evaluacin del uso de un proceso qumico en el tratamiento de las
Anuncio
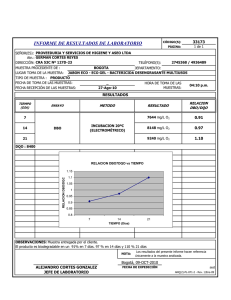
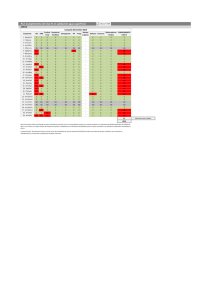
EVALUACIÓN DEL USO DE UN PROCESO QUÍMICO EN EL TRATAMIENTO DE LAS AGUAS RESIDUALES DE UNA INDUSTRIA ALIMENTARIA Montserrat RUEDA-BECERRIL, Abner Damián ALANIZ-HERNÁNDEZ, Thelma B. PAVÓN-SILVA Facultad de Química UAEMex, Paseo Tollocan Esq. Paseo Colón, Col. Residencial Colón, Toluca, México. Tel y Fax: (722) 217 38 90, [email protected] Palabras clave: coagulación, hidroxicloruro de aluminio, lodos activados RESUMEN El tratamiento de aguas residuales, es una acción que demanda mayor atención e innovación día con día. El tratamiento por lodos activados ha sido un método efectivo hasta el momento para el tratamiento de aguas, sin embargo cabe la posibilidad de que el uso de algún agente químico previo al tratamiento biológico mejore la calidad del agua del efluente en una planta de tratamiento. Se realizó el presente trabajo con el objetivo de optimizar las condiciones en que opera la planta de tratamiento de aguas (PTA) de la Fabrica de galletas La Moderna S. A. de C. V. para contribuir de esta manera con un mejor saneamiento del agua que ahí se trata. Teniendo en cuenta que en el proceso de limpieza y sanitización en el área de producción se utilizan compuestos químicos que afectan la operatividad de los reactores biológicos con los que cuenta el sistema de tratamiento de agua, se probó un método fisicoquímico previo al tratamiento biológico. Para esto, se tomaron muestras del influente de la planta tratadora de aguas, para posteriormente someterlo a pruebas a nivel laboratorio. Estas pruebas consistieron en el uso de un producto químico (hidroxicolouro de aluminio PAC) como agente floculante. Posterior a esto, se simuló el tratamiento biológico de lodos activados que se realiza en planta, haciendo uso de un reactor de flujo continuo. Se evaluó la eficiencia del proceso a través de la medición de parámetros como: DQO, DBO, COT y Grasas y Aceites. Los resultados muestran que, el uso de hidroxicoloruro de aluminio previo al tratamiento biológico, disminuye el grado de contaminación presente en el agua, haciendo que ésta alternativa de tratamiento sea una posible solución ante la gran cantidad de contaminantes que acarrea consigo el influente en esta industria alimentaria. INTRODUCCIÓN La contaminación del agua, es un tema de interés en aumento, que demanda cada vez una mayor atención; lo anterior debido a que el agua es un líquido vital. Por esto, se han tomado medidas que requieren el tratamiento de aguas contaminadas, de tal manera que la cantidad de sustancias no deseadas que contenga sea pequeña, si no nula, antes de ser reincorporadas a los mantos acuíferos. 1 Se consideran aguas residuales industriales las que se derivan de cualquier actividad industrial o comercial no relacionadas directamente con los usos sanitarios (lavabos, inodoros, duchas de aseo personal). Existe un sinnúmero de contaminantes que pueden estar presentes en las aguas residuales industriales, y en función de esto pueden emplearse procesos fisicoquímicos o biológicos para mejorar la calidad de la misma. En particular en el presente trabajo se aplicaron un proceso fisicoquímico (coagulación-floculación) con el fin de eliminar contaminantes tóxicos para posteriormente terminar el tratamiento con un proceso biológico (lodos activados). La Coagulación-Floculación son dos procesos dentro de la etapa de clarificación del agua, en los cuales las partículas se aglutinan en pequeñas masas llamadas flóculos tal que su peso específico supere a la del agua y se puedan separar por sedimentación dejando agua clarificada. A lo largo de los años, se han empleado muchas sustancias de diversa naturaleza, como agentes de precipitación. El grado de clarifiación resultante depende tanto de la cantidad de productos químicos que se añade como del nivel de control de los procesos. (Muñoz, 2002). Por otro lado tenemos a los tratamientos biológicos de aguas residuales. Éstos tienen como base el proceso en el que una población mixta de microorganismos utiliza como nutrientes sustancias que contaminan el agua. Este es el mecanismo por el cual las corrientes de aguas naturales, como los lagos y los ríos, se autopurifican. Las aguas residuales que contienen solutos contaminantes se ponen en contacto con una densa población de microorganismos apropiados, durante un periodo de tiempo adecuado para que los microorganismos descompongan o eliminen los solutos contaminantes. En los procesos naturales, los solutos se eliminan principalmente por dos mecanismos: por la oxidación de los contaminantes debida al metabolismo microbiano, y por la conversión en materias microbianas celulares. Los procesos intensificados en gran escala poseen un mecanismo adicional de remoción, por medio del cual los contaminantes se adsorben y aglomeran con las densas masas microbianas. A estas aglomeraciones (lodos), se les da un tratamiento secundario y se pueden utilizar, por ejemplo, en el mejoramiento de suelos. Esto permite remover estas materias, las que no se verían afectadas por los otros dos mecanismos. El grado con el que cada uno de estos procesos contribuye al efecto total de purificación dependerá del sistema de tratamiento que se use, de su manera de operación y de las materias presentes en el agua residual en tratamiento. (Muñoz, 2002) De acuerdo con el metabolismo de los microorganismos responsables de degradar la materia orgánica disuelta en el agua residual muchos autores han dividido los procesos de tratamiento en dos clases fundamentalmente: 2 Aerobios: son aquellos en donde los microorganismos requieren del oxígeno molecular el cual emplean para trasformar la materia orgánica en biomasa. Anaerobios: son aquellos en donde los microorganismos en ausencia de oxígeno molecular descomponen la materia orgánica en compuestos simples como metano y dióxido de carbono, liberando energía. El método que se utilizó en este trabajo fue el de lodos activados (método aerobio). Los procesos de lodos activados se utilizan tanto para tratamiento secundario como tratamiento completo de aguas residuales. En estos procesos los desechos líquidos son alimentados continuamente a un tanque aireado, donde los microorganismos metabolizan y biológicamente floculan los compuestos orgánicos. Los microorganismos (lodos activados) son sedimentados bajo condiciones estáticas en el sedimentador secundario y retornados al tanque de aireación. El sobrenadante clarificado del sedimentador secundario es el efluente del sistema. Al contenido del tanque de aireación se le denomina licor mezclado y contiene primordialmente microorganismos en suspensión, parte de los cuales son desechados del sistema parcialmente estabilizados y después de periodos variables sujetos a respiración endógena. El tiempo que la masa biológica debe de permanecer en el sistema (tiempo de retención celular) depende de varios factores como el nivel de eficiencia deseado, la estabilización requerida de la materia orgánica. En el caso de la planta tratadora de aguas de la galletera La Moderna S,A, de C.V., el tratamiento actual consta de un sistema acoplado anaerobio aerobio. Sin embargo la carga y toxicidad de los contaminantes ha aumentado debido a generación de nuevas líneas de producción y uso de productos químicos para limpieza y sanitización, razón por la cual el proceso biológico no ha mostrado la eficiencia requerida, por lo que se propuso realizar pruebas a nivel laboratorio para evaluar la posibilidad de sustituir la primera etapa del proceso con un tratamiento químico. MATERIALES Y MÉTODOS Se tomaron muestras del influente de agua residual de la planta tratadora de aguas de la fábrica galletera La Moderna S. A. de C. V. de la ciudad de Toluca, México. De esta misma planta fueron extraídos lodos activados para su posterior uso en el experimento piloto. En el laboratorio, el agua del influente se sometió a un tratamiento químico adicionando hidroxicloruro de aluminio (PAC) seleccionado previamente (Torres 2005) en dosis de 2 mg/L. Las condiciones de gradiente de velocidad y tiempos en la prueba de jarras fueron: agitación rápida 150 rpm por 1 minuto, seguido de una agitación lenta 40 rmp durante 4 minutos y 0 rpm por un tiempo de 10 minutos, para posteriormente separar el sobrenadante por decantación y colocarlo en el reactor de flujo continuo para seguir con el proceso biológico de lodos activados. 3 Para llevar a cabo la simulación se hizo uso de un reactor de flujo continuo, modelo a escala laboratorio hecho de vidrio con capacidad para 30 L. La recirculación del agua se efectúo con bombas peristálticas de tal manera que el tiempo de retención fuera de 8 h para simular las condiciones de operación de planta, la recirculación fue del 0.25 Q y la aeración se realizó por medio de tres compresores para acuarios Elite 801. En la figura 1 se muestra un diagrama del reactor utilizado. (Ramalho, 1996) Figura 1 reactor piloto utilizado para las pruebas en laboratorio Se monitoreo el pH con el fin asegurar que no se diera un proceso de fermentación, lo que llevaría el sistema a pH ácido. Se realizaron las determinaciones de sólidos, pH, color, sulfatos, DQO, DBO coliformes fecales y huevos del helminto para evaluar la calidad del agua influente, tratada con el PAC y tratada con PAC más biológico. (APHA, AWWA, WPCF, 1989) Las determinaciones de Carbón Orgánico Total (COT) se realizaron con el equipo Apollo 9000 de Tekmar, y para las determinaciones de DQO, se utilizó el espectrofotómetro DR4000 de Hach. RESULTADOS Y DISCUSIÓN En la tabla 1, se muestran los resultados de una de las pruebas en laboratorio, en la cual se presentan algunos parámetros para agua cruda (influente), agua tratada con PAC y agua tratada con PAC más el proceso biológico; se espera que el agua tratada sea descargada a drenaje, sin embargo buscando el re uso de la misma, los parámetros establecidos en la tabla aun se encuentran por arriba de los 4 límites que marca la NOM-003 de re uso de agua, ya que la DBO debería estar por debajo de 30 mg/L. El parámetro de mayor importancia cuando la norma a cubrir sea la NOM-002 de descarga a drenaje es el parámetro de grasas y aceites, el cual debe de encontrarse en 50 mg/L como promedio mensual. En cuanto a coliformes fecales es importante mencionar que el agua debe de ser desinfectada y para esta determinación se omitió la etapa de desinfección, por lo que se espera que este parámetro sea menor. En cuanto a metales, al no encontrarse en ninguna etapa del proceso de elaboración de galleta, se consideraría que no están presentes; estudios previos muestran que estos elementos se encuentran por debajo de los límites permisibles (Reporte realizado por Facultad de Química a petición de la empresa). Tabla 1. Resultados de algunos parámetros para evaluar el comportamiento del tratamiento Parámetro Color (Pt-Co) Turbiedad (UNT) pH 15.5 ºC Sólidos Totales Sólidos Suspendidos Sólidos Sedimentables DBO5 DQO Sulfatos Coliformes Totales Huevos helmintos Agua cruda 30 1153 4.5 3840 2905 40 3415 7489 84.37 11000 negativo PAC PAC+Biológico 40 12.3 6.56 400 22 0.2 258 935 1.56 1100 negativo 60 22.4 8.2 768 34 0.1 54.3 821.3 37.81 11000 negativo En la tabla 2 se muestran los resultados de las pruebas en laboratorio, en las cuales los parámetros evaluados para el control del proceso fueron grasas y aceites y DBO y COT. Tabla 2. Evaluación del tratamiento químico y biológico 09/02/2006 Prueba 1 Parámetro Grasas y aceites (mg/L) DBO (mg/L) COT (mg/L) 20/02/2006 Prueba 2 Parámetro Grasas y aceites (mg/L) DBO (mg/L) COT (mg/L) Influente 1795.29 4289 594 PAC 545.89 599 422.01 Biológico 14.2 125 143.14 Influente 347 2667 295.98 PAC Biológico <5 908 72.22 32.26 1300 177.7 Es importante mencionar que se incluyo el parámetro grasas y aceites debido a que dentro de la empresa se han establecido dos nuevas líneas de producción que 5 utilizan grasa líquida incrementando este parámetro en la descarga, lo cual se4 refleja en el reactor biológico, ya que al ser una grasa que solidifica a temperaturas bajas entra a la PTA y se refleja en el reactor de lodos activados lo cual repercute en la eficiencia del mismo. En la prueba 1 de la tabla 2, se observa que la DBO baja hasta 125 mg/L y grasas y aceites se encuentra en 14.2 mg/L, sin embargo en la prueba 2 la DBO se encuentra muy por arriba de lo esperado aunque el parámetro de grasas y aceites la remoción es prácticamente completa con < a 5 mg/L. El valor de 1300 mg/L en DBO fue reportado con presencia de toxicidad, por lo que es probable que esta muestra contenga presencia de sanitizantes, esto se explica a que los días lunes se realiza la sanitización en planta antes de comenzar la producción, por lo que la muestra tomada podría contener compuestos tóxicos para los microorganismos. Esto nos permite mejorar las condiciones de control y operación de la PTA con especial atención los días que se realice la limpieza y por supuesto tomar las precauciones necesarias al momento de escalar el proceso. En la gráfica 1, se muestran las eficiencias de remoción para grasas y aceites, DBO y COT En ambos casos la eficiencia de remoción de DBO y COT son similares y para DBO esta entre 60 y 95%. Eficiencia de remoción (%) 120.0 Prueba 1 Prueba 2 100.0 80.0 60.0 40.0 20.0 0.0 GyA DBO COT Gráfica 1. Eficiencias de remoción de grasas y aceites, DBO y COT en los diferentes procesos estudiados. En la tabla 3 se muestran los resultado de una prueba en planta con duración de 4 semanas pero exclusivamente para la evaluación del PAC, falta realizar en este caso el proceso biológico en las condiciones reales de nutrientes una vez aplicado el PAC como primer tratamiento. 6 Tabla 3. Resultados de prueba en planta sin considerar el tratamiento biológico Agua residual influente Primera semana Segunda semana Tercera semana Cuarta semana GyA N.D. Agua residual tratada con PAC DQO DBO GyA 935 258 N.D. DQO 7489 DBO 3415 26602 6520 7946.2 3990 3750 3465 2670 2117.6 1283 4674 2163 327.12 2804 E (%) DQO 87.52 DBO 92.45 GyA N.D. 16.22 85 42.48 99.8 835 26.16 62.97 68.73 98.76 758 16.77 40.01 64.96 94.87 Se observan eficiencias de remoción entre el 40 y el 87 % para QDO, 42 y 92 % para DBO y superiores al 94 % para grasas y aceites, observando también relaciones de QBO/DQO de 0.27, 0.65 y 0.93, lo que indicaría una relación adecuada para dar continuidad con el proceso biológico como tratamiento siguiente para tratar de dar cumplimiento a la normatividad de agua de descarga. Es necesario un mayor control en la aplicación del producto químico, ya que las condiciones del influente a la PTA varían con el tiempo, por lo que la dosis a aplicar se vario entre 0.5 y 2 mg/L, sin embargo por momentos el agua presento alta viscosidad misma que se genera si la concentración del hidroxicloruro de aluminio es mayor a la necesaria. En la figura 2 se muestra una fotografía del reactor de flujo contínuo que fue utilizado para la prueba a nivel laboratorio. Figura 2. Reactor piloto para la prueba en laboratorio 7 De acuerdo a estos resultados se propone el uso del producto químico (hidroxicloruro de aluminio) para después continuar con el tratamiento biológico, recomendando un seguimiento detallado en el control de operación para escalar el proceso a planta. CONCLUSIONES Es factible la aplicación de PAC como tratamiento fisicoquímico en el influente, con el fin de eliminar grasas y aceites así como la carga de contaminantes. Es necesario analizar el comportamiento del reactor biológico después de tratar el agua con PAC, así como dar un seguimiento detallado al control de operación al realizar el escalamiento de la prueba. AGRADECIMIENTOS Se agradece el apoyo de los Fondos Sectoriales CONACYT SEMARNAT por el apoyo recibido a través del proyecto C01-0502. REFERENCIAS Muñoz R., G (2002). Optimización de una planta de tratamiento de aguas residuales por procesos de lodos activados de sistema acoplado. Tesis para obtener el título de Ingeniero Químico. Ramalho R. S: (1996) Cap. 5 Tratamientos secundarios: El Proceso de lodos activos. Tratamiento de aguas residuales industriales Editorial Reverté. España. pp. 299-301. APHA, AWWA, WPCF. Standard Methods for the Examination of Water and Wastewater, 17th ed.; Clesceri, L. S., Greenberg, A. E., Eaton, A. D., Franson, M. A. H., Eds.; American Public Health Association: Washington, DC, 1989 Torres B. T. (2005). Comparación de procesos fisicoquímicos para la eliminación de COT en agua residual industrial. http://www.ayto-zaragoza.es/azar/ayto/medioam/aguas.htm#res 8
 0
0
Anuncio
Documentos relacionados


Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados