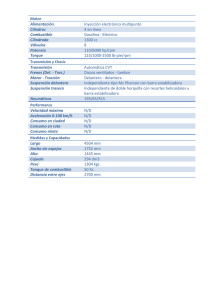
estudio del acero utilizado en una barra estabilizadora automotriz.
Anuncio

INSTITUTO POLITÉCNICO NACIONAL. ESCUELA SUPERIOR DE INGENIERÍA MECÁNICA Y ELÉCTRICA. UNIDAD PROFESIONAL AZCAPOTZALCO. ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. TESIS QUE PARA OBTENER EL TITULO DE INGENIERO MECÁNICO PRESENTAN: ABRAHAM CHÁVEZ SANTIBÁÑEZ SALOMÓN MARTÍNEZ MIRA ASESOR: M. en I. JESÚS GARCÍA LIRA COASESOR: ING. LUCIA GARCÍA LUNA MÉXICO D.F. 2008 AGRADECIMIENTOS Y DEDICATORIAS. A Dios: Por haberme guiado con fortaleza y sabiduría, dándome la bendición de alcanzar este triunfo A mis Padres: Jorge Chávez Torres por su apoyo incondicional y formación para ser una mejor persona; Laura Santibáñez Hernández que junto conmigo ha logrado la culminación de esta etapa de mi vida con sus consejos y comprensión. Sin ellos dos no hubiese podido obtener éxitos como este. A mis Hermanos: Yasmin , Iván y Jonathan Por su cariño, apoyo y comprensión ya que su ejemplo ha sido importante para mí . A mi novia: Regina Carrero por su paciencia y comprensión lo cual me ha impulsado y mantenido firme en realizar mis metas. A todos mis familiares y amigos: Que de una u otra manera estuvieron pendientes a lo largo de este proceso, brindado su apoyo incondicional. Atte.: Abraham Chávez Santibáñez AGRADECIMIENTOS Y DEDICATORIAS. A mis Padres y Hermanos Porque gracias a su cariño guía y apoyo he llegado a realizar uno de los anhelos más grandes de mi vida, fruto de inmenso apoyo, amor y confianza que en mi se deposito y con los cuales he logrado terminar mis estudios profesionales que constituyen el legado más grande que pudiera recibir y por lo cual les viviré eternamente agradecido. Con cariño y respeto Salomón Martínez Mira INDICE JUSTIFICACIÓN. ........................................................................................................................................ 5 PLANTEAMIENTO DEL PROBLEMA. .......................................................................................................... 6 OBJETIVO .................................................................................................................................................. 7 INTRODUCCIÓN. ....................................................................................................................................... 8 CAPITULO I. .......................................................................................................................................... 9 1. GENERALIDADES. .......................................................................................................................... 9 1.1. BARRA DE TORSIÓN .................................................................................................................. 9 1.2. BARRA ESTABILIZADORA ........................................................................................................ 10 1.3. RELACIÓN ENTRE FLEXIBILIDAD DE LA ESTABILIZADORA Y BALANCEO DE CARROCERÍA. ..... 11 1.4. BALLESTAS O MUELLES ........................................................................................................... 18 1.5. RESORTES ............................................................................................................................... 20 1.6. AMORTIGUADORES ................................................................................................................ 20 1.7. BARRA ESTABILIZADORA ........................................................................................................ 21 A) SUSPENSIÓN RÍGIDA ............................................................................................................... 23 B) SUSPENSIÓN INDEPENDIENTE ................................................................................................ 23 CAPITULO II ........................................................................................................................................ 25 2. EL ACERO Y SUS PROPIEDADES .................................................................................................. 25 2.1. OBTENCIÓN DEL ACERO ..................................................................................................... 25 2.1.1. CHATARRA ...................................................................................................................... 27 2.1.2. FERROALEACIONES ......................................................................................................... 29 2.1.3. FUNDENTES .................................................................................................................... 29 2.1.4. PRINCIPIOS BÁSICOS PARA LA OBTENCIÓN DEL ACERO ................................................ 30 2.1.5. FABRICACIÓN DE ACERO EN HORNO ELÉCTRICO ........................................................... 32 2.1.6. CONTROL DEL PROCESO ................................................................................................. 34 2.1.7. 2.2. COLADA CONTINUA ........................................................................................................ 35 CLASIFICACIÓN DE LOS ACEROS ............................................................................................. 36 2.2.1. ACEROS AL CARBONO .................................................................................................... 36 2.2.2. ACEROS ALEADOS ........................................................................................................... 37 2.2.3. ACEROS DE BAJA ALEACIÓN ULTRA RESISTENTES .......................................................... 37 2.2.4. LOS ACEROS INOXIDABLES ............................................................................................. 38 2.2.5. ACEROS DE HERRAMIENTAS .......................................................................................... 40 2.3. EFECTO DE LOS AGENTES ALEANTES EN LOS ACEROS ........................................................... 40 CAPITULO III ....................................................................................................................................... 44 3. PROPIEDADES MECÁNICAS DEL ACERO ..................................................................................... 44 3.1. CONCEPTOS GENERALES .................................................................................................... 44 3.2. PRUEBAS MECÁNICAS ........................................................................................................ 45 3.3. ENSAYO DE DUREZA ........................................................................................................... 51 3.4. METALOGRAFÍA ÓPTICA ..................................................................................................... 64 CAPITULO IV. ...................................................................................................................................... 66 4. PARTE EXPERIMENTAL ............................................................................................................... 66 4.1. METODOLOGÍA DE LA CARACTERIZACIÓN ......................................................................... 66 4.2. OBTENCIÓN DE LA DUREZA ................................................................................................ 68 4.3. PROCEDIMIENTO PARA LLEVAR A CABO EL ENSAYO DE LA CHISPA .................................. 69 CAPITULO V ........................................................................................................................................ 77 5. ANÁLISIS Y RESULTADOS ............................................................................................................ 77 5.1. APLICACIÓN DE LA DUREZA ............................................................................................... 77 5.2. APLICACIÓN DE LA PRUEBA DE MICROSCOPIA ÓPTICA ..................................................... 77 CONCLUSIONES ...................................................................................................................................... 84 BIBLIOGRAFÍA ......................................................................................................................................... 86 ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. JUSTIFICACIÓN. La justificación de este trabajo es la comprobación de las propiedades mecánicas que contiene una barra estabilizadora automotriz, para poder determinar el tipo de acero utilizado y de esta manera poder plantear las posibles causas del por que el material se llega a fracturar, cuando este realiza su trabajo en el automóvil. -5- ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. PLANTEAMIENTO DEL PROBLEMA. En este trabajo se realizo un análisis previo al material en estudio haciendo prueba de chispa y dureza; posteriormente se analizo por medio de la microscopia óptica, el cambio microestructural del acero, debido al trabajo que realiza el material como barra estabilizadora. -6- ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. OBJETIVO El objetivo de este trabajo es estudiar las propiedades mecánicas de un acero que es utilizado como parte automotriz (barra de suspensión), de la cual se analizaran sus propiedades mecánicas sin ningún tratamiento previo. La pruebas a realizar son la dureza y microscopia óptica, esta última para observar la variación de tamaño de grano y la estructura. Para poder determinar el tipo de acero del cual esta hecha la barra estabilizadora. -7- ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. INTRODUCCIÓN. En la actualidad el uso de barras y placas de acero al carbono son usados ampliamente en las plantas industriales principalmente en procesos de manufactura de equipos, partes automotrices, herramientas, etc. Por lo cual se analizaran las condiciones de la barra estabilizadora. El efecto de la temperatura modifica las propiedades mecánicas y estructurales del acero, ya que la barra estabilizadora lleva procesos de forja, por lo que se medirán las propiedades mecánicas tales como la dureza, y el cambio de la estructura. Se pondrá especial atención en el tratamiento que se le realiza a esta barra, ya que es utilizada como barra estabilizadora en todos los automóviles. -8- ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. CAPITULO I. 1. GENERALIDADES. 1.1. BARRA DE TORSIÓN Elemento utilizado en la suspensión y compuesto por una o varias barras. Se intercala entre la rueda y la carrocería del vehículo y absorbe las irregularidades del terreno al retorcerse sobre su eje (torsión). Un extremo de la barra está fijo en la carrocería mientras que el otro gira con la suspensión. La barra de torsión es un elemento que completa el conjunto de suspensión para situaciones de manejo más exigentes y precisas, siendo un accesorio clave en los autos con poca altura y modificados de suspensión. En la barra de torsión, cuando una rueda pisa una irregularidad del terreno, la barra tiende a retorcerse ofreciendo resistencia Basado en el sistema de barra de torsión, se emplea la llamada barra estabilizadora, que sirve para controlar y corregir la tendencia que tiene la carrocería a inclinarse al tomar una curva, Figura 1. Figura 1. Sistema de suspensión delantera usando barras de torsión montadas -9- ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 1.2. BARRA ESTABILIZADORA La suspensión automotriz está compuesta por una barra de acero que está unida a cada rueda de un mismo eje. Une a las dos ruedas de un mismo eje, de forma que el movimiento de una de ellas forzar a la otra a girar en el mismo sentido. Esta barra limita el balanceo, porque, para que el bastidor se incline, debe comprimir el muelle de ese lado y, en cierta medida, también el del opuesto. Cuanto menos flexible sea la barra estabilizadora, tanto mayor movimiento comunica de una rueda a otra y, por lo tanto, limita más el balanceo, así como el confort de la marcha, porque hace que las irregularidades sobre las que pasa una de las ruedas se transmitan a la otra. Si la barra es muy rígida, el movimiento de la suspensión de un lado interferirá en el otro, creando un comportamiento nervioso en el vehículo. Una barra muy blanda permitirá grandes balanceos de la carrocería pero será más confortable la suspensión. La forma de la barra estabilizadora depende del esquema de suspensión de cada vehículo, figura 2; si bien siempre van instaladas perpendicularmente al eje longitudinal del coche, a igualdad de diseño, cuanto más gruesa es una estabilizadora mayor es su resistencia a la torsión y, por tanto, mayor su efecto anti balanceo. Pero como casi siempre, debe encontrarse un compromiso, pues a mayor rigidez mayor interferencia en el funcionamiento entre los dos lados de la suspensión. - 10 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 2. Barra estabilizadora. 1.3. RELACIÓN ENTRE FLEXIBILIDAD DE LA ESTABILIZADORA Y BALANCEO DE CARROCERÍA. El balanceo de un coche al tomar una curva puede llegar a ser de un valor importante, y convertirse en un movimiento perjudicial para su estabilidad y equilibrio dinámico. El elemento de la suspensión que se utiliza mas habitualmente para disminuirlo es la barra anti balanceo, también llamada estabilizadora, figura 3a. Como se menciono anteriormente consiste en una barra de acero que, unida a la carrocería por su parte central, va anclada por cada uno de sus extremos a los elementos de la suspensión derecha e izquierda de cada eje. En sentido vertical, cuando las ruedas de ambos lados oscilan al unísono, su acción es nula (parte superior del dibujo). - 11 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. En cambio, cuando existe una diferencia de recorrido en una rueda respecto de la otra, o bien cuando hay una inclinación lateral en la masa suspendida, la barra transfiere peso de la carrocería de una rueda a otra. En caso de ser una curva lo que hace inclinarse a la carrocería, transfiere peso de la parte interior a la exterior a la curva, figura 3b. (a) Flexibilidad (b) Balanceo Figura 3. Relación entre flexibilidad y balanceo. Si la barra es muy rígida, puede llegar al límite a levantar la rueda interior. Si va montada en un eje que lleva tracción, en caso de levantar una rueda tenderá a perderla en el momento en que el balanceo sea superior a un cierto valor. Este efecto de torsión en la barra que produce la transferencia de peso de la rueda interior a la curva hacia la exterior, aumenta la adherencia en la rueda exterior, pero sólo si esa rueda está en condiciones de soportar la sobrecarga. De esta manera, la estabilizadora, a la vez que limita el balanceo, aumenta la adherencia transversal de la rueda exterior. Si, por geometría de la suspensión o por reparto de pesos estáticos del vehículo, esa rueda no se encuentra en ese momento en óptima condición para admitir el incremento de peso, el efecto de la transferencia de peso es negativo: aumenta la - 12 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. deriva exageradamente, sobrepasa el máximo de la curva de adherencia del neumático y, por tanto, disminuye la fuerza lateral que es capaz de generar, figura 4. Figura 4. Suspensión y dirección automotriz. Manejando adecuadamente la dimensión o el mecanismo de accionamiento de la barra anti balanceo, así como combinando la acción de la suspensión delantera y la trasera, podemos conseguir acomodar el comportamiento del vehículo a nuestras necesidades. El departamento de la marca que está desarrollando el modelo de que se trate, medirá el ángulo que toma el extremo de la barra al inclinarse la carrocería hacia el exterior, y la calculará entonces dimensionalmente para alcanzar el equilibrio más afinado del vehículo hasta conseguir la máxima eficacia. Tendrá que medir previamente el que va a tomar el coche ante una aceleración lateral máxima en curva, para adecuarse a la utilización que le va a dar el usuario o, lo que es peor a veces, a la economía en la fabricación. En la figura 5, se puede apreciar las fuerzas que interactúan en el análisis de la barra estabilizadora. - 13 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Este cálculo solo comprende las fuerzas horizontales que serán consideradas. Aquí las fuerzas verticales existen, pero la suma de ellas es igual a cero en cualquiera de sus direcciones ya sea vertical u horizontalmente. Este trabajo se enfocara directamente en un análisis de las fuerzas horizontales. La estabilidad del conjunto de suspensión dependerá directamente del balanceo de las fuerzas que existen en el paralelogramo, siendo este factor el que determina el agarre y estabilidad del automóvil en circunstancias de manejo extremadamente sinuosas. Matemáticamente esto se representa de la siguiente manera: ( )= ( ) o = ) I.I Las fuerzas l 1 y l 2 son las encargadas de ofrecer el agarre al piso de una manera simple y práctica que está basada en el objetivo de un amortiguador que no es otro que el de mantener lo más posible el neumático sobre el piso, no importando las deformidades del camino. (l 1 ), mientras que (l 2 ) es la resistencia que ofrece el neumático contra el piso a la oposición de fuerzas. Figura 5. Diagrama de fuerzas. - 14 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Se puede observar que el beneficio real al incorporar una barra estabilizadora será el equilibrio de fuerzas que generan el arreglo de fuerzas l1 y l2, siendo esta barra de torsión un elemento que comparte la carga del sistema de fuerzas haciendo que nuestro automóvil se comporte de una manera excepcional debido al agarre que adopta con el balance en el sistema de fuerzas. Contrario al análisis anterior mucha gente piensa que la barra estabilizadora trabaja bajo presión y no bajo tensión. Esta observación nace parcialmente de la percepción de que algunos autos incorporan graduadores para acercar más los puntos de referencia del esfuerzo en el centro del automóvil. En conclusión, se puede adaptar de manera fácil una barra estabilizadora y con ello el control de manejo sobre la tracción del automóvil será notable, se debe de analizar que esto no es cuestión solo de soldar un tubo a las dos bases y se tendra una barra estabilizadora instantánea, esto se hace en base a un cálculo de fuerzas (sistema de fuerza vectoriales) que puedan determinar el ancho, largo, material, altura y presión de una barra estabilizadora, Figura 6. La ecuación general de la torsión es: I.II - 15 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 6. Barra de torsión. Donde: α = el ángulo de torsión en radianes m = momento torsor (m = p.b) b = longitud del brazo p = carga l y d =longitud y diámetro de la barra g = modulo de elasticidad a cortadura 10 = π / d2 I.III 32 La flexibilidad para ángulos pequeños viene dada por: f = b sen α I.IV donde: α = ángulo de torsión por 100 Kg. - 16 - I.V ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Esfuerzo cortante = τ M ( P)(b) = lO 0.2(d 3 ) d /2 I.VI En el mercado existen varias reconocidas marcas que elaboran estos accesorios en base al mencionado análisis, dentro de las que destacan NEUSPEED, EIBACH, IMSHER, MOMO, y MASTRIX. El sistema de suspensión del vehículo es el encargado de mantener las ruedas en contacto con el suelo, absorbiendo las vibraciones, y movimiento provocados por las ruedas en el desplazamiento de vehículo, para que estos golpes no sean transmitidos al bastidor. El sistema de suspensión es uno de los 6 sistemas que posee el vehículo. Este tiene por finalidad además suspender y absorber los movimientos bruscos que se producirían en la carrocería, por efecto de las irregularidades que presenta el camino, proporcionando una marcha suave, estable y segura. Para lograr dicha finalidad estos componentes deben ir entre el bastidor (o carrocería) y los ejes donde van las ruedas. Todos los elementos de un automóvil, como el motor y todos sus sistemas de transmisión han de ir montados sobre un armazón rígido. Es fácil deducir que necesitamos una estructura sólida para soportar estos órganos. La estructura que va a conseguir esa robustez se llama bastidor y está formado por dos fuertes largueros (l) y varios travesaños (t), que aseguran su rigidez, figura 7. - 17 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 7. Bastidor automotriz. Hoy en día en la fabricación de autos se emplea el sistema de auto bastidor, llamado también carrocería auto portante o monocasco, en el cual la carrocería y el bastidor forman un solo conjunto. Figura 8. Bastidor y carrocería. Los elementos de la suspensión, se complementan con los de la amortiguación que, al contrario de lo que piensa mucha gente, no es lo mismo. 1.4. BALLESTAS O MUELLES La figura 9, se muestra como está compuesta una muelle, por una serie de soleras de acero superpuestas de longitud decreciente. - 18 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Actualmente, se usa en camiones y automóviles pesados. La hoja más larga se llama maestra y entre las hojas se intercala una lámina de cinc para mejorar su flexibilidad. Figura 9. Muelles automotrices. - 19 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 1.5. RESORTES Están formados por un alambre de acero enrollado en forma de espiral, tienen la función de absorber los golpes que recibe la rueda, figura 10. Figura 10. Suspensión trasera automotriz. 1.6. AMORTIGUADORES Tienen como misión absorber el exceso de fuerza del rebote del vehículo, es decir, eliminando los efectos oscilatorios de los muelles. Pueden ser de fricción o hidráulicos y estos últimos se dividen en giratorios, de pistón y telescópicos, éstos son los más usados, figura 11. - 20 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 11. Amortiguador. 1.7. BARRA ESTABILIZADORA Es una barra de acero, que suele colocarse en la suspensión trasera, su misión es impedir que el muelle de un lado se comprima excesivamente mientras que por el otro se distingue, figura 12. - 21 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 12. Barra estabilizadora. En función de la disposición de los ejes y puente trasero la suspensión se clasifica en: a) suspensión rígida. Clasificación b) suspensión independiente. - 22 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. A) SUSPENSIÓN RÍGIDA Se caracteriza por que ambas ruedas unidas por el eje común y las trepidaciones de una rueda se transmiten a la otra. Estamos considerando las ruedas unidas por el correspondiente eje, esto es, por un eje rígido, pero esto repercute en la suspensión haciéndola poco eficaz, porque que al salvar una rueda un obstáculo, repercute en la opuesta, figura 13. Figura 13. Suspensión rígida. B) SUSPENSIÓN INDEPENDIENTE Se caracteriza por que cada rueda tiene su propio eje y su propio sistema de suspensión, por lo tanto las trepidaciones u oscilaciones de una rueda no se transmiten a la otra, figura 14. Figura 14. Suspensión independiente. - 23 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Las suspensiones rígidas o independientes pueden ir tanto en las ruedas delanteras, como en las traseras, por lo tanto los vehículos pueden tener: a) suspensión rígida a las cuatro ruedas (micros) b) suspensión independiente a las cuatro ruedas (camionetas) c) suspensión rígida a las ruedas traseras y suspensión independiente en ruedas delanteras Las suspensiones rígidas pueden ser: a) por paquete de resortes b) por espirales Las suspensiones independientes pueden ser en algunos casos: Entre bandeja inferior y travesaño (chevy nova). por espiral sobre la bandeja superior y carrocería (f. falcón). Entre brazo de suspensión y cilindro. por barra estabilizadora En forma transversal. En forma longitudinal. c) por paquete de resortes transversal (fiat-600) d) Mc-Pherson (Peugeot 404) e) hidroneumáticas f) hidro - elástica g) electro – neumáticas - 24 - las ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. CAPITULO II 2. EL ACERO Y SUS PROPIEDADES 2.1. OBTENCIÓN DEL ACERO El fierro en estado puro no posee la resistencia y dureza necesarias para las aplicaciones de uso común. Sin embargo, cuando se combina con pequeñas cantidades de carbono se obtiene un metal denominado acero, cuyas propiedades varían en función de su contenido en carbono y de otros elementos en aleación, tales como el manganeso, el cromo, el silicio o el aluminio, entre otros. El acero se puede obtener a partir de dos materias primas fundamentales: a). El arrabio, obtenido a partir de mineral en un alto horno. b). Las chatarras o desperdicios metálicos que condicionan el proceso de fabricación. En líneas generales, para fabricar acero a partir de arrabio se utiliza el convertidor con oxígeno, mientras que partiendo de chatarra como única materia prima se utiliza exclusivamente el horno eléctrico (proceso electrosiderúrgico), figura 14. - 25 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 15. Obtención del acero. - 26 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. La composición de un acero viene definida por su fórmula química, fundamentalmente fierro y carbono, así como la presencia de una variada gama de elementos que aportan las características específicas y necesarias para cada tipo de acero. Para la elaboración del acero podemos utilizar un proceso de un horno eléctrico y se parte de chatarras seleccionadas que se mezclan con ferroaleaciones (elementos aleantes) para obtener la composición y especificación deseada, siendo imprescindible la adición de otros elementos, denominados fundentes, que colaboran en el proceso de obtención del acero absorbiendo y eliminando los elementos indeseables. 2.1.1. CHATARRA La principal materia prima empleada en la fabricación de acero en horno eléctrico es la chatarra, cuyo coste puede representar el 50 % de los costes de producción de una palanquilla de acero al carbono, y cuyas propiedades y características van a repercutir de forma muy importante en la calidad final del producto obtenido. por ello ha de prestarse una especial atención a la procedencia y composición de la misma con el fin de obtener un elevado grado de calidad, para lo cual se la somete a severos controles e inspecciones por parte del fabricante de acero, tanto en su lugar de origen como en el momento de la recepción del material en fábrica. La calidad de la chatarra depende de tres factores: a). su facilidad para ser cargada en el horno; b). su comportamiento de fusión (densidad de la chatarra, tamaño, espesor, forma, etc.) - 27 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. c). su composición, siendo fundamental la presencia de elementos residuales que sean difíciles de eliminar en el proceso del horno. Atendiendo a su procedencia, la chatarra se puede clasificar en tres grandes grupos: a). Chatarra reciclada: formada por despuntes, rechazos, etc. originados en la propia fábrica. Se trata de una chatarra de excelente calidad. b). Chatarra de transformación: producida durante la fabricación de piezas y componentes de acero (virutas de máquinas herramientas, recortes de prensas y guillotinas, etc.). c). Chatarra de recuperación: suele ser la mayor parte de la chatarra que se emplea en la acería y procede del desguace de edificios con estructura de acero, plantas industriales, barcos, automóviles, electrodomésticos, etc., figura 16. Figura 16. Almacén de chatarra sólida. - 28 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Los controles a los que se somete la chatarra se producen en tres niveles: 1). inspección en origen por parte de personal especializado. 2). inspección visual en el momento de la descarga en puerto para material importado. 3). control de recepción en fábrica de forma exhaustiva por unidad de transporte, con independencia de la procedencia del material (nacional o importado), con el fin de eliminar todo elemento nocivo, materias explosivas o inflamables, material radiactivo, así como de todos aquellos metales no férreos, tierras, cuerpos extraños, etc. 2.1.2. FERROALEACIONES Las ferroaleaciones son combinaciones de hierro con manganeso y silicio, principalmente, y de bajo contenido en fósforo y azufre, que se añaden en el baño para conseguir la composición final deseada en el acero. En ocasiones se añaden metales puros. Los más utilizados suelen ser el níquel, cobalto, cobre y aluminio. Cuando es preciso incrementar el nivel de carbono, se introducen en la carga materiales que tengan un elevado contenido de este elemento, como puede ser el coque. 2.1.3. FUNDENTES La principal misión de los materiales fundentes en la formación de una escoria que recoja, durante los procesos de fusión y afino, los elementos que se introducen con la carga que pueden ser perjudiciales para el acero final, dejando el baño limpio de impurezas. - 29 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. El fundente más utilizado es la cal, que puede incluso inyectarse en forma de polvo con oxígeno en el horno eléctrico a través de una lanza, fluyendo rápidamente sobre la escoria y disolviéndose en la misma. Existen otros materiales utilizados como agentes fluidificantes de la escoria para mantenerla en óptimas condiciones a lo largo del periodo de afino. Se trata de la ferrita, la bauxita y el fluorespato, para escorias oxidantes, y del fluoruro de calcio de fluorespato para escorias reductoras, figura 17. Figura. 17. Fundente para fusión del acero (piedra caliza). 2.1.4. PRINCIPIOS BÁSICOS PARA LA OBTENCIÓN DEL ACERO La obtención del acero pasa por la eliminación de las impurezas que se encuentran en el arrabio o en las chatarras, y por el control, dentro de unos límites especificados según el tipo de acero, de los contenidos de los elementos que influyen en sus propiedades. Las reacciones químicas que se producen durante el proceso de fabricación del acero requieren temperaturas superiores a los 1000 ºc para poder eliminar las sustancias perjudiciales, bien en forma gaseosa o bien trasladándolas del baño a la escoria. - 30 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Tabla 2.1.4.1 PRINCIPALES REACCIONES QUÍMICAS EN EL AFINO. Elemento forma de eliminación reacción química Carbono Al combinarse con el oxígeno se quema dando lugar a y gaseoso que se elimina a través de los humos. Manganeso Se oxida y pasa a la escoria. Combinado con sílice da lugar a silicatos. Silicio Se oxida y pasa a la escoria. forma silicatos Fósforo En una primera fase se oxida y pasa a la escoria. En presencia de carbono y altas temperaturas puede revertir al baño. Para fijarlo a la escoria se añade cal formándose fosfato de calcio. Azufre Su eliminación debe realizarse mediante el aporte de cal, pasando a la escoria en forma de sulfuro de calcio. La presencia de manganeso favorece la desulfuración. - 31 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 2.1.5. FABRICACIÓN DE ACERO EN HORNO ELÉCTRICO La fabricación del acero en horno eléctrico se base en la fusión de las chatarras por medio de una corriente eléctrica, y al afino posterior del baño fundido. El horno eléctrico consiste en un gran recipiente cilíndrico de chapa gruesa (15 a 30 mm de espesor) forrado de material refractario que forma la solera que alberga el baño de acero líquido y escoria. El resto del horno está formado por paneles refrigerados por agua. La bóveda es desplazable para permitir la carga de la chatarra a través de unas cestas adecuadas. La bóveda está dotada de una serie de orificios por los que se introducen los electrodos, generalmente tres, que son gruesas barras de grafito de hasta 700 mm de diámetro. Los electrodos se desplazan de forma que se puede regular su distancia a la carga a medida que se van consumiendo. Los electrodos están conectados a un transformador que proporciona unas condiciones de voltaje e intensidad adecuadas para hacer saltar el arco, con intensidad variable, en función de la fase de operación del horno. Otro orificio practicado en la bóveda permite la captación de humos, que son depurados convenientemente para evitar contaminar la atmósfera. El horno va montado sobre una estructura oscilante que le permite bascular para proceder al sangrado de la escoria y el vaciado del baño. El proceso de fabricación se divide básicamente en dos fases: la fase de fusión y la fase de afino. - 32 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 2.1.5.1. FASE DE FUSIÓN Una vez introducida la chatarra en el horno y los agentes reactivos y escorificantes (principalmente cal) se desplaza la bóveda hasta cerrar el horno y se bajan los electrodos hasta la distancia apropiada, haciéndose saltar el arco hasta fundir completamente los materiales cargados. El proceso se repite hasta completar la capacidad del horno, constituyendo este acero una colada, que dependiendo del tamaño del horno estará comprendida entre 100 y 150 toneladas. 2.1.5.2. FASE DE AFINO El afino se lleva a cabo en dos etapas. La primera en el propio horno y la segunda en un horno cuchara. En el primer afino se analiza la composición del baño fundido y se procede a la eliminación de impurezas y elementos indeseables (silicio, manganeso, fósforo, etc.) y realizar un primer ajuste de la composición química por medio de la adición de ferroaleaciones que contienen los elementos necesarios (cromo, níquel, molibdeno, vanadio, titanio, etc.) Figura 18. Vaciado del acero del horno a una olla. - 33 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. El acero obtenido se vacía en una cuchara de colada, revestida de material refractario, que hace la función de cuba de un segundo horno de afino en el que termina de ajustarse la composición del acero y de dársele la temperatura adecuada para la siguiente fase en el proceso de fabricación, figura 18. 2.1.6. CONTROL DEL PROCESO Para obtener un acero de calidad el proceso debe controlarse en todas sus fases empezando, como ya se ha comentado, por un estricto control de las materias primas cargadas en el horno durante el proceso se toman varias muestras del baño y de las escorias para comprobar la marcha del afino y poder ir ajustando la composición del acero durante el proceso se toman varias muestras del baño y de las escorias para comprobar la marcha del afino y poder ir ajustando la composición del acero. Para ello se utilizan técnicas instrumentales de análisis (espectrómetros) que permiten obtener resultados en un corto espacio de tiempo, haciendo posible un control a tiempo real y la adopción de las correcciones precisas de forma casi instantánea, lográndose así la composición química deseada. Los dos elementos que más pueden influir en las características y propiedades del acero obtenido, el carbono y el azufre, se controlan de forma adicional mediante un aparato de combustión leco. Pero además de la composición del baño y de la escoria, se controla de forma rigurosa la temperatura del baño, pues es la que determina las condiciones y la velocidad a la que se producen las distintas reacciones químicas durante el afino. - 34 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 2.1.7. COLADA CONTINUA Finalizado el afino la cuchara de colada se lleva hasta la artesa receptora de la colada continua donde vacía su contenido en una artesa receptora dispuesta al efecto. La colada continua es un procedimiento siderúrgico en el que el acero se vierte directamente en un molde de fondo desplazable, cuya sección transversal tiene la forma geométrica del semiproducto que se desea fabricar; en nuestro caso la palanquilla, figura 19. Figura 19.Maquina de colada continua. - 35 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. La artesa receptora tiene un orificio de fondo, o buza, por el que distribuye el acero líquido en varias líneas de colada, cada una de las cuales disponen de su lingotera o molde, generalmente de cobre y paredes huecas para permitir su refrigeración con agua, que sirve para dar forma al producto. Durante el proceso la lingotera se mueve alternativamente hacia arriba y hacia abajo, con el fin de despegar la costra sólida que se va formando durante el enfriamiento. Posteriormente se aplica un sistema de enfriamiento controlado por medio de duchas de agua fría primero, y al aire después, cortándose el semiproducto en las longitudes deseadas mediante sopletes que se desplazan durante el corte. En todo momento el semiproducto se encuentra en movimiento continuo gracias a los rodillos de arrastre dispuestos a los largo de todo el sistema. Finalmente, se identifican todas las palanquillas con el número de referencia de la colada a la que pertenecen, como parte del sistema implantado para determinar el trazado del producto, vigilándose la cuadratura de su sección, la sanidad interna, la ausencia de defectos externos y la longitud obtenida. 2.2. CLASIFICACIÓN DE LOS ACEROS Los diferentes tipos de acero se agrupan en cinco clases principales: aceros al carbono, aceros aleados, aceros de baja aleación ultrarresistentes, aceros inoxidables y aceros de herramientas. - 36 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 2.2.1. ACEROS AL CARBONO Más del 90% de todos los aceros son aceros al carbono. Estos aceros contienen diversas cantidades de carbono y menos del 1,65% de manganeso, el 0,60% de silicio y el 0,60% de cobre y los podemos clasificar como; bajo, medio y alto carbono, de acuerdo a las normas, SAE (Society Automotive Engineer) y AISI (American Iron and Steel Institute). Entre los productos fabricados con aceros al carbono figuran máquinas, carrocerías de automóvil, la mayor parte de las estructuras de construcción de acero, cascos de buques, somieres y horquillas o pasadores para el pelo. 2.2.2. ACEROS ALEADOS Estos aceros contienen una proporción determinada de vanadio, molibdeno y otros elementos, además de cantidades mayores de manganeso, silicio y cobre que los aceros al carbono normales. Estos aceros se emplean, por ejemplo, para fabricar engranajes y ejes de motores, patines o cuchillos de corte. 2.2.3. ACEROS DE BAJA ALEACIÓN ULTRA RESISTENTES Esta familia es la más reciente de las cinco grandes clases de acero. Los aceros de baja aleación son más baratos que los aceros aleados convencionales ya que contienen cantidades menores de los costosos elementos de aleación. Sin embargo, reciben un tratamiento especial que les da una resistencia mucho mayor que la del acero al carbono. Por ejemplo, los vagones de mercancías fabricados con aceros de baja aleación pueden transportar cargas más grandes porque sus paredes son más delgadas que lo que sería necesario en caso de emplear acero al carbono. Además, como los vagones de acero de baja aleación pesan menos, las cargas pueden ser - 37 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. más pesadas. En la actualidad se construyen muchos edificios con estructuras de aceros de baja aleación. Las vigas pueden ser más delgadas sin disminuir su resistencia, logrando un mayor espacio interior en los edificios. 2.2.4. LOS ACEROS INOXIDABLES Contienen cromo, níquel y otros elementos de aleación, que los mantienen brillantes y resistentes a la herrumbre y oxidación a pesar de la acción de la humedad o de ácidos y gases corrosivos. Algunos aceros inoxidables son muy duros; otros son muy resistentes y mantienen esa resistencia durante largos periodos a temperaturas extremas. Debido a sus superficies brillantes, en arquitectura se emplean muchas veces con fines decorativos. El acero inoxidable se utiliza para las tuberías y tanques de refinerías de petróleo o plantas químicas, para los fuselajes de los aviones o para cápsulas espaciales. También se usa para fabricar instrumentos y equipos quirúrgicos, o para fijar o sustituir huesos rotos, ya que resiste a la acción de los fluidos corporales. En cocinas y zonas de preparación de alimentos los utensilios son a menudo de acero inoxidable, ya que no oscurece los alimentos y pueden limpiarse con facilidad. Clasificación según estructura en estado de utilización: 1. Ferriticos 2. Martensiticos 3. Austeniticos 1. Aceros ferriticos: Estructura ferritica a cualquier temperatura (o se convierte en estructura ausenitica en el calentamiento). El grano no se regenera - 38 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Composición: A. 15-18% de cromo y una máxima de 0,12% de carbono Resistencia a la corrosión superior a la de los martensiticos B. 20-80% de cromo y una máxima de 0,35% de carbono C. Aceros al cromo-aluminio hasta un 4% más resistentes a la oxidación Son difíciles de soldar y se usan en embutición profunda por su gran ductilidad. Son magnéticos. 2. Aceros martensiticos Gran dureza cuando se los enfría rápidamente una vez austenizados. A. 12 - 14 % de cromo, 0,20 – 0,50% de carbono Principalmente en cuchillería. B. 16-18% de cromo, 0,60-1; 20% de carbono Por temple adquieren grandes durezas. Resistentes a la corrosión y al desgaste Tipo normalizado AISI –311: acero inoxidable extra dulce. Menos del 0,1% de carbono, 13% de cromo y 0,30 % de níquel. Resiste a la corrosión atmosférica, la del agua corriente y la de los ácidos y álcalis débiles. Fácilmente sondable Usos: utensilios domésticos, griferia, ornamentación, cubertería, etc. - 39 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 3. Aceros austeniticos Estructura auseniticos a cualquier temperatura Baja conductividad calorífica Es el tipo de aceros más utilizados Tipo normalizado AISI –314 Acero inoxidable ausenitico al cromo níquel conocido como 18/8.Contiene 0,08% de carbono, 18% de cromo y 9% de níquel. Muy dúctil y resistente a la corrosión atmosférica, al agua de mar, al ataque de productos alimenticios, ciertos ácidos minerales y de la mayoría de los ácidos orgánicos. 2.2.5. ACEROS DE HERRAMIENTAS Estos aceros se utilizan para fabricar muchos tipos de herramientas y cabezales de corte y modelado de máquinas empleadas en diversas operaciones de fabricación. Contienen volframio, molibdeno y otros elementos de aleación, que les proporcionan mayor resistencia, dureza y durabilidad. 2.3. EFECTO DE LOS AGENTES ALEANTES EN LOS ACEROS Además de los elementos de los aceros al carbono, tienen adicionados elementos como: cromo, níquel, molibdeno, tungsteno, vanadio, etc., la adición de tales elementos modifica o mejora las propiedades del acero. Los efectos que proporciona cada uno de los elementos son los siguientes: - 40 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Azufre. Se encuentra en los aceros como impureza, se toleran porcentajes hasta un 0.05 % máx., en caliente produce una gran fragilidad del acero, sus efectos perjudiciales pueden neutralizarse en parte con la adición del manganeso, que se combina con él formando sulfuro de manganeso. A veces se adiciona en proporciones de 0.1 a 0.3 % con un contenido mínimo de manganeso de 0.6 %, dando lugar a aceros llamados de fácil mecanización, que tienen menor resistencia, pero pueden ser trabajados con velocidades de corte doble que un acero corriente. Cobalto. Se usa en los aceros rápidos para herramientas, aumenta la dureza de la herramienta en caliente. Se utiliza para aceros refractarios. Aumenta las propiedades magnéticas de los aceros. Cromo. Forma carburos muy duros y comunica la mayor dureza, resistencia y tenacidad a cualquier temperatura. Solo o aleado con otros elementos, proporciona a los aceros características de inoxidables y refractarios. Manganeso. Se utiliza fundamentalmente como desoxidante y desulfurante de los aceros. Molibdeno. Junto con el carbono es el elemento más eficaz para endurecer el acero. Evita la fragilidad. Níquel. Aumenta la resistencia de los aceros, aumenta la templabilidad proporciona una gran resistencia a la corrosión. - 41 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Plomo. El plomo no se combina con el acero, se encuentra en él en forma de pequeñísimos glóbulos, como si estuviese emulsionado, lo que favorece la fácil mecanización por arranque de viruta, (torneado, cepillado, taladrado, etc.) ya que el plomo es un buen lubricante de corte, el porcentaje oscila entre 0.15 y 0.30 % debiendo limitarse el contenido de carbono a valores inferiores al 0.5 % debido a que dificulta el templado y disminuye la tenacidad en caliente. Silicio. Se emplea como desoxidante en la obtención de los aceros, además les proporciona elasticidad. Si la proporción es elevada (1 a 5%) los aceros tienen buenas características magnéticas. Tungsteno. Forma con el hierro carburos muy complejos estables y durísimos, soportando bien altas temperaturas. En porcentajes del 14 al 18 %, proporciona aceros rápidos con los que es posible triplicar la velocidad de corte de los aceros al carbono para herramientas. Además sirve para mantener la dureza de los aceros a elevada temperatura y evitan que se desafilen o ablanden y evitan que se desafilen o ablanden las herramientas, aunque lleguen a calentarse a calentarse entre 500°C – 600°C. Vanadio. Posee una enérgica acción desoxidante y forma carburos complejos con el hierro, que proporcionan al acero una buena resistencia a la fatiga, tracción y poder cortante en los aceros para herramientas. Toda esta información es sólo la punta del iceberg respecto a los aceros, sin embargo es más que suficiente material de estudio para un capítulo. En la próxima - 42 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. entrega, tendremos lo correspondiente a fundiciones, ferroaleaciones, aleaciones férreas especiales y conglomerados férreos. Aluminio Se emplea como elemento de aleación en los aceros de nitruración, que suele tener 1% aproximadamente de aluminio. Como desoxidante se suele emplear frecuentemente en la fabricación de muchos aceros. Todos los aceros aleados en calidad contienen aluminio en porcentajes pequeñísimos, variables generalmente desde 0.001 a 0.008%. Titanio Se suele añadir pequeñas cantidades de titanio a algunos aceros muy especiales para desoxidar y afinar el grano. El titanio tiene gran tendencia a formar carburos y a combinarse con el nitrógeno. En los aceros inoxidables cromo-níquel, actúa como estabilizador de los carburos y evita la corrosión intercristalina. Cobre El cobre se suele emplear para mejorar la resistencia a la corrosión de ciertos aceros de 0.15 a 0.30% de carbono, que se usan para grandes construcciones metálicas. Se suele emplear contenidos en cobre variables de 0.40 a 0.50%. Boro Se ha visto que en cantidades pequeñísimas de boro del orden de 0.0001 a 0.0006%, mejoran notablemente la templabilidad, siendo en este aspecto el más efectivo de los elementos aleados y el de mayor poder templante de todos. - 43 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. CAPITULO III 3. PROPIEDADES MECÁNICAS DEL ACERO 3.1. CONCEPTOS GENERALES Los materiales se seleccionan de acuerdo a su aplicación, adecuando las propiedades del material a las condiciones de funcionalidad y de servicio. Para una selección adecuada deben determinarse las características más importantes que se debe de poseer el material, tomando en cuenta algunas propiedades fundamentales como: • Resistencia al desgaste. Es la resistencia que ofrece un material a dejarse erosionar cuando está en contacto de fricción con otro material. • Tenacidad. Es la capacidad que tiene un material de absorber energía sin producir fisuras (resistencia al impacto). • Maquinabilidad. Es la facilidad que posee un material de permitir el proceso de mecanizado por arranque de viruta. • Dureza. Es la resistencia que ofrece un acero para dejarse penetrar. Se mide en unidades Brinell (HB) ó unidades Rockwel c (HRC), mediante test del mismo nombre. • Ductilidad. Es la capacidad que tiene un material para deformarse plásticamente, si llegar a la fractura. Para describir la ductilidad puede realizarse mediante el porciento de elongación y el porcentaje de reducción de área. - 44 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. • Fragilidad. Es la propiedad que permite que un material pueda romperse con mayor facilidad. • Plásticamente. Es la capacidad de los materiales para adquirir deformación permanente, sin que se produzca la fractura. • Resistencia a la corrosión. Consiste en la destrucción por desgaste lento de una pieza o herramienta por medio de un ataque químico o electroquímico. Aunque no es una propiedad física, representa un factor importante en el proceso de selección de materiales, cuando el medio ambiente o los elementos que estén en contacto con el metal, pueden corroerlo ó propicien este ataque. 3.2. PRUEBAS MECÁNICAS 3.2.1. ENSAYO DE TORSIÓN En muchas aplicaciones, como en los resortes y ejes de dirección, un material de ingeniería debe tener una resistencia buena a los esfuerzos que induce la torsión. Se pueden determinar las deformaciones que producen estos esfuerzos torsionales por medio de la prueba de torsión. La prueba de torsión se parece a la tensión porque también se desarrolla una curva de carga-deformación. En esta prueba, se tuerce una probeta cilíndrica sólida o hueca y la deformación que resulta se mide el ángulo que se tuerce la probeta (Figura 20) - 45 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 20. Ensayo de torsión. El momento torsionante es la fuerza que se aplica a la flecha por una distancia de aplicación. Para una barra sólida cilíndrica, se puede calcular el esfuerzo cortante (τ ) ; como sigue: τ= 16T D3 III.I ; Donde: T= momento torsionante (troque); (N-m) D= diámetro de la barra, (m) - 46 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura21. (Maquina para el ensayo de torsión automática). De igual forma, se determina la deformación de la cortante θ = ℘ tan = rθ L (℘) III.II Donde: θ= ángulo de torsión (radianes) L= longitud de la barra (m) r= radio de la barra (m) - 47 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Fig. 22. Registro tensión deformación. - 48 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. El torque (T), se relaciona con el momento polar de inercia (J) de la sección transversal con la siguiente relación: T= τJ III.III r En que (J), es el momento polar de inercia en m4. El momento polar de inercia depende de la forma y dimensiones de la sección transversal. Para un cilindro sólido, tenemos que: πd4 J= 32 III.IV Usando esta relación y el modelo cortante (G), que se puede determinar a partir de la pendiente de la figura 22, y se expresa como: G= T r III.V Entonces tenemos que: G = Tr / J TL = rθ / L Jθ θ= III.VI TL GJ III.VII En la práctica, se pueden usar estas relaciones para determinar la deformación de barras cilíndricas sujetas a torsión, de forma que se pueda calcular el grado de giro que producen los esfuerzos. - 49 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. En las máquinas de ensayo de tortillería, test utiliza detectores especiales patentados de componentes múltiples, modelo 201, que operan como cabezales de medida. Figura 23. Fig. 23. Maquina de Ensayo. Para realizar la medida simultánea y online de todos estos parámetros y para su procesamiento, se necesitan tarjetas de PC especiales, modelo 840 (Windows 95, 98, me, nt, 2000), y el software softwinner 940 (win 95, 98, me, nt, 2000). - 50 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 3.2.2. ENSAYO DE COMPRESIÓN En ingeniería, el ensayo de compresión es un ensayo técnico para determinar la resistencia de un material o su deformación ante un esfuerzo de compresión. En la mayoría de los casos se realiza con hormigones y metales (sobre todo aceros), aunque puede realizarse sobre cualquier material. Se realiza preparando probetas normalizadas que se someten a compresión en una máquina universal. Algunos materiales exhiben un comportamiento dramáticamente diferente en compresión que en tensión y en algunos casos estos materiales se utilizan principalmente para resistir esfuerzos de compresión. Ejemplos típicos son el concreto y las piedras utilizadas en construcción. Se necesita entonces datos del ensayo de compresión en muchas aplicaciones de ingeniería. Los ensayos de compresión tienen muchas similitudes con los ensayos de tracción en la forma de cómo se conduce el ensayo y en el análisis e interpretación de los resultados. Como los ensayos de tracción se discutieron con suficientes detalles, la discusión aquí se enfocará a aquellas áreas en donde los dos ensayos difieren. 3.3. ENSAYO DE DUREZA La dureza es una propiedad que se define como la resistencia de un material a ser rayado. No debe confundirse con la tenacidad. Hay diversas formas de medir la dureza, si bien la mayoría consiste en utilizar un pequeño indentador, dispositivo que trata de penetrar el material y que puede ser un pequeño balín o una aguja. Es usado en la industrial - 51 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. En metalurgia la dureza se mide utilizando un durómetro para el ensayo de penetración. Dependiendo del tipo de punta empleada y del rango de cargas aplicadas, existen diferentes escalas, adecuadas para distintos rangos de dureza. El interés de la determinación de la dureza en los aceros estriba en la correlación existente entre la dureza y la resistencia mecánica, siendo un método de ensayo más económico y rápido que el ensayo de tracción, por lo que su uso está muy extendido. Hasta la aparición de la primera máquina Brinell para la determinación de la dureza, ésta se medía de forma cualitativa empleando una lima de acero templado que era el material más duro que se empleaba en los talleres. 3.3.1. DUREZA BRINELL Este método lo ideo el ingeniero sueco Brinell en 1900, consiste en comprimir una bola de acero templado de un diámetro determinado sobre el material a ensayar por medio de una carga y durante un tiempo también establecido. Se mide el diámetro de la huella y se encuentra la dureza del material por la relación entre la carga citada y el área del casquete de la huella, pues evidentemente y dentro de los ciertos límites esta área será tanto mayor cuanto menos duro sea el material. El área se puede sustituir por el diámetro de acuerdo con los siguientes cálculos. III.VIII La superficie del casquete de la huella será: III.IX - 52 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Y como: III.X Y resultara: III.XI Sustituyendo S por su valor en la formula ( III.XII), quedara: III.XII De esta formula se conoce el peso que se aplica P, el diámetro de la bola D y el diámetro de la huella d, que se mide con una regla graduada o mejor con una lupa o un microscopio provistos de un retículo graduado. Sin embargo en general no se halla el numero de Brinell aplicando la formula, sino por medio de tablas en las que conociendo el diámetro de la huella se encuentra la P cifra de dureza. D f f D d d Fig. 24. Esquema del ensayo Brinell. - 53 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. También se puede medir la profundidad de la huella o flecha f del casquete y calcular la dureza por formula. III.XIII Este método sin embargo no es recomendable por la deformación que sufre el material, que falsea la lectura de la flecha del casquete como se ve en la figura siguiente. El ensayo Brinell tal como se ha explicado, se practica perfectamente con materiales de perfil grueso de fierro o acero, pues las huellas obtenidas son claras y de contorno limpios. Fig. 25. Deformación del material en el ensayo Brinell. - 54 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Tabla 3.3.1. Diámetro de las bolas y presiones empleadas en el ensayo Brinell. Espesor de la probeta. Superior a 6mm. ….. De 6 a 3 mm ……. Menor de 3 mm ….. CONSTANTES DE ENSAYO K 10 5 2,5 1,25 CARGAS EN KG. 30 Diametro de la bola en mm. 30 D2 10 D2 5 D2 2,5 D2 1,25 D2 10 3.000 1.000 500 250 125 5 750 250 125 62,5 31,2 2,5 187,5 62,5 31,2 15,6 7,8 1,25 46,9 15,6 7,81 3,91 1,99 0,625 11,7 3,91 1,953 0,977 0,488 En general, no se utilizan los ensayos Brinell para durezas superiores a 500, porque se deforman las bolas. Se ha ensayado la utilización de bolas de de carburos metálicos (metal duro), que sufre menos deformaciones que las del acero pero su uso no se ha generalizado. La deformación de los ensayos se efectúa mediante el siguiente método. III.XIV En el que D es el diámetro de la bola P, la carga y T el tiempo de duración del ensayo, por ejemplo. III.V Que quiere decir ensayo Brinell con la bola de 10mm.aplicada con carga de 3.000 kilogramos durante 30 segundos. - 55 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 3.3.2. DUREZA ROCKWELL El método Brinell no permite medir la dureza de los aceros templados porque se deforman las bolas; para esto se emplea la maquina Rockwell que apareció en 1924. El método Rockwell se basa también en la resistencia que oponen los materiales a ser penetrados, pero en lugar de determinar la dureza del material en función de la superficie de la huella que deja el cuerpo penetrante se determina en función de la profundidad de esta huella. Los cuerpos de los penetradores, son un diamante en forma de cono de 120° ± 1°, con la punta con un radio de 0.2 ± 0.01 mm, que se denomina también penetrador Brale y las bolas 1/8” y 1/16”, se utilizan cargas de 60, 100 y 150 Kg. Para materiales gruesos, y de 15, 30 y 45 Kg.; para materiales delgados. En total existen veintiuna escalas para veintiuna combinables de penetradores y cargas, que se dan según la tabla 3.4.2. Se construyen dos clases de maquinas: las utilizadas para medir materiales gruesos con las escalas A, B, C, D, E, F, G, H, K, L, M, P, R, S, Y, V, y las construidas para materiales finos 15-N, 30-N, 45-N, 15-T, 30-T y 45-T, ambas maquinas llevan una escala con números negros (la C de la fig. 26.) para las mediciones con punta de diamante (penetrador Brale), y otra escala (la B de la fig.26 y 27.) para las mediciones realizadas con las bolas. C 90 10 8 120 80 40 50 110 100 60 70 90 80 20 30 70 40 60 50 Fig. 26. Escalas Rockwell B y C. - 56 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. TABLA 3.3.2. ESCALA DE DUREZA ROCKWELL. Simbolo de Tipo de prueba A Normal B " C " D " E " F " G " H " K " L " M " P " R " S " V " 15-N Superficial 30-N " 45-N " 15-T " 30-T " 45-T " Tipo y Carga Carga Escala del tamaño del menor mayor comparador penetrador en Kg. color colocacion Cono de diamante Bola de 1/16" Cono de diamante Cono de diamante Bola de 1/8" Bola de 1/16" Bola de 1/8" Bola de 1/4" Bola de 1/4" Bola de 1/4" Bola de 1/4" Bola de 1/4" Bola de 1/2" Bola de 1/2" Bola de 1/2" Cono de diamante Cono de diamante Cono de diamante Bola de 1/16" Bola de 1/16" Bola de 1/16" 10 60 Negro Fuera " 100 Rojo Dentro " 150 Negro Fuera " 100 Negro Fuera " 100 Rojo Dentro " 60 " " " 150 " " " 60 " " " 150 " " " 60 " " " 100 " " " 150 " " " 60 " " " 100 " " " 150 " " 3 15 " " " 30 " " " 45 " " " 15 " " " 30 " " " 45 " " - 57 - APLICACIONES Aceros nitrurados, flejes estirados en frio, hojas de afeitar. Carburos metalicos (90 a 98). Aceros al carbono recocidos de bajo contenido en C. Aceros duros. Con dureza superior a 100 Rockwell B a 20 Rc. Aceros cementados. Metales blandos, como anitricion y piezas fundidas Bronce recocido. Bronce fosforoso y otros metales. Metales blandos con poca homogeneidad, fundicion de hierro. Metales duros con poca homogeneidad, fundicion de hierro. " " " Metales muy blandos. " " Aceros nitrurados, cementados y de herramientas de gran dureza. " " Bronce, laton y acero blando. " " ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. El numero que mide la dureza no está ligado con la carga, como ocurre con la dureza Brinell, sino que es un número arbitrario, pero naturalmente proporcional a la penetración, se determina deduciendo del numero 100, si se ensaya con diamante, y de 130, si se ensaya con bola, las unidades de penetración permanente medidas en 0.002 de milímetros. Esto se hace para que a los materiales más duros correspondan más unidades de dureza que a los blandos y ocurriría lo contrario si la dureza se diese por las unidades, el material será más blando. La denominación de los ensayos de Rockwell se hace por las iniciales HR, seguidos de una letra minúscula que define la escala. Por ejemplo, 60 Rockwell de la escala c se debe anotar 60HRc. Fig. 27. Maquina delta para ensayos Rockwell. - 58 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 3.3.3. DUREZA VICKERS El ensayo por el método Vickers se deriva directamente del ensayo Brinell y fue introducido en 1925, empleándose actualmente mucho sobre todo en los laboratorios y en particular para piezas delgadas y templadas con espesores mínimos hasta de 0.2 mm. En el método Vickers se utiliza como cuerpo penetrante una punta piramidal de base cuadrada y ángulo en el vértice, entre caras, de 136ª, con presión obligada de 20 segundos (fig. 28) este ángulo se eligió para que la bola de Brinell quedase circunscrita al cono de borde de las huellas, cuyo diámetro, como se sabe, se procura que sea aproximadamente igual a 0.375 D. Fig. 28. El ángulo de 136º de la punta piramidal Vickers esta elegido para que sea la huella tangente a la de la bola Brinell. - 59 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. La dureza Vickers se encuentra por relación entre la carga citada y la superficie de la huella, como en el método Brinell, por lo tanto, se corresponde como este hasta unas 300 unidades de dureza. Para durezas mas elevadas, la bola Brinell se deforma y la divergencia entre Brinell y Vickers es cada vez mayor. El ensayo Brinell como ya se ha dicho no debe aplicarse para pedir durezas superiores a 500 HV. La determinación de la dureza Vickers se hace en función de la diagonal de la huella o, más exactamente, a la medida de las dos diagonales medidas con un microscopio en milésimas de centímetro., figura 29. D & C 0' B A & d 0 & Fig. 29. Representación esquemática de la huella que deja la punta piramidal Vickers. Si P es la carga, y S la superficie de la huella, la dureza Vickers será: Y la superficie S será = 4 x área de una cara En general, no se hacen cálculos con la formula anterior, sino por medio de gráficos o de tablas en las que entrando con la medida de la longitud y la carga se obtiene directamente la dureza. Respecto a las cargas, son independientes de la dureza obtenida, pues la diagonal resultara proporcional a la carga, y para un mismo material saldrá la misma dureza con cualquier carga. Sin embargo, se puede hacer constar la carga al designar la dureza. - 60 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Se utilizan cargas de 1 a 120 Kg. Siendo las mas frecuentemente empleadas las de 1,2,3,4,5,10, 20, 30, 40, 50, 100 Kg. Las mas utilizada es la de 30 Kg. Respecto al tiempo que se ha de mantener la carga, oscila entre diez y treinta segundos, siendo el mas empleado 15 segundos. La dureza se expresa por las letras HV, seguidas de dos cifras, una para la carga y otra para el tiempo. Por ejemplo si la carga ha sido de 30 Kg. Durante 15 segundos, se pone HV 30/15. Las maquinas Vickers (Fig.30) son muy similares a las Brinell, hay maquinas que se emplean para medir las durezas por los dos métodos, utilizando el penetrador adecuado. Fig. 30. Máquina para ensayos de dureza Vickers. - 61 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. A continuación, se enumeran algunas ventajas del método Vickers: 1. Las huellas Vickers son comparables entre si, y las cifras de dureza obtenidas de la carga. 2. Con el mismo penetrador puede medirse una amplia gama de materiales, desde muy blandos hasta muy duros. Llegando hasta 1,150 Vickers, que equivaldrían aproximadamente a 780 Brinell, dureza que como se sabe, no puede obtenerse con Brinell directamente sin deformar la bola. 3. Puede medirse la dureza de piezas muy delgadas empleando cargas pequeñas, hasta espesores del orden de 0.05mm. 4. Puede medirse dureza superficial, dada la pequeña penetración del diámetro, con cargas pequeñas, lo que permite comprobar, por ejemplo, el endurecimiento superficial de un material después de rectificado con piedra esmeril. 5. La escala Vickers es mas detallada que la Rockwell, y así, por ejemplo, entre HRc 60 y HRc 66, las durezas Vickers que corresponden son 765 y 960, o sea 32 unidades Vickers por cada unidad Rockwell. - 62 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Tabla 3.3.3.1. se encuentran las equivalencias de los diferentes tipos de durezas. Brinell HB 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225 230 235 240 245 250 255 260 265 270 275 280 285 290 295 300 310 320 330 Rockwell HRB HRC Vickers HV Brinell HB 340 350 359 368 376 385 392 400 408 415 423 430 19.2 20.2 21.2 22.1 23 23.8 24.6 25.4 26.2 26.9 27.6 28.3 29 29.6 30 80 85 90 95 100 105 110 115 120 125 130 135 140 145 150 155 160 165 170 175 180 185 190 195 200 205 210 215 220 225 230 235 240 245 250 255 260 265 270 275 280 285 290 295 300 31.5 32.7 33.8 310 320 330 36.4 42.4 47.4 52.0 56.4 60.0 63.4 66.4 69.4 72.0 74.4 76.4 78.4 80.4 82.2 83.8 85.4 86.8 88.2 89.6 90.8 91.8 93.0 94.0 95.0 95.8 96.6 97.6 98.2 99.0 - 63 - Rockwell HRB HRC 34.9 36 37 38 38.9 39.8 40.7 41.5 42.4 43.2 44 44.8 45.5 46.3 47 47.7 48.8 49 49.8 50.3 50.9 51.5 52.1 52.7 53.3 53.8 54.4 54.9 55.4 55.9 56.4 56.9 57.4 57.9 58.4 58.9 59.3 60.2 61.1 61.9 62.7 63.5 64.3 65 65.7 66.3 66.9 67.5 68 Vickers HV 340 350 360 370 380 390 400 410 420 430 440 450 460 470 480 490 500 510 520 530 540 550 560 570 580 590 600 610 620 630 640 650 660 670 680 690 700 720 740 760 780 800 820 840 860 880 900 920 940 ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 3.4. METALOGRAFÍA ÓPTICA La Metalografía o Microscopía estudia microscópicamente las características estructurales de un metal o de una herramienta más importante de aquel investigador o ingeniero en selección de materiales. Es posible determinar el tamaño de grano, y el tamaño, forma y distribución de varias fases e inclusiones que tienen gran efecto sobre las propiedades mecánicas del metal. La microestructura revelará el tratamiento mecánico y térmico del metal y bajo un conjunto de condiciones dadas, podrá predecirse su comportamiento esperado. La experiencia ha demostrado que el éxito en el estudio microscópico depende en mucho del cuidado que se tenga para preparar la muestra. El microscopio más costoso no revelará la estructura de una muestra que haya sido preparada en forma deficiente. Además con la ayuda del microscopio podemos identificar otros defectos, como se explica a continuación. a) Segregaciones: Las cuales se representan por distribuciones en una concentración dispareja, de algún elemento como puede ser: Azufre, Fósforo, Silicio, etc. b) Fibras: Durante la deformación plástica del material ocurre un alargamiento de granos, lo cual tiene un aspecto fibroso y las fibras están orientadas paralelas a la dirección de mayor deformación. - 64 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. c) Texturas: Se trata de una orientación preferencial de los cristales debido a fenómenos de recristalización, reformación o recocido para mejorar el examen macroscópico de una muestra pulida se pueden usar aumentos de 2 a 3 OX máximo; la aplicación de un reactivo de macroataque relativamente fuerte asiendo aparente la macroestructura, así se puede observar las siguientes características del proceso de fabricación de un material metálico. Estructura de colada, segregación, inclusiones de escoria y de gases, porosidades, rechupes, agrietamientos, crecimiento excesivo de granos, deformación enfrío, estructura fibrosa, cordones de soldadura. - 65 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. CAPITULO IV. 4. PARTE EXPERIMENTAL 4.1. METODOLOGÍA DE LA CARACTERIZACIÓN El material utilizado para la elaboración de este trabajo, es de una barra de acero que es ocupada como barra estabilizadora de suspensión automotriz. Para el desarrollo de la investigación de la barra estabilizadora fue necesario adquirir los datos técnicos de la barra, como el material con el que esta hecha, sus propiedades químicas, físicas y mecánicas, debido a que las diferentes empresas que fabrican las barras no proporcionan estos datos. Lo primero fue obtener una barra estabilizadora. Fig. 31. Barra estabilizadora. Fig.32. Barra de Torsión. Para comenzar el estudio de la barra fue necesario realizar 3 tipos de pruebas: - 66 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Prueba de dureza Rockwell Prueba de la Chispa Prueba Metalografía. Para la realización de estas pruebas se cortaron cuatro probetas de la barra estabilizadora como se muestra en la figura 33, de aproximadamente de 5 cm y se procedió a la preparación de la mismas. Figura 33. Muestra representativa para realizar las pruebas. - 67 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. 4.2. OBTENCIÓN DE LA DUREZA A continuación se procedió a obtener una probeta del acero para obtener la dureza de la barras, para lo cual obtuvimos probetas de la barra para ensayarlas en las maquinas de dureza, figura 34. Fig. 34. Corte de la Probeta. Se realizo la prueba de dureza Rockwell C para el ensayo de estas probetas. El ensayo de dureza se realizo en el los laboratorios de la escuela para lo cual utilizamos el equipo existente que se muestra a continuación. figura 37 y 38. Fig. 37. Durometro Rockwell C. - 68 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Fig. 38. Máquina para dureza Rockwell C 4.3. PROCEDIMIENTO PARA LLEVAR A CABO EL ENSAYO DE LA CHISPA A las barras se les hizo un ensayo a la chispa, para saber el tipo de material de las barras. Fig. 33. Prueba de Chispa. - 69 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Fig. 34. Prueba de Chispa. Como podemos apreciar esta chispa nos indica el tipo de acero, con lo cual podemos asegurar que las barras estabilizadoras que se fabrican, son de acero aleado. Ahora se compara esta chispa con las tablas; para darnos una idea del material con el cual se llevara a cabo el trabajo de investigación. - 70 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Fig. 35. Imágenes de Chispa. La chispa que obtuvimos de las barras, es muy similar a la n° 4. Basándose en la tabla 4.2. Se obtuvieron las características del acero, de acuerdo al tipo de chispa. - 71 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Tabla 4.3. Designación de algunos aceros por medio de la chispa N° 1 2 3 Designacion Acero de cementacion Acero de herramientas sin alear Acero de herramientas sin alear Aleacion 0.15 C Color del rayo amarillo blanco 0.5 C amarillo blanco 1C amarillo blanco Forma rayo liso, pocas explociones de C. de forma acircular como 1, mas agujas muchas explosiones de C que empiezan en el pie de la gavilla muy ramificadas explociones C. análogas a las del n° 2 Delante de las explociones C hinchazones en el rayo principal y muchas pequeñas ramificaciones laterales Marca DEW WE W 65 SS 4 4 Acero de herramientas aleac. Mn.Si. 0.55 C 1.0 Si 1.0 Mn amarillo 5 Acero de herramientas aleac. Mo. 0.5 C 1.4 Cr 0.7 Mo 0.3 V amarillo naranja analogo a 2, pero los extremos de los rayos provistos de puntas lanceoladas CMC 6 Acero de herramientas aleac. Cr-W. 1C 1 Mn 1 Cr 1.2 W rojizo naranja rayos muy delgados imagen de chispas muy vivas, extremos de los rayos en forma de lenguas Veresta 7 Acero de herramientas aleac. Cr-W-Si. 0.5 C 1.0 Si 1.2 Cr 2.0 W rojo naranja pocas explociones de C. finas con clava clara y larga Durax W2 8 Acero de herramientas aleac. Cr. 2C 12 Cr 0.8 W rojo naranja gavilla corta con pocas o con muchas explosiones claras C. Bora Acero rápido 0.9 C 4 Cr 2.6 Mo 2.5 V 3.0 W rojo naranja 10 Acero rápido 0.75 C 4 Cr 18 W 1V rojo 11 Acero inoxidable 0.4 C 14 Cr naranja gavillas corta con explosiones de C erizadas Remanit 1540 12 Acero resistente a los acidos 0.1 C 18 Cr 8 Ni amarillo naranja rayos lisos sin explosiones de C Remanit 1880 9 rayos lisos e interrumpidos con explosiones aisladas de C gavilla de chispas de trayectorias a trazos casi sin explosiones de C - 72 - MAS Mo 325 Rap. Spez. ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Según la tabla 4.3, en la cual se encuentran los diferentes elementos de aleación que componen al acero que producen diferentes tipos de chispa, como se observo la chispa de las barras es muy similar a la número 4, esta nos dice que tipos de elementos de aleación lo constituyen a este tipo de chispa. Los posibles aceros de acuerdo a lo antes mencionado son: ACERO DE MEDIO CARBONO CON UNA COMPOSICIÓN DE: 0.55 % de carbono 1.00 % de silicio 1.00 % de manganeso La chispa es de un color amarillo y la forma de la chispa consiste en explosiones de carbono análogas a las del Nº 2. Delante de las explosiones de carbono hinchazones en el rayo principal y muchas pequeñas ramificaciones laterales. 4.4. MICROSCOPIA ÓPTICA Después de haber realizado la preparación de la muestra metalográfica y haber obtenido la dureza, se obtuvieron la micrografías de cada muestra. Cabe señalar que cada muestra se preparó a espejo con la técnica de preparación de muestras metalografícas, que siguiente manera: Selección de la muestra representativa para llevar a cabo la experimentación Corte de la muestra, realizándose esta con una cortadora de disco de carburo de silicio con enfriamiento Pulido mecánico de la superficie de la muestra, se uso una pulidora de disco giratorio y lijas de metal con agua con diferentes tamaños de grano, 100, 220, 320, 400, 600, 1000 y 1500. - 73 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Pulido fino, se realizó en una pulidora de disco, utilizándose un paño microclothen húmedo y agregándose alúmina calcinada como abrasivo de grano fino (0.3 micras) mezclada con agua. Ataque químico, se realizo con reactivo compuesto de ácido nítrico y alcohol etílico, conocido como nital al 3%. Para la observación metalográfica, se utilizó un microscopio óptico marca Olympus, en donde se acoplo una cámara fotográfica digital marca Kodak, con la cual se obtuvieron fotografías correspondientes a todas las muestras metalograficas obtenidas, Figura 43, 44 y 45. Figura 43. Microscopio óptico - 74 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 44. Cortadora de disco con enfriamiento Figura 45. Máquina pulidora mecánica con paño (cortesía UNAM) - 75 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 46. Durometro marca Wilson - 76 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. CAPITULO V 5. ANÁLISIS Y RESULTADOS A continuación se presentan los resultados de las pruebas realizadas a las muestras de la barra de suspensión, incluyendo resultados de estas a través de tablas y microestructuras. 5.1. APLICACIÓN DE LA DUREZA Las medidas de dureza realizadas a las muestras del acero, figura 33, se muestran en la tabla 5.1. Tabla 5.1. Durezas HRC, obtenidas de las muestras NÚM. DE MUESTRA 5.2. LECTURAS PROMEDIO (HRc) 1 56.5, 60.0 54.5, 58.5, 62.0 58.3 2 54.0, 54.0, 53.5, 50.0, 51.0 52.5 3 51.5, 50.0, 54.5, 67.0, 58.0 56.2 4 59.0, 63.0, 39.0, 31.5, 50.0 48.5 APLICACIÓN DE LA PRUEBA DE MICROSCOPIA ÓPTICA - 77 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. A continuación se muestran las micrografías que fueron tomadas en un microscopio óptico a 100 aumentos, Se encontraron las microestructuras siguientes: Figura 47.Probeta 1 La micrografía muestra ferrita (claros blanco) y perlita (negro) Atacada con Nital 3%, a 100X. Figura 48 Probeta 2 La microestructura muestra un grano distorsionado debido que es la parte donde fue forjada, contiene ferrita y perlita, a 100X. - 78 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 49 Probeta 3. La microestructura muestra claramente que contiene ferrita (blanco) y perlita (oscuro), atacada con 3% de nital a 100X. Figura 50 .Probeta 3. La micro estructura muestra el cambio de tamaño de grano del material que fue forjado, conteniendo ferrita-perlita. Atacada a 3% de nital a 100X. - 79 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Figura 51 Probeta 4. La micrografía muestra un tamaño de grano fino donde se observa ferrita-perlita. Atacada a 3% de nital, a 100X. Figura 52 Probeta 4. La microestructura igual como la anterior se observa un grano muy fino compuesto de ferrita y perlita. Atacada con 3% de nital y a 100X. - 80 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Una vez concluido el estudio experimental del acero utilizado como barra estabilizadora se ha determinado que se trata de un acero 1045. La siguiente tabla presenta la composición química y las propiedades de este acero, de acuerdo a l normas establecidas. Tabla 5.3.1, se asigna el acero de acuerdo a las normas: PALMEXICO 1045 AISI-SAE, NMX 1045 ASTM, UNS G10180 Tabla 5.3.2, El análisis químico según Norma Nacional NMX B-301 (% en peso) C Si Mn P máx. S máx. 0.43-0-50% 0.15-0.30% 0.60-0.90% 0.030% 0.030% - 81 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Tabla 5.3.3, formas, acabados, características y aplicaciones del acero medio contenido de carbono. Tipo Formas y Acero de medio contenido de carbón Barra redonda, cuadrada, hexagonal y solera, laminadas o forjadas en caliente, estiradas en frío y peladas maquinadas. Placa laminada en caliente y frío. Acabados Es un acero de medio carbón, es muy versátil por sus características; análisis controlado, mejores propiedades Características mecánicas por encima de los 600 MPa (61 kgf/mm2) que otros aceros del mismo tipo, por su alto contenido de manganeso, tiene buena soldabilidad y maquinabilidad. Cuando se requiere una superficie muy dura pero un centro tenaz, este acero cementado cumple perfectamente estas condiciones. Estirado en frío mejora sus valores de resistencia mecánica, y su maquinabilidad, haciéndose muy popular para un sin número de aplicaciones. Aplicaciones Por sus características de temple se utiliza en piezas automotrices, semiejes, tornillos, tuercas, pernos, ejes y cigüeñales de maquinaria de resistencia media, en general es adecuado para la elaboración de piezas como ejes y semiejes, cigüeñales, etc. - 82 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. Tabla 5.3.3, Tratamientos térmicos recomendados (valores en °C): Forjado Normalizado o Laminación (°C) Recocido (°C) Templado Revenido (°C) (°C) 830-850 agua 300-650 Ablandamiento Regeneración 850-1100°C 840-870 Lento (horno) 650-701 aire Enfriar al aire horno 850-890 Enfriar en 840-860 aceite aire Tabla 5.3.4, Propiedades mecánicas mínimas estimadas según SAE J1397: Tipo de proceso y acabado Resistencia a la tracción Límite de Fluencia Alargamiento Reducción de área Dureza Brinell en 2” % MPa kgf/mm2 Ksi MPa kgf/mm2 Ksi Caliente y maquinado 570 58 82 310 32 45 16 40 163 Estirado en frío 630 64 91 530 54 77 12 35 179 - 83 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. CONCLUSIONES De la investigación realizada, se puede concluir lo siguiente: 1. La barra estabilizadora es un elemento fundamental dentro de una suspensión, ya que sin esta los automóviles no serian estables a altas velocidades, y serian muy incómodos, ya que esta barra limita el balanceo de la carrocería permitiendo así una marcha confortable y suave. 2. Además cuanto menos flexible sea la barra estabilizadora, tanto mayor movimiento comunica de una rueda a otra y, por lo tanto, limita más el balanceo, así como el confort de la marcha, porque hace que las irregularidades sobre las que pasa una de las ruedas se transmita a la otra. 3. Si la barra estabilizadora es de material blando ocurrirán grandes balanceos en el automóvil provocando una gran inestabilidad y a sí como consecuencia un viaje incomodo e inseguro. 4. Si la barra es muy rígida, el movimiento de la suspensión de un lado interferirá en el otro, creando un comportamiento nervioso en el vehículo. 5. Para la presente investigación se debieron poner en práctica tres ensayos diferentes que fueron: Ensayo a la chispa, ensayo de dureza y ensayo metalografico. 6. Partiendo del ensayo de la chispa se observo que el acero utilizado en la barra estabilizadora es un acero al carbono, con un contenido de - 84 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. aproximadamente 0.45% C y unas de sus principales utilizaciones son para partes automotrices y herramentales. 7. Con respecto a la prueba de dureza obtenida en la barra estabilizadora, podemos decir que el acero utilizado es un acero de medio carbono según la norma AISI-SAE. 8. Respecto a la metalografía realizada según las micrografías obtenidas se observa una variación de tamaño de grano y estructura en donde se tiene ferrita-perlita en gran cantidad. 9. En la fig. 51, se observa que el tamaño de grano es muy fino, el cual tiene una baja dureza, debido a que esta parte es donde sufre la deformación plástica de la barra. 10. El estudio realizado a la barra estabilizadora nos permite concluir que el acero utilizado es un acero medio carbono 1045. 11. Es importante mencionar que las empresas que se dedican a la fabricación de las barras estabilizadoras no proporcionan ningún tipo de información, por lo cual la información contenida dentro de este trabajo es meramente de investigación. Para el cual se compro la barra, se llevaron a cabo ensayos, se obtuvieron y se compararon resultados experimentales con los ya establecidos por norma. 12. Este estudio nos permite plantear una posible solución a la fractura de la barra la cual fue deformada plásticamente; realizando un relevado de esfuerzo mediante un recocido (calentamiento-enfriamiento) el cual nos sirve para homogeneizar el tamaño de grano y las tensiones internas, ya que esto aumentaría la vida útil de la barra. - 85 - ESTUDIO DEL ACERO UTILIZADO EN UNA BARRA ESTABILIZADORA AUTOMOTRIZ. BIBLIOGRAFÍA Davis, Harmer E. y Troxell, George E. “Ensaye de los materiales en ingeniería”: 7 ED. México: c.e.c.s.a. 1979. 477 p. Norma técnica colombiana ntc 4525. “Terminología de ensayos mecánicos. Instituto colombiano de normas técnicas y certificación. Icontec”. 1998-10-28. Beer, Ferdinand P. y Johnston, e. Russell. “Mecánica de materiales”. 2 ED. México: McGraw Hill, 1999. 742 p. isbn 958-600-127-x Richard Henry Greaves, D.Sc. “Metalografia Microscopia Practica” España: URMO, S.A. DE EDICIONES, 1979. 228 P. - 86 -