión gelatinosa,
que puede eliminar los contaminantes de las aguas residuales, ya sea por la formación
de complejos o por atracción electrostática, seguido de la coagulación [10].
Los iones liberados de hierro pueden formar iones monoméricos (Fe (OH) 3), complejos
hidroxilo poliméricos y metálicos como por ejemplo Fe (H 2O)6, Fe2 (H2O)6 (OH)4, Fe
(H2O)5, Fe (OH)4, dependiendo del pH del medio y los cuales se transforman finalmente
en Fe (OH)3. Los hidróxidos formados permanecen en el medio acuoso como una
suspensión gelatinosa la cual puede retirar los contaminantes presentes en el agua, ya
sea por la formación de un complejo, en la cual el contaminante actúa como un ligando
21
unido al hierro hidratado o por atracción electroestática, seguido por el proceso de
coagulación.
6.1.2 Configuraciones de los electrodos. Para mejorar la configuración de un sistema
de electrocoagulación, es necesario intercambiar intermitentemente la polaridad de los
electrodos [11]. El uso de una celda de electrocoagulación de dos electrodos no es
adecuada para el tratamiento de aguas residuales debido a que la velocidad de dilución
del metal es muy baja mientras que al aumentar el área expuesta del metal mejora la
velocidad de dilución. El uso de electrodos con un área expuesta ampliada es requerido
y la mejora en el rendimiento se ha logrado a través del uso de varias semiceldas de
electrocoagulación, ya sea con electrodos monopolares o con electrodos bipolares. El
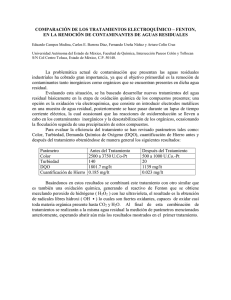
diagrama esquemático de electrodos monopolares y bipolares se muestra en la figura
2. En una disposición monopolar cada electrodo de sacrificio es conectado
directamente a la fuente intercalando la polaridad de los mismos generando una
diferencia de potencial en cada semicelda.
Figura 2 Diagrama esquemático de electrodos monopolares y bipolares
22
En la configuración bipolar, los electrodos de sacrificio son ubicados entre los dos
electrodos que son polarizados directamente. Los electrodos de sacrificio no cuentan
con ninguna conexión eléctrica, estos son polarizados por la diferencia de potencial
generada por los electrodos externos que se encuentran conectados a la fuente..
Cuando una corriente eléctrica pasa a través de los dos electrodos estos generan una
diferencia de potencial, los lados neutros de las placas conductoras (electrodos de
sacrificio) se convierten en lados cargados, que tienen carga opuesta (o menores) con
respecto al que se encuentra paralela al lado de ellas. Debido a que los electrodos de
sacrificio se encuentran polarizados con cargas diferentes en cada cara estos se
conocen como electrodos bipolares [11].
6.2 Elementos Capacitivos
Un condensador es un dispositivo eléctrico no lineal formado por dos terminales
compuesto por dos conductores separados por un material no conductor o uno de muy
baja conductividad eléctrica como se muestra en la Figura 3.
Este material no
conductor es conocido como aislante o dieléctrico debido a que cuenta con una
resistencia alta. Por causa de la alta resistencia del dieléctrico, las cargas no pueden
moverse fácilmente de un material conductor al otro, por dentro del dispositivo lo que
generando una polarización del material aislante. Por esta razón las cargas deben ser
trasportadas entre los dos materiales conductores, a través de un circuito externo
conectado a las dos terminales del capacitor. Un tipo muy simple llamado el capacitor
23
de placas paralelas en mostrado en la figura 3, donde los materiales conductores son
representados rectangulares planos separados por un material dieléctrico.
Al hacer uso de una fuente de voltaje externa, se logra movilizar una pequeña carga
∆q, de la placa inferior a la superior. Esto genera un aumenta en una carga +∆q en la
placa superior mientras que en la inferior disminuye en una carga -∆q.
Cada carga ∆q que se transfiere hacia la placa superior aumenta la diferencia de
potencial entre las placas ∆V, siendo la
diferencia de potencial entre las placas
proporcional a la carga transferida. Esto indica que una variación en la diferencia de
potencial entre las terminales de ∆V provoca una aumento correspondiente de la
carga en la placa superior en una cantidad ∆q y es mantenida indefinidamente de
acuerdo a la calidad del dieléctrico que se maneje siempre y cuando las terminales son
sean unidas y se puede expresar de la siguiente forma
Q=Cv
(8)
Donde C es una constante proporcional, conocida como capacitancia del dispositivo, en
coulombs por voltio. La unidad de capacitancia es conocida como Faradio (F) en honor
a Michael Faraday (1791-1867)[12]
Figura 3 Condensador de placas paralelas
24
6.3 Consumo de Energía Eléctrica [13]
Los parámetros esenciales en los procesos electroquímicos, además de la capacidad y
el espacio requerido, son la eficiencia y el tiempo de retención de la emulsión o agua
contaminada en las celdas electrolíticas.
La eficiencia de remoción ŋ (%), es definido por
(
Donde
)
( )
es la concentración inicial en (ppm), y
es la concentración final después de
la separación (ppm).
La potencie eléctrica consumida P (kWh/m3) está dado por
(
)
(
( )
)
Donde U es la potencial eléctrico aplicado (V), I es la corriente eléctrica (A), V volumen
de la muestra en (m3) y t tiempo (H).
El tiempo de retención t(h) está dado por
( )
( )
(
)
Dondet(s) tiempo de exposición en segundos (s).
Usando el área del ánodo, se puede determinar la densidad de corriente i(A/cm2) la
cual se calcular por
(
)
Donde I es la corriente eléctrica aplicada (A), y A es el área del ánodo multiplicado por
el número de celdas (cm2).
25
6.4 Uso Racional de la Energía
Aun cuando muchos autores refieren la sigla URE a los mecanismos de generación
eléctrica y al papel que juegan los combustibles fósiles en nuestro modo de vida, se
olvidan de la relación directa que tiene esta con el uso final por parte del usuario,
debido a que la eficiencia no depende únicamente de los centros de generación, sino
que esto depende en mayor medida de los mecanismo de uso [14].
Siendo el objetivo de una política URE llegar a alcanzar similares resultados productivos
con un menor consumo de energía, de tal forma que esta sea lo menor posible con un
máximo rendimiento social, económico y ambiental, apoyado en la conciencia social
que cada vez es mayor con respecto a los retos y los problemas ambientales. Donde el
ahorro y la eficiencia son los caminos necesarios que han de llevarse a cabo en los
diversos ámbitos como los transportes, vivienda e industria. Debido a que la
producción de energía genera una fuerte impacto ambiental, relacionada con el “uso
de los minerales energéticos, generación de emisiones y residuos, contaminación de
agua, aire y suelos, pérdida de biodiversidad, etc.”[15].
Debido a que la energía como tal no es el final de una cadena sino que es un medio
para conseguir prestar un servicio, donde la demanda de esta encubre otros servicios
básicos que esta puede proveer como iluminación, transporte, acueducto, fuerza
motriz, calor, etc. A partir de esto se entiende como servicio energético a aquella
energía provista de forma natural o artificial que se utiliza para satisfacer las
necesidades humanas. Como la energía no cuenta con una dinámica propia debido a
26
que surge de los requerimientos de los inmuebles estos mismos definen la cantidad y la
calidad de la energía con la cual deben ser provistos [16].
Es por esto que el termino eficiencia energética se refiere a la cantidad de energía
tomada de una fuente primaria o final que es gastada para producir una unidad de
producto o servicio. De tal forma que el uso racional y eficiente de los recursos
energéticos permite obtener un producto o prestar un servicio consumiendo una
menor cantidad de energía con niveles inferiores de contaminación del medio. Donde
el principal interés de una sociedad que se considere racional es el de consumir una
cantidad mínima de energía buscando satisfacer el máximo de sus necesidades.
La eficiencia tecnológica juega un papel importante en la reducción del consumo
energético, siempre y cuando se encuentre acompañada de una mejora en nuestros
hábitos de consumo y reducir la demanda de energía, mitigando el impacto ambiental.
“la eficiencia energética consiste en buscar los medios para disminuir la energía
consumida en la prestación de cada servicio. Esta condición requiere reconsiderar el
concepto de desarrollo sustentable en todas las ramas de la actividad humana” [17].
Para lograr un proceso continuo que garantice un uso eficiente de la energía se debe
tener en cuenta: a) tecnologías, sistemas o modos de uso que reduzcan la cantidad de
energía consumida para conseguir el servicio energético deseado y de b) las
metodologías necesarias para la promoción de la gestión de la demanda que se refiere
a la aplicación de metodologías y/o tecnologías que modifiquen la forma de la curva de
carga [16].
27
6.5 Sistemas convencionales de tratamiento de aguas
Algunos de los procesos que actualmente se pueden utilizar en el tratamiento de aguas
residuales de curtiembres son:
Pre-tratamiento: En esta etapa se usan rejas y rejillas que se pueden complementar
con trampas de grasa, desarenado, sedimentador y filtración que permiten atrapar la
material gruesos, grasas y cualquier objeto que pueda taponar los conductos [18].
Tratamiento fisicoquímico: Estos pueden ser de variados tipos y se pueden aplicar de
forma individual o combinada entre ellos como el tratamiento de baño de curtido a
cromo donde se agrega cal para lograr la precipitación del hidróxido de cromo a pH
superiores a 8, en algunos casos es necesaria la adición de coagulantes y floculantes
[19].
Otro
tratamiento físico químico convencional se basa en la adición de agentes
coagulantes como sulfato de aluminio o cloruro férrico donde las dosis del reactivo y el
pH del tratamiento se fijan bajo ensayos de laboratorio, previo a una homogenización
química que es un proceso cuyo tiempo no puede ser menor a 24 horas [20] .
Tratamiento secundario o Biológico: Este método se basa en fenómenos de
biodegradación ya sea por la cría intensiva de colonias de microorganismos o la
selección plantas capaces de absorber los contaminantes presentes en las aguas
residuales [19]. Como humedales artificiales o fitorremoción consiste en el uso de
plantas para saneamiento ambiental para ello se conocen y se estudian un gran
número de especies vegetales que son capaces de acumular sustancias toxicas ya sea
captándolas o metabolizándolas para transformarlas en otras sustancias menos toxicas.
28
Este tratamiento se debe usar ideal mente posterior a los tratamientos fisicoquímicos
[21].
Tratamiento terciario: entre estos se encuentran oxidación química, filtración
carbonacea y desinfección. Este tratamiento se usa cuando las condiciones de calidad
del agua para el vertimiento lo requieren.
Estos procesos en su mayoría son recomendados por su bajo costo operativo, “sus
desventajas son que utilizan grandes espacios de terreno y las calidades de los
efluentes no siempre alcanzan los límites que se puedan imponer en las regulaciones
ambientales” [18] a lo cual se suma el tiempo necesario para que los tratamientos sean
efectivos que en muchos casos es superior a 12 horas.
Las técnicas electroquímicas buscan hacer uso racional de los espacios en la industria
evitando el uso de grandes extensiones de terreno para el tratamiento de las aguas
residuales producto de los procesos propios de la industria en este caso curtiembres,
junto con la disminución del tiempo necesario para la obtención de un agua de calidad
que cumpla con las normatividades vigentes a un bajo costo.
6.6 Diseño de experimentos
6.6.1 Superficie de Respuesta. La superficie de respuesta es el conjunto de técnicas
matemáticas y estadísticas utilizadas para optimizar una variable de respuesta sujeta a
conjunto de variables predictoras y se usa para analizar las relaciones existentes entre
variables que no son completamente entendidas como para presentarlas de forma
29
directa a través de un modelo que se aproxime a su comportamiento. Esto se logra al
determinar las condiciones óptimas de operación del sistema [22].
La elección de un diseño de experimento adecuado tiene una influencia fundamental
en la exactitud de la aproximación para modelar y explorar la superficie de respuesta,
usada para ajustar un modelo matemático del proceso, por lo general estos modelos
matemáticos son polinómicos que son alimentados por el conjunto de datos recogidos
en los puntos del diseño [23]. Lo que se busca es encontrar con un diseño RSM
(método de superficie de respuesta) es la mejor configuración o proceso optimo,
solución a problemas o puntos débiles de un proceso y/o hacer un proceso o producto
más robusto frente a las influencias de factores externos no controlables [24].
Para el diseño de la metodología de superficie de respuesta es necesario seguir el
siguiente procedimiento: (I) es necesario el diseño de una serie de experimentos para
la medición adecuada y fiable de las repuestas de interés, (II) desarrollo de un modelo
matemático para predecir valores de respuesta que se aproxime a las obtenidas de
forma experimental, (III) encontrar la configuración optima de los parámetros
experimentales que producen un máximo o un mínimo valor de acuerdo al objetivo del
diseño determinando a través de pruebas de hipótesis la importancia de los factores y
(IV) representación de los efectos de forma directa e interactiva de los parámetros que
intervienen en el proceso en gráficos de dos y tres dimensiones [24].
Diseños Compuestos Centrales. Los diseños compuestos centrales se presentan
como una alternativa a los diseños factoriales 3k.
Un diseño compuesto central consiste en:
30
k
1. parte factorial: un diseño factorial 2 , completo o fraccional, donde la distancia del
espacio centro del diseño a un punto factorial es ± 1 la unidad para cada factor,
2. centro: n0 con n0≥ 1 es el número de réplicas del punto central,
3. parte axial: dos puntos axiales en cada uno de los ejes correspondientes a cada uno
de los factores analizados, situados a una distancia ±α con |α|>1 del centro del diseño
que son denominados punto de estrella. El valor exacto de α depende de ciertas
propiedades deseadas para el diseño y en el número de factores implicados α= [2 k]1/4
k
De tal forma que el número total de puntos experimentales para el diseño es N = 2 +
2k + n0 [23].
Diseño Box-Behnken. Este son una clase de diseños de segundo orden rotables o casi
rotables basados en diseños que se forman al combinar factoriales 2k con diseños de
bloques incompletos de tres niveles. Un cubo que consiste en el punto central y los
puntos medios de cada lado. [22].
El número de experimentos (N) necesario para el desarrollo de un Diseño de BoxBehnken es definido como N=2k(k-1)+no. Donde k es el número de factores y no el
número de réplicas del punto central [25].
31
7. ANTECEDENTES
Los métodos electroquímicos aparecen con los trabajos de Galvani y Volta en el siglo
XVIII, y han sido utilizados en diferentes áreas del conocimiento desarrollando teorías y
nuevas tecnologías. Entre ellas se destaca la eliminación de algunos contaminantes
presentes en las aguas.
La tecnología de la electrocoagulación se ha empleado desde el siglo XIX, más
exactamente en el año de 1888, cuando Webster efectuó el primer ensayo reportado
en la ciudad de Londres usando electrodos de hierro, a una potencia de 1.8 vatios entre
los electrodos, los cuales se encontraban a una pulgada de distancia, y una corriente
anódica de 0.6 A/pie2 [26].
En el año de 1909 se emite la primera patente concedida en Estados Unidos [27]
relacionada con la purificación de aguas residuales por electrolisis; usando electrodos
de hierro y aluminio. El primer proceso de electrocoagulación a gran escala se realizó
en 1946 en los Estados Unidos, usando electrodos de aluminio para producir flóculos
de hidróxido de aluminio que sedimentaron más rápidamente los colorantes disueltos
en agua, removiendo su color. En 1956 se trató agua de río con un sistema similar
usando
electrodos
de
hierro.
Ambas
investigaciones
arrojaron
resultados
prometedores en la remoción de turbidez y color, pero los métodos no eran muy
aceptados ya que se especulaba sobre los altos costos de la inversión, en comparación
con los productos químicos retirados [27]. Además, debido a la producción en serie de
los coagulantes químicos y los elevados gastos de funcionamiento las plantas
32
electroquímicas para la producción de agua potable fueron abandonadas a mediados
del siglo XX [14].
En los años 90 se retomó la investigación en esta área en búsqueda de procesos que
facilitaran la eliminación de DQO, DBO, metales pesados como Zn 90%, Fe 94% y Pb
50% usando electrodos de Al [13], aceites, pH, partículas ultra finas en suspensión y
colorantes de las aguas, con especial énfasis en la industria textil. Los estudios
documentaron el logro de la oxidación de compuestos inorgánicos en un 70%,
alcalinotérreos del 90 al 99 % [28], alifáticos y aromáticos de un 60 a 70%. Pese a los
resultados moderadamente positivos los procesos necesitan ser optimizados para
incrementar su eficiencia. En ese aspecto, la corriente eléctrica se convierte en la
variable clave a controlar, mientras se modifican otras variables que permitan disminuir
el consumo eléctrico [13]. También se logró la separación de combustibles de aguas
tales como petróleo e hidrocarburos derivados hasta en un 98 % [29].
Entre los años 2000 a 2006 se desarrollaron diversas investigaciones entre las que se
destacan las relacionadas con la industria textil, alimentaría y galvanoplastia.
En relación con la industria textil se encontró que los niveles de eliminación de DQO
eran inversamente proporcionales al pH del agua [30] y al experimentar con electrodos
de hierro y aluminio utilizando densidades de corrientes entre 80 y 150 A/m2 se
determinó que los electrodos de aluminio (150A/m 2) son más eficientes con pH
inferiores a 6 (más ácidos) mientras que los de hierro (80 -100 A / m2) los son con los
mayores a 6 (más básicos), en un tiempo de exposición de 10 minutos llegando hasta
una remoción del 80%, pero al comparar la remoción de DQO se observa que el
33
porcentaje es muy bajo tanto en aluminio como en hierro con respecto al consumo de
energía en kWh. Tal falencia se debe tener en cuenta para la selección de material [31]
obligando a considerar las variables material y consumo de energía eléctrica como
determinante de los costos principales a relacionar [32].
En la industria alimentaría se analiza el caso de los restaurantes ya que estas aguas
presentan altos niveles de DBO, DQO, sólidos en suspensión, grasas y aceites. Las aguas
residuales del caso fueron tratadas con electrodos de aluminio a intensidades de 30- 80
A/m2 logrando un consumo < 1,5 kWh/m3 con una eficiencia de remoción para sólidos
en suspensión mayor al 89% , aceites y grasas mayor al 94% y de DQO superior al 70%,
para mejorar la conductividad se usó NaCl aun cuando esta no tuvo una influencia
significativa sobre la remoción [33]. En otro estudio de la misma industria se presentan
resultados de remoción para DQO que exceden el 75% mientras que en grasas superan
el 95% con una densidad de corriente entre 10 y 14 Am -2 en 30 minutos de
tratamiento, mientras que la diferencia de potencial disminuye a medida que la
conductividad aumenta [34].
En el tratamiento para la decoloración y la remoción de fenoles del alpechín que es un
subproducto de la elaboración del aceite de oliva se logró una remoción del 76% de
DQO, el 91% de polifenoles y el 93% de color oscuro después de 25 minutos de
tratamiento para pH entre 4,5 y 5,5 y una densidad de corriente entre 75 y 120 mAcm-2
usando electrodos de aluminio [35]. En otro estudio se logró disminución de color
cercana al 96% en tan solo 10 minutos de tratamiento usando electrodos tanto de
hierro como de aluminio a una densidad de corriente de 20 mAcm -2 y un pH de 6,2 [36].
34
Estudios en residuos de la industria de galvanoplastia muestran que la
electrocoagulación es útil para la eliminación de Cu, Zn y Cr. Con tan solo 5 minutos se
logró que el agua de dicha industria obtuviera niveles admisibles. La cantidad de Cr (VI)
alcanzó su punto más bajo sólo después de 20 minutos, lo cual se logró trabajando con
un pH entre 4 y 8
usando electrodos de aluminio [37]. Los resultados de esta
investigación indican que al ampliar el tiempo de circulación de la electricidad por el
sistema se tendría un aumento significativo del consumo proporcional a la eventual
reducción máxima de los niveles de Cr VI.
Otras investigaciones reportan experimentos relacionados con la eliminación de
nitratos [38], arsénico y otros compuestas tanto inorgánicos como orgánicos [39, 40].
Es importante destacar que esta tecnología aunque estudiada desde siglo XVIII, aún no
cuenta con una investigación sistemática que permita predecir el proceso teniendo en
cuenta su comportamiento químico, sus reacciones o sus mecanismos [41, 42].
En la actualidad se está trabajando sobre los efectos que tienen los electrodos en los
procesos de electrocoagulación de aguas contaminadas con diferentes materiales con
especial énfasis en los electrodos de hierro, aluminio y acero inoxidables [43, 44].
Parte de las investigaciones se relacionan con la purificación de aguas residuales
urbanas procedentes de la industria del sacrificio de aves de corral donde se lograron
remociones de DBO cercanas al 86%, además aceite y grasas alrededor 99% [44]
urbanas con remociones de DQO superiores al 55% [15]y la remoción de arsénico en
aguas residuales subterráneas [45].
35
Además en la industria alimentaria de producción de aceite a partir de la aceituna se
eliminaron polifenoles en un 91%, color en 95% y DQO del 76% [35], en lixiviados la
reducción de DQO es del 59% y amoniaco de un 14% con un consumo de 39,7 kWh/m3
[46] que corresponde a un consumo de energía eléctrica bastante considerable, para
incrementar el porcentaje de remoción de amoniaco por encima del 24% para ello se
requieren varias modificaciones de aireación y adición de alcalinidad .
Actualmente en la industria textil se están analizando los efectos del pH y su
manipulación antes del proceso de electrocoagulación para así mejorar la remoción de
DQO y sólidos en suspensión [47], Es importante aclarar que el consumo eléctrico no
depende del pH pero sí de la configuración de los electrodos [48].
Debido a que los afluentes de esta industria curtiembre se encuentran contaminados
con una mezcla de material biológico procedente del cuero y químico de origen
orgánico e inorgánico. Por lo general en estas aguas se pueden encontrar altas
concentraciones de cloruros, sulfonatos alifáticos, sulfatos, etoxilados alifáticos y
aromáticos, sulfonados poli-fenoles, ácidos acrílicos condensados, ácidos grasos,
colorantes, proteínas, carbohidratos solubles y Na 2S [49].
Aunque la concentración de estas sustancias utilizadas para el tratamiento del cuero
varía con cada región; en algunos lugares utilizan el cromo Cr(III) y/o Cr(VI) que aun en
bajas cantidades es un contaminante que presenta gran inconveniente para ser
tratado, y por procesos ineficientes se puede encontrar en altas cantidades disueltos
en las aguas residuales [6] siendo este de alto grado de toxicidad [50].
36
Se han investigado diversos mecanismos para la purificación de estas aguas buscando
soluciones a nivel mundial, aunque la mayoría con dificultades que impiden su
aplicación a gran escala como la electrocoagulación que ofrece resultados
prometedores como la remoción de Cr 68%, NH3 43,21%, COT 55,1%, sulfatos 96,7% y
colorantes 84,3% con un consumo de energía de 0,25 kWh/m 3 con tiempos de
exposición inferiores a 25 minutos [51]. Sin embargo, al aumentar los tiempos de
exposición y por tanto el consumo total se pueden tener porcentajes muy superiores
del Cr que puede llegar alrededor del 93% [52], DQO un 82% con un consumo eléctrico
de 5,768 kWh/m3, de los aceites y grasas de 96%[53]. Aunque con estos resultados el
proceso tiende a ser competitivo y por tanto viable aún se está estudiando cómo
reducir aún más el consumo de energía y los tiempos de exposición.
Una de las técnicas que pueden aumentar la eficiencia de los electrodos de aluminio y
por tanto disminuir el consumo de energía eléctrica es el uso de una corriente alterna o
AC debido a que genera una reducción el consumo cercana al 50% con respecto a la
corriente directa o DC para materiales como el cadmio (Cd) llegando a una eficiencia en
la remoción del 99% [54].
Para la disminución de los colorantes presentes en las aguas de la industria textil y la
carga orgánica del efluente el uso de la AC aumenta en cerca del 14% la eficiencia en la
remoción evaluadas en TOC (carbón orgánico total) y colorante amarillo siendo un
factor decisivo en la investigación la frecuencia de alternación de los electrodos de
aluminio de 300 Hz-1 [55].
37
En lo relacionado con la remoción de Cr (VI) se encuentra que el uso de pares de
electrodos de Al y Fe junto con una alternación del ánodo entre ellos cada 4 minutos
logran remociones del 99% con una reducción del tiempo de exposición entre 3 y 25%,
lo cual depende del pH y concentración inicial, con un consumo de energía eléctrica de
entre 4 y 58 kWh/m3 para concentraciones iniciales de entre 50 y 1000 mg/L [56].
Otra de las ventajas del uso de la AC es que esta permite un desgaste uniforme en la
superficie de los electrodos, lo cual previene la pasivación de los mismos y por tanto
aumenta el tiempo entre cada mantenimiento reduciendo los costos asociados a este
[57].
38
8. MATERIALES Y MÉTODOS
8.1 Muestras
Las muestras utilizadas en este estudio fueron obtenidas de un tanque de
almacenamiento sin tratar, de una empresa dedicada al procesamiento de pieles a
través del curtido con cromo ubicada en el barrio San Carlos en Bogotá (Colombia). Las
muestras fueron recogidas y almacenadas en 5 contenedores de 20 litros de
polietileno. Posteriormente fueron caracterizadas midiendo el pH, Cr, Conductividad y
DQO.
Al caracterizar
una muestra de agua procedente de uno de los recipientes de
almacenamiento esta cuenta con un pH inicial de 3,78, una concentración inicial de
cromo de 2690 mg/l, DQO de 2380 mg/l y una conductividad de 430 mS/cm 2.
8.2 Equipos
La conductividad de las muestras del agua del efluente se midió con un coductímetro
Schott Handylab LF 12 con un rango de precisión del 0,5% del valor medido. El pH inicial
de las aguas residuales se midió utilizando un potenciómetro Schott Handylab pH 11
cuyo rango de precisión se encuentra en ± 0,01 unidades de pH. La concentración de
cromo se midió utilizando un equipo de absorción atómica marca Perkin Elmer Analyst
300 con un rango de medición de 0,005 a 5 ppm. La demanda química de oxigeno se
medido usando el equipo 877 Titrino plus Metrohm el cual cuenta con una exactitud en
la medida del DQO de ±0,003 mg/L. Para el diseño estadístico del experimento y el
39
posterior análisis de los resultados se utilizó los programas Desing-Expert 7 Trial versión
y STATGRAPHICS Centurion XVI Demo versión.
8.3 Celda de Electrocoagulación
La celda de electrocoagulación fue construida en acrílico de 5 mm transparente con las
siguientes dimensiones 10 cm X 10 cm de base y 18 cm de alto, con láminas laterales
separadoras de 1cm de grosor en acrílico y con espacios entre ellas de 2 mm tal como
se ilustra en la Figura 4. El volumen de aguas residuales del efluente curtiembre
tomado fue de aproximadamente 1000 ml por tratamiento. Se utilizaron seis
electrodos de sacrificio de hierro (Fe) en placas de 10 cm de ancho, 15 cm de alto, 2
mm de espesor, dispuestos en configuraciones monopolares en paralelo intercalados
en tres grupos, la distancia entre cada placa es definida por las láminas separadoras del
reactor a aproximadamente 10 mm. Ver Anexo 1.
Figura 4. Celda de electrocoagulación
40
8.4 Procedimiento de electrocoagulación
En primer lugar se procede a realizar un decapado de seis placas de hierro lavándolas
con ácido nítrico (HNO3) al 0,1N para remover la grasa protectora que evita que estas
se oxiden con la humedad de medio ambiente posteriormente se lijan hasta que la
superficie quede perfectamente limpia.
Cuando las placas estuvieron limpias, se acomodaron en el reactor o celda de
electrocoagulación separadas una distancia de un centímetro con una configuración de
electrodo monopolar.
Se ajustó el pH inicial de un litro de agua a tratar dentro del rango determinado por el
diseño de experimentos adicionando una solución de NaOH al 30% y posteriormente se
introducen en el reactor de tal forma que las láminas de hierro quedan sumergidas 10
cm, se coloca sobre la plancha de agitación a 900 rpm y se hace fluir la corriente
eléctrica por el sistema durante 20 minutos.
Pasados 20 minutos de tratamiento, las celdas fueron retiradas de la plancha de
agitación, se removieron los electrodos de hierro y se dejó decantar durante una hora,
tiempo después del cual se tomó una muestra de 250 ml de agua del centro del reactor
con el fin de no sacar ni agitar los sedimentos del fondo, para la realización de análisis
de cromo y DQO.
Antes de tomar los volúmenes se agita fuertemente las muestras de 250 ml para lograr
una correcta homogenización de la misma y se aplican los métodos de análisis químicos
descritos para la determinación de DQO y Cr. (Ver Anexo 2).
41
Las muestras son analizadas para la determinación de cromo total de acuerdo con el
método normalizado 3500-Cr B. (Método de absorción atómica para cromo total)
[58].Para la determinación de DQO (demanda química de oxigeno) se usó el método
normalizado 5220 C. (Reflujo cerrado, método titulométrico) [58].
8.4.1 Experimentos con corriente directa. El proceso de electrocoagulación usando
corriente directa se desarrolló con el fin de tener un punto de comparación entre este y
el proceso objetivo de la presente investigación. Para ello se seleccionaron algunos
rangos de parámetros a partir de los resultados obtenidos en algunas investigaciones
anteriores, descritas en los artículos de la revisión tales como el pH inicial el cual se
varía entre 5 y 7, la intensidad de la corriente aplicada, la cual varía entre 42 mA/cm2 y
64 mA/cm2.
Los rangos son introducidos en al programa previa selección, del modelo central
compuesto, este programa nos entrega un diseño de experimento con 8 muestreos a
diferentes valores de pH inicial y corriente, junto con 5 réplicas del punto central en
orden aleatorio como se ilustra en el Anexo 3, estas pruebas se ejecutaron en el mismo
orden aleatorio que se puede observar en el Anexo 3.
8.4.2 Experimentos con corriente alterna pulsante. El proceso de electrocoagulación
usando corriente alterna pulsante (PAC) se desarrolló con el fin de analizar la
efectividad y eficiencia de los pulsos para reducir la pasivación de los electrodos y
42
asegurar la consecuente disminución del consumo eléctrico. Además con la alternación
de los electrodos se quiere lograr un desgaste homogéneo de los mismos [57].
Para el diseño de experimentos se seleccionó un rango similar de intensidad y pH al
utilizado en el proceso de electrocoagulación en corriente continua como lo son pH
inicial entre 5 y 7, intensidad en el rango de 42 mA/cm2 a 72 mA/cm2 (2,1 A a 3,6 A).
Además de esto se utilizó un sistema de control que permite la conversión de la
corriente continua de la fuente en corriente pulsante con un rango que varía desde los
2000 Hz a 4000 Hz con un ciclo útil del 50% (el tiempo activo es igual al tiempo
apagado) y el cambio de polaridad de los electrodos (alternación) a una frecuencia de
1 mHz a 11 mHz con semiciclos simétricos Figura 5.
Figura 5. Corriente alterna pulsante
Después de tomadas las muestras bajo las mismas especificaciones en el diseño de
experimento en cuanto a tiempo de exposición al tratamiento (20 min), agitación (900
rpm) y tiempo de sedimentación (1h)
se procede al análisis químico para la
determinación de DQO y Cr, resultados que se muestran en el Anexo 9. Adicional a
43
dichas especificaciones se calculó la eficiencia en la remoción para cada una de las
pruebas tanto de DQO y Cr.
Los rangos son introducidos en el programa previa selección del modelo Box-Behnken.
Se seleccionó un ajuste diferente al utilizado en el diseño de experimentos para
corriente continua con el fin de evitar posibles errores por vicio del investigador,
además por cuanto el ajuste seleccionado es apropiado para el análisis de cuatro
variables, como en el caso del presente experimento. El programa arrojó un diseño de
experimento con 23 muestreos a diferentes valores de pH inicial, intensidad, pulsos y
alternaciones, junto con 5 réplicas del punto central en orden aleatorio. Dichas pruebas
se ejecutaron según el orden del indicado por el programa.
8.4.3 Cinéticas. Para la realizar la determinación de la variación de la remoción en
función del tiempo, se extrajeron muestras cada minuto durante los primeros 5
minutos y después de estos cada 5 minutos hasta completar 25 minutos de
tratamiento. Pasado el tiempo de tratamiento por muestra esta se bajó de la plancha
de agitación, se retiraron los electrodos y se dejó sedimentar durante una hora, tiempo
después del cual se toma una muestra de 250 ml de agua del centro del reactor
evitando no sacar ni agitar los sedimentos del fondo para las posteriores pruebas de
concentración de cromo y DQO
44
9. RESULTADOS Y DISCUSIÓN
9.1 Electrocoagulación con Corriente Directa
Los parámetros iniciales obtenidos durante la caracterización del agua son pH 3,78, Cr
2690 mg/l, DQO 2380 mg/l y conductividad 430 mS/cm2. A través del uso de la
corriente directa se determinaron los óptimos del proceso evaluados en la remoción de
cromo y DQO como punto de partida para el análisis de las mejoras que se pretenden
implementar.
9.1.1 Ajuste para la remoción de cromo con corriente continua. Los datos obtenidos
del análisis de las muestras (anexo 4) se analizaron a través de un ANOVA (anexo 5)
que particionó la variabilidad de la remoción de Cr en piezas separadas para cada uno
de los efectos, y probó la significancia estadística para cada uno de los mismos, por
medio de lo cual se observó que 4 de estos tienen un valor-P menor que 0,05 lo cual
indica que tienen una influencia significativa diferente de cero sobre el
comportamiento del ajuste con un nivel de confianza del 95%.
Coeficiente
constante
A:INTENSIDAD
B:pH
AA
AB
BB
Estimado
k1=-115,604
k2=70,8969
k3=25,1181
k4=-6,17866
k5=-4,23912
k6=-0,606515
Tabla 1. Coeficientes de regresión para la remoción de cromo
El R2 del anexo 5 indica que el ajuste de regresión cuadrático, explica 97,18% de la
variación en la remoción de Cr. El estadístico R2 ajustado, que es el más adecuado para
45
comparar los ajustes con diferente número de variables independientes, es 95,17%
[59]. Mientras que el error estándar estimado de los residuos del ajuste es de 1,97.
Al usar los coeficientes de regresión Tabla 1 obtenidos a través del ajuste se puede
construir la ecuación del modelo ajustado que representa de forma significativa los
datos obtenidos tal como se observó a través del análisis del ANOVA.
F(A,B)=k1+k2A+k3B+k4A2+k5AB+k6B2 (13)
Al realizar el análisis de los datos a través del ajuste cuadrático para la remoción de
cromo se encuentra que con solo 20 minutos se logran remociones superiores al 70%
en el límite inferior de los rangos mientras que el límite superior de los rangos se logra
remociones superiores al 95%. Estas remociones son directamente proporcionales al
aumento del pH inicial y la corriente eléctrica aplicada al sistema.
Figura 6. Superficie de respuesta a) contornos b) superficie
De acuerdo con lo observado en la Figura 6a, si se quiere obtener remociones
superiores al 85 % sin importar el pH inicial dentro del rango seleccionado, la
intensidad debe superar 2,8 A, pero para intensidades iguales e inferiores a 2,7 A el pH
46
inicial debe ser superior a 6. Mientras que si se quiere obtener una remoción superior
al 85% sin importar la intensidad dentro del rango seleccionado este debe ser superior
a pH 6,5 Figura 6a. Al observar la Figura 6b que los dos factores tienen un alta
significancia en el proceso. Aunque esto se evidencia cuando uno de los dos se
encuentra en el rango inferior.
Al observar la Figura 6b desde la perspectiva de la intensidad de corriente, se puede
observar que al ser el pH inicial cercano a 5 la pendiente que muestra la superficie es
mayor al tener aumentos significativos con respecto a la intensidad, y a medida que
esta se acerca a 7 la pendiente es menos pronunciada disminuyendo la influencia de la
intensidad sobre el proceso pero logrando los valores más altos de remoción del
experimento.
Si se analiza la Figura 6b desde la perspectiva del pH se puede notar que cuando la
intensidad se encuentra cercana a 2,1 A la pendiente que muestra la superficie de
respuesta es mayor que cuando el valor de la corriente eléctrica se acerca a 3,7 A
aunque en este extremo se logran remociones muy altas.
Se observa que la intensidad tiene una mayor influencia en el tratamiento por
electrocoagulación con corriente directa sobre la remoción de cromo. Lo cual se
comprueba a través del diseño de un diagrama Pareto estandarizado que ilustra la
significancia de cada uno de los efectos por separado. Donde se puede observar que 4
efectos son significativos como se notó en el análisis de la ANOVA, siendo la intensidad
la de mayor significancia en el tratamiento, mientras que el pH inicial tiene una menor
significancia en el proceso pero su influencia es significativa. Si se observa la interacción
47
entre los dos factores se puede notar que es significativa en el tratamiento pero tiene
un efecto negativo sobre el mismo lo que se evidenció en el análisis de la Figura 7
donde la relaciones entre los efectos es inversamente proporcional para lograr el
máximo rendimiento con cada uno de los factores individualmente vistos.
Figura 7. Diagrama de Pareto Estandarizado para la remoción de Cr
La optimización de la ecuación del ajuste matemático se realizó para encontrar las
condiciones de pH y corriente eléctrica en la cuales se logre la máxima remoción de
cromo. Los valores arrojados por el diseño de experimentos para intensidad oscilan
entre 3,13 A y 3,66 A, mientras que el pH inicial varía entre 6,81 y 7,00 , los cuales se
encuentran en el pico máximo de la curva o cresta de la Figura 6b para los cuales se
esperan remociones que oscilan entre el 98,61 y 99,12 divididos en 28 posibles
combinaciones de las cuales se toma la recomendada.
La predicción de la remoción recomendada para el diseño de experimentos se
encuentra alrededor de 98,95% cuando a través del sistema fluya una corriente de 3,53
A (70,60 mA/cm2), y las aguas del efluente tengan un valor inicial de pH de 6,96.
48
Tomando estos valores como referencia se realiza la cinética. Los valores obtenidos en
las 9 muestras se describen en el Anexo 6.
Si se toma en cuenta que el voltaje necesario para hacer fluir una corriente eléctrica de
3,53 A a una distancia de 10 mm en el agua del efluente tratado es de 1,60 V se puede
calcular la potencia en vatios (W) del sistema, siendo este valor 5,64 W durante su
funcionamiento. Para determinar el consumo energético (kWh/m3) del tratamiento, es
necesario analizar el tiempo durante el cual la potencia del sistema es aplicada para el
tratamiento del agua residual y el volumen de la misma Anexo 6.
100
90
Remoción (%)
80
70
60
50
40
Cromo
30
DQO
20
10
0
0
5
10
15
Tiempo (min)
20
25
Figura 8 curvas cinéticas para cromo DC
En los datos ilustrados en la figura 8 se puede observar una remoción significativa
desde el primer momento, ya que esta supera los 800 mg/L en tan solo un minuto, con
un consumo inferior a 0,1 kWh/m3, al pasar 5 minutos la remoción supera el 50% al
descender la cantidad de cromo en el agua del efluente a menos 1000 mg/L con un
consumo de 0,47 kWh/m3, pasados 10 minutos del tratamiento la remoción supera el
49
80% y el consumo es inferior a 1 kWh/m3, a los 15 minutos la remoción de Cr supera el
95% y el consumo es menor a 1,88 kWh/m 3.
Al observar estos datos gráficamente (Figura 8) se encuentra tal como se espera que la
remoción no sea lineal a través de todo el tiempo de análisis ya que esta es más intensa
durante los primeros 15 minutos y posterior a esto se tiende a estabilizar.
Junto con la remoción de Cr también se analizó el comportamiento de la remoción de
DQO para esta misma cinética, y se observaron remociones altas, incluso desde el
primer minuto donde se alcanzó una remoción del 66,16% con 0,09 kWh/m3, y se
mantuvo superior a la de Cr durante los primeros 5 minutos, con una remoción de DQO
superior al 69% en comparación al Cr que apenas era del 64% en la misma muestra y
con un consumo eléctrico de 0,47 kWh/m 3, aunque posteriormente la remoción de Cr
supera a la de DQO ya que esta última tiene una tasa de variación menor pasados 5
minutos.
Al comparar la remoción máxima de los parámetros evaluados para esta agua se
observa que la remoción de Cr es superior a la de DQO ya que la primera en su máximo
supera el 99% mientras que la de DQO es del 80% (Figura 8) con un consumo eléctrico
cercano a los 2,35 kWh/m3 esto es debido a que la electrocoagulación es más eficiente
en la remoción de metales que en sales orgánica y otros compuestos [60].
Al comparar los resultados obtenidos con los de investigaciones anteriores
encontramos que para remover un 68% de Cr es necesario 0,89 kWh/m 3 [61], este
valor concuerda con los obtenidos en la cinética para Cr (ver anexo 6) para tiempo
50
entre 5 y 10 minutos durante el cual se logran remociones de Cr desde 64,94% hasta
84,23% con consumos que va desde 0,47 kWh/m3 a 0,94 kWh/m3.
9.1.2 Ajuste para la remoción de DQO con DC. En la ANOVA (Anexo 7) se particionó la
variabilidad de la remoción de DQO en piezas separadas para cada uno de los efectos, y
probó la significancia estadística para cada uno de los mismos, por medio de lo cual se
observó que 2 de estos tienen un valor-P menor que 0,05 lo cual indica que tienen una
influencia significativa diferente de cero sobre el comportamiento del ajuste con un
nivel de confianza del 95%.
El estadístico R2 del Anexo 7 indica que el ajuste de regresión cuadrático, explica
76,05% de la variación en la remoción de DQO. El R2 ajustado, que es el más adecuado
para comparar ajustes con diferente número de variables independientes, es 58,95% y
expresa los datos prácticos obtenidos para el diseño de experimentos. Aunque estos
datos hacen pensar que un ajuste cubico podría ser mejor ninguno de los dos
programas lo recomiendan debido al que solo se cuenta con dos variables y los datos
podrían llegar a ser insuficientes.
Al usar los coeficientes de regresión (ver Tabla 2) obtenidos a través del diseño de
experimentos se puede construir la ecuación matemática del ajuste que representa de
forma significativa los datos obtenidos tal como se observó a través del análisis del
ANOVA.
51
Coeficiente
constante
A:INTENSIDAD
B:pH
AA
AB
BB
Estimado
k1=-443,079
k2=141,293
k3=98,895
k4=-9,15017
k5=-13,1302
k6-4,91073
Tabla 2. Coeficientes de regresión para la remoción de DQO
F(A,B)=k1+k2A+k3B+k4A2+k5AB+k6B2 (14)
Al realizar el análisis de los datos a través del ajuste matemático cuadrático para la
remoción de cromo se encuentra que con solo 20 minutos se logran remociones
superiores al 36% en el límite inferior de los rangos mientras que el límite superior de
los rangos se logra remociones superiores al 80%. Estas remociones son directamente
proporcionales con el aumento de la corriente eléctrica e inversamente proporcional al
aumento del pH inicial.
Figura 9. Superficie de respuesta a) contornos b) superficie
De acuerdo con lo observado en la Figura 9a, si se quiere obtener remociones
superiores al 70 % sin importar el pH inicial dentro del rango seleccionado, la corriente
debe superar 2,9 A. Mientras que si se quiere obtener una remoción superior al 65% sin
52
importar la corriente dentro del rango seleccionado este debe ser superior a pH 6,1
Figura 9a. Al observar la Figura 9b que los dos factores tienen una significancia
importante en el proceso.
Al analizar la Figura 9b desde la perspectiva de la corriente se puede observar que al
ser el pH cercano a 5 la pendiente que muestra la superficie tiende a ser muy
pronunciada mostrando un aumento directamente proporcional y significativo con
respecto a la corriente usada, pero a medida que se acerca a un pH de 6 y sólo
sobrepasa la pendiente disminuye y cambia el sentido de la proporcionalidad con
respecto a la corriente a medida que se acerca a un pH de 7.
Si se analiza la Figura 9b desde la perspectiva del pH se puede notar que cuando la
corriente se encuentra cercana a 2,1 A la pendiente que muestra la superficie de
respuesta es pronunciada y directamente proporcional, a medida que la corriente se
encuentra alrededor de 2,85 A la pendiente de remoción disminuye y cambia su
proporcionalidad con respecto al pH inicial y logra su máxima remoción cuando la
corriente eléctrica se acerca a 3,7 A.
Tomando en cuenta lo anteriormente descrito se podría llegar a pensar que la corriente
tiene una mayor influencia en tratamiento por electrocoagulación con corriente directa
sobre la remoción de DQO. Lo cual se comprueba a través del diseño de un diagrama
Pareto estandarizado que ilustra la significancia de cada uno de los efectos por
separado. Donde se puede observar que 2 efectos son significativos como se notó en el
análisis de la ANOVA, siendo la intensidad la de mayor significancia en el tratamiento,
mientras que el pH tiene no tiene una significancia importante en el proceso. Si se
53
observa la interacción entre los dos factores se puede notar que es significativa en el
tratamiento pero tiene un efecto negativo sobre el mismo lo que se evidencio en el
análisis de la Figura 10 ya que el valor máximo de remoción se logra cuando la corriente
se aproxima al valor máximo mientras que el pH es próximo al mínimo del rango
experimental.
La optimización de la ecuación del ajuste matemático se realizó para encontrar las
condiciones de pH inicial y corriente eléctrica en la cuales se logre la máxima remoción
de DQO. Los valores arrojados por el diseño de experimentos para corriente oscilan
entre 3,45 A y 3,7 A, mientras que el pH inicial varía entre 5,06 y 5,15, los cuales se
encuentran en el pico máximo de la curva o cresta de la Figura 9b para los cuales se
esperan remociones que oscilan entre 81,8% y 83,2% divididos en 4 posibles
combinaciones de las cuales se toma la recomendada por el diseño de experimentos.
La predicción de la remoción recomendada por el diseño de experimentos se encuentra
alrededor de 81,81% cuando a través del sistema fluya una corriente de 3,53 A (70,6
mA/cm2), y las aguas del efluente tengan un valor inicial de pH de 5,06. Tomando estos
valores como referencia se realiza la cinética. Debido a que por el sistema fluye una
corriente de 3,53 A cuando entre las láminas hay una diferencia de potencial de 1,6 V el
sistema necesita 5,648 W, la cual nos permite calcular el consumo eléctrico del
tratamiento. Los valores obtenidos en las 9 muestras y de los cálculos se describen en
el anexo 8.
54
Diagrama de Pareto Estandarizada para REMOCION DQO
+
-
A:INTENSIDAD
AB
AA
BB
B:pH
0
0,5
1
1,5
2
Efecto estandarizado
2,5
3
Figura 10. Diagrama de Pareto Estandarizado para la remoción de DQO
En el anexo 8 se puede observar una remoción de DQO superior a 1500 mg/L (64%) en
tan solo un minuto con un consumo eléctrico cercano a 0,094 kWh/m 3 siendo esta la
mayor proporción de la remoción total del tratamiento. Pasados 5 minutos el
tratamiento ha removido más del 69% aproximadamente 1600 mg/L con un consumo
de 0,47 kWh/m3, pero a medida que el tiempo pasa el tiempo la reacción que provoca
la disminución de la DQO tiende a estabilizarse lo que se visualiza con la disminución en
la tasa de remoción. A los 10 minutos la tasa de remoción se estabiliza, mientras que la
remoción acumulada es aproximadamente de 1700 mg/L lo que equivale al 72,49% con
un consumo menor a 1 kWh/m3 y a los 15 minutos la remoción acumulada es del
77,08% que es aproximadamente 1830 mg/L con un consumo de 1,41 kWh/m 3.
Tomando en cuenta que el ajuste matemático fue diseñado con el tiempo base de 20
minutos y que para este la remoción calculada es del 81,81% y la obtenida es del
79,99%, indicando que el ajuste es una buena representación del proceso ya que sólo
presenta un error cercano al 2% a pesar de los dificultades de ajuste observados en el
análisis del ANOVA en el R2.
Remoción (%)
55
100
90
80
70
60
50
40
30
20
10
0
Cromo
DQO
0
5
10
15
20
25
Tiempo (min)
Figura 11 Remoción de DQO para DC en función del tiempo
La remoción de Cr que se analizó paralelo a la remoción de DQO para esta cinética
muestra resultados interesantes. Aproximadamente antes de los 7 minutos esta se
encuentra por debajo de la remoción de DQO, pero cuando el consumo se acerca a
0,94 kWh/m3 éste supera al de DQO con un porcentaje de remoción alrededor de 83%
mientras que el de la DQO es de 72%.
Al comparar la remoción máxima de los parámetros evaluados para esta agua se
observa que la remoción de Cr es superior a la de DQO ya que la primera en su máximo
supera el 96% mientras que la de DQO es del 80% (Figura 11) con un consumo eléctrico
cercano a los 2,35 kWh/m3.
En investigaciones anteriores a esta se encuentra que para la remoción de DQO
superiores al 68% con tratamientos similares se necesitan 5,768 kWh/m 3 [53], lo que es
muy superior a lo encontrado en la presente investigación aunque es de aclarar los
niveles de DQO manejados son muy inferiores a los presentados en la investigación de
Sengil [53].
56
Al observar el proceso tanto para las cinéticas como los diseños de experimento se
visualiza una alta acumulación de burbujas y flóculos que tiende a desplazar el líquido
de alrededor de los electrodos lo que se empieza a ver desde los primeros minutos, con
el tiempo estas sobrepasan la altura de los electrodos y fluye por la parte superior
entre las celdas y al exterior del reactor como se observa en la figura 12. Lo cual puede
aumentar la resistencia del cada semi celda y con ello dificulta el paso de la corriente
eléctrica a través de la muestra tratada y disminuyendo el área efectiva del electrodo lo
que hace que la energía consumida en el proceso no sea usada eficientemente.
Figura 12. Formación de espuma para el tratamiento con DC
9.1.3 Análisis de resultados con corriente continua. A través del análisis de los diseños
de experimentos de Cr y DQO se observa que la intensidad es factor importante en la
remoción de estos, lo que la convierte en un parámetro de una alta significancia que
57
podría ser intervenido en búsqueda de una reducción significativa en el consumo
eléctrico.
Al analizar el consumo eléctrico del tratamiento se nota que para alcanzar una
remoción máxima para los dos parámetros a estudiar depende de la diferencia de
potencial entre pares de electrodos y la corriente eléctrica que circula entre las
láminas y el agua residual. De tal forma que el consumo eléctrico para logar la máxima
remoción en las dos cinéticas es de 2,35 kWh/m 3, lo cual concuerda con los resultados
observados en la literatura ya que para procesos similares estos valores varían desde
1,04 kWh/m3[62] a pH iniciales altos cercanos a 9 hasta 5,8 kWh/m3 a pH iniciales bajos
cercanos a 3 [53].
Durante el proceso de electrocoagulación la mayor inversión de consumo se da en la
remoción del DQO y este tiene un crecimiento mayor al del Cr durante todo el proceso.
La relación de consumo/remoción a través del tiempo indica que entre los dos
tratamiento con corriente directa no existe una diferencia significativa tanto para la
remoción de cromo como de la demanda química de oxígeno.
9.2 Electrocoagulación con corriente alterna pulsante
Mediante el uso de la corriente alterna pulsante (PAC) se analizaron las variables
remoción de cromo y DQO como se muestra a continuación.
9.2.1 Ajuste para la remoción de cromo con PAC. En la ANOVA (Anexo 10) se
particionó la variabilidad de la remoción de Cr en piezas separadas para cada uno de los
58
efectos, y probó la significancia estadística para cada uno de ellos por medio de lo cual
se observó que 7 de estos efectos tienen un valor-P menor que 0,05 lo cual indica una
influencia significativa diferente de cero sobre el comportamiento del ajuste con un
nivel de confianza del 95%.
El estadístico R2 del anexo 10 indica que el ajuste de regresión cubico, explica 96,17%
de la variación en la remoción de Cr. El estadístico R2 ajustado, que es el más adecuado
para comparar ajustes con diferente número de variables independientes, es 82,13%.
Mientras que el error estándar estimado de los residuos del ajuste es de 2,66. De estos
estadísticos se puede asumir que el ajuste cuadrático es significativo y que expresa los
datos prácticos obtenidos para el diseño de experimento. Mientras que el estadístico
de Durbin-Watson (DW) nos indica que no hay auto correlación serial de los mismos.
Al usar los coeficientes (Tabla 3) de regresión obtenidos a través del diseño de
experimentos se puede construir la ecuación de ajuste que representa de forma
significativa los datos obtenidos tal como se observó a través del análisis del ANOVA.
Coeficiente
Estimado
BD
k12=-2,05016
Constante
k1=-746,342
CC
k13=-13,908
A: PULSOS
k2=0,453052
CD
k14=5,2888
B: ALTERNA
k3=3,73423
DD
k15=-0,339021
C: pH
k4=179,717
AAB
k16=0,0000000725417
D: INTENSIDAD
k5=57,7484
AAC
k17=0,0000027282
AA
k6=-0,0000510187
AAD k18=0,00001176
AB
k7=-0,00183423
ABB
k19=0,000200223
AC
k8=-0,0709697
ACC
k20=0,00455695
AD
k9=-0,0640741
BBC
k21=0,069946
BB
k10=-1,43191
BBD
k22=0,16114
BC
k11=2,64068
BCC
k23=0,236875
Tabla 3.coeficientes para la remoción de cromo en PAC
F(A,B,C,D)=k1+k2A+k3B+k4C+k5D+k6A2+k7AB+k8AC+k9AD+k10B2+k11BC+k12BD+k13C2+k14CD
+k15D2+k16A2B+k17A2C+k18A2D+k19AB2+k20AC2+k21B2C+k22B2D+k23BC2 (15)
59
Figura 13 Remoción Cr. intensidad vs pulsos (a) pH 5 (b) pH 6 (c) pH 7.
Al realizar el análisis de los datos a través del ajuste matemático polinomial de grado
tres para la remoción de cromo se encuentra que con solo 20 minutos se logran
remociones superiores al 77% en el límite inferior de los rangos mientras que el límite
superior de los rangos se logra remociones superiores al 99%. Estas remociones son
directamente proporcionales al aumento del pH inicial y la corriente eléctrica aplicada
al sistema.
En la figura 13 se puede observar que la intensidad tiene un efecto significativo en el
proceso de electrocoagulación con PAC, muy similar al presentado por los pulsos, con
efectos directamente proporcionales entre ellos cuando la intensidad supera los 2,8 A.
Para intensidades inferiores a 2,8 A se observa una convección en la superficie de
respuesta la cual aumenta a medida que el pH se aproxima a 5, quedando el punto
máximo de inflexión de esta concavidad entre 2,5 kHz y 3,5 kHz con una remoción
mayor al 90% del Cr.
Pero si se quieren remociones superiores al 95% los valores óptimos serían los cercanos
a una intensidad de 3,6 A con una frecuencia de pulso de 4 kHz donde el pH inicial
juega un papel importante en la mejora de la eficiencia de la remoción. Para este
60
análisis y los siguientes se usa una frecuencia de alternación de electrodos de 1mHz
debido a que es los más próximo a un comportamiento de corriente continua.
Figura 14 Remoción Cr. pH vs pulsos (a) 2,1 A (b) 2,85 A (c) 3,6A
En la Figura 14 (a) se puede observar que a intensidades cercanas a 2,1 A el pH tiene un
disminución en su significancia en especial en el rango de 2,5 kHz a 3,5 kHz entre los
cuales se logran las mayores remociones que superan el 90% mostrando una alta
significancia de los pulsos en el proceso. Mientras que a intensidad superiores a 2,8 A
(figura 14 b) el pH inicial es un factor altamente significativo en el proceso junto con los
pulsos logrando una relación proporcional directa que se acentúa más a medida que la
intensidad se aproxima a 3,6 A logrando remociones superiores al 95 % (figura 14 c).
Figura 15. Remoción Cr. pH vs intensidad, con pulsos a (a) 2 kHz (b) 3 kHz (c) 4kHz
61
En la figura 15 (a) se observa que a frecuencias de pulsos cercanas a 2 kHz y pH
inferiores a 6 la intensidad no es muy significativa pero por encima del pH 6 esta es
significativa y es proporcional al pH.
Cuando la frecuencia del pulso se encuentra alrededor de 3 kHz (figura 15 b) y el pH por
debajo de 6 este último es inversamente proporcional a la intensidad aplicada al
sistema pero cuando el pH supera los 6 la proporcionalidad entre la intensidad y el pH
cambia regresando a una proporcionalidad directa. Con frecuencias de pulso cercanas a
los 4 kHz (figura 15 c) se logra una superficie de respuesta similar a la que se podría
espera de un proceso de electrocoagulación con corriente directa, donde la intensidad
y el pH inicial son directamente proporcionales y de una alta significancia en el proceso.
Mientras que en general la figura 15 muestra que se pueden lograr remociones
superiores al 97%.
Figura 16. Remoción Cr. Alterna vs Intensidad, con pulsos a (a) 2 kHz (b) 3 kHz (c) 4kHz
En la figura 16 se observa el efecto que tiene la alternación de los electrodos sobre la
remoción de Cr comparado con la intensidad, cuando los pulsos y la intensidad se
encuentran alrededor de los 2,0 kHz y 2,1 A (figura 16 a) se observa una convección
que alcanza un máximo de remoción alrededor de una frecuencia del alternación de 6
62
mHz. A medida que la alternación se aproxima a 3 kHz (figura 16 b) la convección
disminuye y el efecto sobre el proceso también y el efecto de proporcionalidad directa
entre la intensidad y la remoción de Cr cambia.
De acuerdo con el análisis realizado a las figuras 14, 15 y 16 , se podría llegar a pensar
que el pH inicial es el factor de gran influencia en el tratamiento por electrocoagulación
con PAC para la remoción de Cr bajo determidas condiciones de corriente, alternación
de los electrodos y pulsos.
Además del pH, se encuentra que la intensidad y los pulsos tienen una influencia
importante en el mismo tratamiento, lo cual se evidencia aún más en la interacción de
la intensidad con los pulsos convirtiendo estos en unos de los 7 factores de mayor
influencia sobre el tratamiento.
Dicha preponderancia se hace evidente en el diagrama Pareto estandarizado (figura 17)
donde se puede observar que la interacción intensidad-pulso y el pH casi tienen la
misma significancia en el tratamiento para la remoción de Cr y que la interacción pHpulsos también tiene una gran significancia contrariamente la alternación de pulsos
tiene una influencia muy baja y la intensidad al igual que los pulsos individualmente
tienen un efecto negativo sobre el proceso, lo que hace pensar que estos deben tener
valores bajos, junto con la frecuencia de alternación que se aplique.
Diagrama de Pareto Estandarizada para REMOCION Cr
AAD
AD
C:pH
A:PULSOS
CD
D:INTENSIDAD
ABB
ACC
BC
BBD
CC
AA
AAC
B:ALTERNA
BB
BBC
BCC
AB
BD
AAB
DD
AC
63
+
-
0
1
2
3
Efecto estandarizado
4
5
Figura 17. Pareto estandarizado para la remoción de Cr con PAC
Al realizar la optimización del ajuste matemático a través del diseño de experimentos
se encontró que los valores arrojados para la intensidad oscilan entre 2,1 A y 3,5 A, el
pH inicial de 5,15 a 7, los pulsos de 2024 Hz a 3865 Hz y alternación de 1,17 mHz a 11,0
mHz los cuales representan los puntos máximos de remoción para la ecuación del
ajuste cúbico, con remociones que oscilan entre 97% y más del 100% debido a
características propias del modelo) divididos en 30 posibles combinaciones de las
cuales se toma la recomendada por el programa usado para el análisis de los datos.
La predicción de la remoción, recomendada por el diseño de experimentos se
encuentra alrededor del 100% cuando a través del sistema fluye una intensidad de 2,12
A, que varía entre cero y uno a una frecuencia de pulso de 2384,01 Hz, con una
frecuencia de alternación de los electrodos de 6,94 mHz (0.00694 Hz) y cuando el agua
del efluente se encuentra con un pH inicial de 5,97. Los valores obtenidos de Cr y DQO
de las nueve muestras se describen en el Anexo 11.
64
Para determinar el consumo eléctrico del tratamiento es necesario calcular la Im
(intensidad media) que es la intensidad realmente consumida por el proceso durante el
tratamiento. De tal forma que el valor de la intensidad media para la siguiente cinética
es de 1,06 A, reduciéndola a la mitad y por tanto bajando el consumo.
En los datos de la Anexo 11 se puede observar que el porcentaje de remoción de Cr
durante el primer minuto supera el 84 % con un consumo inferior a 0,024 kWh/m 3 y se
remueve más de 2200 mg/L, siendo esta la mayor proporción de la remoción total del
tratamiento. Pasados 5 minutos de tratamiento la remoción supera los 2400 mg/L con
un consumo inferior a 0,2 kWh/m3 que es un porcentaje superior al 90%. En 10 minutos
la remoción ha superado el 95% lo cual indica que se han removido alrededor de 2480
mg/L del cromo presente en las aguas residuales tratadas con un consumo que apenas
llega a 0,36 kWh/m3 e incluso pasados los 20 minutos de tratamiento el consumo no
supera el ½ kWh/m3 llegando a una remoción superior al 98% Figura 18.
100
90
Remoción (%)
80
70
60
50
40
Cromo
30
DQO
20
10
0
0
5
10
15
Tiempo (min)
Figura 18. Cinética cromo con PAC
20
25
65
Tomando en cuenta que el ajuste matemático fue diseñado con un tiempo constante
de 20 minutos y que para este la remoción calculada es del 100% se puede decir que el
ajuste es una buena aproximación al proceso de remoción de Cr a pesar de las
pequeñas dificultades observadas en el análisis del ANOVA para el R2 y R2 Ajustado.
Junto con la remoción de Cr se analizó la remoción de DQO y se encontró que esta
tiene una rampa de crecimiento muy alta en el primer minuto aunque no supera la de
Cr, llegando la remoción a ser superior a los 1300 mg/L que es el 58%. Pasados 5
minutos se ha removido más del 64% y el consumo como se observó en el análisis de
anteriores de menos de 0,03 kWh/m3, a los 20 minutos la remoción es llega al 77% y a
los 25 minutos al 79% mientras que la de Cr es del 99% con un consumo inferior a 1
kWh/m3 (0,6 kWh/m3).
9.2.2 Modelamiento para la remoción de DQO con PAC. En la ANOVA (Anexo 12) se
particionó la variabilidad de la remoción de DQO en piezas separadas para cada uno de
los efectos, y probó la significancia estadística para cada uno de los mismos, por medio
de lo cual se observó que 9 de estos tienen un valor-P menor que 0,05. Esto indica que
los 9 factores tienen una influencia significativa diferente de cero sobre el
comportamiento del ajuste con un nivel de confianza del 95%.
El estadístico R2 del anexo 12 indica que el ajuste de regresión cubico, así ajustado,
explica 91,39 % de la variación en la remoción de DQO. El estadístico R2 ajustado, que
es el más adecuado para comparar ajustes con diferente número de variables
independientes, es 78,10 %, mientras que el error estándar estimado de los residuos
66
del ajuste es de 4,60162. De estos estadísticos se puede asumir que el ajuste cuadrático
es significativo y que expresa los datos prácticos obtenidos para el diseño de
experimento, mientras que el estadístico de Durbin-Watson (DW) nos indica que no
hay auto correlación serial de los mismos.
Al usar los coeficientes de regresión (Tabla 4) obtenidos se puede construir la ecuación
del ajuste ajustado que representa de forma significativa los datos obtenidos tal como
se observó a través del análisis del ANOVA.
F(A,B,C,D)=k1+k2A+k3B+k4C+k5D+k6A2+k7AB+k8AD+k9B2+k10BC+k11BD+k12C2+k13D2+k14
A2D+k15AB2+k16B2C+k17B2D+k18BC2
Coeficiente
constante
A: PULSOS
B: ALTERNA
C: pH
D: INTENSIDAD
AA
AB
AD
BB
(16)
Estimado
k1=75,9369
k2=0,0330698
k3=12,8128
k4=38,4222
k5=-62,6307
k6=-0,000010795
k7=-0,00242336
k8=- 0,024177
k9=2,87736
BC
BD
CC
DD
AAD
ABB
BBC
BBD
BCC
k10=-9,63265
k11=2,62
k12=-3,32746
k13=12,4722
k14=0,00000608
k15=0,000308123
k16=-0,483
k17=-0,25897
k18=1,18783
Tabla 4
En la figura 19 se observa el efecto del pH inicial en el proceso de electrocoagulación
con PAC, en la remoción de DQO a una frecuencia de alternación superior a 8 mHz;
esto indica que las mayores remociones se logran cuando el pH inicial se aproxima a 5
convirtiendo a este en un factor importante dentro del proceso. Además se puede
observar que los pulsos tienen un efecto significativo en la remoción en comparación
con la intensidad y son directamente proporcionales entre ellos ya que al aumentar la
67
intensidad y la frecuencia de pulso se puede lograr un porcentaje mayor de remoción
que teóricamente puede llegar a ser superior al 95%.
Al comparar con los artículos consultados se observa que el pH inicial es un factor
importante en el funcionamiento del proceso de electrocoagulación, para la remoción
de contaminantes tales como DQO y turbiedad que pueden ser removidos a pH bajos
[53] mientras que para la remoción de metales se hace necesario subir los valores de
pH [63, 64] lo que hace fundamental definir este valor de acuerdo a los resultados
obtenidos experimentalmente de acuerdo a las características del afluente.
Figura 19. Remoción DQO. intensidad vs pulsos (a) pH 5 (b) pH 6 (c) pH 7.
Cuando la frecuencia de alternación de los electrodos baja de 8 mHz se puede notar
que se genera un cambio importante en la superficie de respuesta, al generarse una
concavidad en la parte central de la misma desplazando los puntos de máxima
remoción de sobre el eje de los pulsos a 4 kHz a los vértices donde se encuentran los
valores máximos y mínimos de la intensidad, convirtiendo a la intensidad y a los pulsos
en factores altamente significativos en el proceso. Sin embargo, a medida que la
frecuencia de alternación baja, el porcentaje de remoción se ve afectado
negativamente efecto que trata de ser compensado por el aumento en el pH inicial de
68
tal forma que se pueden logran remociones superiores al 83 % cuando el pH se
encuentra cercano a 7, la intensidad y los pulsos se encuentren ambos cercanas a los
valores máximos (3,6 A y 4 kHz) y mínimos (2,1 A y 2 kHz) tomados como límites para el
diseño del experimento figura 20.
Figura 20. Remoción DQO. Intensidad vs pulsos (a) pH 5 (b) pH 6 (c) pH 7.
En la figura 21 se observa las superficies de respuesta para la remoción de DQO con
PAC a intensidads cercanas a 2,1 A. A medida que el pH inicial se aproxima a 5 (figura
21 a) el efecto de la alternación de los electrodos es significativo en el proceso,
mientras que los pulsos son poco significativos aunque son directamente
proporcionales entre ellos llegando a remociones esperadas superiores al 90%. Para pH
cercanos a 6 (figura 21 b) la eficiencia en la remoción decae y se genera una pequeña
concavidad a 4 kHz a una frecuencia de alternación que se encuentra entre 3,5 mHz y 6
mHz, con remociones esperadas superiores al 80% a medida que esta se acerca a las
intersecciones inferior y superior. Cuando el pH se aproxima a 7 se observa una
convección a una frecuencia de pulso de 2 kHz cuando la de la alternación se encuentra
entre 3,5 mHz y 6 mHz, con remociones esperadas superiores al 83%.
69
Figura 21. Remoción DQO a 2,1 A. Alterna vs Pulsos (a) pH 5 (b) pH 6 (c) pH 7.
Cuando la intensidad supera los 2,85 A la forma de la superficie presenta cambios que
se mantienen y se acentúan con el aumento de la misma. Cuando el pH inicial se
aproxima a 5 la superficie tiene una concavidad en la parte central haciendo que la
alternación de los electrodos tenga una influencia muy significativa en el proceso y los
pulsos apenas significativa, donde la mayor remoción se da cuando los pulsos se
encuentran entre 3,5 kHz y 4 kHz, y la alternación entre 8,5 mHz y 11 mHz (Figura 22).
Aunque el punto de mayor remoción para todos lo pH cuando la intensidad supera los
2,5 A es el mismo a pH 6 (figura 22 b y c) se insinúa una convección para las frecuencias
de pulso inferiores a 3,5 kHz y alternaciones entre 3,5 mHz y 6 mHz que llega a tener un
máximo importante cuando el pH se aproxima a 7 y la intensidad a 3,6 A. Es decir, la
frecuencia de los pulsos toma un valor significativo y a medida que estos se aproximan
a 4 kHz la significancia en el proceso de la alternación disminuye.
70
Figura 22. Remoción DQO a 2,85 A. Alterna vs Pulsos (a) pH 5 (b) pH 6 (c) pH 7
Resumiendo el pH inicial es un factor de vital importancia en la remoción del DQO con
PAC a través de todo el rango de estudio. La intensidad aunque tiene una participación
importante en el proceso solo es significativa cuando interactúa con los pulsos,
mientras que la alternación se ve afectada por los pulsos de tal forma que estos se
complementan durante el proceso convirtiéndolos en un factor significativo. La
alternación individualmente no tiene un efecto significativo sobre el proceso pero al
combinarla con el pH y tomarlos es posible notar que tienen un efecto negativo sobre
la remoción del sistema (figura 20). Convirtiendo estos cuatro factores parte de los
nueve factores que tienen una significancia en la remoción tal como se observó en el
análisis del ANOVA y que se ilustra con el Pareto estandarizado para cada efecto de la
figura 23.
Figura 23. Pareto estandarizado para la remoción de DQO con PAC
71
Al realizar la optimización del ajuste matemático se encontró que los valores arrojados
por el diseño de experimentos para la intensidad, alternación, pulso y pH inicial se
encuentran dispersos en todo el rango de los datos introducidos al programa, con
remociones que oscilan entre 77% y más del 94% divididos en 30 posibles
combinaciones de las cuales se toma la recomendada por el diseño de experimentos.
La predicción de la remoción, recomendada por el diseño de experimentos se
encuentra alrededor del 85,2% cuando a través del sistema fluye una intensidad de
2,64 A por cada tiempo que se enciende el circuito. El ciclo útil de la señal es del 50% y
la intensidad real que fluye es de 1,32A, que varía entre cero y uno a una frecuencia de
pulso de 3878,41 Hz, con una frecuencia de alternación de los electrodos de 10,97 mHz
y cuando el agua del efluente se encuentra con un pH inicial de 5,36. Los valores
obtenidos en las 9 muestras se describen en la Anexo 13.
90
80
Remoción (%)
70
60
50
cromo
40
DQO
30
20
10
0
0
5
10
15
Tiempo (min)
20
25
Figura 24. Curvas cinética para DQO con PAC
En el anexo 13 se puede observar una remoción de DQO superior a 1300 mg/L (55%) en
tan solo un minuto con un consumo eléctrico cercano a 0,029 kWh/m 3 siendo esta la
72
mayor proporción de la remoción total del tratamiento. Pasados 5 minutos el
tratamiento ha removido más del 61% aproximadamente 1460 mg/L y una remoción de
Cr del 76% con un consumo de 0,12 kWh/m3, pero a medida que el tiempo pasa el
tiempo la reacción que provoca la disminución de la DQO tiende a estabilizarse lo que
se visualiza con la disminución en la tasa de remoción. A los 10 minutos la tasa de
remoción se estabiliza, mientras que la remoción acumulada es aproximadamente de
1500 mg/L lo que equivale al 63,37% con un consumo menor a 0,3 kWh/m 3 y a los 15
minutos la remoción acumulada es del 66,36% que es aproximadamente 1580 mg/L y la
de Cr es 81,9% con un consumo de 0,43 kWh/m3.
Al comparar la remoción máxima de los parámetros evaluados para esta agua se
observa que la remoción de Cr es superior a la de DQO ya que la primera en su máximo
supera el 85% mientras que la de DQO es del 66,57% (Figura 24) con un consumo
eléctrico menor a 1 kWh/m3
Figura 25 Formación de espuma para el tratamiento con PAC
73
Mientras el ajuste matemático, que fue diseñado con el tiempo base de 20 minutos,
arrojó una remoción calculada de 85,2%, la remoción real obtenida en la práctica es del
66,57%. Dichas cifras indican que el ajuste es una representación aproximada del
proceso ya que se presenta un error cercano al 20% al parecer debido a las dificultades
de ajuste observados en el análisis del ANOVA en el R2.
En la parte visual se observa una disminución significativa en la producción de burbujas
y por tanto disminuye la acumulación de flóculos entre los electrodos que podrían
reducir el área efectiva de los mismos y sus consecuentes efectos sobre el tratamiento
figura 25.
Al comparar las curvas observadas a través del osciloscopio con la curva de carga de un
condensador de placas paralelas tiene una gran similitud lo que apoya la hipótesis que
este sistema tiene un comportamiento de condensador figura 26.
Figura 26. (a) Carga y descarga de un condensador (b) Celda de electrocoagulación
También se observa a través del osciloscopio que cuando la corriente es retirada (figura
27) queda un remanente almacenado en el sistema siendo esta la razón que a pesar de
los pulsos que varían la corriente desde cero hasta un valor máximo el voltaje solo
74
alcanza el valor cero en algunos picos que luego se estabilizan cerca al valor máximo. La
mayor cercanía con el valor máximo se logra cuando la frecuencia de oscilación se
encuentra alrededor de los 4 kHz. Esto es debido a que el agua esta almacenando
energía en forma de un campo eléctrico al polarizar las moléculas tanto de agua como
de los demás materiales que se encentran al interior de ella, lo cual se fortalece la idea
de que el sistema se comporta como un condensador de placas paralelas.
Figura 27. Carga remanente en las celdas del reactor
9.2.3 Análisis de resultados con corriente alterna pulsante. El uso experimental de la
electrocoagulación con corriente alterna pulsante con el objetivo de reducir la
contaminación evaluada a través de las variaciones de Cr y DQO en las aguas residuales
de la industria curtiembre arroja los siguientes resultados:
La interrelación entre el pulso y la corriente eléctrica es significativa en el tratamiento
para la reducción de la carga contaminante de las aguas residuales de la industria
curtiembre evaluadas en remoción de cromo y demanda química de oxígeno.
75
El pH inicial es un factor altamente significativo en todo el rango evaluado con el diseño
de experimentos tanto para la remoción de cromo como de la demanda química de
oxígeno, comparados con el efecto de los demás factores analizados de forma
individual.
La alternación de los electrodos no tiene un efecto significativo importante sobre el
tratamiento de electrocoagulación a frecuencias interiores a 6 mHz, ya que cuando la
frecuencia tiende a ser mayor la interrelación entre el pH inicial y la alternación afecta
el proceso disminuyendo la remoción.
Para logar remociones superiores al 80% del cromo y al 65% de DQO en tan solo 20
minutos se necesita menos de 1 kWh de consumo eléctrico.
9.3 Análisis de resultados DC vs PAC
Mientras que en la remoción de cromo usando DC (corriente directa) la intensidad es
un factor altamente significativo, al usar PAC (corriente alterna pulsante) la intensidad
es menos significativa en el tratamiento, sin embargo al analizar la significancia de la
interacción entre los pulsos y la intensidad se observa que esta es muy significativa lo
que permite pensar que esta interacción tiende a reemplazar el papel de la intensidad
en el proceso a través del uso de las propiedades de capacitivas de la semiceldas.
La propiedad capacitiva de las semiceldas de electrocoagulación permite almacenar
energía en forma de campos eléctricos polarizando las moléculas presentes en el agua
residual, para lograr un máximo aprovechamiento de esta propiedad en necesario
utilizar frecuencias de pulso altas, que permiten un menor consumo de corriente
76
eléctrica debido a que esta solo estará presente durante el ciclo útil de la señal, que en
el caso del presente experimento es del 50%.
La alternación de los electrodos impide la pasivación de los mismos por la acumulación
de materiales de baja conductividad entre ellos. A bajas frecuencias de alternación el
funcionamiento tiende a ser similar a la de DC llegando a ser poco significativa en el
proceso, pero a medida que esta aumenta tiende a acentuarse el efecto capacitivo
afectando la eficiencia en la remoción tanto de cromo como de la demanda química de
oxígeno (Figura 12 vs Figura 25).
Cuando se eleva la frecuencia de alternación de los electrodos la capacidad que tienen
las semiceldas de almacenar energía en forma de campos eléctricos genera una
disminución en la reactancia capacitiva del sistema lo que puede generar corto circuito
y que se denota en la reducción en la remoción a altas frecuencias de alternación,
debido a que la intensidad no circula en su totalidad por el agua tratada.
Las frecuencias de pulsos y alternación reducen la producción de burbujas con lo cual
se disminuyó la obtención de flóculos y por tanto no es afectada el área efectiva del
electrodo. Al mantener el área efectiva del electrodo se garantiza un máximo contacto
de los electrodos con el agua residual durante un mayor tiempo.
Es por estas razones que reducción en el consumo de energía para la remoción de Cr
no afecta significativamente el proceso ya que se logran similares remociones usando
DC o PAC, lo que se evidencia en las cinéticas para Cr donde para lograr una remoción
cercana al 99 % con corriente continua (DC) es necesario 2,35 kWh/m 3 mientras que
para lograr una remoción similar con corriente alterna pulsante (PAC) es necesario
77
menos de 1 kWh/m3 llegando una reducción superior al 50% en el consumo de energía
eléctrica.
Mientras que el análisis de la reducción en el consumo energético para la remoción de
DQO muestra una reducción en la eficiencia de la remoción inferior al 20%, ya que
aplicando DC se logran remociones cercanas al 80% con un consumo de energía
cercano a 2,35 kWh/m3 mientras que con PAC la remoción baja a un valor cercano al
68% pero el consumo es cercano a 1 kWh/m3 lo que indica una reducción cercana al
50%.
9.3.1 Análisis del consumo de las cinéticas de DQO para PAC vs DC
En la siguiente grafica se compara los consumos de energía versus la cantidad de DQO
removido del agua residual a través del tiempo de exposición al proceso de
electrocoagulación figura 29.
0,3
Δ Energía (kWh/kg)
DQO
PAC
DC
0,25
0,2
0,15
0,1
0,05
0
0
5
10
15
Tiempo de exposición
20
25
Figura 28. Energía (kWh/kg) para DQO PAC vs DC
En la figura 29 se observa que durante los primeros 5 minutos de exposicion al
tratamiento la remocion de DQO es significativa, siendo superior al usar PAC (Corriente
alterna pulsante) que con DC (corriente directa). Pasados los 5 minutos hasta los 10 la
78
pendiente de consumo de energia aumenta rapidamente siendo mas asentuado en el
tratamiento con DC comparado con el de PAC.
Despues de 10 minutos de tratamiento la energia invertida en la remocion no muestra
un cambio significativo, lo que indica que a pesar de siguir aplicando la misma potencia
electrica esta no continua removiendo cantidades importantes de DQO siendo esta
remocion menor a traves del tiempo. Y por tanto tiende a tener una pendiente de
crecimiento lenta despues de 15 minutos.
En la figura 30 se compara las cineticas del DQO para PAC vs DC, analizando el
comportamiento de la energia electrica utilizada para remover el cromo de las
muestras de agua residual. Durante los primeros 5 minutos de tratamiento la energia
tiene una disminucion constante con una baja pendiente siendo esto mas evidente en
la muestra tratada con DC mientras que en la tratada con PAC se observa una mayor
linealidad a traves del tiempo, lo que evidencia una remocion constante durante este
Δ Energía (kWh/kg)
margen de tiempo.
0,2
0,18
0,16
0,14
0,12
0,1
0,08
0,06
0,04
0,02
0
CROMO
PAC
DC
0
5
10
15
Tiempo de exposición
Figura 29. Consumo (kWh/kg) para cromo PAC vs DC
20
25
79
En el rango entre 5 y 10 minutos se observa un crecimiento constante de la cantidad de
energía necesaria para remover el cromo de las muestras. Donde la muestra tratada
con PAC tiene una menor pendiente de crecimiento evidenciado que es menor la
cantidad de energía requerida para remover el cromo.
Pasados los 10 minutos de tratamiento se observa una tendencia a la estabilización de
la energía utilizada durante la remoción, hasta los 15 minutos donde la pendiente de
esta aumenta indicando que la remoción de cromo disminuye lenta y constantemente.
9.3.2 Análisis del consumo de las cinéticas de cromo para PAC vs DC
En la figura 30 se ilustra el comportamiento del consumo de energía eléctrica kWh por
kg de cromo removido del agua residual a través del tiempo de exposición al proceso
de electrocoagulación. Durante los primeros 5 minutos se observa un consumo de
energía tiene una pendiente negativa lo cual indica que la remoción de cromo durante
este margen de tiempo es alta en comparación con los demás. Donde la mayor
remoción de cromo se da en el proceso que hace uso de la corriente alterna pulsante
en comparación con la corriente directa.
En el margen de 5 a 10 minutos se observa un crecimiento constante en la energía
utilizada para la remoción del cromo de forma constante y con una gran pendiente en
especial en el tratamiento donde se aplica DC, en comparación con el tratamiento
usando PAC, lo cual genera una mayor separación entre la energía invertida en cada
proceso haciendo evidente el uso eficiente de la energía al aplicar PAC.
Δ Energía (kWh/kg)
80
0,2
0,18
0,16
0,14
0,12
0,1
0,08
0,06
0,04
0,02
0
CROMO
PAC
DC
0
5
10
15
Tiempo de exposición
20
25
Figura 30. Consumo (kWh/kg) para cromo PAC vs DC
Entre los 10 y 20 minutos se observa que la energía consumida por el proceso tiende a
mantener una remoción de cromo aunque baja pero constante. Pasados los 20 minutos
de tratamiento el consumo de energía muestra una pendiente positiva lo que indica
que la remoción de la remoción disminuye paulatinamente.
0,3
DQO
PAC
0,25
Δ Energía (kWh/kg)
DC
0,2
0,15
0,1
0,05
0
0
5
10
15
Tiempo de exposición
20
25
Figura 31. Consumo (kWh/kg) para DQO PAC vs DC
La figura 31 ilustra la comparación entre PAC y DC a través de la energía invertida en el
proceso para eliminar la DQO presente en las muestras de agua de la cinética de
cromo. Durante los primeros 5 minutos la remoción de DQO se observa una tendencia
81
lineal con una pendiente negativa que indica que la DQO disminuye progresivamente
dentro de este intervalo de tiempo siendo el de menor energía consumida el
tratamiento con PAC
Durante el intervalo de tiempo existente entre los 5 y 10 minutos de tratamiento se
observa una disminución muy significativa en la remoción de DQO lo cual se evidencia
en el drástico aumento que tuvo la pendiente tomando un valor positivo ilustrado en el
incremento de la energía invertida para esta remoción.
Pasado 10 minutos de tratamiento se observa fluctuaciones en el sistema que se
asocian con la tendencia a la estabilidad pero que es afectada por la disminución
paulatina de la remoción de DQO pasados 20 minutos. Siendo PAC la que necesita una
inversión de energía menor para lograr la remoción de DQO.
82
10. CONCLUSIONES
El Tratamiento de electrocoagulación aporta una reducción significativa en la
concentración de materiales contaminantes, evaluados en el experimento a través de
la remoción de Cromo (Cr) y Demanda Química de Oxigeno (DQO).
Se lograron remociones entre el 80 y 99% para Cr y el 67% y 82% para DQO con el uso
de dos tipos de fuente de alimentación, una de Corriente Directa (DC) y otra de
Corriente Alterna Pulsante (PAC) en 25 minutos de tratamiento.
En el tratamiento de electrocoagulación con DC se visualiza una alta generación de
burbujas alrededor de los electrodos, estas desplazan el agua disminuyendo el área
efectiva de los electrodos durante el tratamiento al acumularse entre cada una de las
semiceldas, para evitar esto se usó una corriente eléctrica pulsante que aprovecha el
efecto capacitivo de las diferentes semiceldas. La frecuencia de los pulsos debe ser
superior a 2 kHz, idealmente con un ciclo útil del 50% mientras que la intensidad debe
ser mayor a 2,1 A.
Para lograr un desgaste homogéneo de los electrodos se implementó una alternación
de la intensidad lo que permite intercambiar a través del tiempo la polarización y el
sentido de flujo eléctrico en cada semiceldas,
esperando que no afectara el
tratamiento, pero debido al efecto capacitivo que se genera entre electrodos se ve
afectada la remoción de tal forma que se recomiendan frecuencias de alternación
menores a 8 mHz para con ello evitar que la reactancia capacitiva baje a valores
cercanos a cero ohmios generando daños por corto circuito en los equipos y/o la
disminución en la remoción.
83
Al comparar las gráficas obtenidas a través del osciloscopio con la curva característica
del condensador se visualiza que estas se cuentan con una forma similar lo que indica
que las semiceldas se comportan como condensadores de placas paralelas,
almacenando energía que puede ser usada en el proceso, pero se debe hacer un
control más preciso que evite los sobre picos que incrementan el consumo
momentáneamente.
En cuanto a la remoción de Cr tiene un valor significativamente importante a través del
proceso de electrocoagulación tanto con DC como con PAC sin diferencias significativas
entre las dos remociones, las cuales son cercanas al 99%. Siendo la diferencia más
importante entre ellas una reducción del consumo eléctrico superior al 50% del
tratamiento usando PAC con respecto al que uso DC.
En lo relacionado con la remoción de DQO se encuentra una diferencia cercana al 20%
entre los tratamientos usando PAC y DC lo cual es debido a que para tener una buena
remoción de DQO se necesita un exceso de hidróxidos para que interactúen con la
carga contaminante, lo cual se ve reducido con la menor producción de burbujas
durante el tratamiento con PAC llegando la remoción apenas al 68% mientras que con
DC esta es cercana al 80%, sin embardo es de resaltar que la reducción en el consumo
eléctrico usando PAC es cercana al 50%.
El tratamiento de electrocoagulación usando corriente alterna pulsante muestra
excelentes resultados en cuanto a la remoción de Cr y DQO como indicadores de
materiales contaminantes presentes en las aguas residuales procedentes de la industria
curtiembre, con una reducción en el consumo de energía eléctrico superior al 50 %.
84
11. RECOMENDACIONES
Evaluar efluentes diferentes al agua residual de proceso de curtido a fin de
establecer la utilidad de este esquema tecnológico para diversos tipos de agua.
Evaluar el uso de materiales diferentes al hierro como electrodos, además de la
interacción entre los mimos, con el fin de encontrar configuraciones ideales que
permitan mejorar el consumo de energía junto con la remoción de los diferentes
elementos contaminantes en aguas de la industria curtiembre y la implementación
de estos en aguas residuales procedentes de otras industrias.
Evaluar el uso de diferentes sustancias con características de floculantes para
evitar la electroflotación con el fin de impedir la reducción del área efectiva de los
electrodos logrando una mejora en el consumo de energía y una mayor interacción
del mismo con las aguas del efluente, así como mejorar la separación de los lodos y
el agua coagulada.
La implementación de un prototipo de flujo continuo para evaluar las ventajas de
los parámetros utilizados en la investigación a mayor escala logrando determinar
mejoras que permitan la implementación a nivel industrial.
Analizar el desgaste de los electrodos para evaluar si la implementación de la
corriente pulsante logra que el desgaste de los electrodos sea similar.
85
12. BIBLIOGRAFÍA
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
15.
16.
17.
Aziz, H.A., M.N. Adlan, and K.S. Ariffin, Heavy metals (Cd, Pb, Zn, Ni, Cu and
Cr(III)) removal from water in Malaysia: Post treatment by high quality
limestone. Bioresource Technology, 2008. 99(6): p. 1578-1583.
DAMA, D.T.A.d.M.A., Guia Ambiental para el Sector Curtiembre. Camara de
Comercio de Bogota, 2004.
Ambiente, S.D.d., Mas de Seis Mil Millones de Pesos Ahorrarian al Año las
Curtiembres de San Benito por apostarle al Ambiente, in Secretaria Distrital de
Ambiente, S.D.d. Ambiente, Editor 2009: Bogotá D.C.
Adriana M. Alzate T., O.L.T.M., Diagnóstico Ambiental del Sector Curtiembre en
Colombia. Proyecto Gestión Ambiental en la Industria de Curtiembre en
Colombia, 2004. Anexo1.
CAR, Acuerdo 0008 "Por el cual se define la norma de vertimientos de la
industria de curtido de pieles y se adoptan otras determinaciones". CAR, 2004.
CAR, C.D., Acuerco 0008, in Por el cual se define la norma de vertimientos de la
industria de curtido de pieles y se adoptan otras determinaciones, C.A.R.d.
Cundinamarca, Editor 2004: Cundinamarca. p. 7.
PROCOBRE, Uso Eficienre de la Energia Electrica.
Colombia, C.d., Ley 697, in mediante la cual se fomenta el uso racional y
eficiente de la energía, se promueve la utilización de energías alternativas y se
dictan otras disposiciones2001: Colombia.
Mollah, M.Y.A., et al., Fundamentals, present and future perspectives of
electrocoagulation. Journal of Hazardous Materials, 2004. 114(1-3): p. 199-210.
Vivek Narayanan, N. and M. Ganesan, Use of adsorption using granular
activated carbon (GAC) for the enhancement of removal of chromium from
synthetic wastewater by electrocoagulation. Journal of Hazardous Materials,
2009. 161(1): p. 575-580.
Christos, C. and C. Guohua, Electrochemistry For The Environment2010, Springer
New York: Springer.
David E. Johnson, J.L.H., Jonny R. Johnson, Fundamentos de Análise de Circuitos
Elétricos. Quarta edicao ed, ed. E. Prentice-Hall1990, Rio de Janeiro, Brasil.
Electroflocculation: Removal of oil, heavy metals and organic compounds from
oil-in-water emulsions. Filtration & Separation, 1996. 33(4): p. 295-295.
Energy, U.S.D.o., Ahorro de Energía. Energy Efficiency & Renewable Energy, ed.
C.p.a.e.y.d.e.e. hogar2009, Washington.
Begoña María, T.G., Ahorro y Gestión Eficiente de la Energía. Guía para la
intervención de los trabajadores2010: Paralelo Edición SA.
Nacional, U.T. Manual de Iluminación Eficiente. ELI Efficient Lighting Initiative
2002
[cited 2011; Available from: http://www.edutecne.utn.edu.ar/eliiluminacion/eli.html.
Vivienda, C.N.d.F.a.l., Guia para el uso eficiente de la energía en la vivienda.
CONAFOVI2006, México D.F.
86
18.
19.
20.
21.
22.
23.
24.
25.
26.
27.
28.
29.
30.
31.
32.
33.
Universidad Nacional de Colombia, C.C.A.R.d.C., Cartilla de Producción más
Limpia en Curtiembres2009, Bogotá. 52.
Rivera, R. Aplicación Practica en una Empresa de Curtiembre. 2000 [cited 2013;
Available from: http://www.cueronet.com/.
Ministerio de Ambiente, V.y.D.T., Guia Ambiental para la Industria del Curtido y
Preparado de Cuero, in Dirección de Desarrollo Sectorial Sostenible2006:
Colombia.
Quezada, R., E. Varela, and M.A. Rosa, Remediación Natural para Completar la
Depuración del Cromo (VI) en Efluentes de Curtiembres. Universidad Tecnológica
Nacional, 2012.
Paola, P.P., Empleo de Superficies de Respuesta Para la Solución de problemas
de Inventario Estocásticos, in Escuela de Ingeniería2000, Universidad de las
Américas Puebla: Cholula, Puebla, México. p. 130.
Fernandez M., D. and M. Piñeros B. Superficie de Respuesta. Métodos de Diseño.
[cited
2012;
Available
from:
http://bellman.ciencias.uniovi.es/d_experimentos/d_experimentos_archivos/sr
.pdf.
Raissi, S. and F.R. Eslami, Statistical Process Optimization Through MultiResponse Surface Methodology. World Academy o Science, Engineering an
Technology, 2009. 27: p. 267-271.
Ferreira, S.L.C., et al., Box-Behnken design: An alternative for the optimization of
analytical methods. Analytica Chimica Acta, 2007. 597(2): p. 179-186.
Ana P. Restrepo M., A.A.R., Luis F. Garcés G., La Electrocoagulación: Retos y
oportunidades en el tratamiento de aguas. Producciones + Limpias, 2006. 1: p.
58-75.
Matteson, M.J., et al., Electrocoagulation and separation of aqueous
suspensions of ultrafine particles. Colloids and Surfaces A: Physicochemical and
Engineering Aspects, 1995. 104(1): p. 101-109.
Baklan, V.Y. and I.P. Kolesnikova, Influence of electrode material on the
electrocoagulation. Journal of Aerosol Science, 1996. 27(Supplement 1): p.
S209-S210.
S., R. and S. I.F., Onshore testing of produced water by electroflocculation.
Filtration &amp; Separation, 1997. 34(8): p. 876.
Can, O.T., et al., Treatment of the textile wastewater by combined
electrocoagulation. Chemosphere, 2006. 62(2): p. 181-187.
Kobya, M., O.T. Can, and M. Bayramoglu, Treatment of textile wastewaters by
electrocoagulation using iron and aluminum electrodes. Journal of Hazardous
Materials, 2003. 100(1-3): p. 163-178.
Bayramoglu, M., et al., Operating cost analysis of electrocoagulation of textile
dye wastewater. Separation and Purification Technology, 2004. 37(2): p. 117125.
Chen, X., G. Chen, and P.L. Yue, Separation of pollutants from restaurant
wastewater by electrocoagulation. Separation and Purification Technology,
2000. 19(1-2): p. 65-76.
87
34.
35.
36.
37.
38.
39.
40.
41.
42.
43.
44.
45.
46.
47.
48.
49.
Xu, X. and X. Zhu, Treatment of refectory oily wastewater by electro-coagulation
process. Chemosphere, 2004. 56(10): p. 889-894.
Adhoum, N. and L. Monser, Decolourization and removal of phenolic compounds
from olive mill wastewater by electrocoagulation. Chemical Engineering and
Processing, 2004. 43(10): p. 1281-1287.
Inan, H., et al., Olive oil mill wastewater treatment by means of electrocoagulation. Separation and Purification Technology, 2004. 36(1): p. 23-31.
Adhoum, N., et al., Treatment of electroplating wastewater containing Cu2+,
Zn2+ and Cr(VI) by electrocoagulation. Journal of Hazardous Materials, 2004.
112(3): p. 207-213.
Koparal, A.S. and Ü.B. Ögütveren, Removal of nitrate from water by
electroreduction and electrocoagulation. Journal of Hazardous Materials, 2002.
89(1): p. 83-94.
Balasubramanian, N., et al., Removal of arsenic from aqueous solution using
electrocoagulation. Journal of Hazardous Materials, 2009. 167(1-3): p. 966-969.
Chen, G., Electrochemical technologies in wastewater treatment. Separation
and Purification Technology, 2004. 38(1): p. 11-41.
Zongo, I., et al., Electrocoagulation for the treatment of textile wastewaters with
Al or Fe electrodes: Compared variations of COD levels, turbidity and
absorbance. Journal of Hazardous Materials, 2009. 169(1-3): p. 70-76.
Chen, X., G. Chen, and P.L. Yue, Investigation on the electrolysis voltage of
electrocoagulation. Chemical Engineering Science, 2002. 57(13): p. 2449-2455.
Linares-Hernández, I., et al., Influence of the anodic material on
electrocoagulation performance. Chemical Engineering Journal, 2009. 148(1): p.
97-105.
Asselin, M., et al., Effectiveness of electrocoagulation process in removing
organic compounds from slaughterhouse wastewater using monopolar and
bipolar electrolytic cells. Chemosphere, 2008. 72(11): p. 1727-1733.
Martínez-Villafañe, J.F., C. Montero-Ocampo, and A.M. García-Lara, Energy and
electrode consumption analysis of electrocoagulation for the removal of arsenic
from underground water. Journal of Hazardous Materials, 2009. 172(2-3): p.
1617-1622.
Ilhan, F., et al., Treatment of leachate by electrocoagulation using aluminum
and iron electrodes. Journal of Hazardous Materials, 2008. 154(1-3): p. 381-389.
Zodi, S., et al., Treatment of the textile wastewaters by electrocoagulation:
Effect of operating parameters on the sludge settling characteristics. Separation
and Purification Technology, 2009. 69(1): p. 29-36.
Kobya, M., M. Bayramoglu, and M. Eyvaz, Techno-economical evaluation of
electrocoagulation for the textile wastewater using different electrode
connections. Journal of Hazardous Materials, 2007. 148(1-2): p. 311-318.
Murugananthan, M., G. Bhaskar Raju, and S. Prabhakar, Separation of pollutants
from tannery effluents by electro flotation. Separation and Purification
Technology, 2004. 40(1): p. 69-75.
88
50.
51.
52.
53.
54.
55.
56.
57.
58.
59.
60.
61.
62.
63.
64.
Espinoza-Quiñones, F.R., et al., Pollutant removal from tannery effluent by
electrocoagulation. Chemical Engineering Journal, 2009. 151(1-3): p. 59-65.
FENG Jing-wei, S.Y.-b., ZHENG Zheng, ZHANG Ji-biao, LI Shu, TIAN Yuan-chun,
Treatment of tannery wastewater by electrocoagulation. Journal of
Environmental Sciences, 2007.
Fernando R. Espinoza-Qui˜nones∗, M.M.T.F., Aparecido N. Módenes, Soraya M.
Palácio, Fernando G. da Silva Jr., Nayara Szymanski, Alexander D. Kroumov,
Daniela E.G. Trigueros, Pollutant removal from tannery effluent by
electrocoagulation. Chemical Engineering Science, 2009.
Sengil, I.A., S. Kulaç, and M. Özacar, Treatment of tannery liming drum
wastewater by electrocoagulation. Journal of Hazardous Materials, 2009. 167(13): p. 940-946.
Vasudevan, S., J. Lakshmi, and G. Sozhan, Effects of alternating and direct
current in electrocoagulation process on the removal of cadmium from water.
Journal of Hazardous Materials, 2011. In Press, Corrected Proof.
Eyvaz, M., et al., The effects of alternating current electrocoagulation on dye
removal from aqueous solutions. Chemical Engineering Journal, 2009. 153(1-3):
p. 16-22.
Keshmirizadeh, E., S. Yousefi, and M.K. Rofouei, An investigation on the new
operational parameter effective in Cr(VI) removal efficiency: A study on
electrocoagulation by alternating pulse current. Journal of Hazardous Materials,
2011. 190(1-3): p. 119-124.
Fuxing, M.X.H.S.Z.H.L.H.W.L.G., Alternating Pulse Current in Electrocoagulation
for Wastewater Treatment to Prevent The Passivation of Al Electrode. journal of
Wuhan University of Technology-Mater, 2008: p. 3.
Franson, M.A.H., Métodos normalizados para el análisis de aguas potables y
residuales1992: Díaz de Santos.
Wooldridge, J.M., Introducción a la econometría: Un enfoque moderno2006:
Thomson-Paraninfo.
Moreno-Casillas, H.A., et al., Electrocoagulation mechanism for COD removal.
Separation and Purification Technology, 2007. 56(2): p. 204-211.
Feng, J.-w., et al., Treatment of tannery wastewater by electrocoagulation.
Journal of Environmental Sciences, 2007. 19(12): p. 1409-1415.
Akbal, F. and S. CamcI, Copper, chromium and nickel removal from metal plating
wastewater by electrocoagulation. Desalination, 2011. 269(1-3): p. 214-222.
Golder, A.K., A.N. Samanta, and S. Ray, Removal of trivalent chromium by
electrocoagulation. Separation and Purification Technology, 2007. 53(1): p. 3341.
Merzouk, B., et al., Removal turbidity and separation of heavy metals using
electrocoagulation-electroflotation technique: A case study. Journal of
Hazardous Materials, 2009. 164(1): p. 215-222.
89
13. ANEXOS
Anexo 1. Diseño y configuración del reactor
90
91
Anexo 2. Análisis estandarizado de muestras
Demanda química de oxigeno DQO
Mezcle en un tubo de ensayo 2,5 ml de muestra, 1,5 ml de
solución digestora y 3,5 ml de reactivo {acido sulfúrico
Tape el tubo de ensayo y mezcle el contenido suavemente,
si el contenido del tubo se torna de color verde, diluya la
mezcla y repita el paso anterior
Llévelo a digestión en el termoreactor durante 2 horas a
150°C y déjese enfriar
Lleve el contenido del tubo de ensayo a un Erlenmeyer,
enjuague el tubo de ensayo para asegurar que el contenido
de este ha sido desocupado totalmente y también llévelo al
Erlenmeyer
Solución digestora
Pese 10,216 g de K2Cr2O7 y dilúyalos en 500 ml de agua destilada, añada
167 ml de H2SO4 y 33,3 g de HgSo4, disuélvanse, enfríese a temperatura
ambiente y dilúyase hasta 1000 ml.
Reactivo de ácido sulfúrico
Añádase Ag2SO4 de calidad reactivo, técnica en cristales o en polvo a
H2SO4 concentrado, en la proporción de 5,5 g de Ag2SO4/kg de H2SO4
aproximadamente 545 ml de ácido. Para una botella de 2500 ml de acido
sulfúrico concentrado adicionar 25,2294 g de Ag2SO4.
En cualquier método de medición de la DQO debe haber un exceso de
agente oxidante que asegure que toda la materia orgánica se oxide tan
completamente como lo permita las características del reactivo. Esto
requiere que haya un exceso razonable de agente oxidante en todas las
muestras analizadas. Es necesario desde luego medir el exceso de alguna
forma que permita determinar la cantidad real reducida.
Para todas las determinaciones de DQO debe prepararse una muestra de
control o blanco, la cual se realiza con agua destilada en lugar de muestra
a analizar y corresponde a la cantidad inicial de dicromato de potasio en la
muestra, lo que permite determinar la diferencia entre la cantidad de
dicromato en el blanco o muestra de control y la muestra problema.
Adiciona 2 gotas de indicador de ferroina, si la solución se
torna de color vino tinto debe diluir la muestra y repetir el
procedimiento desde el paso inicial
Titule el contenido del Erlenmeyer con solución de sulfato
de amonio ferroso (FAS) 0,0025 N
La titulación se termina cuando la solución pasa de color
verdoso a color vino tinto
Solución digestora de dicromato 0,025 N en un rango de 2,0 mg O2/L a 100
mg O2/L, modo de preparación: Seque a 150°C durante 2 horas, Dicromato
de potasio (K2Cr2O7) con pureza superior al 99,5%. En un vaso de 1000 mL
disuelva 1,2283 g del Dicromato de potasio anhidro, en 500 mL de agua
desionizada filtrada, adiciónele muy lentamente 167 mL de ácido sulfúrico
(H2SO4) concentrado y 33,3 g de Sulfato de mercurio (HgSO4) grado reactivo,
espere a que se disuelva y se enfrié a temperatura ambiente, complete el
balón volumétrico a 1000 mL. Almacene en botella ámbar a temperatura
ambiente.
Solución digestora de dicromato 0,10 N en un rango de 10 mg O2/L a 450 mg
O2/L, modo de preparación: Ponga a secar a 150°C durante 2 horas,
Dicromato de potasio (K2Cr2O7) con pureza superior al 99,5%. En un vaso de
1000 mL disuelva 4,913g de Dicromato de potasio anhidro, en 500 mL de
agua desionizada filtrada, adiciónele muy lentamente 167 mL de acido
sulfúrico (H2SO4)concentrado y 33,3 g de sulfato mercúrico (HgSO4) grado
reactivo, espere a que se disuelva y se enfríe a temperatura ambiente,
complete en balón volumétrico de 1000 mL. Almacene en ámbar a
temperatura ambiente.
Solucion digestora de dicromato 0,25 N tiene un intervalo de lectura de 10
mg O2/L, modo de preparacion: Seque a 150°C durante 2 horas, Dicromato
de potasio (K2Cr2O7) con pureza superior al 99,5%. En un vaso de 1000 mL
disuelva 12,2825 g del Dicromato de potasio anhidro, en 500 mL de agua
desionizada filtrada, adiciónele muy lentamente 167 mL de ácido sulfúrico
(H2SO4) concentrado y 33,3 g de Sulfato de mercurio (HgSO4) grado reactivo,
espere a que se disuelva y se enfrié a temperatura ambiente, complete el
balón volumétrico a 1000 mL. Almacene en botella ámbar a temperatura
ambiente.
Solución titulante de Sulfato ferroso amoniacal
hexahidratado
(Fe(NH4)2(SO4)2.6H2O)
FAS,
aproximadamente 0,04 N: Disuelva 15,6856 g de FAS en
agua desionizada filtrada. Adiciónele 20 mL de H2SO4
concentrado, grado reactivo lentamente, deje enfriar y
complete en balón volumétrico de 1000 mL. Valore la
solución diariamente con la solución de digestión de
K2Cr2O7.
Solución titulante de Sulfato ferroso amoniacal
hexahidratado
(Fe(NH4)2(SO4)2.6H2O)
FAS,
aproximadamente 0,1 N: Disuelva 39,2140 g de FAS en
agua desionizada filtrada. Adiciónele 20 mL de H2SO4
concentrado, grado reactivo lentamente, deje enfriar y
complete en balón volumétrico de 1000 mL. Valore la
solución diariamente con la solución de digestión de
K2Cr2O7.
Calculo de DQO
92
Concentración de cromo por espectrofotómetro de absorción atómica
Tomar 50 ml de la muetra
Adicione 5 ml de HNO3 concentrado
y 1ml de H2SO4 concentrado
Caliente la muestra preparada hasta
ebullición
Patrón de Cromo: disolver 0,1923 g CrO3 in
agua. Cuando la solución es completa,
acidúlese con 10 mL de HCl conc. y dilúyase
con 1000 mL de agua; 100 mL = 100 µg Cr.
Mantener en ebullición hasta que se
reduzca a mas o menos 20 ml
Dejar enfriar y completar
nuevamente hasta 50 ml
Mezclar 0,5 ml de H202 al 30% con
cada 50 ml antes de la aspiración
Ajuste el equipo de acuerdo con el
manual (la lámpara de cátodo hueco
para Cr y la altura del quemador
adecuada).
Ajuste el caudal de aire y la velocidad
de flujo del acetileno y encienda la
llama
Prepare la curva de calibración con
diferentes concentraciones de Cr
patrón
Analice las muestras y
enjuague el nebulizador por
aspiración de agua.
Normalización: seleccione como mínimo tres
concentraciones de la solución patrón de Cr
93
Anexo 3. Diseño de experimento para DC
Anexo 4. Diseño de experimentos a corriente DC
MUESTRA
1
2
3
4
5
6
7
8
9
10
11
12
13
I(A)
3,71
2,90
2,90
3,70
2,10
1,77
2,90
2,90
4,03
2,90
2,90
2,90
2,10
pH
5,01
6,00
6,00
7,00
5,00
6,00
6,00
7,41
6,00
4,59
6,00
6,00
7,00
Cr (mg/L)
187
163
159
37,4
725
748
163
46,7
79,5
421
178
257
210
DQO (mg/L)
390
550
480
590
1510
860
530
830
720
660
550
620
710
η (Cr)
93,87
94,65
94,80
98,77
76,17
75,39
94,65
84,68
97,40
86,17
94,16
94,57
93,09
η (DQO)
83,61
76,89
79,83
75,21
36,55
63,87
77,73
65,13
69,75
72,27
76,89
73,95
70,17
94
Anexo 5. ANOVA
Fuente
A:INTENSIDAD
B:pH
AA
AB
BB
Error total
Total (corr.)
Suma de Cuadrados
474,408
246,106
108,778
46,0037
2,55901
25,3419
900,696
R-cuadrada
97,1864
porciento
Error
absoluto
medio
1,15301
Gl
1
1
1
1
1
7
12
R-cuadrada
(ajustada
por
g.l.)
Estadístico
Durbin-Watson
Cuadrado Medio
474,408
246,106
108,778
46,0037
2,55901
3,62027
Razón-F
131,04
67,98
30,05
12,71
0,71
Valor-P
0,0000
0,0001
0,0009
0,0092
0,4283
95,1767
porciento
Error estándar del 1,9027
estadístico
2,27507
(P=0,7153)
Autocorrelación
residual de Lag 1
0,178598
Anexo 6. Cinética para la remoción de cromo
TIEMPO (s) Cr (mg/L) DQO (mg/L) η (DQO) η (Cr) P(kWh/m3)
0
2695
2380
0
0,00 0
1
1880
805,3
66,16
30,24 0,094
2
1702,1
787,1
66,93
36,84 0,19
3
1300,2
745,6
68,67
51,76 0,28
4
1111,1
730,8
69,29
58,77 0,38
5
945
724,9
69,54
64,94 0,47
10
425
662,8
72,15
84,23 0,94
15
18
456,3
80,83
99,33 1,41
20
30
456,3
80,83
98,89 1,88
25
21
416,6
82,49
99,22 2,35
DQO kWh/kg
0
0,01696508
0,0322894
0,04778742
0,06298348
0,07758264
0,14739906
0,20808643
0,25881565
0,31339415
Cr kWh/kg
0
0,01044372
0,02044906
0,02982276
0,03915178
0,04784231
0,09208586
0,13475009
0,17712957
0,22136073
95
Anexo 7. ANOVA
Fuente
A:INTENSIDAD
B:pH
AA
AB
BB
Error total
Total (corr.)
R-cuadrada
Error
absoluto
medio
Suma de Cuadrados
456,319
28,5345
238,567
441,353
167,757
404,98
1691,45
Gl
1
1
2
1
1
7
12
76,0572
R-cuadrada
porciento (ajustada
por
g.l.)
4,14201
Estadístico
Durbin-Watson
Cuadrado Medio
456,319
28,5345
238,567
441,353
167,757
57,8543
Razón-F
7,89
0,49
4,12
7,63
2,90
Valor-P
0,0262
0,5052
0,0818
0,0280
0,1324
58,9553
porciento
Error
estándar 7,6062
del est
1,98709
(P=0,4571)
Autocorrelación
residual de Lag 1
-0,132574
Anexo 8. Cinética para la remoción de DQO
TIEMPO (s) Cr (mg/L) DQO (mg/L) η (Cr) η (DQO) P(kWh/m3)
0
0
2695
2380
0
0
1
2
1907
1576
853,12
773,76
DQO kWh/kg Cr kWh/kg
0
0
29,24 64,15
0,094
0,06165077 0,11945854
41,52 67,49
0,19
0,11720955 0,16824546
0,17366919 0,21121915
3
1358
753,92
49,61 68,32
0,28
4
1235
745,63
54,17 68,67
0,38
0,23038439 0,25789954
5
1062
734,08
60,59 69,16
0,47
0,28595963 0,28822209
10
456,9
654,72
83,05 72,49
0,94
0,54561192 0,42059485
91,57 77,08
1,41
0,76973397 0,57219273
93,69 79,99
1,88
0,98887862 0,70646804
96,29 82,42
2,35
1,19862549 0,88139825
15
20
25
227,3
170
100
545,6
476,16
416,64
96
Anexo 9. Diseño de experimentos para corriente alterna pulsante (PAC)
PULSOS
(Hz)
3000
2000
2000
3000
3000
3000
3000
3000
4000
3000
3000
3000
4000
3000
4000
3000
3000
4000
2000
4000
3000
3000
3000
3000
4000
2000
3000
2000
2000
R-cuadrada
Error
absoluto
medio
ALTERNA
(mHz)
1
11
6
1
11
6
6
6
6
6
6
6
11
11
1
6
11
6
6
6
6
1
1
6
6
6
11
6
1
96,1727
porciento
0,969034
pH
6
6
7
6
5
6
7
5
5
6
6
6
6
6
6
7
6
6
5
6
5
7
5
6
7
6
7
6
6
Intensidad
(A)
3,6
2,85
2,85
2,1
2,85
2,85
2,1
3,6
2,85
2,85
2,85
2,85
2,85
2,1
2,85
3,6
3,6
2,1
2,85
3,6
2,1
2,85
2,85
2,85
2,85
2,1
2,85
3,6
2,85
R-cuadrada
(ajustada por g.l.)
Estadístico
Durbin-Watson
DQO
CROMO
1001,94
1194,27
665,22
751,79
433,69
1101,63
626,42
1127,97
1079,57
996,94
1051,55
1157,05
529,96
664,86
828,94
693,80
1089,09
954,45
1163,15
404,73
983,23
867,45
992,71
1088,77
684,13
472,14
865,42
800,01
886,78
56
184,8
5,1
30,4
530,1
131,4
4,34
477,6
413,4
62,64
113,72
129,4
125
108,1
40,1
2,54
180,8
606
410,4
77,6
51,8
9,5
193,2
127,3
2,66
95,5
2,7744
96,3
28,1
82,1393
porciento
2,52068
(P=0,9789)
REMOCION
DQO
57,9016
49,8202
72,0493
68,4120
81,7775
53,7127
73,6796
52,6061
54,6397
58,1114
55,8171
51,3844
77,7328
72,0645
65,1702
70,8487
54,2396
59,8970
51,1280
82,9945
58,6878
63,5523
58,2895
54,2530
71,2548
80,1620
63,6376
66,3860
62,7401
REMOCIO
N Cr
95,1304
83,9304
99,5565
97,3565
53,9043
88,5739
99,6226
58,4696
64,0522
94,5053
90,1113
88,7478
89,1304
90,6000
96,5130
99,7791
84,2783
47,3043
64,3130
93,2522
95,4957
99,1739
83,2000
88,9304
99,7687
91,6957
99,7587
91,6261
97,5565
Error estándar del 2,65801
est
Autocorrelación
-0,2600744
residual de Lag 1
97
Anexo 10. ANOVA
Fuente
A:PULSOS
B:ALTERNA
C:pH
D:INTENSIDAD
AA
AB
AC
AD
BB
BC
BD
CC
CD
DD
AAB
AAC
AAD
ABB
ACC
BBC
BBD
BCC
Error total
Total (corr.)
Suma de Cuadrados
83,2529
14,1147
93,9795
61,8802
16,0456
1,77436
0,0101808
96,3971
9,21623
40,6445
0,763614
17,8394
62,9357
0,235889
0,263103
14,8273
155,848
50,1116
41,5316
6,11555
18,2568
2,80549
42,39
1107,57
Gl
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
6
28
Cuadrado Medio
83,2529
14,1147
93,9795
61,8802
16,0456
1,77436
0,0101808
96,3971
9,21623
40,6445
0,763614
17,8394
62,9357
0,235889
0,263103
14,8273
155,848
50,1116
41,5316
6,11555
18,2568
2,80549
7,06499
Razón-F
11,78
2,00
13,30
8,76
2,27
0,25
0,00
13,64
1,30
5,75
0,11
2,53
8,91
0,03
0,04
2,10
22,06
7,09
5,88
0,87
2,58
0,40
Valor-P
0,0139
0,2072
0,0107
0,0253
0,1825
0,6341
0,9710
0,0102
0,2969
0,0534
0,7535
0,1632
0,0245
0,8610
0,8533
0,1976
0,0033
0,0374
0,0515
0,3881
0,1591
0,5518
98
Anexo 11. Cinética para la remoción de cromo con PAC
TIEMPO DQO (mg/L)
(min)
0
2380
1
981,539294
2
910,477542
3
890,591341
4
873,2556
5
850,985272
10
770,423978
15
669,773184
20
546,648765
25
487,415237
R-cuadrada
Error
absoluto
medio
Cr (mg/L)
2695
423,3
374,6
308,4
271,1
215,5
118,6
54
16,17
15,55
91,3974
porciento
2,39809
η (DQO)
0
58,76
61,74
62,58
63,31
64,24
67,63
71,86
77,03
79,52
R-cuadrada
(ajustada por g.l.)
Estadístico
Durbin-Watson
η (Cr)
0
84,2
9
86,1
0
88,5
6
89,9
4
92,0
0
95,6
0
98,0
0
99,4
0
99,4
2
P(kWh/m3
0
)
0,023725
0,04745
0,071175
0,0949
0,118625
0,23725
0,355875
0,4745
0,593125
78,1026
porciento
2,39591
(P=0,9366)
DQO kWh/kg
0
0,01696508
0,0322894
0,04778742
0,06298348
0,07758264
0,14739906
0,20808643
0,25881565
0,31339415
Cr kWh/kg
0
0,0104437
0,0204490
2
0,0298227
6
0,0391517
6
0,0478423
8
0,0920858
1
0,1347500
6
0,1771295
9
0,2213607
7
3
Error estándar del 4,60162
est
Autocorrelación
-0,21098
residual de Lag 1
99
Anexo 12. ANOVA
Fuente
Suma de Cuadrados Gl
Cuadrado Medio Razón-F
Valor-P
A:PULSOS
0,110286
1
0,110286
0,01
0,9438
B:ALTERNA
0,0168178
1
0,0168178
0,00
0,9780
C:pH
626,063
1
626,063
29,57
0,0002
D:INTENSIDAD
19,8586
1
19,8586
0,94
0,3536
AA
276,379
1
276,379
13,05
0,0041
AB
162,339
1
162,339
7,67
0,0183
AD
339,914
1
339,914
16,05
0,0021
BB
114,308
1
114,308
5,40
0,0403
BC
136,922
1
136,922
6,47
0,0273
BD
13,3755
1
13,3755
0,63
0,4436
CC
93,6426
1
93,6426
4,42
0,0593
DD
319,257
1
319,257
15,08
0,0026
AAD
41,5603
1
41,5603
1,96
0,1888
ABB
158,233
1
158,233
7,47
0,0195
BBC
388,211
1
388,211
18,33
0,0013
BBD
47,1552
1
47,1552
2,23
0,1637
BCC
94,0635
1
94,0635
4,44
0,0588
Error total
232,924
11
21,1749
Total (corr.)
2707,61
28
100
Anexo 13. Cinética para la remoción de DQO con PAC
TIEMPO
0
(min)
1
2
3
4
5
10
15
20
25
DQO
2380
(mg/L)
1067,1707
985,52696
2
940,07216
935,86856
917,94472
871,87968
800,67064
795,53296
768,41776
Cr
2695
(mg/L)
899,241
848
769,5
714,175
637,907
584,815
486,25
471,547
391,375
η
0
(DQO)
55,16
58,59
60,50
60,68
61,43
63,37
66,36
66,57
67,71
η
0
(Cr)
66,6
68,5
3
71,4
3
73,5
5
76,3
0
78,3
3
81,9
0
82,5
6
85,4
0
8
P(kWh/m3
0
)
0,0286
0,0572
0,0858
0,1144
0,143
0,286
0,429
0,572
0,715
DQO
0
kWh/kg
0,0180716
0,0340271
6
0,0494295
9
0,0657142
6
0,0811357
4
0,1573150
8
0,2253329
3
0,2994697
9
0,3680389
8
Cr kWh/kg
0
0,0132116
0,0256903
8
0,0369644
1
0,0479093
2
0,0576663
3
0,1124309
3
0,1611205
0,2134068
4
0,2574746
3
3