UNIVERSIDAD VERACRUZANA
Anuncio

UNIVERSIDAD VERACRUZANA
FACULTAD DE INGENIERÍA CIVIL
CAMPUS XALAPA
“EVALUACIÓN MECÁNICA DE PASTAS DE CEMENTO
MODIFICADAS CON ESCORIA DE HORNO DE ARCO ELÉCTRICO Y
CENIZA DE BAGAZO DE CAÑA DE AZÚCAR”
TESIS
QUE PARA OBTENER EL TITULO DE
INGENIERO CIVIL
PRESENTA
PABLO CARMONA DURÁN
DIRECTOR
DR. ERICK E. MALDONADO BANDALA
XALAPA-ENRÍQUEZ, VERACRUZ.
2011
DEDICATORIAS
A MIS PADRES
Gracias por todo el apoyo que me brindaron, por la oportunidad de llegar hasta este
momento, espero que se sientan tan orgullosos de mi como yo de ustedes.
A MI MADRE
No hay palabras que logren describir lo mucho que te admiro por la fuerza que
demostraste al sacarme adelante, pese a todas las contrariedades que se
presentaron , siempre estuviste cerca de mí para ayudarme, gracias mama.
A MIS HERMANOS
Gracias por la ayuda que día con día salió de ustedes, de ustedes estoy seguro,
tome lo mejor de su experiencia para aplicarlo en mi vida y más adelante poder ser
yo el ejemplo a seguir.
A MIS MAESTROS
Gracias por todos los conocimientos que me trasmitieron y la paciencia que me
tuvieron durante todos estos años, me dieron lo más valioso de esta vida, el gusto
por aprender, gracias
A MIS AMIGOS
Gracias por su compañía a lo largo de mi vida escolar logramos ser más que
compañeros de clase y aunque algunos se quedaron en el camino, les agradezco por
haberme brindado su amistad, gracias
Contenido
INTRODUCCIÓN..................................................................................................................................1
JUSTIFICACIÓN ..................................................................................................................................3
GENERALIDADES ...............................................................................................................................4
PLANTEAMIENTO DEL PROBLEMA .......................................................................................4
OBJETIVOS ..........................................................................................................................................5
GENERAL......................................................................................................................................5
PARTICULARES: .........................................................................................................................5
HIPÓTESIS ...........................................................................................................................................5
CAPITULO 1 MARCO TEÓRICO.......................................................................................................6
1.1 LOS MATERIALES DE CONSTRUCCIÓN Y SUS EFECTOS ........................................6
1.2 EL CEMENTO ........................................................................................................................6
1.3 MATERIALES ALTERNATIVOS ........................................................................................15
1.4 VENTAJAS Y DESVENTAJAS ..........................................................................................19
1.5 ESCORIA ..............................................................................................................................20
1.6 PASTAS Y MORTEROS .....................................................................................................24
CAPITULO II METODOLOGÍA EXPERIMENTAL ........................................................................26
2.1 LA CENIZA DE BAGAZO DE CAÑA DE AZÚCAR .........................................................26
2.2 LA ESCORIA DE HORNO DE ARCO ELÉCTRICO .......................................................28
2.3 ELABORACIÓN DE LOS ESPECÍMENES ......................................................................31
2.4 DETERMINACIÓN DE LAS PROPORCIONES PARA LA ELABORACIÓN DE LOS
ESPECÍMENES ..........................................................................................................................32
2.5 DETERMINACIÓN DE LA CONSISTENCIA NORMAL ..................................................34
2.6 TIEMPO DE FRAGUADO ...................................................................................................38
2.7 DETERMINACIÓN DE LA FLUIDEZ. ................................................................................40
2.8 RESISTENCIA A LA COMPRESIÓN ................................................................................44
3 RESULTADOS DE LA INVESTIGACIÓN ....................................................................................47
3.1 FLUIDEZ ...............................................................................................................................47
3.2 TIEMPO DE FRAGUADO ...................................................................................................52
3.3 RESISTENCIA A LA COMPRESIÓN AXIAL ....................................................................55
CONCLUSIONES:..............................................................................................................................63
REFERENCIAS: .................................................................................................................................65
GLOSARIO DE TÉRMINOS .............................................................................................................67
INTRODUCCIÓN
La industria de la construcción ha crecido enormemente, y los recursos con los que
se cuenta cada vez son más insuficientes, De estos, el concreto es sin duda el que
se utiliza con mayor frecuencia. En particular la demanda de cemento portland
incrementa conforme aumenta la población mundial. Sin embargo, la industria
productora de este tipo de cemento consume grandes cantidades de recursos
energéticos y genera una fuerte emisión de contaminantes.
Desde sus inicios, el hombre ha edificado construcciones ya sea para resguardo
propio o para intereses sociales y religiosos. Han sido muchas y muy diversas las
técnicas que emplearon las diferentes culturas, los egipcios por ejemplo, utilizaban el
lodo del rio Nilo, no obstante las capacidades cementantes de este tipo de materiales
era demasiado pobre y no tenían resistencia a la humedad. Siglos más tarde, los
romanos descubrieron la tecnología de los llamados materiales puzol añicos, para
producir sus cementos mezclaban cal con cenizas provenientes de un lugar llamado
Pozzouli. Muestra de su avanzada tecnología son algunas de sus edificaciones que
se encuentran en pie en nuestros días.
Fue hasta el siglo XIX que se trabajó intensamente en muchas investigaciones
enfocadas a la búsqueda de nuevos materiales para la construcción. La patente de lo
que hoy conocemos como Cemento Portland le fue otorgada a J. Apsdin en 1824 en
Inglaterra.
El cemento es el material ligante del concreto. Está compuesto principalmente por
oxidos de calcio, silicio, aluminio y hierro hasta en un 95%. Las propiedades de
endurecimiento
se
logran
de
la
mezcla
del
ferro
aluminio
de
calcio
(4CaO·Al2O3·Fe2O3) con el agua
En los últimos 60 años se ha trabajado de manera menos empírica y más científica la
fabricación y utilización del cemento. Como consecuencia de esto los procesos de
producción se han mejorado, el más notable ha sido el que manejaba la materia
prima en húmedo (barbotinas) al manejo en seco, como resultado de este cambio se
obtuvieron ahorros de energía arriba del 40% sin mencionar la reducción de emisión
de contaminantes y el tamaño de los hornos; producir cemento es un proceso de alta
demanda energética y alta emisión de contaminantes. Las restricciones ambientales
impuestas a las cementeras son cada vez más estrictas lo que debería llevar a la
optimización de procesos o a la búsqueda de alternativas para la solución de los
diversos problemas y necesidades actuales.
Para satisfacer la creciente demanda de cemento es necesario buscar esquemas
alternativos de apoyo, de otra manera los costos económicos, económicos y
ecológicos serían muy altos. La producción mundial de cemento es de
aproximadamente 150 millones de toneladas consecuentemente la emisión de CO2
es casi la misma cantidad.
México produce suficiente cemento para el consumo interno, de hecho la principal
compañía nacional (CEMEX) ocupa el tercer lugar a nivel mundial. Sin embargo
existe la necesidad de crear materiales de construcción de menor costo; por otro
lado, la diversidad y lo extremoso del clima, en algunas regiones se requieren
materiales con diversas propiedades por ejemplo térmicamente aislantes.
JUSTIFICACIÓN
Los materiales alternativos tienen cabida como materias primas de remplazo parcial
o total del cemento portland. Parte de la generación de CO2 proviene de la des
carbonatación del CaCO3 que representa alrededor de la materia prima el uso de
fuentes de CaO diferentes puede aliviar dicha situación, por otro lado es posible
utilizar cenizas y escorias como materias primas.
Un material adhesivo alternativo se puede definir como aquel que tiene propiedades
cementantes latentes, es decir que puede emplearse como sustituto parcial o total
del cemento, sin provocar los daños que éste le causa al medio ambiente.
Por otra parte existen procesos industriales que al momento de llevarse a cabo
producen grandes cantidades de contaminantes ocasionándole daños significativos
al medio ambiente debido a que la mayoría de estos contaminantes no se desechan
adecuadamente, además de que en muchos casos estos elementos son reutilizables.
Este es el caso de la escoria de horno de arco eléctrico, la cual se obtiene del
proceso de producción del acero mediante el horno de arco eléctrico obteniéndose
por cada tonelada de acero producida, aproximadamente hasta 150 kg de escoria.
GENERALIDADES
PLANTEAMIENTO DEL PROBLEMA
Para la elaboración del concreto se utilizan diferentes materiales, algunos obtenidos
de procesos industriales más sofisticados que otros, y por lo tanto su obtención
resulta costosa, de estos el cemento llega a ocupar hasta un 80% del costo total de
un m3 de concreto hidráulico dependiendo del diseño mediante el cual se elabora.
En la presente investigación se han utilizado dos materiales: ceniza de bagazo de
caña de azúcar y escoria de soldadura de arco eléctrico como sustitutos parciales del
cemento portland con el fin de reducir el costo del concreto hidráulico, así como de
utilizar este tipo de materiales, los cuales son subproductos de procesos industriales
que en muchas ocasiones son desechados y se convierten en contaminantes,
afectando el medio ambiente, tanto el aire, los depósitos de agua, así como el suelo.
Por lo anterior expuesto y para llevar cabo el desarrollo de esta investigación se
plantearon las siguientes cuestiones:
¿Qué propiedades, tanto mecánicas como físicas se alteran al sustituir a las
pastas de cemento un segundo y hasta un tercer elemento?
¿Cuál sería el porcentaje óptimo de ceniza y/o escoria que se le puede
sustituir a una pasta de cemento portland en sustitución de éste?
¿El beneficio económico obtenido al utilizar pastas con sustituciones de
cemento por escoria y ceniza justifica la utilización de estos materiales?
OBJETIVOS
GENERAL
Evaluar las características tanto físicas como mecánicas elaboradas a base
de cemento portland con sustituciones parciales de EHAE y CBCA.
PARTICULARES:
Determinar el comportamiento mecánico de las pastas de cemento con
diferentes porcentajes de escoria y ceniza para determinar el contenido óptimo
de estos materiales.
Demostrar el beneficio ecológico y económico obtenido del uso de pastas con
sustituciones de escoria y ceniza por cemento.
Determinar el porcentaje óptimo de sustitución parcial de cemento portland por
ceniza de bagazo de caña de azúcar y/o escoria de soldadura de arco
eléctrico para las pastas de cemento. Así como definir que tanto se afectan las
propiedades físicas y mecánicas de las pastas elaboradas con este tipo de
materiales.
HIPÓTESIS
Las propiedades físicas y mecánicas de una pasta con sustitución parcial de
cemento por ceniza y escoria dependen del porcentaje que se sustituye de cemento
por estos materiales.
El ahorro económico obtenido al usar pastas elaboradas con materiales alternativos
es mayor al costo de obtención-preparación de la ceniza de bagazo de caña de
azúcar y la escoria de soldadura con aro eléctrico.
CAPITULO 1 MARCO TEÓRICO
1.1 LOS MATERIALES DE CONSTRUCCIÓN Y SUS EFECTOS
La industria de la construcción utiliza un sinfín de materiales los cuales en su
mayoría provienen de procesos industriales que al momento de realizarse producen
grandes cantidades de contaminantes.
Los materiales más utilizados son los siguientes:
1.2 EL CEMENTO
1.2.1 Definición
El cemento puede definirse como un material con propiedades tanto adhesivas como
cohesivas, las cuales le dan la capacidad de aglutinar fragmentos minerales para
formar un todo compacto, sin embargo esta definición comprende una gran variedad
de materiales cementantes.
Para efectos de construcción el término cemento se restringe a materiales
aglutinantes utilizados con piedras, arena, ladrillos etc. Estos cementos tienen la
propiedad de fraguar y endurecer al contacto con el agua, en virtud de que presentan
una reacción química, por lo tanto se les denomina cementos hidráulicos.
El cemento es un polvo fino que se obtiene de la calcinación a 1450° c de una
mezcla de piedra caliza, arcilla y mineral de hierro. De este proceso se obtiene el
Clinker que es el principal ingrediente. Que al molerse con yeso y otros aditivos dan
como resultado el cemento.
1.2.2 Origen
El empleo de materiales cementantes es muy antiguo. En el antiguo Egipto ya se
utilizaba yeso calcinado para la construcción de las estructuras que aun en nuestros
días nos maravillan, los romanos y griegos utilizaban caliza calcinada.
Un mortero de cal no endurece bajo la acción del agua, por tal motivo los romanos
mezclaban cal con ceniza volcánica, la sílice activa y la alúmina que se encuentran
en las cenizas se combinaban con la cal para producir lo que se conoce como
cemento puzolanicos, proveniente del nombre del Pozzuoli, cerca del Vesubio, sitio
en donde se encontró por primera vez ceniza volcánica.
En 1756 John Smeanton descubrió que se obtenía un mejor mortero si mezclaba
puzolana con caliza, la cual contenía una gran cantidad de arcilla. Derivado de esto
se obtuvieron otros cementos hidráulicos, hasta culminar con la patente del cemento
portland obtenida en 1824 por Joseph Aspdin.
Este se obtenía calentando una mezcla de arcilla finamente triturada y caliza dura en
un horno hasta eliminar el CO2 sin embargo la temperatura no era lo suficientemente
alta como para lograr la formación del Clinker.
El nombre de cemento portland concebido originalmente debido a la semejanza de
color y calidad entre el cemento fraguado y la piedra de Portland- una caliza obtenida
de la cantera de Dorset- se ha conservado hasta nuestros días para describir un
cemento que se obtiene de la mezcla de materiales calcáreos y arcillosos u otros
materiales que contienen sílice, alumina u oxidos de fierro, quemándolos a una
temperatura de formación de Clinker y mezclando el Clinker resultante. Esta es la
definición actual del British Estándar (BS 12: 1978), en la cual también se estipula
que ningún otro material aparte del yeso y del agua se le puede adicionar después
de la calcinación.
1.2.3 Fabricación del cemento portland
El proceso de fabricación del cemento consiste en moler finamente la materia prima,
mezclarla minuciosamente en ciertas proporciones y calcinarla en un horno rotatorio
de gran dimensión a una temperatura de 1400°C, donde el material se sintetiza y se
funde parcialmente formando bolas conocidas como Clinker. Este se enfría y tritura
hasta obtener un polvo fino, después se adiciona un poco de yeso, y así finalmente
se obtiene el cemento portland el cual es usado en todo el mundo.
Los siguientes son los pasos que se siguen para la fabricación del cemento:
La mezcla y trituración de las materias primas se puede llevar a cabo tanto en
condiciones secas como húmedas. Dependiendo de la dureza de la materia prima y
de su contenido de humedad.
En el proceso húmedo, cuando se emplea marga se tritura finamente y se dispersa
en agua en un molino de lavado, el cual es un pozo circular con brazos revolvedores
radiales con rastrillos, los cuales rompen los aglomerado de materias sólidas. La
arcilla también se tritura y se mezcla con agua, por lo regular en un molino semejante
al anterior. En seguida las dos mezclas se bombean mezclándolas en proporciones
determinadas y pasan a través de una serie de cribas. La lechada que resulta de
este proceso fluye a estanques de almacenamiento.
Si se emplea caliza, esta debe barrenarse y triturarse, generalmente en dos
trituradoras, y luego depositarse en un molino de bolas, con la arcilla dispersa en
agua, allí se continua el molido de la caliza hasta alcanzar el grado de finura de la
harina, y la lechada resultante se bombea a estanques de almacenamiento.
La lechada es un líquido de consistencia cremosa, con un contenido de agua entre el
35 y 50%. Finalmente esta lechada pasa a un horno rotatorio el cual es un cilindro de
acero de 7.5 mts de diámetro y una longitud que a veces llega a alcanzar hasta los
230 mts. Y una temperatura entre los 1400 y 1500°C. Para obtener estas
temperaturas se utiliza carbón, alrededor de unos 190 a 350 kg de este para fabricar
una tonelada de cemento.
Una vez que el cemento se ha mezclado satisfactoriamente, cuando alcanza a tener
hasta 1.1x1012 partículas por kilogramo, está en condiciones para empacarse en los
sacos de papel que conocemos o para su transporte a granel.
En el proceso seco el grano crudo, el cual contiene aproximadamente un 0.2% de
humedad, se hace pasar por un precalentador, generalmente de tipo suspensión.
Aquí se calienta a cerca de 800°C antes de introducirlo al horno. El tamaño de este
horno en comparación con el que se utiliza en el proceso húmedo es mucho menor
debido a que no debe eliminarse la humedad del grano.
Este proceso es el más grande del mundo y es el que se utiliza actualmente con el
fin de reducir el consumo energético. Tradicionalmente el proceso de incineración
representa el 40 o 60% del costo total de la producción mientras que la extracción de
las materias primas representa alrededor del 10% del costo total del cemento.
1.2.4 Composición química
El cemento portland se compone principalmente por cal, sílice, alumina y oxidos de
fierro. Los cuales interactúan en el horno para alcanzar un estado de equilibrio
químico. Se suelen considerar cuatro componentes principales del cemento. En la
Tabla 1.1. Se pueden apreciar la composición química del cemento.
Tabla 1.1. Composición química del cemento
Nombre
composición
abreviatura
Silicato tricalcico
3CaO.SiO2
C3S
Silicato dicalcico
2Cao.SiO2
C2S
Aluminato tricalcico
3CaO.Al2O3
C3A
Aluminoferrito tetracalcico
4CaO.Al2O3.Fe2O3
C4AF
Además de los componentes principales citados anteriormente en la tabla existen
algunos componentes menores como el MgO, TiO2, Mn2O3, K2O
y
Na2O, que
generalmente no sobrepasan de un pequeño porcentaje del peso del cemento.
Una vez que el agua y el cemento se mezclan para formar la pasta cementante, se
inicia una serie de reacciones químicas que en forma global se designan como
hidratación del cemento. Estas reaaciones se manifiestan en la rigidizacion gradual
de la mezcla, que culmina con su fraguado y continúa para dar lugar al
endurecimiento y adquisición de la resistencia mecánica del producto.
1.2.5 Tipos de cemento y denominaciones
Existen diferentes clases de cementos hidráulicos con diferentes composiciones y
propiedades las cuales dependen de las materias primas que se utilizan en su
elaboración. En la tabla 1.2 se pueden apreciar los diferentes tipos de cemento
existentes en el mercado de acuerdo a la norma mexicana NMX-C-414-2004.
Tabla 1.2 tipos de cemento según la norma mexicana NMX-C-414-2004
1.2.5.1 Cementos con Clinker portland
Todos los cementos que se producen en México son elaborados a base de Clinker
portland. Equivalencia a la norma mexicana NMX- ONNCCE -C-414- 2004
Cementos portland simples (ASTM C 150)
tipo
Características y usos
I
Para uso en elementos que no requieren especificaciones especiales
II
Para uso en donde se requiere moderada resistencia a los sulfatos y
moderado calor de hidratación
III
Para usarse cuando se desea alta resistencia inicial
IV
Para usarse cuando se desea bajo calor de hidratación
V
Para usarse cuando se desea alta resistencia a los sulfatos
Tabla 1.3 tipos de cemento portland simples.
1.2.5.2 Cementos mezclados
Se obtienen de combinar el Clinker y el yeso con otro cementante, ya sea este una
escoria o una puzolana.
Cementos mezclados (ASTM C 595)
Tipo
Características y usos
IS
Cemento portland-escoria de alto horno. Uso general
IP
Cemento portland-puzolana. uso general
P
Cemento portland-puzolana. Uso en construcciones donde se
requiere resistencia a edades tempranas
S
Cemento de escoria. Uso en combinación con cemento portland para
concreto o cal hidratada para mortero.
I (PM)
Cemento portland modificado con puzolana. Para uso general
I (SM)
Cemento portland modificado con escoria. Para uso general
Tabla 1.4 tipos de cemento portland mezclados.
1.2.5.3 Cementos expansivos
Los cementos expansivos se obtienen de añadir al Clinker otros componentes
especiales de carácter sulfatado, cálcico y aluminoso.
Cementos expansivos (ASTM C 845)
tipo
Son de un solo tipo designado como E-1, y su aplicación consiste en
la fabricación de concreto de contracción compensada.
clases
Existen tres clases
Clase K
Contiene aluminosulfato de calcio anhidro, sulfato de calcio y oxido
de calcio no combinado
Clase M
Contiene cemento calcio aluminoso y sulfato de calcio
Clase S
Contiene aluminato tricalcico y sulfato de calcio
Tabla 1.5 tipos de cemento expansivos.
1.2.6 Otros cementos con Clinker portland
1.2.6.1 Cemento blanco
Para este cemento el Clinker portland se produce seleccionando materias primas
con muy pocas proporciones e incluso nulas de hierro y manganeso. En México se le
fabrica normalmente conforme a la NOM-C de acuerdo a su composición química
puede ser clasificado como portland tipo I o tipo II, se le destina principalmente a
trabajos arquitectónicos y decorativos, en donde no se requiere grandes consumos
de cemento, ya que su precio es relativamente alto.
1.2.6.2 Cemento para pozo petrolero
Para este tipo de trabajos en los que las condiciones colocación, presión y
temperatura son muy estrictas se utiliza un cemento que en el país se produce de
acuerdo a la NOM C 315.
1.2.6.3 Cemento de mampostería
El cemento de mampostería es el que se utiliza en la elaboración de morteros para
aplanados, junteo de bloques, y otros trabajos similares, por cuyo motivo, también se
les denomina cemento de albañilería. Este cemento se caracteriza por su plasticidad
y su capacidad para retener el agua de mezclado, se elabora con materiales inertes
como caliza y arcilla que pueden molerse conjuntamente o por separado con el
Clinker. En México se produce un solo tipo de este cemento conforme a la norma
NOM C 21.
1.2.7 Propiedades del cemento
El cemento es el material de construcción más utilizado en el mundo, aporta
propiedades útiles y deseables, tales como: resistencia a la compresión, durabilidad
y estética, para una diversidad de aplicaciones de construcciones.
Los productos que se elaboran a base de cemento presentan ciertas propiedades, de
entre las más conocidas son las siguientes:
Hidráulicas: la reacción de la hidratación entre el cemento y el agua es única.
El material fragua y luego se endurece. La naturaleza hidráulica de la reacción
permite que el cemento hidratado se endurezca aún bajo el agua.
Estéticas: antes de fraguar y endurecerse, el cemento hidratado presenta un
comportamiento plástico. Por lo tanto, se puede vaciar en moldes de
diferentes formas y figuras para generar arquitecturas estéticamente
interesantes, las cuales serían difíciles de crear con otros materiales de
construcción.
Durabilidad: usado de manera correcta (por ejemplo, con buenas prácticas de diseño
de mezclas de concreto) el cemento puede formar estructuras con una vida de
servicio larga que soporte los cambios climáticos más extremos así como las
agresiones de agentes químicos.
Acústicas: utilizándolos con un diseño adecuado y combinándolo con los materiales
correctos se pueden producir estructuras que presentan un excelente aislamiento
acústico como lo son los paneles utilizados en muchas de las construcciones
actuales.
1.3 MATERIALES ALTERNATIVOS
Existen diferentes tipos de materiales alternativos, pueden ser sintéticos o naturales,
pero para clasificar de una manera más adecuada se debe involucrar su composición
química y por ende el tipo de productos de hidratación que forman. Debido a esto se
puede decir que existen materiales puzolanicos e hidráulicos, los cuales se pueden
utilizar como remplazo parcial del cemento Portland.
1.3.1 Materiales cementantes
Los materiales cementantes son sustancias que por sí solas tienen propiedades
hidráulicas cementantes (fraguan y endurecen en presencia del agua). Los
materiales cementantes incluyen a la escoria granulada de alto horno molida, al
cemento natural, a la cal hidráulica hidratada, y a las combinaciones de estos y de
otros materiales.
La escoria granulada de alto horno molida fabricada a partir de la escoria de alto
horno de hierro, es un producto no metálico que consiste principalmente de silicatos
y aluminosilicatos de calcio y de otras bases que se desarrollan en la fundición
simultáneamente con el hierro en los altos hornos. La escoria fundida a una
temperatura de aproximadamente 1500°C, queda templada rápidamente al enfriarse
por inmersión en agua y forma un material granular vítreo parecido a la arena. El
material granular, el cual es molido a menos de 45 micras, tiene una finura Blaine de
aproximadamente 400 a 600 m2/kg. Esta escoria molida áspera y angulosa al entrar
en contacto con el agua y con un activador, NaOH o CaOH, ambos facilitados por el
cemento portland, se hidrata y fragua de manera similar al cemento portland. La
escoria enfriada al aire no tiene las propiedades hidráulicas que tiene la escoria
enfriada por agua. La especificación ASTM C 989 clasifica a la escoria según su
reactividad con los grados 80, 100 ó 120.
El cemento natural se forma al calcinar calizas arcillosas justo debajo del punto de
fusión; luego se muele el material hasta obtener un polvo muy fino.
La cal hidráulica hidratada, ASTM C 141, se obtiene calcinando calizas que
contengan sílice y alúmina hasta un punto en el cual se encuentre presente suficiente
óxido de calcio libre y silicatos de calcio sin hidratar para lograr las propiedades de
hidratación e hidráulicas del material.
1.3.2 Materiales puzolanicos
Las puzolanas son materiales naturales o artificiales que contienen sílice en una
forma reactiva, o tal y como lo define la norma ASTM C 618-78, es un material silíceo
o silicoaluminoso el cual tiene poco o nulo valor cementante, pero en forma muy
dividida y en presencia de humedad, reaccionara químicamente con hidróxido de
calcio a temperaturas normales para formar un compuesto con propiedades
cementantes.
Los materiales puzolanicos son llamados así por la interacción química con los
productos de hidratación del cemento, principalmente [Ca(OH) 2]; la reacción que
describe tal proceso es llamada “reacción puzolanica” la cual se representa de la
siguiente manera:
X S de la puzolana + y CH del cemento +z H
C y· S x ·H (y+x)
Los materiales puzolanicos que encontramos frecuentemente son: ceniza volcánicala puzolana original- pumicita, esquistos de opalina, tierras diatomáceas calcinadas,
arcilla quemada, etc. Al hablar de puzolanas es conveniente notar que la sílice debe
ser amorfa, porque la sílice cristalina tiene reactividad muy baja.
1.3.2.1Puzolanas naturales
Rocas volcánicas, en las que el constituyente amorfo es vidrio producido por
enfriamiento brusco de la lava. Por ejemplo las cenizas volcánicas, las tobas,
la escoria y obsidiana.
Rocas o suelos en las que el constituyente silíceo contiene ópalo, ya sea por la
precipitación de la sílice de una solución o de los residuos de organismos de lo cual
son ejemplos las tierras de diatomeas, o las arcillas calcinadas por vía natural a partir
de calor o de un flujo de lava.
1.3.2.2 Puzolanas artificiales
Cenizas volantes: las cenizas que se producen en la combustión de carbón mineral
(lignito), fundamentalmente en las plantas térmicas de generación de electricidad.
Arcillas activadas o calcinadas artificialmente: por ejemplo residuos de la quema de
ladrillos de arcilla y otros tipos de arcilla que hayan estado sometidas a temperaturas
superiores a los 800 °C.
Escorias de fundición: principalmente de la fundición de aleaciones ferrosas en altos
hornos. Estas escorias deben ser violentamente enfriadas para lograr que adquieran
una estructura amorfa.
Cenizas de residuos agrícolas: la ceniza de cascarilla de arroz, ceniza del bagazo y
la paja de la caña de azúcar. Cuando son quemados convenientemente, se obtiene
un residuo mineral rico en sílice y alúmina, cuya estructura depende de la
temperatura de combustión.
1.3.2.3 Ceniza de bagazo de caña de azúcar
De lo anterior, no es de extrañarse que desde la antigüedad se hayan utilizado la
combinación de dos o más materiales, para crear compuestos que mejoren sus
propiedades mecánicas, físicas y químicas, hasta alcanzar un comportamiento
óptimo que no se podría alcanzar con los materiales por separado.
Las tendencias por encontrar nuevos materiales alternativos en la construcción han
mostrado un amplio panorama de posibilidades, lo cual permite a los investigadores
buscar opciones que reduzcan costos y que a su vez se mejoren sus propiedades,
tanto físicas como mecánicas.
Un ejemplo de estos materiales son los morteros o mezclas los cuales han sido
tratados con varios aditivos que han servido para enriquecer sus propiedades, por lo
regular estos aditivos siempre han sido productos químicos de alto costo. Dentro de
los nuevos materiales que pueden contribuir en el aumento de la resistencia en los
morteros; J. B. Hernández Zaragoza (s, f.) ha estudiado el uso del mucílago del nopal
para la elaboración de morteros; otro ejemplo del uso de materiales compuestos, son
los cementos elaborados con cascarilla de arroz incinerada, en donde con el solo
hecho de mezclarla con cal o cemento portland, da como resultado un cemento de
buenas condiciones.
1.3.2.4 Materiales hidráulicos
De estos materiales la más comúnmente empleada es la escoria granular de alto
horno; sin embargo, es posible emplear escorias de otros procesos como los de
acereracion, producción de fósforo, cobre, zinc y plomo. Dichos materiales se
pueden considerar de origen sintético ya que se obtienen de diferentes procesos
industriales. En términos generales requieren de molienda antes de poder emplearse
como remplazo del cemento Portland.
1.3.2.5 Disponibilidad de los materiales
Se estima que la producción nacional de escoria es de aproximadamente 1.4x10 6
toneladas anuales entre las dos principales acereras nacionales, lo cual equivale a la
producción anual de una planta cementera
Existen otras fuentes de desechos, por ejemplo el yeso, que proviene de la industria
de la cerámica tradicional o como subproducto de la fabricación de ácido fluorhídrico.
Otros materiales de desecho que pueden ser empleados son las escorias de otras
industrias metalúrgicas, así como lodos de drenaje, entre otro sin fin de desechos,
sin embargo para llevar a cabo el aprovechamiento de estos elementos se requiere
de un estudio a fondo.
1.4 VENTAJAS Y DESVENTAJAS
El cemento Portland puede remplazarse por diversos materiales. En los cuales se
busca mejorar las propiedades tanto de resistencia como de durabilidad, por ejemplo,
con la sílice condensada y la escoria se inducen propiedades de alta resistencia
mecánica.
Otro ejemplo es el de la escoria de alto horno activada, en este caso no se usa
cemento portland, y para llevar a cabo la hidratación se utilizan agentes alcalinos
como hidróxido de sodio, silicato de sodio entre otros, las propiedades mecánicas
obtenidas dependen del tipo de agente, por lo general las mejores se obtienen con el
silicato de sodio y las más pobres con el hidróxido de sodio.
Como usuarios de materiales para construcción, las propiedades que más nos
interesan son la resistencia y la durabilidad. Al emplearse materiales alternativos en
la elaboración de pastas se pueden obtener las siguientes ventajas.
Propiedades mecánicas similares y en muchos casos superiores.
Durabilidad mejorada en ambientes químicos agresivos.
Ahorro de energía y menor contaminación por requerir de una menor cantidad
de cemento.
Reducción de la acumulación de desechos.
se obtiene un ahorro económico al reducirse la cantidad de cemento portland
empleado.
La mayoría de los materiales alternativos son subproductos de procesos
industriales, a los cuales no se les da uso alguno, lo que conlleva a su
desecho.
Las desventajas son pocas en comparación con los beneficios obtenidos. Entre las
más frecuentes esta la baja resistencia inicial al utilizar escorias de alto horno, de la
cual las ventajas se obtienen a largo plazo, las escorias activadas presentan fluidez y
tiempos de fraguado menores lo que puede representar problemas para concretos
premezclados y su colado.
1.5 ESCORIA
La escoria se puede definir como una fase que contiene sustancias inútiles de un
mineral y que inevitablemente estará presente en cualquier operación que involucre
sistemas de fundición. Se pueden considerar como una mezcla de óxidos metálicos.
Aunque la escoria suele utilizarse como un mecanismo de eliminación de impurezas,
también puede ayudar a otros propósitos como a controlar la temperatura y minimizar
la reoxidacion del metal liquido antes de pasar al molde.
El uso de cemento con escorias adicionadas proporciona un concreto con una mayor
trabajabilidad esto en estado fresco y en estado endurecido se mejora las
propiedades mecánicas y químicas, su resistencia a la compresión, principalmente.
El uso de la escoria como material alternativo debe considerarse desde tres puntos
de vista importantes: aspecto tecnológico, se mejora las propiedades del cemento y
del concreto; ambiental, se genera una menor contaminación al reutilizar materiales
de desecho; económico se ahorra combustible y se aumenta la capacidad de
producción de cemento.
La escoria se genera en el proceso de producción del acero, básicamente existen
tres procesos de fabricación: el Siemens-Martin, el convertidor al oxígeno y el horno
de arco eléctrico.
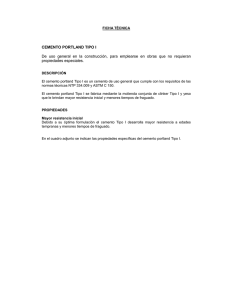
Un horno de arco eléctrico es cilíndrico y está cubierto de material refractario,
dispone de una bóveda mediante la cual se alimentan las diferentes materias primas
con la ayuda de una cesta, una compuerta utilizada durante la fusión y para
desescoriar y una piquera situada en el fondo o a un costado del horno que se utiliza
para colar el acero.
La materia prima principal es la chatarra, junto con algunas pequeñas cantidades de
mineral de hierro. Las etapas básicas de producción de acero por el método de horno
de arco eléctrico son la fusión de las chatarras por medio de una corriente eléctrica y
el afino posterior del baño fundido.
La escoria que resulta de este proceso se conoce como escoria oxidante y es de
color obscuro, aspecto poroso, morfología irregular, cubica y de fractura puntiaguda.
En general se calcula que aproximadamente por cada tonelada de acero se generan entre
110 y 150 kg de escoria.
Figura 1.1 Horno de arco eléctrico.
Figura 1.2 proceso de obtención de la escoria de arco eléctrico.
1.5.1 Caracterización básica de la escoria
1.5.1.1 Características físicas
En general se pueden citar las siguientes características físicas y mecánicas como
las principales propiedades a ser evaluadas:
Densidad.
Forma.
Resistencia a la fragmentación.
Absorción.
Resistencia a los ciclos de hielo-deshielo.
Estabilidad volumétrica.
Resistencia a la abrasión.
De manera general la escoria presenta elevada masa específica, forma angular,
textura superficial áspera, gran dureza y absorción de agua media, presenta buena
resistencia a la abrasión, fragmentación y compresión.
1.5.1.2 Caracterización química de la escoria
A pesar de las diferencias que existen entre las escorias de distintos hornos de arco
eléctrico, la mayoría coincide en lo que se refiere a la composición química, la
principal diferencia se presenta por el uso de la dolomita por la cal, lo cual produce
un aumento en el valor de MgO en la escoria. En la tabla…. Se pueden observar las
diferentes composiciones químicas que existen entre las escorias producidas en los
hornos de los países mencionados.
Tabla 1.6 composición química de las escorias de horno de arco eléctrico
La composición mostrada en la tabla anterior varía dependiendo del tipo de acero
que se esté fabricando.
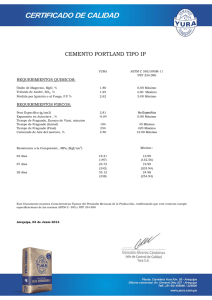
1.6 PASTAS Y MORTEROS
Una pasta es una mezcla de agua más un aglomerante. Y se dice que es de
consistencia normal cuando la cantidad de agua de amasado es igual a la cantidad
de huecos del aglomerante suelto.
Los morteros son mezclas plásticas que se obtienen con un aglomerante, arena y
agua. Y se utilizan para unir bloques y ladrillos, los cuales forman los muros de las
obras civiles, o para revestirlos mediante revocos. Existen morteros de cemento,
morteros de cal y morteros de yeso.
Cemento
Agua
Pasta
Aditivo
Agregado fino
Agregado grueso
Mortero
Figura 1.3 pastas, morteros y concretos.
Concreto
Los morteros se pueden clasificar en hidráulicos y aéreos. Los morteros hidráulicos
están constituidos por arena y un aglomerante, cal o cemento, y la principal y entre
sus características se encuentra la alta resistencia mecánica y rápido endurecimiento
además de que es capaz de fraguar bajo el agua su desventaja es que posee poca
flexibilidad y se puede romper con facilidad. Los más comunes son los morteros de
cemento-arena y yeso-arena.
El mortero aéreo son los morteros aéreos todos aquellos aglomerantes que fraguan
con el aire. Para este tipo de morteros se emplea oxido de calcio o más conocido
como cal viva, obteniéndose de la calcinación de la cal viva a 1100° C. La acción del
calor produce la descomposición del carbonato de calcio:
CaCO3 + calor CaO + CO2
El CaO reacciona exotérmicamente con agua para formar hidróxido de calcio,
proceso llamado apagado de la cal:
CaO + H2O Ca(OH)2 + H2
El hidróxido de calcio, se lo amasa y se le da la forma deseada, para después
absorber dióxido de carbono y convertirse en nuevamente en caliza, manteniendo la
forma dada.
Ca(OH)2 + CO2 CaCO3 + H2O
Este proceso se llama fraguado. Para que el fraguado sea rápido y mejor, se hace
una mezcla de una parte de cal por tres de arena, haciendo la arena más permeable
al aire al hidróxido de calcio.
Los más comunes son los morteros de arena-cal y arena-barro.
CAPITULO II METODOLOGÍA EXPERIMENTAL
La siguiente investigación se llevó a cabo en la facultad de ingeniería civil campus
Xalapa de la universidad veracruzana y su realización fue posible gracias al apoyo de
las dependencias abajo mencionadas.
Laboratorio de materiales, mecánica de suelos y pavimentos de la
facultad de ingeniería civil campus Xalapa, universidad Veracruzana.
Geotest. Geotecnia y supervisión técnica, S.A. de C.V.
2.1 LA CENIZA DE BAGAZO DE CAÑA DE AZÚCAR
2.1.1 OBTENCIÓN DE LA CENIZA
El material estudiado se obtuvo de un muestreo realizado en el ingenio azucarero de
Mahuixtlan, se eligió este ingenio por ser considerado el más cercano a la Facultad
de Ingeniería Civil, campus Xalapa de la Universidad Veracruzana.
El ingenio de Mahuixtlan se encuentra ubicado a 16 km. de la ciudad de Xalapa, por
la carretera Xalapa – Coatepec, vía las trancas.
El abastecimiento de la caña al ingenio Mahuixtlan es proporcionado por ejidatarios y
pequeños propietarios en un 95 por ciento y un cinco por ciento respectivamente.
Con corte manual en un 100 por ciento, se tiene conocimiento que el 46 por ciento de
la superficie se riega por sistema rodado (gravedad) y en el resto de la superficie el
riego es de temporal. La superficie para abastecer es de 3,180 hectáreas, las cuales
se encuentran entre 600 m.s.n.m y hasta 1,100 m.s.n.m, Predominan las tierras
arcillo-arenosas, franco-arenosas y las arcillas.
Las cenizas que se estudiaron en esta investigación, fueron muestreadas de la
caldera bagacera número dos. La cual es una caldera Babcock Wilcox que está
diseñada para alimentarla con combustóleo y/o bagazo. Actualmente solo opera
mediante bagazo. Su capacidad nominal es de 3,248 caballos caldera. El horno es
del tipo Ward, al cual se le suministra aire caliente lateralmente y por abajo mediante
una placa con rejillas.
Previo al muestreo de las cenizas, se hizo una visita al área de limpieza que son los
ceniceros y las tolvas y ciclones para observar las operaciones de limpieza de las
calderas y así mismo establecer una estrategia de muestreo
Para la presente investigación no se profundiza en las características y
especificaciones de la ceniza de bagazo de caña de azúcar debido a que se utilizó el
material existente de la investigación realizada por el M.C. Héctor Eduardo
Hernández Martínez.
3.1.1 CARACTERIZACIÓN QUÍMICA
La caracterización química de la ceniza del bagazo de la caña de azúcar fue
realizada por el Centro de Investigaciones y Estudios Avanzados (CINVESTAV) del
Instituto Politécnico Nacional, Unidad Saltillo, Coahuila; por medio de un análisis de
Fluorescencia de Rayos X.
El Espectrómetro de Fluorescencia de Rayos X, realiza un análisis cuantitativo: y
hace la determinación de elementos mayoritarios en perla, expresados como óxidos:
%SiO2, %Al2O3, %CaO, %MgO, %Fe2O3, %P2O5, %Cr2O3, %Na2O, %K2O, %TiO2,
%SO3, así como la pérdida por calcinación.
La técnica de Fluorescencia de Rayos X consiste en la excitación de una muestra por
una fuente de rayos X. Esta fuente excita los electrones de los elementos que
constituyen la muestra de tal manera que algunos de ellos abandonan sus niveles
orbitales originales. Posteriormente, otros electrones ocuparán los lugares dejados
por aquellos, emitiéndose un fotón con una energía característica para cada
elemento. La concentración de cada elemento se detecta midiendo la intensidad de
la energía asociada a cada transición electrónica.
3.1.2 DISTRIBUCIÓN GRANULOMÉTRICA DE LAS CENIZAS
La separación de materiales sólidos por su tamaño es importante para la producción
de diferentes productos (ej. arenas sílices). Además de lo anterior, se utiliza para el
análisis granulométrico de los productos de los molinos para observar la eficiencia de
éstos y para control de molienda de diversos productos o materias primas (cemento,
caliza, arcilla, etc.).
El tamiz consiste de una superficie con perforaciones uniformes por donde pasará
parte del material y el resto será retenido por él. Para llevar a cabo el tamizado es
requisito que exista vibración para permitir que el material más fino traspase el tamiz.
El tamaño de partícula es especificado por la medida reportada en malla por la que
pasa o bien por la que queda retenida. De esta manera se puede tener el perfil de
distribución de los gránulos en el tamizador de manera gráfica, que generalmente es
la más usada.
2.2 LA ESCORIA DE HORNO DE ARCO ELÉCTRICO
2.2.1 MOLIENDA DE LA ESCORIA
El termino molienda se refiere a la pulverización y a la desintegración del material
sólido, específicamente se refiere a la reducción del tamaño de partículas blandas
débilmente ligadas entre sí, lo cual implica que no se produce ningún cambio en el
tamaño de las partículas fundamentales de la mezcla.
La molienda es una operación unitaria que reduce el volumen promedio de las
partículas de una muestra sólida en la que mediante métodos mecánicos se va
reduciendo o dividiendo la muestra hasta obtener el tamaño deseado.
Una vez reunida la cantidad suficiente de escoria se procedió a molerla en la
máquina de los ángeles a 8000 revoluciones con el fin de que se obtuviera material
de tamaño adecuado para la elaboración de las pastas.
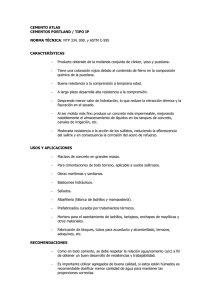
Después de moler el material se le realizo un ensaye de granulometría, de la cual se
obtuvieron los siguientes resultados:
100.000
90.000
80.000
70.000
60.000
50.000
despues del desgaste d
40.000
a 8000
angeles
revoluciones
30.000
20.000
10.000
0.000
Tamices
Como se puede observar en la gráfica mostrada del total de escoria que se obtuvo
solo el 10% pasa la malla no. 100, este es el material que se utilizó para la
elaboración de las pastas. El material restante aunque no se utilizó en esta
investigación no se desechó debido a que por las propiedades y características ya
mencionadas puede ser empleado en la elaboración de concreto como sustituto de
uno de los agregados.
Dicho material se almaceno en recipientes perfectamente sellados para evitar que se
humedeciera y se alteraran sus características tanto físicas como mecánicas.
2.3 ELABORACIÓN DE LOS ESPECÍMENES
2.3.1 CEMENTO UTILIZADO
El cemento que se utilizó para esta investigación fue el cemento portland compuesto
CPC 30 R marca Holcim Apasco por ser una de las marcas más comerciales. El cual
es recomendable para uso en cualquier tipo de obra y elementos tales como:
Pisos.
Losas.
Columnas.
Trabes.
Este cemento cumple ampliamente con los requisitos de calidad estipulados por la
norma mexicana NMX-C-414-ONNCCE.
Según los estudios realizados por el fabricante este producto presenta la siguiente
resistencia.
2.4 DETERMINACIÓN DE LAS PROPORCIONES PARA LA
ELABORACIÓN DE LOS ESPECÍMENES
Para llevar a cabo la elaboración de los especímenes con ceniza de bagazo de caña
de azúcar y escoria de arco eléctrico se seleccionaron diferentes porcentajes, para
después poder determinar cuál es el porcentaje óptimo de sustitución, así como
evaluar las propiedades de los especímenes y la variación que presentan con cada
porcentaje de los materiales sustitutos que se emplearon.
Para la presente investigación
se elaboraron mezclas binarias, compuestas de
cemento y EHAE en porcentajes desde 5% hasta 15%.
También se utilizaron
mezclas binarias a base de cemento y CBCA. Dichas combinaciones se pueden
observar en la siguiente tabla.
Tabla 2.1 denominación especímenes de mezclas binarias a base de CP-EHAE
Tabla 2.2 denominación de los especímenes elaborados con mezclas binarias a base de CPCBCA.
Por otra parte se elaboraron mezclas ternarias a base de CP-EHAE-CBCA, con el fin
de evaluar las propiedades que se obtienen al trabajar conjuntamente con ambos
materiales.
Tabla 2.3 denominación de los especímenes de mezclas ternarias a base de CP-EHAECBCA
Una mezcla binaria es aquella que se compone de dos elementos, las mezclas
ternarias se componen de tres elementos los cuales participan en diferentes
proporciones para formar un todo.
2.5 DETERMINACIÓN DE LA CONSISTENCIA NORMAL
La relación de agua cemento que se utilizó para la elaboración de todos los
especímenes fue de 0.485 de acuerdo a como lo establece la norma mexicana NMXC-061-ONNCCE-2001, que determina la resistencia a la compresión de cementantes
hidráulicos
Antes de determinar los tiempos de fraguado de las pastas, se realizaron mezclas
para determinar la consistencia normal de la pasta. Se considera que la pasta tiene
una consistencia normal cuando la barra con el extremo libre (sin la aguja), baje 10
mm. ± 1 mm. A partir de la superficie original en un intervalo de 30 segundos
contados desde el instante en que se soltó dicha barra. Al respecto se indica que se
deben hacer varias pruebas con distinto porcentajes de agua hasta que se obtenga
la consistencia normal.
Una vez que se determinó la consistencia normal se procedió a realizar la
elaboración de los especímenes. Esta se llevó a cabo de acuerdo al procedimiento
indicado en la norma NMX-C-085-1982.
2.5.1 Aparatos e instrumentos
2.5.1.1 Mezcladora
Es una maquina impulsada eléctricamente que imparte un movimiento orbital y de
rotación a una paleta colocada en posición vertical dentro de la olla.
Figura 2.1 mezcladora de pastas y morteros.
Debe contar con un mínimo de dos velocidades distintas, una baja que debe rotar a
140 rpm ± 5rpm aproximadamente, y la alta a 285 rpm ± 10 rpm aproximadamente .
2.5.1.2 Paleta
Debe ser de acero inoxidable y fácilmente desmontable de la flecha motriz de la
mezcladora la cual debe estar constituida y con las medidas que se indican en la
figura.
Figura 2.2 paleta de la mezcladora de pastas y morteros
2.5.1.3 Olla de mezclado
Debe ser desmontable de la mezcladora y tener una capacidad de 4.73 lts. Fabricada
de acero inoxidable de acuerdo a las dimensiones mostradas en el esquema
siguiente.
Figura 2.3 olla de mezclado
2.5.1.4 Espátula
Debe ser de hule semiduro provista de un mango de 200 mm de longitud. La
espátula en si debe tener unos 100 mm de largo por unos 50 mm de ancho .
2.5.2 Procedimiento para el mezclado de pastas.
Se coloca la olla y la paleta perfectamente limpias y secas en la mezcladora, en
posición de mezclado, se vierten los materiales necesarios para la cantidad
estipulada de mezcla en la olla y se mezclan ejecutando la operación en la siguiente
forma:
Se vierte el agua.
Se agrega el cemento ya mezclado con el % de escoria correspondiente, se
deja reposar por 30 segundos con el fin de que se absorba el agua
Se pone en marcha la mezcladora a velocidad baja durante 30 segundos (140
rpm ± 5rpm).
Se detiene la mezcladora y con la espátula se desprende rápidamente hacia
abajo toda la pasta
Que se haya adherido a las paredes de la olla. Dicha operación no debe tomar
más de 15 segundos
Se vuelve a poner en marcha la mezcladora a velocidad alta (285 rpm ± 10
rpm) y se mezcla la pasta durante 1 minuto.
Figura 2.4 elaboración de las pastas de cemento
2.6 TIEMPO DE FRAGUADO
2.6.1 DEFINICIÓN
El fraguado es el término utilizado para describir la rigidez de la pasta del cemento,
aun cuando la definición de rigidez de la pasta puede considerarse un poco arbitraria.
En términos generales el fraguado se refiere a un cambio del estado fluido al rígido.
Aunque durante el fraguado la pasta adquiere cierta resistencia, para efectos
prácticos es conveniente distinguir el fraguado del endurecimiento, pues este último
término se refiere al incremento de resistencia de una pasta de cemento fraguada.
En la práctica se usan los términos fraguado inicial y fraguado final para describir
etapas de fraguado elegidas arbitrariamente, el método para determinar estos
tiempos de fraguado se conoce como tiempo de fraguado.
El proceso de fraguado va acompañado de cambios de temperatura en la pasta, el
fraguado inicial corresponde a un rápido aumento de temperatura y el final al máximo
de temperatura. En este momento también se produce una fuerte caída en la
conductividad eléctrica, por lo que se han realizado algunos intentos de medir el
fraguado por medios eléctricos.
2.6.2 FRAGUADO FALSO
Se da el nombre de fraguado falso a una rigidez prematura y anormal del cemento,
que se presenta dentro de los primeros minutos de haberse mezclado con el agua,
este fenómeno se puede distinguir porque en el no se despide calor de manera
apreciable, y si se vuelve a mezclar la pasta de cemento sin añadirle agua, se
restablece su plasticidad y fragua normalmente sin pérdida de resistencia.
2.6.3 DETERMINACIÓN DEL TIEMPO DE FRAGUADO.
Para llevar
a cabo la determinación del tiempo de fraguado se siguió el
procedimiento establecido en la norma mexicana
NMX-C-059-ONNCCE-2006.
Determinación del tiempo de fraguado de cementantes hidráulicos.
2.6.3.1 APARATOS E INSTRUMENTOS UTILIZADOS
Una vez que se elaboró la pasta se continuó con la determinación del tiempo de
fraguado para ello se utilizaron los siguientes materiales e instrumentos:
Balanza.
Pesas.
Probetas.
Aparato de Vicat.
Moldes. Los cuales son unos anillos cónicos de una altura de 40 mm + 1mm y
una base de plato removible.
Cuchara plana.
2.6.3.2 PROCEDIMIENTO
Una vez que se elaboró la pasta y se colocó en la probeta, se colocó inmediatamente
en el gabinete húmedo y permaneció ahí por 30 min. Posteriormente se determinó la
penetración de la aguja del aparato de Vicat de 1 mm de diámetro, después se repitió
este ensaye cada 15 minutos.
Con los resultados obtenidos en cada uno de las penetraciones se determinó el
tiempo de fraguado inicial.
Este se obtiene hasta que se presente una penetración de 25 mm o menor. Por lo
general se obtiene por interpolación.
Figuras 2.5 y 2.6 determinación del tiempo de fraguado
Este procedimiento se repitió tres veces para obtener una pasta con el 5%, 10% y
15% respectivamente de escoria. Así como otros tres ensayes para las mezclas con
los mismos porcentajes de ceniza, y otras para las mezclas en las cuales se utilizó
2.5% de escoria y 2.5% de ceniza.
2.7 DETERMINACIÓN DE LA FLUIDEZ.
La fluidez de un mortero o una pasta se relaciona directamente con la trabajabilidad
que dicha mezcla posee la cual tiene que ver con la facilidad con que el albañil
puede manejar la mezcla sin que se produzcan problemas de segregación, el tiempo
en el que la mezcla se puede trabajar sin que se fragüe o se seque, la facilidad de
colocación y la capacidad que posee la mezcla para retener el agua en contacto con
superficies absorbentes como los tabiques u otro elementos constructivos.
La fluidez de una pasta o mortero se determina mediante la mesa de fluidez de
acuerdo al procedimiento indicado en la norma NMX-C-144-ONNCCE-2002
Para realizar este ensaye se utilizó el siguiente equipo:
Marco.
Mesa de fluidez.- plato metálico circular
con una flecha perpendicular
atornillada al centro que sirve para expandir un cono de mortero mediante un
numero de caídas dadas sobre el marco.
Pedestal
Molde troncocónico
Vernier
apisonador
2.7.1 LLENADO DEL MOLDE
Una vez que se ha preparado la pasta se procede a llenar el molde troncocónico de
la siguiente manera:
Se lubrica completamente para evitar que se adhiera la pasta a las paredes del
molde Y se coloca en el pedestal el cual debe estar completamente limpio. Se
coloca la pasta en una capa de 25 mm aproximadamente y se apisona con 20 golpes
del apisonador, uniformemente distribuidos, con una segunda capa de pasta se llena
completamente el molde y se apisona de la misma manera que la primera, se retira
el exceso de pasta de la capa superior y se alisa la superficie con ayuda de la
espátula.
Figuras 2.7, 2.8 llenado del molde con una primera capa
Figuras 2.9 y 2.10: llenado del molde y compactación de la pasta.
2.7.2 ENSAYO
Después de que se ha llenado el molde y transcurrido 1 minuto, este se retira
levantándolo de manera vertical, e inmediatamente después se deja caer la mesa de
flujo desde una altura de 12.7 mm 25 veces en 15 segundos.
Figuras 2.11.-aspecto del molde completamente lleno, 2.12.- retiro del molde, 2.13.-aspecto
de las pasta una vez que se le han aplicado las 25 caídas.
Terminada la operación anterior se procede a medir el diámetro de la muestra por lo
menos en cuatro puntos equidistantes para determinar un diámetro por promedio, y
proceder al cálculo de acuerdo a la siguiente formula:
% DE FLUIDEZ=
DIÁMETRO PROMEDIO-101.6mm
101.6mm
X 100
2.8 RESISTENCIA A LA COMPRESIÓN
2.8.1 ELABORACIÓN DE LOS ESPECÍMENES
Una vez realizadas las pruebas anteriores la pasta se colocó en los moldes que
previamente fueron lubricados con aceite requemado para facilitar el desmolde de los
especímenes. Los cuales se dejaron durante 24 horas en el gabinete húmedo y
posteriormente fueron colocados en un tanque de curado para permanecer ahí
durante 28 días y posteriormente ensayarlos en la máquina de compresión para
determinar su resistencia.
Figura 2.14 y 2.15 colocación de las pastas en cada uno de los moldes
Una vez cumplida la edad de prueba, los especímenes fueron retirados del tanque de
curado para su ensayo inmediato. Debido a que en las instalaciones de la facultad de
ingeniería civil no se contaba con el equipo adecuado para realizar la prueba, los
especímenes fueron transportados a las instalaciones de GEOTEST. Para llevar a
cabo esta operación y evitar que los especímenes perdieran hidratación ya que se
retiraron al mismo tiempo varios de estos, y en virtud de hasta el momento de la
prueba los especímenes deben permanecer en un recipiente con agua cubiertos
completamente, en el cual la temperatura debe ser de 23°C + 2°C. Por tal motivo los
recipientes se transportaron en un recipiente hasta las instalaciones del laboratorio
antes mencionado.
Ya en las instalaciones del laboratorio, personal de este sitio de trabajo brindo el
apoyo necesario para llevar a cabo las pruebas necesarias tomando en cuenta las
siguientes recomendaciones.
Figura 2.16 especímenes en el tanque de curado
Para obtener resultados confiables de las pruebas realizadas es necesario que las
caras de los especímenes que se ensayen sean superficies planas, y se encuentren
completamente limpios.
Cada espécimen fue secado cuidadosamente se le retiro cualquier tipo de
irregularidad como los granos de arena que se le adhirieron durante el proceso de
curado.
La cara sobre la cual se le aplico la carga fue aquella que tuvo contacto con la pared
del molde esto con el fin de asegurar que la cara se encontrara completamente
plana.
Para el cálculo de la resistencia a la compresión se tomó como superficie de contacto
25cm2.
3 RESULTADOS DE LA INVESTIGACIÓN
3.1 FLUIDEZ
Con los ensayes que se le realizaron a las pastas tanto de mezclas binarias de CPEHAE las de CP-CBCA, así como de las mezclas ternarias a base de CP-EHAECBCA se obtuvieron los resultados mostrados en las gráficas y tablas siguientes.
Tabla 3.1
CON 5% ESCORIA
DIÁMETRO mm
d1=
194
d2=
d3=
191
198
d4=
PROMEDIO
189
193
En las tablas 3.1, 3.2 y 3.3
se observan los diferentes
diámetros que se obtuvieron
al momento de ensayar las
Tabla 3.2
pastas a base de CP-EHAE
CON 10% ESCORIA
DIÁMETRO mm
d1=
198
d2=
200
de cada una se determinó el
d3=
197
promedio
d4=
199
resultados que se presenten
PROMEDIO
198.5
con
5%,10%
CON 15% ESCORIA
DIÁMETRO mm
d1=
216
d2=
210
d3=
215
d4=
PROMEDIO
218
214.75
15%
respectivamente, de la cual
tengan
para que los
una
confiabilidad.
Tabla 3.3
y
mayor
Tabla 3.4
DIÁMETRO mm
CON 5% CENIZA
d1=
159
d2=
154
d3=
153
d4=
156
PROMEDIO
155.5
En las tablas 3.4, 3.5 y 3.6 se
observan los diferentes diámetros
que se obtuvieron al momento de
ensayar las pastas a base de CPCBCA
Tabla 3.5
con
5%,10%
y
15%
respectivamente, de la cual de
CON 10% CENIZA
DIÁMETRO mm
d1=
156
promedio para que los resultados
d2=
160
que se presenten tengan una
d3=
161
mayor confiabilidad.
d4=
159
Como se puede observar los
PROMEDIO
159
diámetros que se obtuvieron son
cada
una
se
determinó
el
relativamente menores que los
que se obtuvieron con las pastas
Tabla 3.6
CON 15% CENIZA
DIÁMETRO mm
d1=
175
d2=
182
d3=
174
d4=
169
PROMEDIO
175
de CP-EHAE.
Tabla 3.7
CON ESCORIA Y CENIZA
AL 2.5 %
RESPECTIVAMENTE
DIÁMETRO mm
d1=
155
d2=
154
d3=
151
d4=
155
PROMEDIO
153.75
En las tablas 3.7, 3.8 y 3.9 se
observan los diferentes diámetros
Tabla 3.8
CON ESCORIA Y CENIZA
AL 5%
RESPECTIVAMENTE
DIÁMETRO mm
EHAE-CBCA con 5%,10% y 15%
d1=
159
respectivamente, de la cual de
d2=
160
cada
d3=
158
promedio para que los resultados
d4=
158
que se presenten tengan una
PROMEDIO
158.75
que se obtuvieron al momento de
ensayar las pastas a base de CP-
una
se
determinó
el
mayor confiabilidad.
Al igual que en las dos series de
Tabla 3.9
CON ESCORIA Y CENIZA
AL 7.5%
RESPECTIVAMENTE
DIÁMETRO mm
d1=
178
d2=
180
d3=
184
d4=
180
PROMEDIO
180.5
tablas mostradas anteriormente se
puede observar que los valores de
los diámetros siguen siendo más
bajos.
Con los resultados anteriores se pudo elaborar unas graficas en las cuales se puede
observar con mayor facilidad la variación que presentan, en cuanto a la fluidez se
refiere, las pastas con los diferentes porcentajes de escoria de horno de arco
eléctrico y ceniza de bagazo de caña de azúcar.
Resultados obtenidos de los especímenes elaborados con cemento y
escoria en los porcentajes mencionados
Resultados obtenidos de los especímenes elaborados con cemento y ceniza en
los porcentajes mencionados
Resultados obtenidos de los especímenes elaborados con
cemento, escoria y ceniza en los porcentajes mencionados
3.2 TIEMPO DE FRAGUADO
Para el caso del tiempo de fraguado, se obtuvieron los siguientes resultados:
TIEMPO DE FRAGUADO MIN.
% DE EHAE
% DE CBCA
69
5.00
0.00
78
10.00
0.00
85
15.00
0.00
Tiempo en
minutos
% DE
ESCORIA
TIEMPO DE FRAGUADO MIN.
% DE EHAE
% DE CBCA
73
0.00
5.00
79.5
0.00
10.00
88
0.00
15.00
Tiempo en
minutos
%
DE CENIZA
TIEMPO DE FRAGUADO MIN.
% DE EHAE
% DE CBCA
68
2.50
2.50
72
5.00
5.00
78
7.50
7.50
Tiempo en
minutos
%
DE CENIZA
% DE
ESCORIA
3.3 RESISTENCIA A LA COMPRESIÓN AXIAL
nombre de espécimen
cantidad de escoria
%
SERIE-1
SERIE-1
SERIE-1
SERIE-1
SERIE-2
SERIE-2
SERIE-2
SERIE-2
SERIE-3
SERIE-3
SERIE-3
SERIE-3
SERIE-4
SERIE-4
SERIE-4
SERIE-4
SERIE-5
SERIE-5
SERIE-5
SERIE-5
SERIE-6
SERIE-6
SERIE-6
SERIE-6
SERIE-7
SERIE-7
SERIE-7
SERIE-7
SERIE-8
SERIE-8
SERIE-8
SERIE-8
SERIE-9
SERIE-9
SERIE-9
SERIE-9
cantidad de ceniza carga q resistió
%
5%
5%
5%
5%
10%
10%
10%
10%
15%
15%
15%
15%
0%
0%
0%
0%
0%
0%
0%
0%
0%
0%
0%
0%
2.50%
2.50%
2.50%
2.50%
5%
5%
5%
5%
7.50%
7.50%
7.50%
7.50%
kg
0
0
0
0
0
0
0
0
0
0
0
0
5%
5%
5%
0.05
10%
10%
10%
0.1
15%
15%
15%
0.15
2.50%
2.50%
2.50%
0.025
5%
5%
5%
0.05
7.50%
7.50%
7.50%
0.075
área
cm
capacidad de carga
2
kg/cm2
12360
10980
9990
25
25
25
11070
12620
10630
25
25
25
11810
11970
12640
25
25
25
9820
10020
9870
25
25
25
13630
11080
10660
25
25
25
11440
11670
12410
25
25
25
11180
11900
13650
25
25
25
12670
13240
11590
25
25
25
14770
13860
10630
25
25
25
494.40
439.20
399.60
444.40
442.80
504.80
425.20
457.60
472.40
478.80
505.60
485.60
392.80
400.80
394.80
396.13
545.20
443.20
426.40
471.60
457.60
466.80
496.40
473.60
447.20
476.00
546.00
489.73
506.80
529.60
463.60
500.00
590.80
554.40
425.20
523.47
nombre de espécimen
SERIE-1
SERIE-1
SERIE-1
SERIE-1
SERIE-2
SERIE-2
SERIE-2
SERIE-2
SERIE-3
SERIE-3
SERIE-3
SERIE-3
SERIE-4
SERIE-4
SERIE-4
SERIE-4
SERIE-5
SERIE-5
SERIE-5
SERIE-5
SERIE-6
SERIE-6
SERIE-6
SERIE-6
SERIE-7
SERIE-7
SERIE-7
SERIE-7
SERIE-8
SERIE-8
SERIE-8
SERIE-8
SERIE-9
SERIE-9
SERIE-9
SERIE-9
cantidad de escoria cantidad de ceniza
5%
0
5%
0
5%
0
5%
0
10%
0
10%
0
10%
0
10%
0
15%
0
15%
0
15%
0
15%
0
0%
5%
0%
5%
0%
5%
0%
0.05
0%
10%
0%
10%
0%
10%
0%
0.1
0%
15%
0%
15%
0%
15%
0%
0.15
2.50%
2.50%
2.50%
2.50%
2.50%
2.50%
2.50%
0.025
5%
5%
5%
5%
5%
5%
5%
0.05
7.50%
7.50%
7.50%
7.50%
7.50%
7.50%
7.50%
0.075
10550
8960
10880
25
25
25
10860
10410
10870
25
25
25
11180
11390
11710
25
25
25
8820
9060
7560
25
25
25
9350
8890
9190
25
25
25
10530
10660
11380
25
25
25
9430
10810
9620
25
25
25
9900
9290
10820
25
25
25
10930
10150
10690
25
25
25
422.00
358.40
435.20
405.20
434.40
416.40
434.80
428.53
447.20
455.60
468.40
457.07
352.80
362.40
302.40
339.20
374.00
355.60
367.60
365.73
421.20
426.40
455.20
434.27
377.20
432.40
384.80
398.13
396.00
371.60
432.80
400.13
437.20
406.00
427.60
423.60
RESISTENCIAS OBTENIDAS A LA EDAD DE 28 DÍAS
NOMBRE DEL ESPECIMEN
CANTIDAD DE
ESCORIA
RESISTENCIA
KG/CM2
SERIE 1
SERIE 2
SERIE 3
5%
10%
15%
444.40
457.60
485.60
NOMBRE DEL ESPECIMEN
E4
E5
E6
CANTIDAD DE
ESCORIA
RESISTENCIA
KG/CM2
5%
10%
15%
396.13
471.60
473.60
NOMBRE DEL ESPECIMEN
E7
E8
E9
CANTIDAD DE
ESCORIA
RESISTENCIA
KG/CM2
5%
10%
15%
489.73
500.00
523.47
RESISTENCIAS OBTENIDAS A LA EDAD DE 14 DÍAS
NOMBRE DEL ESPECIMEN
CANTIDAD DE
ESCORIA
RESISTENCIA
KG/CM2
E1
E2
E3
5%
10%
15%
405.20
428.53
457.07
NOMBRE DEL ESPECIMEN
E4
E5
E6
CANTIDAD DE
ESCORIA
RESISTENCIA
KG/CM2
5%
10%
15%
339.20
365.73
434.27
NOMBRE DEL ESPECIMEN
E7
E8
E9
CANTIDAD DE
ESCORIA
RESISTENCIA
KG/CM2
5%
10%
15%
398.13
400.13
423.60
CONCLUSIONES:
Una vez realizadas las pruebas que se mencionaron en esta presentación y
obtenidos los resultados mostrados, fue posible llegar a las siguientes conclusiones:
1.- para el caso de la fluidez, se modifica de gran manera esta propiedad con la
adición de escoria de horno de arco eléctrico, provocando que la pasta adquiera una
mayor trabajabilidad, lo que repercute en una mayor facilidad de colocación y una
mayor capacidad para retener el agua.
En el caso de los especímenes elaborados con cemento y ceniza de bagazo de caña
de azúcar se logró observar que la fluidez no aumenta considerablemente,
presentándose esta mismo efecto en las pastas de cemento-escoria-ceniza, por lo
cual se concluye que en este tipo de mezclas el material que rige es la ceniza, y por
lo tanto no se considera factible el uso de ambos materiales si lo que se busca es
aumentar la fluidez de una pasta.
2.-para el caso del tiempo de fraguado se aprecian resultados similares, tanto en las
pastas de cemento-escoria, como en las que se constituían de cemento-ceniza,
teniendo resultados que van desde los 70 minutos con 5% de escoria de horno de
arco eléctrico y 72 minutos en las que contenían un 5% de ceniza de bagazo de caña
de azúcar, hasta los 90 minutos tanto con el 15% de escoria como de ceniza.
Al momento de trabajar conjuntamente la escoria de horno de arco eléctrico con la
ceniza de bagazo de caña de azúcar, se observó que los tiempos se reducen, desde
los 68 minutos con un contenido de 2.5% de escoria y 2.5% de ceniza hasta los 78
minutos en las pastas que contenían escoria y ceniza en un porcentaje de 7.5%
respectivamente.
En concretos premezclados se requiere que el tiempo de fraguado sea alargado
debido a que este se debe transportar a distancias muy grandes por periodos de
tiempo alargados, también es necesario que el tiempo de fraguado de un concreto se
retardado en zonas calurosas con el fin de que el concreto se pueda trabajar sin la
presión de rápido fraguado.
Por el contrario se requiere de un tiempo de fraguado corto cuando se requiere un
descimbrado rápido por ejemplo en el colado de losas de edificios o puentes y
pavimentos de concreto hidráulico en los cuales se requiere dar paso lo antes
posible.
Esta es una alternativa al uso de aditivos.
3.-en cuanto a las propiedades mecánicas, la resistencia se ve mejorada
ampliamente con el uso de escorias, obteniéndose resistencias desde los 440 kg/cm2
con un 5% de escoria a la edad de 38 días.
Para las pastas hechas a base de cemento y ceniza se observa que aunque existe
una elevada resistencia a la compresión, ésta no varía considerablemente con los
porcentajes de 10 % 15%, por lo tanto aun agregando un mayor porcentaje de este
material no se obtendrán mejoras significativas.
En la tercera propuesta, las pastas hechas a base de cemento-escoria-ceniza la
resistencia aumenta desde la edad de 14 días, sin embargo a la edad de 28 días se
observa que existe una diferencia de apenas 60 kg/cm2 entre las pastas con un
contenido de 7.5% de escoria de horno de arco eléctrico y 7.5% de ceniza de bagazo
de caña de azúcar, y aquellas que se elaboraron con un contenido de 2.5%
respectivamente de ambos materiales. Determinándose que el aumento obtenido en
la capacidad de carga se debió a la escoria.
REFERENCIAS:
Tecnología del concreto, INSTITUTO MEXICANO DEL
CEMENTO Y DEL CONCRETO A.C. 1992
Manual de tecnología del concreto, comisión federal de
electricidad sección 1
Diseño y control de mezclas de concreto.
A.M. Neville, tecnología del concreto, tomo 1, 1988 Pág.
110
Hernández Zaragoza J.B., (s/fecha), “Piedra Pómez –
Cemento Portland”, Apuntes de la materia de Materiales,
de la Maestría en Construcción, Facultad de Ingeniería
Civil, Universidad Veracruzana, Campus Xalapa.
Zucarmex, “Datos del ingenio azucarero de Mahuixtlan”,
[http://www.zucarmex.com/ mahu_ubi.htm], Agosto 2007.
Utilización de la ceniza de bagazo de caña de azúcar
como
sustituto
parcial
del
cemento
Hernández Martínez Héctor Eduardo, 2007.
en
morteros,
Centro
de
Cantabria,
Desarrollo
Tecnológico,
“Fluorescencia
de
Universidad
de
Rayos
X”,
[http://www.cdtuc.com/EquipaLabXRF.htm], marzo 2007.
Revista del instituto de investigación FIGMMG, Vol. 7, N°
13, 26-30 (2004) universidad nacional de san marcos
ISSN: 1561-0888
GLOSARIO DE TÉRMINOS
Aditivos.- sustancia que se añade a un producto con la finalidad de mejorar o
aumentar una o varias de sus características o propiedades.
Alúmina.- es el óxido aluminio (Al2O3). Junto con la sílice, es el componente más
importante en la constitución de las arcillas y los esmaltes, confiriéndoles resistencia
y aumentando su temperatura de maduración.
Aparato de Vicat.- instrumento utilizado en la determinación del tiempo de fraguado,
consiste de una estructura metálica con una barra deslizante
y un indicador
ajustable que se mueve sobre una escala, a este indicador se le coloca una aguja de
1 mm de diámetro la cual se hace penetrar en la pasta de cemento.
Chatarra.- conjunto de trozos de metal de desecho, principalmente hierro. La
chatarra de hierro es utilizada en la producción de acero, cubriendo un 40% de las
necesidades mundiales. El porcentaje de uso varía según el proceso de fabricación
utilizado, siendo un 20% en la producción de acero por convertidor LD y llegando al
100% en el proceso de fabricación por horno eléctrico
Arcilla.-
La arcilla está
de silicatos de aluminio, hidratados,
constituida
procedentes
de
por
agregados
la
descomposición
de minerales de aluminio. Presenta diversas coloraciones según las impurezas que
contiene, siendo blanca cuando es pura. Surge de la descomposición de rocas que
contienen feldespato, originada en un proceso natural que dura decenas de miles de
años.
Caliza.- La caliza es una roca sedimentaria que se compone sobre todo de
carbonato de calcio (en forma de calcita mineral), que se extrae en canteras. Se usa
como piedra para la construcción, en fundición, en fabricación de cemento,... etc. La
caliza calcinada (óxido de calcio e hidróxido de calcio) se denomina Cal.
Concreto.- es el resultado de la mezcla de algún material aglutinante (cemento por
lo general), algún material árido (arena, grava, gravilla, etc.) y agua.
Consistencia normal.- es un estado de fluidez alcanzado por la pasta de cemento
que tiene una propiedad optima de hidratación. Se expresa como un porcentaje en
peso o volumen de agua con relación al peso seco del cemento.
Escoria.- subproducto de la fundición de la mena para purificar los metales. Se
pueden considerar como una mezcla de óxidos metálicos; sin embargo, pueden
contener sulfuros de metal y átomos de metal en forma de elemento. Aunque la
escoria suele utilizarse como un mecanismo de eliminación de residuos en la
fundición del metal, también pueden servir para otros propósitos, como ayudar en el
control de la temperatura durante la fundición y minimizar la reoxidación del metal
líquido final antes de pasar al molde.
Fluidez.- La trabajabilidad de una mezcla de mortero tiene que ver con: la facilidad
con que el albañil puede manejar la mezcla sin que se produzcan problemas de
segregación, el tiempo en que la mezcla se puede trabajar sin que fragüe o se
seque, la facilidad de colocación y la capacidad que posee la mezcla para retener el
agua aun estando en contacto con superficies absorbentes como los tabiques u otros
elementos constructivos.
Fraguado.- Cuando el cemento y el agua entran en contacto, se inicia una reacción
química exotérmica que determina el paulatino endurecimiento de la mezcla. Dentro
del proceso general de endurecimiento se presenta un estado en que la mezcla
pierde apreciablemente su plasticidad y se vuelve difícil de manejar; tal estado
corresponde al fraguado inicial de la mezcla. A medida que se produce el
endurecimiento normal de la mezcla, se presenta un nuevo estado en el cual la
consistencia ha alcanzado un valor muy apreciable; este estado se denomina
fraguado final.
Gabinete húmedo.- Compartimiento de dimensiones moderadas, donde se tiene
controlada la temperatura y la humedad relativa. Es utilizado para almacenar
especímenes de prueba.
Granulometría.-
Se denomina clasificación granulométrica o granulometría, a la
medición y gradación que se lleva a cabo de los granos de una formación
sedimentaria, de los materiales sedimentarios, así como de los suelos, con fines de
análisis, tanto de su origen como de sus propiedades mecánicas, y el cálculo de la
abundancia de los correspondientes a cada uno de los tamaños previstos por una
escala granulométrica
Hidratación del cemento.- reacción química mediante la cual se lleva a cabo la
formación de nuevos componentes al momento de entrar en contacto el agua con el
cemento.
Horno de arco eléctrico.- Un horno de arco eléctrico (siglas en inglés: EAF
('Electric Arc Furnace')) es un horno que se calienta por medio de un arco eléctrico.
Los tamaños de un horno de arco eléctrico van desde la tonelada de capacidad
(utilizado en fundiciones) hasta las 400 toneladas de capacidad utilizado en la
industria metalúrgica.
Además,
existen
hornos
de
laboratorio
y
usados
por dentistas que tienen una capacidad de apenas doce gramos. La temperatura en
el interior de un horno de arco eléctrico puede alcanzar los 1800 grados Celsius.
Lechada.- Mortero de cemento que contiene una gran cantidad de agua que le da la
consistencia de un líquido viscoso y permite ser utilizado para rellenar cavidades y
juntas entre materiales adyacentes.
Tanque de curado.- Es un recipiente o pileta con agua a temperatura controlada y
de dimensiones tales que permita el almacenamiento de especímenes totalmente
sumergidos en agua.