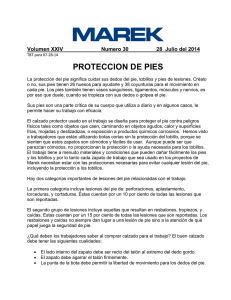
manual de montado de calzado
Anuncio

MANUAL PARA EL PARTICIPANTE MONTADO DE CALZADO ARTESANAL el Centro Social Vega Baja Proyecto: “Desarrollo Curricular y Certificación Ocupacional por Competencias Laborales en Programas de Capacitación Apropiados para las MYPE” PRAMECLIN Programa de Apoyo a la Mejora del Clima de Negocios e Inversiones en Nicaragua Agosto, 2011 INSTITUTO NACIONAL TECNOLÓGICO Sra. Loida García Obando Directora Ejecutiva Sr. Jairo Espinoza Ruíz Sub Director Ejecutivo Sra. Daysi Rivas Mercado Directora General de Formación Profesional COORDINACIÓN TÉCNICA Sra. Nelly Pedroza Carballo Responsable Departamento de Currículum Organismo financiante “Programa de Apoyo a la Mejora del Clima de Negocios e Inversiones en Nicaragua” (PRAMECLIN-MIFIC)” PRESENTACIÓN El Instituto Nacional Tecnológico (INATEC), como organismo rector de la Formación Profesional en Nicaragua ha establecido un conjunto de políticas y estrategias en el marco de la implementación del Plan Nacional de Desarrollo Humano, para contribuir con el desarrollo económico que nos permita avanzar en la eliminación de la pobreza en Nicaragua. El Gobierno de Reconciliación y Unidad Nacional a través de INATEC a lo largo de 4 años ha formado y entregado miles de nuevos técnicos a la economía nacional, brindándoles mayores oportunidades de empleo y mejores condiciones de vida a las familias nicaragüenses, mediante una oferta de Formación Profesional más amplia que dignifique los oficios, formando con calidad a jóvenes, mujeres y adultos, contribuyendo así, a la generación de riqueza para el bienestar social con justicia y equidad. Nos proponemos profundizar la ruta de restitución de derechos para continuar cambiando hacia un modelo que brinde más acceso, calidad y pertinencia al proceso de Formación Profesional de las/los nicaragüenses sustentada en valores cristianos, ideales socialistas y prácticas cada vez más solidarias. Este esfuerzo debe convocarnos a todos, empresarios, productores del campo y la ciudad, a los subsistemas educativos, a la cooperación nacional e internacional disponiendo recursos y energías de manera integral y solidaria, para el presente y el futuro; a trabajar en unidad para la formación de profesionales técnicos con competencias en las especialidades; agropecuaria, agroindustrial, industrial, construcción, turismo e idiomas; dotar de recursos humanos competentes a la micro, pequeña y mediana empresa y acompañar a las mujeres en iniciativas productivas en todos los campos. La elaboración de este manual ha sido posible gracias al apoyo económico del “Programa de Apoyo a la Mejora del Clima de Negocios e Inversiones en Nicaragua PRAMECLIN-MIFIC-INATEC”, este manual es resultado del trabajo de un especialista contratado para la elaboración de 4 manuales en la rama de cuero y calzado artesanal, el mismo servirá de instrumento metodológico en el desarrollo de las habilidades y competencias técnicas necesarias con la esperanza de construir un futuro cada vez mejor. INDICE Página Unidad de competencia……………………………………………………….. 1 Elemento de competencia……………………………………………………. 1 Objetivo general……………………………………………………………….. 1 Recomendaciones generales………………………………………………… 1 Unidad I: Preparado de avío…………………………………………………. 2 Objetivos de la unidad………………………………………………………… 2 1. Concepto de avíos………………………………………………………… 2 2. Importancia de la preparación de los avíos……………………………. 2 3. Función de los avíos……………………………………………………… 2 4. Técnica del rayado de los avíos…………………………………………. 2 4.1 Plantillas de armar………………………………………………………… 2 4.2 Puntera (cuba o puntadura)……………………………………………… 4 4.3 Contrafuertes (taloneras)…………………………………………………. 10 4.4 Coletas (retacón)………………………………………………………….. 10 4.5 Cortado de plantillas de armar…………………………………………… 10 4.6 Cortado de retacón (coleta)……………………………………………… 11 4.7 Cortado de puntera (cuba o puntadura)………………………………… 12 4.8 Cortado de talonera (contrafuerte)……………………………………… 12 4.9 Tejidos con celuloide impregnado (CELASTIC)………………………. 13 5. Clases de desbastes……………………………………………………… 13 5.1 Desbastados de avíos……………………………………………………. 14 5.2 Desbastado de puntaduras,……………………………………………… 14 5.3 Desbaste de taloneras……………………………………………………. 14 5.4 Desbaste de coletas o retacón…………………………………………… 14 5.5 Armado de plantillas………………………………………………………. 14 5.6 Clavar y moldear la plantilla a la horma…………………………………. 16 6. Técnica y procedimiento para el embrochado…………………………… 18 6.1 Importancia de envejecer o conformar el corte después de ser embrochado19 6.2 Los principales sistemas de montado en uso…………………………… 21 Ejercicios de Autoevaluación………………………………………………… 23 Unidad II: Embrochado del aparado (corte) en la horma…………………. 24 Objetivos de la unidad………………………………………………………… 24 1. Concepto de embrochado………………………………………………... 24 2. Función……………………………………………………………………… 24 3. Técnicas de embrochado………………………………………………… 24 3.1 Preparado para el corte………………………………………………….. 24 3.2 Centrado del corte a la horma…………………………………………… 25 3.3 Montado del corte………………………………………………………… 26 3.4 Embrochado de punta……………………………………………………. 26 3.5 Embrochado de laterales………………………………………………… 27 3.6 Embrochado de talones…………………………………………………. 28 3.7 Clases de embrochado…………………………………………………… 29 3.8 Cardado o lijado del zapato embrochado………………………………. 30 4. Técnica de pegado de las suelas…………………………………………. 4.1 Cementado de zapato…………………………………………………… 4.2 Cementado de suela……………………………………………………… 4.3 Reactivado de suela y zapato…………………………………………….. 4.4 Pegado de suela a mano………………………………………………… 4.5 Pegado de suela con prensa……………………………………………. Ejercicios de Autoevaluación………………………………………………… Unidad III: Acabado del calzado…………………………………………….. Objetivos de la unidad………………………………………………………… 1. Concepto de acabado……………………………………………............ 2. Importancia…………………………………………………………………. 3. Pulido………………………………………………………………………. 3.1 Finizaje-terminado………………………………………………………… 3.2 Empacado del zapato (revisar, limpiar y marcar)……………………… 3.3 Emplantillar: pegar plantilla de vista…………………………………….. 3.4 Empacado final……………………………………………………………. Ejercicio de Autoevaluación………………………………………………….. Glosario…………………………………………………………………………. Bibliografía……………………………………………………………………… 32 33 34 36 37 39 41 42 42 42 42 42 42 44 44 44 47 48 50 Unidad de competencia Montar el aparado (corte) en la horma, de acuerdo al modelo diseño y medidas establecidas en el patrón, aplicando normas de higiene seguridad ocupacional y normas de conservación del medio ambiente. Elementos de competencia Preparar los avíos para el embroche del aparado en la horma, aplicando las técnicas, procedimientos y normas establecidas. Embrochar el aparado (corte) del calzado, aplicando las técnicas, procedimientos y normas establecidas. Realizar el acabado del calzado, cuidando las normas de calidad y estética. Objetivo General Montar el aparado o corte en la horma, de acuerdo al modelo diseño y medidas establecidas en el patrón aplicando las normas de seguridad e higiene ocupacional y de conservación del medio ambiente. Recomendaciones generales Para iniciar el estudio del manual, es importante estar claro, que siempre tu dedicación y esfuerzo, permitirán adquirir los conocimientos tecnológicos para ponerlos en práctica en ejercicios de taller. El propósito del manual es una guía de estudio, en donde se facilitan: conceptos, denominaciones de las partes de un componente o equipos, principios de funcionamiento, y procesos de trabajo, permitiendo alcanzar el dominio del elemento de competencia al que corresponde el módulo formativo. Al comenzar el estudio de la unidad, debes de leer los objetivos de unidad a su inicio, te facilitarán una mejor visión de los logros propuestos. Amplíes tus conocimientos consultando bibliografía indicada u otros textos que estén a tu alcance. A medida que avance en el estudio de los temas, recopile inquietudes o dudas sobre los contenidos desarrollados, solicitar aclaraciones durante las sesiones de clase. La información brindada en el manual es la base para la ejecución de los ejercicios prácticos del taller. Resuelva responsablemente los ejercicios de autoevaluación y verifique sus respuestas con sus compañeros e instructor. 1 Unidad I: Preparado de Avío Interpretar de manera objetiva el concepto de avío su importancia y función, utilizando como medio de aprendizaje los objetos reales. Analizar las fases técnicas para preparado del avío, utilizando como medio de aprendizaje los objetos reales. Realizar preparado del avío practicando el aprendizaje de convivencia y utilizando como medios los objetos reales. 1) Concepto de Avíos En el contexto Avíos son todos los elementos necesarios para la confección de calzado. 2) Importancia de la preparación de los avíos Los materiales que integran un calzado se identifican a partir del diseño o de la diferenciación de los mismos por su calidad y de las prestaciones de uso requeridas por moda u otros objetivos. La previa preparación y selección de los avíos, de acuerdo al proceso de fabricación propuesto, facilita y garantiza la trazabilidad del mismo. 3) Función de los avíos Los avíos cumplen muchas de las funciones que son inherentes al uso del calzado mismo. Proteger la punta de los dedos, el talón, la región plantar de los pies, etc., Los forros interiores ayudan en la transpiración del pie, el cerquillo el cual es decorativo en la parte superior de la suela sirve además para asegurar con costura afuera al calzado como en el caso del stick-out. Para la confección de calzado cementado o pegado, se ha generalizado el uso de suelas pre-moldeadas y el uso de materiales sintéticos para plantillas, retacón, cubos y taloneras, lo que le permite bajar los costos y obtener un mayor volumen de producción. 4) Técnica de rayado de los avíos 4.1) Plantillas de armar a. Cubra con masking-tape toda la zona plantar de la horma, si la horma tiene la plantilla de hierro corrida, pase una lija por todo el filo o pase la cuchilla 2 por todo el contorno de la planta y elimine los pedazos restantes del masking-tape para que quede solo la plantilla del plantar de la horma. Marque con un lápiz la mitad de la punta y la mitad del talón. Si la horma no tiene plantilla de hierro corrida marque los bordes con un lápiz y recorte. b. Saque la plantilla de masking-tape y péguela por el centro de una cartulina previamente rayada haciendo que la marca en la punta y el talón coincida con la raya en la cartulina y extienda por los lados procurando que no queden arrugas. c. Recorte la cartulina por la línea del masking-tape y haga los mismos pasos con los siguientes números. 3 d. Raye el patrón obtenido sobre un cartón duro o neolite de bajo calibre y córtelo fiel al patrón base, guarde el patrón original y el nuevo obtenido será su plantilla de cortado. e. Identifique los patrones obtenidos con el número, serie y modelo de la horma para que estos no se confundan con los de otras hormas. 4.2) Puntera (Cuba o Puntadura) Medidas para obtener el patrón de la puntera 1. Con una cinta métrica o centímetro medir el tamaño de la zona plantar, en el presente ejemplo se utiliza una horma de talla 39 y el largo de la zona plantar es de 27 cm. 4 2. Calcule 1/7 (un séptimo) de la medida de la zona plantar, dividiendo su tamaño entre 7, Ejemplo 27÷7 =3.86 (esto representa un séptimo) y se multiplica por 1.5, lo que equivale a 5.79 cm y corresponde a las 1.5/7 partes de la medida plantar. Localice y marque este punto al centro de la zona plantar. 3. El 1.5 (Uno y medio) de la 7ma. parte del largo de la horma se aplica a todo tipo de hormas, ya sean estas de niños, mujeres y hombres. Ejemplo: Una horma de niño que mide de largo 21 centímetros, se divide entre 7 dando como resultado 3, multiplicamos este número por 1.5 y nos da 4.5 centímetros, este sería el largo de la puntera para esta talla. 4. Utilizando este punto como guía realice una línea hacia los laterales de la zona plantar y marque. 5. Gira la horma 180º y realice este procedimiento en la cara del empeine 5 6. Partiendo de esta última línea coloque un masking tape por el centro de la horma hasta llegar a la zona plantar y corte 7. Coloque Masking tape transversalmente cubriendo la punta de la horma hasta llegar a la línea guía y corte 8. De nuevo coloque Masking tape transversalmente y atendiendo a la línea guía. 6 9. Se debe de forrar toda la punta con masking tape colocando la cinta de manera que cubra la mitad de la anterior, tal como se observa en la siguiente figura. 10. Una vez terminada la punta se coloca una línea de masking tape bordeando toda punta para fijar las líneas anteriores, a fin de que esta facilite la salida del patrón al despegarlo. 11. Recorte los excesos de masking tape y ajuste al borde de la región plantar de horma 12. Desprenda con cuidado el patrón de la puntera la horma. 7 13. Realice cortes en la zona de la punta del patrón para abrirlo y colóquelo sobre una cartulina 14. Recorte la cartulina usando como guía el patrón de masking tape obtenido 8 16. Si desea obtener una plantilla asimétrica, es decir un patrón que se pueda utilizar indiferentemente para pie izquierdo o derecho, marque el centro de la plantilla, puede utilizar una regla. Una vez marcado el centro proceda a doblarla por la mitad. 17. Notará que hay una diferencia entre los dos lados de la plantilla de puntadura. Pase una línea que divida las diferencias entre ambos lados y corte sobre la línea. 18. Enseguida doble una cartulina por la mitad y manteniendo la plantilla de puntadura doblada dibuje su contorno y recorte. 19. Al final obtendrá su plantilla de puntadura asimétrica (para pie derecho o Izquierdo indiferentemente) 20. Pase esta plantilla a cartón duro o neolite para que sea su patrón de cortado, recuerde identificarla. 9 21. Guarde la plantilla original y proceda a sacar también las plantillas y patrones de los siguientes números de hormas. 22. En algunos casos se puede considerar la utilización de una plantilla de puntera para dos tallas. 23. Si considera que la medida es muy corta Ud. Puede darle de 0.5 a 1 centímetro más de largo a la medida dada. 4.3) Contrafuerte (taloneras) 1. Mida en el aparado (corte), el largo y el alto de la talonera, según el número y recórtela en la medida. 2. También el diseñador puede sacar del molde del trasero o talón, la plantilla de la talonera fácilmente 3. Lo mismo que en el cubo, se puede hacer un patrón para dos números. 4.4) Coletas (retacón) 1. Coloque El patrón de la plantilla de armar sobre una cartulina y raye su contorno. 2. Con un punzón marque el largo de la coleta, 2/3 del largo de la plantilla de armar partiendo del talón, recuerde que en este largo se debe incluir el enfranque. 4.5) Cortado de plantillas de armar 1. Tome el molde de la plantilla para el número y el estilo de calzado que va a montar. 2. Coloque el molde de la plantilla sobre la plancha de Bontex, texón, cartón duro, etc. Y marque con un lápiz su contorno o corte directamente siguiendo la línea del patrón. 3. De vuelta al molde para hermanar, procurando que quede rozando a unos 2mms. Con el trazo anterior para evitar desperdicios. 4. Al recortar la plantilla se debe pasar la cuchilla de punta y recta. Recuerde que en este sistema la plantilla se coloca directamente a la horma sin desviarse. 5. Respete la dirección de la fibra que tiene la lámina de recuperado para evitar arrugas al moldearse a la horma o que con el pegamento se suelte la fibra. 10 6. Asegúrese que las láminas de recuperado tengan los mm. de grosor adecuado para el calzado que va a montar. 4.6) Cortado de retacón (coleta) 1. Tome El molde del retacón, para el número y estilo de calzado que va a montar. 2. Coloque el molde sobre la lámina del recuperado o plantina, y marque con un lápiz su contorno o corte directamente siguiendo la línea del patrón. 3. Dé vuelta al molde para hermanar, procurando que quede rozando a unos 2mms. con el trazo anterior. Para el zapato liviano, no es necesario ocupar el retacón siempre que usted use los hierros de grosor adecuados para el calzado que está montando. Para el calzado tubular que no lleva plantilla corrida y solamente se embrocha la coleta, procure usar un bontex de dos hierros o más. 4.7) Cortado de punteras (cubo o puntaduras) 1. Asegúrese que el patrón del modelo corresponde al número de talla del calzado que va a montar. 2. Coloque el patrón de la puntera en la tela impregnada y pase la cuchilla por el contorno del patrón. 3. Siga los pasos descritos en el punto anterior. 11 4.8 Cortado de talonera (contrafuerte) 1. Coloque el patrón de la talonera en la tela impregnada (celastic o royal) y pase la cuchilla por el contorno del patrón hasta cortar la pieza. 2. Ponga nuevamente el molde y corte, procurando que quede rozando a 2 mm. con el trazo anterior para evitar desperdicios. La puntera en el zapato cumple la función de envolver la forma de la punta de la horma y hacerla resistente. Elegir la materia prima adecuada, para este fin es muy importante, se debe tener en cuenta lo mismo para la talonera. Las primeras puntaduras que fueron utilizadas eran de cuero natural (vaqueta), al entrar el calzado en nuevos procesos de producción, fue necesario buscar nuevos materiales, de menos costos, livianos y que cumplieran con la función de proteger la punta del pie y que agilizará la producción. La primera solución la trajo la invención de la tela con celuloide, con la cual se hizo la llamada puntera de celuloide, las cuales de acuerdo para los fines de uso se pegaban a la tela con una o dos capas delgadas de este material. A las ventajas de este sistema de punteras, se enfrentaban ciertas desventajas que consistían en que tenían una pequeña capacidad de absorción de agua y que eran impermeables al vapor y el aire, por lo cual la transpiración del pie no podía escapar por la punta del zapato, lo que repercutía en la descomposición del forro de la plantilla y de los alrededores de la unión con la suela, agregado a esto que los solventes utilizados para su adhesión, disolvían y ablandaban la terminación del cuero. 4.9) Tejidos con celuloide impregnado (CELASTIC) En esta materia prima elaborada para puntera y talonera de inmersión, la masa celuloide no es extendida sobre la materia portadora, sino impregnada en las fibras del tejido. Debido a esto se obtiene un material más suave y más poroso, lo que le hace poseer una permeabilidad al aire más que suficiente y una segura capacidad de absorción de la humedad del pie. Existen otros materiales como: FIELTRO CON CELULOIDE : Las punteras de fieltro con celuloide, están formadas por pelos sueltos o fibras de lana entretejidos entre sí, lográndose un material fuerte en sí, pero extensible hacia todos lados. Con la impregnación no disminuye la permeabilidad al aire. 12 TEMOPLASTICOS : Los de tipo termoplásticos, son de un material rígido que vienen en plancha se cortan y luego durante la fabricación a través de calefacción se realiza un proceso físico que las endurece, al llegar a este estado no vuelve a ablandarse por calor u otras influencias. En fin en punteras y taloneras hay un sinnúmero de clases como: tejidos textil con resinas sintéticas y caucho. Líquidos que son una disolución de celuloide o tipos especiales de resinas, este se convierte en una solución que se aplica sobre la parte de la carnaza del cuero y otros. PUNTERAS DE ACERO Los numerosos accidentes en las fábricas, minas y construcciones con graves heridas en los pie, llevó hace muchos años a la utilización obligatoria de punteras de acero en calzado de seguridad. Una puntera con grosor de 1.5 mm. De acero forjado tiene una resistencia a la presión de 2000 a 3000 Kg., (en comparación el material sintético resiste alrededor de 100 a 150kg.). El peso de una puntera de acero es de aproximadamente 60grs. 5. Clases de desbastes En la elaboración del calzado, hay varios tipos de desbaste que difieren en las piezas a las que se aplica, según el lugar que ocupa en el zapato. En el alistado existen varios tipos de desbaste que son: Desbaste de punta y vuelta (volteado) Desbaste de dobladillado Desbaste de empalme de piezas Rebajado de piezas. En el ensuelado (montado), existen las siguientes: El desbaste que se hace a la puntadura para embrocharlo. El desbaste que se hace al contrafuerte (talonera) El desbaste al retacón. 13 5.1) Desbastados de avíos Consiste en dejar en cada parte un grueso específico. 5.2) Desbastado de puntaduras Revise el filo de la cuchilla, coloque la puntadura sobre el desbastador (base) y sujételo con la otra mano, desbaste la puntadura a una anchura de 1.5 cm. en todo su contorno procure que la orilla quede totalmente debastada. 5.3) Desbaste de taloneras El desbastado de la talonera se hace similar al de la puntadura, procurando que la parte baja del talón quede más grueso que el de las otras orillas. 5.4) Desbaste de coletas o retacón Efectúe un desbaste de 2 cm. De ancho en la zona de adelante hasta terminar en nada. 5.5) ARMADO DE PLANTILLAS Cuando la plantilla lleva retacón efectúe los siguientes pasos: 14 1. Con una brocha aplique una película uniforme de pegamento al retacón en la cara sin marca. 2. Proceda a aplicar pegamento a la parte que lleva la marca industrial de la plantilla. 3. Deje secar el pegamento y una el retacón a la plantilla y golpéelos para asegurarse de buena adhesión. 4. Se puede usar el retacón por debajo de la plantilla o encima de esta, según el zapato a fabricar. 5. Si el estilo de suela requiere el uso de cambrellón, este debe ir en medio de la plantilla y el retacón. 6. El cambrellón debe tener la misma curvatura de la planta de la horma. El cortado de plantilla se efectúa de diferentes maneras, pero para el zapato que nos ocupa están las siguientes: 15 - Forma industrial, donde se corta a través de un troquel y la máquina troqueladora, en este caso cada número de horma tiene su propio troquel. Este proceso se efectúa colocando el sintético sobre la mesa, colocando luego el troquel correspondiente y descargando el golpe sobre la cuchilla troquel. - Forma semi-industrial, se tiene un patrón por cada modelo y número de horma, se raya sobre el material y se corta por la raya, o se corta directamente con la punta de la cuchilla, siguiendo la línea del patrón. 5.6) Clavar y moldear la plantilla a la horma 1. Verifique que la plantilla corresponde al número de horma y pase una brocha con agua por la plantilla para que se amolde a la horma. 2. Verifique la posición del agujero de la punta de la horma y coloque el clavo donde ha señalado el agujero y clave. 3. Verifique la posición del agujero de la parte media y clave la plantilla. 16 4. Asegúrese del tercer agujero y ponga el último clavo y golpeé con el martillo el contorno de la plantilla contra el herraje de la horma, para que esta se amolde con la curvatura de la horma. El moldeado de plantillas ayuda a ser el calzado más anatómico y además ayuda al operador que va a hacer el armado. Por moldeado entendemos darle a la plantilla la forma de la planta de la horma. Para este tipo de construcción las suelas deberán tener la forma correcta de las hormas sobre las cuales van a ser armadas. Para hormas quebradas las plantillas de armar deben ser previamente moldeadas con calor. En algunos lugares se acostumbra abrir el corte tubular para ponerle plantilla corrida, para que este con el uso no se abra entre el corte y la suela. 17 Otros modelos livianos se arman con plantilla corridas que no llevan coletas. 6) Técnica y procedimiento para el embrochado ¿Qué significa montar? jalar hasta ajustar sobre la horma, un material plano el cual ha sido patronado o modelado sobre la horma en la cual se montará y que después de una serie de procesos toma la forma de corte o de una bolsa preformada (zapato tipo guante) para hacer un zapato. Esto implica jalar y ajustar el corte sobre la horma. Hay muchos métodos de montado; de los cuales se revisarán los principales, desde los sistemas de muy alta mecanización hasta los hechos a mano y lógicamente revisaremos sus ventajas y desventajas. Cada tipo de proceso tiene sus propias características y recomendaciones. Pero lo más importante es lograr que cada corte plano o en forma de guante quede lo más ajustado posible a la horma. El estiramiento excesivo debe de evitarse y el corte debe tomar la forma de un zapato sin deformaciones cuando la horma sea removida. Las figuras muestran la dirección y orden de los jalones que se deben efectuar para montar a mano un corte sobre la horma. Fig.1 Dirección y orden de los jalones en el embrochado Fig. 2 18 El primer jalón es hacia adelante, ya sea a mano o a máquina, el propósito es acercar lo más posible la zona del contrafuerte a la horma, ajustando perfectamente la punta del corte fijándola en la planta. Esto puede lograrse pre moldeando el corte a máquina, esta operación ayuda al corte a conformarse mejor a la horma y a facilitar el embrochado o montado de puntas en máquina o a mano. Los jalones 1, 2, 3, 9 y 10 (fig. 2) son ajustes individuales en la mayoría de las máquinas modernas, también se puede controlar la secuencia en la cual las pinzas hagan el jalón. Lo anterior permite el embrochado de cortes muy abultados en la punta con magníficos resultados. La foto muestra la ventaja de embrochado (12-18 mm) para un corte en el sistema “pegado”. 6.1) Importancia de envejecer o conformar el corte después de ser embrochado Usted más de alguna vez, al pararse frente al aparador de una tienda de calzado, ha observado que algunos zapatos se ven maltratados, deformes y poco 19 atractivos; esto generalmente se debe a que no fueron envejecidos en el proceso de fabricación. ENVEJECIMIENTO Las fibras del cuero al ser estiradas y conformadas en la horma quedan tensas, por lo que se produce un efecto resorte; esto es, al retirar la misma, estas fibras tienden a regresar a su estado original, causando con esto la deformación del calzado. Los antiguos zapateros y algunos actuales dejan los zapatos con la horma durante uno o varios días e inclusive algunos lo sacan al sol con la finalidad de que el corte tome la forma de la horma, ya que es sabido que si se retira la horma prematuramente, el zapato se deformará y perderá valor comercial. Algunos zapateros hacen uso de un galón metálico o una olla de aluminio, en donde pone agua a hervir y encima una tapa con hoyos por donde sale el vapor ponen el zapato a recibir un baño de vapor y posteriormente, con una secadora de pelo aplican aire seco caliente, minimizando que el cuero recupere la forma original. El único inconveniente que se tiene es el alto costo de la inversión en hormas y material en proceso (cortes) y la producción por lo tanto es lento y limitado. ¿QUE ES EL ENVEJECIMIENTO? Seguramente muchos de ustedes, después de un día de intensa actividad en el trabajo o practicando algún deporte y sintiendo los músculos tensos, han recurrido a un agradable baño de vapor para relajar el cuerpo. Algo similar ocurre con el horno estabilizador envejecedor, los zapatos y sus fibras del cuero en estado de tensión pasan por una cámara en donde se les aplica un baño de vapor para relajar la tensión de las fibras. Terminando este ciclo pasan a otra cámara en la cual por medio de aire seco caliente provocan una contracción de las fibras del cuero sobre la horma, proporcionando así la consistencia deseada, es decir se minimiza la tendencia a recuperar la forma original, por lo que los zapatos conservan la forma correcta después de retirar la horma. A la acción del aire caliente en la segunda cámara se le da el nombre de secado u horno. Pero que quede claro que esto es para eliminar el vapor agregado al zapato. 20 Los hornos estabilizadores envejecedores son conocidos en la industria del calzado con el nombre de hornos o secadores. Existen en el mercado varios tipos de hornos envejecedores de diversos tamaños y capacidades. Aunque la mayor parte de los cueros se pueden envejecer a una temperatura promedio de 120° C se deberá tener en cuidado con los acabados de las mismas FLAMEADO Y ASENTADO DEL MONTADO Si después de pasar el zapato por el horno estabilizador, persisten algunas arrugas a pesar del proceso del vapor y el aire seco caliente, el zapato puede ser flameado en una máquina que arroja aire caliente generado por una turbina y resistencias, conocida comúnmente como flameador. Cuando al zapato ya se le han quitado todas las arrugas, es conveniente asentar o martillar el mismo en la zona del montado, para eliminar las posibles bolsas que pueden formarse entre el corte y la horma. Para esto puede usarse un martillo o la máquina de asentar, que consta de un tambor rotativo con rodillos de acero lanzados hacia afuera por la fuerza centrífuga martillando contra la horma en el área de montado. 6.2 Los principales sistemas de montado en uso son: a) Tipo jalar o montar el corte sobre la horma doblado hacia abajo. Sistema pegado Sistema lockstitcherr (mixto o pegado y cosido) Sistema inyectado Sistema vulcanizado b) Calzando la horma al corte. El corte es previamente preparado de tal forma que tiene la forma de guante o de bolsa. Sistema California o pachuco Sistema mocasín tubular o de guante Sistema Strobel Sistema Opanka 21 c) Montados especiales. C-1.- Jalando sobre la horma (De jareta) Sistema de costura hecho al corte con la máquina de costura Bonis para fabricar calzado con los siguientes sistemas: Pegado Inyectado Vulcanizado C-2.- Montado para el Sistema Welt: Tipo de montado jalando y montando el corte sobre la horma hacia abajo, que se adhiere a una planta especial con un levantamiento “RIB”. C-3.- Montado Stitcher . Tipo de montado jalando y montando el corte sobre la horma, solamente que a diferencia de los otros que se montan hacia abajo en este montado se realiza hacia fuera. Otros tipos de montado El montado de las sandalias de tiras, se realiza manualmente y clavado; con el fin de que las tiras no se marquen en la suela, se hace un resaque en la planta en el lugar donde deberá ir colocada cada tira o correa. Cuando se trata de montar un “huarache”, la operación fundamental será pasar las tiras por las perforaciones de la planta, luego se coloca la horma y por último se pegan las tiras. En algunos tipos de calzado, sobre todo infantil, el montado es muy simple, ya que puede usarse la máquina de montar lados con rodillos (kamborian) 22 EJERCICIOS DE AUTOEVALUACIÓN 1. Explique cada uno de los pasos para el armado de la plantilla. 2 Elaboré un dibujo en donde refleje la ubicación de los diferentes tipos de jalones a realizar para el embrochado 3. Explique la importancia de envejecer o conformar el corte después de ser embrochado 23 Unidad II: Embrochado del aparado (corte) en la horma Objetivos de la unidad 1. Interpretar el concepto, función e importancia de un embrochado de calidad, utilizando como medio de aprendizaje los objetos reales. 2. Adquirir habilidades y destrezas al utilizar las herramientas del montado del aparado en la horma para calzado, aplicando las normas de seguridad, higiene ocupacional y del medio ambiente. 3. Aplicar las técnicas y procedimientos de pegado de cubo y talonera del aparado, con precisión y aplicando las normas de seguridad, higiene ocupacional y del medio ambiente. 4. Realizar el embrochado en la plantilla, con precisión. 5. Realizar el recortado y cardar o lijar el sobrante del embrochado. 6. Realizar el pegado del cambrellón de hierro, ubicándole su protector. 7. Realizar con precisión, la unión del aparado con la suela. 1. Concepto del embrochado Consiste en unir el aumento dado previamente al aparado para unirlo a la plantilla de armar y lograr junto a la horma la forma final del calzado. 2. Función Lograr la forma final del calzado de acuerdo al patrón o diseño propuesto. 3. Técnicas de embrochado 3.1 Preparado para el corte 1. Revise si los cortes están en igualdad de número y serie, revise número y serie de la horma. el 1. Despegue el forro de la talonera y el forro del cubo, mida la talonera y el cubo y compruebe que está correcta para el número del corte. 2. Aplique pegamento al forro y al corte. 24 . 3. Moje la puntera y la talonera con un disolvente, (dependiendo del material también se le aplica pegamento), e introdúzcala entre el forro y el cuero, pegue los forros al cuero. 4. Coloque cordones al corte si es de amarrar, si es un modelo con elástico asegúrese que lleve refuerzos, para que al embrochar no pierda su forma. Para calzado sin forros existen puntaduras y contrafuertes de una sola cara de manera que solo llevan adhesivo en la parte que va a pegarse con la carnaza del cuero. 3.2 Centrado del corte a la horma 1. Mida el corte sobre la horma, céntrelo inicialmente con los dedos, jale con la tenaza la parte central de la punta y clave, verifique la rectitud del corte, jale con la tenaza los laterales de la capellada y verifique la rectitud del corte y clave. 2. Baje el corte en la zona del talón y mida la altura de la talonera aplicándola la fórmula de sumarle al número de la horma 25 para caso del calzado de hombre, 22 para el de mujer y 20 para el de niño. Ejemplo: No.40 más 25 = 65 mm.= 6.5 cm. Zapato de hombre. No.36 más 22 = 58 mm.= 5.8 cm. Zapato de señoras. No.30 más 20 = 50 mm.= 5.0 cm. Zapato de niños. 25 3. Jale el forro de las taloneras y cuero de la talonera y sosténgala con el dedo pulgar, con la otra mano coloque un clavo y golpéelo . 4. Aplique los jalones laterales, sostenga el cuero con el dedo y coloque un clavo en cada jalón y clávelo. 5. Verifique el centrado del corte y su rectitud. OBSERVACIÓN No hunda los clavos puestos provisionalmente para el centrado del corte en la horma. Esta operación se efectúa en el primer modelo base para constatar el calce. 3.3) Montado del corte 1. Aplique pegamento a la plantilla de armar a unos 20 mm. adentro del borde de la plantilla. 2. Pase una lija por la carnaza del aparado a embrochar, aplique pegamento y deje secar. 3. Suavizar la capellada para evitar desgarramiento al montar la punta 3.4) Embrochado de punta 1. Coloque el corte por encima del borde trasero de la horma, de manera que la punta del corte sobresalga en el borde de la horma. a. Embrochado manual de la punta b) Embrochado de punta con maquinaria 2. Jale el forro y el cuero con la tenaza en la parte central de la punta (fig. a), verifique la rectitud del corte y golpeé con el martillo (fig. b). 26 (fig. a) (fig. b) 3. Siga jalando con la tenaza los laterales de la punta, en distancias pequeñas para que no se formen paletones. 4. Una vez armada la punta golpeé en forma pareja la parte embrochada y la parte de arriba del cuero, con golpes suaves para amoldar el cubo. 3.5) Embrochado de laterales 1. Baje el corte en la zona del talón y mida la altura de la talonera, aplicando la fórmula apuntada anteriormente. 27 2. Jale con la tenaza los laterales, sostenga el cuero con el dedo y golpeé el cuero contra la plantilla en horma para que haya mayor adhesión. Se pueden utilizar clavos para la fijación del centrado en puntas o talón. OBSERVACIONES Para el pegado de forros, también se pueden utilizar engrudos como: El almidón con agua y limón o ácido oxálico, combinado estos tres ingredientes y cocidos se convierten en un buen engrudo. Este también se utiliza para pegar punteras y contrafuertes, tradicionales. Para el embrochado del zapato, se utiliza el pegamento neopreno conocido como: pegamento Resistol® amarillo para zapato 3080. Para el pegado de suelas de P.V.C., se debe utilizar el pegamento conocido como poliuretano, que recibe diferentes nombres y números según las empresas que lo producen. Este pegamento sirve para cualquier suela si es utilizado adecuadamente. 3.6) Embrochado de talones 1. Asegúrese por última vez de la altura del talón. 28 2. Jale el forro (si es el caso) y el talón, aplique jalones a una distancia corta una de otra y golpeé con el martillo, en algunos casos puede poner clavos en el embrochado del talón. 3. Aplique jalones a los laterales del talón y siga la observación. 4. Recorte los sobrantes del montado y montada, hasta ajustar bien. golpee uniformemente la zona 3.7) Clases de embrochado El embrochado del zapato se puede hacer de varias formas, dependiendo de la forma de fabricación, estos tipos de embrochar son: 29 El embrochado de cubo resbalado que se confecciona con más rapidez, este tipo de embrochado se hace en zapatillas y se llama así, porque el cubo se coloca entre el forro y el cuero aunque si no lleva forro en la punta se pega directamente a la carnaza del cuero, en ambos casos se monta primero la punta del zapato después se montan los laterales y los talones. El embrochado de tubulares en el que se inserta el calzado en la horma como calcetín y solo se embrochan los traseros y el talón. Cuando al zapato ya se le han quitado todas las arrugas, es conveniente asentar o martillar el mismo en la zona del montado, para eliminar las posibles bolsas que pueden formarse entre el corte y la horma. El embrochado que se hace de pie, enganchando el ojo de la horma en un pin, se centra el corte en la horma, se arma la punta, luego los laterales y por último el talón se utilizan clavos. Embrochado a máquina, este se usa generalmente en las fábricas, son tres máquinas para embrochar distintas partes del zapato que son: embrochadora de puntas, laterales y talón. Para el embrochado en este sistema, algunas máquinas inyectan directamente el pegamento (resina) a la parte de la plantilla de armar, así como al margen de embrochado del corte, o los clavos según sea el caso, también se pueden cementar el corte y la plantilla a mano cuando las máquinas no tienen este dispositivo. Hay otros tipos de embrochado como el String Lasting que es cuando el corte va preparado como en el tenis, en este se jalan las dos puntas del hilo y se golpea suavemente el parado para sacar las arrugas y se asegura de esta forma un embrochado bastante bueno, esta es utilizado generalmente en cortes de material sintético. 3.8) Cardado o lijado del zapato embrochado Consiste en quitarle el acabado y romper hasta el corum la parte del cuero montado. 1. Verifique el estado de la lija pegada al motor. 30 2. Tome el zapato con las manos y colóquelo con la cara plantar vuelta hacia arriba. 3. Acerque despacio el zapato a la lija y presione suavemente, no apriete demasiado para que la lija no corte el aparado, carde la zona del talón procurando que el cuero no se corte con el filo de la plantilla de hierro. Limpieza del área de cardado por medio de aire comprimido 31 Se recomienda que la suela de P.V.C. no se carde, ya que la fricción de la lija con la rotación de motores de alta revolución derrite el material y en vez de abrir el poro de la suela lo cierra, además algunos tienen cerquillos figurados y con la lija a motor pueden perderse. En el caso que no tenga disolventes para limpiar la suela y abrir los poros, pase una lija gruesa de mano por todo el contorno de la zona de embrochado de la suela, seguidamente límpiela para eliminar el polvo y cualquier suciedad y aplique el pegamento. OBSERVACIÓN: Las suelas de P.V.C. o de otro material se lijan o limpian con disolventes hasta que se van a ocupar y para que no se ensucie o cierren los poros y deben cementarse inmediatamente después del secado. 4. Técnica de pegado de las suelas Se recomienda el uso de brocha para realizar este procedimiento 1. Asegúrese que la brocha esté libre de polvo y grasa, si la brocha esta sucia introdúzcala en disolvente y déjela secar. 2. Quite con la brocha el polvo que tiene la suela y sacuda la brocha para botar el polvo o aserrín que adquirió. 32 Algunas empresas usan chupones con disolventes para limpiar la suela . 3. Moje la brocha con un disolvente y páselo por la suela fuertemente para lavar la suela y abrir los poros, también se puede utilizar un cepillo dental. OBSERVACIÓN Tanto la brocha para lavar la suela, como para aplicar el pegamento pueden ser de 1.5 a 2 pulgadas y debe de cortarse el pelo aproximadamente a la mitad del largo, para que esta sea menos suave y abra el poro. 4.1) Cementado de zapato 1. Vierta pegamento poliuretano en un recipiente pequeño, calculando lo que va a utilizar aplíquele desmodur y manténgalo tapado ya que es altamente volátil e inflamable. 2. Para asegurar el pegado, la mayoría de las fábricas de calzado aplican un pegamento primario que venden como tal los fabricantes de pegamentos, pero que también se puede preparar con un tanto de pegamento revuelto con la misma cantidad de disolvente. Limpie con un cepillo y sacuda la parte cardada del zapato para eliminar el polvo que tiene. 33 Con la brocha aplique una película de pegamento partiendo del talón hacia la punta, evitar dejar zonas con mucho pegamento o con poco. Si va a dar una segunda pasada de pegamento, deje secar por un espacio de 20 minutos y proceda a su aplicación. 1. Aplíquele del mismo pegamento al cambrillón (previamente amoldado a la horma) 2. Evite derramar el pegamento fuera de la zona cardada, para no manchar el cuero del zapato, si esto ocurre límpielo inmediatamente con un trapo mojado con solvente. 3. Deje secar el pegamento durante 45 minutos como mínimo, salvo que el productor del pegamento indique lo contrario. 4.2) Cementado de suela 1. Una vez lavada la suela con disolvente déjela secar y aplique la primera pasada si es el caso. 34 2. Aplique pegamento P.V.C. con la misma brocha, con que aplicó al zapato, procurando dejar una película uniforme. 3. Si la suela lleva ceja, asegúrese de aplicarle pegamento, para que al prensar el zapato no quede abierto. 4. Procure no derramar pegamento por los bordes de la suela. 5. Dejar secar el pegamento al igual como se indica para el zapato. Para la aplicación del cemento, no importa si es primero el zapato o la suela, lo importante es que sin son varios pares se deben ir alternando, primero la suela o el zapato y a continuación el zapato o la suela que le corresponde. 35 Cuando son varios los pares, para no confundirse en el tiempo de secado, al zapato y suela que le va aplicando el cemento colóquelos de izquierda a derecha, de manera que cuando vaya a pegar lo haga en el mismo orden. Los adhesivos o pegamentos son utilizados en la industria del calzado, para hacer más fácil y mejor el trabajo, hay varios tipos de adhesivos o pegamentos, entre los más conocidos tenemos los siguientes: o Resitol® 3080 y 5000 (pega amarilla) que sirve para suelas naturales, goma, EVA neolite. o Pegamento poliuretano (pegamento blanco); que sirve para pegar suelas de poliuretano, P.V.C. EVA, neolite, natural, etc.; este pegamento solo puede pegar en caliente o sea reactivado al calor. Cada pegamento tiene su forma peculiar de aplicarlo y su tiempo de secado. En la aplicación de pegamento se debe tener en cuenta las siguientes precauciones: Las brochas deben estar libres de residuos. Las suelas y las partes cardadas del zapato deben estar libres de polvo y grasa. En la aplicación de pegamento debe quedar una película uniforme y pareja. Debe dejarse secar el tiempo que indique el productor. Después de aplicar el pegamento, no debe tocarse con los dedos, porque éstos contienen grasa y sudor, la cual se adhiere al pegamento. 4.3) Reactivado de suela y zapato 1. Ponga sobre la parrilla del reactivador el zapato y la suela que le corresponde. 36 2. Déjelo en reactivación de 10 a 20 segundos dependiendo de la temperatura del reactivador y de la humedad ambiental. 3. Después del tiempo de reactivado, retire el par que tiene en la parrilla y mientras lo pega coloque el siguiente par a reactivarse. 4.4) Pegado de suela a mano 1. Tome la suela con la mano izquierda por el lado del piso y doble levemente la suela hacia adentro. 37 2. Coja el zapato con la otra mano en posición de pegar, centre y pegue la punta del zapato a la punta de la suela. 3. Pegue la parte trasera de la suela al talón del zapato, procurando que esta no estire y asegúrese que los laterales queden centrados. 4. Una vez asegurado que la suela quedó bien centrada con el zapato, apriete fuertemente con la mano la parte del enfranque el tacón y la punta. Algunos artesanos utilizan una hornilla para realizar la reactivación 5. Apriete los bordes de la suela ya pegada a la horma contra el borde de una mesa, para asegurarse de buena adhesión en esta parte. 6. Golpee con un martillo el tacón contra la horma fuertemente pero parejo. 38 7. Golpee en forma pareja todo el alrededor de la suela, la parte del enfranque donde va el cambrillón y el resto del centro de la suela. 4.5) Pegado de suela con prensa 1. Después del tiempo de reactivado retire el par que tiene en la parrilla y mientras lo prensa, coloque el siguiente par a reactivarse. 2. Asegúrese que el manómetro del compresor tenga una carga de 60 libras. 3. Compruebe antes con la misma horma, la distancia y la altura de los sostenedores. 4. Tome la suela ya reactivada con la mano izquierda por el lado del piso y doble levemente la suela hacia adentro. 5. Coja el zapato con la otra mano en posición de pegar y pegue la punta del zapato a la punta de la suela. 6. Pegue la parte trasera de la suela al talón del zapato, procurando que esta no estire y asegúrese que los laterales queden centrados. 7. Una vez asegurado que la suela quedo bien centrada con el zapato, apriete fuertemente con la mano la parte del enfranque el tacón y la punta. 8. Póngalo en el caite de la prensa en posición de pegado y asegúrela con los sostenedores brazos. Para mejores resultados puede colocarse una cuña en la zona del arco 39 9. Abra las Válvulas de paso de aire, déjelo y prepare el otro pie del zapato, deje transcurrir de 10 a 25 segundos según el grueso y tamaño de la suela para cerrar la válvula y retire el zapato. 10. Apriete los bordes de la suela ya pegada a la horma, contra el borde de la base del caite para asegurarse de buena adhesión en la ceja. Recuerde que la presión de aire para prensar la suela de P.V.C., es de aproximadamente 40 a 60 libras de presión, dependiendo del espesor de la suela. Si la suela es natural (vaqueta) calibre el manómetro de 20 a 30 libras. El tiempo de reactivado de la suela y el zapato es de 10 a 20 segundos. El tiempo de espera del zapato al prensarlo es de 10 a 25 segundos. Deshorme el zapato transcurrida una hora o más o hasta que este frio. Si al momento de pegar la suela al zapato, éste queda mal centrado, despegue la suela de inmediato y vuelva a posicionarla, en caso que esta se haya pegado en algunas partes, ponga a calentar el zapato en la parrilla para reactivar el pegamento. Despegue y vuelva a posicionar la suela. 40 EJERCICIOS DE AUTOEVALUACIÓN 1. ¿Qué procedimiento utilizaría para amoldar el cubo durante el embrochado de la punta?. 2. En el embrochado del corte cuál es la medida de altura que debe tomarse en cuenta. 3. Describa la fase final del embrochado de talones. 41 Unidad III: Acabado del calzado. Objetivos de la unidad 1. Interpretar el concepto, la importancia y los procesos de acabado de acuerdo al sistema (o materiales) utilizados en el proceso de elaboración del calzado. 2. Realizar acabados en calzado artesanal de cuero y materiales complementarios sintéticos, con suela de vaqueta, aplicando el control de la calidad y los principios de la estética. 3. Realizar acabados en calzado artesanal de cuero y materiales complementarios sintéticos, con suela de cajuela, aplicando el control de la calidad y los principios de la estética. 4. Ejercitar el separado de la horma del calzado con la mayor precisión, procediendo al emplantillado. 1) Concepto de acabado Consiste en dar los toques finales al calzado, preparándolo para su presentación y venta. Incluye limpiar, reparar y pulir calzado, así como su correcto empaque. 2) Importancia Asegurarse de verificar que no quede ningún defecto, producto de los procedimientos propios de su elaboración. Ej: costuras malas, defectos en el pegado, manchas, residuos de pegamento, etc.,. 3) Pulido 3.1) Finizaje-terminado LIMPIAR, REPARAR Y ABRILLANTAR ZAPATO 1. Remueva los derrames de pegamento en el zapato y la suela con un pedazo de esponja o un cepillo micro celular dental y un trozo de tela mojado con solvente. 2. Pase un pincel con reparador, tinta o esmalte del color del aparado, por las partes del ensamble entre suela y aparado, así como también en las partes que se raspó el esmalte del cuero por efecto del cardado. 3. Con la parte limpia del paño, aplique pasta al paño y páselo sobre el zapato. 42 4. La pasta debe cubrir el zapato en forma pareja, deje que seque y con un cepillo lustre el zapato hasta sacarle brillo, repita la operación hasta que usted considere que el cuero está bien pulido. El acabado del zapato es una de las operaciones más importantes debido a que la vistosidad es el toque final de la obra. El acabado se hace de diferentes maneras dependiendo del tipo de calzado que estemos fabricando, así vemos que la suela natural (vaqueta), se debe lijar el canto. El zapato de neolitte se le aplica un esmalte para rematar los cantos, al mismo tiempo que se lustra el zapato. Los materiales sintéticos (imitación de cuero) que se utilizan para aparado se les saca brillo con kerosene y un paño. Una de las maneras de darle el acabo al zapato que más se está difundiendo actualmente, es el de aplicar laca (especial para calzado) con un fileteador o con una pistola de pintar carro. Si este es su caso, asegúrese que el recipiente esté completamente limpio, al igual que la pistola y al verter la laca cuélela para eliminar residuos sólidos y ajuste la pistola de manera que el flujo sea atomizado, evitando dejar zonas muy gruesas las que crearían manchas blancas y quebradas. Algunos talleres que no tienen compresor para aplicar la laca, usan chupones o pedazos de esponjas, si este es su caso la esponja o chupones de trapo deben estar empapado, caso contrario dejaría rastros en forma de rayones al aplicarlo seco. Al aplicar con chupón vaya oprimiendo poco a poco para no dejar zonas muy gruesas. En ambos casos deje secar el zapato por espacio de 20 minutos antes de empacar. OBSERVACIÓN El aplicado de laca debe hacerse después de deshormar el zapato. Cuando se va a aplicar laca al zapato, este no debe pulirse con betún ya que la grasa repele la laca. 43 3.2) Empacado del zapato (revisar, limpiar y marcar) 1.- Saque la horma del zapato procurando no arrugar el cuero y meta cuidadosamente la mano dentro del zapato y registre la plantilla de armar que no contenga clavos. 2.- Si la suela no tiene número o el número no está en escala francesa póngale el número correspondiente. 3.- Si el forro es de cuerina o cuero tiene manchas de pegamento, tome un paño limpio y mójelo con kerosine. 4.- Sostenga el zapato por la parte del tacón y limpie el forro, coja otro paño, mójelo con agua u otro líquido adecuado y limpie nuevamente el forro del zapato. 3.3) Emplantillar: pegar plantilla de vista 1.- Con una brocha aplique pegamento un poco ralo al revés de la plantilla vista. 2.- Introduzca la plantilla al zapato y presione para que peguen todas las orillas sin untarle pegamento al forro del aparado. 3.4) Empacado final 1.- Revise por última vez el zapato, pase la mano por dentro para asegurarse que no lleve clavos, vea que la plantilla vista cubre a los lados la plantilla de armar. 2.- Asegúrese que la plantilla lleve su respectiva esponja, en caso que el zapato lleve talón suave. 44 3.- Revise que el aparado no lleve ningún hilo suelto, si ese es el caso quémelo con un candil con alcohol para que no oscurezca el cuero o un encendedor de cigarrillos. 4.- Revise que el zapato a empacar sea del mismo número y póngalo par. 5.- Póngale sus cordones en caso que los lleve, pasándolo de ojete a ojete y haga un nudo que quede debajo de la lengüeta. 6.- Durante este proceso coja el zapato poniendo al pulgar en la parte alta del talón y los otros dedos en el tacón, o cójalo del tacón para no opacar el brillo del cuero. 7.- Pase por última vez un paño para eliminar el polvo y suciedades. 8.- Marque la caja por el frente de manera que describa el zapato a empacar. 9.- Arme la caja, coloque una parte del papel seda dentro de la misma, ponga el pie izquierdo dentro y cúbralo con el papel, coloque el otro pie dentro de la caja en posición que coincida la punta de un zapato con el talón del otro, cúbralo con el papel y cierre la caja. El empacado en caja garantiza que el zapato, no se deteriore, pierda brillo, se arrugue o raye y además permite que se estibe uno sobre otro sin que se maltrate. 45 En algunas partes se acostumbra que el zapato barato o de baja calidad, se empaque en bolsa plástica, esto se hace para evitar gastos que suban los costos, en este caso no se deben estibar para que no se malogren. 46 EJERCICIOS DE AUTOEVALUACION 1. A su criterio. ¿Cuál es la importancia de cada una de las operaciones para el acabado del calzado?. 2. Describa en qué consiste la importancia de cada una de las operaciones del empacado. 47 GLOSARIO APARADO O CORTE Cosido de los componentes de la capellada con uno o más pespuntes, según la precisión a que esté sometido cada elemento. CAMBRILLÓN Es un resorte de acero de 10 cm. de longitud y 1,5 cm. de anchura que se introduce en el espacio vacío que surge entre la vira y la suela interior. Abarca desde la mitad del talón hasta el inicio de metatarso (la zona conocida como enfranque) y se adapta a la forma del arco de la suela. El cambrillón confiere estabilidad al pie y evita que el talón bascule. DESHORMAJE Proceso de retirar la horma una vez finalizado el montado del zapato. El zapatero tira de ella cuidadosamente con la ayuda del tirapié y de un gancho de acero de 6 ó 7 mm de grosor. El tirapié regula la fuerza del tirón. EMPELLA O CAPELLADA Parte delantera del zapato. Se compone de un elemento (en el caso del mocasín) o de varios (empella y base de la empella). La forma depende del modelo. PLANTILLA VISTA Se trata de una suave cubierta de piel para la palmilla. Está en contacto directo con el pie. A petición del cliente, puede cubrir toda la longitud del zapato o bien sólo tres cuartas partes o una cuarta parte (la zona del talón). PLANTILLAS ORTOPÉDICAS Existe la posibilidad de contrarrestar el hundimiento del arco con plantillas ortopédicas. Así pues, para el zapatero es importante tener una visión precisa del estado del arco del pie. PULIDO Embellecimiento del zapato una vez finalizada su confección. Este proceso incluye la limpieza, la aplicación del betún y el pulido de la pala, así como el tintado, el encerado y la aplicación de betún en el borde de la suela y en el exterior del tacón. El zapatero presiona el hierro de cantos contra el borde de la suela y alisa el exterior del tacón con el yunque. A continuación, aplica ornamentaciones 48 individualizadas con la ruleta. El tacón exterior y la suela de cuero reciben una capa de betún o de color. PUNTERA, PUNTADURA O CUBO 1. Interior (tope duro): refuerzo de piel situado en la punta del zapato. Se coloca en el tipo de calzado en que la pala se compone de un solo elemento; en dicho caso no puede determinarse a simple vista si el zapato lleva tope duro o no. Si la empella está dividida, el tope puede presentar la forma de una puntera recta (semi-brogue) o de una puntera vega (full-brogue). 2. Exterior: parte de la pala que se corresponde con el tope duro. 49 BIBLIOGRAFIA: 1) www.forodelcalzado.com (Lectura recomendada) 2) Archivos y experiencias de Don Carlos Tellería Consultor Sector Cuero y Calzado. 50 La educación es un medio para hacer retroceder la pobreza, la marginación, la ignorancia, la opresión y la guerra INATEC Instituto Nacional Tecnológico Centro Cívico, Frente al Hospital Bertha Calderón, Módulo “U”. Teléfonos:(505) 2265-1014 Fax: (505) 2265-1054 51