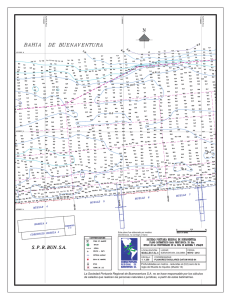
diseño de los sistemas de puesta a tierra y control de los muelles 1
Anuncio

UNIVERSIDAD SIMÓN BOLÍVAR DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA ELÉCTRICA DISEÑO DE LOS SISTEMAS DE PUESTA A TIERRA Y CONTROL DE LOS MUELLES 1 Y 2 DE LA REFINERÍA EL PALITO Por: Valerie Yexsamir Trujillo Rey INFORME DE PASANTÍA Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Ingeniero Electricista Sartenejas, Octubre de 2011 UNIVERSIDAD SIMÓN BOLÍVAR DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA ELÉCTRICA DISEÑO DE LOS SISTEMAS DE PUESTA A TIERRA Y CONTROL DE LOS MUELLES 1 Y 2 DE LA REFINERÍA EL PALITO Por: Valerie Yexsamir Trujillo Rey Realizado con la asesoría de: Tutor académico: Prof. Virgilio de Andrade Tutor Industrial: Ing. Gerardo Lanza INFORME DE PASANTÍA Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Ingeniero Electricista Sartenejas, Octubre de 2011 i DISEÑO DE LOS SISTEMAS DE PUESTA A TIERRA Y CONTROL DE LOS MUELLES 1 Y 2 DE LA REFINERÍA EL PALITO REALIZADO POR: VALERIE YEXSAMIR TRUJILLO REY RESUMEN En el presente informe de pasantías se plantea y se presentan los resultados de la etapa de diseño del proyecto de automatización de los muelles 1 y 2 de la Refinería El Palito (REP), reactivados actualmente luego de 10 años de encontrarse fuera de servicio. Para ello se emplearán cuatro PLC (controladores lógicos programables), destinados a controlar los sistemas de parada de emergencia, control de incendio y control de los brazos de carga de cada uno de los muelles. Es importante destacar que los PLC son equipos muy sensibles a las interferencias electromagnéticas debido a que manejan señales muy pequeñas de tensión y corriente, es necesario diseñar una puesta a tierra con una impedancia muy baja que garantice el correcto funcionamiento de los equipos. Debido a la ubicación de los PLC será implantada en el lecho marino y estará conformada por barras de grafito material resistente a la corrosión, cantidad es la necesaria para conseguir la resistencia requerida según las normas PDVSA en sistemas que posean PLC. Cada uno de los controladores necesita tener una programación según las necesidades de cada uno de los sistemas para definirla se realizaron matrices causa efecto y diagramas lógicos que permitiesen establecer las tareas secuenciales de cada uno de los PLC. Por otro lado, por ser sistemas de seguridad deben poseer un sistema de potencia ininterrumpida por lo que se empleará un banco de baterías de níquel-cadmio con tecnología FNC (tecnología de fibras estructuradas) ideal para ambientes corrosivos y con una vida útil mayor que la de otras baterías industriales. ii A mis Padres por darme el ser y luego apoyarme a lo largo de mi vida. Por ser las personas que confiaron en mi cuando ni siquiera yo tenía las fuerzas para hacerlo. iii AGRADECIMIENTOS En primer lugar a Dios por regalarme la vida más maravillosa que he podido tener y poner siempre a mi lado a personas muy especiales que me han ayudado en mi camino. Gracias por todos esos milagros que solo tú me podías conceder. A mi Padre Antonio Trujillo por ser un ejemplo de fortaleza, constancia y trabajo. Por educarme con el ejemplo de que el hombre es del tamaño del compromiso que se le presente. Gracias por su apoyo incondicional y sus palabras de ánimo en los momentos ideales. A mi madre Carmen Cecilia Rey por estar a mi lado en cada paso de mi vida y llevarme siempre de la mano y no permitirme caer. Gracias porque en los momentos de mayor dificultad nunca me sentía sola porque sabía que ella y yo contra el mundo. A mi hermanita Karla Trujillo por apoyarme de esa manera tan especial que tiene para hacerlo porque aun en silencio siempre estás ahí para mí y por compartir noches de trasnocho entre cartones y hojas de cálculos. A mi abuela Delia Rey por ser mi segunda mama por su apoyo sin medida y siempre mantenerme en sus oraciones ese es el mayor regalo. A mi novio Gerardo Santana por ser mi compañero, mi amigo y ahora mi colega por su apoyo incondicional en las buenas y en las malas, por siempre anteponer mi bienestar al suyo y hacer todo lo posible por verme sonreír. A las familias Trujillo Hernández, Joya Rey, Benítez Trujillo, Gómez Astorga, Rodríguez Joya y Joya Rincón por formar la gran familia a la que pertenezco y que me ha apoyado en todo momento. A mis amigos que hicieron de mi viaje por la universidad uno de los mejores tiempos de mi vida: Rosa, Luis M, Daniel, Karina, Pedro, Guillermo, Javier, Shayla, Luis V, Ernesto, Luisa, Arno, David entre muchos otros gracias por siempre estar allí. A mi tutor académico el Profesor Virgilio De Andrade por toda su dedicación a mi trabajo sin él este libro no habría llegado a feliz término y a mi tutor industrial Ingeniero Lanza por darme esta maravillosa oportunidad. Al Ingeniero Iván Conde por mostrarme el mundo laboral y por todas sus valiosas enseñanzas. A todo el personal del departamento de AIT en PDVSA El Palito por hacerme sentir rodeada de amigos a lo largo de mi pasantía. Por último gracias a duquesita por acompañarme en mis noches de trasnocho calentándome los pies. iv ÍNDICE GENERAL INTRODUCCIÓN.....................................................................................................................1 PRESENTACIÓN DE LA EMPRESA.....................................................................................6 1.1 Reseña de la empresa............................................................................................................6 1.2 Misión de la Empresa............................................................................................................6 1.3 Estructura Organizativa de la empresa..................................................................................7 1.4 Descripción del Departamento en el que se realizó la Pasantía............................................7 PUESTA A TIERRA..................................................................................................................9 2.1 Sistema de puesta a tierra......................................................................................................9 2.2 Conceptos básicos de un sistema de puesta a tierra............................................................12 2.3 Elementos sistema puesta a tierra ......................................................................................13 2.4 Normativa para puesta a tierra de instrumentación ............................................................14 2.5 Diseño de puesta a tierra ....................................................................................................18 2.6 Observaciones para el diseño de puesta a tierra para sala de gabinetes en los muelles 1 y 2 REP ..........................................................................................................................................19 2.7 Resistividad del lecho marino ...........................................................................................20 2.8 Material a utilizar para los electrodos ................................................................................21 2.9 Cálculo de puesta a tierra ...................................................................................................23 2.9.1 Barra simple vertical .......................................................................................................24 2.9.2 Electrodos en paralelo .....................................................................................................25 2.9.3 Electrodos paralelos ........................................................................................................27 v 2.10 Propuesta final ..................................................................................................................28 SISTEMA DE PARADA DE EMERGENCIA Y SISTEMA DE CONTROL DE INCENDIO..............................................................................................................................29 3.1 Reseña histórica .................................................................................................................29 3.2 Controlador lógico programable (PLC) .............................................................................30 3.2.1 Ventajas del uso del PLC ...............................................................................................32 3.3 Funcionamiento PLC .........................................................................................................33 3.4 Módulos principales que conforman un PLC ....................................................................35 3.4.1 Fuente de alimentación ...................................................................................................35 3.4.2 Unidad Central de Proceso .............................................................................................35 3.4.3 Entradas-Salidas .............................................................................................................35 3.5 PLC ControlLogix..............................................................................................................36 3.6 Descripción de los PLC a utilizar para el SPE y SCI.........................................................37 3.7 Descripción del SPE y SCI ................................................................................................39 3.8 Instrumentación asociada al SPE y SCI .............................................................................39 3.9 Conexionado de SPE y SCI ...............................................................................................41 3.10 Programación del PLC .....................................................................................................42 3.10.1 Matrices causa efecto ....................................................................................................43 3.10.2 Simbología en diagramas lógicos .................................................................................44 3.11 Premisas empleadas para la realización de matrices causa efecto y diagramas lógicos...45 3.12 Diagramas de lazo de los instrumentos ............................................................................49 vi COMUNICACIÓN ENTRE CONTROLADORES LÓGICOS PROGRAMABLES............53 4.1 Bus de campo .....................................................................................................................53 4.2 ControlNet ..........................................................................................................................13 4.3 Ethernet ..............................................................................................................................53 4.4 Fibra óptica ........................................................................................................................55 4.5 Descripción de los PLC .....................................................................................................56 4.6 Comunicación entre los PLC .............................................................................................57 4.7 Propuesta ............................................................................................................................58 SISTEMA DE POTENCIA ININTERRUMPIDA...................................................................61 5.1 Sistema de Potencia Ininterrumpida para los sistemas de seguridad................................. 61 5.2 Requerimiento para el banco de baterías............................................................................62 5.3 Tipo de baterías ..................................................................................................................63 5.4 Baterías de níquel-cadmio con tecnologia FNC ................................................................65 5.5 Calculo banco de baterías...................................................................................................66 5.6 Confirmación de rendimiento de baterías ..........................................................................70 5.7 Cargador de baterías ...........................................................................................................71 5.8 Caída de tensión en el cable................................................................................................72 CONCLUSIONES Y RECOMENDACIONES ......................................................................76 REFERENCIAS BILIOGRÁFICAS.......................................................................................80 ANEXO A: “Normas de diseño e instalación de los sistemas de puesta a tierra en centrales Telefónicas y estaciones de transmisión” ................................................................................82 vii ANEXO B: Ubicación sala de gabinetes en puente de acceso a los muelles 1 y 2 Refinería El Palito. .......................................................................................................................................89 ANEXO C:Fragmento documento PDVSA N°01812GIBC50200 “Estudio de hincabilidad y capacidad de carga de los pilotes”. ..........................................................................................91 ANEXO D:“Resumen norma ISA-S5.1” .................................................................................95 ANEXO E: Minuta reunión para definir lógica de control de los sistemas de parada de emergencia y control de incendio. ...........................................................................................97 ANEXO F: Matrices causa efecto y diagramas lógicos asociados a los sistemas de parada de emergencia y control de incendio. ...........................................................................................100 ANEXO G: Diagramas de lazo para instrumentación asociada a los muelles 1 y 2 de la Refinería El Palito ..................................................................................................................117 ANEXO H: Plano de recorrido de fibra óptica desde la sala de gabinetes hasta la sala de control en el terminal marino. ................................................................................................123 ANEXO I: Cálculo de carga de baterías a tensión reducida ..................................................125 viii ÍNDICE DE TABLAS Tabla 2.1 Perfil del suelo promedio en la zona donde se requiere implantar la puesta a tierra..........................................................................................................................................20 Tabla 2.2 Tipos de suelo con su respectiva resistividad promedio.......................................... 20 Tabla 2.3 Características de electrodo comercial de grafito usado para el diseño de puesta a tierra..........................................................................................................................................23 Tabla 2.4 Datos para el cálculo de la resistencia de puesta a tierra en el caso de usar un único electrodo vertical.......................................................................................................................24 Tabla 2.5 Valores de resistencia de puesta a tierra para diferentes longitudes de barra...........24 Tabla 2.6 Datos para el cálculo de la resistencia paralela de puesta a tierra.............................26 Tabla 2.7 Comportamiento de la resistencia de puesta a tierra al aumentar el número de electrodos..................................................................................................................................26 Tabla 2.8 Datos para el cálculo de la resistencia paralela de puesta a tierra.............................27 Tabla 2.9 Comportamiento de la resistencia de puesta a tierra al aumentar el número de electrodos .................................................................................................................................28 Tabla 3.1 Distribución de los módulos del PLC encargado del control del SPE......................38 Tabla 3.2 Distribución de los módulos del PLC encargado del control del SCI......................38 Tabla 3.3 Listado de instrumentos asociados al SPE y SCI .....................................................40 Tabla 3.4 Simbología empleada para la realización de diagramas lógicos del SPE y SCI ......44 Tabla 3.5 Asignación de señal en el PLC de instrumento en los diagramas de lazo ...............50 Tabla 3.6 Asignación de punto en el DCS de instrumento en el diagrama de lazo .................50 Tabla 3.7 Señales empleadas en el diagrama de lazo ..............................................................51 Tabla 4.1 Descripción de los PLC encargados del control de los brazos de carga ..................56 ix Tabla 4.2 Distancias para la comunicación entre brazos de carga y muelles ..........................58 Tabla 4.3 Sistemas a administrar por el switch ........................................................................59 Tabla 5.1 Tabla comparativa de los tipos de baterías...............................................................63 Tabla 5.2 Resumen comparativo entre los tres tipos de baterías..............................................63 Tabla 5.3 Carga que debe suplir el sistema de potencia ininterrumpida ante una falla en el suministro eléctrico...................................................................................................................67 Tabla 5.4 Carga adicional a suplir por el sistema de potencia ininterrumpida en parada de emergencia ante una falla en el suministro eléctrico. ..............................................................67 Tabla 5.5 Carga adicional a suplir por el sistema de potencia ininterrumpida en situación de incendio o fuga de gas ..............................................................................................................67 Tabla 5.6 Consumo total de las cargas asociadas al sistema de potencia ininterrumpida .......68 Tabla 5.7 Cálculo del número de celdas a emplear en el banco de baterías ............................70 Tabla 5.8 Datos nominales del cargador de baterías ................................................................72 Tabla 5.9 Corrientes nominales para diferentes calibres .........................................................73 Tabla 5.10 Distancias para realizar el cálculo de la caída de tensión respectivas ...................73 Tabla 5.11 Caída de tensión entre el banco de baterías y los instrumentos en campo ante funsionamiento con el sistema de respaldo ..............................................................................75 x ÍNDICE DE FIGURAS Figura 1.1 Organigrama de la empresa.......................................................................................8 Figura 2.1 Corrientes inducidas al conectar en tomas diferentes de tierra equipos de control pertenecientes al mismo sistema...............................................................................................10 Figura 2.2 Inyección de corriente en un punto y recolección por el otro..................................11 Figura 2.3 Equipotenciales y perfil de tensión por una inyección de corriente a tierra ...........11 Figura 2.4 Comportamiento del potencial a tierra de la superficie al aumentar la distancia ...13 Figura 2.5 Efecto sobre un electrodo adyacente al hacer circular corriente por el otro ...........13 Figura 2.6 Diferentes configuraciones de electrodos de puesta a tierra ...................................14 Figura 2.7 Esquema de conexión de equipos a la puesta a tierra .............................................16 Figura 2.8 Detalle de conexión para sistemas alimentados por un rectificador .......................16 Figura 2.9 Ejemplo de voltajes inducidos por descarga atmosféricas ante la existencia de electrodos aislados ...................................................................................................................17 Figura 2.10 Apariencia de un electrodo de grafito comercial para sistemas de puesta a tierra..........................................................................................................................................22 Figura 2.11 Relación entre la resistencia de puesta a tierra obtenida con un electrodo horizontal y su longitud ............................................................................................................25 Figura 2.12 Comportamiento de la resistencia de puesta a tierra.............................................26 Figura 2.13 Esquema de conexión de barras paralelas.............................................................27 Figura 3.1 PLC ControlLogix Allen-Bradley utilizado comunmente en sistemas que necesiten controlar procesos secuenciales ...............................................................................................31 Figura 3.2 Esquema funcional simplificado del funcionamiento de un PLC...........................32 Figura 3.3 Diagrama de flujo detallado funcionamiento de un PLC........................................34 xi Figura 3.4 Módulos de comunicación familia ControlLogix....................................................36 Figura 3.5 Esquema de comunicación del controlador del SPE y SCI.....................................37 Figura 3.6 Esquema de conexionado de los módulos ..............................................................42 Figura 3.7 Matriz causa efecto .................................................................................................47 Figura 3.8 Diagrama de lógica..................................................................................................48 Figura 3.9 Diagrama de lazo.....................................................................................................52 Figura 4.1 Tipos de topología controlnet..................................................................................54 Figura 4.2 Red Ethernet en planta industrial.............................................................................57 Figura 4.3 Módulo repetidor de controlNet..............................................................................58 Figura 4.4 Módulo de fibra óptica............................................................................................59 Figura 4.5 Topología red de datos............................................................................................60 Figura 5.1 Esquema de conexión del sistema de potencia ininterrumpida para circuitos de control.......................................................................................................................................62 Figura 5.2 Ciclo de trabajo del sistema de potencia ininterrumpida.........................................69 Figura 5.3 Tiempo de carga de las celdas para diferentes voltajes de recarga con una intensidad I5..............................................................................................................................71 xii LISTA DE SÍMBOLOS Símbolo Significado Unidad a Radio de barra m metro d Distancia entre electrodos m metro I Corriente A amperio I5 Intensidad de descarga de cinco horas A amperio Ie Corriente a través del electrodo A amperio In Corriente nominal de la carga A amperio L Longitud de barra m metro n Número de electrodos r Radio de cable m metro R Resistencia Ω ohm t Tiempo h hora V Voltaje V voltio Vn Voltaje nominal en la carga V voltio Vs Voltaje inducido en la superficie V voltio Símbolo Significado Unidad ρ Resistividad Ω.m xiii ohm.metro LISTA DE ABREVIATURAS Abreviatura Significado AIT Automatización, informática y telecomunicaciones. CP Carga permanente. CPE Carga adicional parada de emergencia. CIG Carga adicional ante incendio o fuga de gas. CPU Central processing unit (Unidad central de proceso). DCS Distributed Control System (Sistema de control distribuido). FNC Fibre structured technology (Tecnología de fibras estrucuradas). HMI Human machine interface (Interfaz hombre máquina). ISA International Society of Automation (Sociedad internacional de automatización). PLC Programable logic controller (Controlador lógico programable). PDVSA Petróleos de Venezuela sociedad anónima. RAMPA Reparación y adecuación de los muelles de la refinería El Palito. REP Refinería El Palito. RPT Resistencia de puesta a tierra. SPE Sistema de parada de emergencia. SCI Sistema control de incendio. VS Válvula solenoide. xiv 1 INTRODUCCIÓN En la actualidad la Refinería El Palito cuenta con la infraestructura de cuatro muelles ubicados en su parte norte. Sin embargo solo dos de ellos, se encuentran en funcionamiento, y son los que permiten el acceso de buques provenientes de cualquier zona de la costa venezolana o de otros países a través del mar Caribe. A través de estos muelles ocurre la llegada de crudo y la salida de productos procesados tales como gasolina, diesel, kerosén, jet fuel, lubricantes, isobutano entre otros que permiten el abastecimiento de toda el área central del país y ciertas exportaciones. El abastecimiento de los buques se realiza por medio de seis brazos de carga ubicados en cada uno de los muelles. Estos poseen un mecanismo que permite conectar cada una de las tuberías de proceso provenientes del sector de la refinería conocido como Movimiento de Crudo y Producto (sector encargado del almacenado de productos procesados) al interior de los buques. Los muelles dispuestos para la recepción de buques deben tener la capacidad de mantener los buques fijos para una correcta extracción de crudo y descarga de productos; para prevenir derrames y posibles colisiones con la estructura del muelle. Para ello a lo largo del muelle se encuentran instalados ocho ganchos de amarre accionados por motores trifásicos distribuidos de la siguiente manera: dos para soportar la carga de proa, dos la de popa y cuatro para sostener el cuerpo central del buque. Además el muelle tiene instalados tres estructuras elásticas en sus bordes para amotiguar posibles colisiones. En la actualidad los Muelles 1 y 2 de la Refinería el Palito se encuentran fuera de servicio debido a que el 17 de Enero de 2000, durante una maniobra de desatraque de emergencia, el Buque Tanquero Bárbara Palacios derribó el pilote Noroeste junto con la pasarela de acceso y golpeó severamente la plataforma de carga del Muelle 1, ocasionando un desplazamiento permanente de la plataforma en sentido horizontal, deformaciones permanentes en los pilotines soportes de la plataforma, rotura de la viga soporte y del brocal en el puente de acceso a la plataforma, daños en tres brazos de carga, desplazamiento y deformaciones en las tuberías mecánicas y rotura de tuberías de electricidad e instrumentación, quedando en consecuencia, fuera de operación el referido Muelle 1. 2 Por su parte, las maniobras en el Muelle 2 eran riesgosas y de difícil operación, debido a que se disponía de un solo pilote principal erguido. Para el año 2000 se hizo una evaluación de la estructura de los sistemas de atraque y de amarre del muelle 2 usando la normativa internacional vigente. Dicha evaluación reveló que la estructura original no puede recibir buques de la capacidad esperada. Los accidentes mencionados no pudieron ser evitados por la ausencia de sistemas de automatización y control en los muelles. Esto impidió al personal de operaciones de Terminal Marino (Nodo del Sistema de control Distribuido) visualizar en tiempo real variables de posición del Buque respecto al muelle, velocidad de aproximación necesarias para controlar dichas operaciones y evitar la ocurrencia de daños a las plataformas. Con la finalidad solventar los daños ocasionados a los Muelles 1 y 2, se propuso la ejecución del proyecto RAMPA (Reparación y Adecuación de los Muelles Refinería El Palito), en el cual se incluyen estudios, servicios de inspección, ingeniería, procura y construcción necesarios para restituir las condiciones de operatividad y mejorar el rendimiento, la confiabilidad y seguridad operacional de ambos muelles. En la actualidad se está ejecutando el proyecto RAMPA con el diseño por parte de los Ingenieros de PDVSA y la ejecución de la obra en el área civil, eléctrica y de instrumentación por parte de la contratista HCL-Servimont Alianza. Planteamiento del problema Los Muelles 1 y 2 de la refinería el Palito requieren una infraestructura en la cual converja la seguridad, automatización y control de todos los procesos que en ella se realizan para mejorar su eficiencia y colocarlos a la vanguardia de la tecnología de puertos marinos. Es importante resaltar que por ser un lugar de embarque y desembarque de hidrocarburos la seguridad debe ser la principal filosofía de operación, debido al alto nivel de toxicidad y fácil combustión de los productos que en ella se manejan. Para la seguridad en los muelles de los operadores, personas que laboran en los buques y equipos, es necesario el diseño de dos sistemas principales para el control de procesos: el Sistema de Parada de Emergencia (SPE) y el Sistema Contra Incendio (SCI). Este diseño se debe realizar a nivel de control, automatización, protección e instrumentación para su correcta implantación. 3 Por otro lado, la sala de gabinetes que se encuentra en el puente de acceso a los muelles, donde se hallarán los dispositivos de control y telecomunicaciones, requiere del diseño de una puesta a tierra para evitar sobretensiones e interferencias en los equipos de control. Esta se implantará en el lecho marino debido a la cantidad de recursos que requeriría el cableado de puesta a tierra hasta un punto en tierra firme Es importante destacar que los sistemas de seguridad deben estar respaldados por un sistema de potencia ininterrumpida, por lo que es necesario el uso de un rectificador y un banco de baterías que cubra con la demanda de todos los instrumentos, bajo los parámetros de diseño establecidos por la normas PDVSA. Por lo tanto se hace necesario calcular la capacidad del banco de baterías y el rectificador asociado y diseñar el conexionado para una correcta puesta en marcha de los equipos. Los muelles contarán con cuatro PLC que se encargarán de controlar el sistema de los brazos de carga tomando en cuenta los estados de el Sistema de Parada de Emergencia y el Sistema Contra incendio. Cada uno de los PLC, aunque poseen autonomía en el control de sus variables, necesitan estar interconectados para el correcto flujo de información. Esto aumentará la eficiencia y seguridad en los muelles. Justificación En los últimos años se ha llevado a cabo un plan de acción llamado PDVSA 20062012 encargado de mejorar la producción del sector petrolero nacional, este plan contempla la adaptación de las refinerías de Puerto La Cruz, El Palito y Amuay para el procesamiento de crudos pesados y extra pesados. En específico la refinería el palito contempla la instalación de una unidad de Conversión profunda. Cuando el plan PDVSA 2006-2012 se desarrolle en su totalidad va a aumentar la entrada de crudo a la refinería y por ende la salida de productos procesados. Esto traerá como consecuencia la necesidad de reactivar los muelles 1 y 2 para futuras exportaciones; abriendo así nuevas ventanas para la salida de productos. Por otro lado, en la actualidad y desde hace 10 años, los muelles 3 y 4 suplen todas las salidas de producto y entrada de crudo a la refinería, lo que trae como consecuencia la necesidad de un mantenimiento y revisión de estos, debido a su uso excesivo e ininterrumpido. 4 Por todas las razones planteadas se presenta como una necesidad para el sector petrolero nacional un proyecto que permita poner en funcionamiento los Muelles 1 y 2 de la Refinería El Palito. Este plan debe contemplar todas las necesidades de un puerto marino en las áreas de protección, automatización, control y telecomunicaciones, para que la infraestructura diseñada y ejecutada sea eficiente y perdurable en el tiempo. En los últimos años se han presentado problemas con los equipos electrónicos al ser conectados al sistema de puesta a tierra de grandes Industrias. En especial en el funcionamiento de los PLC se evidencian fallas importantes en la recepción de datos. Esto ocurre por estar conectados a puestas a tierra de: motores grandes, máquinas soldadoras, contactores con cargas electromagnéticas, etc. Es por esto que es necesario un puesta a tierra para instrumentación, que garantice el correcto funcionamiento de los sistemas de seguridad evitando falsas alarmas y escenarios de peligro no detectados. Los Sistemas de Seguridad en La Refinería El Palito se ven en la necesidad de estar alimentados por un sistema de potencia ininterrumpida que les permita seguir en funcionamiento ante una falla eléctrica. Esto es necesario debido a que resguardan procesos en los que intervienen productos altamente inflamables que pueden ser causantes de escenarios de peligro que ponen en riesgo vidas humanas, el equilibrio ambiental y costosas infraestructuras. Por lo tanto, es necesario dimensionar correctamente el sistema de potencia ininterrumpida. En la actualidad, la automatización de las industrias se encuentra basada en la filosofía de interconectar los elementos de control para que exista un flujo de información continuo. Esto permite mejorar la eficiencia y seguridad en los procesos, y además se tiene el valor agregado de poder utilizar variables de un PLC en la lógica de otro. Es necesario entonces encontrar el medio de comunicación más adecuado para realizar la comunicación entre los cuatro PLC que serán implantados. Los sistemas de control actuales tienden a jerarquizar, distribuir y redundar sus funciones, por lo que son del tipo distribuido (DCS). Estos se caracterizan por la integración de las aplicaciones y la ubicación distribuida de los datos. En la refinería El Palito actualmente se cuenta con el DCS I/A Foxboro, por lo que se debe integrar los nuevos elementos de control implantados en los Muelles al sistema de control distribuido existente. 5 Objetivo general Establecer parámetros de diseño para la automatización, protección, puesta a tierra y control de los Muelles 1 y 2 de la Refinería El Palito. Objetivos específicos Interpretar planos eléctricos y de control de los muelles 1 y 2 y el sistema de control distribuidos de la refinería. Verificar las fuentes (rectificador y banco de baterías) y cableado del sistema de potencia ininterrumpido de la Sala de Gabinetes. Diseñar el sistema de puesta a tierra de los equipos electrónicos ubicados en la Sala de Gabinetes. Definir las lógicas de control de los Sistemas de Parada de Emergencia y Control de Incendio. Realizar los diagramas de interconexión de los instrumentos (diagramas de lazo) que forman parte de los Sistemas de Parada de Emergencia y Control de Incendio. Diseñar la comunicación entre los cuatros PLC a implementar (Sistema de Parada de Emergencia, Sistema Contra Incendio y Control de los Brazos de carga de cada uno de los Muelles). Integrar los sistemas de automatización y control al sistema de control distribuido. CAPÍTULO I PRESENTACIÓN DE LA EMPRESA 1.1 Reseña de la empresa La Refinería El Palito está ubicada en las costas del estado Carabobo y procesa actualmente un promedio de 140 mil barriles de crudo por día. Este complejo de PDVSA se encarga del suministro de combustible al centro occidente del país. Además, entre sus clientes internacionales directos se incluyen empresas procesadoras de energía eléctrica y también la costa este y oeste de Estados Unidos y el Caribe. El Palito entrega los productos requeridos por la Región Central de nuestro país, a través de un sistema de bombas y poliductos que cubren una extensión de más de 200 kilómetros. Los productos refinados en El Palito son almacenados, vendidos y despachados a través de las plantas de distribución El Palito, Yagua y Barquisimeto En la actualidad la Refinería cuenta con la infraestructura de cuatro muelles ubicados en la parte norte de la refinería pero solo dos se encuentran en funcionamiento, estos permiten el acceso de buques provenientes de cualquier zona de la costa venezolana o de otros países a través del mar Caribe. Permitiendo la llegada de crudo y la salida de productos destilados tales como gasolina, diesel, Kerosén, Jet Fuel, lubricantes, isobutano entre otros que permiten el abastecimiento de toda el área central del país y ciertas exportaciones. 1.2 Misión de la Empresa. Garantizar el proceso de refinación y valorización de los hidrocarburos de la Refinería El Palito, asegurando la continuidad del negocio y la confiabilidad de las operaciones cumpliendo con la normativa de seguridad, protección al ambiente y la salud. 7 1.3 Estructura Organizativa de la Empresa. La Refinería El Palito, se encuentra formada por cuatro (04) nominas: Nómina ejecutiva, Nómina Mayor, Nómina Menor y Nómina Diaria; al mismo tiempo existe personal en condiciones laborales de tipo permanente y temporal y personal que ingresa a través de contratistas y cooperativas. Por su parte la estructura de la refinería está conformada por quince gerencias con sus respectivas superintendencias: Las medulares, que comprenden Operaciones, Técnica y Mantenimiento, y las restantes: Recursos Humanos, AIT (Automatización, Informática, y Telecomunicaciones), Finanzas, Ambiente, Seguridad, Legal, Salud, Materiales, Servicios Logísticos, Auditoria, Pérdida y Control de Perdida (PCP), Desarrollo Social y Asuntos Públicos. 1.4 Descripción del Departamento en el que se realizó la Pasantía. La pasantía fue desarrollada en la Gerencia de AIT encargada de la plataforma tecnológica de la Refinería. Esta se encuentra conformada por tres Superintendencias: Automatización, Informática, y Telecomunicaciones. Automatización se encarga de la medición y control de las variables de procesos; Informática de desarrollar, adquirir, implementar, mantener las bases de datos y los sistemas de información que requiere la empresa; Telecomunicaciones vela por el buen funcionamiento y mantenimiento de los sistemas de comunicación. Este proyecto se realizó específicamente en la Superintendencia de Automatización, encargada de Preservar la función de la plataforma AIT mediante el mantenimiento detectivo, predictivo, preventivo y correctivo oportuno a fin de dar continuidad operativa a los servicios prestados por PDVSA, minimizando las interrupciones de los servicios e incrementando su disponibilidad, para evitar perdida de producción directa o indirecta que pueda ocasionar incrementos en el costo de los productos generados y comercializados. En la figura 1.1 se puede observar el organigrama de la empresa. 8 Figura 1.1 Organigrama de la empresa. CAPÍTULO II PUESTA A TIERRA 2.1 SISTEMA DE PUESTA A TIERRA Los sistemas de puesta a tierra tienen como fin principal conseguir que en las instalaciones, edificios y superficies no existan tensiones peligrosas y al mismo tiempo permitir el paso a tierra de las corrientes de fallas ó las de descargas de origen atmosférico. La puesta tierra se establece principalmente para limitar las tensiones que se puedan presentar en un momento dado en las partes metálicas que constituyen la instalación y asegurar que las protecciones actúen. La puesta a tierra bien diseñada permite mantener los valores de tensión de paso (diferencia de potencial entre dos puntos de un terreno que pueden ser tocados por los pies de una persona) y tensión de contacto (tensión a la que puede verse sometida el cuerpo humano al estar en contacto con alguna estructura metálica puesta a tierra teniendo los pies en el terreno) en valores admisibles y seguros para el cuerpo humano. Además el sistema de puesta a tierra debe diseñarse de manera que minimice el ruido e interferencia que podría alterar los registros de baja tensión que manejan los equipos de automatización y control. Es importante destacar que como ruido se conoce a todas las corrientes o tensiones que son extrañas a la señal de interés. Las tensiones parásitas aparecen en el funcionamiento básico de los equipos electrónicos o resultan del uso inadecuado del circuito asociado a ellos. Los efectos de ruido conviene reducirlos al mínimo a fin de caracterizar las señales con la mayor precisión posible y permitir la amplificación de las señales de interés [1]. El ruido introducido en los circuitos prácticos se debe frecuentemente a tensiones de señales parasitas acopladas al circuito desde sus alrededores. La fuente más común de ruido proviene de los campos eléctricos y magnéticos de 60 Hz originados en la red eléctrica de potencia. Estas señales inducidas reciben el nombre de zumbido porque en los amplificadores conectados a un altavoz se percibe un tono de baja frecuencia. Otra captura de corrientes parasitas puede deberse a los campos inducidos por equipos electrónicos, motores eléctricos, descargas atmosféricas etc. [1]. 10 Para prevenir los efectos del ruido en equipos de control es conveniente blindar aquellas partes del circuito en las que el nivel de la señal es bajo y donde, en consecuencia, las tensiones de ruido son más molestas [1]. Un blindaje es una superficie metálica dispuesta entre dos regiones del espacio que se utiliza para atenuar la propagación de los campos eléctricos y magnéticos [2]. Por otro lado, según las normas PDVSA y sus filiales se debe colocar en el interior del edificio una barra colectora de cobre con una leyenda indicativa, que es de uso exclusivo para el sistema de puesta a tierra de electrónica y control [3]. Esto es consecuencia de que cuando se conectan varios dispositivos electrónicos, el sistema debe conectarse a tierra en un solo punto porque si se conectan en múltiples tomas se pueden originar acoplamientos nocivos y corrientes circulatorias apreciables [1]. Según se ilustra en la figura 2.1 es importante que todo el sistema esté conectado a tierra en un punto único, debido a que si se pone a tierra cada uno por separado tal como indican las líneas punteadas en el circuito podrán inducirse corrientes intensas A y B que podrán afectar el funcionamiento de los equipos. Cuando se conecta entre sí varios componentes electrónicos para llevar una señal de unas unidades a otras de utiliza cable blindado (apantallado). El blindaje consiste en un conductor conectado a tierra y otro conductor denominado vivo y es el que transmite la señal [1]. Figura 2.1 Corrientes inducidas al conectar en tomas diferentes de tierra equipos de control pertenecientes al mismo sistema [1]. La tierra es un material bastante complejo, de la cual cabe destacar dos características contradictorias: la primera es que puede considerarse un conductor eléctrico muy pobre, si se le compara con la mayoría de los metales, lo que dificulta el transporte de la corriente eléctrica [4]. Sin embargo si se dispone de un área muy extensa para realizar la conducción, como ocurre generalmente, se obtiene una baja resistencia como se puede comprobar en la siguiente ecuación: 11 (2.1) De lo anterior se puede concluir que la corriente utilizará toda el área transversal disponible para propagarse y su comportamiento no corresponde a un modelo circuital sino a un modelo de distribución de campos, donde las líneas de corriente coinciden con las de campo eléctrico. Se puede observar en la figura 2.2 la inyección de corriente en el punto A y su recolección en el punto B o viceversa. Figura 2.2 Inyección de corriente en un punto y recolección por el otro [4]. La presencia de dos puntos de puesta a tierra hará que en la superficie del suelo aparezcan voltajes entre puntos no localizados sobre la misma equipotencial como se puede observar en la figura 2.3. Si esas tensiones son suficientemente altas las personas e instalaciones podrían entrar en contacto con tensiones peligrosas [4], lo que produce salidas de operación, averías de equipos y daños al personal. Figura 2.3 Equipotenciales y perfil de tensión por una inyección de corriente a tierra [4]. 12 La resistencia de puesta a tierra máxima en sistemas de control según las normas PDVSA y sus filiales debe ser de menor o igual a un ohm para sistemas de control y automatización. Si por algún motivo no se alcanza la resistencia adecuada con la configuración sugerida, se debe modificar la configuración de puesta a tierra hasta lograr ese requerimiento, con el objeto de no comprometer el buen funcionamiento de los equipos. En resumen un sistema de puesta a tierra mal diseñado puede causar: operaciones erráticas de los equipos, ruidos en las señales y circuitos, fallas prematuras de componentes y problemas de seguridad eléctrica. 2.2 Conceptos básicos de un sistema de puesta a tierra [5]. Sistema de Puesta a tierra: Conjunto de elementos que permiten hacer un contacto eléctrico conductivo entre el suelo y un equipo o parte de este, instalado fuera del suelo. Puesta a Tierra: Unión intencional o casual mediante la cual se une un equipo o conductor a tierra. Resistividad: resistencia que se obtiene en un centímetro cúbico de cualquier sustancia al hacer circular una corriente a través de ella. Equipotencialidad: efecto de colocar todos los puntos asociados al sistema de puesta a tierra interconectados esto tiene como objetivo que todos los elementos tengan la misma diferencia de potencial. Resistencia de puesta a tierra: resistencia existente entre el electrodo de tierra y un punto denominado tierra remota Tierra remota: punto de tierra donde la resistencia mutua con el electrodo o malla de puesta a tierra es cero. Como se observa en la figura 2.4 al aumentar la distancia al electrodo la tensión superficial disminuye hasta anularse prácticamente. 13 Figura 2.4. Comportamiento del potencial a tierra de la superficie al aumentar la distancia [6]. Resistencia mutua: es la relación entre el cambio de tensión que se produce en un electrodo o malla debido a la circulación de 1 A en otro. Este efecto puede observarse en la figura 2.5. Figura 2.5. Efecto sobre un electrodo adyacente al hacer circular corriente por el otro [6]. 2.3 Elementos sistema puesta a tierra Un Sistema de Puesta a Tierra está formado por: Electrodos de puesta a tierra: Elemento conductor enterrado en el suelo, usado para drenar o dispersar las corrientes eléctricas por el terreno [6]. Pueden tener diferentes naturaleza y forma como se observa en la figura 2.5. Su diseño depende de muchos factores entre los que se encuentra: calidad conductiva del suelo, espacio disponible para la instalación y resistencia de puesta a tierra requerida. 14 Figura 2.6 Diferentes configuraciones de electrodos de puesta a tierra [6]. Neutro del servicio eléctrico A.C: Es el punto eléctrico común de las tres fases para el drenado de corrientes de desbalance. Las normas PDVSA establecen que debe ir conectado al sistema de puesta a tierra de la siguiente forma: a. Puesta a Tierra Sólida: Sistemas de 120/208 V. b. Puesta a Tierra Sólida: Sistemas de 480 V. c. Puesta a Tierra de Baja Resistencia: Sistemas de 4,16 KV, 69KV y 13,8KV [3]. Barras Colectoras: es el área donde terminan todas las conexiones a tierra provenientes de los equipos. Físicamente es una barra de cobre que permite soportar conexiones del tipo doble [3]. Conductores de puenteo: es la unión entre los terminales de puesta a tierra de los equipos y las barras colectoras [7]. Conductores a tierra: Son los conductores que parten de las barras colectoras o de los terminales de puesta a tierra de los equipos a los electrodos de tierra unidos mediante soldadura [3]. 2.4 Normativa para puesta a tierra de instrumentación La puesta a tierra electrónica o de instrumentación tiene un esquema normalizado para PDVSA y sus filiales que cumplen con los requerimientos necesarios para el correcto funcionamiento de los equipos y evita posibles sobretensiones. 15 Para evitar que el ruido eléctrico afecte a los instrumentos de control y automatización en sistemas donde se encuentren asociados equipos que produzcan corrientes parásitas, se hace necesario tener una puesta a tierra bien diseñada que cumpla con el valor máximo de resistencia de puesta a tierra. Si no se cumple, es necesario mejorarla agregando más electrodos o cambiando la configuración existente. La necesidad de una resistencia baja responde a que según la ecuación 2.2, al existir una mayor resistencia de puesta a tierra (RPT) se producen mayores voltajes superficiales lo que aumenta las tensiones de toque y paso y las magnitudes de corrientes circulatorias en conductores puestos a tierra en varios puntos con tierras no conectadas. (2.2) Dónde: Vs: Voltaje producido en la superficie (V). Ie: Corriente a través del electrodo o malla de puesta a tierra (A). RPT: Resistencia de puesta a tierra (Ω) La puesta a tierra para referencia de señales de los equipos de instrumentación se hará con una conexión a tierra en un solo punto. Esto puede lograrse usando barras colectoras aisladas conectadas a un electrodo de puesta a tierra local y al mismo tiempo este al sistema de puesta a tierra general [3]. La barra colectora se conectará mediante un solo enlace al neutro de la fuente de poder AC, como se observa en la figura 2.7. Cuando la fuente de poder sea un sistema derivado como un transformador de aislamiento, una fuente de potencia ininterrumpida (UPS), un conjunto motor–generador o un rectificador, la barra colectora se conectará al neutro de este sistema derivado (ver figura 2.8). Esto se realiza con el fin de que todo el sistema tenga la misma referencia de potencial [3]. Es importante destacar que los electrodos de puesta a tierra del sistema de potencia y el local de instrumentación deben estar conectados como se observa en la figura 2.7 (puntos 6 y 7) para impedir altos voltajes transferidos que puedan afectar los equipos u ocasionar daños al personal que opera en el sitio. Aunque haya una elevación del voltaje superficial en el punto 6 por una falla a tierra o una descarga atmosférica se mantiene que: Vs7= Vs6. Por el contrario si no existiera el conductor 6-7, el neutro de los equipos de instrumentación y control va a estar a un voltaje Vs6 y la carcasa de los mismos a Vs7. Si el voltaje producido en el punto 6 es muy grande en comparación al potencial de tierra en el punto 7, pude ocurrir el daño de los equipos. 16 Figura 2.7 Esquema para conexión de equipos a la puesta a tierra [3]. Figura 2.8 Detalle de conexión para sistemas alimentados por un rectificador. En la figura 2.9 caso 1 se puede ver el efecto de tener los equipos conectados solo por el cable de señal ante descarga atmosférica, sin embargo este ejemplo aplica para cualquier corriente de falla. Al momento de existir una contingencia en el equipo que recibe la descarga se elevará el potencial de tierra mientras que el otro se mantendrá a un potencial de puesta a tierra muy bajo, en consecuencia se producirán tensiones nocivas para los equipos y personas en la superficie que se encuentra entre los dos electrodos o mallas de puesta a tierra. Por su parte el caso 2 demuestra que al tener los electrodos de puesta a tierra unidos y existir una descarga atmosférica o falla en uno de los equipos, se producirá la elevación del potencial de tierra en ambos, produciéndose un voltaje superficial entre ellos de prácticamente cero. 17 Para finalizar el caso 3 corresponde a un sistema de puesta a tierra para instrumentación, donde se emplea una barra colectora para realizar una sola conexión al electrodo o malla. Si existiese una descarga en cualquier punto del sistema y una pérdida de conexión a tierra como se observa en la figura, el equipo afectado se encontraría a un potencial de tierra suministrado por el gabinete en el que está instalado. Si la diferencia entre los voltajes superficiales del emisor y el receptor es lo suficientemente grande ocurre el daño de los equipos. Figura 2.9 Ejemplos de voltajes producidos por descarga atmosférica ante diferentes escenarios [5]. 18 La conexión entre las barras colectoras de tierra aisladas y el electrodo de puesta a tierra local se hará mediante dos cables calibre 1/0 AWG o mayor de acuerdo al nivel de cortocircuito. Dichos cables serán de cobre trenzado, cubierto con aislamiento de PVC, coloreado en verde [3]. Por otro lado la normativa de PDVSA y sus filiales para sistemas de puesta a tierra de control e instrumentación dicta que el valor de la resistencia máxima debe ser menor a 2 Ω. Sin embargo para sistemas que tengan PLC (controladores lógicos programables) asociados el valor disminuye a 1 Ω debido a que manejan señales tan pequeñas que son susceptibles a perturbaciones. Como se mencionó anteriormente respondiendo a la ecuación 2.2 es necesario tener resistencias de puesta a tierra muy bajas para crear caminos de baja impedancia para el drenado de las corrientes parasitas (perturbaciones). 2.5 Diseño de puesta a tierra Es necesario establecer los procedimientos y parámetros de diseño para el correcto dimensionado del sistema de puesta a tierra encargado de proteger equipos de instrumentación y control. Para este fin se tomaran en cuenta las bases impuestas en el documento de la CANTV “Normas de diseño e instalación de los sistemas de puesta a tierra en centrales telefónicas y estaciones de transmisión” (ver anexo A). Pasos para Diseñar Sistemas de Puesta Tierra [7] 1. Medir la resistividad del suelo tan cerca como sea posible al sitio que se desea proteger. La medición se realiza con los electrodos en línea horizontal, a la profundidad necesaria, dándole la separación adecuada. 2. Usar la fórmula para calcular la resistencia esperada con la distribución propuesta de los electrodos. 3. Se debe iniciar con las configuraciones más simples y continuar con las configuraciones más complejas hasta alcanzar el objetivo (usar cables horizontales, configuraciones en estrella, etc.). 4. Calcular la resistencia usando electrodos más largos y profundos. 5. Calcular la resistencia incrementando el número de electrodos. 6. Permitir mejoras al sistema tales como el uso de concreto o bentonita; solamente como último recurso. 7. El electrodo recomendado es el tipo anillo de alambre y barras. 19 2.6 Observaciones para el diseño de puesta a tierra para sala de gabinetes de los muelles 1 y 2 REP La puesta a tierra que se plantea diseñar es para proteger los equipos que formarán parte de los sistemas de parada de emergencia y control de incendio, encargados de mejorar la seguridad de las instalaciones, el ambiente y las personas que laboran en los muelles. Es por esto que es necesario garantizar la menor impedancia posible para evitar falsas señales o condiciones riesgosas no detectadas. La primera consideración a tomar en cuenta es la ubicación de los equipos. Ellos se encuentran en un gabinete instalado en la sala de control. Este es el sitio de trabajo de los operadores donde se realizará el monitoreo de los sistemas. Esta sala se ubica en el puente de acceso a los muelles a 900 metros de la escollera (zona costera formada por altos rompe olas) y a mas de 1 km de tierra firme (ver anexo B). Por esta razón resulta costoso tender el conductor de tierra desde la barra colectora ubicada en la sala de gabinetes hasta tierra firme. Por lo tanto el sistema de puesta a tierra se implantará en el lecho marino, por lo que se deben tomar las siguientes consideraciones: Se debe estimar la resistividad del suelo debido a que no se tiene proyectado un trabajo de buzos para realizar mediciones directas. Es importante tomar en cuenta el efecto de la salinidad en la resistividad del lecho marino. Es necesaria la búsqueda de un material con características eléctricas similares a las barras usadas comúnmente para instalaciones de puesta a tierra que sea resistente a la corrosión. Debido a que la implantación de la puesta a tierra será realizada por buzos, es necesario escoger configuraciones preferiblemente de fácil instalación (barra, barras paralelas, etc.) y omitir las más complejas (anillo de alambre y barras). El sistema eléctrico de potencia de los muelles posee una puesta a tierra cuya resistencia se desconoce y a la cual están asociados los motores trifásicos de los brazos de carga y ganchos de amarre, el transformador de servicios auxiliares, etc. Todos estos equipos operan a 60 Hz produciendo corrientes parasitas en las señales de comunicación, se hace necesario tener una impedancia de puesta a tierra menor a 1 Ω (ohm) para mitigar estas interferencias y garantizar el correcto funcionamiento de los PLC. Se aspira conseguir la 20 resistencia de la puesta a tierra requerida con el diseño a realizar aprovechando al máximo las características conductivas del lecho marino. 2.7 Resistividad del lecho marino El valor de resistividad del suelo fue obtenida de forma indirecta a través del “Estudio de hincabilidad y capacidad de carga de los pilotes” (ver anexo C) informe realizado por Geohidra consultora encargada de estudios geológicos durante el desarrollo de la obra constructiva de los muelles. En él se puede observar el tipo de suelo promedio de la zona donde se requiere instalar la puesta a tierra. Esta información se encuentra resumida en la siguiente tabla. Tabla 2.1 Perfil del suelo promedio en la zona donde se requiere implantar la puesta a tierra. Tipo de suelo Arena fina limosa Limo arenoso con grava Arena Gravosa Arena poco limosa Arena limosa con cuarzo Profundidad (m) 0-1.5 1.5-2.7 2.7-8.5 8.5-11.8 11.8-17.3 Posteriormente con estos datos se determinó la resistividad del suelo de acuerdo a la tabla 2.2. Es importante destacar que los siguientes valores son para terrenos secos sin presencia de humedad o salinidad propias del lecho marino. Tabla 2.2 Tipos de suelo con su respectiva resistividad promedio [9]. Tipo de Suelo Gravas Arenas Arenas Limosas Limo Limo Arenoso Arcilla Arenosa Arcilla Limosa Arcilla Resistividad (Ω.m) 500-1000 50-100 50-100 30-500 15-30 15-25 10-15 5-10 Las propiedades físicas de los suelos están fuertemente influenciadas por su porosidad y grado de saturación, y además, las propiedades eléctricas dependen de salinidad del agua contenida en los poros. Sin embargo, por no poseer mayor información sobre el lecho marino donde se requiere implantar los electrodos, se tomarán las siguientes consideraciones: 21 En primer lugar el electrodo para su fijación mecánica necesita un terreno firme y para su correcto funcionamiento eléctrico una baja resistividad del suelo. Por ello se decide realizar el diseño en la segunda capa de terreno el limo-arenoso. La resistividad promedio incluidas en las tablas es para terreno secos y no salinos. Si se toma en cuenta la porosidad del suelo y que el agua marina por sus componentes tiene una resistividad de 0,2 Ω.m, se puede concluir que la puesta a tierra se está sobrestimando aun usando el valor de resistividad promedio menor. Sin embargo al diseñar usando los valores de la tabla 2.2 se está garantizando conseguir una resistencia de puesta a tierra menor al valor requerido y calculado. Por último, la refinería está muy cerca de la costa y del continuo transito de buques con hidrocarburos, lo que afecta la naturaleza del lecho marino. En consecuencia se deben realizar cálculos con amplios márgenes de seguridad. 2.8 Material a utilizar para los electrodos La segunda consideración a tomar en cuenta para el diseño de la puesta a tierra implantada en el lecho marino, es el material a utilizar debido a que estará sometido a humedad y salinidad durante toda su vida útil. El sistema de puesta a tierra podría sufrir daños físicos por la posible corrosión en sus diversas formas, y es especialmente visible en suelos de baja resistividad (<50 Ω.m) y con alta presencia de humedad (zonas salinas). La consecuencia directa, es la disminución progresiva de la sección transversal de los elementos conductores empleados, hasta su completa desaparición, comprometiendo de manera grave la seguridad eléctrica de la aplicación. Estas situaciones son muy comunes en zonas de costa (continentales o insulares) [10]. Para disminuir la corrosión se plantean las siguientes alternativas: Usar un acondicionador químico. Esta es una sustancia que protege al electrodo y disminuye el esfuerzo mecánico que debe realizar aumentando su vida útil. Sin embargo, esta debe descartarse por la presencia de agua. Usar piezas galvanizadas en caliente de acero al carbono. Esta es una opción muy rentable y usada comúnmente en la industria petrolera, sin embargo, no se puede 22 garantizar un tiempo de vida útil ante condiciones tan extremas como las del lecho marino. Usar electrodos de grafito. Este material se caracteriza por ser de color negro con brillo metálico, refractario y de fácil exfoliación (ver figura 2.8). En la dirección perpendicular a las capas presenta una conductividad de la electricidad baja que aumenta con la temperatura, comportándose como un semiconductor. A lo largo de las capas la conductividad es mayor y aumenta proporcionalmente a la temperatura, comportándose como un conductor semimetálico [11]. Figura 2.10 Apariencia de un electrodo de grafito comercial para sistemas de puesta a tierra [10]. Se justifica ampliamente el uso de estos electrodos en zonas agresivas, pues al tratarse de un elemento no metálico que se comporta como metal, reúne las características buscadas en aplicaciones de puesta a tierra: Baja resistividad eléctrica entre . No se afecta por ninguno de los tipos de corrosión conocidos por no ser un elemento metálico. Soporta condiciones de circulación de corrientes de cortocircuito y tipo rayo, sin afectarse como elemento. El grafito es un material muy compacto, por lo que no absorbe agua. Debido a que es hidrofóbico, es una opción muy conveniente para instalaciones de puesta a tierra por debajo del nivel del mar. 23 Aplicaciones típicas para la utilización de este tipo de electrodos, son todas aquellas zonas con presencia de salinidad y humedad en alta concentración, donde el problema no es la cantidad de electrodos a emplear para lograr una resistencia de puesta a tierra, sino la durabilidad y confiabilidad del componente [10]. Este es el caso del lecho marino, debido a que el espacio no es una limitante para colocar el número de electrodos necesarios para conseguir la resistencia necesaria para el buen funcionamiento de los equipos. Es importante destacar que es necesario el empleo de un mayor número de electrodos que al usar cobre debido a que el grafito no tiene una resistencia mecánica elevada y se deben usar barras de menor longitud. Por las razones antes mencionadas, se plantea el uso de electrodos de grafito para el diseño del sistema de puesta a tierra de instrumentación para los muelles 1 y 2. Las características del electrodo comercial de grafito a emplear se muestran en la siguiente tabla: Tabla 2.3 Características de electrodo comercial de grafito usado para el diseño de puesta a tierra Longitud (cm) Diámetro (cm) Peso (kg) Resistencia (mΩ) 325 5 1.96 3 2.9 Cálculo de Puesta a Tierra Los requerimientos mínimos para el diseño de una puesta a tierra vienen dados por la norma de PDVSA y sus filiales en la sección de puesta a tierra y protección contra sobretensiones que dicta que los electrodos consistirán de barras o tubos hincados y cumplirán con las siguientes condiciones: Las barras tendrán un diámetro mínimo de 5/8 pulg. (16 mm). El tope de las barras se enterrará a 450 mm (18 pulg.) como mínimo, y su ubicación se identificará mediante un testigo. Cuando se conecte más de un electrodo artificial a un sistema de tierra, los electrodos estarán separados a un mínimo de 3 m (10 pies). 24 Tanto el tope de la barra como su conexión al conductor de tierra estarán enterrados [11]. El método de cálculo se basó en probar diferentes tipos de configuración de puesta tierra de naturaleza hincable para encontrar la que más se adapte a las necesidades de la sala de control. Todas las ecuaciones fueron tomadas del anexo A. 2.9.1 Barra simple vertical (2.3) R: Resistencia de puesta a Tierra ρ: Resistividad promedio del suelo (Ω.m) L: Longitud de la Barra (m) a: Radio de la Barra (m) Para realizar los cálculos de resistencia de puesta a tierra se utilizarán los datos observados en la siguiente tabla: Tabla 2.4 Datos para el cálculo de la resistencia de puesta a tierra en el caso de usar un único electrodo vertical. Resistividad del suelo (Ω.m) 15 Radio de la barra (m) 0.025 En la siguiente tabla se puede ver el comportamiento de la resistencia de puesta a tierra al variar la longitud de la barra que funciona como electrodo único: Tabla 2.5 Valores de resistencia de puesta a tierra para diferentes longitudes de barra. Longitud (m) Resistencia (Ω) 1 7.13 2 5.69 2.5 4.77 3 4.12 Se puede observar que con un solo electrodo vertical no se alcanza el valor de resistencia deseado para el correcto funcionamiento de los equipos de control. Por ello se debe buscar una configuración de mayor complejidad. 25 Por otro lado se percibe en la siguiente figura la relación inversa de la longitud con la resistencia. Esto se debe a que mientras exista mayor superficie de contacto entre el electrodo y tierra, menor será la resistencia de este al paso de corriente. Resistencia (Ω) Resistencia vs. Longitud 9 8 7 6 5 4 3 2 1 0 1 2 3 3,25 Longitud (m) Figura 2.11 Relación entre la resistencia de puesta a tierra obtenida con un electrodo horizontal y su longitud. 2.9.2 Electrodos en Paralelo Para (2.4) Rp: Resistencia paralela de puesta a Tierra ρ: Resistividad promedio del suelo (Ω.m) L: Longitud de la Barra (m) A: Radio de la Barra (m) d: Distancia entre electrodos (m) n: Número de electrodos 26 Para el cálculo de la resistencia de puesta a tierra se utilizarán los siguientes datos: Tabla 2.6 Datos para el cálculo de la resistencia paralela de puesta a tierra. Resistividad del suelo (Ω.m) 15 Longitud de la barra (m) 2.1 Radio de la barra (m) 0.025 Distancia entre electrodos (m) 3 La próxima tabla muestra las diferentes resistencias de puesta a tierra al aumentar el número de electrodos: Tabla 2.7 Comportamiento de la resistencia de puesta a tierra al aumentar el número de electrodos Número de Electrodos Resistencia (Ω) 3 1.55 4 1.24 5 1.06 6 0.94 Se puede observar en la siguiente Figura como la resistencia disminuye con cada electrodo que se introduce a la configuración, esto se debe a que las corrientes tienen más caminos a tierra lo que disminuye la resistencia equivalente del sistema. Resistencia (Ω) Resistencia vs. Número de Electrodos 1,8 1,6 1,4 1,2 1 0,8 0,6 0,4 0,2 0 3 4 5 6 Número de Electrodos Figura 2.12 Comportamiento de la resistencia de puesta a tierra. 27 Es importante destacar que se fija un valor de longitud de 3,1 metros para respetar la condición de electrodos en paralelo: la longitud de la barra debe ser mayor a la distancia entre ellos. Sin embargo, debido a que el grafito no tiene una resistencia mecánica tan elevada como el acero; al enterrar una barra demasiado larga se corre el riego de que el material sufra daños irreparables que pongan en peligro el correcto funcionamiento de la puesta a tierra. 2.9.3 Electrodos Paralelo Para (2.5) Rp: Resistencia paralela de puesta a Tierra ρ: Resistividad promedio del suelo (Ω.m) L: Longitud de la Barra (m) A: Radio de la Barra (m) d: Distancia entre electrodos (m) n: Número de electrodos Esta configuración está basada en cierto número de barras del mismo tamaño y naturaleza, conectadas en paralelo como se muestra en la siguiente figura: Figura 2.13 Esquema de conexión de barras paralelas. [6] Para el cálculo de la resistencia paralela de puesta a tierra se utilizaran los siguientes datos: Tabla 2.8 Datos para el cálculo de la resistencia paralela de puesta a tierra Resistividad del suelo (Ω.m) 15 Longitud de la barra (m) 1 Radio de la barra (m) Distancia entre electrodos (m) 0.025 3 28 Se empleará una barra de 1 metro para prevenir el daño del grafito al ser enterrado en el suelo marino, por lo que será necesario el empleo de un mayor número de electrodos. La próxima tabla muestra las diferentes resistencias de puesta a tierra al aumentar el número de electrodos: Tabla.2.9 Comportamiento de la resistencia de puesta a tierra al aumentar el número de electrodos Número de Electrodos Resistencia (Ω) 8 1.56 10 1.28 12 1.09 14 0.95 Se puede observar que es necesario implantar una configuración de puesta a tierra formada por 14 electrodos en paralelo para lograr el valor de resistencia deseado. En este caso se presenta el impedimento económico por ser necesario el uso de un mayor número de barras en comparación con la configuración anterior. Sin embrago por tener menor longitud, se tiene una mayor seguridad que al enterrarlos no sufrirá el material un daño que ponga en riesgo el funcionamiento de la puesta a tierra. 2.10 Propuesta Final Para el diseño de la puesta a tierra de los equipos de automatización y control ubicados en la sala de gabinetes de los muelles 1 y 2 de la Refinería El Palito se empleara una configuración de barras paralelas con las siguientes características: Las barras estarán conformadas por grafito, tendrán una longitud de un metro y un diámetro de cinco centímetros. Existirá una distancia entre electrodos adyacentes de tres metros. El arreglo de barras estará conformado por catorce electrodos. Las barras serán implantadas un metro por debajo del lecho marino, para tener una mejor consistencia y resistividad. 29 CAPÍTULO III SISTEMA DE PARADA EMERGENCIA Y SISTEMA DE CONTROL DE INCENDIO 3.1 Reseña Histórica [13] La automatización de los procesos industriales hasta hace unos años se venía realizando con circuitos cableados por medio de contactores y relés. El personal que se encargaba de la instalación y mantenimiento, se le exigía tener altos conocimientos técnicos para poder realizarlas y posteriormente mantenerlas. Además cualquier variación en el proceso acarreaba modificar físicamente gran parte de los circuitos, siendo necesario para ello un gran esfuerzo técnico y una mayor inversión económica. El problema de este tipo de automatización era que cuando los requerimientos de producción cambiaban también lo hacía el sistema de control. Esto comenzó a resultar bastante costoso cuando los cambios fueron frecuentes. Por otro lado, dado que los relés usados eran dispositivos electromecánicos y poseen una vida limitada, se requería un estricto mantenimiento planificado. Por otra parte, a veces se debían realizar conexiones entre cientos o miles de relés, lo que implicaba un enorme esfuerzo de diseño y mantenimiento. Como consecuencia de esto se necesitaba una solución que debía ser fácilmente programable por ingenieros de planta o personal de mantenimiento. El tiempo de vida debía ser largo y los cambios en el programa tenían que realizarse de forma sencilla. Finalmente se imponía que trabajaran sin problemas en entornos industriales adversos. La solución fue el empleo de una técnica de programación familiar y reemplazar los relés mecánicos por controladores lógicos programables (PLC). El PLC nació como solución al control de circuitos complejos de automatización. Por lo tanto se puede decir que es un aparato electrónico que sustituye los circuitos auxiliares o de mando de los sistemas automáticos. Se conectan los captadores (sensores, pulsadores, etc.) por una parte, y los actuadores (bobinas de contactores, lámparas, válvulas, etc.) por otra. 30 Se introducen por primera vez en la industria en 1960 aproximadamente. Bedford Associates propuso algo denominado Controlador Digital Modular (MODICON, Modular Digital Controler) a un gran fabricante de coches. Otras compañías propusieron a la vez esquemas basados en ordenador, uno de los cuales estaba basado en el PDP-8. El MODICON 084 (Scheider) resultó ser el primer PLC del mundo en ser producido comercialmente. A mediados de los 70 las tecnologías dominantes de los PLC eran máquinas de estado secuencial y CPU basadas en desplazamiento de bit. Los microprocesadores convencionales cedieron la potencia necesaria para resolver de forma rápida y completa la lógica de los pequeños PLC. Las habilidades de comunicación comenzaron a aparecer en 1973. Aproximadamente en este momento el PLC podía ahora dialogar con otros PLC y en conjunto podían estar en localidades remotas a las máquinas que controlaban. También podían enviar y recibir señales de tensión variables. En la actualidad no existen procesos complejos de alto nivel desarrollados por técnicas cableadas. El ordenador y los Controladores Lógicos Programables han cambiado el panorama de forma considerable para que este tipo de instalaciones se hayan visto sustituidas por otras controladas de forma programada. 3.2 Controlador lógico Programable (PLC) El término PLC proviene de las siglas en inglés para Programmable Logic Controler, que traducido al español se entiende como “Controlador Lógico Programable”. Es un equipo electrónico diseñado para programar y controlar procesos en tiempo real. Los PLC son la respuesta a la automatización de las grandes industrias que buscan la eficiencia, seguridad y rápida respuesta en sus procesos [13]. Para que un PLC logre cumplir con su función de controlar, es necesario programarlo con cierta información acerca de los procesos que se quiere secuenciar. Esta información es recibida por captadores, que gracias al programa lógico interno, logran implementarla a través de los accionadores de la instalación. Un PLC es un equipo comúnmente utilizado en industrias petroleras, maquinarias industriales de fabricación, en máquinas de embalajes, entre otras. En conclusión, es posible 31 encontrarlos en todas aquellas maquinarias que necesitan controlar procesos secuenciales, así como también, en aquellas que realizan maniobras de instalación, señalización y control. Entre las marcas de PLC más utilizadas se encuentra Modicon, Triconex, ControlLogix, entre otras. Figura 3.1. PLC ControlLogix Allen-Bradley utilizado comúnmente en sistemas que necesiten controlar procesos secuenciales [14]. Dentro de las funciones que un PLC puede cumplir se encuentran operaciones como las de detección y de mando, en las que se elaboran y envían datos de acción a los accionadores. Además tienen la facilidad de ser programables, pudiendo introducir, crear y modificar las aplicaciones del programa en cualquier momento [13]. Dentro de las ventajas que estos equipos poseen se encuentra que, gracias a ellos, es posible ahorrar tiempo en la elaboración de proyectos, debido a que se pueden realizar modificaciones sin costos adicionales. Por otra parte, son de tamaño reducido y mantenimiento de bajo costo, además permiten ahorrar dinero en mano de obra y la posibilidad de controlar más de una máquina con el mismo equipo. El funcionamiento de los PLC se encuentra basado en un proceso sencillo como se puede observar en la figura 3.2. EL CPU o modulo procesador recibe la energía de una fuente de alimentación, para procesar las señales recibidas a través de las interfaces de entrada y de esta manera generar las respuestas que el proceso amerita para funcionar correctamente por medio de las interfaces de salida. Es importante destacar que toda la lógica con la que el PLC realiza sus respectivas Tareas es necesario almacenarlas en las memorias de la Unidad Central de Proceso por medio de un dispositivo programador. 32 Figura 3.2 Esquema funcional simplificado del funcionamiento de un PLC [13]. 3.2.1 Ventajas del uso de PLC Entre las principales ventajas que ofrece un PLC con respecto a los relés electromecánicos usados en el pasado se encuentran: Menor tiempo de elaboración de proyectos. debido a que no es necesario dibujar el esquema de contactos Posibilidad de añadir modificaciones sin costo añadido en otros componentes. Mínimo espacio de ocupación. Menor costo de mano de obra de la instalación Mantenimiento económico. Posibilidad de gobernar varias máquinas con el mismo PLC Menor tiempo de puesta en funcionamiento. En principio se perfilaba como una desventaja de los PLC la instrucción que requería el personal que se iba a encargar de su instalación y posterior mantenimiento. Sin embargo este obstáculo se ha ido solventando debido a que todos los PLC han comenzado a ser más sencillos de programar. En cuanto al costo tampoco se perfila como un problema, debido a que hay Controladores Lógicos Programables para todas las necesidades y con relaciones costo-valor muy beneficiosas. 33 Las funciones de los PLC son apreciadas en procesos donde se tengan las siguientes características: Espacio reducido. Procesos de producción periódicamente cambiantes. Procesos secuenciales. Verificación centralizada de las partes del proceso. Señalización y control. 3.3 Funcionamiento PLC Los Controladores Lógicos Programables son maquinas secuenciales que ejecutan progresivamente las instrucciones indicadas en el programa de usuario almacenado en su memoria, generando unas órdenes o señales de mando a partir de las señales de entrada leídas de la planta. En el momento que se detecta cambios en las señales, la unidad central de proceso reacciona según el programa hasta obtener las órdenes de salida necesarias. Esta secuencia se ejecuta continuamente para conseguir el control actualizado del proceso. La secuencia básica de operación de la unidad central de proceso se puede dividir en tres fases principales: lectura de señales desde la interfaz de entrada, ejecución del programa del usuario para la obtención de las señales de control y por último la escritura de estas en la interfaz de salida. A fin de optimizar el tiempo, la lectura y escritura de las señales se realiza a la vez para todas las entradas y salidas. Entonces, las entradas leídas de los módulos de entrada se guardan en una memoria temporal. A esta acude la CPU en la ejecución del programa, y según se va obteniendo las salidas, se guardan en otra memoria temporal (imagen de salida). Una vez ejecutado el programa completo, estas imágenes de salida se transfieren todas a la vez al módulo correspondiente [13]. 34 Alimentacion Comprobación del Hardware Inicialización de Variables Puesta en cero del reloj Comprobación Conexiones y Memorias Comprobación correcta NO Si Lectura Entradas Indicación de Error Ejecución Programa del Usuario Servicios a periféricos Externos e Internos Escritura Salidas 3.3 Diagrama de Flujo detallado funcionamiento de un PLC. 35 3.4 Módulos principales que conforman un PLC 3.4.1 Fuente de Alimentación La alimentación de la unidad central de procesos puede ser en corriente continua a 24 Vdc, tensión muy frecuente en los tableros de control, o en corriente alterna a 110 / 220 Vac. En ambos casos es el CPU el que alimenta las interfaces de entrada y salidas relacionadas con el PLC corrrespodiente. 3.4.2 Unidad Central de Proceso La CPU (Central Procesing Unit) es la parte inteligente del sistema. Interpreta las instrucciones del programa de usuario y consulta el estado de las entradas. Dependiendo de dichos estados y del programa, ordena la activación de las salidas deseadas. La CPU está constituida por los siguientes elementos: Procesador Memoria monitor del sistema Circuitos auxiliares 3.4.3 Entradas - Salidas La sección de entradas mediante su interfaz, adapta y codifica de forma comprensible para la unidad central de proceso las señales procedentes de los dispositivos de entrada. Un ejemplo de estos son sensores de fuego y gas, estaciones manuales, pulsadores entre otros. Por su parte la sección de salida trabaja de forma inversa a las entradas, es decir, decodifica las señales procedentes de la Unidad Central de Proceso, las amplifica y envía a los dispositivos de salida o actuadores como válvulas, difusores de sonido, extintores entre otros para que cumplan su respectiva tarea. Existen dos tipos de entradas y salidas: las analógicas (continuas) y las digitales (discretas). 36 3.5 PLC ControlLogix [15] La familia ControlLogix de la compañía Allen- Bradley es sinónimo de Control de Gran Desempeño. Este sistema proporciona soluciones adecuadas para varios tipos de control. Este sistema puede realizar el control secuencial y de procesos en cualquier combinación. Por otro lado una de las principales ventajas que presenta esta familia de programables es que posee una arquitectura flexible debido a que en un mismo chasis pueden converger una combinación ilimitada de múltiples procesadores, comunicaciones, entradas y salidas para satisfacer las necesidades de un sistema creciente. Es importante destacar que parte fundamental del control en la actualidad es el flujo de información entre sus elementos. Los PLC en particular cuentan con una serie de módulos que le permiten mantener comunicación en anillo o estrella entre ellos en un sistema formado por varios PLC o estar integrados a un Sistema de Control Distribuido. En particular la familia ControlLogix es compatible con redes abiertas tales como Ethernet, ControlNet y DeviceNet. Esto diversifica la cantidad de elementos con los que la arquitectura del ControlLogix satisface la creciente demanda de comunicaciones como se puede observar en la figura 3.4. 3.4 Módulos de comunicación familia ControlLogix [16]. 37 3.6 Descripción de los PLC a utilizar para el SPE y SCI El sistema se seguridad de los Muelles 1 y 2 se encuentra conformado por dos subsistemas. Un Sistema de Parada de Emergencia (SPE) y un Sistema de Fuego y Gas para el control de incendios (SCI). Estos se encuentran integrados dentro de un mismo gabinete de control. Es importante destacar que cada uno de los subsistemas tiene funciones específicas sin embargo se encuentran unidos a través de una red de comunicación Ethernet. Esta característica es de vital importancia debido a que la unión de ambos subsistemas conforma la seguridad automatizada de los muelles. Por otro lado el sistema cuenta con un equipo de Interfaz Hombre-Máquina (HMI) en el cual se puede monitorear el estado de diagnósticos y alarmas. Su comunicación con los subsistemas se realiza mediante la red Controlnet. El HMI estará en todo momento bajo la vigilancia de un operador para detectar cualquier anormalidad en el sistema automatizado. Este sistema de comunicación se puede observar en la figura 3.7. Por su parte el SPE contiene un módulo de comunicación Modbus, que permitirá la futura integración de este, con el Sistema de Control Distribuido (DCS) de la refinería. Cada subsistema posee controladores y módulos de entrada y salidas independientes instalados en su respectivo chasis. 3.5 Esquema de comunicación del controlador de SPE y de SCI. 38 Los módulos del Sistema de Parada de Emergencia y del Sistema de Control de Incendio se encuentran organizados respectivamente de la siguiente forma: Tabla 3.1 Distribución de los módulos del PLC encargado del control del SPE. DISTRIBUCIÓN MÓDULOS CHASIS SPE SLOT TIPO DE MÓDULO DESCRIPCIÓN NA Fuente Fuente Alimentación 24-32 VDC 0 Procesador (CPU) Procesador Logix5561 con 2 Mbytes de memoria 1 Comunicación Módulo de comunicación Ethernet 2 Comunicación Modulo de comunicación Modbus 3 Entradas Discretas Módulo de 16 Entradas Digitales 24 VDC 4 Entradas Discretas Módulo de 16 Entradas Digitales 24 VDC 5 Entradas Discretas Módulo de 16 Entradas Digitales 24 VDC 6 Entradas Discretas Módulo de 16 Entradas Digitales 24 VDC 7 Salidas Discretas Módulo de 16 Salidas Digitales 24 VDC 8 Salidas Discretas Módulo de 16 Salidas Digitales 24 VDC 9 Salidas Discretas Módulo de 16 Salidas Digitales 24 VDC Tabla 3.2 Distribución de los módulos del PLC encargado del control del SCI. DISTRIBUCIÒN MÒDULOS CHASIS SCI SLOT TIPO DE MÓDULO DESCRIPCIÓN NA Fuente Fuente Alimentación 24-32 VDC 0 Procesador (CPU) Procesador Logix5561 con 2 Mbytes de memoria 1 Comunicación Módulo de comunicación Ethernet 2 Comunicación Modulo de comunicación ControlNet 3 Disponible Tapa ciega Slot Vacío 4 Entradas Discretas Módulo de 16 Entradas Digitales 24 VDC 5 Entradas Discretas Módulo de 16 Entradas Digitales 24 VDC 6 Entradas Discretas Módulo de 16 Entradas Digitales 24 VDC 7 Salidas Discretas Módulo de 16 Salidas Digitales 24 VDC 8 Salidas Discretas Módulo de 16 Salidas Digitales 24 VDC 9 Salidas Discretas Módulo de 16 Salidas Digitales 24 VDC 39 3.7 Descripción del SPE y SCI El SPE es un sistema instrumentado de seguridad, encargado del monitoreo y parada de seguridad de los Muelles 1 y 2 de la Refinería El Palito de PDVSA. La finalidad del mismo es garantizar las operaciones en ambos muelles sean realizadas en forma segura, y ejecutar una parada parcial o total de cada muelle en caso de que ocurra una desviación en alguna de las variables del proceso que pudiera generar una condición peligrosa, poniendo en riesgo los equipos de proceso, personas o medio ambiente. El SCI es un sistema instrumentado de seguridad, destinado para el monitoreo de equipos por medio de sensores de fuego y gas, y la respectiva activación de los mecanismos de extinción automáticos existentes en los Muelles 1 y 2 de la Refinería El Palito de PDVSA. Esto con la finalidad de evitar que ocurran catástrofes o pérdidas significativas asociadas a equipos de proceso, personas o medio ambiente, ante un evento de fuego o fuga de gas en los muelles. 3.8 Instrumentación asociada al SPE y SCI Debido a que el SPE y el SCI son subsistemas instrumentados, reciben señales de campo de elementos receptores a sus módulos de entrada que son procesadas de acuerdo al programa establecido por el usuario y generan salidas que serán enviadas a los instrumentos actuadores ubicados en campo. De esta forma el sistema de seguridad de los Muelles se encuentra automatizado mejorando la eficiencia y tiempo de respuesta de los procesos. Los instrumentos en PDVSA son etiquetados, con un código o TAG único e irrepetible. El formato de los TAG se encuentra diseñado de la siguiente forma: XXYYY-ZZ Donde: XX: Área de procesos a la que está asociada el instrumento. YYY: Nomenclatura para descripción del instrumento según normas ISA (ver anexo D) ZZ: Numeración asignada al instrumento 40 La lista de instrumentos asociada al SPE y al SCI es la siguiente: Tabla 3.3 Listado de instrumentos asociados al SPE y SCI. TAG 75SDV-01 75SDV-02 75SDV-03 75SDV-04 75SDV-05 75SDV-06 75SDV-07 75SDV-08 75SDV-09 75BE-101 75BE-102 75BE-103 75BE-104 75BE-105 75BE-106 75BE-201 75BE-202 75BE-203 75BE-204 75BE-205 75BE-206 75AE-101 75AE-102 75AE-103 75AE-104 75AE-201 75AE-202 75AE-203 75AE-204 75YI-280 75YI-281 DESCRIPCIÓN VALVULA ASOCIADA SISTEMA PARADA DE EMERGENCIA (Crudo) VALVULA ASOCIADA SISTEMA PARADA DE EMERGENCIA (Fuel oil) VALVULA ASOCIADA SISTEMA PARADA DE EMERGENCIA (Gasolina S/P) VALVULA ASOCIADA SISTEMA PARADA DE EMERGENCIA (BUNKER) VALVULA ASOCIADA SISTEMA PARADA DE EMERGENCIA (Lubricantes) VALVULA ASOCIADA SISTEMA PARADA DE EMERGENCIA (Diesel) VALVULA ASOCIADA SISTEMA PARADA DE EMERGENCIA (C/P) VALVULA ASOCIADA SISTEMA PARADA DE EMERGENCIA (Isobutano) VALVULA ASOCIADA SISTEMA PARADA DE EMERGENCIA (Benceno) SENSOR DE LLAMA 1 MUELLE 1 SECTOR SURESTE SENSOR DE LLAMA 2 MUELLE 1 SECTOR SURESTE SENSOR DE LLAMA 1 MUELLE 1 SECTOR NOROESTE SENSOR DE LLAMA 2 MUELLE1 SECTOR NOROESTE SENSOR DE LLAMA 1 MUELLE 1 TANQUE DE SLOP SENSOR DE LLAMA 2 MUELLE 1 TANQUE DE SLOP SENSOR DE LLAMA 1 MUELLE 2 SECTOR NORESTE SENSOR DE LLAMA 2 MUELLE2 SECTOR NORESTE SENSOR DE LLAMA 1 MUELLE 2 SECTOR SUROESTE SENSOR DE LLAMA 2 MUELLE2 SECTOR SUROESTE SENSOR DE LLAMA 1 MUELLE2 TANQUE DE SLOP SENSOR DE LLAMA 2 MUELLE 2 TANQUE DE SLOP SENSOR DE GAS 1 VALVULA DE ISOBUTANO MUELLE 1 SENSOR DE GAS 2 VALVULA DE ISOBUTANO MUELLE 1 SENSOR DE GAS 1 BRAZO DE CARGA ISOBUTANO MUELLE 1 SENSOR DE GAS 2 BRAZO DE CARGA ISOBUTANO MUELLE 1 SENSOR DE GAS 1 VALVULA DE ISOBUTANO MUELLE 2 SENSOR DE GAS 2 VALVULA DE ISOBUTANO MUELLE 2 SENSOR DE GAS 1 BRAZO DE CARGA ISOBUTANO MUELLE 2 SENSOR DE GAS 2 BRAZO DE CARGA ISOBUTANO MUELLE 2 DIFUSOR DE SONIDO SPE DIFUSOR DE SONIDO SCI MUELLE 1 TIPO DE SEÑAL DIGITAL MAGNITUD DE SEÑAL 24 VDC SALIDA DIGITAL 24 VDC SALIDA DIGITAL 24 VDC SALIDA DIGITAL 24 VDC SALIDA DIGITAL 24 VDC SALIDA DIGITAL 24 VDC SALIDA DIGITAL 24 VDC SALIDA DIGITAL 24 VDC SALIDA DIGITAL 24 VDC SALIDA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA ANALÓGICA 24 VDC ENTRADA ANALÓGICA 24 VDC ENTRADA ANALÓGICA 24 VDC ENTRADA ANALÓGICA 24 VDC ENTRADA ANALÓGICA 24 VDC ENTRADA ANALÓGICA 24 VDC ENTRADA ANALÓGICA 24 VDC ENTRADA ANALÓGICA 24 VDC ENTRADA DIGITAL DIGITAL 24 VDC 24 VDC SALIDA SALIDA TIPO 41 TAG DESCRIPCIÓN 75YI-282 DIFUSOR DE SONIDO SCI MUELLE 2 ESTACION MANUAL SISTEMA PARADA DE EMERGENCIA MUELLE 1 ESTACION MANUAL SISTEMA PARADA DE EMERGENCIA MUELLE 2 ESTACION MANUAL SISTEMA CONTRA INCENDIO MUELLE 1 ESTACION MANUAL SISTEMA CONTRA INCENDIO MUELLE 2 VALVULA DE DILUVIO PANEL DE DETECCION DE INCENDIO MUELLE 1 VALVULA DE DILUVIO HACIA MONITOR GANGWAY MUELLE 1 VALVULA DE DILUVIO HACIA MONITOR TORRE MUELLE 1 VALVULA DE DILUVIO GENERADOR DE ESPUMA MUELLE 1 VALVULA DE DILUVIO PANEL DE DETECCION DE INCENDIO MUELLE 2 VALVULA DE DILUVIO HACIA MONITOR GANGWAY MUELLE 2 VALVULA DE DILUVIO MONITOR TORRE MUELLE 2 VALVULA DE DILUVIO PLATAFORMA MUELLE 2 PUSH-BUTTON PARA SISTEMA DE PARADA DE EMERGENCIA PUSH-BUTTON VALVULA SISTEMA PARADA DE EMERGENCIA (Crudo) PUSH-BUTTON VALVULA SISTEMA PARADA DE EMERGENCIA (Fuel oil) PUSH-BUTTON VALVULA SISTEMA PARADA DE EMERGENCIA (Gasolina S/P) PUSH-BUTTON VALVULA SISTEMA PARADA DE EMERGENCIA (BUNKER) PUSH-BUTTON VALVULA SISTEMA PARADA DE EMERGENCIA (Lubricantes) PUSH-BUTTON SISTEMA PARADA DE EMERGENCIA (Diesel) PUSH-BUTTON VALVULA SISTEMA PARADA DE EMERGENCIA (Gasolina C/P) PUSH-BUTTON VALVULA SISTEMA PARADA DE EMERGENCIA (Isobutano) PUSH-BUTTON VALVULA SISTEMA PARADA DE EMERGENCIA (Benceno) 75HS-101A 75HS-201A 75HS-101B 75HS-201B 75XV-101 75XV-102 75XV-103 75XV-104 75XV-201 75XV-202 75XV-203 75XV-204 75PB-230 75PBH-01SD 75PBH-02SD 75PBH-03SD 75PBH-04SD 75PBH-05SD 75PBH-06SD 75PBH-07SD 75PBH-08SD 75PBH-09SD TIPO DE SEÑAL DIGITAL DIGITAL MAGNITUD DE SEÑAL 24 VDC 24 VDC SALIDA ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 24 VDC ENTRADA DIGITAL 120 VAC SALIDA DIGITAL 120 VAC SALIDA DIGITAL 120 VAC SALIDA DIGITAL 120 VAC SALIDA DIGITAL 120 VAC SALIDA DIGITAL 120 VAC SALIDA DIGITAL 120 VAC SALIDA DIGITAL 120 VAC SALIDA DIGITAL 24VDC ENTRADA DIGITAL 24VDC ENTRADA DIGITAL 24VDC ENTRADA DIGITAL 24VDC ENTRADA DIGITAL 24VDC ENTRADA DIGITAL 24VDC ENTRADA DIGITAL 24VDC ENTRADA DIGITAL 24VDC ENTRADA DIGITAL 24VDC ENTRADA DIGITAL 24VDC ENTRADA TIPO 3.9 Conexionado de SPE y SCI Los PLC de sistema de Parada de Emergencia y Sistema de Control de Incendio se encuentran en un gabinete denominado SPE/SCI tipo Nema 12. Estos son los más comúnmente usados en aplicaciones de uso interior para sistemas de control y automatización. Están diseñados para prevenir el ingreso de suciedad, polvo, salpicaduras de agua y aceite. En el gabinete SPE/SCI se encuentran dos circuitos de alimentación uno con tensión 24 Vdc con el cual se sustentan los PLC e instrumentación asociada a los dos subsistemas y 42 otro a 120 Vac para suplir los requerimientos propios del gabinete (iluminación, enchufe auxiliar, etc.) y las válvulas de diluvio. Por otro lado existe una caja de fusibles asociada a cada una de las tarjetas tanto de entrada como de salida a donde llegan y surgen las señales de campo. Esta se utiliza como protección para los módulos del PLC ante una falla o sobre tensión en alguno de los instrumentos. Todos los puntos de entradas y salidas son cableados hacia el módulo a través de los conectores denominados IFM como se observa en la Figura 3.8, las cuales son unidades terminales de interconexión pre cableadas con fusible e indicación visual de fusible abierto por cada canal. Figura 3.6 Esquema de Conexionado de los módulos El primer circuito de alimentación tiene un nivel de tensión de 110 VAC se encarga de alimentar el rectificador, la iluminación del gabinete, el tomacorriente auxiliar y las válvulas de diluvio. Por su parte el segundo alimenta con un nivel de tensión de 24 VDC el PLC de SPE y SCI, la interfaz hombre maquina, el suiche ethernet y las fusileras se ambos subsistemas. 3.10 Programación del PLC. El diseño de la programación lógica parte del planteamiento del problema, continua con un diagrama lógico y termina con la programación del PLC termina. El procedimiento es el siguiente: 43 1. Se establece el problema. 2. Se asignan las variables de entrada y salida. 3. Se construye la matriz causa efecto. 4. Se establece los retardos que sean necesarios. 5. Se dibuja el diagrama lógico. 3.10.1 Matrices Causa Efecto Las matrices causa- efecto son tablas de doble entrada que permiten visualizar de forma clara las posibles causas y sus consecuencias en cada una de los segmentos que conforman un proceso. Es una técnica de mucha utilidad en sistemas donde existan múltiples combinaciones posibles de eventos. Los pasos para realizar una matriz causa-efecto son los siguientes: Identificar el problema. Es necesario identificar y definir con exactitud el problema, fenómeno, evento o situación que se quiere analizar. Éste debe plantearse de manera específica y concreta para que el análisis de las causas se oriente correctamente. Identificar las principales categorías dentro de las cuales pueden clasificarse las causas del problema. Para identificar categorías en una matriz Causa-Efecto, es necesario definir los factores o agentes generales que dan origen a la situación, evento, fenómeno o problema que se quiere analizar y que hacen que se presente de una manera determinada. Generalmente, la mejor estrategia para identificar la mayor cantidad de categorías posibles, es realizar una lluvia de ideas con el equipo de trabajo. Identificar las causas y sus efectos. Mediante una lluvia de ideas y teniendo en cuenta las categorías encontradas, identifique las causas y efectos del posible evento. Éstas son por lo regular, aspectos específicos de cada una de las etapas de un proceso o sistema. Es importante destacar que ninguna de las celdas de una matriz causa efecto debe quedar vacía. 44 3.10.2 Simbología en diagramas lógicos Los diagramas lógicos están conformados por una serie de compuertas que permiten relacionar las entradas de manera conveniente para conseguir la respuesta deseada de los sistemas. Cada una de estas compuertas tiene una simbología normalizada que permite a cualquier programador entender los diagramas realizados por el diseñador de la lógica de un sistema. Por otro lado se utilizan simbologías para representar eventos, salidas hacia otros equipos y temporizaciones. Todos estos aspectos permiten representar de forma clara y simplificada los requerimientos de un subsistema. La simbología empleada para realizar los diagramas lógicos de los sistemas instrumentados de SPE y SCI es la siguiente: Tabla 3.4 Simbología empleada para la realización de diagramas lógicos del SPE y SCI. Símbolo Descripción Compuerta lógica AND: sus entradas se multiplican de forma lógica esto se traduce en que si y solo si todos los escenarios (entradas) se cumplen, se tendrá como resultado la salida esperada. Compuerta lógica OR: sus entradas se suman de forma lógica esto quiere decir que si cualquiera de los escenarios (entradas) se cumplen, se tendrá como resultado la salida esperada. Evento: Con un hexágono se señala cualquier evento donde exista una entrada o salida de datos. Salida: Con un trapecio se simboliza la salida lógica hacia otros dispositivos ubicados en campo. En general esta es la última etapa del diagrama. Continuación: Con un pentágono se simboliza la continuidad de otro plano. Esto permite interconectar las diferentes etapas que conforman un sistema. 45 Símbolo Descripción Dispositivo: Señal proveniente de dispositivos ubicados en campo. Temporizador: Con un rombo se simboliza el tiempo en que va a suceder un evento, posterior al inicio de la causa del mismo. 3.11 Premisas empleadas para la realización de matrices causa efecto y diagramas lógicos. Los Sistemas de Seguridad automatizados por su importancia deben ser el resultado del trabajo y experiencia de muchos especialistas en diferentes áreas. Las siguientes premisas resultaron de una reunión tipo mesa de trabajo con el personal de Operaciones de Terminal marino, el cuerpo de bomberos de La Refinería el Palito, Rockwell contratista con experiencia en seguridad en puertos marinos y representantes del departamento de automatización de PDVSA, incluyendo al autor de este trabajo. Ver anexo E la minuta de la reunión. Sistema de Parada de Emergencia: 1. El Sistema de Parada de Emergencia se encuentra formado por: Nueve válvulas solenoides de parada de emergencia Dos estaciones manuales y un difusor de sonido, Una luz estroboscópica y una señal luminosa en el HMI. 2. Cada una de las válvulas de parada de emergencia deben tener un pulsador que permitirá su cierre individual automático. 3. Debe existir un pulsador que active el SPE. 4. Ante un incendio o fuga de gas en cualquiera de los muelles debe activarse el SPE. 5. Al existir una alarma en los Brazos de Carga de cualquiera de los muelles se activará el SPE. 46 6. Si se activan alguna de las Estaciones Manuales ubicadas en cada muelle se activará el SPE. 7. Al existir cualquiera de los escenarios mencionados anteriormente que activen el SPE debe activarse la Luz estroboscópica y la señal luminosa en el HMI. Sistema Contra Incendio 1. El Sistema contra incendio se encuentra formado por: Doce detectores de llama repartidos entre los dos muelles. En cada uno de estos existen tres zonas con dos detectores cada una Ocho detectores de gas repartidos entre los dos muelles concentrados en la línea de isobutano. Dos estaciones manuales y dos difusores de sonido ubicados en cada uno de los muelles. Ocho válvulas de diluvio relacionadas con los monitores contra incendio. Una luz Estroboscópica y una señal luminosa en el HMI. Un proporcionador de espuma. 2. La indicación prolongada de llama o falla de un detector deberá generar la activación del sistema de control de incendio 3. La indicación de llama en una zona (dos detectores de llama) deberá generar la activación inmediata del sistema de control de incendio 4. La indicación prolongada de llama en una zona (dos detectores de llama) deberá generar la activación del sistema proporcionador de espuma 5. La indicación de llama en dos zonas (cuatro detectores llama) deberá generar la activación inmediata del sistema proporcionador de espuma 6. Los sensores de gas tendrán una gama de niveles de isobutano. El mínimo valor para considerarse fuga activará los difusores de sonido de ambos muelles mientras que el máximo pondrá en funcionamiento el Sistema de Parada de Emergencia. En las siguientes figuras se puede observar un ejemplo de matriz causa efecto y un diagrama lógico. Para ver la totalidad de la secuencia de programación ver el anexo F. 47 Figura 3.7 Matriz causa efecto 48 Figura 3.8 Diagrama de lógica 49 3.12 Diagramas de Lazo de los Instrumentos Los diagramas de lazo son planos que indican los diferentes puntos de conexión de un instrumento. Este es necesario para la realización de las pruebas de lazos de Instrumentación en la fase de puesta en marcha y mantenimiento de la planta. En él se debe indicar toda la información que permita la interpretación en forma clara y sencilla de su instalación desde el punto de vista de su conexión eléctrica y neumática. Es importante destacar que los diagramas de lazo se realizan en base a los planos de Canalizaciones Eléctricas, Ubicación de instrumentos, Diagramas de Interconexión de Señales, Diagramas de Tuberías e Instrumentación y Simbología [17]. Los diagramas de lazo en PDVSA y sus filiales siguen una serie de consideraciones que permiten normalizarlos mejorando así su eficiencia en la fase de planificación, ejecución y mantenimiento de un sistema. Estas consideraciones se encuentran reflejadas en el Sistema Unificado de Calidad; entre ellas se encuentran: 1. El diagrama del lazo de medición o control estará dividido en zonas correspondientes a campo, sala de control y sistema supervisorio remoto. Cada uno de los elementos que conforman el lazo de medición o control, deberá aparecer representado en la zona de ubicación que le corresponda. 2. Cada instrumento indicado en el diagrama de lazo mostrará las características relevantes para la interpretación funcional del mismo. 3. Se representarán cada una de las regletas de conexiones con la identificación del punto de regleta y caja de conexiones que intervengan en el mismo, tratando demostrar únicamente las regletas que correspondan al lazo de control representado. 4. Se representarán todos los instrumentos que intervienen en el lazo con sus características más significativas y sus regletas de conexión (del instrumento) tal como aparecen en los catálogos del fabricante. Para los subsistemas instrumentados de Sistema de Parada de Emergencia y Sistema contra Incendio se realizaron los diagramas de lazo de cada uno de los dispositivos que intervienen como captadores o actuadores siguiendo los lineamientos exigidos por el Sistema Unificado de Calidad de PDVSA y sus filiales. 50 El esquema empleado para realizar los diagramas de lazo es el siguiente: 1. El plano se dividirá en tres zonas especificas Campo: en este sector del plano se ubicará el instrumento con su TAG y respectiva regleta de conexión. En caso de necesitarse se realizara un detalle de conexión interna del instrumento Sala de Gabinetes: esta sala se encuentra ubicada en el puente de acceso a 400 metros de los Muelles, ella alberga el Gabinete principal donde se encuentran las borneras, caja de fusibles y PLC relacionados con el SPE y SCI. Las cajas de fusibles están correctamente denominadas y los puntos de conexión señalados. Por otro lado, la ubicación se encuentra descrita en una tabla de la siguiente manera: Tabla 3.5 Asignación de señal en el PLC de instrumento en los diagramas de Lazo. PLC TARJETA SLOT SEÑAL GAB Sala de Control Terminal Marino: esta sala se encuentra aproximadamente a 900 metros de los muelles y es uno de los nodos que conforman el Sistema de Control Distribuido (DCS) de la refinería. En ella se realiza el control remoto de los sistemas implantados. En el diagrama de lazo se encuentra descrito de la siguiente forma: Tabla 3.6 Asignación de punto en el DCS de instrumento en los diagramas de Lazo. GAB FBM TIPO SLOT PUNTO DCS 51 2. El tipo de señales se identificaran mediante las normas ISA de instrumentación como se indica a continuación: Tabla 3.7 Señales empleadas en los Diagramas de Lazo. Símbolo Descripción Señal Neumática Señal Eléctrica Señal de Comunicaciones 3. Las borneras son regletas de 16 entradas o salidas dependiendo del tipo de señal asociada a ellas pero en el diagrama de lazo solo se representaran los puntos al que será conectado el instrumento respectivo. 4. En caso de ser necesario se realiza el detalle de conexión interna del instrumento tal como aparece en el manual de instalación. En la siguiente figura se puede observar un ejemplo de diagrama de lazo. Para ver la totalidad de los planos dirigirse al anexo G. 52 Figura 3.9 Diagrama de lazo CAPÍTULO IV COMUNICACIÓN ENTRE CONTROLADORES LÓGICOS PROGRAMABLES. 4.1 Bus de Campo [18] El bus de campo constituye el nivel más simple y próximo al proceso dentro de la estructura de comunicaciones industriales. Está basado en procesos simples y utiliza un protocolo mínimo para gestionar el enlace entre las rutinas. Sin embargo es importante destacar que la característica más importante de este tipo de bus es que permite intercambiar órdenes y datos entre productos de un mismo o de distintos fabricantes a través de un protocolo reconocido por cada uno de los nodos. En la mayoría de los casos donde se usan los buses de campo se pretende conseguir un enlace entre elementos cuyo procesador está dedicado explícitamente a la función de controlar los sistemas y tiene una capacidad de comunicación limitada, debido a que esto supone una pérdida importante de velocidad e información. 4.2 ControlNet [19] ControlNet es un protocolo de red abierto tipo bus de campo empleado en aplicaciones de automatización industrial. Está orientado al control en tiempo real gracias a su elevada velocidad de transferencia y tiene un campo de uso muy extenso debido a que puede ser usado por todo aquel que requiera entradas y salidas digitales rápidas o señales analógicas remotas. Es una red que cumple las dos premisas básicas requeridas para que un sistema cumpla las exigencias del control en tiempo real: determinismo y repetitividad. Es determinista, porque se puede saber en qué momento llegaran los datos a su destino y repetible porque asegura que los tiempos de transmisión son fijos, sin importar si se añaden o retiran nodos de la red. El dialogo utilizado por el protocolo controlnet se basa en los siguientes aspectos: Todos los nodos de la red pueden acceder al mismo dato de forma simultánea bajando así la carga de comunicaciones. Todos los nodos están sincronizados, pues los datos llegan al mismo tiempo a todos. 54 A nivel físico controlNet está basado en tecnología de bus, pero permite implementar topologías de árbol o estrella mediante el uso de repetidores (se encuentran señalados con la letra R) como se observa en la siguiente figura. Figura 4.1 Tipos de topología controlnet [19]. ControlNet tiene una única capa física basada en cable coaxial con conectores BNC. Es importante destacar que se diferencia de otros buses de campo porque incluye el soporte incorporado para cables totalmente redundantes y el hecho de que toda comunicación es estrictamente planificada y organizada. Esto se logra por medio de un mensaje testigo pasado de un nodo a otro. Los nodos pueden enviar la información sólo cuando poseen el testigo impidiendo las colisiones. Cada nodo lo posee durante un cierto tiempo, por ello el tiempo de rotación es limitado. 4.3 Ethernet [18] Ethernet es una tecnología de redes ampliamente aceptada con conexiones disponibles para computadoras, estaciones de trabajo científicas y de alta desempeño, PLC entre otros. La arquitectura Ethernet provee detección de errores pero no corrección de los mismos. Tampoco posee una unidad de control central, todos los mensajes son transmitidos a través de la red a cada dispositivo conectado. Cada dispositivo es responsable de reconocer su propia dirección y aceptar los mensajes dirigidos a ella; el acceso al canal de comunicación es controlado individualmente. Sin embargo la principal ventaja de una red Ethernet es que al usar protocolos no propietarios, permiten la interconexión de sistemas de automatización de diferentes fabricantes y facilita las comunicaciones entre controladores industriales debido a que se basa en comunicaciones y conexiones utilizadas en computadoras convencionales. 55 Las características de una red Ethernet son: Compatibilidad: Todas las implementaciones de Ethernet deberán ser capaces de intercambiar datos. Direccionamiento flexible: El mecanismo de direccionamiento debe proveer la capacidad de dirigir datos a un único dispositivo, a un grupo de dispositivos, o alternativamente, difundir el mensaje a todos los dispositivos conectados a la red. Equidad: Todos los dispositivos conectados deben tener el mismo acceso a la red. Progreso: Ningún dispositivo conectado a la red operando de acuerdo al protocolo Ethernet, debe ser capaz de prevenir la operación de otros dispositivos. Bajo retardo: En cualquier nivel de tráfico de la red, debe presentarse el mínimo tiempo de retardo posible en la transferencia de datos. Estabilidad: La red debe ser estable bajo todas las condiciones de carga. Los mensajes entregados deben mantener un porcentaje constante de la totalidad del tráfico de la red. Para el correcto tráfico de información por red Ethernet se hace necesario el uso de un switch de comunicaciones que permita tener un mayor número de equipos conectados. Cada switch contiene una lista de direcciones de elementos conectados. Cuando se recibe un paquete, el switch verifica el destino del mismo y lo reenvía por el puerto correcto. Esto elimina las colisiones y el flujo de información innecesaria debido a esto es adecuado para la implementación de sistemas en tiempo real. La conexión entre los equipos y los switch se realiza mediante cable UTP (cable de cobre trenzado sin apantallar). 4.4 Fibra Óptica [20] La fibra óptica es una estructura dieléctrica de pequeña sección generalmente circular, de gran longitud y con sus bases perpendiculares a la superficie lateral; encargada de transmitir pulsos de luz. Desde el punto de vista geométrico, en el interior de una fibra óptica la luz se propaga en zigzag debido a los fenómenos de reflexión total que tienen lugar en la superficie lateral de la fibra. Estas se utilizan ampliamente en telecomunicaciones, ya que permiten enviar gran cantidad de datos a una gran distancia y a una alta velocidad. Son el medio de transmisión por excelencia al ser inmune a las interferencias electromagnéticas por ser su fuente un laser o LED. 56 4.5 Descripción de los PLC En los muelles 1 y 2 de la refinería el Palito se cuentan con cuatro PLC para realizar la automatización que permita la operación correcta y segura de todos los siguientes sistemas: Sistema de parada de emergencia. Sistema contra incendio. Sistema control brazos de carga muelle 1. Sistema control brazos de carga muelle 2. Todos los PLC son de la familia ControlLogix. Los dos primeros fueron descritos en el capitulo anterior mientras que las características de los encargados de los sistemas de control de brazos de carga se pueden observar en la siguiente tabla. Tabla 4.1 Descripción de los PLC encargados del control de los brazos de carga. Tipo de Módulo Procesador (CPU) Comunicación Comunicación Comunicación Entrada Digital Entrada Digital Entrada Digital Entrada Digital Comunicación Salida Digital Salida Digital Salida Digital Salida Digital Salida Digital Salida Digital Salida Digital Salida Digital Salida Digital PLC Brazos de Carga Muelle 1 y 2 Descripción Controlador ControlLogix Módulo de Comunicación Controlnet Módulo de Comunicación Devicenet Módulo de Comunicación Prosoft Entrada Digital (10-31 Vdc) 32 ptos Entrada Digital (10-31 Vdc) 32 ptos Entrada Digital (10-31 Vdc) 32 ptos Entrada Digital (10-31 Vdc) 32 ptos Slot Disponible Slot Disponible Módulo de Comunicación Controlnet Salida Digital (10-31 Vdc) 32 ptos Salida Digital (10-31 Vdc) 32 ptos Salida Digital (10-31 Vdc) 32 ptos Salida Digital (10-31 Vdc) 32 ptos Salida Relay (10-265 Vdc) (5-150 Vac) Salida Relay (10-265 Vdc) (5-150 Vac) Salida Relay (10-265 Vdc) (5-150 Vac) Salida Relay (10-265 Vdc) (5-150 Vac) Salida Relay (10-265 Vdc) (5-150 Vac) Rack 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 Slot 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 En la tabla 4.1 se debe destacar que los PLC están distribuidos en dos rack. Esto se debe a la cantidad de módulos necesarios para el correcto funcionamiento del sistema. En consecuencia, debe existir una comunicación constante entre ellos. Se puede observar en la tabla 4.1 que ambos rack tienen un módulo de comunicación controlnet que les permite transmitir información entre ambos a través de cable coaxial. 57 Los PLC asociados a los brazos de carga se encuentran en un gabinete al final de los muelles, distantes de la sala de control donde se encuentran los PLC de parada de emergencia y control de incendio. 4.6 Comunicación entre los PLC En la actualidad, existe una tendencia orientada a adoptar redes Ethernet que permitan el control de todos los dispositivos asociados a los sistemas de automatización, como se puede observar en la siguiente figura. Figura 4.2 Red Ethernet en planta industrial [19]. Es por esto que en la medida de las posibilidades se buscará unificar todos los dispositivos a protocolo Ethernet. Debido a esto los PLC asociados al sistema de parada de emergencia y el de control de incendio poseen módulos que les permite comunicarse entre ellos y con otros dispositivos asociados a los sistemas de automatización a través de esta red. Estos dos PLC se encuentran conectados para la transmisión de datos a través de un switch de comunicaciones; esto se debe a que una de las entradas del PLC de parada de emergencia es la detección de incendio o fuga de gas en alguno de los muelles. Por su parte, otra de las entradas del PLC asociado a la parada de los muelles es la alarma de alguno de los brazos. Es por ello que se hace necesaria la comunicación entre los PLC de los brazos de carga y los ubicados en la sala de control. La configuración a emplear es tipo estrella (ver figura 4.1) debido a que es necesaria la comunicación con un punto común pero no es necesaria entre ambos muelles. 58 4.7 Propuesta El primer aspecto a evaluar es que los PLC de los brazos de carga no poseen un módulo Ethernet por lo cual se hace imposible su incorporación actual a esta red. En consecuencia, es necesario utilizar un bus de campo. Debido a que cada uno de los PLC posee un módulo de tipo controlNet se realizará la comunicación a través de este protocolo. En segundo lugar, con ayuda de un odómetro se realizó la medición del recorrido entre la sala de control y los gabinetes ubicados en cada uno de los muelles, obteniéndose las siguientes distancias: Tabla 4.2 Distancias para la comunicación entre brazos de carga y muelles. Desde Sala de Control (puente de acceso) Sala de Control (puente de acceso) Sala de Control (puente de acceso) Hasta Gabinete brazos de carga muelle 1 Gabinete brazos de carga muelle 2 Sala del sistema de control distribuido Distancia (ml) 200 160 800 Es importante señalar que el medio para la transmisión escogido es fibra óptica frente a cable coaxial. Esto se debe a las distancias obtenidas y las ventajas descritas anteriormente. En tercer lugar es necesario conseguir un convertidor que sea compatible con el protocolo controlnet y permita enviar una señal luminosa a través de la fibra óptica y otro para que realice el proceso contrario en el lado receptor. Para ello se consiguió una solución en los módulos suministrada por la compañía Allen- Bradley. El primero es un modelo 1786-RPA que responde a un módulo repetidor de controlnet. Se puede utilizar para extender la longitud de la red, crear una topología de estrella o realizar la conversión de la red de medios de cobre a la fibra, y viceversa. El módulo con sus partes principales se puede observar en la siguiente figura [21]. Figura 4.3 Módulo repetidor de controlnet [21]. 59 El segundo es el modelo 1786-RPFRL que responde a un módulo de fibra óptica. Este es un repetidor modular que soporta la redundancia de fibra de los medios de comunicación en una topología de anillo. Este módulo debe ser usado cuando un enlace de fibra óptica de larga distancia (anillo o estrella) se requiere entre dos productos controlnet. Este enlace de fibra proporciona aislamiento a tierra entre los nodos y es menos susceptible a ambientes ruidosos que los medios de cobre [22]. Figura 4.4 Módulo de fibra óptica [22]. Por último es necesario realizar la conexión de todos los sistemas implantados en los muelles con el sistema de control distribuido de la refinería. Para ello es necesario colocar un switch de comunicaciones para poder manejar todas las variables, permitiendo la visualización en la computadora del operador y en la red de PDVSA. Los sistemas a administrar por el switch se pueden observar en la siguiente tabla. Tabla 4.3 Sistemas a administrar por el switch. Sistema de Control Sistema Parada de Emergencia Sistema de Control de Incendio Sistema Control de Brazos de carga Sistema Control de Ganchos de Amarre Sistema de atraque de buques Sistema control válvulas motorizadas Fabricante Rockwell, ControlLogix Rockwell, ControlLogix Rockwell, ControlLogix Marimatech Marimatech Rotork Gracias a las características de la red Ethernet se pueden manejar sistemas de diferentes fabricantes compartiendo y enviando información con un solo switch de comunicaciones. Este se encontrará en la sala control y se enviará la información por medio de fibra óptica a la sala de consolas que maneja el sistema de control distribuido. La distancia a recorrer se puede ver en la tabla 4.2 y el plano para el tendido en el anexo H. En la siguiente figura se observa la topología física de la red de datos descrita. 60 Figura 4.5 Topología red de datos. CAPÍTULO V SISTEMA DE POTENCIA ININTERRUMPIDA 5.1 Sistema de Potencia Ininterrumpida para los sistemas de seguridad Los sistemas de seguridad en el mundo no pueden presentar interrupciones por falla en el suministro eléctrico, debido a que la ausencia de ellos por pocos minutos puede traer como consecuencia pérdidas millonarias tanto materiales como humanas. Debido a esto el Sistema de Parada de Emergencia y el Sistema de Control de Incendio implantados en los Muelles ameritan un Sistema de Potencia Ininterrumpida que garantice la seguridad en todo momento de la infraestructura y de las personas que laboran en el sitio. El manual de ingeniería de riesgo de PDVSA y sus filiales contempla que el suministro de energía eléctrica para sistemas de detección de incendio, el tablero central de control y los demás componentes del sistema se seguridad, deberá provenir de dos fuentes de alimentación independientes y confiables, la fuente principal de alimentación deberá ser de la capacidad adecuada mientras que la de respaldo bajo condiciones de máxima carga deberá tener suficiente capacidad para operar el sistema [24]. Los circuitos de control en general se encuentran alimentados con 24 Vdc. Debido a esto, es necesaria la utilización de un rectificador que permita conseguir la tensión en corriente continua adecuada para el buen funcionamiento de los equipos. Es importante resaltar que el suministro eléctrico del rectificador es sensible a fallas, por ello se necesita una fuente de respaldo constituida por un banco de baterías que serán cargadas por el mismo rectificador teniendo este una doble función en el sistema: alimentar las cargas durante el suministro eléctrico y cargar las baterías. Los instrumentos y equipos de control se encuentran protegidos por fusibles o interruptores de baja tensión, y el banco de baterías tiene una protección que permite aislar ambos sistemas como se observa en el punto 3 de la figura 5.1, además el rectificador cuenta con las siguientes protecciones en la entrada de alimentación a 120 Vac y a la salida a 24 Vdc. 62 Figura 5.1 Esquema de conexión del sistema de potencia ininterrumpida para circuitos de control [24]. 5.2 Requerimiento para Banco de Baterías [24] Para el diseño de un Sistema de Potencia Ininterrumpida es necesario cumplir con una serie de requerimientos basados en las normas PDVSA para escoger la batería adecuada: La capacidad de la batería a la temperatura mínima de diseño, debe ser tal que suministre la carga máxima por un lapso de ochos horas. Las baterías para control deben tener la tapa herméticamente sellada al recipiente. Los puntos de ventilación deben ser a prueba de rociado. A las baterías se les proveerá de cargadores automático, serán de tipo estado sólido, capaces de dar la salida nominal con una tolerancia de la tensión de alimentación de 10% y de frecuencia de 5%. La tensión de cada banco de baterías no excederá del 2% de la tensión nominal de los equipos Las baterías deben tener al menos 15 años de vida útil. Las baterías deben ser de los siguientes tipos: plomo-antimonio, plomo-clacio o níquel cadmio. 63 5.3 Tipo de Baterías [24] Las baterías existentes en el mercado para sistemas de potencia ininterrumpida pueden ser de muchos tipos de acuerdo al material con el que está constituido su electrolito o placas. PDVSA aprueba el uso de tres tipos: plomo-antimonio, plomo-calcio y níquel-cadmio. En la tabla 5.1 y 5.2 se puede observar las comparaciones entre ellas para una primera selección. Tabla 5.1 Tabla comparativa de los tipos de Baterías [24]. Variable Ciclo de vida Regulación de tensión Vida útil Tensión de flotación Tensión de Nivelación Consumo de agua Costo Plomo-Antimonio Bueno Aceptable Plomo-Calcio Aceptable Aceptable Níquel-Cadmio Excelente Deficiente 15-20 años 2,15-2,20 Vn 2,33-2,35 Vn 20-30 años 2,20-2,25 Vn 2,33-2,35 Vn 20-30 años 1,35-1,45 Vn 1,50-1,55 Vn Alto Moderado Bajo Moderado- Alto Moderado Alto Tabla 5.2 Resumen comparativo entre los tres tipos de baterías [24]. Tipo de batería Físicas Plomo-Calcio Placa positiva de plomocalcio electrolito de ácido sulfúrico Plomo-Antimonio Placa positiva de plomoantimonio electrolito de ácido sulfúrico Níquel-Cadmio Placa positiva de níquel, placa negativa de cadmio, electrólito de hidróxido de potasio. Características Típicas Duración 12 y 15 años, pobre en altas temperaturas o con frecuentes e intensas descargas. Es la más económica Duración de 20 a 23 años. Buen comportamiento para usos cíclicos. Costo intermedio. Duración de 20-23 años. Buen comportamiento en altas o bajas temperaturas. Excelentes para descargas cortas y rápidas. Tiene el costo más alto. Esta comparación indica que la selección del tipo de baterías dependerá de la aplicación específica. Por ejemplo, si el costo inicial es el factor preponderante, entonces las baterías de plomo–antimonio son la selección más conveniente (las baterías de plomo–calcio 64 pueden resultar entre un 5% y 10% más costosa). Sin embargo en el caso que se intente minimizar el mantenimiento, tal como en localizaciones remotas como es el caso de los Muelles 1 y 2 de la Refinería El Palito, las baterías de plomo–calcio o níquel–cadmio pueden ser la mejor opción. La diferencia de costo entre las celdas del tipo plomo–ácido y las de níquel–cadmio usualmente restringen el uso de estas últimas para casos especiales. Un problema relevante que puede causar la falla de la batería es la filtración del ácido, especialmente en climas húmedos y cálidos, produciendo a corrosión de los terminales y las interconexiones. Este es un factor determinante en la vida útil de las baterías por ello en este aspecto las de níquel-cadmio son más ventajosas que las que poseen plomo ácido en su configuración como se observa en la tabla 5.1. Por otro lado se presenta como una desventaja que las baterías de níquel- cadmio muestran una regulación de tensión deficiente comparadas con las de plomo ácido. Sin embargo, existen innovaciones que han permitido mejorar este aspecto, como es el caso de la tecnología FNC (tecnología de fibras estructuradas). Un banco de baterías ideal es aquél que reúne confiabilidad y rendimiento con un bajo nivel de mantenimiento. Las baterías de níquel-cadmio emplean materiales relativamente costosos en su fabricación consecuencia de ello su costo es más elevado que otras baterías comerciales, sin embargo se obtiene de ellas un buen rendimiento con una larga vida útil. Por otro lado su instalación no requiere de un alto costo de inversión y a largo plazo resultará mucho más económica que otras baterías. Las baterías a ser instaladas para suplir la demanda de los sistemas de seguridad en los muelles 1 y 2 serán de níquel-cadmio por las siguientes razones: Necesitan poco mantenimiento. Esta es una característica importante debido a que la sala de control se encuentra a 800 metros de tierra firme. Tienen un comportamiento resistente ante condiciones ambientales húmedas y corrosivas por lo cual es ideal para su uso en ambientes marinos. Funciona correctamente ante temperaturas extremas. Esto es ventajoso debido a que se encontrará en un ambiente como la sala de gabinetes ubicada en el puente de acceso a los muelles. Su vida útil es alta. 65 Son fáciles de manejar debido a que se encuentra disponibles en recipientes de plástico resistentes al impacto y a los efectos del electrolito. 5.4 Baterías de níquel-cadmio con tecnología FNC [25] Las baterías de níquel-cadmio se encuentran formadas internamente por dos electrodos, el de cadmio (negativo) y el de hidróxido de níquel (positivo), separados entre sí por un electrolito de hidróxido de potasio y un aditivo de hidróxido de litio. Llevan también un separador situado entre el electrodo positivo y la envoltura exterior y un aislante que las cierra herméticamente. En el mercado existen diferentes tecnologías para baterías de níquel-cadmio. Desde hace más de una década existe la tecnología FNC (Tecnología de fibras estructuradas). En esta, en contraposición con otras técnicas, el soporte del electrolito no es un metal rígido y pesado, sino una fibra de polipropileno metalizado muy flexible y ligera. La estructura de fibra tridimensional es extremadamente porosa. Como resultado de ello, un 90 % del volumen del soporte de fibra puede rellenarse con material activo. Esto permite conseguir altas corrientes con niveles de electrolito muy bajos y un considerable ahorro en volumen. Por otro lado, no se utilizan aditivos como el grafito o hierro, lo que disminuye el riesgo de oxidación o formación de carbonato en el electrolito. El resultado es que los electrodos no envejecen en contraste con las baterías de níquel-cadmio convencionales. Otra característica notable de la tecnología FNC es que solucionan debilidades comunes causadas por los siguientes factores: El volumen del material activo cambia debido a que durante la carga el agua del electrolito se descompone en gas por electrólisis provocando su descenso. Por otro lado las baterías de níquel cadmio luego de un determinado número de ciclos sufren el denominado efecto memoria que consiste en la degradación del electrolito lo que limita su correcto funcionamiento. El efecto memoria logra corregirse debido a que los electrodos de fibra estructurada FNC son capaces de ajustarse para cambiar en volumen durante todo el ciclo de funcionamiento, tienen la capacidad de mantener un contacto continuo entre el material activo y los electrodos. 66 Las ventajas de esta tecnología son importantes en aplicaciones que requieren baterías con larga vida útil. Entre las características más relevantes se encuentran: No hay fallos repentinos porque no hay corrosión interna. Hasta 25 años de vida útil. Más de 3000 ciclos de carga/descarga. La batería no falla en caso de descarga profunda. Más del 85 % de la capacidad nominal disponible a -20 ºC El voltaje nominal de una celda FNC es típicamente 1.2 voltios. Puede operarse con fiabilidad en un rango de temperaturas que va de -20 a +50 ºC. 5.5 Cálculo de banco de baterías [23] Para calcular la capacidad del banco de baterías de Níquel-Cadmio debido a las razones planteadas anteriormente. Se empleara las normas IEEE 1115-2000 [26]. Según la norma antes descritas existen dos tipos de cargas: continuas y no continuas. Las primeras se encuentran en funcionamiento todo el ciclo de trabajo. Entre estas se encuentran: Iluminación, Motores de funcionamiento continuo, Indicación luminosa, Sistemas de comunicación y automatización. Las cargas no continuas se activan durante una parte del ciclo de trabajo. Estas cargas pueden encender en cualquier momento, por acción del operador o del sistema automatizado durante un tiempo determinado, o continuar hasta el final del ciclo de trabajo. Cuando varias cargas se producen simultáneamente en el mismo período de tiempo y no se puede establecer una secuencia única, se debe asumir como la mayor suma de todas las cargas que ocurran en dicho período. Si se puede establecer una secuencia posible, la carga para el periodo debe considerarse como la máxima en cualquier instante. Las cargas que debe suplir el banco de baterías se dividen en tres escenarios básicos: el primero es bajo funcionamiento normal de los subsistemas, el segundo es ante la 67 contingencia de parada de emergencia y el tercero ante incendio o fuga de gas. A continuación se muestran las magnitudes de consumo en los tres casos: Tabla 5.3 Carga que debe suplir el sistema de potencia ininterrumpida ante una falla en el suministro eléctrico. CARGA PERMANENTE (CP) EQUIPO PLC Sistema de Parada de Emergencia PLC Sistema Contra Incendio Suiche N-TRON 306TX HMI (PANEL VIEW PLUS 3000) DETECTORES DE LLAMA (UV-IRS-AR) DTECTORES DE GAS (M21 AR-A) SOLENOIDE Válvulas parada de Emergencia ALIMENTACIÓN (Vdc) NUMERO DE EQUIPOS CONSUMO PARCIAL CONSUMO TOTAL (A) 24 1 0,3 0,30 24 1 0,3 0,30 24 1 0,25 0,25 24 1 2,90 2,90 24 12 0,09 1,08 24 8 0,1 0,80 24 9 0,48 4,35 TOTAL 9,98 Tabla 5.4 Carga adicional a suplir por el sistema de potencia ininterrumpida en parada de emergencia ante una falla en el suministro eléctrico. CARGA ADICIONAL EN PARADA DE EMERGENCIA (CPE) EQUIPO DIFUSOR DE SONIDO (300GCX) Luz Estroboscópica Parada de Emergencia ALIMENTACIÓN (Vdc) NUMERO DE EQUIPOS CONSUMO PARCIAL CONSUMO TOTAL (A) 24 1 1,1 1,1 24 1 0,83 0,85 TOTAL 1,95 Tabla 5.5 Carga adicional a suplir por el sistema de potencia ininterrumpida en situación de incendio o fuga de gasCARGA ADICIONAL EN INCENDIO O FUGA DE GAS (CIG) 68 EQUIPO DIFUSOR DE SONIDO (300GCX) Luz Estroboscópica Parada de Emergencia ALIMENTACIÓN (Vdc) NUMERO DE EQUIPOS CONSUMO PARCIAL CONSUMO TOTAL (A) 24 3 1,1 3,3 24 1 0,83 0,85 TOTAL 4,15 Se asumirá el peor caso para el diseño del sistema de potencia ininterrumpida que suplirá los subsistemas de parada de emergencia y control de incendio. Según la tabla 5.4, el mayor consumo es cuando los sistemas se encuentran operando en régimen permanente. Esto se debe a que las válvulas solenoide (VS) de parada de emergencia por seguridad son normalmente cerradas esto quiere decir que para su funcionamiento normal en todo momento deben estar energizadas para que estén abiertas y los muelles operativos. Para el cálculo de las cargas para condición de incendio o fuga de gas y parada de emergencia se emplearon las siguientes expresiones: (5.1) (5.2) Tabla 5.6 Consumo total de las cargas asociadas al sistema de Potencia Ininterrumpida Carga Permanente Incendio o Fuga de Gas Parada de Emergencia Consumo (a) 9,98 9,78 7,58 Para el dimensionado de un banco de baterías es necesario conocer la duración de la carga asociada al sistema de potencia ininterrumpida. Según las normas eléctricas PDVSA la capacidad de las baterías de un sistema de respaldo a la temperatura mínima del sitio, debe ser tal que suministre la carga máxima por un lapso de 8 horas (480 minutos) con el cargador apagado sin que la tensión del banco de baterías decaiga tanto que llegue a la tensión de corte. En la Figura 5.1 se puede observar el ciclo de trabajo que deberá suplir el sistema de respaldo ante una falla eléctrica con una duración de 8 horas manteniendo la carga permanente de los dos subsistemas. Es importante destacar que para el cálculo de consumo 69 total que deben suplir las baterías se debe tomar en cuenta un factor de reserva debido a que se aspira incluir a futuro otros instrumentos. En este caso se tomará un factor de 25% de la carga actual. Figura 5.1 Ciclo de trabajo del sistema de potencia ininterrumpida (5.3) Para el cálculo del número de celdas que debe formar el banco de baterías para suplir el consumo de los equipos de control que formaran parte del sistema de parada de emergencia y del sistema contra incendio se usará la ecuación 5.4 y 5.5 extraídas de las normas IEEE para baterías de níquel-cadmio: (5.4) (5.5) En el diseño del banco de baterías se tomaran los siguientes datos: los equipos tienen una tolerancia de voltaje del ±10%, y para los valores de voltaje de celda se emplearán los 70 extraídos del manual de puesta en servicio de las baterías de níquel-cadmio. Empleando las ecuaciones 5.4 y 5.5, se obtienen los resultados expresados en la tabla 5.7: Tabla 5.7 Cálculo del número de celdas a emplear en el banco de baterías Características Máximo Mínimo Nominal Voltaje baterías (V) 26.4 21.6 24 Voltaje de celda (V) 1.35 1.15 1.2 Número de Celdas 20 19 20 5.6 Confirmación de rendimiento de baterías Las baterías de níquel-cadmio deben que han recibido carga a tensión constante. Esto presenta la ventaja de que la cantidad de carga que han recibido pueda ser calculada directamente a partir del tiempo de recarga. Con intensidades más elevadas se puede reducir el tiempo de recarga. La figura 5.2 muestra la curva de tensión con respecto al tiempo de las baterías seleccionadas. Si se carga de manera constante las celdas, se debe limitar la corriente de recarga a la intensidad de descarga de cinco horas I5 según el manual de puesta en servicio de las baterías de níquel-cadmio tecnología FNC (p. ej. para una batería de 100 A.h la intensidad sería I5 = 20 A). Para una carga de puesta en servicio a tensión constante limitada de 1,15 V por celda y una intensidad limitada a I5 es necesario prolongar el tiempo de carga debido a la reducción en la energía recibida por hora en la recarga. A continuación se pueden apreciar los cálculos para el tiempo óptimo de carga. Las ecuaciones fueron extraídas del manual de puesta en servicio de las baterías de níquel-cadmio con tecnología FNC. 71 Figura 5.2 Tiempo de recarga para una celda de niquel-cadmio tecnología FNC a tensión constante con una corriente I5 [27]. (5.6) Para el cálculo de tiempo óptimo se utiliza la siguiente ecuación: (5.7) En conclusión, para el dimensionamiento de las baterías de níquel-cadmio con tecnología FNC debe seguirse el procedimiento anteriormente descrito de acuerdo a las características propias del cargador. Se usará un banco de baterías de 20 celdas y este será cargado por un tiempo de 7,5 horas con una intensidad de 20 A. 5.7 Cargador de baterías El cargador disponible para el banco de baterías diseñado anteriormente es un rectificador SENS con los siguientes datos nominales: 72 Tabla 5.8 Datos nominales del cargador de baterías. Ubicación Entrada Salida Voltaje 120 Vac 24 Vdc Corriente 16 A 35 A Según las normas PDVSA un rectificador debe cumplir con las siguientes características para poder ser utilizado en sistemas de respaldo: Los cargadores para baterías serán de tensión controlada ajustable para las operaciones de carga, nivelación y flotación. El cargador tendrá voltímetro y amperímetro para corriente continua. Será de tipo estado sólido, capaces de dar la salida nominal con una tolerancia de la tensión de alimentación de 10% y de frecuencia de 5%. Se puede observar en la tabla 5.8 que el valor de corriente nominal del rectificador es 35 A a una tensión de 24 voltios; si se realizará la carga con esta intensidad y no con la corriente I5 se conseguiría un menor tiempo de recarga sin embargo el fabricante garantiza la vida útil de las baterías y su correcto funcionamiento en cada ciclo de trabajo si estas realizan su recarga bajo condición de descarga de 5 horas (I5), lo que implica utilizar un tiempo de recarga de 7,5 horas. Para conocer el procedimiento para el cálculo de tiempo de carga para rectificadores sin operaciones de nivelación y flotación ver anexo I. 5.8 Caída de tensión en el cable Como se ha indicado anteriormente, si las baterías reciben la intensidad correcta a tensión nominal durante el tiempo óptimo, se puede garantizar que el voltaje no se deprimirá por debajo de la tensión de corte en las primeras ocho horas, tiempo de autonomía estipulado para el sistema de respaldo. Sin embargo, un factor a tomar en cuenta es la caída de tensión en el cable, sobre todo si las celdas se encontrarán alejadas del cargador de baterías o de los circuitos de alimentación. En el caso de la sala de control de los Muelles 1 y 2, el cuarto de baterías se encuentra separado del área donde se halla el gabinete que alberga el rectificador y los circuitos de alimentación. Es por esto que se hace necesario incluir las caídas de tensión en el cable, tanto 73 para los cálculos de carga de las baterías como para el suministro de cada uno de los instrumentos debido a que su correcto funcionamiento depende de que sean alimentados a una tensión que se encuentre dentro del intervalo admisible. En primer lugar, el cable entre el banco de baterías y el gabinete donde se encuentra el cargador, se escogerá en base a la corriente de carga de las celdas debido a que es la mayor intensidad que experimentará por un tiempo prolongado. Basados en que la corriente de carga es de 20 A y en la tabla 5.9 se puede concluir que el cable debe tener como mínimo un calibre 8 AWG. Por su parte el cableado de los instrumentos hasta la sala de control se realiza con cable calibre 16 AWG trenzado tal como dicta la norma PDVSA para instalaciones eléctricas. Tabla 5.9 Corrientes nominales para diferentes calibres [28]. Calibre (AWG) 7 8 9 16 Diámetro (mm) 3,6652 3,2639 2,9058 1,2903 Corriente máxima (A) 30 24 19 3,7 Para el cálculo de caídas de tensión es necesario tener las distancias de cableado. Las mediciones se realizaron en campo con un odómetro y se encuentran reflejadas en la siguiente tabla. Cuando hay más de un instrumento conectado, se toma en cuenta para el cálculo la longitud del más alejado. Tabla 5.10 Distancias para realizar el cálculo de las caídas de tensión respectivas. Desde Baterías Gabinete rectificador y circuitos de alimentación Gabinete rectificador y circuitos de alimentación Gabinete rectificador y circuitos de alimentación Gabinete rectificador y circuitos de alimentación Hasta Gabinete rectificador y circuitos de alimentación Distancia (m) Detectores de llama 195 Detectores de Gas 190 Válvulas parada de emergencia 130 Difusores de sonido 140 4 74 Para calcular la resistencia en el cable se empleará la expresión 5.10 (5.8) En donde ρ es la resistividad del cobre y d la distancia lineal entre los dos puntos. Esta última es el doble de la medición realizada debido a que para cerrar el circuito existe un par de cables por instrumento. Por último se calcula el voltaje en la batería por medio de la expresión 5.11. Para el voltaje del rectificador se emplea el de nivelación debido a que el rectificador es ajustable. Este valor fue obtenido del manual del rectificador. (5.9) Podemos concluir con el resultado anterior que la resistencia en el cable entre el rectificador y el banco de baterías no representa una caída de potencial que pueda afectar el proceso de recarga de la batería. Por su parte, para las caídas de tensión en cada uno de los cables de alimentación de los instrumentos en el escenario de pérdida de la fuente principal, se utilizará el siguiente procedimiento: En primer lugar, se calcula la resistencia total en el trayecto desde los circuitos de alimentación hasta el instrumento en campo, con la ecuación 5.10. Es importante resaltar que las distancias son tomadas de la tabla 5.8 y el radio es el estandarizado para calibre 16 AWG. 75 Posteriormente se calcula la resistencia equivalente del instrumento con la siguiente ecuación donde los datos fueron extraídos de los datos nominales de la carga. (5.10) Por medio de un divisor de tensión se calcula el voltaje en la carga, asumiendo que durante la falla de la fuente principal las baterías llegan a su voltaje mínimo: (5.11) Finalmente, se calcula el porcentaje de caída de tensión por medio de la siguiente ecuación: (5.12) Siguiendo el procedimiento anterior se consiguieron los resultados mostrados en la próxima tabla. Tabla 5.11 Caída de tensión entre el banco de baterías y los instrumentos en campo ante voltaje mínimo en las baterías. Instrumento Detectores de llama Detectores de Gas Solenoide Válvulas (SPE) Difusores de sonido Vmin (V) In (A) Distancia (m) R carga (Ω) Rcable (Ω) Vcarga (V) Caída de tensión (%) Rango de voltajes operación. (V) 21,6 0,09 195 266,67 1,34 21,49 0,51 10-32 21,6 0,1 190 240,00 1,31 21,48 0,56 10,5-32 21,6 0,48 130 50,00 0,89 21,22 1,76 20-32 21,6 1,1 140 21,82 0,96 20,69 4,21 20-32 76 Podemos concluir que los instrumentos funcionan correctamente ante una falla eléctrica, debido a que todos reciben una tensión dentro del rango de operación descrito por su fabricante ante voltaje mínimo de las baterías. CONCLUSIONES Y RECOMENDACIONES En el marco de desarrollo de este proyecto se pudo poner en práctica las herramientas adquiridas a lo largo de los estudios de ingeniería eléctrica. Adicionalmente se obtuvieron conocimientos en el área de automatización y control industrial sobre el uso de diferentes tecnologías y su uso de forma eficiente. Una parte fundamental del estudio fue determinar la importancia de una puesta a tierra de baja impedancia en sistemas que manejen señales pequeñas. En general, en circuitos donde intervienen motores, contactores o cualquier carga alimentada a 60 Hz se introducen interferencias electromagnéticas conocidas coloquialmente como ruido. Estas pueden llegar a tener mayor magnitud que la señal que recibe un PLC o cualquier instrumento de control, lo que puede traer como consecuencia falsas alarmas. Por otro lado, una puesta a tierra aislada es igual de nociva que no tener ninguna. Esto se debe a que la corriente utiliza toda el área transversal disponible en el terreno para propagarse y su comportamiento no corresponde a un modelo circuital sino a un modelo de distribución de campos donde si por un punto de puesta a tierra se inyecta una corriente el otro punto la recolecta generando sobretensiones peligrosas en las estructuras asociadas a la puesta a tierra aislada. Es importante destacar que los equipos electrónicos deben conectarse a través de un solo punto a tierra a través de una barra colectora. De otra manera se podrían inducir corrientes intensas entre las diferentes conexiones que podrían afectar el funcionamiento de los equipos. Por otro lado, es importante señalar que la puesta a tierra debe aportar una referencia a todos los potenciales del sistema, para tener interacciones no dañinas con otros sistemas. La configuración de puesta a tierra depende de muchos factores entre los que se encuentra la impedancia requerida, el lugar a ser implantada, el material de los electrodos y las dimensiones mínimas por seguridad para el diseño. A partir de estos aspectos se pudo 77 concluir que el grafito es un material no corrosivo e hidrofóbico, por lo cual se puede usar en el lecho marino con una mayor vida útil que cualquier material metálico. La resistencia de puesta a tierra disminuye ante alguno de los siguientes escenarios: Aumento de longitud de electrodos Incremento de número de electrodos. El grafito tiene una resistencia mecánica menor que el acero (material usado comúnmente en electrodos para aumentar su resistencia mecánica), por lo cual se recomienda usar longitudes de electrodo menores para garantizar que al implantarlo no sufra daños que pongan en peligro el correcto funcionamiento de la puesta a tierra. En casos como el estudiado en el presente trabajo, la solución recomendada es usar un mayor número de barras de menor longitud. La recomendación final para implantar la puesta a tierra es realizar una medición directa de la resistividad del terreno debido a que el cálculo de la configuración fue realizado obteniéndola de forma indirecta. Con respecto a los sistemas de parada de emergencia y control de incendio, se puede concluir que los PLC pertenecientes a la familia ControlLogix, son amigables y poseen una gran variedad de módulos de comunicación que les permite transmitir información entre ellos y con otros sistemas suministrados por diferentes fabricantes. La identificación de equipos, las listas de señales, las matrices causa-efecto y los diagramas lógicos son herramientas de mucha utilidad para realizar el diseño de procesos secuenciales debido a que permiten mantener un orden, en un lenguaje entendible para todo aquel involucrado en la programación del PLC. Para un sistema instrumentado, los diagramas de lazo son de vital importancia durante toda su vida útil desde su instalación, mantenimiento preventivo y correctivo hasta su sustitución. Esto es consecuencia de que deben presentar de forma detallada todas las conexiones desde el campo hasta la tarjeta del sistema de control distribuido. La recomendación final es mantener el proceso de realizar matrices causa efecto y diagramas de lógica para sistemas secuenciales, debido a que es una manera de proteger el conocimiento sobre el funcionamiento de los sistemas, permitiendo una rápida revisión y 78 corrección de fallas suscitadas. Además es una fuente de información y consulta para futuros proyectos. Por otro lado, es necesaria la adquisición de tarjetas que den valores continuos (“analógicas”) para optimizar la seguridad de los sistemas de control de incendio y gas, que permita visualizar el nivel de llama o gas presente en la zona de la contingencia (las tarjetas “digitales” dan valores discretos y no permiten ver el nivel de las variables; solo dan alarma o señal por violación de los límites). La comunicación más utilizada a nivel industrial en la actualidad es por medio de red Ethernet porque permite la interacción de sistemas de diferentes naturalezas y fabricantes a nivel corporativo, de control y de dispositivos. Sin embargo, la familia ControlLogix permite la comunicación entre sus equipos a través de un bus de campo denominado controlNet. La fibra óptica es actualmente el medio por excelencia para la transmisión de datos porque permite enviar gran cantidad de información, a largas distancias y con mucha rapidez. Adicionalmente, por transferir pulsos de luz, no tiene tensiones ni corrientes asociadas lo que la hace más segura comparada con cables de cobre convencionales, en ambientes que tengan presencia de sustancias inflamables. La recomendación final es adquirir módulos Ethernet, para los PLC de control de los brazos de carga que les permita unirse a la red común, de los demás sistemas a funcionar en el muelle. Esto permitirá al operador tener un solo protocolo a usar para la transmisión de datos, facilitando el mantenimiento y corrección de fallas. Las baterías de níquel cadmio con tecnología FNC se presentan como una opción bastante atractiva en ambientes extremos debido a que funcionan correctamente ante variaciones de temperatura, se elimina el peligro de corrosión por fuga de ácido y se aumenta la vida útil del banco. Es importante destacar que debido a que los electrodos de fibra estructurada FNC son capaces de ajustarse para cambiar en volumen durante todo el ciclo de funcionamiento, tienen la capacidad de mantener un contacto continuo entre el material activo y los electrodos mientras que el material de otras tecnologías es incapaz de absorber estos cambios. La recomendación final es respetar y cumplir a cabalidad los procedimientos de carga y de mantenimiento de las baterías, presentados en el trabajo para poder garantizar el funcionamiento de los equipos e instrumentos ante una falla en el suministro eléctrico. De 79 manera de preservar la seguridad del personal y de la infraestructura de los muelles 1 y 2 de la Refinería El Palito. 80 REFERECIAS BIBLIOGRÁFICAS 1. BROPHY, J. 1980. Electrónica Fundamental para científicos. 2da Edición. Editorial Reverte, Madrid, pp. 387-390. 2. BALCELLS, J. 1992. Interferencias electromagnéticas en sistemas electrónicos. Serie Mundo Electrónico, Barcelona, pp. 98-130. 3. PDVSA, Manual de Ingeniería de diseño. Volumen 4-II. Guía de Ingeniería. Puesta a Tierra y protección contra sobretensiones, pp. 25-30. 4. MORENO, G. 2007. Fundamentos e Ingeniería de la puesta a tierra. 1ra Edición. Ciencia y Tecnología, Antioquia, pp. 1-12. 5. IEE 142-2007. Green Book. 6. MARTÍNEZ, M. Presentación: Sistemas de puesta a tierra en redes de baja tensión asociadas a equipos de telecomunicaciones, aspectos de diseño, auditoria, construcción y mantenimiento. 7. CANTV, Coordinación de normas y especificaciones técnicas, Gerencia de estandarización. Documento NI-GE-150802 “normas de diseño e instalación de los sistemas de puesta a tierra en centrales telefónicas y estaciones de transmisión”. 8. Documento PDVSA N° 01812G1BC50200 “Estudio de hincabilidad y capacidad de carga de los pilotes”. 9. TAPIAS, J; HIMI, M; CASAS, A. “Estimación de La Distribución Espacial de Las Propiedades Texturales de Los Suelos por Tomografía Eléctrica: Principios Y Aplicaciones”. Universidad de Barcelona. Facultad de Geología. 10. MARTÍNEZ, M; LIMONGI, A; ABREU, I; BEJARANO. “Electrodo sólido de grafito para aplicación de sistemas de puesta a tierra en zonas muy corrosivas”. Universidad Simón Bolívar. Departamento de conversión y transporte de energía eléctrica. 11. MARTÍNEZ, M. Presentación: Electrodo sólido de grafito para aplicación de sistemas de puesta a tierra en zonas muy corrosivas. 12. PDVSA, Manual de Ingeniería de diseño. Volumen 4-I. Guía de Ingeniería. Obras eléctricas pp.182-200. 13. Universidad Nacional de Córdoba. Departamento de Electrotecnia. Apuntes de Elementos y equipos eléctricos. Capitulo 9: PLC. Se puede encontrar en: http://www.efn.uncor.edu/departamentos/electrotecnia/cat/eye_archivos/apuntes/a_pra ctico/CAP%209%20Pco.pdf. Consultado el 9 de octubre de 2010. 14. Expert Indsutrial Electronics. La imagen Se puede encontrar en: http://www.acsindustrial.com/skins/common/images/equip/plc-repair.jpg. Consultado 5 de diciembre de 2010. 15. ABRODOS, José. 2010. Documento NºQNLQJ0001v1.1: Propuesta técnico comercial Rockwell-PDVSA. 81 16. ZERLING, José. 2010. Documento NºM9830K: Especificaciones de diseño RockwellPDVSA. 17. PDVSA. Sistema Unificado de la Calidad. Manual de instrucciones. Apoyo técnico. Instrumentación. Diagramas de Lazo, pp. 5-7. 18. BALCELLS, J. 1997. Autómatas Programables. Serie Mundo Electrónico. Barcelona, pp 35-37. 19. RODRÍGUEZ, A. 2007. Sistema Scada. 2da edición. Editorial Marcombo. Mexico D.F, pp. 347-359. 20. RODRÍGUEZ, J. Fundamentos de óptica geométrica. Publicado por la Universidad de Oviedo. Asturias, pp.187-191. 21. Documento Allen Bradley CAT: 1756-RPFM. ControlNet Modular Repeater Medium Distance Fiber Module. 22. Documento Allen Bradley CAT: 1756-RPFM. ControlNet Fiber Optic Ring Repeater Modules. 23. PDVSA. Manual de Ingeniería de Riesgo. Volumen 2 IR-I -01. Equipo UPS 24. PDVSA, Manual de Ingeniería de diseño. Volumen 4-I. Guía de Ingeniería. Obras eléctricas pp.224-232. 25. Todo Productividad. 2010. Baterías de níquel cadmio para aplicaciones que requieren muy altas corrientes. Se puede encontrar en: http://todoproductividad.blogspot.com/2010/12/baterias-de-niquel-cadmio-para.html. Consultado 20 de enero 2011. 26. IEEE std. 1115-2000. Sizing Nickel-Cadmium batteries for Stationary Applications. 27. Manual de puesta en servicio de las baterías estacionarias de níquel cadmio con tecnología FNC. HOPPECKE.(2007). 28. Valores normalizados cables A.W.G (American Wire Gauge) se puede encontrar en: http://www.electronicafacil.net/tutoriales/Valores-normalizados-cables-AWG.php. Consultado 25 de enero 2011. 82 ANEXO A “Normas de diseño e instalación de los sistemas de puesta a tierra en centrales telefónicas y estaciones de transmisión” 83 84 85 86 87 88 89 ANEXO B Ubicación sala de gabinetes en puente de acceso a los muelles 1 y 2 Refinería El Palito. 90 91 ANEXO C Fragmento documento PDVSA N°01812GIBC50200 “Estudio de hincabilidad y capacidad de carga de los pilotes”. 92 93 94 95 ANEXO D “Resumen norma ISA-S5.1” 96 97 ANEXO E Minuta reunión para definir lógica de control de los sistemas de parada de emergencia y control de incendio. 98 99 100 ANEXO F Matrices causa efecto y diagramas lógicos asociados a los sistemas de parada de emergencia y control de incendio. 101 102 103 104 105 106 ANEXO G Diagramas de lazo para instrumentación asociada a los muelles 1 y 2 de la Refinería El Palito. 119 120 121 122 123 ANEXO H Plano de recorrido de fibra óptica desde la sala de gabinetes hasta la sala de control en el terminal marino. 124 125 ANEXO I Cálculo de carga de baterías a tensión reducida 126 Para la carga con voltaje reducido, por ejemplo 1,15 V Se puede observar que mientras la tensión disminuya el tiempo de carga aumenta respondiendo al comportamiento reflejado en la siguiente figura sunminitrada por el fabricante. Figura 1. Tiempo de carga de las celdas para diferentes voltajes de recarga con una intensidad I5 [27]. Por otro lado si el cargador asociado al banco de baterías no puede suplir la intensidad I5 para la correcta carga de las celdas, se debe tomar cuenta la siguiente ecuación para el tiempo de carga para su óptimo desempeño. Por ejemplo para una intensidad de 15 A.