- Ninguna Categoria
Automatización de dos hornos para la recuperación de plomo
Anuncio
Automatización de dos hornos para la recuperación de plomo AUTOR: Josep Rodó Boladeras DIRECTOR: Lluis Guasch Pesquer Titulación: Enginyeria Tècnica Industrial en Electricitat Fecha Presentación: Septiembre-2004 Automatización de dos hornos para la recuperación de plomo Índice 0 0 INDICE 1 MEMORIA DESCRIPTIVA 1.1 OBJETO 1.2 ANTECEDENTES 1.3 DESCRIPCIÓN DE LA INSTALACIÓN 1.4 FUNDAMENTOS SOBRE FUSIÓN DE PLOMO 1 1 1 4 1.4.2 Definición de estadios 6 1.4.3 Balance Energético COMBUSTIÓN: PRINCIPALES CONCEPTOS 8 8 1.5.1 Definición 8 1.5.2 Tipos de Combustión 9 1.5.3 Tipos de Llama 9 1.5.4 Ventajas de la Combustión con Oxígeno 1.6 3 3 1.4.1 Componentes 1.5 2 11 SOLUCIÓN ADOPTADA 1.6.1 Fuente de Suministro de Oxígeno Líquido 11 11 1.6.2 El fraccionamiento del Aire 14 1.6.3 Estación Gasificadora 16 1.6.4 Instrumentación del Bastidor 16 1.6.5 Válvulas de bola I1 Automatización de dos hornos para la recuperación de plomo Índice 1.6.6 Regulador/Reductor de presión de Oxígeno y Aire 1.6.7 Regulador/Reductor de presión de Gas Natural 1.6.8 Indicador de presión con contactos inductivos 20 22 24 1.6.9 Indicador de Temperatura Local 25 1.6.10 Caudalímetros másicos 28 1.6.11 Válvulas de Control 31 1.6.12 Electroválvulas 32 1.6.13 Control de Presión 34 1.6.14 Caudalímetros de Área Variable 35 1.6.15 Válvulas de Seguridad 36 1.6.16 Soplantes de Aire de Barrido 37 1.6.17 Cuadro de Control 38 1.6.18 Envolvente metálica 38 1.6.19 Autómata Programable 1.6.20 Interfaz Hombre Máquina (Pantalla Táctil) 40 42 1.6.21 Variador de Frecuencia 1.7 18 FUNCIONAMIENTO DE LA APLICACIÓN 43 43 1.7.1 Pantalla de Introducción 44 1.7.2 Pantalla Parámetros Principales 1.7.3 Pantalla de Parámetros del Menú de Arranque 45 46 1.7.4 Pantalla de Alarmas I2 Automatización de dos hornos para la recuperación de plomo Índice 46 1.7.5 Pantalla de Rotaciones 47 1.7.6 Pantalla de P&ID de Oxígeno 48 1.7.7 Pantalla de P&ID de Gas Natural 1.7.8 Pantalla de P&ID de Aire Soplante e Instrumentos 49 49 1.7.9 Pantalla Regulador de Oxígeno 1.7.10 Pantalla de Configuración del PID de Oxígeno 1.7.11 Pantalla de Alarmas del PID de Oxígeno 51 51 52 1.7.12 Pantalla Regulador de Gas Natural 1.7.13 Pantalla de Configuración del PID de Gas Natural 1.7.14 Pantalla de Alarmas del PID de Gas Natural 53 53 54 1.7.15 Pantalla Regulador de Temperatura 1.7.16 Pantalla de Configuración del PID de Temperatura 1.7.17 Pantalla de Alarmas del PID de Temperatura 54 55 55 1.8 NORMATIVAS 1.9 BIBLIOGRAFÍA 2 MEMORIA DE CÁLCULO 2.1 ESPECIFICACIÓN DE MATERIALES 56 57 58 58 2.1.1 Estación Gasificadora de Oxígeno 62 2.1.2 Materiales Bastidor de Oxígeno 77 2.1.3 Materiales Bastidor de Gas Natural 2.1.4 Materiales Bastidor de Aire Comprimido y Aire Soplante I3 88 Automatización de dos hornos para la recuperación de plomo Índice 2.2 CÁLCULO ESTEQUIOMÉTRICO DEL RATIO DE COMBUSTIÓN 2.3 CÁLCULO DE CONSUMOS 2.4 CÁLCULO DE DIÁMETROS DE TUBERÍA 2.5 ASPECTOS ELÉCTRICOS DEL CUADRO 97 98 99 103 103 2.5.1 Fuentes de Alimentación 104 2.5.2 Secciones Eléctricas 2.6 LISTADO DE ENTRADAS Y SALIDAS 2.7 DIAGRAMAS DE FLUJO 105 106 2.7.1 Diagrama de Flujo para Control de Alarmas 2.7.2 Diagrama de Flujo para Control de Encendido 106 107 108 2.8 PROGRAMACIÓN AUTÓMATA 2.9 PROGRAMACIÓN PANTALLA TÁCTIL 3 PLANOS 3.1 PFC-CX-0000 3.2 PFC-CX-0001 3.3 PFC-CX-0002 3.4 PFC-CX-0003 3.5 PFC-CX-0004 3.6 PFC-CX-0005 3.7 PFC-CX-0006 109 110 - I4 Automatización de dos hornos para la recuperación de plomo Índice 3.8 PFC-CX-0007 4 PRESUPUESTO 4.1 ESTACIÓN GASIFICADORA 4.2 EQUIPOS DE OXÍGENO 4.3 EQUIPOS DE GAS NATURAL 4.4 EQUIPOS DE AIRE Y ELEMENTOS VARIOS 4.5 CUADRO ELÉCTRICO 4.6 ACOMETIDA A HORNOS 4.7 RESUMEN DE TOTALES 4.8 TOTAL PRESUPUESTO 5 PLIEGO DE CONDICIONES 5.1 CONDICIONES GENERALES 5.2 REGLAMENTOS Y NORMAS 5.3 MATERIALES 5.4 EJECUCIÓN DE LAS OBRAS 111 111 113 117 120 122 127 129 130 131 131 131 131 132 132 5.4.1 Comienzo 132 5.4.2 Plazo de Ejecución 132 5.4.3 Libro de Ordenes 5.5 INTERPRETACION Y DESARROLLO DEL PROYECTO 5.6 OBRAS COMPLEMENTARIAS 133 133 I5 Automatización de dos hornos para la recuperación de plomo 5.7 MODIFICACIONES 5.8 OBRA DEFECTUOSA 5.9 MEDIOS AUXILIARES Índice 133 133 133 133 5.10 CONSERVACIÓN DE LAS OBRAS 134 5.11 RECEPCIÓN DE LAS OBRAS 134 5.11.1 Recepción Provisional 134 5.11.2 Plazo de Garantía 134 5.11.3 Recepción Definitiva 5.12 CONTRATACIÓN DE LA EMPRESA 134 134 5.12.1 Modo de Contratación 134 5.12.2 Presentación 134 5.12.3 Selección 135 5.13 FIANZA 135 5.14 CONDICIONES ECONÓMICAS 13 5.14.1 Abono de la Obra 135 5.14.2 Precios 135 5.15 REVISIÓN DE PRECIOS 136 5.16 PENALIZACIONES 136 5.17 CONTRATO 136 5.18 RESPONSABILIDADES 136 5.19 RESCISIÓN DEL CONTRATO I6 Automatización de dos hornos para la recuperación de plomo Índice 136 5.19.1 Causas de rescisión 5.20 LIQUIDACIÓN EN CASO DE RESCISIÓN DEL CONTRATO 137 137 5.21 CONDICIONES FACULTATIVAS 137 5.21.1 Normas a seguir 138 5.21.2 Personal 138 5.21.3 Reconocimientos y ensayos previos 138 5.21.4 Ensayos 139 5.22 EQUIPOS ELÉCTRICOS 139 5.22.1 Generalidades 141 5.22.2 Cuadros Eléctricos 142 5.22.3 Red de Puesta a Tierra 142 5.22.4 Instalaciones de Acometidas 5.22.5 Protección contra descargas atmosféricas 142 143 6 ANEXO 6.1 INTRODUCCIÓN A LA INSTRUMENTACIÓN INDUSTRIAL 6.2 TERMINOLOGÍA 143 143 144 6.2.1 Rango del Instrumento 144 6.2.2 Cero del Instrumento 144 6.2.3 Span del Instrumento 144 6.2.4 Rangeabilidad del Instrumento 144 6.2.5 Clase o Precisión I7 Automatización de dos hornos para la recuperación de plomo Índice 144 6.2.6 Error del Equipo 145 6.2.7 Histéresis 146 6.2.8 Banda Muerta 146 6.2.9 Ejemplo 6.3 NOMENCLATURAS EN INSTRUMENTACIÓN 149 6.3.1 Instrumentos Ciegos 150 6.3.2 Instrumentos Indicadores 150 6.3.3 Instrumentos Registradores 150 6.3.4 Elementos Primarios 150 6.3.5 Transmisores 151 6.3.6 Tipología de señales 152 6.3.7 Unidades de Ingeniería 153 6.3.8 Transductores 153 6.3.9 Convertidores 153 6.3.10 Receptores 153 6.3.11 Controladores 153 6.3.12 Actuadores 6.4 146 154 PRESIÓN 154 6.4.1 Clases de Presión 155 6.4.2 Presión Atmosférica 155 6.4.3 Presión Absoluta I8 Automatización de dos hornos para la recuperación de plomo Índice 155 6.4.4 Presión Relativa 156 6.4.5 Presión Diferencial 156 6.4.6 Vacío 156 6.4.7 Unidades de Presión 6.4.8 Clases de Instrumentos para la Medida de Presión 158 6.4.9 Instrumentos Mecánicos 6.4.10 Instrumentos Electromecánicos y Electrónicos 6.4.11 Instrumentos Mecánicos, Electromecánicos y Electrónicos para medida de Vacío 6.5 157 162 165 169 TEMPERATURA 6.5.1 Medición de temperatura mediante variaciones de volumen y estado 169 6.5.1.1 Termómetros de vidrio 169 6.5.1.2 Termómetros de Bulbo y Capilar 170 6.5.1.3 Termómetros bimetálicos 170 6.5.2 Medición de temperatura mediante resistencia de conductores 171 6.5.2.1 Características de los metales conductores 171 6.5.2.2 Principio de funcionamiento 173 175 6.5.3 Termistores 175 6.5.4 Termopares 176 6.5.4.1 Tipología y Leyes fundamentales 178 6.5.5 Pirómetros de radiación 179 6.5.5.1 Pirómetros ópticos I9 Automatización de dos hornos para la recuperación de plomo Índice 6.5.5.2 Pirómetros de infrarrojos 180 6.5.5.3 Pirómetros fotoeléctricos 180 6.5.5.4 Pirómetros de radiación total 180 6.5.6 Características de los medidores de temperatura 6.6 181 182 CAUDAL 182 6.6.1 Medidores de Presión Diferencial 6.6.1.1 Placa de orificio 184 6.6.1.2 Tubo Venturi 184 6.6.1.3 Tubo de Pitot 185 6.6.1.4 Medidores de impacto 186 186 6.6.2 Medidores de Velocidad 6.6.2.1 Medidor de turbina 186 6.6.2.2 Medidor electromagnético 187 6.6.2.3 Medidor vortex y torbellino 188 6.6.2.4 Medidor ultrasónico 190 191 6.6.3 Medidores de Área Variable 191 6.6.3.1 Rotámetro 193 6.6.4 Medidores Másicos 6.6.4.1 Medidor másico térmico 193 6.6.4.2 Medidor de Coriolis 195 198 6.6.5 Medidores Volumétricos I10 Automatización de dos hornos para la recuperación de plomo Índice 198 6.6.5.1 Medidor de desplazamiento positivo 6.7 199 NIVEL 199 6.7.1 Medición de Nivel de Líquidos 199 6.7.1.1 Medidores directos 199 6.7.1.1.1 Medidor de sonda 200 6.7.1.1.2 Nivel de cristal 200 6.7.1.1.3 Instrumento de flotador 201 6.7.1.2 Medidores de presión hidrostática 201 6.7.1.2.1 Medidor manométrico 202 6.7.1.2.2 Medidor de membrana 202 6.7.1.2.3 Medidor de burbujeo 202 6.7.1.2.4 Medidor de presión diferencial 203 6.7.1.3 Medidores por características eléctricas 203 6.7.1.3.1 Medidor resistivo 203 6.7.1.3.2 Medidor capacitivo 204 6.7.1.3.3 Medidor ultrasónico 204 6.7.1.3.4 Medidor de radiación 205 6.7.1.3.5 Medidor láser 205 6.7.2 Tabla Resumen 206 6.7.3 Medición de Nivel de Sólidos 207 6.7.3.1 Detectores de nivel de punto fijo 207 6.7.3.1.1 Diafragma 207 6.7.3.1.2 Cono suspendido I11 Automatización de dos hornos para la recuperación de plomo Índice 207 6.7.3.1.3 Varilla flexible 208 6.7.3.1.4 Medidor conductivo 208 6.7.3.1.5 Paletas rotativas 209 6.7.3.2 Medidores de nivel continuo 209 6.7.3.2.1 Sondeo electromecánico 210 6.7.3.2.2 Báscula 210 6.7.3.2.3 Capacitivo 210 6.7.3.2.4 Presión diferencial 210 6.7.3.2.5 Ultrasonidos 210 6.7.3.2.6 Radiación 211 6.7.4 Tabla Resumen 6.8 213 OTRAS VARIABLES 213 6.8.1 Variables Físicas 213 6.8.1.1 Peso 6.8.1.1.1 Células de carga a base de galgas extensiométricas 214 215 6.8.1.1.2 Células de carga hidráulicas 215 6.8.1.1.3 Células de carga neumáticas 215 6.8.1.2 Velocidad 216 6.8.1.2.1 Tacómetro de corrientes parásitas 216 6.8.1.2.2 Tacómetro de corriente alterna 216 6.8.1.2.3 Dínamo tacométrica 217 6.8.1.2.4 Tacómetro de frecuencia I12 Automatización de dos hornos para la recuperación de plomo Índice 217 6.8.1.3 Humedad y Punto de rocío 218 6.8.1.3.1 Elemento de cabello 218 6.8.1.3.2 Bulbo seco y Bulbo húmedo 218 6.8.1.3.3 Célula de cloruro de litio 219 6.8.1.3.4 Sensor de polímero 219 6.8.1.3.5 Conductividad 220 6.8.1.3.6 Capacidad 220 6.8.1.3.7 Radiación 221 6.8.1.3.8 Cámara de niebla 221 6.8.1.3.9 Célula de cloruro de litio 221 6.8.1.3.10 Analizador de infrarrojos 222 6.8.1.4 Llama 222 6.8.1.4.1 Detección de calor 6.8.1.4.2 Detección por ionización - rectificación 222 223 6.8.1.4.3 Detectores por radiación 223 6.8.1.5 Oxígeno Disuelto 224 6.8.2 Variables Químicas 224 6.8.2.1 pH 224 6.8.2.1.1 Electrodo de vidrio 225 6.8.2.1.2 Electrodo de transistor 6.8.2.2 Redox 225 6.8.2.3 Analítica de gases 226 226 6.8.2.3.1 Conductividad térmica I13 Automatización de dos hornos para la recuperación de plomo Índice 227 6.8.2.3.2 Analizadores paramagnéticos 227 6.8.2.3.3 Analizador de infrarrojos 6.9 ELEMENTOS FINALES DE CONTROL 228 228 6.9.1 Tipología de Válvulas 6.9.1.1 Válvula de globo 228 6.9.1.2 Válvula en ángulo 228 6.9.1.3 Válvula de jaula 229 6.9.1.4 Válvula de compuerta 229 6.9.1.5 Válvula en Y 230 6.9.1.6 Válvula de cuerpo partido 230 6.9.1.7 Válvula Saunders 231 6.9.1.8 Válvulas de compresión 231 6.9.1.9 Válvulas de obturador excéntrico rotativo 231 I14 Automatización de dos hornos para la recuperación de plomo Índice 6.9.1.10 Válvulas de obturador cilíndrico excéntrico 232 6.9.1.11 Válvulas de mariposa 232 6.9.1.12 Válvulas de bola 232 6.9.1.13 Válvulas de orificio ajustable 233 6.9.1.14 Válvulas de flujo axial 233 233 6.9.2 Cuerpo de la Válvula 235 6.9.3 Tapa de la Válvula 6.9.4 Partes Internas de las Válvulas. Obturador y Asientos 6.9.5 Dimensionado de la Válvula: Coeficientes KV y CV 235 236 236 6.9.5.1 Fórmula General 239 6.10 CLASIFICACIÓN DE ÁREAS 239 6.10.1 Definición 6.10.2 Definición de las zonas con riesgos de explosión 240 241 6.10.3 Identificación y marcaje 242 6.10.4 Modos de protección 6.10.5 Clasificación de gases en grupos de explosión 242 243 6.10.6 Clases de temperaturas I15 Automatización de dos hornos para la recuperación de plomo 1 MEMORIA DESCRIPTIVA 1.1 OBJETO Memoria descriptiva El objeto de este proyecto es establecer el conjunto de bases técnicas para la perfecta comprensión de un proyecto de automatización de dos hornos existentes de fusión de plomo mediante tecnología de oxígeno + gas natural en la factoría que “Sociedad Española de Acumuladores Tudor” dispone en la localidad de Cubas de la Sagra provincia de Madrid. La actuación sobre los hornos forma parte de una actuación integral para incrementar la productividad y disminuir las emisiones originadas por la actual combustión de aire + fuel. 1.2 ANTECEDENTES En la actualidad “Acumuladores Tudor” dispone de dos hornos para fusión de plomo de recuperación. La combustión, tal y como se ha comentado anteriormente, se realiza mediante quemadores de aire + fuel. El uso de fuel como combustible obliga a ubicar la fuente de suministro lo mas cerca posible de los hornos, pues como combustible líquido, su densidad depende enteramente de la temperatura, y es condición imprescindible el transporte del mismo a unas condiciones determinadas de temperatura (50º aprox.). Este hecho implica que las líneas de regulación deban usar bombas de aspiración y calentadores, pues el fuel se almacena en depósitos a presión atmosférica que son rellenados mediante camiones cisternas periódicamente. Otro inconveniente que plantea el uso de fuel como combustible, es que deben sobredimensionarse los diámetros de los conductos de transporte, pues en las sucesivas maniobras de encendido y apagado del horno, el fuel desciende de temperatura, se solidifica y acaba ocupando el diámetro de las tuberías, con lo cual este va disminuyendo. Al sustituir el gas natural por fuel, reducimos costes en la instalación, pues siempre se mantiene en fase gas indistintamente de la temperatura ahorrándonos la instalación de bombeo y de calentamiento. Es sumamente mas limpio y la compañía suministradora (en función de la presión demandada) nos garantiza la presión de trabajo necesaria, así como el caudal ininterrumpido; no existen maniobras de descarga, pues el gas se suministra a través de la línea general de distribución. En cuanto al comburente, en la actualidad, se usa aire atmosférico que es captado desde los quemadores mediante una ventilación forzada. El aire se compone aproximadamente de un 79% de Nitrógeno y un 21% de Oxígeno. El Nitrógeno es un gas inerte que no participa activamente en la combustión, pero como forma parte del aire, debe salir por la chimenea, este generalmente lo hace mediante forma de NOx, perjudiciales para el medio ambiente. Además el nitrógeno debe calentarse, con lo cual es necesario invertir parte del calor de la combustión en calentar el Nitrógeno aumentando el consumo de combustible. 1 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Mediante el uso de Oxígeno, solucionamos estos problemas, pues al suministrarlo en estado puro (99.9%) eliminamos el nitrógeno de la combustión con lo cual los gases de salida están exentos de NOx, y todo el calor generado se usa solamente para fundir el plomo. El inconveniente se encuentra en que debe construirse una estación de suministro de oxígeno. Que generalmente y en función del consumo será de oxígeno líquido. El Oxígeno tiene un coste como materia prima del cual carece el aire, pues este último es gratuito, así y todo los beneficios de productividad y emisiones medioambientales, justifican el coste del uso de oxígeno como comburente. 1.3 DESCRIPCIÓN DE LA INSTALACIÓN La planta de recuperación de plomo a grandes trazos, está formada por las siguientes áreas: Zona de recepción de materia prima: En este caso es una almacén subdividido donde descargan los distintos tipos de materia prima como baterías de vehículos, plomo usado en conductos etc. En este almacén se clasifican los materiales por su tipología. Zona de tratamiento de materias primas: En el caso de las baterías, debe separarse el plomo de otros materiales tales como Plásticos y otros metales, así como separar el ácido que puedan llevar. También debe triturarse el plomo residual para convertirlo en pedazos uniformes en cuanto a tamaño que sean aptos para el horno. Zona de almacenamiento de plomo para fusión: Una vez el plomo está separado, este se almacena en un almacén anexo a los hornos. Aquí el plomo está dispuesto para su introducción en el horno. Zona de almacenamiento de materiales complementarios a la fusión: En función del tipo de plomo a obtener, debe añadirse a la fusión componentes férricos o de cualquier otro tipo. Unos silos almacenaran los distintos tipos de componentes para los distintos tipos de fusión. Zona de fusión: En una nave se encuentran los dos hornos de fusión de plomo de 15 Tm. cada uno de ellos. Mediante una carretilla habilitada para la misma, se cargan los hornos con los materiales correspondientes para el tipo de fusión deseada. Una vez el los hornos están cargados, se procede a la maniobra de encendido para dar paso al proceso de fundición que se definirá posteriormente. Cámaras de Post-combustión: El elemento inmediatamente posterior a los hornos, es la cámara de post-combustión, cuya misión es la de precipitar las partículas inquemadas y reducir la temperatura de salida de los gases de escape a fin de proteger los filtros de mangas. Zonas de filtración: Cada horno dispone de un sistema de filtraje para que las emisiones a la atmósfera, estén prácticamente libres de partículas y de gases nocivos para la atmósfera. Este sistema se compone de un Ciclón, un Filtro de Mangas y la chimenea con su correspondiente motor de regulación del tiro. El Ciclón, es un silo que contiene en su interior una estructura helicoidal, y al igual que la cámara de postcombustión se encarga de reducir la temperatura de los gases de escape y recoger la máxima cantidad posible de polvo. El filtro de mangas, aloja unos elementos filtrantes de distinto material textil y de diversa resistencia a la temperatura. 2 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Los filtros de mangas son la última etapa de filtración antes de su salida a través de la chimenea, y es muy importante que los gases que llegan hasta los mismos, estén exentos de humedad y a una temperatura inferior a los 100º, pues estos podrían apelmazarse y quemarse respectivamente. En la propia estructura de los filtros de mangas, existe una red de aire comprimido que va soplando paulatinamente las mangas para liberar las partículas que en ellas se depositan. Al final de este conjunto esta la chimenea para evacuar los gases de la combustión. La velocidad de salida se regula mediante un motor extractor, que controla la velocidad de tiro. Zona de Afino y Lingotaje: Una vez finaliza el proceso de fusión, el plomo fundido se trasvasa hacía unos recipientes y se traslada mediante un puente grúa hacía unos crisoles de afino, donde acaban de incorporarse materiales como azufre, para dotar a la fundición de sus condiciones finales. Una vez la mezcla está homogénea, se transfiere el contenido de los crisoles hacia la maquina de lingotar, para darle la forma definitiva al plomo ya refinado. Zona de salida de material: El plomo una vez enfriado y en forma de lingotes, se traslada a una nave donde se almacena para su posterior salida a los centros de transformación. Zona de almacenamiento de escoria: El proceso de fusión de plomo de recuperación, genera en el interior del horno, escoria que debe retirarse del horno para su posterior traslado a una zona de almacenamiento donde se transporta para su reciclaje o eliminación. 1.4 FUNDAMENTOS SOBRE FUSIÓN DE PLOMO Para comprender el proceso de fusión de plomo, es necesario conocer las partes que intervienen en el mismo. Hay que conocer que materiales iniciales y el producto final que se obtiene al terminar la fusión. En este capitulo, se indicarán a título informativo las distintas reacciones que tienen lugar en los distintos estadios del proceso. Para finalizar, se presentaran las comparaciones establecidas en los distintos tipos de combustión (oxi-gas y aire-fuel). 1.4.1 Componentes • Composición de la materia prima: Chatarra proveniente de baterías de vehículos con las siguientes composiciones → Sb2 (SO4)3 → PbSO4 → PbSb → PbO2 → PbO → Sb y Pb 3 Automatización de dos hornos para la recuperación de plomo • Memoria descriptiva Productos Auxiliares: Para obtener distintos tipos de plomo se añaden estos materiales: → Fe → Carbón → Flujo Básico (Na2CO3) • • Composición final de la Carga: En función del volumen geométrico del horno la composición final en el horno en el momento previo al encendido es la enumerada a continuación: - Materia Prima : En función del volumen del horno. - Carbón: ≈6% del volumen total de la materia prima. - Hierro: ≈7% del volumen total de la materia prima. - Flujo Básico: ≈1% del volumen total de la materia prima. Producto final: Una vez finalizado el proceso de fusión y en función del proceso de afino pueden obtenerse lingotes de plomo de alta pureza (97-99%) o lingotes con alto componente de antimonio (2-5%) 1.4.2 Definición de estadios Una vez conocemos a los protagonistas que forman parte de la recuperación, definiremos los objetivos principales en este proceso. Aunque ya se ha definido con anterioridad, el objeto principal del proceso es la recuperación o reciclaje del plomo alojado en baterías (principalmente) y otros materiales como tuberías u otros que contengan plomo. El proceso a seguir desde el punto de vista de la combustión, se compone de 3 estadios; un primer estadio cuya finalidad es la de eliminar toda la materia orgánica y otros restos como madera, PVC, etc. que no intervienen en el proceso de combustión. El segundo estadio llamado de Desulfurización se realiza mediante el hierro añadido en la carga. El proceso termina con el estadio de Reducción por carbón. En la figura 1.1 que se representa a continuación, pueden verse los distintos estadios de fusión, y la evolución de la temperatura de la cámara de postcombustión, el ratio de combustión y el porcentaje de apertura de las válvulas durante el proceso. Podemos observar que en las primeras etapas, el ratio de combustión es oxidante (exceso de oxígeno); de esta manera se elimina todo el material orgánico y que no participa en el proceso. Esto repercute en un aumento de temperatura en la cámara de postcombustión. Si pudiéramos detectar los humos que salen por la cámara de postcombustión, veríamos como en este estadio, existe una mayor carga de partículas en suspensión. A medida que avanza el proceso, la temperatura desciende, y el ratio se convierte en reductor (menor presencia de oxígeno). 4 Automatización de dos hornos para la recuperación de plomo 350 Memoria descriptiva 100 300 3 200 50 2 100 1 10 Apertura de las válvulas O2 y Gas (%) Ratio (m3/O2 /m3/Gas) Temperatura (ºC) Postcombustion tº (h) 0 1,5 4,5 Reducción y secado de la carga Quemado mat. orgánica y secado de la carga 5 Colada Figura 1.1. Estadios de Fusión Los hornos empleados para la fusión, son de tipo rotativo (ver plano PFC-CX.0003 y PFC-CX-0004), y para optimizar el ciclo de fusión actuaremos sobre la rotación de los mismos. Se definirán dos e incluso tres tipos de rotación: • Rotaciones no-completas hacia un lado y otro: Uno de los grandes problemas en la recuperación de plomo, es la criba inicial de materia prima que se introduce en el horno. Demasiadas veces existen otros materiales como maderas, plásticos, otros metales que dificultan la fusión. Como se ha comentado anteriormente, existe un estadio de eliminación de estos materiales, pero provoca un incremento de los NOx, y un aumento de la opacidad de los gases de escape. Es necesario pues, evitar que en el horno puedan precipitarse estos materiales cuando este gira, así que el horno entra en una secuencia de giros alternativos hacía un lado y otro, sin completar vueltas enteras. Estas rotaciones las controla el operador manualmente. • Rotación hacía un sentido a baja velocidad: Es el movimiento característico del horno que se produce en el segundo estadio o fase de Desulfurización. La composición del fundente y la existencia de escoria en el horno, hace necesaria la baja velocidad del horno. El operador, puede alternar el sentido de rotación. • Rotación hacía un sentido a mayor velocidad: Se puede reconocer el estadio de Reducción por la casi nula opacidad de los gases de escape de combustión. Llegado a este momento, se aumentará la velocidad de rotación del horno. Todas estas maniobras pueden controlarse automáticamente, es decir, puede ser el controlador de proceso el que establezca la frecuencia “velocidad” de rotación y el sentido de giro de los hornos; pero este no puede reconocer entre un estadio de fusión y otro. El capitulo de rotación siempre estará supervisado por el operador de planta, que decidirá bien sea por tiempo de fusión, temperatura u opacidad visual si el proceso ha efectuado un salto de estadio a estadio. La solución adoptada para la rotación, consistirá en la implementación de una pantalla de selección de velocidades, donde el operador seleccionará la velocidad adecuada. 5 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.4.3 Balance Energético Aunque no es la finalidad de este proyecto promover las virtudes del oxígeno como factor determinante en la combustión, presentaremos un balance energético representado en un diagrama de Sankey (fig. 1.2.) comparando la combustión aire+fuel frente a la de oxi-gas. Se observa que en el horno de aire (79% N2 + 21% O2) existen mas pérdidas por gases de escape que en el horno de Oxígeno. Esto es debido, tal y como desarrollaremos en el próximo capítulo, a que el nitrógeno no participa activamente en la combustión, pues este se va por el tiro de la chimenea, reduciendo la temperatura de la llama y la transferencia de calor. La temperatura de la llama es superior cuando la combustión es puramente con oxígeno, con lo cual las perdidas fijas ( puertas que se abren, perdidas en la pared, calor almacenado etc.) son superiores. Energía INPUT (1,20 kWh) Paredes Aberturas Transmisión Calor almacenado paredes y estruc. (0,16 kWh) 13% HORNO Aprovechable (0,48 kWh) Perd. Fijas Calor de Carga Energía de salida (0,32 kWh) 27% Perdidas por Gases Escape (0,13 kWh) 22% Húmedo QUEMADOR OXÍGENO 1 kg Plomo + Prod. Auxiliares (20%) Seco 1 kg Plomo + Prod. Auxiliares (20%) Seco QUEMADOR AIRE Húmedo Perdidas por Gases Escape (0,72 kWh) 60% HORNO Energía INPUT (0,60 kWh) Aprovechable (0,47 kWh) Paredes Aberturas Transmisión Calor almacenado paredes y estruc. (0,15 kWh) 25% Perd. Fijas Calor de Carga Figura 1.2. Diagrama de Sankey 6 Energía de salida (0,32 kWh) 27% Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Acompaña al diagrama de Sankey, la figura 1.3. donde se representan las condiciones de proceso mediante las dos tecnologías de combustión (aire y oxígeno). En esta, podremos ver como la temperatura de llama es bastante mas superior cuando usamos como elemento comburente el oxígeno puro. Aunque para complementar las ventajas del oxígeno, debemos realizar algunas modificaciones en la geometría del horno, reduciendo el orificio de los gases de salida hacia la cámara de post-combustión. 79% N2 21% O2 Original 1100 oC 1950 oC 1950 oC Quemador aire-fuel Salida de humos 1200 oC 1100 oC 100% O2 2750 Quemador oxi-gas oC 1200 oC Figura 1.3. Balance de Temperaturas 7 Salida de humos Reducido Automatización de dos hornos para la recuperación de plomo 1.5 Memoria descriptiva COMBUSTIÓN: PRINCIPALES CONCEPTOS Para implementar un sistema de control de combustión, hay que conocer determinados conceptos sobre la fusión y sus principios. Esto nos ayudará a determinar ciertos parámetros muy importantes en el proceso, y que veremos a continuación. 1.5.1 Definición Es la reacción química exotérmica (con desprendimiento de calor) de una sustancia o mezcla de sustancias, denominada combustible con oxígeno, bien sea en forma de aire (79% N2+21% O2) o en forma de oxígeno puro, denominado comburente. La combustión se caracteriza por la formación de una llama de temperatura determinada, con el consiguiente desprendimiento de calor y determinados productos denominados humos. La mayoría de combustibles, son cuerpos compuestos por Carbono y por Hidrógeno, que reaccionan al arder con oxígeno, produciendo Anhídrido Carbónico y Vapor de Agua. En forma de igualdad se puede representar la combustión de la siguiente forma: C + H + O2 + N 2 = CO2 + H 2 O + N 2 Como se puede observar, en nitrógeno que entra, es igual al que sale, con lo cual hay que invertir una determinada potencia para calentarlo y expulsarlo por la chimenea. Además el nitrógeno puede reaccionar con determinados elementos, formando los temidos NOx tan perjudiciales para el medio ambiente. En la combustión con oxígeno, la llama entra en contacto con la materia a calentar. La transmisión de calor se efectúa de forma convectiva y los productos de disociación emiten su energía de recombinación al material mas frío. El oxígeno reemplaza total o parcialmente al aire de combustión. Por el contrario, en la combustión con aire, el nitrógeno se va por el tiro (chimenea), reduciendo la temperatura de la llama y la transferencia de calor. 1.5.2 Tipos de Combustión En función de la relación entre combustible y comburente, existen varios tipos de combustión: • Combustión Completa: Es aquella en la que se queman sustancias combustibles del combustible hasta el máximo grado posible de oxidación. Esto quiere decir que no tendremos sustancias combustibles en los hornos. • Combustión Incompleta: Completamente contraria a la anterior. En esta se forman sustancias que aún serian aptas para la combustión, como el CO. Estas sustancias se denominan inquemados. 8 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva • Combustión Estequiométrica o Teórica: Es la que representará a este proyecto. Este tipo de combustión, se lleva a cabo con la mínima cantidad de aire para no producir inquemados. Esta combustión no contiene oxígeno en los humos. En la mayoría de los casos, es la combustión ideal, y la relación entre combustible y comburente, viene determinada por la igualdad del capítulo anterior. • Combustión con Exceso de Aire: Es la que se lleva a cabo un exceso de aire superior al mínimo necesario. En determinados estadios de nuestro proyecto, podemos requerir a este tipo de combustión para eliminar los materiales orgánicos que puedan contener la carga. • Combustión con Defecto de Aire: Es la que se lleva a cabo con menor cantidad de aire necesario. De esta manera se producen inquemados. 1.5.3 Tipos de Llama Podemos clasificar los tipos de llama, de la siguiente manera: • Llamas de Difusión: Se produce cuando la mezcla del combustible con el comburente, se realiza en el instante de la combustión. • Llamas Premezcladas: Es aquella en la cual la mezcla de los fluidos se realiza previo a la salida de los gases por la boquilla del quemador. • Llamas Laminares: Ocurre cuando el transporte ocurre a través de procesos moleculares en movimiento paralelo y parabólico. • Llamas Turbulentas: Cuando se sobrepasan las condiciones de velocidad del fluido, la llama se acorta y adopta un aspecto turbulento. 1.5.4 Ventajas de la Combustión con Oxígeno Tal y como se ha comentado anteriormente, el oxígeno no es la panacea en el sector de la combustión. Determinados procesos de fusión son inviables para el oxígeno. Aunque se pueden enumerar algunas ventajas del uso del oxígeno frente al aire: • Alta Temperatura de fusión fácilmente asequible: La entalpía generada en la reacción, se denomina calor de disociación. El aumento de oxígeno en el aire de combustión, provoca un descenso en el volumen de los gases con un consecuente aumento de la temperatura de combustión. • Aumento del rendimiento de la fusión: Esto es consecuencia directa del punto anterior, pues la alta temperatura de fusión, provoca menores tiempos de procesos fundentes. • Incremento de la producción: Al reducir los tiempos de fusión, pueden ejecutarse mas ciclos de fusión con el lógico aumento productivo. • Ahorro de Combustible: La relación de combustión entre combustible y comburente, es menor cuando esta se realiza con oxígeno, ya que no se calienta el nitrógeno. Esto supone un menor consumo de combustible (en este caso gas). Ver figura 1.4. 9 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Figura 1.4. Ahorro de Combustible • Reducción de emisiones (partículas NOx): Tal y como se ha citado, en la definición de combustión, el hecho de introducir oxígeno puro, implica la no existencia en la atmósfera del horno de vapores de nitrógeno. El nitrógeno combinado con el oxígeno provoca emisiones perjudiciales para el medio ambiente. Actualmente la legislación permite expulsar a la atmósfera una cantidad que oscila entre los 2200 y 3500 mg. NOx/Nm3, pero próximamente esta cantidad descenderá hasta los 500 mg. NOx/Nm3. • Reducción del consumo específico de energía: El nitrógeno no participa en el proceso de fusión, así que todo el que entra debe salir por el tiro de la chimenea. Para disociarlo del oxígeno, este debe calentarse a altas temperaturas. Si la combustión se realiza con oxígeno, disminuye el consumo específico de energía pues no debemos calentar el nitrógeno. • Sustitución del precalentamiento de aire: En la mayoría de instalaciones donde la fusión se realiza con aire, es necesario (para incrementar el ahorro) precalentar el aire. Esto se realiza con grandes instalaciones de recuperadores de calor de gases de chimenea. Así se consigue que el aire entre en la cámara del horno a una temperatura que suele oscilar entre los 700-750ºC. Estas instalaciones además de caras son muy voluminosas. • Reducción del nivel de ruido: Las pruebas realizadas en los distintos tipos de llama de oxígeno y aire, indican que las llamas de oxígeno y gas natural, generan un nivel inferior de contaminación acústica que las llamas de aire y gas. 10 Automatización de dos hornos para la recuperación de plomo 1.6 Memoria descriptiva SOLUCIÓN ADOPTADA Después de presentar los antecedentes de la instalación, describir el proceso de fusión y introducirnos en el mundo de la combustión, se presentará la solución adoptada para ejecutar la automatización. Para servirnos de ello, nos basaremos en el esquema P&ID (PFC-CX-0001) de la instalación. Dividiremos la instalación en cuatro zonas, las cuales describiremos en los apartados siguientes: - Fuente de suministro de Oxígeno Líquido - Instrumentación del Bastidor - Cuadro de Control 1.6.1 Fuente de Suministro de Oxígeno Líquido. El oxígeno como comburente, debe ser almacenado en depósitos a presión (≈15 bar) y en estado criogénico (-196C). A esta temperatura, el oxígeno adopta forma líquida. Esto es ventajoso, pues los líquidos, a diferencia de los gases son fluidos incompresibles, y este hecho permite poder almacenar mayor cantidad de oxígeno en depósitos de menor tamaño, pues si almacenáramos oxígeno en forma de gas, el volumen del depósito sería ocupado por el gas, con lo cual requeriríamos de depósitos desproporcionados para almacenarlo. Antes de iniciar la descripción de la fuente de suministro, realizaremos un breve inciso para definir brevemente el principio de funcionamiento del fraccionamiento de aire, que es la manera de obtener oxígeno en forma líquida. 1.6.2 El fraccionamiento del Aire En la figura 1.5., podemos observar la composición del aire. Si observamos, el componente mayoritario con aproximadamente un 78,09% es el Nitrógeno, seguido del oxígeno con un 20.95%. Después el porcentaje de componentes disminuye drásticamente con un 0.93% para el Argón y un 0.003% de gases residuales como el Neón, el Helio, el Kriptón y el Xenón. Independientemente de estos componentes, el aire atmosférico, que es la materia prima para la producción de los anteriores gases contiene los siguientes componentes e impurezas que perturban el proceso del fraccionamiento del aire: • Polvo • Agua • Dióxido de Carbono • Hidrocarburos (metano, acetileno etc...) Previo a cualquier proceso de fraccionamiento, la calidad del aire debe mejorarse mediante el uso de procedimientos adecuados (filtrado, congelación, condensación adsorción etc.) 11 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Argón (0,93%) Otros (0,03%) Oxígeno (20,95%) Nitrógeno (78,09%) Figura 1.5. Contenido del Aire Para descomponer el aire en sus componentes, ha de licuarse una parte de la cantidad de aire empleado en el proceso. Generalmente, solo puede licuarse un gas con las condiciones de temperatura y de presión inferiores a su punto crítico. El punto crítico del aire es: Tcrit: -140.7ºC y Pcrit: 37.7 bar. Es decir, que el aire solo puede licuarse a temperaturas inferiores a –140.7ºC. La rectificación tiene el mismo significado que la destilación en contracorriente. Mediante este procedimiento de separación, se pueden obtener los componentes de una mezcla de materiales con alta pureza y al mismo tiempo buen rendimiento, incluso si sus puntos de ebullición son relativamente próximos. Debido a las diferentes presiones del vapor de cada componente (PN2>PO2), el vapor tiene una composición diferente de la mezcla de líquido. Durante el proceso de evaporación, el componente con una presión parcial superior pasa a la fase de vapor con mayor intensidad. El vapor que se produce de una mezcla de líquidos de O2/N2 en estado de ebullición, tendrá pues una concentración superior de N2 que la mezcla de líquidos de la que procede. Análogamente, el condensado que se produce durante la licuación de la mezcla de vapor de O2/N2 , tendrá una concentración superior de O2, ya que el componente con una presión parcial inferior pasa preferentemente a la fase líquida. El oxígeno únicamente puede ser condensado de forma continua desde un vapor de O2 en estado muy puro, y el nitrógeno, solo puede evaporarse de un líquido de N2 ya puro. Estas condiciones, se realizan en una columna de rectificación. Su principio de funcionamiento es la conducción en contracorriente del líquido y del vapor. 12 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva El líquido y el vapor se ponen en contacto intensivo en los fondos instalados en la columna. Se acumula el líquido hasta un nivel determinado, y el vapor ascendiente penetra desde abajo en el líquido a través de las perforaciones finas del suelo. Se condensa una parte del vapor, y el oxígeno, el componente con la presión parcial inferior, pasa preferentemente al estado líquido. El calor de condensación emitido durante este proceso produce la evaporación de una cantidad de líquido correspondiente, presentando el vapor producido una concentración de N2 superior. De esta manera, el líquido descendiente de la cabeza de la columna, se enriquece con oxígeno de piso a piso, el vapor ascendiente cada vez es mas rico en nitrógeno, pero una cantidad determinada ha de condensarse y volver a introducirse en la cabeza de la columna como retorno. De igual modo solo puede extraerse una parte del oxígeno producido en el evaporador como producto, puesto que ha de permanecer una cantidad de vapor de O2 determinada en la columna. A continuación se representa el esquema de una columna de destilación o “caja fría”, lugar donde se realiza todo el proceso criogénico (fig. 1.6.) Figura 1.6. Torre de Destilación 13 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.6.3 Estación Gasificadora Se puede definir una estación gasificadora, como aquel recinto que será capaz de albergar los elementos necesarios para convertir el líquido criogénico en gas, con las medidas de seguridad necesarias. Dichos elementos y medidas de seguridad, pueden definirse de la siguiente manera: • Depósito criogénico • Gasificador atmosférico • Elementos de seguridad • Equipo de regulación Otros elementos necesarios son: • Valla metálica de 2 m de altura con puerta (con candado) de acceso de 1 m de anchura. • Instalación una pica de tierra de cobre de 10 mm de diámetro y 3 m de longitud, con caja de registro. • Conexionado del depósito, vaporizadores, valla metálica y base para descarga de la cisterna, a la pica de tierra a colocar en las proximidades, usando un cable desnudo de 35 mm2 de sección. • Instalación una toma de agua de red en las proximidades de los gasificadores con grifo de ½” y manguera, con el objeto de poder realizar el deshielo de los equipos y accesorios criogénicos. Salvaguardando al depósito criogénico, el elemento principal en la estación gasificadora, es el evaporador o intercambiador. Los intercambiadores atmosféricos, consisten en estructuras metálicas de tubo de acero inoxidable con aletas de aluminio. El líquido criogénico circula por el interior del tubo y debido a la temperatura exterior, se gasifica, pasando a su estado de gas. La capacidad de intercambio de los evaporadores, vendrá determinada por el número de tubos aleteados que tenga y la altura de los mismos, y se diseñarán en función del caudal de oxígeno que requiera el proceso. En instalaciones (como la de este proyecto), con grandes necesidades de gasificación, es necesario colocar baterías de gasificadores que funcionaran alternativamente. Para ello se implementa un pequeño control que abrirá cíclicamente (en función de la temperatura de la línea) las Electroválvulas EV-1001 y EV-1002. Cada electroválvula incorpora un final de carrera para garantizar la posición de apertura o cierre de las mismas. Este procedimiento se realiza para no colapsar a los evaporadores, pues en momentos de gran consumo, pueden congelarse totalmente y dejar de prestar servicio. En la figura 1.7. apreciamos el alzado de una instalación gasificadora tipo. 14 Automatización de dos hornos para la recuperación de plomo 1 2 3 4 5 6 7 8 9 10 Memoria descriptiva Deposito criogenico Gasificador atmoferico Válvula de seguridad fase liquido Válvula criogénica Válvula de emergencia fase líquida Válvula de seguridad fase gas Válvula de bola Válvula emergencia fase gas Regulador de presión Armario Figura 1.7. Alzado Estación Gasificadora Además de los elementos de la estación, la reglamentación de aparatos a presión en su normativa MIE AP 10. Especifica que deben cumplirse unas distancias de seguridad desde los depósitos hasta determinadas ubicaciones, en función del volumen del tanque y del contenido del mismo. Podemos ver estas distancias en la tabla 1.1. Tabla 1.1. Distancias mínimas a riesgos diversos 15 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Finalmente, en el plano PFC-CX-0002 pueden verse las dimensiones mínimas para un recinto que tenga que albergar depósitos criogénicos. 1.6.4 Instrumentación del Bastidor A continuación se enumeraran todos los elementos que formaran parte de la instalación, describiendo su principio de funcionamiento, y su labor dentro del proceso. No es menester de este apartado la comparación entre los diversos instrumentos, sino presentar el principio de trabajo de los equipos que formaran parte del bastidor. Será en la memoria de cálculo donde se seleccionará el sensor/instrumento adecuado en función de una serie de características. Además, dentro de este proyecto se incluye un amplio capítulo de introducción a la instrumentación industrial, donde se compararan los distintos instrumentos para las distintas variables de proceso. Todos los equipos aquí descritos se basan en el diagrama de proceso, y podemos ver al mismo en el plano P&ID PFC-CX-0001 1.6.5 Válvulas de bola (V-1101/V-1102/V-1103/V-1104/V-1105/V-1106/V-1107/V1108/V-1109/V-1110/V-1201/V-1202/V-1203/V-1204/V-1205/V-1206/V-1207/V1208/V-1209/V-1210/V-6101/V-6102/V-6103/V-6104/V-6201/V-6202/V-6203/V6204/V-2101/V-2001/V-2002) La función de estas válvulas dentro del proceso será la de cortar el suministro manualmente y/o independizar zonas. Mecánicamente no existen diferencias entre las válvulas para gas y oxígeno, y para esta aplicación usaremos las mismas. Tan solo cambiaran los diámetros de las mismas, pues la presión de suministro del gas natural será inferior a la del oxígeno y la velocidad del gas natural en la tubería debe ser inferior a 10 m/s, con lo cual los elementos suelen ser mayores en gas que en oxígeno. Figura 1.8. Válvulas de Bola Las especificaciones necesarias para las válvulas son las siguientes: • Presión de entrada: Al ser un elemento de paso total, no necesitamos la presión de salida, pues es exactamente la misma. La presión de entrada es un dato que nos será necesario para determinar el caudal que pasará por la misma, así como para dimensionar una válvula con un PN (presión nominal a la que puede trabajar) determinado. 16 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva • Caudal: Al igual que con la mayoría de instrumentos, el caudal nos servirá para determinar el tamaño final de la válvula. Cada diámetro de válvula (en cada uno de sus modelos) conlleva una característica de caudal determinado, no permitiendo el paso de mas fluido a la presión de entrada determinada. • Materiales de construcción: Hay que garantizar la compatibilidad de los materiales de la válvula, con el fluido que está en contacto con la misma, y con el ambiente en el que se va a instalar. • Conexión a proceso: Para este proceso, veremos que existen grandes caudales a bajas presiones, lo que implica gran tamaño de instrumentos. Para determinados diámetros, la única manera para su fijación a tuberías es mediante bridas y contrabridas (fig. 1.9.) Figura 1.9. Válvula de Bola entre bridas • Mando de la Válvula: Aunque el principio de cierre de la válvula de bola, sea una bola en el interior de su cuerpo, es posible que queramos maniobrar dicha válvula manual o automáticamente. Si es manual, bastara con colocar en el vástago de la válvula un mando manual bien sea una palanca o un volante. En el caso de un pilotaje automático, podemos acudir a los actuadores o servomotores neumáticos (uso de aire comprimido para accionar el motor que a su vez acciona la bola) o servomotores eléctricos (uso de electricidad para abrir y cerrar). En la mayoría de los casos, son de acción binaria es decir de “Todo o Nada”. En este proyecto recibirán el nombre de Electroválvulas, aunque su cuerpo sea el de una válvula de bola, e irán ubicadas en la estación gasificadora Figura 1.10. Válvula de Bola con Actuador 17 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.6.6 Regulador/Reductor de presión de Oxígeno y de Aire (PCV-1101/PCV-1201/PCV2001) A fin de reducir costes de instalación en las líneas de suministro de gases, estos se distribuyen a presiones superiores a las presiones de trabajo. De este modo podemos disminuir los diámetros de las tuberías y de sus accesorios, así como minimizar los efectos de las perdidas de carga. De cualquier manera, llegado el momento, debemos ajustar el valor de la presión de suministro a su valor de trabajo, y es en este momento cuando recurrimos a los reguladores de presión. Los reguladores de oxígeno de la instalación PCV-1101 y PCV-1201 y el de aire comprimido PCV-2001 tienen como finalidad reducir la presión que proviene de la fuente de suministro (aprox. 9bar) hasta la presión de trabajo en el bastidor. 2 bar aproximadamente para el oxígeno y 6-8 bar para el aire de instrumentación . Garantizando el caudal mínimo deseado. El principio de funcionamiento básico de la mayoría de reguladores de presión se basa en el equilibrio de fuerzas entre la presión del gas en la entrada y la presión que ejerce en sentido contrario un elemento como puede ser un muelle unido a una membrana. La regulación de dicho muelle permite variar la presión del fluido que circula a través del regulador. Figura 1.11. Esquema Regulador de Presión Existen muchos tipos de reguladores, y cada uno de ellos con características distintas. Pueden incorporar salidas para colocar manómetros, incorporar purgas y filtros etc. Los principales tipos de reguladores son los que se enumeran a continuación. • Reguladores de Alta Presión: Para aquellas aplicaciones en las que es necesario reducir la presión de salida a partir de una elevada presión de entrada (700 bar) • Reguladores de Baja Presión: Independientemente de la presión de entrada, este tipo de regulador es capaz de trabajar con bajas presiones (<1,8 bar) a la salida. 18 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva • Reguladores de Gran Caudal: Como su nombre indica, son equipos capaces de ofrecer una muy buena respuesta de caudal. Acostumbran a ser reguladores de segundos estadios, es decir, necesitan de una etapa previa de regulación para dar todo el caudal requerido. • Reguladores de Contrapresión (backpressure regulator): Estos reguladores tienen la particularidad de que regulan la entrada de presión en función de la presión de salida. Solo permiten el paso de fluido a través de ellos cuando la presión del gas en la entrada, es la que está regulada en la salida del regulador. Ej. Un regulador ajustado a 5 bar, solo permitirá pasar gas por la entrada cuando la presión este por encima de estos 5 bar. • Reguladores resistentes a la corrosión (Especial Petroquímicas): Son reguladores especiales, en cuanto a los materiales y a la construcción, pues pueden incorporar camisas de calefacción, y aleaciones anti-corrosión como el Monel® o el Hastelloy®. • Reguladores Pilotados: Este tipo de reguladores se caracteriza por que la fuerza antagonista en la cámara de regulación, es aportada por el propio gas que circula en la línea (fig. 1.12.). Figura 1.12. Regulador Pilotado Para seleccionar un regulador, hay que tener en cuenta una serie de factores: • Presión de entrada del gas • Presión de salida del gas • Caudal máximo • Tipo de gas a regular Cada regulador, tiene una curva característica de funcionamiento, en la que se puede observar (fig. 1.13.) El caudal máximo que puede ofrecer el equipo en función de la presión de entrada y el diferencial de presión entre la entrada y la salida. 19 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Figura 1.13. Curva Característica Regulador Oxígeno Una vez determinado el caudal que el equipo genera en función del caudal y de la presión, es necesario determinar si este es compatible con el gas que circula a través de el. Cada gas tiene unas particularidades distintas, y no todos los materiales son aptos para trabajar con determinados de ellos. Por ejemplo, el oxígeno, como gas comburente es susceptible de provocar o avivar combustiones con todo tipo de grasas. Por ello cuando se trate de este gas ( y no solo en el caso de reguladores) los materiales a usar en una instalación de oxígeno deben estar desengrasados previamente, así como las juntas de estanqueidad en las conexiones deben ser totalmente compatibles; de esta manera se excluyen materiales que en su materia prima contengan aceites, grasas y similares. Como curiosidad, destacar que es de obligado cumplimiento que la zona de descarga del camión cisterna de oxígeno líquido hacia el depósito este pavimentada con hormigón y no sobre asfalto, pues el asfalto contiene alquitrán, y este puede provocar una deflagración en contacto con el oxígeno. 1.6.7 Regulador/Reductor de presión de Gas Natural (PCV-6101/PCV-6201) La presión de suministro del gas natural viene determinada por la estación reguladora de gas (propiedad del cliente). Aunque muchas veces la presión en la estación puede oscilar por motivos varios. Generalmente la presión máxima de gas natural de la cual dispone el cliente, es aproximadamente de 1,5 bar. En este proyecto se instalarán en el bastidor 2 reguladores de presión para reducir hasta 150 mbar. 20 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva De esta manera, lograremos garantizar un suministro continuo sin fluctuaciones de presión. El inconveniente radica en que a bajas presiones y para que el caudal permanezca constante, debe aumentarse la sección de la tubería. Además la normativa establece que para evitar deflagraciones ocasionados por el rozamiento, es necesario que la velocidad del gas en la tubería (tal y como se ha dicho anteriormente) sea menor de 10 m/s. (Para el oxígeno esta velocidad se establece en 20 m/s). Los reguladores empleados se basan en el mismo principio y se especificaran del mismo modo que en el caso del oxígeno. En la imagen 1.14. se aprecia la forma y la sección del equipo elegido. Figura 1.14. Regulador Gas Natural En la figura 6.11. se ilustra la curva característica de funcionamiento. Figura 1.15. Curva Característica Regulador Gas Natural 21 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.6.8 Indicador de Presión con contactos inductivos (PISHL-1101/PISL-1102/PISL1103/ PISHL-1201/PISL-1202/PISL-1203/PISL-6101/PISL-6201/PISL-2001/PI2101/PI-2201) La visualización y el control de presión en la instalación son básicos para garantizar la seguridad del suministro de oxígeno y gas natural. Para ello nos valemos del indicador de presión o manómetro. Su finalidad es simple, y es la de mostrar el valor de presión que tienen los gases. En las figura 1.16. podemos observar un indicador de presión y su correspondiente despiece. Figura 1.16. Imagen y Despiece Manómetro de Presión Generalmente, el principal indicador de presión usado en la industria es el que usa como principio de funcionamiento el tubo de Bourdon. Esto es un tubo curvado en forma de circular de sección oval. La presión a medir actúa sobre la cara interior del tubo, con lo que la sección oval tiende a adquirir una forma circular. Estas tensiones que deforman el tubo, son representación de la medida de la presión y pueden trasladarse a una aguja indicadora y/o a un sistema de variación de resistencia o campos eléctricos y magnéticos (contactos de alarma o transmisores de señal). El rango de trabajo de los manómetros Bourdon oscila desde los 0,6 bar a los 4000 bar, teniendo en cuenta que el poder trabajar con altas o bajas presiones, depende la elasticidad del material para construir el tubo. Lógicamente, los manómetros pueden venir referidos a multitud de unidades de presión: • bar • mbar • Kg/cm2 • M.c.a • Etc. 22 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Otro dato a tener en cuenta con los manómetros es que el punto cero de todas las escalas, no tiene porqué ser el cero absoluto de presión (sino que es un valor igual al de la presión atmosférica). Con lo cual y salvo excepción este tipo de instrumentos miden presiones relativas, es decir por encima de la atmosférica. Como hemos comentado anteriormente, podemos adecuar al movimiento del tubo, un sistema eléctrico bien sea analógico o digital, es decir que podemos retransmitir la señal en un formato de tensión o intensidad (0..10V o 4..20mA) o (como es el caso de este proyecto) podemos instalar dos contactos eléctricos en el cuerpo del medidor de presión. De esta manera, fijaremos una presión mínima y una presión máxima de trabajo, entre las cuales debe estar siempre el valor de la presión de trabajo. Al variar esta presión, de las presiones prefijadas, se activará el contacto correspondiente y enviará una señal al sistema que actuará en consecuencia cerrando el suministro cíclicamente. Ahora podemos definir la diferencia entre un contacto magnético o un contacto inductivo (como es el elegido): Básicamente, un contacto magnético es un contacto con una pieza imantada que reacciona al pasar el elemento de medición por encima. Es muy susceptible a las vibraciones y genera una señal eléctrica no apta para trabajar en zonas clasificadas. El contacto Inductivo a diferencia, es un contacto estático, que induce una tensión cuando la aguja del manómetro pasa a través de el. No genera ninguna chispa, con lo cual es apto para trabajar en zonas clasificadas, y las vibraciones no le afectan, pues son contactos fijos. Son ligeramente mas caros que los magnéticos Ahora estableceremos las pautas para la elección de un manómetro para una instalación, y aplicaremos estos parámetros para la memoria de cálculo: • Presión de trabajo: Es recomendable que el manómetro (al igual que todos los tipos de instrumentos de medida) trabaje entre el 50 i el 75% del valor de fondo de escala. Por ejemplo si la presión de trabajo es de 3 bar, deberíamos escoger un manómetro con fondo de escala de 6 bar. La presión de trabajo también nos servirá para determinar la robustez del manómetro. • Gas de proceso: Esto nos definirá el material tanto del cuerpo como del tubo y de las juntas. Determinados gases, en especial los corrosivos o los viscosos, pueden llevar una membrana de separación entre el tubo Bourdon y el gas de proceso. Recordar que existen muchas incompatibilidades entre gases y diversos materiales. • Diámetro del Manómetro: En función de su ubicación el manómetro debe tener un diámetro u otro, para que sea visible por el operador. • Elección de transmisor o contactos y tipo de los mismos: Si queremos retransmitir el valor de presión analógicamente necesitaremos un transmisor ubicado en el cuerpo del manómetro. Si por el contrario queremos alarmas por alta y/o baja presión debemos definir el tipo de contactos (inductivos o magnéticos) y si estos son normalmente abiertos o cerrados. • Tipo de conexionado a proceso: Rosca de conexión a la tubería de proceso. 23 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.6.9 Indicador de Temperatura Local (TI-1101/TI-1201/TI-6101/TI-6201) A nivel de este proyecto, la temperatura, cuando se trata de regulación de oxígeno y gas, adquiere poca importancia. El hecho de usar caudalímetros másicos en este tipo de instalaciones (medición independiente a variaciones de presión y temperatura), dan poca importancia a la temperatura de línea. Pero aunque sea a nivel visual se han colocado indicadores de temperatura en la línea. Como se verá en el capitulo de instrumentación, existen múltiples tipos de instrumentos para medición de temperatura, ya sea mecánica o eléctricamente. Como esta temperatura no interviene de ninguna forma en el proceso, obviaremos el uso de transmisores y contactos. El elemento idóneo en este caso es el termómetro tipo bulbo; consistente en un bulbo conectado por un capilar a una espiral. Las variaciones de temperatura provocan que el gas o el líquido contenido en el bulbo contraigan o expandan la espiral. Este movimiento de expansión/contracción desplazado a una aguja móvil, nos indica la variación de temperatura originada en el bulbo. Figura 1.17. Termómetro de Bulbo A la hora de realizar una especificación de un instrumento de temperatura es necesario conocer algunos datos previos: • Temperatura nominal de servicio: Nos servirá para conocer el rango de trabajo de el elemento sensor. El rango debe ser tal que el valor nominal de proceso se encuentre dentro del 50-70% del valor de fondo de escala. • Temperatura máxima: Al igual que en el caso anterior, conocer este dato es vital cuando trabajemos con altas temperatura, para escoger el instrumento idóneo. • Ubicación del punto de medida: No es lo mismo efectuar la medición en una tubería que en el interior del horno. Saber donde ubicaremos el equipo nos ayudará a determinar todos los aspectos relacionados con la conexión a proceso. • Principio de medida: El rango de medidas ya indica una pista sobre que principio de medidas usaremos. El abanico de equipos usados para la medición de temperaturas dentro del sector de la combustión, es amplio, desde sondas Pt100, hasta termómetros ópticos y láser, pasando por los mas habituales que son los termopares (mas adelante veremos su funcionamiento). Debemos escoger bien el principio de medida. 24 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva • Elección de transmisores: La mayoría de aplicaciones (como en este caso) requiere de transmisión de temperatura, pues esta es el elemento principal de regulación. Hay que especificar si nuestro instrumento debe incorporar transmisión analógica de la señal. • Material: Aunque el Principio de medida y la temperatura máxima determinaran en gran medida el material del elemento sensor, es posible que debamos establecer materiales compatibles con la corrosión (aceros inoxidables) o resistentes a altas temperaturas (cerámicas o aceros refractarios). 1.6.10 Caudalímetros másicos (FIT-1101/FIT-1201/FT-6101/FT-6201) La relación estequiométrica o teórica entre el oxígeno y el gas, va a ser uno de los elementos de control principales, ya que debe controlarse el aporte de combustible y comburentes en base a unos parámetros establecidos por el operador de planta. En determinados momentos del proceso, como el primer estadio, será necesario que la relación teórica entre oxigeno y gas sea oxidante es decir por encima del 2% (relación teórica o ideal). De esta manera , y con este aporte extra de oxígeno se eliminan los inquemados. Por el contrario en las últimas fases del proceso, el ratio debe ser reductor (aporte de oxígeno menor del 2%). La única manera para conocer la cantidad de gases que aportamos a la combustión y totalizar los mismos es mediante el control de caudal o lo que es lo mismo con el uso de caudalímetros. En aplicaciones de precisión para medidas de gas, donde se quieran alcanzar niveles bajos de error, es necesario el uso de medidores del siguiente tipo: • Caudalímetros por efecto másico. • Caudalímetros por efecto Coriolis • Caudalímetros efecto Vortex. • Placas de Orificio con medida de Presión Diferencial . Por el momento no entraremos en las ventajas y desventajas de este conjunto de equipos, solamente especificar, que uno de los mas usados, y el que se especificará para este proyecto es el caudalímetro másico. A grandes trazos y como su nombre indica, este equipo mide la masa de un gas. La masa de un gas no sufre alteraciones frente a variaciones de temperatura, presión, densidad, viscosidad y conductividad. De hecho el caudal másico o caudal molecular es que tiene mayor efecto sobre otros sistemas cuando se trabaja en combustiones, dosificaciones, mezclas etc. Su principio elemental (Fig. 1.18) se basa en la conducción de un caudal a través de un tubo capilar. Sobre este tubo se han emplazado tres bobinas exteriormente. La bobina central Rh es una resistencia a la que se llama “heater” (H). Las otras dos bobinas son sensores de temperatura RT1 (Tup) y RT2 (Tdown), construidas de un material cuya resistencia depende fuertemente de la temperatura. Cuando no hay fluido circulando a través del tubo el perfil de temperatura es simétrico. Cuando existe caudal, el perfil se desfasa hacia la derecha. Este desfase es detectado por estas termorresistencias . Para caudales relativamente bajos la diferencia de temperatura Tdown - Tup es proporcional al caudal másico. 25 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Figura 1.18. Principio Funcionamiento Caudalímetro Másico Los datos básicos que debemos conocer para realizar la especificación de un caudalímetro másico, son los siguientes: • Presión de entrada: Tal y como se ha enunciado anteriormente, la medición de caudal en un caudalímetro másico, es independiente de las variaciones de presión, pero debemos conocer la presión de entrada e incluso la de salida por dos motivos; el primero es la presión máxima del equipo que en determinados casos puede llegar hasta 700 bar. Y en segundo lugar, hay que añadir que existen caudalímetros que incorporan válvulas de control en su estructura (acostumbran a ser de bajo caudal), y para ello es necesario conocer el diferencial de presión entre la entrada y la salida para dimensionar dicha válvula. Aunque no es el caso de este proyecto. • Caudal nominal y máximo: Este dato nos servirá para determinar el rango y la rangeabilidad del equipo. El caudal nominal o de trabajo debe estar por debajo del caudal máximo en aproximadamente un 30%. Pero el instrumento debe ser capaz de poder leer las puntas de caudal especificadas por el caudal máximo. • Zona de Instalación del Caudalímetro: Este dato es casi de tanta importancia como los anteriores. Existen procesos industriales de todo tipo, desde aquellos que se desarrollan en atmósferas inertes hasta aquellos que se suceden en las condiciones mas adversas de corrosión y peligro de inflamabilidad. La clasificación de la zona es de vital importancia cuando se dimensiona un instrumento. 26 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva En función del tipo de zona, la tipología eléctrica e incluso mecánica del equipo puede variar. En aplicaciones de combustión las zonas no suelen clasificarse como peligrosas en cuanto a explosividad. Mas adelante desarrollaremos un capitulo sobre las zonas clasificadas en el entorno industrial. • Conexionado a proceso: Hay que conocer el punto de ubicación del equipo, para saber exactamente como se conexionará a proceso. Un caudalímetro másico, puede inserirse en la tubería, tal y como se representa en la siguiente imagen (fig. 1.19.). Figura 1.19. Caudalímetro de Inserción y otros como será nuestro caso van instalados en línea con la propia tubería como se muestra en la figura 1.20. En función del diámetro de la tubería la unión con esta se realizara mediante bridas o mediante rosca. Figura 1.20. Caudalímetros “En Línea” 27 Automatización de dos hornos para la recuperación de plomo • Memoria descriptiva Aspectos eléctricos: Para finalizar, es necesario especificar al proveedor aspectos como el tipo de salida analógica (4..20mA o 0..10V), o la posibilidad de que el equipo incorpore display de visualización de caudal instantáneo y/o totalizado, tipo de la señal (activa o pasiva) o incluso si el equipo es controlador, es decir que incorpora válvula de regulación. 1.6.11 Válvulas de Control (FCV-1101/FCV-1201/FCV-6101/FCV-6201) Cuando hablamos de automatización o de control automático, la válvula de control es el elemento imprescindible para regular la variable de proceso. Su función consiste en variar el caudal de fluido de control, que modifica a su vez el caudal de la variable medida. De esta manera, actúa como una placa de orificio de área variable. Es de vital importancia dentro del lazo de control como lo puede ser el elemento primario, el transmisor y el controlador. La lectura de caudal efectuada por el caudalímetro másico será enviada al controlador de proceso o P.L.C., el cual enviará a las válvulas de control el % de abertura que deben de tener para garantizar el paso de los caudales deseados. De esta manera podremos controlar variables como el ratio entre combustible y comburente y la potencia del quemador. De válvulas de control hay de muchos tipos, y mas adelante presentaremos sus principales variantes. Pero si podemos decir que podemos clasificar a las válvulas de control en dos grandes grupos: - Según el diseño del cuerpo - Según el actuador En cuanto al diseño del cuerpo, normalmente no suele especificarse como tal. Es mas común definir unas variables de proceso determinadas y el proveedor dentro de su gama elegirá aquella que parezca mas adecuada. Por ejemplo válvulas de globo, en ángulo etc.. Otra cosa es el actuador usado para comandar a la válvula. Los actuadores o servomotores pueden ser de los siguientes tipos: - Neumáticos - Eléctricos - Hidráulicos - Digitales Aunque dentro de la industria y por motivos de mantenimiento, los mas usados son los neumáticos y los eléctricos; y dentro de estos dos, podemos afirmar que un 90% de las instalaciones con válvulas de control, están pilotadas con accionamientos neumáticos. El accionamiento neumático consiste en un diafragma con un resorte que suele trabajar entre 3-15 PSI (0,2 – 1 bar). Al aplicar un a presión determinada sobre el diafragma, el resorte se comprime de tal manera que el mecanismo empieza a moverse hasta que alcanza una posición de equilibrio entre la fuerza ejercida por la presión del aire sobre el diafragma y la fuerza ejercida por el resorte. Este proyecto se ha dimensionado para el uso de válvulas de control con servomotor neumático 28 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva El tiempo de respuesta para la apertura y el cierre de las válvulas de control neumáticas, es superior a las válvulas con actuador eléctrico. Además se le suma a este hecho, la existencia de una línea de aire comprimido en la instalación, que usaremos para comandar a las válvulas. En la figura 1.21., puede observarse una sección de la válvulas de control que se especificarán en el proyecto. Figura 1.21. Sección Válvula de Control A continuación definiremos los principales datos para la elección de una válvula de control. • Fluido de Proceso: Determinados fluidos como líquidos o gases pueden ser corrosivos o oxidantes, y esto requiere que las partes en contacto con el mismo, cumplan con alguna condición especial, como el desengrasado o el uso de aceros inoxidables anti-corrosión. También puede darse el caso de determinados fluidos que requieran de mantener una temperatura elevada para mantener por ejemplo su viscosidad, con lo cual tendríamos que instalar algún tipo de válvula con algún encamisado de vapor. Habrá que conocer pues que tipo de gases (en este caso) circularan por la válvula para elegir la mas adecuada. El tipo de fluido determina en cierta forma el material de construcción. • Presión de entrada y salida del fluido: Conocer las presiones de entrada y salida así como el caudal, nos permitirá el dimensionado de la válvula mediante un coeficiente llamado Kv . A grandes trazos, este coeficiente se define como el Caudal de Agua ( entre 5 y 40 ºC) que pasa a través de la válvula a una apertura dada y con una perdida de carga de 1 bar. El coeficiente Kv para la válvula totalmente abierta se denomina Kvs , mientras que el mínimo valor recibe el nombre de Kv0 . Por lo tanto la relación Kvs /Kvo , expresa la rangeabilidad o campo de control que expresa la relación de caudales que la válvula puede controlar. El Kv es una variable que será calculada (generalmente) por el fabricante de la misma. 29 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Este usará la presión de salida como método para hallar la perdida de carga en el equipo. El valor Kv es un dato constructivo para cada modelo de válvula. • Caudal nominal y máximo: Tal y como se ha comentado en el punto anterior. Los caudales servirán para que el fabricante termine de completar el cálculo del coeficiente de caudal Kv. • Variables eléctricas: Cada fabricante ofrece características distintas para sus equipos. Determinadas válvulas pueden ofrecer independientemente de la señal analógica de abertura, otro tipo de señales, por ejemplo, retransmisión de la señal de abertura para que el sistema corrobore que el porcentaje de abertura es realmente el que manda el controlador. Otras señales pueden ser entradas binarias de cierre o lo que es lo mismo, entradas digitales que cuando se activan cierran la válvula inmediatamente. Pueden albergar micro interruptores de posición. Incluso determinadas válvulas pueden albergar algoritmos de regulación PID, y no olvidemos que hay que especificar la tensión de alimentación del instrumento. En definitiva son una serie de parámetros que darán forma a la válvula de control. • Conexión a Proceso: Al igual que con muchos tipos de instrumentos, la conexión a proceso incide en la forma final e incluso en el coste del equipo. En el caso de una válvula de control, es lógica su ubicación (En línea con la tubería), pero en función del tamaño de la tubería , instalaremos la válvula entre bridas o bien mediante racores de unión soldados o roscados. La figura siguiente (fig. 1.22.) muestra la válvula de control con unión mediante bridas a la tubería. Figura 1.22. Válvula de Control 30 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.6.12 Electroválvulas (EV-1101/EV-1102/EV-1103/EV-1201/EV-1202/EV-1203/EV6103/EV-6203) Una electroválvula es una válvula de paso que permite el paso del fluido al aplicarle una corriente eléctrica o bien un fluido auxiliar como el aire comprimido. Al igual que las válvulas de control pueden ser eléctricas o neumáticas. A diferencia de los instrumentos anteriores donde solo existía un solo instrumento por horno, en el caso de las electroválvulas tenemos 4 por cada horno. Las electroválvulas EV-1101, EV-1201 (oxígeno) y sus homólogas la EV-6103, EV-6203 (gas natural)son las electroválvulas de encendido, su finalidad será la de permitir un pequeño paso de caudal de oxígeno y gas para el encendido. A nivel de control, es mas fácil un encendido por esta válvula que tener que regular un mínimo caudal por las válvulas de control. Las dos electroválvulas restantes son las EV-1102 y EV-1103 y sus gemelas del horno nº 2 EV-1202 y EV-1203. Estas electroválvulas son para un aporte de oxígeno suplementario al horno cuando se quiera quemar un exceso de materia orgánica en el horno. Se controlan manualmente desde los terminales táctiles del cuadro eléctrico. Como las electroválvulas no tienen orificio variable de salida, su caudal de paso viene determinado por el ajuste realizado manualmente con las válvulas de bola ubicadas aguas arriba de las mismas. En el caso de las válvulas de aporte de oxígeno, se colocaran rotámetros o medidores de caudal de área variable que nos permitirá conocer el caudal de paso de las válvulas. Para dimensionar una electroválvula, debemos considerar ciertos aspectos como los que enumeramos a continuación: • Presión de entrada y Presión de Salida: Datos necesarios para conocer la perdida de carga y el cálculo del coeficiente de caudal Kv . De esta manera sabremos si determinada válvula nos podrá ofrecer el caudal deseado. Además la presión de trabajo es un dato importante para dimensionar la válvula, ya que existe un dato llamado “Presión Nominal” de la válvula PN, que indica la máxima presión que puede soportar. La presión nominal de proceso, debe ser siempre menor que la presión nominal de la electroválvula. • Caudal de Proceso y caudal máximo: Valor esencial para determinar el tamaño del equipo y la rangeabilidad de la válvula (Valores limites de funcionalidad del equipo). • Fluido de Proceso: Determina el material de la válvula a efectos de corrosión, envejecimiento y compatibilidad del fluido con el material de la válvula. • Tipo de actuación: Al igual que las válvulas de control, las electroválvulas pueden tener dos tipos de actuación: - Actuación Eléctrica - Actuación Neumática Las electroválvulas neumáticas suelen ser usadas en caudales grandes y en zonas de trabajo clasificadas, la razón es simple, pues para poder accionar la bobina de la electroválvula, debe generarse una determinada fuerza electromotriz que irá en concordancia con el tamaño de la bobina. A mayor bobina, generalmente mayor caudal. Consecuentemente, con válvulas pilotadas por aire, tan solo necesitamos la presión del aire para abrir la misma. Las mayoría de válvulas de este proyecto (tal y como se verá en la memoria de cálculo) son neumáticas. 31 Automatización de dos hornos para la recuperación de plomo • Memoria descriptiva Conexión a Proceso: Conexión entre bridas, roscada, soldada, conexiones sanitarias o aplicaciones especiales para definir el equipo (fig. 1.23.) Figura 1.23. Electroválvula de Asiento Inclinado • Factores Eléctricos: Tensión de alimentación, Micro interruptores de final de carrera, especificación de zonas de trabajo clasificadas. Estos datos junto a otros forman parte del conjunto de especificaciones requeridas para dimensionar una electroválvula. 1.6.13 Control de Presión (EV-6101+CT-6101+EV-6102/EV-6201+CT-6201+EV-6202) En lo concerniente a instalaciones de combustión, las normativas obligan a instalar un sistema de seguridad en las líneas de combustible que obligan a mantener un “carrete” o tramo de tubería completamente vacío siempre que se cumplan algunas de estas condiciones: - Desconexión del quemador. - Antes de la puesta en marcha del quemador. Existen dos sistemas para comprobar esta estanqueidad: • Electroválvula de venteo: Este sistema consiste en la ubicación de dos electroválvulas normalmente cerradas; una en la entrada del quemador y otra a la entrada del bastidor. Entre ellas se intercala una electroválvula de purga o venteo conectada a un vaso relleno de glicerina (Vaso de borboteo). Esta electroválvula es normalmente abierta y está conectada en paralelo con las otras dos. En el caso de cierre intempestivo del quemador o paro del mismo, el sistema reacciona cerrando las dos válvulas principales y abriendo automáticamente la de venteo. De esta manera se vacía de combustible el tramo comprendido entre el quemador y el inicio del bastidor. • Detección de Estanqueidad: Será el usado en este proyecto (Fig.1.24.). Básicamente es parecido al anterior, pero con la diferencia de que las dos electroválvulas se ubican al principio del bastidor una junto a la otra, y entre medio de ellas se ubica un presostato que detecta un fallo de estanqueidad en alguna de las válvulas. 32 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Si esto sucede, impide el arranque del quemador. La otra válvula funciona perfectamente y se encarga de cerrar el paso del gas de forma segura. Figura 1.24. Detector de Estanqueidad La especificación de este equipo se reduce a los siguientes aspectos: • Presión de entrada: El detector de estanqueidad solo es apto para trabajar con presiones inferiores a 500 mbar. En nuestro caso no es problema, pero si tuviéramos que trabajar a presiones superiores, deberíamos pasar a sistemas de control con válvulas de venteo. • Tipo de Combustible: Este equipo abarca el control en todos los G.L.P. (Gas Natural, Propano. Además de especificar el control de estanqueidad, hay que elegir las electroválvulas sobre las cuales se montará el equipo detector. La única diferencia de estas válvulas frente a las de oxígeno, es que estas válvulas son de apertura retardada y especiales para gas natural. No existen especificaciones adicionales para dimensionar este tipo de electroválvulas, excepto que este tipo de válvulas incorpora el conexionado neumático para el control de estanqueidad. En la figura siguiente (fig. 1.25.) se observa la forma de este tipo de válvulas. Figura 1.25. Electroválvula Motorizada 33 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.6.14 Caudalímetros de Área Variable (FI-1101/FI-1201) El caudalímetro como su nombre indica es un sistema de medida de caudal. Su principio se basa en el siguiente esquema (fig. 1.26.) Figura 1.26. Esquema Funcionamiento Rotámetro La circulación de un fluido de abajo hacia arriba con una velocidad determinada, desplaza al flotador hasta conseguir una altura de equilibrio que es función del Peso del flotador, el Empuje del Fluido y la sección libre de paso. El movimiento de este flotador es trasladado hasta una aguja indicadora sobre una escala de caudal que indica el caudal instantáneo. Los rotámetros suelen usarse en aquellas aplicaciones donde solo nos interese una visualización del caudal (aunque determinados rotámetros pueden llevar transmisores de señal 4..20 mA) o no sea necesario una muy buena precisión. Hay que tener en cuenta que un instrumento de lectura analógica, además del error intrínseco del aparato conlleva el error de lectura que pueda apreciar el operador. En esta aplicación usaremos los rotámetros FI-1101 y FI-1201 para visualizar y controlar manualmente el caudal de oxígeno de aporte. El equipo usado se muestra a continuación en la figura 1.27. Figura 1.27. Caudalímetro de Área Variable 34 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Los datos principales para especificar un rotámetro son los siguientes • Presión de Entrada: Los rotámetros son instrumentos hechos a medida y cuya configuración depende de datos tales como la presión de entrada. Este dato servirá al fabricante para calcular el empuje. • Fluido: Este dato incide en la densidad del flotador y en el material del mismo, así como el material del cuerpo. • Rango de medida: Un rotámetro no puede medir desde 0, sino que su valor mínimo de lectura suele ser un 10% del valor máximo. Es decir si el caudal nominal de proceso es de 40 Nm3/h. Se especificará un caudalímetro con un valor máximo de aproximadamente 60 Nm3/h, con lo cual el valor mínimo será de 6 Nm3/h. • Conexiones a Proceso: En este caso mediante bridas, pero estos equipos pueden ser mediante uniones roscadas y uniones sanitarias para alta pureza. • Selección de Accesorios: Algunos modelos pueden llevar accesorios como la salida analógica de valor de caudal, frenos magnéticos para estabilizar el movimiento del flotador, contactos magnéticos o inductivos para caudales máximos y/o mínimos, equipos para zonas clasificadas, totalizadores e incluso camisas de calefacción para fluidos viscosos. 1.6.15 Válvulas de Seguridad (NRV-1101/NRV-1102/NRV-1201/NRV-1202/NRV6101/NRV-6201/NRV-2101/NRV-2201) La finalidad de los equipos de seguridad (fig. 1.28.), es salvaguardar la integridad de las personas y de los equipos o instalaciones. Para este cometido se han diseñado las válvulas de seguridad o de antirretroceso. Tal y como su nombre indica, su funcionalidad radica en que solo permiten el paso del fluido en una sola dirección (dirección hacia proceso), e impiden el paso en sentido contrario. De esta manera, se evitan retornos intempestivos de gases combustibles y/o comburentes y se protege la instalación. Algunas de estas válvulas pueden incorporar antirretrocesos de llama (para el caso de líneas de gas), donde un fortuito retorno de la llama es detenido en la propia válvula. Figura 1.28. Válvula de Seguridad Para dimensionar las válvulas de seguridad, hay que tener en cuenta una serie de variables tales como: 35 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva • Presión de entrada: A grandes trazos la válvula de seguridad incorpora en su interior un muelle unido a una membrana. El muelle está en la dirección del fluido, y la presión de este, debe poder vencer su resistencia. Muy bajas presiones, son incapaces de abrir la membrana de la válvula y consecuentemente permitir el paso del gas. Por ello es necesario conocer la presión de entrada del gas a la válvula. Además hay que tener en cuenta, que las presiones de entrada de los gases al horno son prácticamente atmosféricas, es decir bajas. • Mínima Presión de Apertura: Este concepto va ligado al anterior, es decir hay que conocer cual es la mínima presión que permite el paso de caudal. • Caudal de Paso: La válvula debe de ser capaz de permitir el paso por su interior de la totalidad del caudal requerido por los quemadores. El fabricante de la misma especifica el caudal máximo de paso de la válvula. • Antirretrocesos de llama: Tal y como se ha dicho antes, algunas versiones de estas válvulas pueden incorporar antirretrocesos de llama, para impedir la propagación de la llama por el conducto, suelen ser cierres internos que sellan la válvula en caso de sobretemperaturas. El inconveniente radica, en que es necesario el cambio de la válvula o la sustitución de los elementos de cierre cada vez que se produce una deflagración. 1.6.16 Soplantes de Aire de Barrido (M-2101/M/2201) Se van a producir una serie de situaciones en el proceso tales como el paro intempestivo del proceso por cualquier anomalía , imposibilidad de encendido y paro por fin de ciclo. Ambas además de otras acciones, provocaran el encendido de la soplante de barrido en la línea de gas natural. La finalidad no es otra, que empujar el gas contenido en la línea hasta el interior del horno, donde será combustionado. Es un método para apagar la llama y para purgar la línea. Para ello se usará un ventilador centrífugo de media presión con turbina radial, que será comandado desde el P.L.C. (fig. 1.29.) Figura 1.29. Soplante de Media Presión Este se ubicará en el propio bastidor de instrumentos, y el diámetro de inserción será tal que permita el paso de todo el caudal de aire hacia la línea de gas natural a la presión de suministro nominal del equipo. 36 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Las características básicas para dimensionar una soplante son las resumidas a continuación: • Caudal nominal: Hay que tener en cuenta que en función del diámetro de la conducción de aire, la longitud y el volumen del horno, es necesario un caudal u otro. Para ello es necesario especificar un caudal mínimo para poder garantizar el purgado de líneas y el apagado de l quemador. • Presión de suministro: Hay que tener en cuenta que debemos “empujar” el gas hacia el exterior, con lo que debemos vencer la presión de suministro del combustible, así como la del oxígeno (para evitar retrocesos en la línea). Por ello la presión de aire suministrada por el ventilador debe de ser superior a la de ambas. • Características Eléctricas: Podemos requerir que el equipo eléctrico cumpla con una serie de condiciones eléctricas, como pueden ser el voltaje, frecuencias y protecciones del motor especiales. También podemos solicitar que el equipo cumpla con unas características de seguridad intrínseca especial (Normativa ATEX). O que tenga un determinado índice de protección I.P. Todo esto irá en función de la ubicación del mismo. 1.6.17 Cuadro de Control Uno de los elementos principales cuando se trata de control automático, además del elemento primario y del transmisor, es el controlador de proceso. En la actualidad existen varios sistemas de control que permiten realizar cualquier tipo de automatización. Desde pequeños sistemas basados en micro PLC’s para pequeñas aplicaciones hasta los grandes sistemas de control distribuido para gobernar plantas enteras. Aunque quizás el método mas común es el uso de Autómatas Programables o PLC’s. Este sistema conjuga (en función de la memoria de la CPU) la potencia y la capacidad de ampliación en cuanto a número de entradas y salidas. Además es bastante mas económico que un sistema de control distribuido. No hay que olvidar que una automatización se diseña en función del proceso a controlar y hay que ajustar las características del autómata al proceso. En posteriores capítulos y tras especificar el listado de entradas y salidas en la memoria de cálculo dimensionaremos que tipo de autómata usaremos y el número de tarjetas de entradas y salidas a usar. En esta aplicación, interviene otro elemento bastante común dentro del mundo de la automatización, y es el H.M.I. (Interfaz Hombre-Máquina). Este elemento es el “puente” entre el operador de planta y la Unidad de Control. Se tratará de una pantalla táctil (por cada horno) donde se introducirán las consignas necesarias para la perfecta ejecución del proceso. Todos estos elementos se englobaran dentro de un armario de control cuyas partes principales definiremos a continuación: 37 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.6.18 Envolvente metálica La fundición de plomo, es una industria de recuperación, y como tal la materia prima dista mucho de ser pura y limpia. Si a este factor se le suma el hecho de que los vapores de plomo son bioacumulables o tóxicos a medio y largo plazo veremos que no es un tipo de industria ideal. Existe bastante contaminación ambiental y como en la mayoría de industrias pesadas, hay una circulación de carretillas elevadoras, camiones y demás por el interior de la nave. Por ello la ubicación de los equipos de control, se realizará dentro de una envolvente metálica combinable (fig. 1.30.), es decir con posibilidades de expansión donde los equipos estarán protegidos de la atmósfera y de posibles golpes fortuitos. Figura 1.30. Armario de Control Combinable El tamaño del mismo debe ser tal que permita albergar el control de los dos hornos así como el pequeño control destinado a la estación gasificadora de oxígeno, y deberá cumplir unas especificaciones mínimas en cuanto a grados de protección. En este caso un IP55. En el Plano PFC-CX-0006, vemos representada la disposición de los elementos en el interior del cuadro. Así mismo, observamos en el plano anterior PFC-CX-0005 que el armario es de dos puertas, donde dividimos cada una para un horno determinado. 1.6.19 Autómata Programable (PLC) El continuo desarrollo industrial con nuevos y complejos procesos, fue el motor impulsor del nacimiento de los instrumentos de control. Lo que inicialmente empezó con simples instrumentos como manómetros, termómetros y válvulas manuales que podían ser manipulados por el operador, se convirtió en un sinfín de equipos sumamente mas complejos como controladores neumáticos de gran tamaño. Mas adelante se diseñaron los primeros instrumentos electrónicos, facilitando en gran medida las labores de control al operador. Todo ello se controlaba y monitorizaba en grandes salas de control. Una vez llegados a este punto, era necesario la aparición de un elemento capaz de aglutinar todas las variables de proceso, monitorizarlas y ejecutar con ellas acciones de control mas o menos complejo. Aquí aparecen los primeros computadores o autómatas. 38 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Estos se caracterizaban por poder captar gran número de variables, interpretarlas y actuar en función de la programación establecida. Lógicamente, los primeros usuarios de los computadores, fueron las grandes industrias químicas, refinerías, centrales térmicas... es decir aquellas con gran número de procesos dentro de su ciclo productivo. Y los grandes promotores de dichos avances fueron las propias industrias A medida que el tiempo ha ido transcurriendo, se ha mejorado la tecnología existente, permitiendo la creación de controladores mas pequeños, mas sencillos de programar y con unas prestaciones similares a las de los controles distribuidos. Estos PLC’s (como es nuestro caso) incorporan subrutinas intrínsecas de control PID, con lo que es posible regular cualquier tipo de proceso por complejo que pueda parecer. El primer paso para dimensionar un sistema de control, es establecer el listado de entradas y salidas. En la memoria de cálculo se presentan todas ellas ordenadas en función de su tipología analógica y digital. En nuestro caso tenemos por cada horno las siguientes entradas y salidas: • 3 Entradas Analógicas • 2 Salidas Analógicas • 15 Entradas Digitales • 14 Salidas Digitales El autómata que instalaremos en cada horno es un KOYO DL205 (fig. 1.31.). Este se caracteriza además de por ser un autómata expandible, pues lleva en este modelo 9 slots de expansión y por integrar la CPU 250, con las siguientes especificaciones: • Memoria Total: 30,4K • Memoria Ladder: 15875K • V-Memoria: 14592K • Memoria Total CPU: 8192K • Nº Lazos Regulación: 16 lazos PID • Comunicaciones: 1 puerto RS232C, 1 puerto (RS232C, RS422,RS485) • Protocolos Comunicación: K-Sequence, DirectNet, ModBus, ASCII Figura 1.31. Autómata Programable o P.L.C. 39 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Además este PLC permite la ampliación con otros autómatas del mismo tipo, con lo que puede aumentar el número de entradas y salidas con la misma CPU. Los sistemas de programación de este autómata son los estándares: Ladder View, Grafcet y mediante Lista de Instrucciones. Incorpora librerías de funciones matemáticas y lazos de control PID, con lo que se simplifica el tema de la regulación. Es recomendable dimensionar el número de entradas y salidas de tal manera que tengamos un número determinado de entradas y salidas de reserva. De esta manera podremos ampliar el sistema sin necesidad de cambiar el autómata. Finalmente el número total de slots del PLC serán ocupados por las siguientes tarjetas: • SLOT 1: CPU 260 • SLOT 2: Tarjeta Combinada 4 Entradas Analógicas y 2 Salidas Analógicas • SLOT 3:Tarjeta nº 1 de Entradas Digitales • SLOT 4: Tarjeta nº 2 de Entradas Digitales • SLOT 5: Tarjeta nº 3 de Entradas Digitales (reserva) • SLOT 6:Tarjeta nº 1 de salidas Digitales • SLOT 7: Tarjeta nº 2 de Salidas Digitales • SLOT 8: Tarjeta nº 3 de Salidas Digitales (reserva) • SLOT 9: Slot vacío. 1.6.20 Interfaz Hombre Máquina (Pantalla Táctil) Durante la descripción del proceso de fundición de plomo, se ha dejado entrever, que esta aplicación es en ningún momento cerrada, es decir, no es una automatización total y absoluta, sino que en ella, es de vital importancia la función del operador por determinados motivos: • Activación manual de aporte de oxígeno: Cuando el proceso tenga un exceso de materia orgánica, debe sobrealimentarse el horno con oxígeno mediante la apertura de las electroválvulas de aportación. Este es un acto manual que solo puede realizar el operador. • Cambio del ratio de proceso: Cada estadio del proceso, se caracteriza por tener un ratio mas o menos comburente o mas o menos oxidante, o sea que la relación de oxígeno gas es un factor muy importante. • Cambio de consignas: El lazo de control principal es el de temperatura de cámara de post-combustión. Mediante el mantenimiento de la temperatura en la cámara podremos controlar el proceso de fusión. Por ello debemos modificar en determinados momentos dicha temperatura. • Ajuste de Lazos PID: Los lazos PID, conllevan unos parámetros que servirán para optimizar el funcionamiento del mismo. La parte Proporcional, Integrada o Derivativa, deben ser susceptibles de modificarse en cualquier momento para un buen funcionamiento. 40 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva En definitiva, existen muchos parámetros que se escapan del control automático, y que deben ser supervisados y/o modificados por el operador de planta o proceso. Existen dos métodos para ello,: • Modificando la programación del PLC: Cada vez que haya que modificar algún parámetro, será necesario reprogramar al autómata, mediante cambios en el programa y su posterior descarga al PLC con el consecuente peligro de error de comunicaciones. Además obliga al operador a tener un nivel elemental de programación de autómatas. • Usando un Terminal de Operación: En este caso se trata de una pantalla táctil (fig. 1.32.), donde se programa que es lo que vamos a ver y que es lo que será susceptible de modificar o cambiar. Las modificaciones se realizan al momento, y son enviadas a tiempo real al autómata. En función de la pantalla y del programa de la misma, puede presentar gráficamente el proceso mediante P&ID’s. Puede incorporar funciones de registro de variables, históricos de alarmas y gráficos de tendencias de variables. Vendría a semejar a un SCADA, salvo que el control siempre es realizado por el autómata conectado a la pantalla. Figura 1.32. Terminal Táctil H.M.I. La solución adoptada consistirá en la instalación de 2 pantallas táctiles (una por cada horno). El fabricante será PROFACE, y el modelo será el GP-270L de 5,7 pulgadas y con pantalla monocromática. 41 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.6.21 Variador de Frecuencia Un horno rotativo, tal y como se ha mencionado en anteriores capítulos, debe realizar una serie de maniobras de giros alternativos y paradas en ambos sentidos y en determinados estadios de fusión. Puesto que en estos momentos, el horno estará cargado, las intensidades de arranque pueden ser muy elevadas, es recomendable el uso de variadores de frecuencia que arranquen a baja velocidad, así mismo, el variador nos permitirá realizar las inversiones de giro deseadas. Para los procesos de fusión de plomo en hornos rotativos, pueden identificarse 3 tipos de rotación: • Rotaciones incompletas a baja velocidad en los dos sentidos: En el estadio de carga del horno, la chatarra depositada en el interior por una carretilla elevadora, debe homogeneizarse. Esto se consigue mediante la rotación del horno. Pero hay que impedir que la carga se precipite sobre si misma provocando el levantamiento de humos que salen de la chimenea. La solución consistirá en rotaciones de corta duración a baja velocidad. • Rotaciones completas a baja velocidad: Son las que se producen en el primer estadio de fusión o de desulfurización. Baja velocidad pero giros completos. • Rotaciones completas a alta velocidad: En el estadio de reducción, la casi inexistencia de gases de escape permite al horno girar a mayor velocidad. Este ciclo es el mismo que el ciclo de colada, donde el horno girará a la misma velocidad Para simplificar la programación del PLC, y para aprovechar las prestaciones del variador de frecuencia, que permite su programación con bloques de funciones, realizaremos 3 pequeños programas que activarán los 3 tipos de rotación predefinidos en el horno. Además mediante la pantalla podremos escoger el programa deseado y el sentido de giro. Se omitirá en la memoria de cálculo la programación del variador, pues esta se realizará in-situ. Las características del motor de giro del horno son las siguientes: • Potencia: 10 kW • Alimentación: Trifásica • Protección IP55 Con lo cual el variador de frecuencia elegido será el siguiente: • Proveedor: Eurotherm • Modelo: 690P-0110-400-3 • Alimentación: Trifásica • Potencia Nominal: 11 kW (a par constante) • Corriente de Salida: 23 A (a par constante) • Nº de entradas y salidas: 4 EA, 3 SA, 8 ED, 3 SD 42 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva Los variadores de frecuencia se ubicarán en la parte inferior del armario de control, puesto que las perturbaciones electromagnéticas que producen podrían afectar a las señales analógicas. 1.7 FUNCIONAMIENTO DE LA APLICACIÓN Para definir el funcionamiento de la aplicación nos remitiremos a las pantallas diseñadas para el funcionamiento del proceso y que mostraran la interrelación entre el operador y la pantalla. Al ser dos procesos idénticos, solo se mostrará el funcionamiento del primer horno. 1.7.1 Pantalla de Introducción Figura 1.33. Pantalla de Introducción En esta primera pantalla se muestra la carátula de presentación de la aplicación. Se observan una serie de campos como la fecha y la hora que se renuevan automáticamente. En la parte inferior existe un rectángulo discontinuo que se repetirá en todas las pantallas, aunque en ubicaciones distintas (generalmente en el extremo superior de la pantalla). Su funcionalidad es la de reconocer alarmas, es decir interrumpir la alarma acústica. Resiguiendo el título del proyecto, hay otro rectángulo discontinuo de mayor tamaño, cuya finalidad es (una vez pulsado) pasar a la pantalla 2. 43 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.7.2 Pantalla Parámetros Principales Figura 1.34. Pantalla de Parámetros Principales La finalidad de esta pantalla es la de resumir en una sola vista los principales valores de la aplicación: • Temperatura Cámara Post-Combustión • Set Point Temperatura • Caudal Gas Natural y apertura válvula Gas • Set Point Gas • Caudal Oxígeno y apertura válvula Oxígeno • Ratio Independientemente de los valores de proceso, existen los siguientes pulsadores en la pantalla: • Pulsador de Arranque: Muestra al operador, la pantalla de parámetros de encendido. • Pulsador de Proceso: Aparecen en pantalla los P&ID’s (diagramas de proceso) con sus valores en tiempo real. • Flecha Izquierda: Retrocede hasta la pantalla nº 1 • Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) Además existen tres pulsadores no visibles, uno sobre los valores de Temperatura, otro sobre los valores de Gas y otro sobre los valores de Oxígeno. El accionamiento de cualquiera de estos valores, muestra los parámetros de configuración de cada regulador. 44 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.7.3 Pantalla de Parámetros del Menú de Arranque Figura 1.35. Pantalla de Parámetros del Menú de Arranque Se llega a esta pantalla desde la activación del pulsador de arranque de la pantalla anterior. En esta se muestran varias maniobras: • Selectores Etapas: Estos selectores activan las electroválvulas de aporte de oxígeno ubicadas en el bastidor. Cada selector activa una electroválvula distinta. Pueden encenderse en cualquier momento, independientemente de la altura del proceso, e incluso si el quemador está apagado. • Quemador Piloto: El botón de marcha del quemador piloto, activa la secuencia de encendido del quemador. Comprueba seguridades de suministro y espera que el operador encienda el quemador durante un tiempo predeterminado. Si pasado este tiempo no se detecta llama, se cierran las válvulas de encendido y aparece una alarma. En caso contrario, se ilumina el piloto luminoso, y el sistema está en disposición de entrar en regulación. Puede apagarse el quemador piloto, mediante el pulsador de paro. El paro manual o intempestivo, provoca la puesta en marcha de la soplante de aire y el barrido de la línea de gas. • Quemador Principal: Una vez el quemador está encendido, el sistema está dispuesto para la regulación. Antes de proceder al encendido del quemador principal, hay que configurar los valores de temperatura y de ratio en sus correspondientes pantallas. Una vez este hecho, podemos iniciar la marcha del quemador principal, y las válvulas de control empezarán a regular hasta alcanzar los puntos de consigna establecidos. El accionamiento del pulsador de paro detiene la regulación , pero mantiene la llama de encendido. Otros pulsadores de la pantalla son los siguientes: • Giros: Muestra la pantalla de selección de giros del horno • Flecha izquierda: Retrocede hasta la pantalla previa • Flecha Derecha: Adelanta hasta la próxima pantalla (pantalla de alarmas) • Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) 45 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.7.4 Pantalla de Alarmas Figura 1.36. Pantalla de Alarmas Esta es una pantalla resumen donde se muestra la existencia de alguna alarma. Si ocurriera alguna, se activaría el piloto de fallo correspondiente a cada condición de alarma. En esta pantalla solo existen los siguientes pulsadores: • Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) • Flecha Izquierda: Retrocede hasta la pantalla anterior. 1.7.5 Pantalla de Rotaciones Figura 1.37. Pantalla de Rotaciones Desde la pantalla de parámetros del menú de arranque, accedemos a la pantalla de secuencias de giros de horno. 46 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva El operador dispone aquí de varias acciones para realizar en función del estadio de fusión en el que se encuentra el plomo del horno. • Carga: El accionamiento de este pulsador activa en el variador de frecuencia el subprograma correspondiente a los giros a baja velocidad e incompletos. El accionamiento de esta secuencia inhabilita los otros dos tipos de giro. Una vez se activa este ciclo, se ilumina el piloto correspondiente. • Desulfurización: Este otro programa habilita al variador para que efectúe una secuencia de giros completos a baja velocidad. • Reducción: Inicia la secuencia de giros completos a mayor velocidad. • Giro Izquierda y Giro Derecha: En cualquier momento se puede invertir la secuencia de giro del horno mediante el accionamiento de cualquiera de los dos pulsadores. • Paro: Para el horno en cualquier momento del proceso de fusión. • Flecha Izquierda: Retrocede hasta la pantalla de Parámetros de Arranque. • Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) 1.7.6 Pantalla de P&ID de Oxígeno Figura 1.38. Pantalla de P&ID de Oxígeno Esta pantalla muestra los valores de proceso en tiempo real y sobre un diagrama. Si ocurriera alguna alarma, el piloto correspondiente a la condición de alarma, se iluminaría. Los pulsadores existentes en la instalación son los siguientes: • Regulación de Oxígeno: La pulsación sobre el lazo de control de oxígeno abre la pantalla del regulador del mismo. • Etapas de Oxígeno: Retrocede hasta la pantalla de parámetros del menú de arranque. De esta manera podemos abrir o cerrar las electroválvulas de aporte. • Flecha Izquierda: Retrocede hasta la pantalla de parámetros principales. 47 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva • Flecha Derecha: Avanza hacia la pantalla de P&ID de Gas. • Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) 1.7.7 Pantalla de P&ID de Gas Natural Figura 1.39. Pantalla de P&ID de Gas Natural Al igual que la pantalla anterior, en esta pantalla vemos una imagen resumida del esquema de la aplicación con sus valores y sus alarmas. Los pulsadores existentes en la instalación son los siguientes: • Regulación de Gas Natural: La pulsación sobre el lazo de control de gas natural abre la pantalla del regulador del mismo. • Flecha Izquierda: Retrocede hasta la pantalla anterior (P&ID de Oxígeno). • Flecha Derecha: Avanza hacia la pantalla de P&ID de Aire. • Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) 48 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.7.8 Pantalla de P&ID de Aire Soplante e Instrumentos Figura 1.40. Pantalla de P&ID de Aire Soplante e Instrumentos Al carecer de retransmisión analógica, en esta pantalla solo veremos la existencia de alarmas. Los pulsadores son los siguientes: Flecha Izquierda: Retrocede hasta la pantalla anterior (P&ID de Gas Natural) Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) 1.7.9 Pantalla Regulador de Oxígeno Figura 1.41. Pantalla de Regulador de Oxígeno Estas son las pantallas de más difícil manipulación. En ellas se ajustaran consignas de trabajo, e incluso podrán configurarse variables internas del PID como la parte proporcional, Integral o Derivada, así como sus alarmas. 49 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva En el caso del lazo regulador de oxigeno, es un lazo que puede trabajar de dos formas o bien en manual o bien en automático. En el caso de regulación automática, el caudal de oxigeno que debe alcanzar la válvula de regulación, se consigue mediante la multiplicación del ratio por el caudal de gas natural. En el caso de regulación manual, se consigue mediante la apertura de la válvula de oxígeno independientemente del ratio. La pantalla se presenta de la siguiente manera: Variables de PID (settings) • PLC Mode: Indica en que estado esta el lazo (manual o automático) • Gain: Muestra la Ganancia o parte proporcional del lazo PID • Reset: Muestra la parte integral del PID • Rate: Muestra la parte derivada del PID. Variables de Proceso • S.P.: Muestra el Set Point de Oxígeno • P.V.: Muestra el valor de la variable de proceso en tiempo real. • Out: Muestra la salida del lazo. • Bias: Muestra el Bias del lazo. Se encuentran en este tipo de pantallas dos pulsadores, uno encima de las variables de PID y que servirá para mostrar la pantalla de cambio de valores del PID, y otro sobre la casilla de alarmas del PID, y que servirá para configurar las alarmas del PID, así como la desviación de las mismas. Otros pulsadores en la pantalla son los siguientes: • Cambio de Ratio: Flechas ascendentes y descendentes para el cambio del valor del ratio de combustión. Lógicamente y por motivos de seguridad, el valor del ratio está limitado por programa. • OUT: Flechas ascendentes y descendentes para modificar la abertura de la válvula de oxígeno (solo en caso manual). • Pulsador Manual: Establece el lazo PID en forma manual • Pulsador Automático: Establece el lazo PID en forma automático • Flecha Izquierda: Retrocede hasta la pantalla previa • Flecha Derecha: Adelanta hasta la pantalla de regulación de Gas Natural • Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) 50 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.7.10 Pantalla de Configuración del PID de Oxígeno Figura 1.42. Pantalla de Configuración del PID de Oxígeno En esta pantalla simplemente introduciremos por teclado los valores del PID, así como un valor de limitación para la abertura de la válvula de oxígeno. Para modificar valores, es necesario pulsar sobre el valor, y a continuación en el teclado de la propia pantalla, pulsar la tecla “CLR” para borrar el valor. Después se introduce el valor deseado y se pulsa la barra del teclado para introducirlo. Además tenemos los siguientes pulsadores: • Flecha Izquierda: Retrocede hasta la pantalla previa • Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) 1.7.11 Pantalla de Alarmas del PID de Oxígeno Figura 1.43. Pantalla de Alarmas del PID de Oxígeno 51 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva De igual forma que la pantalla anterior, está solo es una pantalla de introducción de alarmas de PID, y sus desviaciones. El procedimiento para configurar es el mismo. Seleccionar valor a modificar, borrarlo mediante la tecla “CLR”; introducción del nuevo valor por teclado y validación del mismo mediante la barra del teclado. deseado y se pulsa la barra del teclado para introducirlo. Además tenemos los siguientes pulsadores: • Flecha Izquierda: Retrocede hasta la pantalla previa • Paro de alarma acústica: Reconocimiento de alarma (parte superior de la pantalla) 1.7.12 Pantalla Regulador de Gas Natural Figura 1.44. Pantalla Regulador de Gas Natural La única diferencia entre esta pantalla y la de regulación de oxígeno es la que caracteriza al modo del lazo de control, que en este caso solo puede ser un lazo automático o un lazo en cascada. Cuando colocamos el gas como lazo de control en cascada, lo colocamos en dependencia de un lazo principal, en este caso el de temperatura. La salida de control del lazo de temperatura, es el punto de consigna del lazo de gas natural. Cuando el lazo de control se transforma en modo automático, simplemente colocamos al gas natural, como lazo principal; en ese caso, el oxigeno dependerá del gas al multiplicar la salida de control del lazo por el ratio establecido. En este momento es cuando podemos modificar el punto de consigna o S.P. de caudal de gas. Por lo demás, la pantalla es exactamente igual que la de oxígeno. 52 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.7.13 Pantalla de Configuración del PID de Gas Natural Figura 1.45. Pantalla de Configuración del PID de Gas Natural Idéntica funcionalidad es la que caracteriza a esta pantalla y la pantalla de configuración del PID de Oxígeno. La misión es la misma, y es recomendable que esta pantalla no se manipule por el operador, pues la configuración del lazo de control es bastante complejo. 1.7.14 Pantalla de Alarmas del PID de Gas Natural Figura 1.46. Pantalla de Alarmas del PID de Gas Natural Configuraremos con esta pantalla las alarmas de PID y la desviación en las mismas. 53 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva 1.7.15 Pantalla Regulador de Temperatura Figura 1.47. Pantalla de Regulador de Temperatura El lazo principal del proceso, es el de temperatura de la cámara de post-combustión. La geometría del horno rotativo, hace muy difícil la medición de la temperatura en el interior del mismo. Así que el elemento primario de temperatura, se coloca a la salida de los humos del horno, las distintas temperaturas de los gases de escape indican los cambios de estadios de fusión. En esta pantalla el operador establecerá la consigna de temperatura a la que se debe llegar en cada estadio. La salida de este lazo será la consigna del gas natural. Generalmente este lazo debe estar siempre en modo automático, pero en función de la respuesta del horno, podemos colocarlo en manual y modificar la salida hacia el lazo de gas natural para acelerar el proceso. 1.7.16 Pantalla de Configuración del PID de Temperatura Figura 1.48. Pantalla de Configuración del PID de Temperatura 54 Automatización de dos hornos para la recuperación de plomo Memoria descriptiva La única diferencia entre esta pantalla y sus gemelas de oxígeno y gas es la inexistencia de limitación de temperatura, por lo demás contiene los mismos pulsadores. 1.7.17 Pantalla de Alarmas del PID de Temperatura Figura 1.49. Pantalla de Alarmas del PID de Temperatura Esta es la última pantalla de la aplicación, y es la de alarmas. En principio y al igual que las de configuración de PID’s, no es aconsejable que se manipulen frecuentemente. Cuando se realiza la puesta en marcha, estos parámetros quedan fijados, así que no es necesario la manipulación de las mismas. 1.8 NORMATIVAS Las principales normas que se han usado para la elaboración de este proyecto son las siguientes: • ITC MIE AP10: Instrucción Técnica Complementaria Referente a Depósitos Criogénicos. (O. 7-11-1983.BOE 18-11-1983) (O. 5-6-87. BOE 20-6-1987) Del Reglamento de Aparatos a Presión • ITC MIE AG20 de la Reglamentación de Aparatos que utilizan Gas como combustible. • ISA-S5.1-84 Sobre Instrumentación de medición y control • ISA-S5-3 Sobre Documentación de equipos. Simbología. • ATEX 137 (Directiva 1999/92/EC) Sobre Atmósferas Explosivas • ITC MIE BT026 Instrucción Técnica Complementaria Referente a Instalaciones o Locales con Riesgo de Explosión o Incendio. 55 Automatización de dos hornos para la recuperación de plomo 1.9 Memoria descriptiva BIBLIOGRAFÍA La Bibliografía usada en este proyecto comprende los siguientes documentos: • Ingeniería de Control Moderna Autor: Katsuhiko Ogata Editorial: Prentice Hall 1998 • Instrumentación Industrial Autor: Antonio Creus Editorial: Marcombo 1997 • Explosion Protection Fundamentals Autor: Siemens Editorial: Siemens 2003 • Fundamentos sobre Válvulas de Control y Electroválvulas Autor: Bürkert Editorial: Bürkert 2002 • Principle of Air Separation Autor: Linde, AG Editorial: Linde, AG 1990 • Catálogo Variadores de Frecuencia Eurotherm 2003 • Catálogo Soplantes Aire Sodeca 2004 • Catálogo Válvulas de Seguridad WITT 2004 • Catálogo válvulas de bola PEKOS 2004 • Catálogo Regulador de Presión Ludewig+Tillman 2004 • Catálogo Válvulas de Alivio Lesser 2004 • Catálogo Másicos Bronckshorst 2003 • Catálogo Rotámetros Tecfluid 2000 • Catálogo PLC’s Direct Logic 2004 • Catálogo Pantallas Pro-Face 2003 56 Automatización de dos hornos para la recuperación de plomo 2 Memoria de Cálculo MEMORIA DE CÁLCULO La memoria de cálculo del presente proyecto comprende los siguientes apartados: - Especificación de Materiales (Oxígeno, Aire y Gas Natural) - Cálculo estequiométrico del ratio de combustión - Cálculo de Consumos. - Cálculo de diámetros de tubería - Aspectos Eléctricos del Cuadro - Listado de Entradas y Salidas - Diagramas de Flujo - Programación autómata (listado instrucciones lógicas para control 1 horno) - Programación Pantalla Táctil (pantallas configuradas para control 1 horno) 57 Automatización de dos hornos para la recuperación de plomo 2.1 Memoria de Cálculo ESPECIFICACIÓN DE MATERIALES 2.1.1 Estación Gasificadora de Oxígeno ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 1 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-1001 V-1003 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 10 10 800 -190 Máximo 40 40 1000 -196 Mínimo 6 6 0 -180 Fluido: Oxígeno Servicio: Diámetro: 28x1,5 Material: Observaciones Línea Oxígeno Líquido hasta Evaporador LÍNEA Cobre aislado con Armaflex MATERIALES Cuerpo Juntas Bola Cuello Estopada Mando Acero al Carbono Teflón Acero Inoxidable AISI 316L Acero Inoxidable AISI 316L con Cuello largo para servicio criogénico Teflón Manual por volante CONEXIÓN A PROCESO Entrada Salida 1” 1” Rosca Hembra Gas Rosca Hembra Gas OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: HEROSE • Referencia: 01301.X.0001 58 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 2 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-1002 V-1004 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 10 10 800 10 Máximo 40 40 1000 50 Mínimo 6 6 0 -50 Fluido: Oxígeno Servicio: Diámetro: 42x1,5 Material: Línea Oxígeno hasta bastidor LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Acero al Carbono Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 2 ½” 2 ½” Brida DIN 2526 forma C Brida DIN 2526 forma C OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: PEKOS • Referencia: O-61-TTG-VN-DN65 59 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Alivio recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: SV-1001 SV-1002 VARIABLES DE PROCESO Uds. Valor Valor Valor bar bar Nm3/h ºC bar Nominal 10 10 800 10 16 Máximo 40 40 1000 50 18 Mínimo 6 6 0 -50 3,5 Variable Presión Entrada Presión Salida Caudal Temperatura Rangos de Disparo Fluido: Oxígeno Servicio: Diámetro: 42x1,5 Material: Línea Oxígeno hasta bastidor LÍNEA Cobre MATERIALES Cuerpo Juntas Disco Bonete Acero al Cromo Teflón X39 Cr Mo 17-1 GGG-40 Entrada Salida 1/2” 1/2” CONEXIÓN A PROCESO Rosca Macho Gas Rosca Hembra Gas OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: LESER • Referencia: 459 1/2” 60 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Electroválvulas recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: EV-1001 EV-1002 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 10 10 800 10 Máximo 40 40 1000 50 Mínimo 6 6 0 -50 Fluido: Oxígeno Servicio: Diámetro: 42x1,5 Material: Observaciones Línea Oxígeno hasta bastidor LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Acero al Carbono Teflón Acero Inoxidable AISI 316L Teflón Actuador neumático doble efecto con 2 contactos final de carrera 1NA+1NC CONEXIÓN A PROCESO Entrada Salida 2 1/2” 2 1/2” Brida DIN 2526 forma C Brida DIN 2526 forma C OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: PEKOS • Referencia: O-61-TTG-VN-DN65 • Actuador neumático Doble Efecto. Con dos finales de carrera. Alimentación 24 Vca. Proveedor AIR TORQUE. Mod.AT 201 DA 61 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo 2.1.2 Materiales Bastidor de Oxígeno ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 1 de 4 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-1101 V-1201 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 9 9 400 10 Máximo 40 40 400 50 Mínimo 6 6 0 -10 Fluido: Oxígeno Servicio: Diámetro: 54x1,5 Material: Suministro Oxígeno Bastidor a Hornos LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Acero al Carbono Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 2 ½” 2 ½” Brida DIN 2526 forma C Brida DIN 2526 forma C OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: PEKOS • Referencia: O-61-TTG-VN-DN54 62 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 2 de 4 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-1102 V-1105 V-1110 V-1202 V-1205 V-1210 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 3 3 10 10 Máximo 40 40 25 50 Mínimo 0 0 0 -10 Fluido: Oxígeno Servicio: Diámetro: 12x1,5 Material: Válvulas fijación manómetros LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Latón Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 1/2” 1/2” Rosca Hembra Gas Rosca Hembra Gas OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Válvula para fijación de manómetros • Proveedor: Kitz • Referencia: 1/2” 58-AKSZA 63 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 3 de 4 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-1103 V-1104 V-1203 V-1204 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 3 3 10 10 Máximo 40 40 25 50 Mínimo 0 0 0 -10 Fluido: Oxígeno Servicio: Diámetro: 15x1,5 Material: Válvulas línea encendido LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Latón Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 1/2” 1/2” Rosca Hembra Gas Rosca Hembra Gas OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: Kitz • Referencia: 1/2” 58-AKSZA 64 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 4 de 4 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-1106 V-1107 V-1108 V-1109 V-1206 V-1207 V-1208 V-1209 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 3 3 100 10 Máximo 40 40 100 50 Mínimo 0 0 0 -10 Fluido: Oxígeno Servicio: Diámetro: 35x1,5 Material: Válvulas línea oxígeno aporte LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Acero al Carbono Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 1 1/2” 1 1/2” Brida DIN 2526 forma C Brida DIN 2526 forma C OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: PEKOS • Referencia: O-61-TTG-VN-DN35 65 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Reguladores de Presión recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: PCV-1101 PCV-1201 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 9 2 400 10 Máximo 50 50 500 50 Mínimo 0 0 0 -10 Fluido: Oxígeno Servicio: Diámetro: 54x1,5 Material: Regulación Oxígeno bastidor LÍNEA Cobre MATERIALES Cuerpo Juntas Diafragma Bridas Hierro fundido GGG 40.3 Teflón Kalrez Hierro fundido (DIN 3202-F3) CONEXIÓN A PROCESO Entrada Salida 2” 2” Rosca Hembra Gas Rosca Hembra Gas OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: L+T Gasetechnik • Referencia: LTD-2 66 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Manómetros de Contacto recuperación de Plomo Hoja 1 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: PISHL-1101 PISHL-1201 VARIABLES DE PROCESO Variable Rango Presiónes Temperatura Diámetro Alimentación Elec. Uds. Valor Valor Valor bar ºC mm Nominal 3 10 100 Máximo 6 50 Mínimo 0 -10 24 Vcc Fluido: Oxígeno Servicio: Diámetro: 54x1,5 Material: Control presión suministro oxígeno LÍNEA Cobre MATERIALES Cuerpo P. Medida Puntero Dial Ventana Acero inoxidable 1.4571 Tubo de Bourdon Aluminio Aluminio Cristal Seguridad Laminado CONEXIÓN A PROCESO Entrada Salida Observaciones 1/2” Rosca Macho Gas OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: Instrumentos Wika, S.A. • Referencia: 232.50.100 • Con dos contactos inductivos de alta y baja presión (1NA + 1NC) • Referencia Contactos: 831.21 • Precisión: ±0,4% V.F.E. 67 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Manómetros de Contacto recuperación de Plomo Hoja 2 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: PISL-1102 PISL-1103 PISL-1202 PISL-1203 VARIABLES DE PROCESO Variable Rango Presiónes Temperatura Diámetro Alimentación Uds. Valor Valor Valor mbar ºC mm Nominal 500 10 100 Máximo 1000 50 Mínimo 0 -10 24 Vcc Fluido: Oxígeno Servicio: Diámetro: 54x1,5 y 35x1,5 Material: Cuerpo P. Medida Puntero Dial Ventana Acero inoxidable 1.4571 Tubo de Bourdon Aluminio Aluminio Cristal Seguridad Laminado Control presión entrada oxígeno a hornos LÍNEA Cobre MATERIALES CONEXIÓN A PROCESO Entrada Salida Observaciones 1/2” Rosca Macho Gas OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: Instrumentos Wika, S.A. • Referencia: 232.50.100 • Con un contacto inductivo de baja presión (1NC) • Referencia Contactos: 831.2 • Precisión: ±0,4% V.F.E. 68 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Indicador de Temperatura recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: TI-1101 TI-1201 VARIABLES DE PROCESO Variable Temperatura Diámetro Uds. Valor Valor Valor ºC mm Nominal 10 100 Máximo 60 Mínimo -20 Fluido: Oxígeno Servicio: Diámetro: 54x1,5 Material: Observaciones Visualización Temperatura Oxígeno LÍNEA Cobre MATERIALES Cuerpo P. Medida Puntero Dial Ventana Acero inoxidable 1.4571 Bulbo Aluminio Aluminio Cristal Laminado CONEXIÓN A PROCESO Entrada Salida 1/2” Vaina de inserción ∅ 8mm y longitud 150 mm con racor soldado OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: Instrumentos Wika, S.A. • Referencia: Mod. A5500 • Límite de error: 1º 69 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Transmisores de Caudal recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: FT-1101 FT-1201 VARIABLES DE PROCESO Variable Uds. Presión Entrada Presión Salida Caudal Temperatura Alimentación Salida Analógica Fluido: bar bar Nm3/h ºC V mA Oxígeno Diámetro: 54x1,5 Valor Valor Valor Nominal 2 2 300 10 Máximo Mínimo 350 70 6 -10 24 Vcc 20 4 Señal Pasiva Servicio: Regulación de Oxígeno en líneas hornos LÍNEA Material: Cobre MATERIALES Cuerpo Juntas Protección Acero inoxidable AISI316 Vitón IP-65 CONEXIÓN A PROCESO Entrada Salida DN-50 Brida PN16 DN-50 Brida PN16 OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: IN-FLOW • Referencia: F-106C1-HDD-02-V • Precisión: ±1% V.F.E. BRONKHORST Observaciones HI-TEC 70 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Control recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: FCV-1101 FCV-1201 VARIABLES DE PROCESO Variable Uds. Presión Entrada bara Presión Salida bara Caudal Nm3/h Temperatura ºC Alimentación V Entrada Analógica mA Fluido: Oxígeno Valor Valor Valor Nominal 3 1 300 10 Máximo Mínimo 350 70 6 -10 24 Vcc 20 4 Señal Pasiva Servicio: Control de caudal en líneas princ. hornos LÍNEA Diámetro: 54x1,5 Material: Cobre MATERIALES Cuerpo Asiento Protección Actuador Aire Bronce PTFE IP-65 Neumático de Simple Efecto Normalmente cerrado Presión de suministro 6-8 bar exento de humedad y grasas. CONEXIÓN A PROCESO Entrada Salida Observaciones DN-65 Brida PN16 DN-65 Brida PN16 OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: Bürkert • Referencia: 2712 • Posicionador mod. 8630 • DN de Regulación: 32mm 71 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Electroválvulas recuperación de Plomo Hoja 1 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: EV-1101 EV-1201 VARIABLES DE PROCESO Variable Uds. Presión Entrada Presión Salida Caudal Temperatura Alimentación bara bara Nm3/h ºC V Valor Valor Valor Nominal 3 1 25 10 Máximo Mínimo 30 70 0 -10 Observaciones 24 Vcc Fluido: Oxígeno Servicio: Diámetro: 15x1,5 Material: Líneas de encendido quemadores LÍNEA Cobre MATERIALES Cuerpo Juntas Protección Actuador Aire Bronce PTFE IP-65 Neumático de Simple Efecto Normalmente cerrado On/Off con electroválvula de pilotaje montada directamente sobre el actuador. Presión de suministro 6-8 bar exento de humedad y grasas. CONEXIÓN A PROCESO Entrada Salida 1/2” 1/2” Soldada a Tubería Soldada a Tubería OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: Bürkert • Referencia: 2000 72 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Electroválvulas recuperación de Plomo Hoja 2 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: EV-1102 EV-1103 EV-1202 EV-1203 VARIABLES DE PROCESO Variable Uds. Presión Entrada Presión Salida Caudal Temperatura Alimentación bara bara Nm3/h ºC V Valor Valor Valor Nominal 3 1 100 10 Máximo Mínimo 125 70 0 -10 Observaciones 24 Vcc Fluido: Oxígeno Servicio: Diámetro: 35x1,5 Material: Líneas de oxígeno de aporte LÍNEA Cobre MATERIALES Cuerpo Juntas Protección Actuador Aire Bronce PTFE IP-65 Neumático de Simple Efecto Normalmente cerrado On/Off con electroválvula de pilotaje montada directamente sobre el actuador. Presión de suministro 6-8 bar exento de humedad y grasas. CONEXIÓN A PROCESO Entrada Salida 1 1/2” 1 1/2” Brida DN35 Brida DN35 OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: Bürkert • Referencia: 2000 73 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Rotámetros recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: FI-1101 FI-1201 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor bar bar Nm3/h ºC Nominal 2 2 100 10 Máximo Presión Entrada Presión Salida Caudal Temperatura Mínimo 0 0 12 -10 120 70 Fluido: Oxígeno Servicio: Diámetro: 35x1,5 Material: Líneas de oxígeno de aporte LÍNEA Cobre MATERIALES Caja Tubo Medida Flotador Aguja Escala Ventana Aluminio Plastificado Acero Inoxidable AISI 316L Acero Inoxidable AISI 316L Aluminio Aluminio Policarbonato CONEXIÓN A PROCESO Entrada Salida 1 1/2” 1 1/2” Brida DN35 Brida DN35 OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: TECFLUID • Referencia: SC-250 • Precisión: ±2,5% V.F.E. 74 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Seguridad recuperación de Plomo Hoja 1 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: NRV-1101 NRV-1201 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura mbar mbar Nm3/h ºC Nominal 500 500 300 10 Máximo 1000 1000 1000 70 Mínimo 0 0 0 -10 Fluido: Oxígeno Servicio: Diámetro: 54x1,5 Material: Líneas de oxígeno principales LÍNEA Cobre MATERIALES Cuerpo Filtro Clapeta Latón Acero Inoxidable AISI 316L Acero Inoxidable AISI 316L CONEXIÓN A PROCESO Entrada Salida 2 1/2” 2 1/2” Brida DN65 Brida DN65 OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: WITT • Referencia: WITT RV-80 • Dimensiones: 350x200 mm • Mínima Presión Apertura:500mbar 75 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Seguridad recuperación de Plomo Hoja 2 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: NRV-1102 NRV-1202 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura mbar mbar Nm3/h ºC Nominal 500 500 100 10 Máximo 1000 1000 1000 70 Mínimo 0 0 0 -10 Fluido: Oxígeno Servicio: Diámetro: 35x1,5 Material: Líneas de oxígeno principales LÍNEA Cobre MATERIALES Cuerpo Filtro Clapeta Latón Acero Inoxidable AISI 316L Acero Inoxidable AISI 316L CONEXIÓN A PROCESO Entrada Salida 1 1/2” 1 1/2” Brida DN40 Brida DN40 OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: WITT • Referencia: WITT 339 • Dimensiones: 270x165 mm • Mínima Presión Apertura:500mbar 76 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo 2.1.3 Materiales Bastidor de Gas Natural ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 1 de 3 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-6101 V-6201 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura mbar mbar Nm3/h ºC Nominal 150 150 120 10 Máximo 200 200 150 50 Mínimo 0 0 0 -10 Fluido: Gas Natural Servicio: Diámetro: 80x1,5 Material: Suministro Gas Natural Bastidor a Hornos LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Acero al Carbono Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 3” 3” Brida DIN 2526 forma C Brida DIN 2526 forma C OBSERVACIONES • Proveedor: PEKOS • Referencia: O-61-TTG-VN-DN80 77 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 2 de 3 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-6104 V-6204 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 150 150 120 10 Máximo 200 200 150 50 Mínimo 0 0 0 -10 Fluido: Gas Natural Servicio: Diámetro: 12x1,5 Material: Válvulas fijación manómetros LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Latón Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 1/2” 1/2” Rosca Hembra Gas Rosca Hembra Gas OBSERVACIONES • Válvula para fijación de manómetros • Proveedor: Kitz • Referencia: 1/2” 58-AKSZA 78 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 3 de 3 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-6102 V-6103 V-6202 V-6203 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 150 150 120 10 Máximo 200 200 150 50 Mínimo 0 0 0 -10 Fluido: Gas Natural Servicio: Diámetro: 22x1,5 Material: Válvulas línea encendido LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Latón Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 3/4” 3/4” Rosca Hembra Gas Rosca Hembra Gas OBSERVACIONES • Proveedor: Kitz • Referencia: 3/4” 58-AKSZA 79 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Reguladores de Presión recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: PCV-6101 PCV-6201 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 200 150 120 10 Máximo 200 200 150 50 Mínimo 0 0 0 -10 Fluido: Gas Natural Servicio: Diámetro: 80x1,5 Material: Regulación Gas bastidor LÍNEA Cobre MATERIALES Cuerpo Juntas Diafragma Bridas Latón PTFE PTFE Hierro fundido (DIN 3202-F3) CONEXIÓN A PROCESO Entrada Salida 3” 3” Brida DN80 PN16 Brida DN80 PN16 OBSERVACIONES • Proveedor: KROMSCHROEDER • Referencia: VGBF-80 80 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Electroválvulas recuperación de Plomo Hoja 1 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: EV-6101 EV-6102 EV-6201 EV-6202 CT-6101 CT-6201 VARIABLES DE PROCESO Variable Uds. Presión Entrada Presión Salida Caudal Temperatura Alimentación bar bar Nm3/h ºC V Valor Valor Valor Nominal 150 150 120 10 Máximo 200 200 150 50 Mínimo 0 0 0 -10 24 Vcc Fluido: Gas Natural Servicio: Diámetro: 80x1,5 Material: Detección Estanqueidad Líneas a Hornos LÍNEA Cobre MATERIALES Cuerpo Juntas Protección Actuador Latón PTFE IP-65 Motorizado (Eléctrico). Tensión de alimentación 24Vcc. CONEXIÓN A PROCESO Entrada Salida 3” 3” Observaciones Brida DN80 Brida DN80 OBSERVACIONES • Proveedor: Kromschroeder • Referencia: VK 80 F10 T5 A93D • Sistema compuesto de 2 Electroválvulas y un detector de estanqueidad (CT-6101 y CT-6201) • Tensión Alimentación: CT: 24 Vcc • Proveedor CT: Kromschroeder • Referencia:TC-318 R 05-T 81 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Electroválvulas recuperación de Plomo Hoja 2 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: EV-6103 EV-6203 VARIABLES DE PROCESO Variable Uds. Presión Entrada Presión Salida Caudal Temperatura Alimentación bara bara Nm3/h ºC V Valor Valor Valor Nominal 1,150 1 12 10 Máximo 1,200 1,15 15 50 Mínimo 0 0 0 -10 Observaciones 24 Vcc Fluido: Gas Natural Servicio: Diámetro: 22x1,5 Material: Líneas encendido quemadores LÍNEA Cobre MATERIALES Cuerpo Juntas Protección Actuador Aire Bronce PTFE IP-65 Neumático de Simple Efecto Normalmente cerrado On/Off con electroválvula de pilotaje montada directamente sobre el actuador. Presión de suministro 6-8 bar exento de humedad y grasas. CONEXIÓN A PROCESO Entrada Salida 3/4” 3/4” Soldada a Tubería Soldada a Tubería OBSERVACIONES • Proveedor: Bürkert • Referencia: 2000 82 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Indicador de Temperatura recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: TI-6101 TI-6201 VARIABLES DE PROCESO Variable Temperatura Diámetro Uds. Valor Valor Valor ºC mm Nominal 10 100 Máximo 60 Mínimo -20 Fluido: Gas Natural Servicio: Diámetro: 80x1,5 Material: Observaciones Visualización Temperatura Gas Natural LÍNEA Cobre MATERIALES Cuerpo P. Medida Puntero Dial Ventana Acero inoxidable 1.4571 Bulbo Aluminio Aluminio Cristal Laminado CONEXIÓN A PROCESO Entrada Salida 1/2” Vaina de inserción ∅ 8mm y longitud 150 mm con racor soldado OBSERVACIONES • Proveedor: Instrumentos Wika, S.A. • Referencia: Mod. A5500 • Límite de error: 1º 83 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Transmisores de Caudal recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: FT-6101 FT-6201 VARIABLES DE PROCESO Variable Uds. Presión Entrada Presión Salida Caudal Temperatura Alimentación Salida Analógica Fluido: mbar mbar Nm3/h ºC V mA Gas Natural Diámetro: 80x1,5 Valor Valor Valor Nominal 150 150 120 10 Máximo Mínimo 150 70 3 -10 24 Vcc 20 4 Señal Pasiva Servicio: Regulación de Gas en líneas hornos LÍNEA Material: Cobre MATERIALES Cuerpo Juntas Protección Acero inoxidable AISI316 Vitón IP-65 CONEXIÓN A PROCESO Entrada Salida DN-80 Brida PN16 DN-80 Brida PN16 OBSERVACIONES • Proveedor: IN-FLOW • Referencia: D-6280-HGB-DD-AV-56 • Precisión: ±1% V.F.E. BRONKHORST Observaciones HI-TEC 84 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Control recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: FCV-6101 FCV-6201 VARIABLES DE PROCESO Variable Uds. Presión Entrada bara Presión Salida bara Caudal Nm3/h Temperatura ºC Alimentación V Entrada Analógica mA Fluido: Gas Natural Valor Valor Valor Nominal 1,15 1 120 10 Máximo Mínimo 0 0 6 -10 150 70 24 Vcc 20 4 Señal Pasiva Servicio: Control de caudal en líneas princ. hornos LÍNEA Diámetro: 80x1,5 Material: Cobre MATERIALES Cuerpo Asiento Protección Actuador Aire Bronce PTFE IP-65 Neumático de Simple Efecto Normalmente cerrado Presión de suministro 6-8 bar exento de humedad y grasas. CONEXIÓN A PROCESO Entrada Salida DN-80 Brida PN16 DN-80 Brida PN16 OBSERVACIONES • Proveedor: Bürkert • Referencia: 2712 • Posicionador mod. 8630 • DN de Regulación: 32mm Observaciones 85 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Manómetros de Contacto recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: PISL-6101 PISL-6201 VARIABLES DE PROCESO Variable Rango Presiónes Temperatura Diámetro Alimentación Uds. Valor Valor Valor mbar ºC mm Nominal 1,150 10 100 Máximo 1,20 50 Mínimo 0 -10 24 Vcc Fluido: Gas Natural Servicio: Diámetro: 80x1,5 Material: Control presión entrada gas a hornos LÍNEA Cobre MATERIALES Cuerpo P. Medida Puntero Dial Ventana Acero inoxidable 1.4571 Tubo de Bourdon Aluminio Aluminio Cristal Seguridad Laminado CONEXIÓN A PROCESO Entrada Salida Observaciones 1/2” Rosca Macho Gas OBSERVACIONES • Proveedor: Instrumentos Wika, S.A. • Referencia: 232.50.100 • Con un contacto inductivo de baja presión (1NC) • Referencia Contactos: 831.2 • Precisión: ±0,4% V.F.E. 86 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Seguridad recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: NRV-6101 NRV-6201 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bara bara Nm3/h ºC Nominal 1,50 1,50 120 10 Máximo 1,20 1,20 1000 70 Mínimo 0 0 0 -10 Fluido: Gas Natural Servicio: Diámetro: 80x1,5 Material: Líneas de Gas Naturales principales LÍNEA Cobre MATERIALES Cuerpo Filtro Clapeta Latón Acero Inoxidable AISI 316L Acero Inoxidable AISI 316L CONEXIÓN A PROCESO Entrada Salida 2 1/2” 2 1/2” Brida DN65 Brida DN65 OBSERVACIONES • Proveedor: WITT • Referencia: WITT RV-80 • Dimensiones: 350x200 mm • Mínima Presión Apertura:500mbar 87 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo 2.1.4 Materiales Bastidor de Aire Comprimido y Aire Soplante ESPECIFICACIÓN: Automatización de dos hornos para la Soplante recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: M-2101 M-2201 VARIABLES DE PROCESO Variable Velocidad Potencia Instalada Caudal Nivel Sonoro Temperatura Uds. Valor Valor Valor Nominal 2880 0,75 1400 82 10 Máximo Mínimo rpm kW m3/h dB ºC 120 -10 Fluido: Aire Soplante Servicio: Diámetro: 80x1,5 Material: Barrido Gas Quemadores LÍNEA Cobre MATERIALES Carcasa Turbinas Aislamiento Protección Fundición Aluminio Fundición Aluminio (324-531) Clase F IP-55 CONEXIÓN A PROCESO Entrada Salida 3” Brida de acoplamiento a Tubería 3” OBSERVACIONES • Proveedor: SODECA • Referencia: CMAT-528-2T 88 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Manómetros recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: PI-2101 PI-2201 VARIABLES DE PROCESO Variable Rango Presiones Temperatura Diámetro Uds. Valor Valor Valor mbar ºC mm Nominal 200 10 100 Máximo 250 50 Mínimo 0 -10 Fluido: Aire Soplante Servicio: Diámetro: 80x1,5 Material: Visualización presión aire barrido LÍNEA Cobre MATERIALES Cuerpo P. Medida Puntero Dial Ventana Acero inoxidable 1.4571 Tubo de Bourdon Aluminio Aluminio Cristal Seguridad Laminado CONEXIÓN A PROCESO Entrada Salida 1/2” Rosca Macho Gas OBSERVACIONES • Todos los materiales deben de ser aptos para su uso con oxígeno y libres de grasas. • Proveedor: Instrumentos Wika, S.A. • Referencia: 232.50.100 • Precisión: ±0,4% V.F.E. 89 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Seguridad recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: NRV-2101 NRV-2201 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor bara bara Nm3/h ºC Nominal 1,20 1,25 120 10 Máximo Presión Entrada Presión Salida Caudal Temperatura Mínimo 0 0 0 -10 1,20 1000 70 Fluido: Aire Soplante Servicio: Diámetro: 80x1,5 Material: Líneas de aire de barrido LÍNEA Cobre MATERIALES Cuerpo Filtro Clapeta Latón Acero Inoxidable AISI 316L Acero Inoxidable AISI 316L CONEXIÓN A PROCESO Entrada Salida 2 1/2” 2 1/2” Brida DN65 Brida DN65 OBSERVACIONES • Proveedor: WITT • Referencia: WITT RV-80 • Dimensiones: 350x200 mm • Mínima Presión Apertura:200mbar 90 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Manómetros de Contacto recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: PISL-2001 VARIABLES DE PROCESO Variable Rango Presiónes Temperatura Diámetro Alimentación Uds. Valor Valor Valor bar ºC mm Nominal 6 10 100 Máximo 8 50 Mínimo 0 -10 24 Vcc Fluido: Aire Compresor Servicio: Diámetro: 12x1,5 Material: Aire líneas de instrumentación LÍNEA Cobre MATERIALES Cuerpo P. Medida Puntero Dial Ventana Acero inoxidable 1.4571 Tubo de Bourdon Aluminio Aluminio Cristal Seguridad Laminado CONEXIÓN A PROCESO Entrada Salida Observaciones 1/2” Rosca Macho Gas OBSERVACIONES • Proveedor: Instrumentos Wika, S.A. • Referencia: 232.50.100 • Con un contacto inductivo de baja presión (1NC) • Referencia Contactos: 831.2 • Precisión: ±0,4% V.F.E. 91 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Reguladores de Presión recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: PCV-2001 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 8 6 50 10 Máximo 9 9 80 50 Mínimo 0 0 0 -10 Fluido: Aire Comprimido Servicio: Diámetro: 12x1,5 Material: Aire pilotaje instrumentos LÍNEA Cobre MATERIALES Cuerpo Juntas Diafragma Bridas Hierro fundido GGG 40.3 Teflón Kalrez Hierro fundido (DIN 3202-F3) CONEXIÓN A PROCESO Entrada Salida 1/4” 1/4” Rosca Hembra Gas Rosca Hembra Gas OBSERVACIONES • Proveedor: CAHOUET • Referencia: BP-100 92 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-2002 V-2101 V-2201 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 6 6 50 10 Máximo 8 8 Mínimo 0 0 50 -10 Fluido: Aire Comprimido Servicio: Diámetro: 12x1,5 Material: Válvulas fijación manómetros LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Latón Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 1/2” 1/2” Rosca Hembra Gas Rosca Hembra Gas OBSERVACIONES • Válvula para fijación de manómetros • Proveedor: Kitz • Referencia: 1/2” 58-AKSZA 93 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Válvulas de Bola recuperación de Plomo Hoja 2 de 2 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: V-2001 VARIABLES DE PROCESO Variable Uds. Valor Valor Valor Presión Entrada Presión Salida Caudal Temperatura bar bar Nm3/h ºC Nominal 6 6 50 10 Máximo 8 8 Mínimo 0 0 50 -10 Fluido: Aire Comprimido Servicio: Diámetro: 12x1,5 Material: Línea Distribución Aire LÍNEA Cobre MATERIALES Cuerpo Juntas Bola Estopada Mando Latón Teflón Acero Inoxidable AISI 316L Teflón Manual por palanca CONEXIÓN A PROCESO Entrada Salida 1/4” 1/4” Rosca Hembra Gas Rosca Hembra Gas OBSERVACIONES • Proveedor: Kitz • Referencia: 1/4” 58-AKSZA 94 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo 2.1.5 Materiales Acometidas a Hornos ESPECIFICACIÓN: Automatización de dos hornos para la Sondas de Temperatura recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: TT-0101 TT-0201 VARIABLES DE PROCESO Variable Temperatura Fluido: Uds. Valor Valor Valor ºC Nominal 1100 Máximo 1500 Mínimo 200 Humos Escape Servicio: Cámara Post-combustión LÍNEA Diámetro: Material: MATERIALES Caña Termopozo Cuello Cabezal Pt Rh-Pt 10% Vainas cerámicas Acero Inoxidable AISI 309 DIN B CONEXIÓN A PROCESO Entrada Salida 1” OBSERVACIONES • Caña pirométrica ∅35 tipo “S”. Doble funda y varilla aislante. Longitud 400mm ∅26. Cabezal DIN-A • Proveedor: COTESA • Con 10 mts cable compensado tipo “S” de fibra y malla. 95 Observaciones Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo ESPECIFICACIÓN: Automatización de dos hornos para la Quemadores recuperación de Plomo Hoja 1 de 1 Revisión: A Julio 2004 Cliente: Acumuladores Tudor TAGS PROYECTO: B-0101 B-0201 VARIABLES DE PROCESO Variable Potencia Combustible Comburente Presión Alimentación Fluido: Uds. Valor Valor Valor kW Nominal 1200 Máximo 1300 Mínimo 120 Gas Natural Oxígeno bar 40 Oxígeno + Gas Natural Servicio: Fusión horno LÍNEA Diámetro: Material: MATERIALES Tubo Piedra Acero Inoxidable Refractario AISI 309 Cerámica refractaria CONEXIÓN A PROCESO Entrada O2 Entrada CH4 Observaciones 2” 2” OBSERVACIONES • Incorpora orificios para detección de llama. • Incorporar orificios para refrigeración por agua • Proveedor: BP • Referencia: BP M.O.L.120 96 Automatización de dos hornos para la recuperación de plomo 2.2 Memoria de Cálculo CÁLCULO ESTEQUIMÉTRICO DEL RATIO DE COMBUSTIÓN En el capitulo sobre combustión, definíamos la combustión estequiométrica como aquella en la que intervenía la mínima cantidad de aire, con la finalidad de no producir inquemados. La relación entre comburente y combustible es tal que todo el comburente aportado es quemado en el horno, con lo cual no tenemos salida de oxígeno por la chimenea. Para hallar dicha relación o ratio partimos de la siguiente igualdad: C + H + O2 + N 2 = CO2 + H 2 O + N 2 En nuestro caso, el hidrocarburo usado es metano (CH4) y el comburente es el oxígeno, con lo cual el Nitrógeno (N2) desaparece de la igualdad quedando de la siguiente forma: CH 4 + O2 = CO2 + H 2 O Para obtener esta igualdad ideal, es decir que el producto obtenido de la combustión de Gas Natural + Oxígeno sea igual a CO2 + Vapor de agua, debemos hallar la relación entre comburente y combustible mediante la igualación de términos en ambos extremos de la igualdad CH 4 + 2O2 = CO2 + 2 H 2 O Como se puede observar en el extremo izquierdo de la igualdad, es necesario combustionar (idealmente) 2 partes de Oxígeno por una de Gas Natural. Esta es pues la relación entre comburente y combustible: Comburente(O2 ) ≈2 Combustible(CH 4 ) 97 Automatización de dos hornos para la recuperación de plomo 2.3 Memoria de Cálculo CÁLCULO DE CONSUMOS Para hallar los consumos de combustibles y comburentes debemos conocer algunos datos: • Nº de Quemadores por horno = 1. • Potencia de cada Quemador (kW) = 1200 W. • Gas Combustible = Gas Natural. • Gas Comburente = Oxígeno • Poder Calorífico Superior (Combustible) = 8570 kcal/Nm3 1er. Paso: Conversión de la potencia a kcal. 1200kW ∗ 860 = 1032000kcal 2º Paso: Hallar el consumo de Gas Natural. Q gas = Potencia(kcal ) 1032000 = = 118,62 ≈ 120 Nm3 / h 3 8570 PCS (kcal / Nm ) 3er. Paso: Hallar el consumo de Oxígeno. QO 2 = Q gas ∗ Ratio = 120 Nm3 / h ∗ 2 = 240 Nm3 / h 240 Nm3/h es el caudal teórico de oxígeno, pero el proceso de fusión de plomo, va a requerir en algún momento tener un exceso o un defecto del mismo, en función del estadio en el que se encuentre, con lo cual fijamos un ratio máximo de 2,5, quedando la igualdad de la siguiente manera: QO 2 = Q gas ∗ Ratio = 120 Nm3 / h ∗ 2,5 = 300 Nm3 / h Los caudales quedan fijados pues de la siguiente manera, siendo iguales para el horno nº 1 y el horno nº 2. • Caudal Oxígeno: 300 Nm3 • Caudal Gas Natural: 120 Nm3 98 Automatización de dos hornos para la recuperación de plomo 2.4 Memoria de Cálculo CÁLCULO DE DIÁMETROS DE TUBERÍA Es necesario determinar los diámetros de tubería para cada tramo, para poder garantizar el paso del caudal necesario a presión y velocidad constante. Para ello debemos conocer los siguientes datos: • Presión de entrada absoluta (bar) • Presión de Salida absoluta (bar) • Caudal (Nm3/h) • Densidad relativa del fluido • Temperatura • Viscosidad • Longitud del tramo de tubería Definiremos como se realizan dichos cálculos y los ejecutaremos posteriormente en una hoja de cálculo que se anexará el proyecto. Posteriormente reflejaremos los resultados obtenidos en la memoria de cálculo. Tal y como veremos en la hoja de cálculo, el método para hallar los diámetros es un sistema de tanteo, donde habrá que ir simulando diámetros deseados hasta conseguir la velocidad del gas deseada. Hay que tener en cuenta que en canalizaciones, la velocidad del oxígeno, debe ser inferior a 20 m/s y para los gases inflamables nunca debemos sobrepasar el umbral de 10 m/s. 1er. Paso: Hallar la Densidad ficticia del gas La formula usada es la siguiente. ρ s = ρ rel ⎛ Visc. ⎞ ×⎜ ⎟ ⎝ 0,16 ⎠ 0.04 ⎛ T ª (º C ) + 273 ⎞ ⎛ 0.85 ⎞ × Z ×⎜ ⎟×⎜ ⎟ 288 ⎝ ⎠ ⎝ 0.944 ⎠ 1.96 Donde Z es: ⎡ ⎛ Pe + Ps ⎞ ⎤ ⎟⎥ ⎢⎜ 2 ⎝ ⎠⎥ Z = 1− ⎢ ⎢ 500 ⎥ ⎥ ⎢ ⎦ ⎣ 2º Paso: Hallar el Caudal real En función de los puestos de consumo y el coeficiente de simultaneidad, hallamos el caudal real. Qreal = Qcalc. × Coef .Simultaneidad × Ptosconsumo 99 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo 3er. Paso: Hallar el Diámetro Teórico En primer lugar debemos compensar las perdidas de carga, y esto se soluciona multiplicando la longitud del tramo de tubería por un coeficiente que irá en función de los accesorios instalados en la misma, así como reducciones de sección. En este caso hemos escogido 1,2 como coeficiente de compensación, aunque existen ábacos para calcular la perdida de carga por cada elemento instalado. Leq = Lreal × 1,2 Una vez hallamos la longitud equivalente, Hallamos el diámetro teórico mediante la siguiente expresión: φteor ⎛ ⎜ 48,6 × ρ × L × Q 1,82 s eq real =⎜ 2 ⎜ (Pe )abs − (Ps )abs 2 ⎜ ⎝ ⎛ 1 ⎞ ⎜ ⎟ ⎞ ⎜⎝ 4,82 ⎟⎠ ⎟ ⎟ ⎟ ⎟ ⎠ 4º Paso: Hallar [(Pe)2-(Ps)2] y Ps Las fórmulas enumeradas a continuación serán la base para el cálculo de la velocidad. 1,82 ⎛ 48,6 × ρ s × Leq × Qreal ⎜ P −P = ,82 ⎜ (φint )4selecciona do ⎝ 2 e 2 s Ps = [(P ) 2 e abs ⎞ ⎟ ⎟ ⎠ ] − (Pe2 − Ps2 ) 5º Paso: Hallar las Perdidas Reales Preales = ( Pe ) abs − Ps 6º Paso: Hallar velocidad [m/s] ⎛ Qreal × 354 V = ⎜⎜ ⎝ Ps × (φint )seleccionado ⎞ ⎟ ⎟ ⎠ 7º Paso: Para comprobar que el caudal es el especificado por nosotros [Nm3/h] Q = V × Ps × φ int× 100 φint 354 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo Los diámetros estandarizados de tubería de cobre, son los que se presentan a continuación. Y son estos los que debemos usar para el cálculo de velocidades. TUBERIAS DE COBRE Dimensiones según norma Métrica Tamaños Diámetros Interiores Diam. Exteriores Usuales (mm) e=1mm e=1,2mm e=1,5mm 6 4 8 6 10 8 7,6 7 12 10 9,6 9 14 12 11,6 11 15 13 12,6 12 16 14 13,6 13 18 16 15,6 15 22 20 19,6 19 28 26 25,6 25 35 33 32,6 32 42 40 39,6 39 54 52 51,6 51 67 65 64,6 64 80 78 77,6 77 106 104 103,6 103 e=2mm 6 8 10 11 12 14 18 24 31 38 50 63 76 102 Para los cálculos, usaremos una tubería de espesor 1,5mm, y como hemos dicho anteriormente, tantearemos con dichos valores hasta conseguir una velocidad adecuada. Los datos necesarios para realizar los cálculos se representan en la siguiente tabla: Presión de Entrada absoluta Presión de Salida absoluta (bar) Caudal (Nm3/h) Densidad Relativa Temperatura (ºC) Viscosidad Longitud Tramos Tubería (m) GASES DE PROCESO OXÍGENO GAS NATURAL 3 bar 1,150 bar 1 bar 1 bar 3 3 300 Nm /h + 100 Nm /h 120 Nm3/h 1,105 0,64 10 ºC 10 ºC 0,34 0,34 10 m 10 m 101 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo Observamos que el caudal de oxígeno calculado es de 300 Nm3/h pero le añadimos 100 Nm3/h para tener en cuenta el oxígeno de aporte Si aplicamos estos valores a la hoja de cálculo de diámetros, obtenemos los siguientes valores de diámetros en los siguientes tramos de tubería de proceso. La tabla siguiente indica los valores calculados, y que serán los usados para dimensionar los equipos. OXÍGENO Tramo Tubería Diámetro (mm) Velocidad (m/s) <20 m/s Acometida 10,39 m/s Ok ∅ 42x1,5 Línea Principal Horno 1 13,69 m/s Ok ∅ 54x1,5 Línea Aporte Horno 1 11,61 m/s Ok ∅ 35x1,5 Línea Principal Horno 2 13,69 m/s Ok ∅ 54x1,5 Línea Aporte Horno 2 11,61 m/s Ok ∅ 35x1,5 Línea By-Pass Encendido 14,44 m/s Ok ∅ 15x1,5 GAS NATURAL Tramo Tubería Diámetro (mm) Velocidad (m/s) <10 m/s Acometida 6,97 m/s Ok ∅ 106x1,5 Línea Principal Horno 1 6,23 m/s Ok ∅ 80x1,5 Línea Principal Horno 2 6,23 m/s Ok ∅ 80x1,5 Línea By-Pass Encendido 6,85 m/s Ok ∅ 22x1,5 3 AIRE PURGA (Caudal Soplante 300 Nm ) (presión 1,150 bar) Tramo Tubería Diámetro (mm) Velocidad <20 m/s Inserción en línea Gas Horno 1 15,63 m/s Ok ∅ 80x1,5 Inserción en línea Gas Horno 2 15,63 m/s Ok ∅ 80x1,5 Si observamos bien, podemos apreciar, que la acometida de oxigeno, aun siendo la que mas caudal lleva 400 Nm3/h (en el peor de los casos), es la que tiene uno de los menores diámetros. Esto es debido a que la presión en este tramo es mayor que la presión de trabajo (aproximadamente 10 bar). 102 Automatización de dos hornos para la recuperación de plomo 2.5 Memoria de Cálculo ASPECTOS ELÉCTRICOS DEL CUADRO 2.5.1 Fuentes de Alimentación Para dimensionar las fuentes de alimentación del cuadro, es necesario conocer las potencias o bien las intensidades de los equipos. En la tabla siguiente se enuncian los equipos alimentados a 24 Vcc de cada horno Descripción Cantidad Intensidad unit. Intensidad Total Pantalla Táctil Armario Control 1 300 300 PISHL-1101 1 25 25 FT-1101 1 200 200 FCV-1101 1 250 250 PISL-1102 1 25 25 EV-1101 1 85 85 EV-1102 1 85 85 EV-1103 1 85 85 PISL-1103 1 25 25 EV-6101 1 85 85 EV-6102 1 85 85 CT-6101 1 100 100 FT-6101 1 200 200 FCV-6101 1 250 250 PISL-6101 1 25 25 EV-6103 1 85 85 PISL-2001 1 25 25 Total 1935 mA La intensidad de control asciende a 1.935mA con lo cual dimensionaremos las fuentes de alimentación de 5 Amperios cada una de ellas. Sobredimensionando las fuentes de alimentación garantizamos que una sola de las fuentes pueda maniobrar los dos hornos en caso de avería de la otra. 103 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo 2.5.2 Secciones eléctricas El armario eléctrico, independientemente de sus funciones de control, es el encargado de albergar la alimentación eléctrica de la soplante y la alimentación del motor variador de frecuencia de rotación del horno. Como se verá posteriormente en los esquemas eléctricos (PFC-CX-0007) hay una acometida común trifásica, de la cual se derivaran 2 líneas trifásicas (una por cada horno). De cada una de estas líneas, se colgara la potencia y la maniobra de control de cada uno de los hornos. La sección de entrada de la manguera trifásica deberá ser capaz de soportar el funcionamiento ininterrumpido de los dos hornos con sus correspondientes motores variadores de 10 kW cada uno. Por ello se ha establecido una sección de 8mm2. A partir de la línea de entrada, las derivaciones para los dos hornos se realizaran mediante hilos de sección 6mm2. Las secciones para alimentar a los motores, se realizaran mediante mangueras de 4,5mm2. Y finalmente la maniobra y el control se realizaran mediante hilo de cobre de 1,5mm2. 104 Automatización de dos hornos para la recuperación de plomo 2.6 Memoria de Cálculo LISTADO DE ENTRADAS Y SALIDAS La base para la programación de un PLC, es el listado de entrada y salidas. De este listado se dimensiona el autómata y se establecen los parámetros para la programación. En la memoria descriptiva, ya se comento el tipo de autómatas que se ubicaran en el cuadro de control. La primera columna del listado indica el nombre del equipo o TAG, la siguiente columna indica la descripción de la señal. La tercera resume la tipología de la señal; si es analógica o digital, o bien si es una entrada o una salida. Luego se indica el número de tarjeta y el orden de cada señal dentro de cada tarjeta. Para el caso de señales analógicas se muestran las unidades de ingeniería con las que trabaja y sus valores extremos. Finalmente tenemos a que horno corresponde cada señal y la numeración que adquirirá en el PLC. La disposición del autómata, que en este caso tiene 9 slots de expansión de tarjetas nos hace colocar en primer lugar la tarjeta mixta de entradas y salidas analógicas. A continuación se colocan tres tarjetas de entradas digitales (la última de reserva o de recambio) y para acabar tres tarjetas de salidas digitales ( la última de reserva o de recambio). Finalmente queda en el rack de tarjetas, un slot vacío para posibles ampliaciones. A continuación se muestran las entradas y salidas de cada horno. 105 ETSE Universitat Rovira i Virgili TAG FT1101 FT6101 TT-0101 PROYECTO: Control de Combustión para dos Hornos de Fusión de Plomo DOCUMENTO: LISTA ENTRADAS/SALIDAS FCV1101 FCV6101 DESCRIPCION Caudal Oxígeno Horno Caudal Gas Natural Horno Temperatura Cámara Post-Combustión Reserva Válvula regulación Oxígeno Válvula regulación Gas Natural PISH1101 PISL1101 PISL1102 PISL1103 PISL2001 PISL6101 CT6101 BE0101 Contacto Alta Presión suministro Oxígeno Contacto Baja Presión suministro Oxígeno Contacto Alta Presión O2 Quemador Contacto Alta Presión O2 Etapas Contacto Baja Presión suministro Aire Instrumentos Contacto Baja Presión Gas Natural Quemador Reserva Detector de llama UV DI DI DI DI DI DI DI DI XMC2101 FISH2O1 TISH2O1 PE0101 TSH0101 Confirmación marcha soplante Contacto Mínimo caudal H2O refrigeración Contacto Máxima Temperatura H2O refrigeración Paro Emergencia Cuadro Enclavamientos Temperatura Seguridad Filtros Reserva Conmutador de Encendido en posición llama piloto (I) Conmutador de Encendido en posición trabajo (II) DI DI DI DI DI DI DI DI Reserva Reserva Reserva Reserva Reserva Reserva Reserva Reserva DI DI DI DI DI DI DI DI Electro-válvula Encendido Oxígeno Electro-válvula Oxígeno 1ª Etapa Electro-válvula Oxígeno 2ª Etapa Electro-válvula principal Gas Natural tren válvulas Electro-válvula acometida Gas Natural tren válvulas Electro-válvula Gas Natural Encendido Electro-válvula pilotaje para regulación Oxígeno Electro-válvula pilotaje para regulación Gas DO DO DO DO DO DO DO DO YZ0101 YZ0102 EV1101 EV1102 EV1103 EV6101 EV6102 EV6103 EV1104 EV6104 TIPO AI AI AI AI AO AO TARJ. 1 1 1 1 1 1 2 2 2 2 2 2 2 2 3 3 3 3 3 3 3 3 4 4 4 4 4 4 4 4 5 5 5 5 5 5 5 5 CANAL 1 2 3 4 5 6 REVISION: 1 FECHA: 19/08/2004 Pág.: 1 de 4 EU_LO 6 3 0 EU_HI 350 150 1500 EU m3/h m3/h ºC Área HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 Num. PLC V2020 V2021 V2022 V2023 V2024 V2025 0 0 100 100 % % 1 2 3 4 5 6 7 8 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 X20 X21 X22 X23 X24 X25 X26 X27 1 2 3 4 5 6 7 8 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 X30 X31 X32 X33 X34 X35 X36 X37 1 2 3 4 5 6 7 8 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 X40 X41 X42 X43 X44 X45 X46 X47 1 2 3 4 5 6 7 8 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 Y20 Y21 Y22 Y23 Y24 Y25 Y26 Y27 ETSE Universitat Rovira i Virgili TAG SC0101 SC0102 SC0103 SCM0101 SDR0101 SIZ0101 XL0101 XM0101 PROYECTO: Control de Combustión para dos Hornos de Fusión de Plomo DOCUMENTO: LISTA ENTRADAS/SALIDAS DESCRIPCION Primer programa variador frecuencia (Carga) Segundo programa variador frecuencia (Desulfurizac.) Tercer programa variador frecuencia (Reducción) Orden de Marcha Variador Orden de Giro Derecha variador Orden de Giro Izquierda variador Piloto rojo anomalia Orden de Marcha Soplante Reserva Reserva Reserva Reserva Reserva Reserva Reserva Reserva TIPO DO DO DO DO DO DO DO DO DO DO DO DO DO DO DO DO TARJ. 6 6 6 6 6 6 6 6 7 7 7 7 7 7 7 7 CANAL 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 EU_LO EU_HI REVISION: 1 FECHA: 19/08/2004 Pág.: 2 de 4 EU Área HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 Num. PLC Y30 Y31 Y32 Y33 Y34 Y35 Y36 Y37 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 HORNO 1 Y40 Y41 Y42 Y43 Y44 Y45 Y46 Y47 ETSE Universitat Rovira i Virgili TAG FT2101 FT6201 TT-0201 FCV1201 FCV6201 PISH1201 PISL1201 PISL1202 PISL1203 PISL6201 CT6201 BE0201 XMC2201 FISH2O2 TISH2O2 PE0201 TSH0201 YZ0201 YZ0202 EV1201 EV1202 EV1203 EV6201 EV6202 EV6203 EV1204 EV6204 PROYECTO: Control de Combustión para dos Hornos de Fusión de Plomo DOCUMENTO: LISTA ENTRADAS/SALIDAS DESCRIPCION Caudal Oxígeno Horno Caudal Gas Natural Horno Temperatura Cámara Post-Combustión Reserva Válvula regulación Oxígeno Válvula regulación Gas Natural TIPO AI AI AI AI AO AO Contacto Alta Presión suministro Oxígeno Contacto Baja Presión suministro Oxígeno Contacto Alta Presión O2 Quemador Contacto Alta Presión O2 Etapas Reserva Contacto Baja Presión Gas Natural Quemador Reserva Detector de llama UV DI DI DI DI DI DI DI DI Confirmación marcha soplante Contacto Mínimo caudal H2O refrigeración Contacto Máxima Temperatura H2O refrigeración Paro Emergencia Cuadro Enclavamientos Temperatura Seguridad Filtros Reserva Conmutador de Encendido en posición llama piloto (I) Conmutador de Encendido en posición trabajo (II) DI DI DI DI DI DI DI DI Reserva Reserva Reserva Reserva Reserva Reserva Reserva Reserva DI DI DI DI DI DI DI DI Electro-válvula Encendido Oxígeno Electro-válvula Oxígeno 1ª Etapa Electro-válvula Oxígeno 2ª Etapa Electro-válvula principal Gas Natural tren válvulas Electro-válvula acometida Gas Natural tren válvulas Electro-válvula Gas Natural Encendido Electro-válvula pilotaje para regulación Oxígeno Electro-válvula pilotaje para regulación Gas DO DO DO DO DO DO DO DO TARJ. 1 1 1 1 1 1 2 2 2 2 2 2 2 2 3 3 3 3 3 3 3 3 4 4 4 4 4 4 4 4 5 5 5 5 5 5 5 5 CANAL 1 2 3 4 5 6 REVISION: 1 FECHA: 19/08/2004 Pág.: 3 de 4 EU_LO 6 3 0 EU_HI 350 150 1500 EU m3/h m3/h ºC Área HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 Num. PLC V2030 V2031 V2032 V2033 V2034 V2035 0 0 100 100 % % 1 2 3 4 5 6 7 8 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 X50 X51 X52 X53 X54 X55 X56 X57 1 2 3 4 5 6 7 8 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 X60 X61 X62 X63 X64 X65 X66 X67 1 2 3 4 5 6 7 8 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 X70 X71 X72 X73 X74 X75 X76 X77 1 2 3 4 5 6 7 8 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 Y50 Y51 Y52 Y53 Y54 Y55 Y56 Y57 ETSE Universitat Rovira i Virgili TAG SC0201 SC0202 SC0203 SCM0201 SDR0201 SIZ0201 XL0201 XM0201 PROYECTO: Control de Combustión para dos Hornos de Fusión de Plomo DOCUMENTO: LISTA ENTRADAS/SALIDAS DESCRIPCION Primer programa variador frecuencia (Carga) Segundo programa variador frecuencia (Desulfurizac.) Tercer programa variador frecuencia (Reducción) Orden de Marcha Variador Orden de Giro Derecha variador Orden de Giro Izquierda variador Piloto rojo anomalia Orden de Marcha Soplante Reserva Reserva Reserva Reserva Reserva Reserva Reserva Reserva TIPO DO DO DO DO DO DO DO DO DO DO DO DO DO DO DO DO TARJ. 6 6 6 6 6 6 6 6 7 7 7 7 7 7 7 7 CANAL 1 2 3 4 5 6 7 8 1 2 3 4 5 6 7 8 EU_LO EU_HI REVISION: 1 FECHA: 19/08/2004 Pág.: 4 de 4 EU Área HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 Num. PLC Y60 Y61 Y62 Y63 Y64 Y65 Y66 Y67 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 HORNO 2 Y70 Y71 Y72 Y73 Y74 Y75 Y76 Y77 Automatización de dos hornos para la recuperación de plomo 2.7 Memoria de Cálculo DIAGRAMAS DE FLUJO 2.7.1 Diagrama de Flujo para Control de Alarmas CONDICIONES DE ALARMA ACTIVAS NO ¿HORNO PARADO? SI ACTIVACIÓN ALARMA LUMINOSA ¿DESAPARECE LA CONDICIÓN? NO ACTIVACIÓN ALARMA ACÚSTICA Y LUMINOSA NO ¿ALARMA RECONOCIDA? SI SI DESAPARICIÓN ALARMA ACÚSTICA NO ¿DESAPARECE LA CONDICIÓN? SI SISTEMA DISPUESTO PARA EL ARRANQUE 106 Automatización de dos hornos para la recuperación de plomo Memoria de Cálculo 2.7.2 Diagrama de Flujo para Control de Encendido SISTEMA DISPUESTO PARA EL ARRANQUE NO ¿SELECTOR ARRANQUE POS. ENCENDIDO? SI BARRIDO INICIAL AIRE PARA EL CICLO DE ENCENDIDO TIEMPO “X” APERTURA ELECTROVÁLVULA O2 ENCENDIDO TIEMPO “X” APERTURA ELECTROVÁLVULA GAS ENCENDIDO ENCENDIDO MANUAL QUEMADOR TIEMPO “X” ¿ DETECCIÓN LLAMA? PARO ELECTROVÁLVULAS DE O2 Y GAS ACTIVACIÓN SOPLANTE TIEMPO “X” ALARMA SI SISTEMA DISPUESTO PARA REGULACIÓN GESTIÓN DE ALARMAS 107 Automatización de dos hornos para la recuperación de plomo 2.8 Memoria de Cálculo PROGRAMACIÓN AUTÓMATA 108 250(-1) proyecto horno 1 *************** SERIE DE SEGURIDADES para el paro TOTAL del quemador************** ******************** SERIE 1 ********************** CONTACTO MÁXIMA TEMPERATURA AGUA REFRIGERACIÓN TISH2O1 X32 CONTACTO MÍNIMO CAUDAL AGUA REFRIGERACIÓN FISH2O1 X31 A PARO DE EMERGENCIA CUADRO PE0100 X33 TEMP. SEGURIDAD FILTROS Enclav.FILTRO X34 Contacto Baja presión Suministro Oxígeno PISL1101 X21 1 A Stop x SEGUR1 C700 OUT *************** SERIE DE SEGURIDADES para el paro TOTAL del quemador************** ******************** SERIE 2 ********************** Stop x SEGUR1 C700 Contacto Baja presión Suministro Oxígeno a Quemador PISL1102 X22 Baja presión Suministro Oxígeno Etapas PISL1103 X23 Contacto Baja presión Suministro Aire de Instrumentos PISL2001 X24 Stop x SEGUR2 C701 OUT 2 *************** SERIE DE SEGURIDADES para el paro TOTAL del quemador************** ******************** SERIE 3 ********************** Stop x SEGUR2 C701 Contacto Alta presión Suministro Gas Natural a Quemador PISH6101 X25 Stop x SEGUR3 C702 OUT 3 Retardo de Tiempo para el Paro quemador Stop x SEGUR3 C702 TMR Secuen. Piloto C707 Espera Stop T20 4 K10 Pulsador en GP local O.Paro C1100 Secuen. Piloto C707 Puls Stop C703 PD 5 Tiempo selector "0" T30 PARO DE EMERGENCIA CUADRO PE0100 X33 Espera Stop T20 SET/RESET de la alarma de Detección de Llama C1602 6 NOP ****************** CONDICIONES DE ARRANQUE DEL PILOTO ********************** Stop x SEGUR3 C702 Contacto Alta presión Suministro Oxígeno PISH1101 X20 Fallo de estanqueidad en el circuito de Gas Natural CT6101 X26 7 Page 1 DETECCIÓN DE LLAMA UV BE0101 X27 C7 C.C.M.Piloto C704 OUT 250(-1) proyecto horno 1 Orden de marcha PILOTO (Encendido con poco caudal) SET/RESET de la alarma de Detección de Llama C.C.M.Piloto C704 Block.Piloto C711 M.Piloto MAN C705 OUT C1602 8 Orden de arranque de la secuencia de encendido del piloto M.Piloto MAN C705 Secuen. Piloto C707 SET 9 OM Soplante 1 C710 PD Puls Stop C703 Secuen. Piloto C707 RST 10 Block.Piloto C711 SET Bloque la puesta en marcha del quemador si se ha parado y no retorna el selector de arranque a la posicion "0". Posicion quemador en ENCENDIDO YZ0101 X36 Posicion quemador en TRABAJO YZ0102 X37 TMR Tiempo selector "0" T30 11 K20 Tiempo selector "0" Block.Piloto C711 RST T30 12 Orden de puesta en marcha del barrido al inicio del ciclo. OM Soplante 1 C710 SOPLANTE 1 C730 SET 13 Duracin del tiempo de barrido al inicio del ciclo TMR SOPLANTE 1 C730 Barrido 1 T21 14 K100 Barrido 1 T21 SOPLANTE 1 C730 RST 15 Secuen. Piloto C707 Barrido 1 T21 EV´S PILOTO C712 SET 16 Secuen. Piloto C707 EV´S PILOTO C712 RST 17 Page 2 250(-1) EV´S PILOTO C712 DETECCIÓN DE LLAMA UV BE0101 X27 proyecto horno 1 TMR Deteccion UV T23 18 K50 LLama OK C1037 OUT Posicion quemador en TRABAJO YZ0102 X37 Deteccion UV T23 EV´S REGULACION C713 SET 19 Pulsador pantalla O.M.Quema.Pral C1101 Posicion quemador en TRABAJO YZ0102 X37 EV´S REGULACION C713 RST 20 Secuen. Piloto C707 Pulsador Pantalla O.P.Quema.Pral C1107 Puls Stop C703 SOPLANTE 2 C731 SET 21 TMR SOPLANTE 2 C731 Barrido 2 T24 22 K60 Barrido 2 T24 SOPLANTE 2 C731 RST 23 CONFIRMACIÓN MARCHA SOPLANTE AIRE Mensaje en pantalla Soplante Conf. Marcha C1022 OUT XMC2101 X30 24 25 NOP EV O2 Encendido EV1101 Y20 OUT EV´S PILOTO C712 26 Page 3 250(-1) proyecto horno 1 Pulsador pantalla I ETAPA OXIGENO C1104 EV O2 1ª Etapa EV1102 Y21 OUT Pulsador Pantalla II ETAPA OXIGENO C1105 EV O2 2ª Etapa EV1103 Y22 OUT 27 28 EV GAS 1 EV6101 Y23 OUT Secuen. Piloto C707 29 EV GAS 2 EV6102 Y24 OUT EV Gas Encendido EV6103 Y25 OUT EV´S PILOTO C712 30 EV Reg. O2 EV1104 Y26 OUT EV´S REGULACION C713 31 EV Reg. Gas EV6104 Y27 OUT XM2100 O.M.Soplante Y37 OUT SOPLANTE 1 C730 32 SOPLANTE 2 C731 33 NOP Subrutina para los controles de giro del horno Programa 1: Giros es estadio de Carga Programa 2: Giros en estadio de Desulfurización Programa 3: Giros en estadio de Reducción Inversión de Giros Paro de rotaciones Primer Scan SP0 K200 GTS 34 Primer Scan SP0 K111 GTS 35 Va a buscar la configuración del equipo, tarjetas de entradas y salidas analógicas y las asigna a las variables, Adjudica valores a las variables y contiene toda la configuración inicial. Primer Scan SP0 K100 GTS 36 Page 4 250(-1) proyecto horno 1 Redireccionamos las variables ( entradas, salidas, etc.) para poder trabajar con los bloques del PID. Transferimos los bits de control de los PID a las Variables. Primer Scan SP0 K99 GTS 37 Salto a la subrrutina para el control de alarmas de Oxígeno. Primer Scan SP0 K98 GTS 38 Salto a la subrrutina para el control de alarmas de Gas. Primer Scan SP0 K97 GTS 39 Salto a la subrrutina para el control de alarmas comunes. Aire, control llama, soplante, etc. Primer Scan SP0 K96 GTS 40 Salto a la subrrutina para el envio de variables PLC a la visualizacion de la pantalla. Primer Scan SP0 K95 GTS 41 SUBRUTINA ELECCIÓN MODO PID OXIGENO Y ESCRITURA DE LA ETIQUETA EN PANTALLA PANTALLA ACTUAL V2000 K90 GTS K32 42 Conversión de variables en la pantalla de PARAMETROS REGULADOR OXIGENO Se transforman de HEX a BCD PANTALLA ACTUAL V2000 K89 GTS K33 43 SUBRUTINA ELECCIÓN MODO PID GAS NATURAL Y ESCRITURA DE LA ETIQUETA EN PANTALLA PANTALLA ACTUAL V2000 K88 GTS K3c 44 Puls GAS AUTO C210 PULS.GAS CASCADA C211 SUBRUTINA ELECCIÓN MODO PID TEMPERATURA Y ESCRITURA DE LA ETIQUETA EN PANTALLA PANTALLA ACTUAL V2000 K46 K87 GTS 45 PULS.GAS CASCADA C211 Conversión de variables en la pantalla de PARAMETROS REGULADOR GAS NATURAL Se transforman de HEX a BCD PANTALLA ACTUAL V2000 K3d K86 GTS 46 Page 5 250(-1) PANTALLA ACTUAL V2000 K47 K85 GTS 47 Pulsador Paro de Alarma Acústica de Pantalla táctil C201 Reconocimiento Alarma C202 PD 48 REG.CAUDAL C1036 Puls GAS AUTO C210 PD 49 REG.TEMPERAT. C1035 PULS.GAS CASCADA C211 PD 50 *********************** proyecto horno 1 FIN DE PROGRAMA ********************** 51 END DLBL K1 Etiqueta "MANUAL" ACON MANUAL 53 DLBL K2 Etiqueta "AUTOMATICO" ACON AUTOMATICO 55 DLBL K3 Etiqueta "CASCADA" ACON CASCADA 57 Conversión de variables en la pantalla de PARAMETROS REGULADOR GAS NATURAL Se transforman de HEX a BCD SBR K85 Page 6 250(-1) proyecto horno 1 LD Valor i pantalla para el Gain del regulador PID de Temperatura. Se lee como valor HEX GAIN Temp HEX. V4200 Primer Scan SP0 59 BCD OUT PID3 variable/BCD Proporcional 3 V3110 LD Valor ipantalla para el Reset del regulador PID Temperatura. Se lee como valor HEX RESET Temp HEX. V4201 BCD OUT PID3 variable/BCD Integral 3 V3111 LD Valor pantalla para el Rate del regulador PID Temperatura. Se lee como valor HEX RATE Temp HEX.1 V4202 BCD OUT PID3 variable/BCD Derivada 3 V3112 Conversión de variables en la pantalla de PARAMETROS REGULADOR GAS NATURAL Se transforman de HEX a BCD SBR K86 Page 7 250(-1) proyecto horno 1 LD GAIN Gas convertido en valor BCD y que será posteriormente transferido al módulo PID GAS GAIN GAS V4140 Primer Scan SP0 61 BCD OUT PID2 variable/BCD Proporcional2 V3050 LD RESET Gas convertido en valor BCD y que será posteriormente transferido al módulo PID GAS RESET GAS V4141 BCD OUT PID2 variable/BCD Integral2 V3051 LD RATE Gas convertido en valor BCD y que será posteriormente transferido al módulo PID GAS RATE GAS V4142 BCD OUT PID2 variable/BCD Derivada2 V3052 LD Valor límite de caudal Gas en Pantalla V4143 BCD OUT PID2 variable/Bin Ouput_limit H2 V3071 62 RT 63 NOP Activación y desactivación de modos de PID. El Bxxxx.x activa el Set del modo solicitado de regulación y desactiva el modo anterior. SBR K87 Selección modo funcionamiento PID de gas naturalen MANUAL Pulsador Pantalla GP Pulso Manual Tem C1550 Modo Manual Temp C1553 SET 65 B3106.0 B3100.0 OUT Page 8 250(-1) proyecto horno 1 Selección modo funcionamiento PID de gas natural en AUTOMÁTICO Pulsador Pantalla GP Pulso Auto.Temp. C1551 Modo Aut.Temp C1554 SET 66 Primer Scan SP0 B3100.1 OUT B3106.1 PULS.GAS CASCADA C211 Selección modo funcionamiento PID de gas natural en CASCADA Pulsador Pantalla GP Pulso Casc.Temp C1552 Modo Casc.Temp. C1555 SET 67 B3100.2 OUT B3106.2 Anulación modo funcionamiento PID de gas natural en MANUAL Pulsador Pantalla GP Pulso Auto.Temp. C1551 Modo Manual Temp C1553 RST 68 Pulsador Pantalla GP Pulso Casc.Temp C1552 PULS.GAS CASCADA C211 Anulación modo funcionamiento PID de gas natural en AUTOMATICO Pulsador Pantalla GP Pulso Manual Tem C1550 Modo Aut.Temp C1554 RST 69 Pulsador Pantalla GP Pulso Casc.Temp C1552 Anulación modo funcionamiento PID de gas natural en CASCADA Pulsador Pantalla GP Pulso Manual Tem C1550 Modo Casc.Temp. C1555 RST 70 Pulsador Pantalla GP Pulso Auto.Temp. C1551 PULS.GAS CASCADA C211 PANTALLA ACTUAL V2000 Etiqueta modos PID Cambio Pant.Temp C1557 PD K46 71 Page 9 250(-1) proyecto horno 1 Pulsador Pantalla GP Pulso Manual Tem C1550 Etiqueta modo PID Autoriz. Escribi C1556 SET 72 Pulsador Pantalla GP Pulso Auto.Temp. C1551 Pulsador Pantalla GP Pulso Casc.Temp C1552 Etiqueta modos PID Cambio Pant.Temp C1557 Etiqueta modo PID Autoriz. Escribi C1556 TMR T2 73 K20 Etiqueta modo PID Autoriz. Escribi C1556 RST T2 74 Modo Manual Temp C1553 Etiqueta modo PID Autoriz. Escribi C1556 LD K10 75 LD K0 LDLBL K1 MOVMC PID 3 MODE V5440 Modo Aut.Temp C1554 Etiqueta modo PID Autoriz. Escribi C1556 LD K10 76 LD K0 LDLBL K2 MOVMC PID 3 MODE V5440 Modo Casc.Temp. C1555 Etiqueta modo PID Autoriz. Escribi C1556 LD K10 77 LD K0 LDLBL K3 MOVMC PID 3 MODE V5440 78 NOP Page 10 250(-1) proyecto horno 1 79 NOP ******************************************************** SUBRUTINA LIMITAR EL VALOR DE CONSIGNA Y EL VALOR DE SALIDA DE LA VÁLVULA PARA EL REGULADOR DE GAS El PLC reconoce las variables introducidas en la pantalla táctil como variables en formato HEX. Deben convertirse a BCD para tratarlas y enviarlas de nuevo a la pantalla. Esta secuencia captura el valor HEX del ratio introducido y lo transfiere a otra variable ya convertido en formato BCD. LD PANTALLA ACTUAL V2000 Consigna introducido desde pantalla GP. SP Temp. V5450 K46 80 BCD OUT Valor consignaconvertido en unidades decimales V5451 LD Apertura válvula control Gas introducida desde pantalla GP OUT % GasxTemp. V5460 BCD OUT Valor apertura válvula O2 convertido en unidades decimales V5461 Valor consignaconvertido en unidades decimales V5451 Limite entradas 2 Pulso 2 C200 SET K50 81 Limite entradas 2 Pulso 2 C200 LD K50 82 BIN OUT Consigna introducido desde pantalla GP. SP Temp. V5450 Limite entradas 2 Pulso 2 C200 RST Valor consignaconvertido en unidades decimales V5451 Limite entradas 2 Pulso 2 C200 SET K1200 83 Page 11 250(-1) Limite entradas 2 Pulso 2 C200 proyecto horno 1 LD K1200 84 BIN OUT Consigna introducido desde pantalla GP. SP Temp. V5450 Limite entradas 2 Pulso 2 C200 RST 85 NOP Parte de la subrutina para limitar la apertura máxima manual de la válvula de oxígeno Valor apertura válvula O2 convertido en unidades decimales V5461 Limite entradas 2 Pulso 2 C200 SET K101 86 Limite entradas 2 Pulso 2 C200 LD K100 87 BIN OUT Apertura válvula control Gas introducida desde pantalla GP OUT % GasxTemp. V5460 Limite entradas 2 Pulso 2 C200 RST Valor apertura válvula O2 convertido en unidades decimales V5461 K1 Valor apertura válvula O2 convertido en unidades decimales V5461 K102 Limite entradas 2 Pulso 2 C200 SET 88 Limite entradas 2 Pulso 2 C200 LD K0 89 BIN OUT Apertura válvula control Gas introducida desde pantalla GP OUT % GasxTemp. V5460 Limite entradas 2 Pulso 2 C200 RST Page 12 250(-1) proyecto horno 1 90 NOP 91 NOP 92 RT SUBRUTINA ELECCIÓN MODO PID GAS NATURAL Y ESCRITURA DE LA ETIQUETA EN PANTALLA SBR K88 Selección modo funcionamiento PID de gas naturalen MANUAL Pulsador Pantalla GP Pulso Manual Gas C1350 Modo Manual Gas C1353 SET 94 B3040.0 OUT Selección modo funcionamiento PID de gas natural en AUTOMÁTICO Pulsador Pantalla GP Pulso Auto. Gas C1351 Modo Aut. Gas C1354 SET 95 Puls GAS AUTO C210 B3040.1 OUT Selección modo funcionamiento PID de gas natural en CASCADA Pulsador Pantalla GP Pulso Casc. Gas C1352 Modo Casc. Gas C1355 SET 96 Primer Scan SP0 B3040.2 OUT PULS.GAS CASCADA C211 Anulación modo funcionamiento PID de gas natural en MANUAL Pulsador Pantalla GP Pulso Auto. Gas C1351 Modo Manual Gas C1353 RST 97 Pulsador Pantalla GP Pulso Casc. Gas C1352 Puls GAS AUTO C210 PULS.GAS CASCADA C211 Page 13 250(-1) proyecto horno 1 Anulación modo funcionamiento PID de gas natural en AUTOMATICO Pulsador Pantalla GP Pulso Manual Gas C1350 Modo Aut. Gas C1354 RST 98 Pulsador Pantalla GP Pulso Casc. Gas C1352 PULS.GAS CASCADA C211 Anulación modo funcionamiento PID de gas natural en CASCADA Pulsador Pantalla GP Pulso Manual Gas C1350 Modo Casc. Gas C1355 RST 99 Pulsador Pantalla GP Pulso Auto. Gas C1351 Puls GAS AUTO C210 PANTALLA ACTUAL V2000 Etiqueta modos PID Cambio Pant. GN C1357 PD K3c 100 Pulsador Pantalla GP Pulso Manual Gas C1350 Etiqueta modo PID Autoriz. Escritu C1356 SET 101 Pulsador Pantalla GP Pulso Auto. Gas C1351 Pulsador Pantalla GP Pulso Casc. Gas C1352 Etiqueta modos PID Cambio Pant. GN C1357 Etiqueta modo PID Autoriz. Escritu C1356 TMR T1 102 K20 Etiqueta modo PID Autoriz. Escritu C1356 RST T1 103 Modo Manual Gas C1353 Etiqueta modo PID Autoriz. Escritu C1356 LD K10 104 LD K0 LDLBL K1 MOVMC Word donde se escribe el modo del PID de Gas V5240 Page 14 250(-1) Modo Aut. Gas C1354 Etiqueta modo PID Autoriz. Escritu C1356 proyecto horno 1 LD K10 105 LD K0 LDLBL K2 MOVMC Word donde se escribe el modo del PID de Gas V5240 Modo Casc. Gas C1355 Etiqueta modo PID Autoriz. Escritu C1356 LD K10 106 LD K0 LDLBL K3 MOVMC Word donde se escribe el modo del PID de Gas V5240 107 NOP 108 NOP ******************************************************** SUBRUTINA LIMITAR EL VALOR DE CONSIGNA Y EL VALOR DE SALIDA DE LA VÁLVULA PARA EL REGULADOR DE GAS El PLC reconoce las variables introducidas en la pantalla táctil como variables en formato HEX. Deben convertirse a BCD para tratarlas y enviarlas de nuevo a la pantalla. Esta secuencia captura el valor HEX del ratio introducido y lo transfiere a otra variable ya convertido en formato BCD. LD PANTALLA ACTUAL V2000 Consigna introducido desde pantalla GP. CONSIGNA V5250 K3c 109 BCD OUT Valor consignaconvertido en unidades decimales V5251 LD Apertura válvula control Gas introducida desde pantalla GP Apertura GAS V5260 BCD OUT Valor apertura válvula O2 convertido en unidades decimales V5261 Valor consignaconvertido en unidades decimales V5251 Limite entradas 2 Pulso 2 C200 SET K10 110 Page 15 250(-1) Limite entradas 2 Pulso 2 C200 proyecto horno 1 LD K10 111 BIN OUT Consigna introducido desde pantalla GP. CONSIGNA V5250 Limite entradas 2 Pulso 2 C200 RST Valor consignaconvertido en unidades decimales V5251 Limite entradas 2 Pulso 2 C200 SET K300 112 Limite entradas 2 Pulso 2 C200 LD K300 113 BIN OUT Consigna introducido desde pantalla GP. CONSIGNA V5250 Limite entradas 2 Pulso 2 C200 RST Parte de la subrutina para limitar la apertura máxima manual de la válvula de oxígeno Valor apertura válvula O2 convertido en unidades decimales V5261 Limite entradas 2 Pulso 2 C200 SET K101 114 Limite entradas 2 Pulso 2 C200 LD K100 115 BIN OUT Apertura válvula control Gas introducida desde pantalla GP Apertura GAS V5260 Limite entradas 2 Pulso 2 C200 RST Valor apertura válvula O2 convertido en unidades decimales V5261 K1 Valor apertura válvula O2 convertido en unidades decimales V5261 K102 Limite entradas 2 Pulso 2 C200 SET 116 Page 16 250(-1) Limite entradas 2 Pulso 2 C200 proyecto horno 1 LD K0 117 BIN OUT Apertura válvula control Gas introducida desde pantalla GP Apertura GAS V5260 Limite entradas 2 Pulso 2 C200 RST 118 NOP 119 RT Conversión de variables en la pantalla de PARAMETROS REGULADOR OXIGENO Se transforman de HEX a BCD SBR K89 Page 17 250(-1) proyecto horno 1 LD Valor introducido desde pantalla para el Gain del regulador PID de O2. Se lee como valor HEX GAIN O2 HEX. V4100 Primer Scan SP0 121 BCD OUT PID1 variable/BCD Proporcional1 V3010 LD Valor introducido desde pantalla para el Reset del regulador PID de O2. Se lee como valor HEX RESET O2 HEX. V4101 BCD OUT PID1 variable/BCD Integral1 V3011 LD Valor introducido desde pantalla para el Rate del regulador PID de O2. Se lee como valor HEX RATE O2 HEX. V4102 BCD OUT PID1 variable/BCD Derivada1 V3012 LD Valor introducido desde pantalla para el valor máximo de apertura en manual de la válvula de regulación de O2. Se lee como valor HEX Limit OUT O2 HEX V4103 BCD OUT PID1 variable/Bin Ouput_limit H1 V3031 122 NOP 123 RT SUBRUTINA ELECCIÓN MODO PID OXIGENO Y ESCRITURA DE LA ETIQUETA EN PANTALLA SBR K90 Page 18 250(-1) proyecto horno 1 Selección modo funcionamiento PID de oxígeno en MANUAL Pulsador Pantalla GP PID Oxigeno Modo Manual C1153 SET Pulso Manual C1150 125 B3000.0 OUT Selección modo funcionamiento PID de oxígeno en AUTOMÁTICO Pulsador Pantalla GP PID Oxigeno Modo Automático C1154 SET Pulso Automático C1151 126 Primer Scan SP0 B3000.1 OUT Selección modo funcionamiento PID de oxígeno en CASCADA Pulsador Pantalla GP PID Oxigeno Modo Cascada C1155 SET Pulso Cascada C1152 127 B3000.2 OUT Anulación modo funcionamiento PID de oxígeno en MANUAL Pulsador Pantalla GP PID Oxigeno Modo Manual C1153 RST Pulso Automático C1151 128 Pulsador Pantalla GP Pulso Cascada C1152 Anulación modo funcionamiento PID de oxígeno en AUTOMATICO Pulsador Pantalla GP PID Oxigeno Modo Automático C1154 RST Pulso Manual C1150 129 Pulsador Pantalla GP Pulso Cascada C1152 Anulación modo funcionamiento PID de oxígeno en CASCADA Pulsador Pantalla GP PID Oxigeno Modo Cascada C1155 RST Pulso Manual C1150 130 Pulsador Pantalla GP Pulso Automático C1151 PANTALLA ACTUAL V2000 Etiqueta de modos de PID Cambio Pantalla C1157 PD K32 131 Etiqueta modo PID Autoriza Escritu C1156 TMR T0 132 K15 Etiqueta modo PID Autoriza Escritu C1156 RST T0 133 Page 19 250(-1) Etiqueta modo PID PID Oxigeno Modo Manual C1153 proyecto horno 1 LD Autoriza Escritu C1156 K10 134 LD K0 LDLBL K1 MOVMC Word donde se escribe el modo del PID de Oxígeno V5040 Etiqueta modo PID PID Oxigeno Modo Automático C1154 LD Autoriza Escritu C1156 K10 135 LD K0 LDLBL K2 MOVMC Word donde se escribe el modo del PID de Oxígeno V5040 Etiqueta modo PID PID Oxigeno Modo Cascada C1155 LD Autoriza Escritu C1156 K10 136 LD K0 LDLBL K3 MOVMC Word donde se escribe el modo del PID de Oxígeno V5040 Pulsador Pantalla GP Pulso Manual C1150 Etiqueta modo PID Autoriza Escritu C1156 SET 137 Pulsador Pantalla GP Pulso Automático C1151 Pulsador Pantalla GP Pulso Cascada C1152 Etiqueta de modos de PID Cambio Pantalla C1157 Page 20 250(-1) proyecto horno 1 ******************************************************** SUBRUTINA LIMITAR EL VALOR DEL RATIO Y EL VALOR DE SALIDA DE LA VÁLVULA PARA EL REGULADOR DE OXÍGENO El PLC reconoce las variables introducidas en la pantalla táctil como variables en formato HEX. Deben convertirse a BCD para tratarlas y enviarlas de nuevo a la pantalla. Esta secuencia captura el valor HEX del ratio introducido y lo transfiere a otra variable ya convertido en formato BCD. LD PANTALLA ACTUAL V2000 Ratio introducido desde pantalla GP. RATIO V5050 K32 138 BCD OUT Valor ratio convertido en unidades decimales V5051 LD Apertura válvula control O2 introducida desde pantalla GP Apertura O2 V5060 BCD OUT Valor apertura válvula O2 convertido en unidades decimales V5061 Valor ratio convertido en unidades decimales V5051 Limite entradas 2 Pulso 2 C200 SET K150 139 Limite entradas 2 Pulso 2 C200 LD K150 140 BIN OUT Ratio introducido desde pantalla GP. RATIO V5050 Limite entradas 2 Pulso 2 C200 RST Valor máximo de ratio que introduciremos por GP Ratio máximo V5052 Valor ratio convertido en unidades decimales Limite entradas 2 Pulso 2 C200 SET V5051 141 Limite entradas 2 Pulso 2 C200 LD K300 142 BIN OUT Ratio introducido desde pantalla GP. RATIO V5050 Limite entradas 2 Pulso 2 C200 RST Page 21 250(-1) proyecto horno 1 Parte de la subrutina para limitar la apertura máxima manual de la válvula de oxígeno Valor apertura válvula O2 convertido en unidades decimales V5061 Limite entradas 2 Pulso 2 C200 SET K101 143 Limite entradas 2 Pulso 2 C200 LD K100 144 BIN OUT Apertura válvula control O2 introducida desde pantalla GP Apertura O2 V5060 Limite entradas 2 Pulso 2 C200 RST Valor apertura válvula O2 convertido en unidades decimales V5061 K1 Valor apertura válvula O2 convertido en unidades decimales V5061 K102 Limite entradas 2 Pulso 2 C200 SET 145 Limite entradas 2 Pulso 2 C200 LD K0 146 BIN OUT Apertura válvula control O2 introducida desde pantalla GP Apertura O2 V5060 Limite entradas 2 Pulso 2 C200 RST 147 RT SBR K95 Page 22 250(-1) proyecto horno 1 LD PID1 variable/Bin Ouput 1 V3005 Primer Scan SP0 149 BCD MUL K100 DIV K4095 OUT Indicacion en Pantalla % Val O2 V5206 LD PID2 variable/Bin Ouput 2 V3045 Primer Scan SP0 150 BCD MUL K100 DIV K4095 OUT V5256 LD PID3 variable/Bin Ouput 3 V3105 Primer Scan SP0 151 BCD MUL K100 DIV K4095 OUT Indicacion en Pantalla % Reg.temperatur V5601 152 RT SBR K96 TRATAMIENTO DE ALARMAS ALARMA POR MÍNIMA PRESION EN LÍNEA DE AIRE DE INSTRUMENTOS SEÑAL: PISL2101 Contacto Baja presión Suministro Aire de Instrumentos PISL2001 X24 SET/RESET para memorización de la alarma de mínima presión de Aire de Instrumentos SET/RESET de la alarma de mínima presión de Aire de Instrumentos C1620 C1600 SET 154 Page 23 250(-1) SET/RESET de la alarma de mínima presión de Aire de Instrumentos C1600 proyecto horno 1 SET/RESET para memorización de la alarma de mínima presión de Aire de Instrumentos C1620 SET Reconocimiento Alarma C202 155 SET/RESET de la alarma de mínima presión de Aire de Instrumentos C1600 RST Contacto Baja presión Suministro Aire de Instrumentos PISL2001 X24 SET/RESET para memorización de la alarma de mínima presión de Aire de Instrumentos SET/RESET para memorización de la alarma de mínima presión de Aire de Instrumentos C1620 C1620 RST 156 SET/RESET de la alarma de mínima presión de Aire de Instrumentos Mensaje en pantalla Alarma Aire C1014 OUT C1600 157 SET/RESET para memorización de la alarma de mínima presión de Aire de Instrumentos C1620 TRATAMIENTO DE ALARMAS FALLO DE DETECCIÓN DE LLAMA SEÑAL: BE0100 EV´S PILOTO C712 DETECCIÓN DE LLAMA UV BE0101 X27 TMR T.para UV T6 C7 158 K70 SET/RESET para memorización de la alarma de Detección de llama T.para UV T6 SET/RESET de la alarma de Detección de Llama C1602 SET C1622 159 SET/RESET de la alarma de Detección de Llama C1602 SET/RESET para memorización de la alarma de Detección de llama C1622 SET Reconocimiento Alarma C202 160 SET/RESET de la alarma de Detección de Llama C1602 RST SET/RESET para memorización de la alarma de Detección de llama T.para UV T6 SET/RESET para memorización de la alarma de Detección de llama C1622 C1622 RST 161 Page 24 250(-1) proyecto horno 1 162 NOP SET/RESET de la alarma de Detección de Llama Mensaje en pantalla Fallo Llama C1021 OUT C1602 163 SET/RESET para memorización de la alarma de Detección de llama C1622 TRATAMIENTO DE ALARMAS CONFIRMACIÓN DE MARCHA SOPLANTE AIRE SEÑAL: XMC2100 XM2100 O.M.Soplante Y37 CONFIRMACIÓN MARCHA SOPLANTE AIRE XMC2101 X30 TMR T.para soplante T7 164 K50 SET/RESET para memorización de la alarma de Fallo en Soplante de Aire T.para soplante T7 SET/RESET de la alarma de Fallo en Soplante de Aire C1601 SET C1621 165 SET/RESET de la alarma de Fallo en Soplante de Aire C1601 SET/RESET para memorización de la alarma de Fallo en Soplante de Aire C1621 SET Reconocimiento Alarma C202 166 SET/RESET de la alarma de Fallo en Soplante de Aire C1601 RST SET/RESET para memorización de la alarma de Fallo en Soplante de Aire SET/RESET para memorización de la alarma de Fallo en Soplante de Aire T.para soplante T7 C1621 C1621 RST 167 SET/RESET de la alarma de Fallo en Soplante de Aire Mensaje en pantalla Fallo Soplante C1031 OUT C1601 168 SET/RESET para memorización de la alarma de Fallo en Soplante de Aire C1621 TRATAMIENTO DE ALARMAS CONTACTO MINIMO CAUDAL H20 REFRIGERACIÓN SEÑAL: FISH2O CONTACTO MÍNIMO CAUDAL AGUA REFRIGERACIÓN FISH2O1 X31 SET/RESET para memorización de la alarma de Mínimo Caudal Agua Refrigeración SET/RESET de la alarma de Mínimo Caudal Agua Refrigeración C1623 C1603 SET 169 Page 25 250(-1) SET/RESET de la alarma de Mínimo Caudal Agua Refrigeración C1603 proyecto horno 1 SET/RESET para memorización de la alarma de Mínimo Caudal Agua Refrigeración C1623 SET Reconocimiento Alarma C202 170 SET/RESET de la alarma de Mínimo Caudal Agua Refrigeración C1603 RST CONTACTO MÍNIMO CAUDAL AGUA REFRIGERACIÓN FISH2O1 X31 SET/RESET para memorización de la alarma de Mínimo Caudal Agua Refrigeración SET/RESET para memorización de la alarma de Mínimo Caudal Agua Refrigeración C1623 C1623 RST 171 SET/RESET de la alarma de Mínimo Caudal Agua Refrigeración Mensaje en pantalla Min Caudal H2O C1016 OUT C1603 172 SET/RESET para memorización de la alarma de Mínimo Caudal Agua Refrigeración C1623 TRATAMIENTO DE ALARMAS CONTACTO MÁXIMA TEMPERATURA H2O REFRIGERACIÓN SEÑAL:TISH2O CONTACTO MÁXIMA TEMPERATURA AGUA REFRIGERACIÓN TISH2O1 X32 SET/RESET para memorización de la alarma de máxima temperatura Agua Refrigeración SET/RESET de la alarma de máxima temperatura Agua Refrigeración C1604 SET C1624 173 SET/RESET de la alarma de máxima temperatura Agua Refrigeración C1604 SET/RESET para memorización de la alarma de máxima temperatura Agua Refrigeración C1624 SET Reconocimiento Alarma C202 174 SET/RESET de la alarma de máxima temperatura Agua Refrigeración C1604 RST CONTACTO MÁXIMA TEMPERATURA AGUA REFRIGERACIÓN TISH2O1 X32 SET/RESET para memorización de la alarma de máxima temperatura Agua Refrigeración SET/RESET para memorización de la alarma de máxima temperatura Agua Refrigeración C1624 C1624 RST 175 Page 26 250(-1) SET/RESET de la alarma de máxima temperatura Agua Refrigeración proyecto horno 1 Mensaje en pantalla Max. Temp. H2O C1017 OUT C1604 176 SET/RESET para memorización de la alarma de máxima temperatura Agua Refrigeración C1624 TEMP. SEGURIDAD FILTROS Enclav.FILTRO X34 SET/RESET de la alarma de falta condiciones desde control SET/RESET para memorización de la alarma de falta de condiciones del control C1625 C1605 SET 177 SET/RESET de la alarma de falta condiciones desde control C1605 SET/RESET para memorización de la alarma de falta de condiciones del control C1625 SET Reconocimiento Alarma C202 178 SET/RESET de la alarma de falta condiciones desde control C1605 OUT TEMP. SEGURIDAD FILTROS Enclav.FILTRO X34 SET/RESET para memorización de la alarma de falta de condiciones del control SET/RESET para memorización de la alarma de falta de condiciones del control C1625 C1625 RST 179 SET/RESET de la alarma de falta condiciones desde control Piloto pantalla No OK Control C1034 OUT C1605 180 SET/RESET para memorización de la alarma de falta de condiciones del control C1625 181 RT SBR K97 TRATAMIENTO DE ALARMAS ALARMA POR MÍNIMA PRESION EN LÍNEA DE GAS NATURAL A QUEMADOR SEÑAL: PISL6100 Contacto Alta presión Suministro Gas Natural a Quemador PISH6101 X25 SET/RESET para memorización de la alarma de mínima presión de Gas Natural a Quemador C1370 C1360 SET 183 Page 27 250(-1) SET/RESET para memorización de la alarma de mínima presión de Gas Natural a Quemador C1370 SET Reconocimiento Alarma C202 C1360 proyecto horno 1 184 C1360 RST SET/RESET para memorización de la alarma de mínima presión de Gas Natural a Quemador C1370 SET/RESET para memorización de la alarma de mínima presión de Gas Natural a Quemador Contacto Alta presión Suministro Gas Natural a Quemador PISH6101 X25 C1370 RST 185 Mensaje en pantalla Min.Gas Quemador C1015 OUT C1360 186 SET/RESET para memorización de la alarma de mínima presión de Gas Natural a Quemador C1370 TRATAMIENTO DE ALARMAS FALLO DE ESTANQUEIDAD EN EL CIRCUITO DE GAS SEÑAL: CT6100 Fallo de estanqueidad en el circuito de Gas Natural CT6101 X26 SET/RESET para memorización de la alarma de fallo de estanqueidad en circuito de Gas Natural C1361 SET C1371 187 C1361 SET/RESET para memorización de la alarma de fallo de estanqueidad en circuito de Gas Natural C1371 SET Reconocimiento Alarma C202 188 C1361 RST Fallo de estanqueidad en el circuito de Gas Natural CT6101 X26 SET/RESET para memorización de la alarma de fallo de estanqueidad en circuito de Gas Natural SET/RESET para memorización de la alarma de fallo de estanqueidad en circuito de Gas Natural C1371 C1371 RST 189 Mensaje en pantalla Estanqueidad C1020 OUT C1361 190 SET/RESET para memorización de la alarma de fallo de estanqueidad en circuito de Gas Natural C1371 Page 28 250(-1) Fallo de estanqueidad en el circuito de Gas Natural CT6101 X26 proyecto horno 1 191 C1040 OUT 192 RT SBR K98 Contacto Alta presión Suministro Oxígeno PISH1101 X20 SET/RESET para memorización de la alarma de máxima presión suministro de oxígeno SET/RESET de la alarma de máxima presión en suministro de Oxígeno C1170 C1160 SET 194 SET/RESET de la alarma de máxima presión en suministro de Oxígeno C1160 SET/RESET para memorización de la alarma de máxima presión suministro de oxígeno C1170 SET Reconocimiento Alarma C202 195 SET/RESET de la alarma de máxima presión en suministro de Oxígeno C1160 RST Contacto Alta presión Suministro Oxígeno PISH1101 X20 SET/RESET para memorización de la alarma de máxima presión suministro de oxígeno SET/RESET para memorización de la alarma de máxima presión suministro de oxígeno C1170 RST C1170 196 SET/RESET de la alarma de máxima presión en suministro de Oxígeno Mensaje en pantalla Alta oxigeno C1010 OUT C1160 197 SET/RESET para memorización de la alarma de máxima presión suministro de oxígeno C1170 TRATAMIENTO DE ALARMAS ALARMA POR MÍNIMA PRESION EN LÍNEA DE SUMINISTRO DE OXÍGENO SEÑAL: PISL1100 Contacto Baja presión Suministro Oxígeno PISL1101 X21 SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno SET/RESET de la alarma de mínima presión en suministro de Oxígeno C1171 C1161 SET 198 Page 29 250(-1) SET/RESET de la alarma de mínima presión en suministro de Oxígeno C1161 proyecto horno 1 SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno C1171 SET Reconocimiento Alarma C202 199 SET/RESET de la alarma de mínima presión en suministro de Oxígeno C1161 RST Contacto Baja presión Suministro Oxígeno PISL1101 X21 SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno C1171 C1171 RST 200 SET/RESET de la alarma de mínima presión en suministro de Oxígeno Mensaje en pantalla Baja Oxigeno C1011 OUT C1161 201 SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno C1171 TRATAMIENTO DE ALARMAS ALARMA POR MÍNIMA PRESION EN LÍNEA DE OXÍGENO A QUEMADOR SEÑAL: PISL1101 Contacto Baja presión Suministro Oxígeno a Quemador PISL1102 X22 SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno a Quemador SET/RESET de la alarma de mínima presión en suministro de Oxígeno a Quemador C1162 SET C1172 202 SET/RESET de la alarma de mínima presión en suministro de Oxígeno a Quemador C1162 SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno a Quemador C1172 SET Reconocimiento Alarma C202 203 SET/RESET de la alarma de mínima presión en suministro de Oxígeno a Quemador C1162 RST Contacto Baja presión Suministro Oxígeno a Quemador PISL1102 X22 SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno a Quemador SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno a Quemador C1172 C1172 RST 204 Page 30 250(-1) SET/RESET de la alarma de mínima presión en suministro de Oxígeno a Quemador proyecto horno 1 Mensaje en pantalla Min.O2 Quemador C1012 OUT C1162 205 SET/RESET para memorización de la alarma de mínima presión suministro de oxígeno a Quemador C1172 TRATAMIENTO DE ALARMAS ALARMA POR MÍNIMA PRESION EN LÍNEA DE OXÍGENO DE APORTE SEÑAL: PISL1102 Baja presión Suministro Oxígeno Etapas PISL1103 X23 SET/RESET para memorización de la alarma de mínima presión suministro de Oxígeno de Aporte SET/RESET de la alarma de mínima presión en suministro de Oxígeno de Aporte C1173 C1163 SET 206 SET/RESET de la alarma de mínima presión en suministro de Oxígeno de Aporte C1163 SET/RESET para memorización de la alarma de mínima presión suministro de Oxígeno de Aporte C1173 SET Reconocimiento Alarma C202 207 SET/RESET de la alarma de mínima presión en suministro de Oxígeno de Aporte C1163 RST Baja presión Suministro Oxígeno Etapas PISL1103 X23 SET/RESET para memorización de la alarma de mínima presión suministro de Oxígeno de Aporte SET/RESET para memorización de la alarma de mínima presión suministro de Oxígeno de Aporte C1173 C1173 RST 208 SET/RESET de la alarma de mínima presión en suministro de Oxígeno de Aporte Mensaje en pantalla Min.O2 Etapas C1013 OUT C1163 209 SET/RESET para memorización de la alarma de mínima presión suministro de Oxígeno de Aporte C1173 Page 31 250(-1) proyecto horno 1 Secuencia que activa en la pantalla táctil una alarma de oxígeno común a cualquier alarma de alta o baja presión de oxígeno en la línea. Cualquier alarma en presiones de oxígeno activa un aviso luminoso en GP Alarma Gral.O2 C1032 OUT Mensaje en pantalla Alta oxigeno C1010 210 Mensaje en pantalla Baja Oxigeno C1011 Mensaje en pantalla Min.O2 Quemador C1012 Mensaje en pantalla Min.O2 Etapas C1013 Secuencia que activa en la pantalla táctil un aviso de activación de paro de emergencia PARO DE EMERGENCIA CUADRO PE0100 X33 Alarma P.E. GP C1033 OUT 211 Mensaje en pantalla Paro Emergencia C1023 OUT 212 RT SBR K99 Page 32 250(-1) proyecto horno 1 Transfiere las variables que contienen los valores de entrada a las correspondientes PV pertenecientes a los PID. LD CH1-Entrada Tarjeta1 Caudal Oxígeno FT1100 V2020 Primer Scan SP0 214 BIN OUT PID1 variable/Bin PV_PID1 V3003 BCD MUL K6000 DIV K4095 OUT Indicación en GP Caudal FT1100 V5002 LD CH2-Entrada Tarjeta1 Caudal Gas Natural FT6100 V2021 BIN OUT PID2 variable/Bin PV_PID2 V3043 BCD MUL K3000 DIV K4095 OUT Indicación en GP Caudal FT6100 V5202 Transfiere la variables de entrada de temperatura. LD Primer Scan SP0 CH3-Entrada Tarjeta1 Analogica 3 V2022 215 BIN OUT PID3 variable/Bin PV_PID3 V3103 BCD MUL K1300 DIV K4095 OUT Indicación en GP Temperatura V5600 Page 33 250(-1) Primer Scan SP0 proyecto horno 1 LD PID Oxigeno Modo Automático C1154 PID1 variable/Bin Ouput 1 V3005 216 OUT Indicacion GP Caudal O2 V5004 BCD OUT CH1-Salida Tarjeta1 Valvula Regulación O2 FCV1100 V2024 Seguimiento de la salida de control de válvulas desde el trabajo en automatico al valor inicial en manual. LD Primer Scan SP0 CH1-Salida Tarjeta1 Valvula Regulación O2 PID Oxigeno Modo Automático C1154 FCV1100 V2024 217 MUL K100 DIV K4095 BIN OUT Apertura válvula control O2 introducida desde pantalla GP Apertura O2 V5060 218 NOP Primer Scan SP0 LD Apertura válvula control O2 introducida desde pantalla GP PID Oxigeno Modo Manual C1153 Apertura O2 V5060 219 OUT Indicacion GP Caudal O2 V5004 BCD MUL K4095 DIV K100 OUT CH1-Salida Tarjeta1 Valvula Regulación O2 FCV1100 V2024 Page 34 250(-1) proyecto horno 1 LD Primer Scan SP0 PID2 variable/Bin Ouput 2 V3045 Modo Aut. Gas C1354 220 OUT Modo Casc. Gas C1355 Indicacion GP Caudal Gas V5204 BCD OUT CH2-Salida Tarjeta1 Válvula Regulación Gas FCV6100 V2025 Seguimiento de la salida de control de válvulas desde el trabajo en automatico al valor inicial en manual. LD Primer Scan SP0 Modo Casc. Gas C1355 CH2-Salida Tarjeta1 Válvula Regulación Gas FCV6100 V2025 C2 221 MUL K100 DIV K4095 BIN OUT Apertura válvula control Gas introducida desde pantalla GP Apertura GAS V5260 Transfiere las variables que contienen los valores de salida pertenecientes al control manual,a las correspondientes OUT de la Tarjeta. Primer Scan SP0 Modo Manual Gas C1353 LD Apertura válvula control Gas introducida desde pantalla GP Apertura GAS V5260 C2 222 OUT Indicacion GP Caudal Gas V5204 BCD MUL K4095 DIV K100 OUT CH2-Salida Tarjeta1 Válvula Regulación Gas FCV6100 V2025 223 NOP 224 NOP Page 35 250(-1) proyecto horno 1 Transfiere el Punto Consigna de caudal de Gas al registro del PID. LD Primer Scan SP0 Consigna GAS V4001 225 OUT PID2 variable/Bin SP_PID2 V3042 Lee el SP de Gas en la GP y lo transfiere a la entrada del PID2. (ojo condiciones) LD Primer Scan SP0 Valor consignaconvertido en unidades decimales EV´S REGULACION C713 226 V5251 MUL K4095 DIV K300 BIN OUT PID2 variable/Bin SP_PID2 V3042 Primer Scan SP0 REG.CAUDAL C1036 REG.TEMPERAT. C1035 EV´S REGULACION C713 LD Consigna GAS V4001 227 OUT PID2 variable/Bin SP_PID2 V3042 LD Ratio introducido desde pantalla GP. RATIO V5050 Primer Scan SP0 228 OUT V4014 Lee el SP de Temperatura en la GP y lo transfiere a la entrada del PID3. (ojo ultima transferencia convertir primero a BIN??) LD Valor consignaconvertido en unidades decimales EV´S REGULACION C713 229 V5451 MUL K4095 DIV K1300 OUT Valor máximo de Consigna introduciremos por GP SP Temp.BCD V5452 BIN OUT PID3 variable/Bin SP_PID3 V3102 Page 36 250(-1) proyecto horno 1 230 NOP Trnsfiere la consignaal SP del regulador de temperatura. Primer Scan SP0 REG.TEMPERAT. C1035 REG.CAUDAL C1036 EV´S REGULACION C713 LD PV Temp GP V4000 231 OUT PID3 variable/Bin SP_PID3 V3102 LD REG.TEMPERAT. C1035 K0 232 OUT PID3 variable/Bin SP_PID3 V3102 Pone a cro los SP de O2 y Gas en caso de estar parada la regulacion. LD EV´S REGULACION C713 K0 233 OUT PID1 variable/Bin SP_PID1 V3002 OUT PID2 variable/Bin SP_PID2 V3042 OUT PID3 variable/Bin SP_PID3 V3102 Pone a cero los Bits de ordenes en caso de fallo de comunicación Confirmación de comunicación entre Scada y Koyo WatchDog C1003 TMR T77 K20 234 235 RT SBR K100 Page 37 250(-1) proyecto horno 1 Lee las entradas analógicas (1d4) y las salidas analógicas (2d2) LD Primer Scan SP0 K402 237 OUT V7660 LDA O2020 OUT V7670 LDA O2024 OUT V7700 ******************************************************* INICIALIZACION DE VARIABLES V5052= RATIO MAXIMO PERMITIDO V5062= APERTURA MÁXIMA PERMITIDA PARA VALVULA O2 LD Primer Scan SP0 K300 238 OUT Valor máximo de ratio que introduciremos por GP Ratio máximo V5052 LD K85 OUT Valor máximo de apertura que introduciremos por GP Apertura Max. V5062 239 RT SBR K111 Page 38 250(-1) proyecto horno 1 Transfiere las variables que contienen los valores de entrada a las correspondientes PV pertenecientes a los PID. LD CH1-Entrada Tarjeta1 Caudal Oxígeno FT1100 V2020 Primer Scan SP0 241 BIN OUT PID1 variable/Bin PV_PID1 V3003 BCD MUL K6000 DIV K4095 OUT Indicación en GP Caudal FT1100 V5002 LD CH2-Entrada Tarjeta1 Caudal Gas Natural FT6100 V2021 BIN OUT PID2 variable/Bin PV_PID2 V3043 BCD MUL K3000 DIV K4095 OUT Indicación en GP Caudal FT6100 V5202 Transfiere la variables de entrada de temperatura. LD Primer Scan SP0 CH3-Entrada Tarjeta1 Analogica 3 V2022 242 BIN OUT PID3 variable/Bin PV_PID3 V3103 BCD MUL K1300 DIV K4095 OUT Indicación en GP Temperatura V5600 Page 39 250(-1) proyecto horno 1 LD PID Oxigeno Modo Manual C1153 PID1 variable/Bin Ouput 1 V3005 243 OUT Indicacion GP Caudal O2 V5004 BCD OUT CH1-Salida Tarjeta1 Valvula Regulación O2 FCV1100 V2024 Seguimiento de la salida de control de válvulas desde el trabajo en automatico al valor inicial en manual. LD CH1-Salida Tarjeta1 Valvula Regulación O2 PID Oxigeno Modo Automático C1154 FCV1100 V2024 244 MUL K100 DIV K4095 BIN OUT Apertura válvula control O2 introducida desde pantalla GP Apertura O2 V5060 245 NOP Primer Scan SP0 LD Apertura válvula control O2 introducida desde pantalla GP PID Oxigeno Modo Manual C1153 Apertura O2 V5060 246 OUT Indicacion GP Caudal O2 V5004 BCD MUL K4095 DIV K100 OUT CH1-Salida Tarjeta1 Valvula Regulación O2 FCV1100 V2024 Page 40 250(-1) proyecto horno 1 LD Primer Scan SP0 PID2 variable/Bin Ouput 2 V3045 Modo Aut. Gas C1354 247 OUT Modo Casc. Gas C1355 Indicacion GP Caudal Gas V5204 BCD OUT CH2-Salida Tarjeta1 Válvula Regulación Gas FCV6100 V2025 Seguimiento de la salida de control de válvulas desde el trabajo en automatico al valor inicial en manual. LD Primer Scan SP0 Modo Casc. Gas C1355 CH2-Salida Tarjeta1 Válvula Regulación Gas FCV6100 V2025 C2 248 MUL K100 DIV K4095 BIN OUT Apertura válvula control Gas introducida desde pantalla GP Apertura GAS V5260 Transfiere las variables que contienen los valores de salida pertenecientes al control manual,a las correspondientes OUT de la Tarjeta. Primer Scan SP0 LD Apertura válvula control Gas introducida desde pantalla GP Apertura GAS V5260 Modo Manual Gas C1353 249 OUT Indicacion GP Caudal Gas V5204 BCD MUL K4095 DIV K100 OUT CH2-Salida Tarjeta1 Válvula Regulación Gas FCV6100 V2025 250 NOP 251 NOP Page 41 250(-1) proyecto horno 1 Lee el SP de Gas en la GP y lo transfiere a la entrada del PID2. (ojo condiciones) LD Primer Scan SP0 EV´S REGULACION C713 Valor consignaconvertido en unidades decimales C2 252 V5251 MUL K4095 DIV K300 BIN OUT PID2 variable/Bin SP_PID2 V3042 Lee el SP de Gas en la GP, lo multiplica por el Ratio y lo transfiere a la entrada del PID1. (ojo condiciones) habría que cojer el del Caudal real de Gas LD Primer Scan SP0 EV´S REGULACION C713 CH2-Entrada Tarjeta1 Caudal Gas Natural PID Oxigeno Modo Automático C1154 FT6100 V2021 253 MUL Valor ratio convertido en unidades decimales V5051 DIV K200 OUT PID1 variable/Bin SP_PID1 V3002 MUL K600 DIV K4095 BIN OUT Valor S.P. Ratio en pantalla V5200 Lee el SP de Temperatura en la GP y lo transfiere a la entrada del PID3. (ojo ultima transferencia convertir primero a BIN??) LD Primer Scan SP0 Valor consignaconvertido en unidades decimales REG.TEMPERAT. C1035 254 V5451 MUL K4095 DIV K1300 OUT Valor máximo de Consigna introduciremos por GP SP Temp.BCD V5452 BIN OUT PID3 variable/Bin SP_PID3 V3102 Page 42 250(-1) Primer Scan SP0 proyecto horno 1 LD REG.TEMPERAT. C1035 PV Temp GP V4000 255 OUT PID3 variable/Bin SP_PID3 V3102 Pone a cro los SP de O2 y Gas en caso de estar parada la regulacion. EV´S REGULACION C713 LD C0 K0 256 OUT PID1 variable/Bin SP_PID1 V3002 OUT PID2 variable/Bin SP_PID2 V3042 OUT PID3 variable/Bin SP_PID3 V3102 257 RT SBR K200 Contacto Pantalla para activación del ciclo de giros en carga GIRO CARGA C300 Set-Reset Giros en ciclo de Carga C310 259 SET Set-Reset Giros en ciclo de Desulfurización C311 RST Set-Reset Giros en ciclo de Reducción C312 RST Manda la orden de arranque del variador de frecuencia C315 OUT Set-Reset Giros en ciclo de Carga C310 260 Entrada variador de frecuencia para activar el primer programa de rotación (CARGA) SC-0101 Y30 OUT Page 43 250(-1) Contacto Pantalla para activación de los giros hacia la derecha ROTACIÓN DERECHA C303 Contacto Pantalla para activación de los giros hacia la izquierda ROTACIÓN IZQUIER C304 proyecto horno 1 Manda la orden de arranque del variador de frecuencia C315 OUT 268 Orden de giro del variador. Sentido Derecha SDR-0101 Y34 OUT Contacto Pantalla para activación de los giros hacia la izquierda ROTACIÓN IZQUIER C304 Contacto Pantalla para activación de los giros hacia la derecha ROTACIÓN DERECHA C303 Manda la orden de arranque del variador de frecuencia C315 OUT 269 Orden de giro del variador. Sentido Izquierda SIZ-0101 Y35 OUT 270 RT 271 NOP Page 45 250(-1) Contacto Pantalla para activación del ciclo de giros en estadio de desulfurización GIRO DESULFUR. C301 proyecto horno 1 Set-Reset Giros en ciclo de Desulfurización C311 261 SET Set-Reset Giros en ciclo de Carga C310 RST Set-Reset Giros en ciclo de Reducción C312 RST Manda la orden de arranque del variador de frecuencia C315 OUT Set-Reset Giros en ciclo de Desulfurización C311 262 Entrada variador de frecuencia para activar el segundo programa de rotación ( DESULFURIZACIÓN) SC-0102 Y31 OUT Contacto Pantalla para activación del ciclo de giros en estadio de reducción GIRO REDUCCIÓN C302 Set-Reset Giros en ciclo de Reducción C312 263 SET Set-Reset Giros en ciclo de Carga C310 RST Set-Reset Giros en ciclo de Desulfurización C311 RST Manda la orden de arranque del variador de frecuencia C315 OUT Set-Reset Giros en ciclo de Reducción C312 264 Entrada variador de frecuencia para activar el tercer programa de rotación (REDUCCIÓN) SC-0103 Y32 OUT Manda la orden de arranque del variador de frecuencia C315 Set-Reset Orden de Marcha del Variador C314 SET 265 Set-Reset Orden de Marcha del Variador Orden de Marcha del Variador de Frecuencia SCM-0101 Y33 OUT C314 266 Paro Giro Horno desde Pantalla GP C313 Set-Reset Orden de Marcha del Variador C314 RST 267 Page 44 Automatización de dos hornos para la recuperación de plomo 2.9 Memoria de Cálculo PROGRAMACIÓN PANTALLA TÁCTIL 109 2004/08/19 13:42 Plomo.prw Lista de Ajustes del GP 6. Ajustes de la Comunicación Método de Comunicación Velocidad Longitud del Bit Paridad Bit de Paro Método de Control Configuración de las Comunicaciones Tiempo de Espera de Envío Recepción Fuera de tiempo Contador Nueva Transmisión 4Líneas 9600 8 Bit Impar 1 Bit DTR/ER 0 2 2 Información del Proyecto 2004/08/19 13:42 Plomo.prw Información General Nombre del Proyecto Descripción Tamaño del proyecto de DOS Tipo de GP Tipo de PLC Tamaño del proyecto GP Date Info. del monitor del mecanismo Plomo.prw Medina 889203 Bytes GP270L KOYO DL-205/405 SERIES ? Thu Aug 19 13:42:42 2004 Ninguno 2004/08/19 13:42 Plomo.prw Lista de Ajustes del GP 1. 2. 3. 4. Ajustes del GP Check Sum Timbre Táctil Salida del Timbre Sonido del timbre Tipo de dato del No. de pantalla Flujo de Cambio de Nivel de Pantalla Contraseña común Tiempo en el Modo de Espera Cambiar al No. de Pantalla Visualización de Inicio del Puerto de Comunicaciones Activado Activado Activado Continuo Bin Desactivado NINGUNA 0 0 0 Ajustes E/S Modo de Offline Ajuste del contraste Ajuste del brillo Visualiz. Revertida Modo de Entrada Táctil Usar Panel Táctil tras... Tipo de impresora Método de Impresora Dirección Impresión Invertida de Colores Vel. de Refresco Touch Panel Error Detection Esquina superior izquierda Activado Desactivado Activado Activado 2 Punto No PR201 Monocromo Horizontal Activado 0 Desactivado Ajustes del modo Direcc. de Inicio del Sistema No. de Máquina Tamaño del Area de lectura Tipo de Protocolo de la Unión V1400 1 0 1:1 Ajustes de la pantalla inicial No. de la pantalla base inicial Tamaño del Caracter de Alarma 1 1x1 Lista de Ajustes del GP 5. Ajustes Extendidos Ajuste de la Fuente Calidad de la Fuente Prioridad Ktag Ver error Online Borrar visualiz. de error Resetea el GP cuando hay un error de escritura de dato Modo de los Datos de la cadena de caracteres Watch Dog Ajsute de la Copia de Seg. Ajustes del Area de Sistema No. de la actual pantalla Error de estado Dato del reloj (Actual) Estado Reservado(Escribir) Cambiar al No. de Pantalla Visualización Pantalla Act./Inac. Dato del reloj (Fijo) Control Reservedo(Leer) Control de Ventana No. de Registro de Ventana Localización de la ventana Total de Palabras Ventana Global Acceso de Ventana Ajuste de la Tag Q Modo de Visualización (Registro) Formato de Visualiz. de la Tag Q Ajustes de impresión de la tag Q Formato de Hora de la Tag Q Operación Externa Qtag Contador de Activaciones de Alarmas Ver Mensaje de Alarma en Tag-Q Datos de PLC visualizados por Tag-Q Tarjeta CF de almacenaje de datos Espacio Libre de la Tarjeta CF Copia de Seguridad SRAM Automática de Tarjeta CF Screen Capture Calidad de Captura Auto Increment File Number Bit Completo de Captura 2004/08/19 13:42 Plomo.prw Europea Alta Estandart Activado Activado Desactivado 1 Dirección :LS0020 Desactivado H Activado Activado Activado Activado Activado Activado Activado Activado Activado Activado Activado Activado Activado 20 Activado Indirecto Forma Activa 128 Historial 128 Evento 128 Time Date 2 Activación 11 Mensaje 17 Re Imprimir Desactivado _9:15 Operación Externa Off LS0020 Limpiar cuando se conecte Limpiar cuando se conecte Desactivado Desactivado Desactivado Desactivado 0 Desactivado Desactivado Referencia Cruzada Global Direcc. del Bit C0201 C0300 C0301 C0302 C0303 C0304 C0313 C0707 C0713 C1010 C1011 C1012 C1013 C1014 C1015 C1016 C1017 C1020 C1021 C1023 C1027 C1031 C1032 C1033 C1034 C1100 C1101 C1102 C1104 C1105 C1107 C1150 C1151 C1153 C1154 C1156 C1201 C1220 C1221 C1222 C1223 C1240 C1241 C1242 C1243 C1244 C1245 2004/08/19 13:42 Plomo.prw Pantalla B2,B3,B4,B5,B7,B8,B10,B50,B51,B52,B60,B61 B62,B70,B71,B72 B5 B5 B5 B5 B5 B5 B3 B3 Alarma de Mensaje,B7 Alarma de Mensaje,B7 Alarma de Mensaje,B7 Alarma de Mensaje,B7 Alarma de Mensaje,B4,B10 Alarma de Mensaje,B4,B8 Alarma de Mensaje Alarma de Mensaje Alarma de Mensaje,B4,B8 Alarma de Mensaje,B4 Alarma de Mensaje Alarma de Mensaje Alarma de Mensaje,B10 B4 B4 B4 B3 B3 B3 B3 B3 B3 B50 B50 B50 B50 B50 B1 B51,B71 B51,B71 B51,B71 B51 B52,B72 B52,B72 B52,B72 B52,B72 B52,B72 B52,B72 2004/08/19 13:42 Plomo.prw Referencia Cruzada Global Direcc. del Bit C1351 C1352 C1354 C1355 C1356 C1420 C1421 C1422 C1423 C1440 C1441 C1442 C1443 C1444 C1445 C1550 C1551 C1553 C1554 C1556 X0000 Pantalla B60 B60 B60 B60 B60 B61 B61 B61 B61 B62 B62 B62 B62 B62 B62 B70 B70 B70 B70 B70 B50,B60,B70 Direcc. de la Palabra LS0020 V1400 V3004 V3010 V3011 V3012 V3044 V3050 V3051 V3052 V3104 V3110 V3111 V3112 V40400 V40610 Pantalla Ajustes del GP Ajustes del GP B50 B50 B50 B50 B60 B60 B60 B60 B70 B70 B70 B70 B50,B60,B70 B2,B3,B4,B5,B7,B8,B10,B50,B51,B52,B60,B61 B62,B70,B71,B72 B5 B3 Alarma de Mensaje,B4,B7,B8,B10 Alarma de Mensaje,B4,B8,B10 B3 B50 B1 B51,B71 B52,B72 B60 B61 V40614 V40634 V40640 V40641 V40644 V40646 V40650 V40651 V40652 V40656 V40661 2004/08/19 13:42 Plomo.prw Referencia Cruzada Global Direcc. de la Palabra V40662 V40666 V4100 V4101 V4102 V4103 V4140 V4141 V4142 V4143 V4200 V4201 V4202 V5002 V5004 V5013 V5014 V5015 V5016 V5017 V5020 V5040 V5041 V5042 V5043 V5044 V5050 V5060 V5200 V5202 V5206 V5213 V5214 V5215 V5216 V5217 V5220 V5240 V5241 V5242 V5243 V5244 V5250 V5256 V5260 V5440 V5441 V5442 V5443 V5444 V5450 Pantalla B62 B70 B51 B51 B51 B51 B61 B61 B61 B61 B71 B71 B71 B2,B7,B50 B7 B52,B72 B52,B72 B52,B72 B52,B72 B52,B72 B52,B72 B50 B50 B50 B50 B50 B2,B50 B50 B50 B2,B8,B60 B2,B7,B50 B62 B62 B62 B62 B62 B62 B60 B60 B60 B60 B60 B2,B8,B60 B2,B8,B60 B60 B70 B70 B70 B70 B70 B2,B70 2004/08/19 13:42 Plomo.prw Referencia Cruzada Global Direcc. de la Palabra V5460 V5600 V5601 Pantalla B70 B2,B70 B70 2004/08/19 13:42 B1 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B1 Inicio 2004/08/19 13:42 B2 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B2 Selección Arranque 2004/08/19 13:42 B3 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B3 Tipo Arranque 2004/08/19 13:42 B4 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B4 Alarmas 2004/08/19 13:42 B5 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B5 Rotaciones 2004/08/19 13:42 B7 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B7 P&ID OXÍGENO 2004/08/19 13:42 B8 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B8 P&ID GAS NATURAL 2004/08/19 13:42 B10 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B10 P&ID AIRE 2004/08/19 13:42 B50 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B50 Regulador Oxígeno 2004/08/19 13:42 B51 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B51 Set PID Oxigeno 2004/08/19 13:42 B52 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B52 Set Alarmas Oxigeno 2004/08/19 13:42 B60 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B60 Regulador Gas Natural 2004/08/19 13:42 B61 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B61 Set PID Gas Natural 2004/08/19 13:42 B62 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B62 Set Alarmas Gas Natural 2004/08/19 13:42 B70 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B70 Regulador Temperatura 2004/08/19 13:42 B71 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B71 Set PID Temperatura 2004/08/19 13:42 B72 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B72 Set Alarmas Temperatura 2004/08/19 13:42 B200 Información de la pantalla Nombre del Proyecto Pantalla Pantalla de Imagen Plomo.prw B200 Teclado Automatización de dos hornos para la recuperación de plomo 3 Planos PLANOS 110 Automatización de dos hornos para la recuperación de plomo 4 Presupuesto PRESUPUESTO A continuación, se valoraran los distintos conceptos de la instalación dividiéndolos en los siguientes capítulos: 4.1 - Estación Gasificadora - Equipos Oxígeno - Equipos Gas Natural - Equipos de Aire y Elementos Varios - Cuadro eléctrico - Acometidas a Hornos CAPITULO 1: ESTACIÓN GASIFICADORA TAG V-1001 V-1003 V-1002 V-1004 SV-1001 SV-1002 CANT 2 2 2 DESCRIPCIÓN Válvula Criogénica 1” HEROSE Ref. 01301.X.0001 Válvula de Bola 2 1/2” PEKOS Ref. O-61-TTG-VN-DN65 Válvula de Alivio 1/2” LESER Ref. 459 1/2” COSTE UNIT. COSTE TOTAL 188,78 € 377,56 € 231,78 € 463,56 € 112,50 € 225 € 589,17 € 1178,34 € Válvula de bola 2 1/2” PEKOS EV-1001 EV-1002 Ref. O-61-TTG-VN-DN65 2 Con actuador neumático de doble efecto y dos finales de carrera AIR TORQUE Ref. AT 201 DA 111 Automatización de dos hornos para la recuperación de plomo TAG TISH-0101 CANT 1 Presupuesto DESCRIPCIÓN Transmisor indicador de Temperatura INSTRUMENTOS WIKA COSTE UNIT. COSTE TOTAL 148,48 € 148,48 € 15,18 € 75,90 € 39,12 € 978 € 22 € 352 € Ref. A5500TR 5 25 16 Metros de tubería de cobre 28x1,5 Coste por metro instalado Metros de tubería de cobre 80x1,5 Coste por metro instalado Horas de mano de Obra Montaje Estación Gasificadora Total Capitulo 1 112 3798,84 € Automatización de dos hornos para la recuperación de plomo 4.2 Presupuesto CAPÍTULO 2: EQUIPOS DE OXÍGENO TAG V-1101 V-1201 CANT 2 DESCRIPCIÓN Válvula de Bola 2 1/2” PEKOS Ref. O-61-TTG-VN-DN65 COSTE UNIT. COSTE TOTAL 231,78 € 463,56 € 19,38 € 116,28 € 19,38 € 77,52 € 97,57 € 780,56 € V-1102 V-1105 V-1110 V-1202 6 Válvula de bola para conexión de manómetros 1/2” KITZ Ref. 1/2” 58-AKSZA V-1205 V-1210 V-1103 V-1104 V-1203 4 Válvula de bola para líneas de encendido de quemador 1/2” KITZ Ref. 1/2” 58-AKSZA V-1204 V-1106 V-1107 V-1108 V-1109 V-1206 V-1207 8 Válvula de Bola 2 1/2” PEKOS Ref. O-61-TTG-VN-DN35 V-1208 V-1209 113 Automatización de dos hornos para la recuperación de plomo TAG PCV-1101 PCV-1201 Pishl-1101 Pishl-1201 CANT 2 PISL-1202 2 TI-1201 FT-1101 FT-1201 FCV-1101 FCV-1201 Regulador de Presión 2” LT Gasetechnik Ref. LTD-2 COSTE UNIT. COSTE TOTAL 2230 € 4460 € 0-500 mbar INSTRUMENTOS WIKA 272,72 € 545,44 € 223,50 € 894 € 36,12 72,24 € 2550,40 € 5100,80 € 1540,82 € 3081,64 € Ref. 232.50.100 + 831.21 Manómetro de contacto inductivo ∅ 100 4 0-6 bar INSTRUMENTOS WIKA Ref. 232.50.100 + 831.2 PISL-1203 TI-1101 DESCRIPCIÓN Manómetro de contactos inductivos ∅ 100 PISL-1102 PISL-1103 Presupuesto Indicador de Temperatura ∅ 100 2 -20 a 60ºC INSTRUMENTOS WIKA Ref. A5500 Transmisor de caudal másico 2” 2 6-350 Nm3/h Bronkhorst Hi-tec In Flow Ref. F-106C1-HDD-02-V 2 Válvula de Control DN65 con posicionador electro neumático de simple efecto y de efecto normalmente cerrado. Conexión entrebridada. DN de regulación DN32 BÜRKERT Ref. 2712 + 8630 114 Automatización de dos hornos para la recuperación de plomo TAG EV-1101 CANT 2 EV-1201 EV-1202 4 FI-1201 NRV-1101 Electroválvula de asiento inclinado 1/2” y cuerpo en bronce. Actuador electro neumático de simple efecto BÜRKERT. Electroválvula de asiento inclinado 1 1/2” y cuerpo en bronce. Actuador electro neumático de simple efecto BÜRKERT. COSTE TOTAL 98,23 € 196,46 € 190,52 € 762,08 € 551,70 € 1103,40 € 756 € 1512 € 696 € 1392 € 22,93 € 229,30 € 27,65 € 1382,50 € Rotámetro de 1 1/2” 2 12-120 Nm3/h TECFLUID Ref. SC250 2 Válvula de seguridad (retención de llama) de 2 1/2” Cuerpo en Latón. WITT NRV-1201 Ref. WITT RV-80 NRV-1102 Válvula de seguridad (retención de llama) de 1 1/2” Cuerpo en Latón. WITT NRV-1202 COSTE UNIT. Ref.2000-11/2 EV-1203 FI-1101 DESCRIPCIÓN Ref.2000-1/2 EV-1102 EV-1103 Presupuesto 2 Ref. WITT 339 10 50 Metros de tubería de cobre 42x1,5 Coste por metro instalado Metros de tubería de cobre 54x1,5 Coste por metro instalado 115 Automatización de dos hornos para la recuperación de plomo TAG CANT 45 6 Presupuesto DESCRIPCIÓN Metros de tubería de cobre 35x1,5 Coste por metro instalado Metros de tubería de cobre 15x1,5 Coste por metro instalado Total Capitulo 2 116 COSTE UNIT. COSTE TOTAL 18,16 € 817,20 € 12,42 € 74,52 € 23.061,50 € Automatización de dos hornos para la recuperación de plomo 4.3 Presupuesto CAPÍTULO 3: EQUIPOS DE GAS NATURAL TAG V-6101 V-6201 V-6104 V-6204 CANT 2 2 DESCRIPCIÓN Válvula de Bola 3” PEKOS Ref. O-61-TTG-VN-DN80 Válvula de bola para conexión de manómetros 1/2” KITZ COSTE UNIT. COSTE TOTAL 315,20 € 630,40 € 19,38 € 38,76 € 55,11 € 220,44 € 1160 € 2320 € 558,76 € 2235,04 € 329,66 € 659,32 € Ref. 1/2” 58-AKSZA V-6102 V-6103 V-6202 4 Válvula de bola para líneas de encendido de quemador 3/4” KITZ Ref. 3/4” 58-AKSZA V-6203 PCV-6101 PCV-6201 2 EV-6101 EV-6102 EV-6201 4 Regulador de Presión 3” Kromschroeder Ref. VGBF-80 Electroválvula motorizada 3” para detección de estanqueidad y suministro de Gas Natural. Kromschroeder EV-6202 Ref. VK 80 F10 T5 A93D CT-6101 Detector de estanqueidad para conexionado a válvulas motorizadas. Kromschroeder CT-6201 2 Ref. TC-318 R 05-T 117 Automatización de dos hornos para la recuperación de plomo TAG EV-6103 EV-6203 CANT 2 Presupuesto DESCRIPCIÓN Electroválvula de asiento inclinado 3/4” y cuerpo en bronce. Actuador electro neumático de simple efecto BÜRKERT. COSTE UNIT. COSTE TOTAL 132 € 264 € 36,12 72,24 € 2824,67 € 5649,34 € Ref.2000-3/4 TI-6101 TI-6201 FT-6101 FT-6201 FCV-6101 FCV-6201 PISL-6101 PISL-6201 NRV-6101 NRV-6201 Indicador de Temperatura ∅ 100 2 -20 a 60ºC INSTRUMENTOS WIKA Ref. A5500 Transmisor de caudal másico 3” 2 3-150 Nm3/h Bronkhorst Hi-tec In Flow Ref. D-6280-HGB-DD-AV-56 2 Válvula de Control DN80 con posicionador electro neumático de simple efecto y de efecto normalmente cerrado. Conexión 1830,25 € entrebridada. DN de regulación DN32 BÜRKERT Ref. 2712 + 8630 3660,50 € Manómetro de contacto inductivo ∅ 100 2 0-1200 mbar INSTRUMENTOS WIKA 223,50 € 447 € 756 € 1512 € Ref. 232.50.100 + 831.2 Válvula de seguridad (retención de llama) de 2 1/2” Cuerpo en Latón. WITT 2 Ref. WITT RV-80 118 Automatización de dos hornos para la recuperación de plomo TAG CANT 10 50 6 Presupuesto DESCRIPCIÓN Metros de tubería de cobre 106x1,5 Coste por metro instalado Metros de tubería de cobre 80x1,5 Coste por metro instalado Metros de tubería de cobre 22x1,5 Coste por metro instalado Total Capitulo 3 COSTE UNIT. COSTE TOTAL 51,20 € 512 € 39,12 € 1956 € 13,95 € 83,70 € 20.260,74 € 119 Automatización de dos hornos para la recuperación de plomo 4.4 Presupuesto CAPÍTULO 4: EQUIPOS DE AIRE Y ELEMENTOS VARIOS TAG CANT DESCRIPCIÓN COSTE UNIT. COSTE TOTAL 531,79 € 1063,58 € 36 € 72 € Soplante de aire de media presión. M-2101 M-2201 Potencia: 0,75 kW 2 Caudal: 1400 m3/h SODECA Ref. CMAT-528-2T PI-2101 PI-2201 NRV-2101 NRV-2201 Indicador de Presión ∅ 100 2 0-250 mbar INSTRUMENTOS WIKA Ref. 232.50.100 2 Válvula de seguridad (retención de llama) de 2 1/2” Cuerpo en Latón. WITT 756 € 1512 € Ref. WITT RV-80 Manómetro de contacto inductivo ∅ 100 PISL-2001 1 0-8 bar INSTRUMENTOS WIKA 223,50 € 223,50 € 72,16 € 72,16 € 19,38 € 58,14 € Ref. 232.50.100 + 831.2 PCV-2001 1 V-2002 V-2101 V-2201 3 Regulador de Presión 1/4” CAHOUET Ref. BP-100 Válvula de bola para conexión de manómetros 1/2” KITZ Ref. 1/2” 58-AKSZA 120 Automatización de dos hornos para la recuperación de plomo Presupuesto COSTE UNIT. COSTE TOTAL 15,20 € 15,20 € 39,12 € 1956 € 11,40 € 342 € 1 Bastidor de acero al carbono para fijación de la totalidad de elementos de las líneas de oxígeno, gas y aire. Construido en tubo cuadrado de 50x50 mm. Dimensiones: (lxhxa) 5000x2000x1500 mm. 4500 € 4500 € 500 Horas de mano de Obra Montaje para el ensamblado de todos los instrumentos en el bastidor y el posterior canalizado de tuberías desde el mismo hasta los hornos 22 € 11.000 € TAG CANT V-2001 1 DESCRIPCIÓN Válvula de bola para línea de suministro aire 1/4” KITZ Ref. 1/4” 58-AKSZA 50 30 Metros de tubería de cobre 80x1,5 Coste por metro instalado Metros de tubería de cobre 12x1,5 Coste por metro instalado Total Capitulo 4 20.814,58 € 121 Automatización de dos hornos para la recuperación de plomo 4.5 Presupuesto CAPÍTULO 5: CUADRO ELÉCTRICO TAG CANT 1 1 1 2 2 1 DESCRIPCIÓN Armario metálico combinable HIMEL Ref. OLN 2012/40/2P/PM Paneles laterales exteriores HIMEL Ref. 2 PLOL 204 Zócalo Individual 200mm HIMEL Ref. ZUN 124/200 Pantalla Táctil 5,7” Monocromo PROFACE Ref. GP 270L Baliza Luminosa Roja Telemecanique Ref. XVB-L4B3 Baliza Luminosa Blanca Telemecanique Ref. XVB-L4B7 COSTE UNIT. COSTE TOTAL 1180,25 € 1180,25 € 130,45 € 130,45 € 158,07 € 158,07 € 600 € 1200 € 110,50 € 221,00 € 110,50 € 110,50 € 24,15 € 48,30 € Pulsador Paro Emergencia 1 contacto Normalmente Cerrado. Telemecanique 2 Ref. XB5-AT42 122 Automatización de dos hornos para la recuperación de plomo TAG CANT 2 Presupuesto DESCRIPCIÓN Interruptor seccionador principal tripolar 60x60mm 20 A. Telemecanique COSTE UNIT. COSTE TOTAL 20,05 € 40,10 € 172,34 € 344,68 € 71,07 € 142,14 € 37,65 € 451,80 € 125,57 € 251,14 € 248,48 € 496,96 € 8,77 € 17,54 € Ref. VBFN20 2 Interruptor diferencial 40 A. 4 polos 30mA Telemecanique Ref. 23042 2 Interruptor magnetotérmico C60H 4 polos 10 A. Curva C. Telemecanique Ref. 25012 12 Interruptor magnetotérmico C60H 2 polos 6 A. Curva C. Telemecanique Ref. 24985 2 Fuentes de alimentación conmutadas Siemens Sitop Power 10. Entrada 220 Vca Salida 24 Vcc. Ref. 6EP1334-2AA00 2 2 Bases 9 slots 220 Vca KOYO Ref. D2-09B Tapas slots KOYO Ref. D2-FILL 123 Automatización de dos hornos para la recuperación de plomo TAG CANT Presupuesto DESCRIPCIÓN COSTE UNIT. COSTE TOTAL 420 € 840 € 2 CPU DL-205 KOYO Ref. D2-250 2 Tarjeta 4 entradas y 2 salidas analógicas KOYO Ref. F2-A4D2DA 472,12 € 944,24 € 6 Tarjeta 8 entradas digitales KOYO Ref. D2-08ND3 61,39 € 368,34 € 6 Tarjeta 8 salidas digitales a relé KOYO Ref. D2-08TR 78,93 € 473,58 € 2 Toma de corriente PC 2P+T Telemecanique Ref. 15306 10,97 € 21,94 € 6 Relé transistorizado 2 canales Pepperl + Fuchs Ref. KFA6-SR2-Ex2-W 96,64 € 579,84 € 2 Programador de encendido Kromschroeder Ref. IFS 110 IM-10/1/1T 185 € 370 € 2 Interruptor diferencial 40 A 300mA Telemecanique Ref. 23045 145,75 € 291,50 € 124 Automatización de dos hornos para la recuperación de plomo TAG CANT Presupuesto DESCRIPCIÓN COSTE UNIT. COSTE TOTAL 2 Disyuntor magnetotérmico TeSys Telemecanique Ref. GV2-ME10 50,40 € 100,80 € 2 Contacto auxiliar lateral 1NA+1NC Telemecanique Ref. GV-AN11 8,40 € 16,80 € 2 Contactor tripolar 1 NA+1 NC Telemecanique Ref. LC1-D09BD 54,80 € 109,60 € 1 Interruptor diferencial 40 A. 30mA Telemecanique Ref. 15261 36,12 € 36,12 € 1 Conjunto de 2 pulsadores (gris+rojo) + 1 piloto luminoso rojo ∅22 Telemecanique 29,57 € 29,57 € 1 Transformador 220Vca 24 Vca 100 VA Polilux 27,95 € 27,95 € 41,98 € 41,98 € Ref. Polilux 100VA 1 Fuente de alimentación 24Vca 2,5 A Siemens Ref. 6EP1331-1SH01 125 Automatización de dos hornos para la recuperación de plomo TAG Presupuesto CANT DESCRIPCIÓN COSTE UNIT. COSTE TOTAL 1 PLC 8DI 4DO 2AI LOGO 12/24RC Siemens Ref. 6ED1052-1MD00-0BA3 97,44 € 97,44 € 2 Variadores de Frecuencia 15kW entrada y salida trifásica. Eurotherm Ref. 690P-0150-400-3 318,60 € 637,20 € 1 Material auxiliar para el montaje del cuadro: Bornas, carril metálico, canal plástica, prensaestopas, mangueras eléctricas, cablecillo, punteras, numeración cables, ventilador de refrigeración y alarma acústica. 550 € 550 € 100 Horas de mano de Obra Montaje para la construcción del cuadro eléctrico según los esquemas proporcionados 22 € 2200 € 200 Horas de programación de los autómatas y de las pantallas táctiles según las especificaciones 36 € 7200 € Total Capitulo 5 19729,83 € 126 Automatización de dos hornos para la recuperación de plomo 4.6 Presupuesto CAPÍTULO 6: ACOMETIDA A HORNOS TAG TT-0101 TT-0201 BE-0101 BE-0201 FISL-H201 FISL-H202 TISH-H201 TISH-H202 B-0101 B-0202 COSTE UNIT. COSTE TOTAL 2 Caña pirométrica ∅35 tipo “S”. Doble funda y varilla aislante. Longitud 400mm ∅26. Cabezal DIN-A Con 10 mts. de cable compensado. COTESA 186 € 372 € 2 Detector de llama ultravioleta 1” Kromschroeder Ref. UVS-1 107 € 214 € 2 Interruptor de nivel para línea de agua. Endress + Hausser 96,75 € 193,50 € 2 Interruptor de alta temperatura para línea de agua. Instrumentos Wika 134,90 € 269,80 € 2 Quemadores de Oxígeno + Gas natural. Potencia 1300kW.BP Ref. BP M.O.L.120 2350,27 € 4700,54 € 518,12 € 518,12 € CANT 1 DESCRIPCIÓN Conjunto de tubuladuras flexibles para conexionado de las líneas de gas, oxígeno y agua a los quemadores. Conexionado de 2” (oxígeno y gas) Conexionado de 1” (agua). Longitud de 1500mm. Interior en teflón y exterior en acero inoxidable. 127 Automatización de dos hornos para la recuperación de plomo TAG CANT Presupuesto DESCRIPCIÓN COSTE UNIT. COSTE TOTAL 1 Mangueras de interconexionado eléctrico entre el bastidor, el cuadro eléctrico y los quemadores. 900 € 900€ 80 Horas de mano de Obra Montaje para la implantación de los equipos ubicados en los hornos. Incluye la mano de obra para el interconexionado eléctrico de señales. 22 € 1760 € Total Capitulo 6 8927,96 € 128 Automatización de dos hornos para la recuperación de plomo 4.7 Presupuesto CAPÍTULO 7: RESUMEN DE TOTALES TAG CANT DESCRIPCIÓN COSTE UNIT. COSTE TOTAL 1 Capítulo 1: Estación Gasificadora 3798,84 € 3798,84 € 1 Capítulo 2: Equipos de Oxígeno 23061,50 € 23061,50 € 1 Capítulo 3: Equipos de Gas Natural 20260,74 € 20260,74 € 1 Capítulo 4: Equipos de Aire y Elementos 20814,58 € 20814,58 € 1 Capítulo 5: Cuadro Eléctrico 19729,83 € 19729,83 € 1 Capítulo 7: Acometida a Hornos 8927,96 € 8927,96 € 1 Legalizaciones 2300 € 2300 € 1 Puesta en Marcha Instalación (Consistente en 2 semanas de dos operadores de sistemas) 5760 € 5760 € 129 Automatización de dos hornos para la recuperación de plomo 4.8 Presupuesto TOTAL PRESUPUESTO APARTADOS COSTE Total Instalación Ejecución Material 104.653,45 € (9%) Gastos Generales (Imprevistos) 9418,81 € (6%) Beneficio Industrial 6279,20 € Total + Gastos 120.351,47 € 16% I.V.A. 19.256,23 € Total General Proyecto 139.607,70 € El proyecto de automatización de dos hornos para la recuperación de plomo asciende a la cantidad de: 139.607,70 € Ciento treinta y nueve mil seiscientos siete con setenta Euros Barcelona Septiembre-2004 130 Automatización de dos hornos para la recuperación de plomo 5 PLIEGO DE CONDICIONES 5.1 CONDICIONES GENERALES Pliego de condiciones El presente Pliego de Condiciones tiene por objeto definir al Contratista el alcance del trabajo y la ejecución cualitativa del mismo. El trabajo eléctrico consistirá en la instalación eléctrica completa para líneas de potencia, maniobra, señales y tierra. El alcance del trabajo del Contratista incluye la construcción y ejecución de la instalación en función de los planos, diagramas, especificaciones, lista de materiales, y requisitos para la adquisición e instalación del trabajo. 5.2 REGLAMENTOS Y NORMAS Todas las unidades de obra se ejecutarán cumpliendo las prescripciones indicadas en los Reglamentos de Seguridad y Normas Técnicas de obligado cumplimiento para este tipo de instalaciones, tanto de ámbito nacional, autonómico como municipal, así como, todas las otras que se establezcan en la Memoria Descriptiva del mismo. Se adaptarán además, a las presentes condiciones particulares que complementarán las indicadas por los Reglamentos y Normas citadas. 5.3 MATERIALES Todos los materiales empleados serán de primera calidad. Cumplirán las especificaciones y tendrán las características indicadas en el proyecto y en las normas técnicas generales, y además en las de la Compañía Distribuidora de Energía, para este tipo de materiales. Toda especificación o característica de materiales que figuren en uno solo de los documentos del Proyecto, aún sin figurar en los otros es igualmente obligatoria. En caso de existir contradicción u omisión en los documentos del proyecto, el Contratista obtendrá la obligación de ponerlo de manifiesto al Técnico Director de la obra, quien decidirá sobre el particular. En ningún caso podrá suplir la falta directamente, sin la autorización expresa. Una vez adjudicada la obra definitivamente y antes de iniciarse esta, el Contratista presentara al Técnico Director los catálogos, cartas muestra, certificados de garantía o de homologación de los materiales que vayan a emplearse. No podrá utilizarse materiales que no hayan sido aceptados por el Técnico Director. 131 Automatización de dos hornos para la recuperación de plomo 5.4 Pliego de condiciones EJECUCIÓN DE LAS OBRAS 5.4.1 Comienzo El contratista dará comienzo la obra en el plazo que figure en el contrato establecido con la Propiedad, o en su defecto a los quince días de la adjudicación definitiva o de la firma del contrato. El Contratista está obligado a notificar por escrito o personalmente en forma directa al Técnico Director la fecha de comienzo de los trabajos. 5.4.2 Plazo de Ejecución La obra se ejecutará en el plazo que se estipule en el contrato suscrito con la Propiedad o en su defecto en el que figure en las condiciones de este pliego. Cuando el Contratista, de acuerdo, con alguno de los extremos contenidos en el presente Pliego de Condiciones, o bien en el contrato establecido con la Propiedad, solicite una inspección para poder realizar algún trabajo ulterior que esté condicionado por la misma, vendrá obligado a tener preparada para dicha inspección, una cantidad de obra que corresponda a un ritmo normal de trabajo. Cuando el ritmo de trabajo establecido por el Contratista, no sea el normal, o bien a petición de una de las partes, se podrá convenir una programación de inspecciones obligatorias de acuerdo con el plan de obra. 5.4.3 Libro de Ordenes El Contratista dispondrá en la obra de un Libro de Ordenes en el que se escribirán las que el Técnico Director estime darle a través del encargado o persona responsable, sin perjuicio de las que le dé por oficio cuando lo crea necesario y que tendrá la obligación de firmar el enterado. 5.5 INTERPRETACIÓN Y DESARROLLO DEL PROYECTO La interpretación técnica de los documentos del Proyecto, corresponde al Técnico Director. El Contratista está obligado a someter a éste cualquier duda, aclaración o contradicción que surja durante la ejecución de la obra por causa del Proyecto, o circunstancias ajenas, siempre con la suficiente antelación en función de la importancia del asunto. El contratista se hace responsable de cualquier error de la ejecución motivado por la omisión de ésta obligación y consecuentemente deberá rehacer a su costa los trabajos que correspondan a la correcta interpretación del Proyecto. El Contratista está obligado a realizar todo cuanto sea necesario para la buena ejecución de la obra, aún cuando no se halle explícitamente expresado en el pliego de condiciones o en los documentos del proyecto. El contratista notificará por escrito o personalmente en forma directa al Técnico Director y con suficiente antelación las fechas en que quedarán preparadas para inspección, cada una de las partes de obra para las que se ha indicado la necesidad o conveniencia de la misma o para aquellas que, total o parcialmente deban posteriormente quedar ocultas. 132 Automatización de dos hornos para la recuperación de plomo Pliego de condiciones De las unidades de obra que deben quedar ocultas, se tomaran antes de ello, los datos precisos para su medición, a los efectos de liquidación y que sean suscritos por el Técnico Director de hallarlos correctos. De no cumplirse este requisito, la liquidación se realizará en base a los datos o criterios de medición aportados por éste. 5.6 OBRAS COMPLEMENTARIAS El contratista tiene la obligación de realizar todas las obras complementarias que sean indispensables para ejecutar cualquiera de las unidades de obra especificadas en cualquiera de los documentos del Proyecto, aunque en el, no figuren explícitamente mencionadas dichas obras complementarias. Todo ello sin variación del importe contratado. 5.7 MODIFICACIONES El contratista está obligado a realizar las obras que se le encarguen resultantes de modificaciones del proyecto, tanto en aumento como disminución o simplemente variación, siempre y cuando el importe de las mismas no altere en más o menos de un 25% del valor contratado. La valoración de las mismas se hará de acuerdo, con los valores establecidos en el presupuesto entregado por el Contratista y que ha sido tomado como base del contrato. El Técnico Director de obra está facultado para introducir las modificaciones de acuerdo con su criterio, en cualquier unidad de obra, durante la construcción, siempre que cumplan las condiciones técnicas referidas en el proyecto y de modo que ello no varíe el importe total de la obra. 5.8 OBRA DEFECTUOSA Cuando el Contratista halle cualquier unidad de obra que no se ajuste a lo especificado en el proyecto o en este Pliego de Condiciones, el Técnico Director podrá aceptarlo o rechazarlo; en el primer caso, éste fijará el precio que crea justo con arreglo a las diferencias que hubiera, estando obligado el Contratista a aceptar dicha valoración, en el otro caso, se reconstruirá a expensas del Contratista la parte mal ejecutada sin que ello sea motivo de reclamación económica o de ampliación del plazo de ejecución. 5.9 MEDIOS AUXILIARES Serán de cuenta del Contratista todos los medios y máquinas auxiliares que sean precisas para la ejecución de la obra. En el uso de los mismos estará obligado a hacer cumplir todos los Reglamentos de Seguridad en el trabajo vigentes y a utilizar los medios de protección a sus operarios. 5.10 CONSERVACIÓN DE LAS OBRAS Es obligación del Contratista la conservación en perfecto estado de las unidades de obra realizadas hasta la fecha de la recepción definitiva por la Propiedad, y corren a su cargo los gastos derivados de ello. 133 Automatización de dos hornos para la recuperación de plomo Pliego de condiciones 5.11 RECEPCIÓN DE LAS OBRAS 5.11.1 Recepción Provisional Una vez terminadas las obras, tendrá lugar la recepción provisional y para ello se practicará en ellas un detenido reconocimiento por el Técnico Director y la Propiedad en presencia del Contratista, levantando acta y empezando a correr desde ese día el plazo de garantía si se hallan en estado de ser admitida. De no ser admitida se hará constar en el acta y se darán instrucciones al Contratista para subsanar los defectos observados, fijándose un plazo para ello, expirando el cual se procederá a un nuevo reconocimiento a fin de proceder a la recepción provisional. 5.11.2 Plazo de Garantía El plazo de garantía será como mínimo de tres años, contado desde la fecha de la recepción provisional, o bien el que se establezca en el contrato también contado desde la misma fecha. Durante este período queda a cargo del Contratista la conservación de las obras y arreglo de los desperfectos causados por asiento de las mismas o por mala construcción. 5.11.3 Recepción Definitiva Se realizará después de transcurrido el plazo de garantía de igual forma que la provisional. A partir de esta fecha cesará la obligación del Contratista de conservar y reparar a su cargo las obras si bien subsistirán las responsabilidades que pudiera tener por defectos ocultos y deficiencias de causa dudosa. 5.12 CONTRATACIÓN DE LA EMPRESA 5.12.1 Modo de Contratación El conjunto de las instalaciones las realizará la empresa escogida por concursosubasta. 5.12.2 Presentación Las empresas seleccionadas para dicho concurso deberán presentar sus proyectos en sobre lacrado, antes del 15 de octubre de 2004 en el domicilio del propietario. 5.12.3 Selección La empresa escogida será anunciada la semana siguiente a la conclusión del plazo de entrega. Dicha empresa será escogida de mutuo acuerdo entre el propietario y el director de la obra, sin posible reclamación por parte de las otras empresas concursantes. 134 Automatización de dos hornos para la recuperación de plomo Pliego de condiciones 5.13 FIANZA En el contrato se establecerá la fianza que el contratista deberá depositar en garantía del cumplimiento del mismo, o, se convendrá una retención sobre los pagos realizados a cuenta de obra ejecutada. De no estipularse la fianza en el contrato se entiende que se adopta como garantía una retención del 5% sobre los pagos a cuenta citados. En el caso de que el Contratista se negase a hacer por su cuenta los trabajos para ultimar la obra en las condiciones contratadas, o a atender la garantía, la Propiedad podrá ordenar ejecutarlas a un tercero, abonando su importe con cargo a la retención o fianza, sin perjuicio de las acciones legales a que tenga derecho la Propiedad si el importe de la fianza no bastase. La fianza retenida se abonará al Contratista en un plazo no superior a treinta días una vez firmada el acta de recepción definitiva de la obra. 5.14 CONDICIONES ECONÓMICAS 5.14.1 Abono de la Obra En el contrato se deberá fijar detalladamente la forma y plazos que se abonarán las obras. Las liquidaciones parciales que puedan establecerse tendrán carácter de documentos provisionales a buena cuenta, sujetos a las certificaciones que resulten de la liquidación final. No suponiendo, dichas liquidaciones, aprobación ni recepción de las obras que comprenden. Terminadas las obras se procederá a la liquidación final que se efectuará de acuerdo con los criterios establecidos en el contrato. 5.14.2 Precios El contratista presentará, al formalizarse el contrato, relación de los precios de las unidades de obra que integran el proyecto, los cuales de ser aceptados tendrán valor contractual y se aplicarán a las posibles variaciones que puedan haber. Estos precios unitarios, se entiende que comprenden la ejecución total de la unidad de obra, incluyendo todos los trabajos aún los complementarios y los materiales así como la parte proporcional de imposición fiscal, las cargas laborales y otros gastos repercutibles. En caso de tener que realizarse unidades de obra no previstas en el proyecto, se fijará su precio entre el Técnico Director y el Contratista antes de iniciar la obra y se presentará a la propiedad para su aceptación o no. 5.15 REVISIÓN DE PRECIOS En el contrato se establecerá si el contratista tiene derecho a revisión de precios y la fórmula a aplicar para calcularla. En defecto de esta última, se aplicará a juicio del Técnico Director alguno de los criterios oficiales aceptados. 135 Automatización de dos hornos para la recuperación de plomo Pliego de condiciones 5.16 PENALIZACIONES Por retraso en los plazos de entrega de las obras, se podrán establecer tablas de penalización cuyas cuantías y demoras se fijarán en el contrato. 5.17 CONTRATO El contrato se formalizará mediante documento privado, que podrá elevarse a escritura pública a petición de cualquiera de las partes. Comprenderá la adquisición de todos los materiales, transporte, mano de obra, medios auxiliares para la ejecución de la obra proyectada en el plazo estipulado, así como la reconstrucción de las unidades defectuosas, la realización de las obras complementarias y las derivadas de las modificaciones que se introduzcan durante la ejecución, éstas últimas en los términos previstos. La totalidad de los documentos que componen el Proyecto Técnico de la obra serán incorporados al contrato y tanto el contratista como la Propiedad deberán firmarlos en testimonio de que los conocen y aceptan. 5.18 RESPONSABILIDADES El Contratista es el responsable de la ejecución de las obras en las condiciones establecidas en el proyecto y en el contrato. Como consecuencia de ello vendrá obligado a la demolición de lo mal ejecutado y a su reconstrucción correctamente sin que sirva de excusa el que el Técnico Director haya examinado y reconocido las obras. El contratista es el único responsable de todas las contravenciones que él o su personal cometan durante la ejecución de las obras u operaciones relacionadas con las mismas. También es responsable de los accidentes o daños que por errores, inexperiencia o empleo de métodos inadecuados se produzcan a la propiedad a los vecinos o terceros en general. El Contratista es el único responsable del incumplimiento de las disposiciones vigentes en la materia laboral respecto de su personal y por tanto los accidentes que puedan sobrevenir y de los derechos que puedan derivarse de ellos. 5.19 RESCISIÓN DEL CONTRATO 5.19.1 Causas de Rescisión Se consideraran causas suficientes para la rescisión del contrato las siguientes: • Primera: Muerte o incapacitación del Contratista. • Segunda: La quiebra del contratista. • Tercera: Modificación del proyecto cuando produzca alteración en más o menos 25% del valor contratado. • Cuarta : Modificación de las unidades de obra en número superior al 40% del original. 136 Automatización de dos hornos para la recuperación de plomo Pliego de condiciones • Quinta : La no iniciación de las obras en el plazo estipulado cuando sea por causas ajenas a la Propiedad. • Sexta : La suspensión de las obras ya iniciadas siempre que el plazo de suspensión sea mayor de seis meses. • Séptima: Incumplimiento de las condiciones del Contrato cuando implique mala fe. • Octava : Terminación del plazo de ejecución de la obra sin haberse llegado a completar ésta. • Décima : Actuación de mala fe en la ejecución de los trabajos. • Decimoprimera: Destajar o subcontratar la totalidad o parte de la obra a terceros sin la autorización del Técnico Director y la Propiedad. 5.20 LIQUIDACIÓN EN CASO DE RESCISIÓN DEL CONTRATO Siempre que se rescinda el Contrato por causas anteriores o bien por acuerdo de ambas partes, se abonará al Contratista las unidades de obra ejecutadas y los materiales acopiados a pie de obra y que reúnan las condiciones y sean necesarios para la misma. Cuando se rescinda el contrato llevará implícito la retención de la fianza para obtener los posibles gastos de conservación de el período de garantía y los derivados del mantenimiento hasta la fecha de nueva adjudicación. 5.21 CONDICIONES FACULTATIVAS 5.21.1 Normas a seguir El diseño de la instalación eléctrica estará de acuerdo con las exigencias o recomendaciones expuestas en la última edición de los siguientes códigos: • Reglamento Electrotécnico Complementarias. • Normas UNE. • Publicaciones del Comité Electrotécnico Internacional (CEI). • Plan nacional y Ordenanza General de Seguridad e Higiene en trabajo. • Normas de la Compañía Suministradora. • Lo indicado en este pliego de condiciones con preferencia a todos los códigos y normas. de 137 Baja Tensión e Instrucciones el Automatización de dos hornos para la recuperación de plomo Pliego de condiciones 5.21.2 Personal El Contratista tendrá al frente de la obra un encargado con autoridad sobre los demás operarios y conocimientos acreditados y suficientes para la ejecución de la obra. El encargado recibirá, cumplirá y transmitirá las instrucciones y ordenes del Técnico Director de la obra. El Contratista tendrá en la obra, el número y clase de operarios que haga falta para el volumen y naturaleza de los trabajos que se realicen, los cuales serán de reconocida aptitud y experimentados en el oficio. El Contratista estará obligado a separar de la obra, a aquel personal que a juicio del Técnico Director no cumpla con sus obligaciones, realice el trabajo defectuosamente, bien por falta de conocimientos o por obrar de mala fe. 5.21.3 Reconocimientos y ensayos previos Cuando lo estime oportuno el Técnico Director, podrá encargar y ordenar el análisis, ensayo o comprobación de los materiales, elementos o instalaciones, bien sea en fábrica de origen, laboratorios oficiales o en la misma obra, según crea más conveniente, aunque estos no estén indicados en este pliego. En el caso de discrepancia, los ensayos o pruebas se efectuarán en el laboratorio oficial que el Técnico Director de obra designe. Los gastos ocasionados por estas pruebas y comprobaciones, serán por cuenta del Contratista 5.21.4 Ensayos • Antes de la puesta en servicio del sistema eléctrico, el Contratista habrá de hacer los ensayos adecuados para probar, a la entera satisfacción del Técnico Director de obra, que todo equipo, aparatos y cableado han sido instalados correctamente de acuerdo con las normas establecidas y están en condiciones satisfactorias del trabajo. • Todos los ensayos serán presenciados por el Ingeniero que representa el Técnico Director de obra. • Los resultados de los ensayos serán pasados en certificados indicando fecha y nombre de la persona a cargo del ensayo, así como categoría profesional. • Los cables, antes de ponerse en funcionamiento, se someterán a un ensayo de resistencia de aislamiento entre las fases y entre fase y tierra, que se hará de la forma siguiente: • Alimentación a motores y cuadros. Con el motor desconectado medir la resistencia de aislamiento desde el lado de salida de los arrancadores. • Maniobra de motores. Con los cables conectados a las estaciones de maniobra y a los dispositivos de protección y mando medir la resistencia de aislamiento entre fases y tierra solamente. 138 Automatización de dos hornos para la recuperación de plomo • Pliego de condiciones En los cables enterrados, estos ensayos de resistencia de aislamiento se harán antes y después de efectuar el rellenado y compactado. 5.22 EQUIPOS ELÉCTRICOS 5.22.1 Generalidades El ofertante será el responsable del suministro de los equipos elementos eléctricos. La mínima protección será IP54, según DIN 40050, garantizándose una protección contra depósitos nocivos de polvo y salpicaduras de agua; garantía de protección contra derivaciones. Se preverán prensaestopas de aireación en las partes inferiores de los armarios. En los armarios grandes, en la parte inferior y superior, para garantizar mejor la circulación del aire. Así mismo no se dejará subir la temperatura en la zona de los cuadros eléctricos y de instrumentación por encima de los 35oC por lo que el ofertante deberá estudiar dicha condición y los medios indicados en el proyecto, ventilación forzada y/o termostato ambiental, para que si no los considera suficiente prevea acondicionamiento de aire por refrigeración, integrada en los cuadros o ambiental para la zona donde están situados. Así pues todos los armarios incorporarán además como elementos auxiliares propios, los siguientes accesorios: • Ventilación forzada e independiente del exterior. • Seguridad de intrusismo y vandalismo. • Accesibilidad a todos sus módulos y elementos. Se tendrán en cuenta las condiciones ambientales de uso. Por ello, se aplicará la clasificación 721-2 de polvo, arena, niebla salina, viento, etc. según norma IEC 721. Para determinar los dispositivos de protección en cada punto de la instalación se deberá calcular y conocer: • La intensidad de empleo en función del cos. fi, simultaneidad, utilización y factores de aplicación previstos e imprevistos. De éste último se fijará un factor. • La intensidad del cortocircuito. • El poder de corte del dispositivo de protección, que deberá ser mayor que la ICC (intensidad de cortocircuito) del punto en el cual está instalado. • La coordinación del dispositivo de protección con el aparellaje situado aguas abajo. • La selectividad a considerar en cada caso, con otros dispositivos de protección situados aguas arriba. 139 Automatización de dos hornos para la recuperación de plomo Pliego de condiciones Se determinará la sección de fases y la sección de neutro en función de protegerlos contra sobrecargas, verificándose: • La intensidad que pueda soportar la instalación será intensidad de empleo, previamente calculada. • La caída de tensión en el punto más desfavorable de la instalación será inferior a la caída de tensión permitida, considerados los casos más desfavorables, como por ejemplo tener todos los equipos en marcha con las condiciones ambientales extremas. • Las secciones de los cables de alimentación general y particular tendrán en cuenta los consumos de las futuras ampliaciones. mayor que la Se verificará la relación de seguridad (Vc / VL), tensión de contacto menor o igual a la tensión límite permitida según los locales MI-BT021, protección contra contactos directos e indirectos. La protección contra sobrecargas y cortocircuitos se hará, preferentemente, con interruptores automáticos de alto poder de cortocircuito, con un poder de corte aproximado de 50 KA, y tiempo de corte inferior a 10 ms. Cuando se prevean intensidades de cortocircuito superiores a las 50 KA, se colocarán limitadores de poder de corte mayor que 100 KA y tiempo de corte inferior a 5 ms. Estos interruptores automáticos tendrán la posibilidad de rearme a distancia a ser mandados por los PLC del telemando. Así mismo poseerán bloques de contactos auxiliares que discriminen y señalicen el disparo por cortocircuito, del térmico, así como posiciones del mando manual. Las curvas de disparo magnético de los disyuntores, se adaptarán a las distintas protecciones de los receptores. Cuando se empleen fusibles como limitadores de corriente, éstos se adaptarán a las distintas clases de receptores, empleándose para ello los más adecuados, ya sean aM, gF, gL o gT, según la norma UNE 21-103. Todos los relés auxiliares serán del tipo enchufable en base tipo undecal, de tres contactos inversores, equipados con contactos de potencia, (10 A. para carga resistiva, cos. fi=1), aprobados por UL. La protección contra choque eléctrico será prevista, y se cumplirá con las normas UNE 20-383 y MI-BT021. La determinación de la corriente admisible en las canalizaciones y su emplazamiento será, como mínimo, según lo establecido en MI BT004. La corriente de las canalizaciones será 1.5 veces la corriente admisible. Las caídas de tensión máximas autorizadas serán según MI BT017, siendo el máximo, en el punto más desfavorable del 5% en fuerza. Esta caída de tensión se calculará considerando alimentados todos los aparatos de utilización susceptibles de funcionar simultáneamente, en las condiciones atmosféricas más desfavorables. Los conductores eléctricos usarán los colores distintivos según normas UNE, y serán etiquetados y numerados para facilitar su fácil localización e interpretación en los planos y en la instalación. 140 Automatización de dos hornos para la recuperación de plomo Pliego de condiciones El sistema de instalación será según la instrucción MI BT018 y otras por interiores y receptores, teniendo en cuenta las características especiales de los locales y tipo de industria. El ofertante debe detallar en su oferta todos los elementos y equipos eléctricos ofrecidos, indicando nombre de fabricante. Además de las especificaciones requeridas y ofrecidas, se debe incluir en la oferta: • Memorando de cálculos de carga, de iluminación, de tierra, protecciones y otros que ayuden a clasificar La calidad de las instalaciones ofertadas. • Diseños preliminares y planos de los sistemas ofertados. • En planos se empleará simbología normalizada S/UNE 20.004 Se tenderá a homogeneizar el tipo de esquema, numeración de borneros de salida y entrada y en general todos los elementos y medios posibles de forma que facilite el mantenimiento de las instalaciones. 5.22.2 Cuadros Eléctricos En los cuadros eléctricos se incluirán pulsadores de marcha y parada, con señalización del estado de cada aparato (funcionamiento y avería). El concursante razonará el tipo elegido, indicando las siguientes características: • Estructura de los cuadros, con dimensiones, materiales empleados (perfiles, chapas, etc...), con sus secciones o espesores, protección antioxidante, pinturas, etc ... • Compartimientos en que se dividen. • Elementos que se alojan en los cuadros (embarrados, aisladores, etc...), detallando los mismos. • Interruptores automáticos. • Salida de cables, relés de protección, aparatos de medida y elementos auxiliares. • Protecciones eléctricas Defecto Diferencial Defecto magnetotérmico Se proyectarán y razonarán los enclavamientos en los cuadros, destinados a evitar falsas maniobras y para protección contra accidentes del personal, así como en el sistema de puesta a tierra del conjunto de las cabinas. En las tapas frontales se incluirá un sinóptico con el esquema unipolar plastificado incluyendo los aparatos de indicación, marcha, protección y título de cada elemento con letreros también plastificados. Se indicarán los fabricantes de cada uno de los elementos que componen los cuadros y el tipo de los mismos. 141 Automatización de dos hornos para la recuperación de plomo Pliego de condiciones 5.22.3 Red de Puesta a Tierra En cada instalación se efectuará una red de tierra. El conjunto de líneas y tomas de tierra tendrán unas características tales, que las masas metálicas no podrán ponerse a una tensión superior a 24 V, respecto de la tierra. Todas las carcasas de aparatos de alumbrado, así como enchufes, etc., dispondrán de su toma de tierra, conectada a una red general independiente de la de los centros de transformación y de acuerdo con el reglamento de B.T. Las instalaciones de toma de tierra, seguirán las normas establecidas en el Reglamento Electrotécnico de Baja Tensión y sus instrucciones complementarias. Los materiales que compondrán la red de tierra estarán formados por placas, electrodos, terminales, cajas de pruebas con sus terminales de aislamiento y medición, etc. Donde se prevea falta de humedad o terreno de poca resistencia se colocarán tubos de humedificación además de reforzar la red con aditivos químicos. La resistencia mínima a corregir no alcazará los 4 ohmios. La estructura de obra civil será conectada a tierra. Todos los empalmes serán tipo soldadura aluminotérmica sistema CADWELL o similar. 5.22.4 Instalaciones de Acometidas El contratista contactará con la correspondiente compañía eléctrica de forma que técnicamente las instalaciones se realicen de acuerdo con las normas de la compañía. Así mismo los proyectos de instalaciones serán presentados a industria con la máxima celeridad para obtener los permisos correspondientes. Todos los gastos ocasionados por la acometida y por los permisos de industria estarán en los precios del presupuesto. 5.22.5 Protección contra descargas atmosféricas Se deberá estudiar e incluir si es necesario un sistema de protección total de las instalacionse de acuerdo con las normas vigentes en conformidad con la resistencia de tierra y las áreas geográficas. Deberá entregarse un memorándum de cálculos sobre el método seguido para cada caso. Este sistema englobará tanto la protección general de cada instalación como la particular de elementos ya sea esta última con separadores galvánicos, circuitos RC, varistores, etc. 142 Automatización de dos hornos para la recuperación de plomo Anexo 6 ANEXO 6.1 INTRODUCCIÓN A LA INSTRUMENTACIÓN INDUSTRIAL Podemos definir un proceso como cualquier acción o movimiento controlado sistemáticamente, con el objetivo de conseguir un resultado o propósito determinado. En cualquier proceso industrial, tendremos etapas que van a requerir de una supervisión y control determinados para obtener un producto de calidad. Para todo ello, es necesario, un perfecto conocimiento tanto del proceso, como de las variables que intervienen a lo largo del. Deberemos controlar variables como la Presión, la Temperatura, el Caudal etc. Para ello, surge la instrumentación industrial, como vía de estudio de variables de proceso, selección de los equipos adecuados y ejecución de algún tipo de control. La instrumentación se aplica en todos los campos del sector industrial; químico, textil, metalúrgico, alimentario etc. La tendencia actual, ha encauzado la instrumentación hacia procesos relacionados con el medio ambiente: depuradoras, control de emisiones, plantas de reciclaje... En los capítulos siguientes, se presenta una introducción al mundo de la instrumentación. Empezando por la terminología de uso común, las nomenclaturas de los equipos, y una introducción a las principales variables de medición y control con los instrumentos más adecuados para ello. Se profundizará en los principios de funcionamiento de los equipos, realizando comparativas entre ellos para poder realizar la elección del equipo adecuado en cada situación. El área de control de procesos, es una división del sector electrotécnico, donde no solo deberemos tener conocimientos eléctricos y electrónicos, si no que deberemos conocer en profundidad el proceso en si mismo; si no se conocen perfectamente las variables a estudiar y el efecto que tienen sobre el proceso, será imposible dimensionar un sistema de control (manual, semi-automático o automático) adecuado. 6.2 TERMINOLOGÍA Los equipos usados en tareas de control de procesos, comparten una serie de definiciones unificadas por los fabricantes de los mismos. Estas características determinan parámetros relacionados con el campo de medición del instrumento. Aunque existen múltiples términos, resumiremos los principales a continuación: - Rango del Instrumento. - Cero del Instrumento. - Span del Instrumento. - Rangeabilidad del Instrumento. - Clase o Precisión. - Error del equipo. - Histéresis. - Banda Muerta. 143 Automatización de dos hornos para la recuperación de plomo Anexo 6.2.1 Rango del Instrumento El rango del instrumento, indica el conjunto de valores de la variable medida comprendidos entre el límite inferior y superior de la capacidad de lectura del equipo. Se expresa por sus dos valores límites. 6.2.2 Cero del Instrumento El cero de un instrumento es el valor límite inferior del equipo. No tiene porque corresponderse con el cero algebraico, y en la mayoría de los casos es ajustable dentro de unos límites. 6.2.3 Span del Instrumento El Span de un equipo se define como la diferencia entre el valor máximo y mínimo en el rango de medición del instrumento. 6.2.4 Rangeabilidad del instrumento La Rangeabilidad o dinámica de medida expresa el cociente algebraico entre el rango de medida máximo y mínimo del equipo. 6.2.5 Clase o Precisión La clase del instrumento determina los límites de los errores de lectura que comete el instrumento cuando este trabaja en condiciones normales durante un tiempo determinado. La precisión suele expresarse con relación a los siguientes parámetros. - Tanto por ciento del alcance. - Tanto por ciento de la lectura. - Tanto por ciento del valor máximo. - Directamente en unidades de la variable objeto de la medición. La clase de un instrumento, es un factor clave a la hora de elegir un instrumento, pues el coste del mismo depende del grado de precisión que tenga. Por ello es recomendable ajustar la clase del equipo en función del proceso. 6.2.6 Error del equipo El error es la diferencia entre el valor de lectura observado o transmitido por el instrumento y el valor real de la variable. Depende en gran manera de la clase del instrumento. Hay que descartar de esta definición, sobre todo en instrumentos analógicos, el posible error de lectura del operador. Un montaje típico en una aplicación, es la visualización de variables, consiste en la instalación de un transmisor para medir un determinado parámetro; El instrumento transmite el valor hacía un indicador o display que visualiza en unidades de ingeniería la variable medida. El error y la clase del instrumento, deben ir desde luego en perfecta concordancia con la clase y error del display. 144 Automatización de dos hornos para la recuperación de plomo Anexo No tiene ningún sentido la colocación de un transmisor de alta precisión, si el display tiene una precisión inferior, o no permite la representación gráfica de puntos decimales. A ello, se le puede añadir que la transmisión de una señal analógica puede ser susceptible a perturbaciones electromagnéticas que pueden variar la señal transmitida. Es decir, en un lazo de visualización o control, la variable real medida y la variable visualizada están sujetas a un error que depende de los instrumentos y de la transmisión de su valor. 6.2.7 Histéresis La histéresis, es la diferencia máxima de lectura de una variable cuando esta variable efectúa el movimiento en el rango de medida en sentido ascendente y cuando lo realiza en sentido descendente. Es un valor porcentual. La histéresis es una característica implícita en el equipo y estrechamente relacionada con la banda muerta, descrita posteriormente. Sentido Descendente Span Equipo Sentido Ascendente Histéresis Span Equipo Figura 6.1. Curva de Histéresis La histéresis puede expresarse algebraicamente de la siguiente manera: H= Vvb − Vvs *100 span Siendo: H: Histéresis Vvb: Valor Variable en sentido descendente. Vvs: Valor Variable en sentido ascendente. 145 (1) Automatización de dos hornos para la recuperación de plomo Anexo 6.2.8 Banda Muerta La banda muerta, es el valor mínimo de lectura que debe detectar el instrumento para poder variar la señal de salida. 6.2.9 Ejemplo Para poder comprender mejor las definiciones anteriores, aplicaremos las definiciones a un instrumento determinado. Vamos a suponer un Transmisor de Presión de 0-200 bar de presión. Rango del Instrumento: 0-200 bar. Cero del Instrumento: 0 bar. Span del Instrumento: 200-0 bar = 200 bar. Clase o Precisión: Tanto por ciento de la lectura efectuada: Suponemos una clase de ± 1,5% y una lectura de 100 bar. El valor real de presión será: 100 bar ±1,5%. Es decir un valor comprendido entre 101,5 y 98.5 bar. Tanto por ciento del valor máximo Suponemos una clase de ± 1,5% La clase del equipo será de ±1,5% de 200 = ± 3 bar. Directamente en unidades de la variable medida Suponemos una clase de ± 1,5% Histéresis: Suponemos para un valor real de 35 bar, un valor en el rango ascendente de 35,1, y un valor descendente de 35,4 bar. La histéresis según la expresión (1) será igual a: H= 35,4 − 35,1 * 100 = 0,15% span Banda Muerta: Suponemos una banda muerta de ± 0,1% Por lo tanto la banda muerta del instrumento será de 0,1 * span/100 = 0,2 bar 6.3 NOMENCLATURAS EN INSTRUMENTACIÓN La complejidad de los procesos, obliga a la instalación de distintos tipos de instrumentos y a la instalación de varios instrumentos del mismo tipo. Para evitar confusiones entre equipos, es muy importante que se les asigne un nombre que lo clasifique funcionalmente. Este nombre pasa a denominarse TAG, y se mantendrá durante todo el proyecto. El TAG del instrumento, está formado por un conjunto de letras y números que definen tanto su funcionalidad como su localización. 146 Automatización de dos hornos para la recuperación de plomo Anexo A continuación se resumen los extractos de la normativa ISA-S5.1-84 en relación con las nomenclaturas en instrumentación: Definición 1: Un Instrumento es un dispositivo para medir y/o controlar una variable directa o indirectamente. El término Instrumento, incluye elementos primarios, elementos finales de control, dispositivos de computación y dispositivos eléctricos como indicadores, interruptores y pulsadores. El término no se aplica a las partes o componentes internas de los instrumentos (Ej. Resistencias.) [S5.1] . Definición 2: Un Instrumento es un dispositivo para realizar algún análisis del fluido que compone la muestra; para lo cual se requiere dicha línea de muestra. Esta definición se refiere a un analizador como un instrumento. [S67.10]. Definición 3: Un Instrumento es un dispositivo para efectuar una medición de un determinado valor. El dispositivo puede indicar el valor, registrarlo y controlarlo. Código de identificación de instrumentos en los lazos de instrumentación ISA-S5.1-84 Cada instrumento debe identificarse con un sistema de letras que lo clasifique funcionalmente. Tabla 6.1. PIT 1201 Primera Letras Número Sufijo letra Sucesivas del lazo (opcional) Identificación Identificación del funcional lazo o bucle Tabla 6.1. Identificación del Lazo de Control - El número de letras funcionales para un instrumento debe ser mínimo, no excediendo de cuatro. Para ello conviene: - Disponer de letras en subgrupos. - En un instrumento que indica y registra la misma variable medida, puede omitirse la letra I (indicación). - Los bucles de instrumentos de un proyecto deben identificarse con una secuencia única de números. - Un instrumento que realiza dos o más funciones, puede designarse por todas sus funciones. - Los accesorios para instrumentos, tales como rotámetros, filtros, reductores de presión, membranas separadoras etc. Deben emplear el mismo número de bucle que el instrumento asociado. Alternativamente, pueden emplear el mismo número de identificación que el de sus instrumentos asociados, pero con palabras aclaratorias. Por ejemplo, un filtro para un Transmisor de caudal FT-xxxx, debe identificarse como FX-xxxx o FT-xxxx filtro. A continuación se muestra la tabla correspondiente a las letras de identificación funcional de instrumentos. 147 Automatización de dos hornos para la recuperación de plomo 1ª Letra Variable medida A B C D Análisis Llama (quemador) Conductividad Densidad o Peso Específico Letra de modificación ................ Anexo Letras Sucesivas Función de Función de Letra de lectura pasiva salida modificación Alarma ................ ................ ................ Libre (1) Libre (1) Libre (1) ................ ................ Control ................ Diferencial ................ ................ ................ ................ ................ ................ ................ ................ ................ ................ Alto ................ ................ ................ E Tensión (f.e.m.) ................ F G H Relación ................ ................ J Caudal Calibre Manual Corriente Eléctrica Potencia Exploración Elemento Primario ................ Vidrio ................ Indicación o Indicador ................ K Tiempo ................ ................ L Nivel ................ Luz Piloto ................ Estación de Control ................ M Humedad ................ ................ ................ N O Libre (1) Libre (1) ................ ................ Libre ................ P Presión o Vacío ................ ................ ................ Q R Cantidad Radiactividad Velocidad o Frecuencia Integración ................ Libre (1) Orificio Punto de Prueba ................ Registro Bajo Medio o Intermedio Libre ................ ................ ................ ................ ................ Seguridad ................ Interruptor ................ Temperatura ................ ................ ................ ................ ................ ................ Multifunción ................ Vaina Sin Clasificar I S T Multivariable U Viscosidad V Peso o Fuerza W X Sin Clasificar (2) ................ Y Libre (1) ................ ................ Z Posición ................ ................ Transmisión o Transmisor Multifunción Válvula ................ Sin Clasificar Relé o Computador Elemento final sin clasificar ................ ................ Multifunción ................ ................ Sin Clasificar ................ ................ Tabla 6.2. Letras de Identificación Un sistema de visualización y/o adquisición de variables está sujeto a una estructura fija representada en la figura 6.2. En ella se representan la variable objeto del estudio, desde su adquisición hasta su salida. 148 Automatización de dos hornos para la recuperación de plomo Anexo Control y Realimentación Fuente de Energía Transductor o Sensor Cantidad o Variable a Medir Elemento sensor primario Variable de Conversión Variable de Conversión Proceso de la Señal Salida Perceptible Almacenaje de datos Transmisión de Datos Ruido Temperatura Vibración Presión Figura 6.2. Estructura general de un instrumento de medición La gran variedad de instrumentos, obligan a clasificarlos de alguna manera, a fin de facilitar su comprensión. A continuación desarrollaremos dos grupos básicos de ordenación para poder ampliarlos posteriormente. Las clasificaciones propuestas se enumeran en la tabla 6.3. Función del Instrumento Variable a Controlar Ciegos Caudal o Flujo Indicadores Nivel Registradores Presión Elementos Primarios Temperatura Transmisores Densidad Transductores pH Convertidores Conductividad Receptores Peso, fuerza Controladores Otras variables Actuadores Tabla 6.3. Clasificaciones básicas de Instrumentos 6.3.1 Instrumentos Ciegos Se llaman Instrumentos Ciegos aquellos que carecen de indicación de la variable de proceso. Los presostatos, termostatos, transmisores de caudal, etc. Pueden ser instrumentos ciegos en alguno de sus variantes. 149 Automatización de dos hornos para la recuperación de plomo Anexo 6.3.2 Instrumentos Indicadores Como su nombre indica, un instrumento indicador es el que incorpora algún dispositivo bien sea analógico (esferas) o digital (display) que indica el valor de la variable que están controlando. Pueden indicar el valor en unidades de ingeniería, o porcentualmente. Su función de instrumento indicador puede ser compatible a cualquier otra clasificación que el equipo pueda tener. 6.3.3 Instrumentos Registradores Son aquellos que registran gráficamente en papel o en formato magnético (disquetes, cintas) la evolución de la variable durante el proceso. Actualmente, existen instrumentos con la memoria suficiente para almacenar dicha evolución. Posteriormente puede “volcarse” toda la información en algún dispositivo que permita su impresión gráfica. Principalmente los instrumentos registradores, son equipos multivariables, que reciben y representan la señal de varios equipos de medición. El intervalo de impresión suele ser configurable. Son de gran aplicación en procesos continuos de trabajo. 6.3.4 Elementos primarios Independientemente de cualquier tipo de instrumento y de cualquier clasificación del mismo, la totalidad de equipos de medición comparten el uso de un elemento primario. Este elemento es un dispositivo que se encuentra en contacto directo con la variable de medición y utilizan la energía del medio controlado para obtener una respuesta directamente relacionada con cualquier variación de lectura de la variable controlada. El elemento primario basa su proceder en el principio de funcionamiento de cada tipo de instrumento, y puede ser de tipo eléctrico (sondas, termopares etc.) o de tipo neumático (manómetros de presión etc.) 6.3.5 Transmisores La definición de un transmisor, nos adentra en el estudio de otro gran campo dentro de la instrumentación, que es el de la transmisión de señales. Básicamente, un transmisor es un dispositivo que recibe la señal de la variable de proceso desde el elemento primario y la transforma en una señal de salida “estandarizada” para transmitirla o enviarla a distancia, hacía algún control o indicador. El uso de los transmisores es de vital importancia en el control industrial; de ellos depende el conocer y retransmitir el valor de la variable a medir. Los transmisores pueden clasificarse según el tipo de señal de transmisión; estas son las que se enumeran a continuación: • Transmisores Electrónicos • Transmisores Digitales • Transmisores neumáticos • Transmisores Hidráulicos • Sistemas de transmisión Telemétricos 150 Automatización de dos hornos para la recuperación de plomo Anexo 6.3.6 Tipología de señales La elección del transmisor, condiciona a usar, el tipo de señal que el equipo lleva implícito. Los transmisores neumáticos generan una señal neumática que varia linealmente de 3 a 15 psi, para la totalidad del rango de medida del instrumento. Otros equipos neumáticos usan una señal que varia de 0,2 a 1 bar. Esta señal de salida es prácticamente equivalente a la señal de 3-15 psi. La señal proveniente de un transmisor electrónico es de 4-20 mA c.c. Al ser una señal en corriente continua, y no alterna, no capta perturbaciones electromagnéticas. El nivel mínimo seleccionado de 4 mA, elimina el problema de la corriente residual. Debido a que es una señal eléctrica, el transmisor debe estar alimentado. La mayoría de los transmisores, se alimentan a través de la propia señal (transmisores pasivos), aunque existen algunos que tienen alimentación independiente de la señal (transmisores activos). Esta distinción entre activos y pasivos será muy importante a la hora de dimensionar un sistema de control. Actualmente, existen transmisores digitales, donde la señal consiste en un conjunto de bits. Cada bit puede tener dos estados, el 1 que indica el paso de una señal a través de un conductor y el 0 que indica lo contrario. La precisión de un transmisor digital dependerá del número de bits que tenga el equipo, así un transmisor de 8 bits, puede enviar 8 señales binarias simultáneamente. Como el mayor número binario de 8 cifras es: 11111111= 1+1⋅2+1⋅22+1⋅23+.....+1⋅215= 65535 La precisión obtenida por el transmisor es de 1/255 ⋅ 100 = ±0,4 % Por el contrario, un transmisor de 16 bits: 1111111111111111= 1+1⋅2+1⋅22+1⋅23+.....+1⋅27= 255 La precisión obtenida por el transmisor es de 1/65535 ⋅ 100 = ±0,00152 % El uso de los transmisores digitales, va ligado a la transmisión de señales mediante buses de campo. En la Tabla 6.4. se puede observar una comparativa entre los principales transmisores. Transmisor Señal Precisión Ventajas Inconvenientes Aire limpio Neumático 3-15 psi 0,2-1 bar Rapidez ±0,5 % No almacenan información Distancias limitadas Sensible a Vibraciones Electrónico convencional 4-20 mA c.c. ±0,5 % Rapidez Sensible a vibraciones Mayor precisión Electrónico inteligente 4-20 mA c.c. Intercambiable ±0,2 % Estable, Fiable Mayor campo de medida 151 Lento Automatización de dos hornos para la recuperación de plomo Transmisor Señal Anexo Precisión Ventajas Inconvenientes Mayor Precisión Mas estabilidad Autodiagnóstico Electrónico inteligente Señal Digital Digital Lento Comunicación bidireccional ±0,1 % Falta normalización en las comunicaciones Configuración remota Campo de medida más amplio Menor mantenimiento Tabla 6.4. Comparativa entre tipos de transmisores 6.3.7 Unidades de Ingeniería En un proceso industrial, probablemente se deberán monitorizar, visualizar o controlar variables de todo tipo: Presiones, Caudales, Temperaturas... Cada medio a controlar, se rige por unas unidades determinadas: bar, Psi, ºC, m3 etc. Dentro de la terminología de la instrumentación, es lo que se conoce por unidades de ingeniería. En la tabla siguiente (tabla 6.5) se muestran las principales variables a controlar en un proceso y las unidades de ingeniería que las representan. Variables principales Principales unidades de medida (Unidades de Ingeniería) Presión bar Atmósfera mm c. H2O mm c. Hg Pa Temperatura ºC ºK ºF Caudal m3/h l./min. l/seg. Nivel m3 l. Velocidad r.p.m. Hz Densidad / peso específico g/cm3 kg/m3 º API º Baumé º Brix Viscosidad Pa⋅s m Pa⋅s Stoke Saybolt º Engler Peso kg g. t Humedad / Punto de Rocío % Analítica % p.p.m p.p.b. Conductividad Siemens µmho pH mV Redox p.p.m mg Llama Tabla 6.5. Unidades de Ingeniería principales 152 Automatización de dos hornos para la recuperación de plomo Anexo El siguiente grupo de clasificación, es el que determina si la señal es Analógica o Digital. Una señal Analógica transmite el valor en unidades eléctricas (generalmente) de la lectura de la variable de proceso. Por el contrario, una señal Digital, transmite simplemente un impulso eléctrico. Un ejemplo de señal analógica, sería el transmisor de presión anterior. Y para una señal digital, el ejemplo podría ser un Termostato, que una vez detectase una determinada temperatura de alarma, enviaría al Sistema de Control, un impulso para poder realizar algún tipo de secuencia determinado. 6.3.8 Transductores Dentro de las definiciones sobre la clasificación de instrumentos, podremos detectar, que muchos de los equipos comparten características en cuanto a clasificación se refiere. Este es el caso de los equipos transductores. Estos dispositivos detectan una señal de entrada en relación directa a la variable que miden, y la convierten modificada o no a una señal de salida. Así pues, todos los elementos primarios, son transductores, pero no debe aplicarse este termino al equipo que convierte una señal proveniente de algún instrumento. Los transmisores, pueden ajustarse también a la definición de transductor. 6.3.9 Convertidores Los convertidores son elementos que reciben una señal de entrada estandarizada, bien sea neumática (3-15 psi) o electrónica (4..20 mA) y la convierten en otro tipo de señal estándar. Un ejemplo de convertidores, son los equipos P/I (Presión/ Intensidad) y viceversa I/P. 6.3.10 Receptores El receptor, recibe la señal originaría de un equipo transmisor y lo registran o indican. También pueden incorporar la función de los transmisores, al enviar señales normalizadas. 6.3.11 Controladores La esencia del control industrial se basa en el uso de los controladores. La definición que se dará a continuación solo dará una orientación de lo que es un controlador, pues a lo largo de este proyecto veremos distintos tipos de controladores y distintos tipos de control. En términos generales, un controlador es un elemento que compara la variable de entrada (enviada desde algún tipo de instrumento) con unos valores preestablecidos; efectuando una acción correctiva en función de la desviación. 6.3.12 Actuadores Al igual que en el caso anterior los actuadores son un tema bastante amplio, y que veremos ampliado posteriormente. Vale decir, que el actuador, es el elemento final de proceso que recibirá la señal desde el controlador y modificará la variable de proceso. Se puede observar la interrelación entre el controlador y el actuador, y en el proyecto que nos ocupa veremos la importancia de la elección del control y de los elementos finales de proceso, como podrían ser las válvulas de regulación. 153 Automatización de dos hornos para la recuperación de plomo 6.4 Anexo PRESIÓN Este capitulo, es el que introducirá el estudio de las principales variables de proceso y de los equipos de medición para las mismas. Como variable física, la presión es una fuerza sobre una unidad de superficie R p= Superficie de contacto A W A w Figura 6.3. Representación de la Presión El cuerpo de la Fig. 6.3 se encuentra en equilibrio, gracias a otra fuerza igual a W y de sentido contrario, que ejerce el suelo sobre el cuerpo, que se llama reacción R. El estudio de la presión se fundamenta en cinco principios: • La presión en un punto de un fluido en reposo es igual en todas direcciones. • La presión en todos los puntos situados en un mismo plano horizontal en el seno de un fluido en reposo es la misma. • En un fluido en reposo la fuerza de contacto que ejerce en el interior de un fluido una parte del fluido sobre la otra contigua al mismo, tiene la dirección normal a la superficie de contacto • La fuerza de la presión en un fluido en reposo, se dirige siempre hacía el interior del fluido, es decir, es una compresión, jamás una tracción. Tomando como positivo el signo de compresión, la presión absoluta no puede ser negativa. • La superficie libre de un líquido en reposo es siempre horizontal. 6.4.1 Clases de Presión La presión se puede clasificar según su tipo en las siguientes: • Presión Atmosférica • Presión Absoluta • Presión Relativa. • Presión Diferencial 154 Automatización de dos hornos para la recuperación de plomo • Anexo Vacío En la siguiente figura Fig.6.4. se observan los tipos de presión. C' A B'' B B' Presión C Variaciones P. atmosférica A' Presión Atmosférica D'' D D' Cero Absoluto Figura 6.4. Clases de Presión 6.4.2 Presión Atmosférica Es aquella que es ejercida por la atmósfera terrestre. Esta presión es susceptible de variaciones en función de la temperatura y de la altitud. Si se mide con un barómetro, se obtendrá un valor cercano a 760 mm de columna de mercurio, o 1,0132 bar. Para facilitar cálculos, se toma la presión atmosférica como 1 bar. Con lo cual tenemos tres tipos de atmósferas: - Atmósfera local: Presión en función del lugar y clima determinado. - Atmósfera normal: 1.0132 bar. - Atmósfera Técnica: 1 bar. 6.4.3 Presión Absoluta Al igual que en la medida de temperaturas absolutas, que se efectúan en base al cero absoluto; la presión absoluta es aquella que se mide con relación al cero absoluto. En la figura 4.2 corresponde con los puntos A y A’. 6.4.4 Presión Relativa La presión relativa viene determinada por la diferencia de lectura entre la presión absoluta y la atmosférica). La mayor parte de los equipos de medición de presión miden en base a la presión relativa. Otro método para hallar la presión absoluta, es añadir a la presión relativa la presión atmosférica del lugar (o en su defecto la atmósfera técnica 1 bar). En la figura 4.2 corresponde con el punto B. Las variaciones de la presión atmosférica pueden provocar variaciones en la lectura de la presión relativa. Puntos B’ y B’’. 155 Automatización de dos hornos para la recuperación de plomo Anexo 6.4.5 Presión Diferencial Como su propio nombre indica, es la diferencia de presiones entre dos puntos. En la figura 4.2 corresponde con los puntos C y C’. La importancia de este tipo de lectura de presión, se verá en el capítulo sobre Medidas de Caudal, pues el caudal depende de la presión diferencial en determinados sistemas de medición. 6.4.6 Vacío Las lecturas de presión por debajo de la presión atmosférica son las que se llaman lectura de vacío, punto D. Al depender (como la presión relativa) de la presión atmosférica, es susceptible a las variaciones de la misma, puntos D’ y D’’. 6.4.7 Unidades de Presión A continuación se representan las tablas para las unidades mas usuales en presión, tanto en el Sistema Técnico como en el Sistema Internacional. Unidades S.I. a bar mbar µbar Pa kPa 1 bar 1 10-3 10-6 10-5 100 0,1 1 mbar 10-3 1 10-3 0,1 0,1⋅10-3 1 µbar 10-6 10-3 1 0,1 1 Pa 10-5 0,01 10 1 10-3 10-6 1 kPa 0,01 10 10⋅103 103 1 10-3 1 MPa 10 10⋅103 10⋅106 106 103 1 Unidades S.I. de 1 mmWS ⋅10-3 1,33322 98,0665 98,0665 ⋅10 ⋅10 -6 -3 98,0665 1 mWS ⋅10 -3 1 kp/mm2 98,0665 1 kp/cm2 0,980665 1 atm 1,01325 100 1,33322 1,33322 1 mmHg Unidades Técnicas Unidades Técnicas 98,0665 ⋅103 10,1972 0,1⋅10-6 98,0665 9,80665 ⋅10 ⋅10 3 ⋅10 ⋅10 6 ⋅10-3 3 ⋅10 -3 ⋅10-6 ⋅10 6 ⋅10 ⋅10 1,01325 101,325 101,325 ⋅10 ⋅10 ⋅10 6 ⋅10 -6 ⋅10- 3 10,1972 ⋅10 3 3 3 9,80665 ⋅10-3 ⋅10 -3 ⋅10-3 1,01972 0,98692 10,1972 10,1972 1,01972 0,98692 ⋅10 ⋅10 ⋅10 ⋅10-3 -3 -6 -3 10,1972 1,01972 0,98692 ⋅10 ⋅10 ⋅10 ⋅10 ⋅10 ⋅10-6 -3 -6 -9 -6 7,50064 101,972 101,972 101,972 10,1972 9,8692 ⋅10 ⋅10 ⋅10 ⋅10 ⋅10 ⋅10-6 -3 -3 7,50064 101,972 7,50064 101,972 ⋅10 ⋅10 1 13,5951 3 ⋅10 73,5561 ⋅103 735,561 -6 101,972 101,972 10,1972 9,8692 ⋅10-3 ⋅10-6 ⋅10-3 ⋅10-3 10,1972 9,8692 101,972 101,972 ⋅10-3 13,5951 1,35951 1,31579 ⋅10-6 ⋅10-3 ⋅10-3 10-3 10-6 0,1 96,7841 1 ⋅10 ⋅10-6 103 1 10-3 0,1 106 103 1 100 96,7841 10⋅103 10 0,01 1 0,967841 1,03323 1 10,3323 760 -9 ⋅10-3 73,5561 -3 -6 13,5951 ⋅10 3 Tabla 6.6. Unidades Técnicas (métricas) 156 10,1972 10,1972 10,1972 101,325 101,325 atm 10,1972 -6 98,0665 98,0665 kp/mm2 kp/cm2 750,064 73,5561 9,80665 9,80665 ⋅10 3 ⋅10 -3 9,80665 9,80665 0,980665 0,980665 98,0665 6 ⋅10 3 750,064 3 9,80665 9,80665 9,80665 98,0665 3 750,064 1,33322 1,33322 133,322 98,0665 98,0665 3 MPa mmHg mmWS mWS -3 96,7841 ⋅10-3 10,3323 10,3323 ⋅10-3 Automatización de dos hornos para la recuperación de plomo Anexo 1 hPa = 1 mbar 1 mm Hg = 1 Torr 1 kp/cm2 = 1 at (atmósfera técnica) Unidades S.I. a bar mbar µbar Pa kPa MPa psi 1 bar 1 10-3 10-6 10-5 100 0,1 14,50377 33,4553 401,463 29,52998 10-3 401,463 29,52998 0,1 0,1⋅10-3 33,4553 1 10-3 14,50377 1 mbar ⋅10 ⋅10 ⋅10 ⋅10-3 1 µbar 10-6 10-3 1 0,1 1 Pa 10-5 0,01 10 1 10-3 10-6 1 kPa 0,01 10 10⋅103 103 1 10-3 1 MPa 10 10⋅103 10⋅106 106 103 1 68,94757 6,894757 ⋅10 ⋅10 29,8907 2,98907 ⋅10 ⋅10 2,49089 0,249089 ⋅10 ⋅10 33,86389 3,386389 ⋅10 ⋅10 Unidades S.I. de 68,94757 1 psi Unidades Técnicas Unidades Técnicas ⋅10 -3 68,94757 29,8907 1 ft H2O ⋅10 -3 29,8907 2,49089 1 in H2O ⋅10 -3 ⋅10 -3 3 2,49089 33,86389 1 in Hg 3 3 33,86389 3 100 3 0,1⋅10-6 3 -3 -3 in Hg 14,50377 33,4553 401,463 29,52998 ⋅10 ⋅10 ⋅10 ⋅10-6 -6 -6 -6 0,1450377 0,334553 4,01463 0,2952998 ⋅10 ⋅10 ⋅10 ⋅10-3 -3 -3 -3 0,1450377 0,334553 4,01463 0,2952998 0,1450377 0,334553 4,01463 0,2952998 ⋅10 ⋅10 ⋅10 ⋅103 1 2,30666 27,6799 2,036020 1 12 0,8826709 3 3 3 6,894757 6,894757 ⋅10-3 2,98907 3 3 -3 ft H2O in H2O 2,98907 433,5275 ⋅10 ⋅10-3 -3 0,249089 36,12729 83,3333 ⋅10 ⋅10 ⋅10 0,249089 -3 -3 -3 73,55591 1 ⋅10-3 3,386389 3,386389 ⋅10-3 0,4911542 1,132925 13,59510 1 Tabla 6.7. Unidades Técnicas (basadas en la pulgada) 1 Pa = 1 N/m2 1 psi = 1 lbf/in.2 (pound force per square inch) 1 kgf/cm2 = 1 at (Atmósfera Técnica) 6.4.8 Clases de Instrumentos para la Medida de Presión En función del principio de medida utilizado y de si el instrumento es transmisor o no, se pueden clasificar los instrumentos de medida de presión en los siguientes tipos. • Mecánicos • Electromecánicos y Electrónicos 157 Automatización de dos hornos para la recuperación de plomo Anexo 6.4.9 Instrumentos Mecánicos En el ámbito de los instrumentos mecánicos, existe una división entre los equipos que miden la presión comparándola con la ejercida por un líquido de densidad y altura conocida, y los que usan como principio de funcionamiento elementos que se deforman por la presión interna del fluido que contienen. Los primeros son equipos generalmente de laboratorio, es decir no son aptos para procesos industriales, ya que tienden a ser frágiles y requieren de la intervención humana para generar una lectura; forman parte de esta clasificación los siguientes: - Tubos Piezométricos: Son aquellos que miden la presión en un líquido midiendo la altura de ascensión del mismo líquido en el tubo. A diferencia de otros, no requiere del empleo de otros líquidos manométricos. El nivel que alcanza el líquido en el tubo, se denomina plano piezométrico. Son equipos de gran precisión y la unidad de lectura es el mm de columna de líquido manométrico. Su campo de aplicación se reduce a presiones relativas que no excedan en demasía la presión atmosférica, pues de esta presión relativa depende la altura del tubo manométrico. - Barómetro de Cubeta: El uso del barómetro de cubeta se aplica a la medición de la presión atmosférica. El líquido manométrico es el mercurio. Como se aprecia en la Fig. 6.5. el mercurio se encuentra bajo la influencia única de la presión atmosférica. Y en el extremo superior, se ha realizado el vacío. P=0 l=Pamb (Torr) Pamb Pamb Plano de Referencia Figura 6.5. Barómetro de Cubeta - Barómetro en U: El principio de funcionamiento es el mismo que el anteriormente descrito, salvo que en este tipo de barómetros se prescinde del uso de cubeta. Fig. 6.6. 158 Automatización de dos hornos para la recuperación de plomo Anexo P=0 l=Pamb (Torr) Pamb = PHg x g x l Figura 6.6. Barómetro en U Manómetro/Vacuómetro en U de líquido para presiones relativas y absolutas: Sirve para la medición de presiones relativas positivas o negativas. Tan solo depende de la elección de un líquido manométrico con una densidad ρ adecuada a las presiones a medir. Figura 6.7. Pamb Depósito a Presión l=pe (Torr) - Líquido de densidad apropiada a las presiones a medir Figura 6.7. Manómetro/Vacuómetro en U de líquido 159 Automatización de dos hornos para la recuperación de plomo - Anexo Manómetro Diferencial: Mide la diferencia de presión entre dos puntos. Fig. 6.8. ρm = ρHg l p1 p2 p1-p2 = lg( ρm- ρ) Figura 6.8. Manómetro Diferencial - Piezómetro Diferencial: Sirve para medir presiones diferenciales únicamente en líquidos. A diferencia del manómetro diferencial no requiere de líquido manométrico especial. - Micromanómetro de tubo inclinado: Su finalidad es la medición con precisión de pequeñas presiones (250 a 1500 Pa). En cuanto a los segundos, son equipos que contienen órganos medidores que se deforman bajo la influencia de una presión elástica. Este movimiento se transmite a un mecanismo indicador. Debido a su resistencia y fácil manejo, estos aparatos están ampliamente difundidos en el campo de la medición técnica de presión. Los órganos medidores, están construidos normalmente con aleaciones de cobre o aceros aleados. A continuación se describen los principales tipos: - Manómetro con tubo de Bourdon: Los tubos de Bourdon, son tubos curvados en forma circular de sección oval. La presión a medir actúa sobre la cara interior del tubo, con lo que la sección oval se aproxima a la forma circular. Mediante el acodamiento del tubo de Bourdon, se producen tensiones en el borde, que flexionan el tubo. El extremo del tubo sin tensar ejecuta un movimiento que representa una medida de la presión. En la Figura 6.9. se aprecia el detalle de un manómetro con Tubo Bourdon. Para presiones hasta 40 bar se utilizan en general tubos curvados de forma circular con un ángulo de torsión de 270º; para presiones superiores, tubos con varias vueltas en forma de tornillo. Los tubos Bourdon tienen una fuerza de retorno relativamente baja, por ello debe tenerse en cuenta su influencia en la indicación, en los equipos adicionales como por ejemplo indicadores de seguimiento, transmisores de señal límite o potenciómetros de control remoto. 160 Automatización de dos hornos para la recuperación de plomo Anexo Figura 6.9. Manómetro con Tubo de Bourdon - Manómetros con lámina elástica: Las láminas elásticas son membranas onduladas de forma circular. Por una cara soportan la presión a medir. La curvatura de la membrana es una medida de presión. Las láminas elásticas tienen una fuerza de retorno relativamente grande. La influencia de los equipos adicionales es por este motivo inferior que en los aparatos con tubo de Bourdon. Mediante la sujeción en forma circular de las láminas elásticas es menos sensible a las sacudidas. Las láminas elásticas pueden protegerse contra una sobrecarga importante mediante la sujeción del órgano medidor. Pueden protegerse de las sustancias a medir corrosivas mediante la cobertura o anteposición de láminas de plástico. Fig.6.10. Figura 6.10. Manómetro con Lámina Elástica Los manómetros de láminas elásticas son también ventajoso con las sustancias a medir muy viscosas o que cristalicen, ya que pueden preverse posibilidades de limpieza opcionales mediante orificios de conexión anchos, bridas de conexión abiertas u orificios de lavado. 161 Automatización de dos hornos para la recuperación de plomo Anexo Existen manómetros con láminas elásticas horizontales y otros con las láminas elásticas verticales, es decir, paralelas al cuadrante. Con tensiones de medición < 0,6 bar se usan, generalmente, láminas elásticas de ∅ 160 mm, con presiones superiores de ∅ 100 mm. Mediante la sujeción en el borde de las láminas elásticas, la diferencia de la indicación al cambiar la temperatura es considerablemente superior que en los aparatos con tubo Bourdon. Los manómetros de láminas elásticas se usan para tensiones de medición de 10 mbar a 25 bar en las clases 1,6 y 2,5, en casos excepcionales también 4,0. - Manómetros con muelle de membrana elástica: Un muelle de membrana elástica consta de dos membranas onduladas de forma circular o una membrana y una placa base que están unidas a prueba de escape bajo presión en el borde. La presión de medición se aplica en el centro de una de las membranas y actúa sobre la cara interior de la cápsula. El movimiento de elevación creado de este modo es una medida de presión. Los manómetros con muelle de membrana elástica no son apropiados para sustancias a medir líquidas. Las tensiones de medición se extienden desde 2,5 mbar hasta 600 mbar en las clases 0,6 a 1,6. La diferencia de indicación al cambiar la temperatura se sitúa según el material entre el 0,3% y el 0,4% cada 10 K. 6.4.10 Instrumentos Electromecánicos y Electrónicos Los elementos electromecánicos para medida de presión combinan el uso de los elementos mecánicos combinado con la aplicación de transductores eléctricos. Dentro del ámbito industrial, este tipo de equipos abarcan el amplio espectro de medida de presiones, desde alto vacío hasta presiones del orden de 106 psi. Según el principio de medición se clasifican en los siguientes: - • Magnéticos • Resistivos • Transmisores Electrónicos de equilibrio de fuerzas • Capacitivos • Bandas Extensiométricas • Piezoresistivos Transductores Magnéticos: El principio de funcionamiento de estos dispositivos se muestra en la Fig.6.11. Una Fuerza Fp es originada por la acción de un elemento mecánico (Bourdon o membrana). Dicha fuerza actúa sobre el brazo izquierdo de la palanca, creando por inducción una corriente en 1, que es amplificada en 2 y fluye hacía la bobina móvil 3, que se introduce en el electroimán 4, creando una fuerza restauradora que restituye la palanca a su posición de equilibrio. La corriente I que fluye por la bobina es función de la fuerza Fp y por lo tanto de la presión p. Los transductores magnéticos no producen rozamiento en la medición, tienen una respuesta lineal, son pequeños y de construcción robusta. Su precisión es del orden de ±1%. 162 Automatización de dos hornos para la recuperación de plomo Anexo Este tipo de transductor posiciona el núcleo o la armadura móvil con un elemento mecánico, y utilizan circuitos eléctricos bobinados de puente de inductancias de corriente alterna. 2 I= 4..20 mA 1 3 Fp = p x A 4 N S Figura 6.11. Transductor Magnético - Transductores Resistivos: El principio de funcionamiento de estos equipos, constituye uno de los mas sencillos; Un elemento mecánico genera una presión sobre la superficie de un conductor o semiconductor que varia su resistencia en función de la presión ejercida. El movimiento del elemento de presión, se transmite a un brazo de móvil aislado que se apoya sobre el potenciómetro (semiconductor). Este está conectado a un circuito de puente de Wheatstone. Los transductores resistivos, son simples , y su señal de salida es bastante potente. Sin embargo, son muy sensibles a vibraciones, y presentan una estabilidad pobre en el tiempo. Su intervalo de medida corresponde al del elemento mecánico que utilizan. Su precisión es del orden del 1-2%. - Transmisores Electrónicos de equilibrio de fuerzas: Para cada valor de presión, la barra adopta una posición determinada excitándose un transductor de desplazamiento (detector de inductancia, transformador diferencial o bien un detector fotoeléctrico). Un circuito oscilador asociado con cualquiera de estos detectores, alimenta a una unidad magnética, y la fuerza generada reposiciona la barra de equilibrio de fuerzas. Se completa así, un circuito de realimentación variando la corriente de salida en forma proporcional al intervalo de presiones de proceso. Fig. 6.12. Los transductores de equilibrio de fuerzas se caracterizan por tener un movimiento muy pequeño de la barra de equilibrio, poseen realimentación, una elasticidad muy buena y un nivel alto en la señal de salida. Por su constitución mecánica, presentan un ajuste del cero y del alcance (span) complicado, y una alta sensibilidad a vibraciones. su estabilidad en el tiempo es de media a pobre. Su intervalo de medida corresponde al del elemento mecánico que utilizan. Su precisión es del orden del 0,5-1%. 163 Automatización de dos hornos para la recuperación de plomo Anexo Tubo Bourdon Resorte Unidad Magnética Señal Salida Ajuste Span Bobina Detectora Muelle Cero Oscilador Figura 6.12. Transmisor de equilibrio de fuerzas (Detector de Inductancias) - Transductores Capacitivos: Basan su funcionamiento en la aplicación de presión a una de las caras de un condensador. La fuerza ejercida, modifica la capacidad del condensador, pues separa las placas. La placa móvil del condensador tiene forma de diafragma y se encuentra situada entre dos placas fijas. De este modo se tienen dos condensadores, uno de capacidad fija o de referencia y el otro de capacidad variable, que pueden compararse mediante circuitos oscilantes o bien en circuitos de Puente de Wheatstone alimentados con corriente alterna. Los transductores Capacitivos se caracterizan por su tamaño reducido y su construcción robusta. Son adecuados para medidas estáticas y dinámicas. Su señal de salida es débil, por lo que precisan de amplificadores, con el riego de introducir errores. Son sensibles a las variaciones de temperatura. Su intervalo de medida es muy amplio, entre 0,05-5 a 0,5-600 bar. Su precisión es del orden de ±0,2 a ±0,5 %. - Transductores de bandas extensiométricas: Se basan en la variación de longitud y de diámetro, y por lo tanto de resistencia, que tiene lugar cuando un hilo de resistencia se encuentra sometido a una tensión mecánica por la acción de una presión. Fig.6.13. La aplicación de una determinada presión, estira o comprime los hilos de conexión, modificando la resistencia de los mismos. La banda forma parte de un puente de Wheatstone, y cuando está sin tensión tiene una resistencia eléctrica determinada. Al aplicar tensión nominal al circuito, se genera una corriente que circula a través de la resistencia y crea una caída de tensión. El puente se equilibra para estas nuevas condiciones. Cualquier variación de presión que provoque una actuación del diafragma, cambia la resistencia de la banda y el puente se desequilibra. El intervalo de medida de estos transductores varía de 00,6 a 0-10.000 bar, y su precisión es del orden de ±0,5%. 164 Automatización de dos hornos para la recuperación de plomo Anexo Base flexible R1 R2 Hilo de Conexión Fuerza Fuerza ∆U A R3 B R4 C U Figura 6.13. Transductor de Bandas Extensiométricas. - - Transductores Piezoresistivos: Entre dos cristales piezoresistivos, se crea una diferencia de potencial, al actuar sobre uno de ellos una presión determinada. Este sensor de presión se basa en materias semiconductoras. El cambio de resistencia se basa en la movilidad cambiada de los electrones en la estructura cristalina. Con materias semiconductoras (generalmente siliconas) la variación de resistencia es hasta 100 veces mas grande que con materias metálicas. La materia de la membrana y los contactos eléctricos al sensor de presión, son muy sensitivos e incompatibles con la mayoría de los medios. Por lo tanto la presión tiene que ser dirigida a la membrana mediante una membrana separadora y un líquido. Son elementos ligeros, de pequeño tamaño, y de construcción robusta. Son aptos para medidas de presión dinámicas. Son sensibles al influjo de la temperatura y de experimentar deriva del cero. De señal débil requieren de amplificadores, con lo cual se introducen errores de medición. El intervalo de medida de estos transductores varía de 0-600 bar, y su precisión es del orden de ±1%. 6.4.11 Instrumentos Mecánicos, Electromecánicos y Electrónicos para medida de Vacío Aunque el vacío en si mismo, es un tipo de presión. Los equipos necesarios para su medición tienen principios de funcionamiento distintos, y son los que se enumeran a continuación. • Mecánicos (Fuelle y Diafragma) • Medidor McLeod • Térmicos (Termopar, Pirani, Bimetal) • Ionización (Filamento caliente, Cátodo frío) 165 Automatización de dos hornos para la recuperación de plomo Anexo - Elementos mecánicos: Trabajan en forma diferencial entre la presión atmosférica y la de proceso. Pueden estar compensados con relación a la presión atmosférica, y calibrados en unidades absolutas. Al ser dispositivos mecánicos, estos equipos están limitados a la medición de bajo vacío 1mm Hg abs. Estos equipos pueden llevar acoplados transmisores eléctricos. - Medidor McLeod: El Vacuómetro McLeod, es un vacuómetro de presión absoluta, analógico con escala cuadrática (no logarítmica); está clasificado junto con la columna de tubo en “U”, como un vacuómetro de lectura directa, dado que se basa en el desplazamiento físico de una “pared” , siendo esta pared el nivel del menisco de la columna de mercurio, este instrumento es un vacuómetro de método primario, dado que basa su medición en las magnitudes de volumen y altura. Este equipo mide presiones absolutas más pequeñas que una columna de mercurio, cubre de dos a cuatro décadas dentro del alcance de 1mTorr a 100 Torr. El McLeod, Fig.6.14. consiste en un bulbo con un tubo capilar cerrado en su extremo superior, y un tubo de conexión al sistema de vacío con un capilar abierto en paralelo para comparación, así como un sistema por presurización o inclinación para elevar el mercurio y comprimir la muestra de gas atrapada en el bulbo. El vacuómetro McLeod, comprime con mercurio una muestra del gas del sistema bajo medición con el propósito de lograr mayor sensibilidad aplicando la ley de Boyle & Mariotte. El principio de compresión permite solamente la medición de la presión parcial de gases no condensables. No permite lecturas continuas y no mide las presiones de vapor. La exactitud es del orden de 1,5% de la longitud de la escala, y su alcance de medición es de 100 Pa a 0,1 Pa Al Sistema de Vacío Capilar Abierto Capilar Cerrado Bulbo Volumen Conocido Límite de Corte Válvula Presurización Válvula Purga Mercurio Figura 6.14. Vacuómetro McLeod 166 Automatización de dos hornos para la recuperación de plomo - Anexo Transductores Térmicos: Basan su funcionamiento en que la velocidad a la que se puede disipar el calor que se genera en un filamento calentado por la circulación de una corriente constante en un ambiente de presión sub-atmosférica es proporcional al número de moléculas de gas por unidad de volumen presente en dicho ambiente. Es decir, si se mantiene la corriente constante a través del filamento, la temperatura del mismo será inversamente proporcional a la presión del gas. Aprovechan este método los siguientes equipos: • Sensores de Pirani: En este tipo de sensor, la temperatura del elemento calefactor se determina por medio de la medición de la resistencia eléctrica de este, o sea, considerando al filamento como una termorresistencia. Tanto la calefacción del filamento como la medición, se hacen por medio de un puente de Wheatstone. Fig.6.15. Es un equipo compacto de forma y de facilidad de uso. Su calibración depende (como en todos los transductores térmicos) de la composición del gas medido. Su salida de resistencia como función de la presión es altamente no-lineal. El intervalo de medida de los Sensores de Pirani es de 2⋅10-3 mm Hg. Cámara de Referencia Vacío Indicador Potenciómetro de Calibración Figura 6.15. Transductor Pirani • Sensores por Termopar: En este caso la temperatura del filamento calefactor, se mide con un termopar ubicado muy cerca de este o soldado al mismo. Al circular una corriente constante a través del filamento, su temperatura es inversamente proporcional a la presión absoluta del gas. La f.e.m generado por el termopar, indica la temperatura del filamento, y por lo tanto señala el vacío del ambiente. Para compensar la temperatura ambiente, se emplea una segunda unidad contenida dentro de un tubo sellado al vacío. La señal de salida diferencial de los dos termopares, es proporcional a la presión. Son equipos de bajo coste, larga duración y fiabilidad. Al igual que el Sensor Pirani, tiene una característica no lineal. Su intervalo de medida es de 0,5-10-3 mm Hg. 167 Automatización de dos hornos para la recuperación de plomo • - Anexo Sensor Bimetálico: Basa su principio en el calentamiento de una espiral bimetálica por medio de una fuente de tensión estabilizada. Cualquier variación de presión provoca una dilatación del elemento bimetálico que acoplado a un índice, señala el vacío en una escala. Transductores de Ionización: El principio de funcionamiento de este tipo de sensores, consiste en la propiedad que tiene un filamento de emitir electrones, una vez se calienta (principio de emisión termoiónica). Estos electrones ionizan el gas de la cámara cuya presión se quiere medir. En el interior de la cámara se alojan un par de electrodos entre los cuales fluye una corriente que es proporcional al número de iones por unidad de volumen, el cual a su vez es proporcional a la presión del gas. Midiendo esta corriente se obtiene una indicación aproximada de la presión del gas. El campo de medición que abarcan este tipo de equipos oscila desde las 10-3 atm. hasta prácticamente el vacío total 10-13 atm. Los principales sensores iónicos para medición de alto vacío son los que se enumeran a continuación: • Transductor de filamento caliente: Consiste en un tubo electrónico con un filamento de tungsteno rodeado por una rejilla en forma de bobina, la cual a su vez está envuelta en una placa colectora. Los electrones emitidos por el filamento caliente se aceleran hacía la rejilla positiva, pasan a través de ella, y en su camino hacía la placa negativa, algunos colisionan con moléculas del gas. La corriente positiva generada, es una función del número de iones y en consecuencia una medida de la presión del gas. • Transductor de cátodo frío: La generación de una descarga de alta tensión, origina una corriente iónica. Los electrones desprendidos del cátodo forman un movimiento en espiral al irse moviendo en el interior de un campo magnético en su camino hacía el ánodo. Este movimiento aumenta la probabilidad de colisiones entre moléculas del gas cuyo vacío se quiere medir. Así se intensifica la corriente iónica, y las descarga catódica se mantiene a un vacío mas alto. El alcance de medida de estos equipos abarca desde los 10-2 a 10-7 mm Hg. Con escala logarítmica. Fig. 6.16. 2000 V Ánodo Vacío Cátodo Campo Magnético Figura 6.16. Transductor de cátodo frío 168 Automatización de dos hornos para la recuperación de plomo 6.5 Anexo TEMPERATURA En el amplio espectro de los procesos industriales, la medición de la Temperatura, constituye un hecho habitual. La temperatura es el elemento de control principal en procesos relacionados con la combustión, como el que es objeto de este proyecto. Hoy en día, existen varios tipos de instrumentos para la medición, desde temperaturas cercanas al cero absoluto (273,15K) hasta temperaturas superiores a los 5000ºC. Hay otros métodos para temperaturas mayores, pero quedan lejos del control de procesos, con lo cual se han ignorado. Los instrumentos de medida se aprovechan de diversos fenómenos físicos para efectuar la medición, algunos de los cuales son: - Variación de volumen o de estado de un cuerpo (sólidos, líquidos, gases). - Variación de resistencia de un conductor (Sondas de resistencia). - Variación de resistencia de un semiconductor (Termistores). - F.E.M. generada en la unión de dos metales distintos (Termopares). - Intensidad de la radiación emitida por un cuerpo (pirómetros de radiación). - Velocidad del sonido en un gas. - Frecuencia de resonancia de un cristal. 6.5.1 Medición de temperatura mediante variaciones de volumen y estado El principio de funcionamiento de estos instrumentos es el cambio de estado o de volumen al que se ve sometidos un cuerpo, bien sea sólido, líquido o gaseoso, cuando esta sometido a una temperatura. Forman parte de esta división los siguientes elementos - Termómetros de vidrio. - Termómetros de bulbo y Capilar - Termómetros bimetálicos 6.5.1.1 Termómetros de vidrio Quizás es el elemento mas conocido de medición de temperatura (fuera del sector de procesos). Consiste en un tubo de vidrio graduado que alberga un tubo capilar, que a la vez contiene un sólido o un líquido. Al aplicar una temperatura determinada el líquido se expande en el capilar e indica la temperatura. Aunque el más conocido es el de mercurio, existen otro tipo de termómetros de vidrio con contenidos distintos que permiten alcanzar otro rango de temperaturas. - Mercurio -35 hasta + 280 ºC - Mercurio (capilar lleno de gas) -35 hasta + 450 ºC - Pentano -200 hasta + 20 ºC - Alcohol -110 hasta + 50 ºC - Tolueno -70 hasta + 100 ºC 169 Automatización de dos hornos para la recuperación de plomo Anexo El principal inconveniente de este sistema, es que debe su precisión al buen ojo del operador que efectúa la lectura. Es un sistema de respuesta lenta, y carece de transmisión de señal. Su uso se restringe a laboratorios y a aplicaciones muy concretas. 6.5.1.2 Termómetros de Bulbo y Capilar. Básicamente, este tipo de instrumentos de temperatura, están formados por un bulbo o recipiente en cuyo interior está alojado un fluido. La variación de temperatura produce la expansión o contracción de dicho fluido, que a su vez deforma el recinto que lo contiene. Esta deformación se transmite hacia un muelle tipo “Bourdon” que indica en una escala numérica el valor de la temperatura. Los termómetros por bulbo se clasifican en función de su fluido contenido: • Tipo I: Termómetros actuados por líquido • Tipo II: Termómetros actuados por vapor • Tipo III: Termómetros actuados por gas • Tipo IV: Termómetros actuados por mercurio Los termómetros actuados por líquido se caracterizan porque la dilatación del muelle interno es proporcional a la temperatura, con lo cual la escala de medición resulta uniforme. El inconveniente de este tipo de instrumentos, radica en que generalmente debe compensarse la temperatura ambiente para evitar errores. Los termómetros tipo II, o los actuados por vapor, contienen un líquido volátil. Las variaciones de temperatura influyen sobre la presión de vapor, aumentándola o disminuyéndola. A diferencia del caso anterior, no es un sistema de medida proporcional, sino que a medida que la escala de medida aumenta, las divisiones también lo hacen. El deformamiento del muelle, depende solo de la temperatura del fluido contenido en el bulbo, con lo cual es un instrumento que no requiere compensación. Los termómetros actuados por gas, semejan bastante a los de tipo II. El bulbo esta repleto de gas; en función de la temperatura, aumenta o disminuye la presión de dicho gas. La zona de trabajo de expansión del gas es lineal, con lo cual la escala de medición también lo es. Finalmente, los termómetros actuados por mercurio funcionan de igual modo que los de tipo I, requiriendo de compensación. El rango de medición de los termómetros de bulbo va desde los –45 hasta los 425ºC. Dependiendo del tipo utilizado. Su error es del ±1%. 6.5.1.3 Termómetros bimetálicos Este tipo de elementos constan de dos láminas metálicas con diferente coeficiente de dilatación, unidas por sus extremos. Por efecto de la temperatura, las láminas se dilatan o se deforman, produciéndose un desplazamiento mecánico, cuya fuerza se emplea para mover una aguja indicadora o activar un mecanismo de control. El rango de medición de este tipo de instrumentos oscila (según la composición de las láminas) entre los –200 y los 500 ºC y el error suele ser de ±1%. 170 Automatización de dos hornos para la recuperación de plomo Anexo 6.5.2 Medición de temperatura mediante resistencia de conductores La resistencia eléctrica de algunos metales puros, aumenta con la temperatura; algunas veces de forma lineal. Este es el principio básico de funcionamiento de este tipo de elementos. Generalmente consisten en un “bobinado” de hilo muy fino (del metal puro) entre capas de material aislante y protegido (en función de la temperatura de proceso) con un revestimiento de acero o cerámica. El material conductor se caracteriza por el coeficiente de temperatura de resistencia, que expresa la variación de resistencia (Ω) del material en función de la variación de temperatura. La relación entre estos factores se representa en la siguiente expresión: Rt = R0 (1 + α ⋅ t ) Donde: • R0=Resistencia en Ohmios a 0ºC • Rt=Resistencia en Ohmios a tºC • α=coeficiente de temperatura de la resistencia cuyo valor entre 0º y 100ºC es de 0,003850Ω⋅Ω-1⋅ºC-1 en la escala práctica de temperaturas internacional (IPTS-68) 6.5.2.1 Características de los metales conductores No todos los metales son validos para su uso como elementos resistivos de control de temperatura. Las mínimas condiciones exigibles a los metales son las siguientes: • Alto coeficiente de temperatura de la resistencia: De esta manera el instrumento será mas sensible. • Alta resistividad: A mayor resistividad a una temperatura, mayor variación por grado lo que incide en mayor sensibilidad. • Relación lineal resistencia-temperatura: Si la sonda trabaja dentro de la zona lineal, la respuesta de esta también será lineal. • Rigidez y ductilidad: El hecho de que un metal posea esta característica influye en la fabricación de la sonda, pues facilita el arrollamiento del hilo conductor. • Estabilidad: Es necesario que las características anteriormente mencionadas, se mantengan inalterables durante el ciclo de vida útil del instrumento. 171 Automatización de dos hornos para la recuperación de plomo Anexo 8 Resistencia relativa Rt/R0 a 0ºC Niq uel 6 Co bre in Plat 4 o 2 0 200 400 600 800 (ºC) Figura 6.17. Gráfico de Resistencia de Materiales Los materiales mas empleados en la construcción de sondas de temperatura por resistencia, son el níquel, el cobre y el platino. En la gráfica superior Fig. 6.17., se observan las curvas de resistencias relativas de estos metales en función de la temperatura. En el sector de procesos, el elemento sensor mas utilizado es el de arrollamiento de platino. El platino se caracteriza por tener una resistencia de 100Ω a 0ºC. Es por lo que conocemos a estas sondas como sondas de temperatura Pt100. El platino es un material preciso y estable, aunque este tiene un elevado coste. El níquel a diferencia del anterior, es mas económico, y posee una resistencia más elevada y con una mayor variación por grado, pero carece de linealidad en su relación resistencia/temperatura. Y finalmente el cobre (elemento raramente usado) es económico, tiene una buena variación de resistencia y estabilidad, pero tiene baja resistividad. En la tabla 6.8., se citan las principales características de estos metales. Resistividad Metal Coef. Tª Intervalo ∅ mín. de Útil Tª hilo Resist. Sonda a 0º Precisión Coste ºC mm Ω ºC relativo µΩ/cm Ω/Ω,ºC Platino 9,83 0,00385 -200 a 950 0,05 25,100,130 0,01 Alto Níquel 6,38 0,0063 a 0,0066 -150 a 300 0,05 100 0,50 Medio Cobre 1,56 0,00425 -200 a 120 0,05 10 0,10 Bajo Tabla 6.8. Características de los Materiales 172 Automatización de dos hornos para la recuperación de plomo Anexo 6.5.2.2 Principio de Funcionamiento El principio de funcionamiento de este tipo de sondas de temperatura, es la medición de la variación de resistencia en función de la variación de temperatura. El método para realizar la medición es mediante un puente de Wheatstone. Este montaje se puede realizar para sondas de dos, tres (montaje más frecuente), e incluso cuatro hilos. Montaje de dos hilos: Se caracteriza por el conexionado de la sonda de resistencia a uno de los brazos del puente, y se varia R3 hasta que se anula la desviación del galvanómetro. En ese instante se cumple la ecuación: R1 R 2 R2 = ⇒ x = R3 × R3 x R1 Donde x es el valor de la sonda de resistencia. En la figura 6.18. podemos observar el esquema de conexionado típico del montaje de dos hilos. G R1 R2 Rx b R3 a x Figura 6.18. Conexionado Sonda de dos Hilos Este montaje, es el mas simple, pero presenta el inconveniente de que la resistencia de los hilos a y b de conexión de la sonda al puente varía en función de la temperatura, con lo cual es susceptible de alterar la medición total. Lógicamente la longitud entre el elemento primario y el receptor incide en la medición. Pueden compensarse las lecturas mediante la instalación de hilos de baja resistencia. Montaje de tres hilos: Como se ha enunciado anteriormente, este es el montaje mas habitual . En este circuito, la sonda está conectada al puente mediante tres hilos. De esta manera ni la longitud del cable ni la temperatura del mismo perturban las mediciones. El único condicionante, es que la resistencia de los brazos a y b, sea la misma. La siguiente figura (Fig. 6.19.) representa el esquema de conexionado de la sonda de tres hilos. 173 Automatización de dos hornos para la recuperación de plomo Anexo G R1 R2 Rx R3 a c b Figura 6.19. Conexionado Sonda de tres Hilos La ecuación que corresponde al montaje de la sonda de tres hilos es la que se resume a continuación: R1 R2 = R3 + Ka x + Kb y como Ka=Kb, haciendo R2/R1=1, R3 puede ajustarse a un valor igual a x para que el galvanómetro no indique tensión. Montaje de cuatro hilos: Este montaje permite una mayor precisión en la lectura. Su uso suele limitarse a instrumentos de medida patrón o para aplicaciones de alta exactitud en laboratorios. Se basa en efectuar dos mediciones de la resistencia de la sonda combinando las conexiones de tal manera que la sonda pase de un brazo del puente al adyacente. Así se compensan las resistencias desiguales de los hilos de conexión, y el valor de la resistencia equivale al promedio de los valores determinados en las dos mediciones. En la siguiente figura (Fig. 6.20.) se muestra el conexionado de la sonda de cuatro hilos. G R1 R2 Rb 1 T c Rx C X Figura 6.20. Conexionado Sonda de cuatro Hilos 174 Automatización de dos hornos para la recuperación de plomo Anexo 6.5.3 Termistores Reciben el nombre de termistores, aquellos semiconductores electrónicos que se caracterizan por tener un coeficiente de temperatura de resistencia negativo de valor elevado. Este hecho implica variaciones rápidas y grandes temperatura. para cambios pequeños de El material de fabricación de los termistores suele ser, manganeso, hierro, cobalto, cobre magnesio, titanio y otros metales. La relación entre la resistencia del termistor y la temperatura viene dada por: Rt = R0 E β ( 1 1 − ) Tt T0 Donde • Rt: Resistencia en Ohmios a la temperatura absoluta Tt • R0: Resistencia en Ohmios a la temperatura absoluta de referencia T0 • β: Constante dentro de un intervalo moderado de temperaturas Al tener un alto coeficiente de temperatura, poseen una mayor sensibilidad que las sondas de resistencia y permiten intervalos de medida menores (1ºC aprox.). Son de pequeño tamaño y su tiempo de respuesta depende de la capacidad térmica y de la masa del termistor. Para un buen funcionamiento de un termistor, es necesario envejecerlo, es decir, su funcionamiento mejora con el tiempo, pues a medida que aumenta el tiempo, aumenta su resistencia. En intervalos amplios de temperatura, tienen un comportamiento no lineal, lo que los convierte en ideales para aplicaciones de temperaturas ambientales y de poca precisión. 6.5.4 Termopares El fenómeno eléctrico que caracteriza a los termopares es el efecto Seebeck (1821). Este efecto basa su funcionamiento en la circulación de corriente en un circuito formado por dos metales diferentes, y cuyas uniones (unión de medida o caliente y unión de referencia o fría) se mantienen a temperaturas distintas. La circulación de corriente está basada a su vez en otros dos fenómenos conocidos: • Efecto Peltier: Fenómeno que provoca la liberación o absorción de calor en la “unión” de dos metales distintos, cuando circula a través de la misma una corriente eléctrica. • Efecto Thomson: Consiste en la liberación o absorción de calor cuando una corriente circula a través de un metal homogéneo en el que existe un gradiente de temperaturas. 175 Automatización de dos hornos para la recuperación de plomo Anexo En la Figura 6.21. se aprecia esquemáticamente el conexionado de un termopar. Metal A Unión Caliente Unión Fría Metal B Figura 6.21. Conexionado Termopar La combinación de estos dos efectos, provoca la circulación de corriente al cerrar el circuito en el termopar. Dicha corriente puede calentar el termopar y ocasionar lecturas erróneas; así que es conveniente minimizar su valor cuando se efectúe alguna medición. 6.5.4.1 Tipología y Leyes fundamentales Los termopares se caracterizan por tres normas básicas enunciadas a continuación: • Ley del circuito homogéneo: En un conductor metálico homogéneo, no puede sostenerse la circulación de una corriente eléctrica por la aplicación exclusiva del calor. • Ley de los metales intermedios: Si en un circuito de varios conductores la temperatura es uniforme desde un punto de soldadura “A” a otro punto “B”, la suma algebraica de todas las fuerzas electromotrices es totalmente independiente de los conductores metálicos intermedios, y es la misma que si se pusieran en contacto directo A y B. • Ley de las temperaturas sucesivas: La f.e.m. generada por un termopar con sus uniones a las temperaturas T1 y T3 es la suma algebraica de la f.e.m. del termopar con sus uniones a T1 y T2 y de la f.e.m. del mismo termopar con sus uniones a temperaturas T2 y T3. Estas leyes enuncian que en el circuito se desarrolla una pequeña tensión continua proporcional a la temperatura de la unión de medida, siempre y cuando exista un gradiente de temperaturas con la unión de referencia. A continuación se muestran las curvas características (f.e.m./Temperatura) de los principales termopares Fig. 6.22. 176 Anexo o E) Automatización de dos hornos para la recuperación de plomo nstan ta n (Tip 80 el ( Tip o Hie rroCon e-C stan ons tan ta n (Tip ta n o J) (Tip oT ) MILIVOLTIOS 50 40 Co br 30 Cro m elAlu m 60 K) Crom el-Co 70 20 10 tin Pla 250 500 la o/P tin o o- R p (Ti dio ) oR i (T p (Ti po ) oS B) 750 1000 1250 1500 1750 2000 TEMPERATURA (ºC) Figura 6.22. Curvas Características Termopares Los tipos de termopares de la gráfica anterior, se clasifican según su composición, es decir por el material de sus dos metales de unión, y en función de estos metales los termopares adquieren unas características distintas, que les capacitan para trabajar a unas intervalos de temperatura adecuados. Los tipos son los siguientes: • Termopar tipo E: Composición de cromel-constantan (Cu-Ni). Su aplicación es para atmósferas inertes o de vacío. Posee la mayor f.e.m. más alta por variación de temperatura y su rango de uso oscila desde los – 200ºC hasta los 900ºC. • Termopar tipo J: Composición de hierro-constantan. Es susceptible a la corrosión, con lo cual es recomendable su uso en aplicaciones con bajo contenido de oxígeno. Su rango de temperatura va desde los 0ºC hasta los 750ºC. A mayor temperatura (550ºC aprox.) aumenta la corrosión de los hilos. Su precisión es del ±5%. • Termopar tipo T: Composición de cobre-constantan. Es apto para su uso en aplicaciones corrosivas, y en atmósferas oxidantes y reductoras. Su rango de temperaturas va desde los –200ºC hasta los 260ºC. • Termopar tipo K: Composición de cromo-alumel (Al-Ni).Presenta también una buena resistencia a la corrosión. Su rango de trabajo oscila 177 Automatización de dos hornos para la recuperación de plomo Anexo desde los 0ºC hasta los 1300ºC y los 600ºC hasta los 1000ºC en atmósferas oxidantes. Su precisión es del 1%. • Termopar tipo R y B: Composición de Platino/Platino-Rodio (13%). Su uso se centra en atmósferas oxidantes y de altas temperaturas (1500ºC). Aunque el termopar debe protegerse con envolventes cerámicos o de aceros refractarios o anti-corrosión • Termopar tipo S: Composición de Platino/Platino-Rodio (10%). De iguales características que el anterior, posee una mayor resistencia a la temperatura (1600ºC). Aunque su precio es mayor debido al coste del platino. Su precisión es de ±0,5% • Termopar tipo W: Para aplicaciones especiales en altas temperaturas existe el termopar tipo W. Su composición es Volframio (5%)-Renio y Volframio (26%) –Renio. Para uso en atmósferas inertes o en vacío, y con un rango de temperaturas hasta los 2800ºC. Su precisión es del ±1%. El termopar es susceptible a las perturbaciones electromagnéticas o ruido eléctrico industrial, es por ello que la distancia desde el elemento primario hasta el transmisor, es un factor determinante si queremos obtener una buena medición. Para evitar esto, es necesario, que la composición de los hilos entre la sonda y el transmisor sea la misma que la composición de los hilos del termopar. Es lo que se conoce como cable compensado. 6.5.5 Pirómetros de radiación Los pirómetros de radiación basan su funcionamiento en la ley de Stefan-Boltzmann. Dicha ley enuncia que todas las sustancias a cualquier temperatura por encima del cero absoluto, radian energía como resultado de la agitación atómica asociada con su temperatura. La intensidad de la energía radiante emitida por la superficie de un cuerpo aumenta proporcionalmente a la cuarta potencia de la temperatura absoluta del cuerpo. W=K⋅T4 Desde el punto de vista de medición de temperaturas, las longitudes de onda térmicas abarcan desde 0,1 micras para las radiaciones ultravioletas hasta las 12 micras de las radiaciones infrarrojas. La energía radiada por un cuerpo es menor que la correspondiente a su temperatura, debido a que refleja energía como consecuencia del estado de su superficie. Por ello es necesario definir un cuerpo radiador ideal que no refleje nada (máxima emisión de energía por unidad de superficie) es lo que conocemos como “cuerpo negro”. Para corregir la medida se define el factor de emisividad (relación entre la energía emitida por un cuerpo y la emitida por el cuerpo negro). Este sistema de medición de temperatura, se caracteriza por ser un método que no requiere de contacto con el elemento caliente para determinar la temperatura de proceso. Recogen la energía radiada, y la concentran en un detector, que genera una señal proporcional a la temperatura. 178 Automatización de dos hornos para la recuperación de plomo Anexo Su uso se limita a aplicaciones donde los termopares o sondas de resistencia no se pueden usar (rango de medición, ambientes agresivos), o en lugares de difícil acceso o de movimiento. Se pueden clasificar en los siguientes tipos: - Pirómetros Ópticos - Pirómetros de Infrarrojos - Pirómetros fotoeléctricos - Pirómetros de radiación total 6.5.5.1 Pirómetros Ópticos El principio de funcionamiento de los pirómetros ópticos se basa en la comparación visual de la luminosidad del objeto radiante con el filamento de una lámpara incandescente. Para conseguir esto, es necesario superponer ambas ondas luminosas y variar la corriente eléctrica de la lámpara hasta que deja de ser apreciable a la vista. Dicha variación de la corriente, es un valor de la temperatura, pero previamente hay que calibrar la luminosidad de la lámpara. Al ser un instrumento de uso manual, su banda de trabajo se limita al espectro visible de las ondas 0,45 micras (violeta) hasta los 0,75 micras (rojo) El coeficiente de emisión de energía radiante, depende en gran medida del estado de la superficie del cuerpo emisor. El pirómetro dirigido sobre una superficie incandescente no nos dará un valor correcto de temperatura , si la superficie no es perfectamente negra, o lo que es lo mismo, que absorba la totalidad de las radiaciones y que no refleje ninguna. En la figura siguiente (Fig. 6.23.)se observa el esquema de un pirómetro óptico: Lente Lámpara Filtro Mirilla R Figura 6.23. Pirómetro Óptico 179 Automatización de dos hornos para la recuperación de plomo Anexo 6.5.5.2 Pirómetros de Infrarrojos Este tipo de sensores capta la radiación espectral del infrarrojo (invisible al ojo humano). Es apto para temperaturas menores de 700ºC, en contraprestación al pirómetro óptico que trabaja a temperaturas superiores a 700ºC donde la radiación visible emitida es significativa. El funcionamiento (Fig. 6.24.) consiste en una lente que filtra la radiación infrarroja emitida por el área del objeto examinado y la concentra en un sensor de temperatura (termopar o termistor). En este tipo de sensores, debe considerarse el coeficiente de emisión del cuerpo. Suelen incorporar compensadores de emisividad para corregir la temperatura leída frente a la pérdida de radiación en cuerpos con emisividad menor que uno, y frente a vapores, gases, humos o materiales transparentes. La precisión es del ±0,3%. Objeto Lente Termopila TR Figura 6.24. Pirómetro de Infrarrojos 6.5.5.3 Pirómetros Fotoeléctricos Se caracterizan por tener un detector fotoeléctrico, que sin embargo debe ser refrigerado mediante nitrógeno líquido para evitar el ruido eléctrico. La señal de salida depende de la temperatura instantánea del volumen del detector, por lo que evita los retardos inherentes al aumento de la temperatura de la masa del detector. Este genera una tensión proporcional al cubo de la temperatura: V=K⋅T3 Su rango de temperatura oscila desde los 35 hasta los 1200ºC, pudiendo enfocar desde 1m hasta el infinito. 6.5.5.4 Pirómetros de radiación total Están formados por una lente de pirex, sílice o fluoruro de calcio que concentra la radiación del objeto caliente en una termopila formada por varios termopares Pt-Pt/Rh y montados en serie. Su reducido tamaño, los hace sensibles a pequeñas variaciones de energía radiante y además resistentes a choques y vibraciones. 180 Automatización de dos hornos para la recuperación de plomo Anexo La parte de los termopares está ennegrecida para comportarse como un cuerpo negro, aumentando así las propiedades de absorción de energía y aportando la f.e.m. máxima. 6.5.6 Características de los medidores de temperatura En la Tabla 6.9. se muestran los principales métodos de medición de temperatura definidos en este capítulo. Los campos principales son el rango de medida, la precisión y sus principales ventajas e inconvenientes. Elemento Sensor Rango de medida Precisión Ventajas Inconvenientes Frágil, medida local (sin control automático ni almacenamiento de valores). T. de Vidrio -196ºC a +500ºC 1% Bajo precio, simplicidad, larga vida. T. de Bulbo -40ºC a 425ºC 1% Sin alimentación de energía, compacto. Voluminoso, montaje delicado, medida local. T. Bimetálicos 0ºC a +500ºC 1% Precio, robustez. Medida local. 0,2% Sensibilidad, precisión, respuesta rápida. Frágil, mas caro que el termopar, el propio calentamiento. Gran sensibilidad, y precisión, respuesta No lineal, Rango de rápida, pequeño aplicación limitado. tamaño, estable. T. de resistencia de platino -200ºC a +500ºC Termistores 0ºC a +40ºC 0,01% Termopares T -200ºC a +250ºC 2% Termopares J 0ºC a +750ºC 0,5% Termopares K 0ºC a +1300ºC 1% Termopares R o S 0ºC a +1600ºC 0,5% Termopares W 0ºC a +2800ºC 1% Pirómetros Ópticos +50ºC a +6000ºC 0,5% Pirómetros de radiación total +50ºC a +6000ºC 0,5% Pequeño tamaño, respuesta rápida, precio razonable. Afectados por corrosión, necesaria compensación de soldadura fría. No contacto y buena repetibilidad. Elevado precio, difícil determinar temperatura exacta. No contacto y buena repetibilidad. Elevado precio, difícil determinar temperatura exacta y lentitud de respuesta. Tabla 6.9. Características de los Medidores de Temperatura. 181 Automatización de dos hornos para la recuperación de plomo 6.6 Anexo CAUDAL La medición de caudal dentro de los procesos industriales es un fenómeno común. Gran parte de los controles, requieren conocer variables como el caudal instantáneo o el totalizado de algún fluido determinado. A nivel de sistemas de medición, el caudal, es quizás uno de los que tiene mas métodos de medida, puesto que no es lo mismo la medición de caudal en volúmenes líquidos que en volúmenes de gas. De igual manera los líquidos en función de su densidad requerirán un método u otro. En el siguiente esquema se observan los principales métodos de medida: • • • Medidores de Presión Diferencial Placa de Orificio Tubo Venturi Tubo Pitot Medidores de Impacto Medidores de Velocidad Medidor de Turbina Medidor Electromagnético Medidor Vortex y Torbellino Medidor de Ultrasonidos Medidores de Área Variable • • Rotámetro Medidores másicos Medidor Másico Térmico Medidor de Coriolis Medidores volumétricos Medidor de Desplazamiento Positivo 6.6.1 Medidores de Presión Diferencial Los medidores de presión diferencial, basan su aplicación en el conocido teorema de Bernouilli (altura cinética + altura de presión + altura potencial = constante). Figura 6.25. 182 Automatización de dos hornos para la recuperación de plomo Anexo P1 P2 Figura 6.25. Medidor de Presión Diferencial La restricción del paso del fluido, produce una caída de presión estática. Para fluidos ideales incompresibles, la expresión que resume este fenómeno es la siguiente: Q=K ∆p ρ Donde ∆p/ρ es la diferencia de alturas de presión. Esta fórmula es aproximada, pues en la actualidad se usan factores de corrección para tener en cuenta el reparto desigual de velocidades, la contracción de la vena del fluido, las rugosidades de la tubería, el estado del líquido, del gas, del vapor etc. Qv = C ⋅ E π ⋅d2 4 2 Pa − Pc ρ0 C: Coeficiente de descarga E: Coeficiente de velocidad C⋅E: Coeficiente de caudal Como se ha dicho anteriormente esta ecuación solo es válida para fluidos incompresibles, lo que en un primer momento la descarta para su uso con gases. Si quiere aplicarse esta expresión a gases, es necesario aplicarles unos coeficientes de corrección, con lo que quedaría una fórmula como la expresada a continuación: Qv = CEε π ⋅d2 4 2 Pa − Pc ρ0 Siendo ε un coeficiente experimental de expansión. 183 Automatización de dos hornos para la recuperación de plomo Anexo 6.6.1.1 Placa de Orificio Consiste en una placa perforada instalada en la tubería. Dos tomas conectadas en la parte anterior y posterior de la placa captando la presión diferencial, la cual es proporcional al cuadrado del caudal. Su función suele limitarse a líquidos limpios y gases, pues los fluidos sucios (con arrastre de partículas sólidas) pueden erosionar el orificio de la placa. El orificio de la placa, puede ser concéntrico, excéntrico o segmental. Los orificios concéntricos, se destinan a medidas de gases o líquidos limpios. Ocasionalmente pueden incorporar pequeños orificios de drenaje o venteo para eliminar pequeñas cantidades de líquido o de gas. Los orificios excéntricos, se destinan o bien para su uso con líquidos con considerables cantidades de gas o bien para gases con considerable cantidad de líquido condensado o líquidos con arrastre de sólidos. Finalmente los orificios segmentados se usan con líquidos con posible sedimentación de sólidos. En la imagen siguiente (Fig. 6.26.) se aprecian los distintos tipos de orificios. ORIFICIOS Concéntrico Excéntrico Segmentado Figura 6.26. Tipos de Orificios 6.6.1.2 Tubo Venturi Consiste en un estrechamiento gradual cónico y una descarga con salida también suave. Figura 6.27. Toma anterior Toma posterior Cono entrada Cono salida Figura 6.27. Tubo Venturi 184 Automatización de dos hornos para la recuperación de plomo Anexo Permite la medición de caudales 60% superiores a los de la placa de orificio en las mismas condiciones de servicio, y con una pérdida de carga del 10 al 20% de la presión diferencial. El tubo de Venturi, posee una gran precisión, y permite el paso de fluidos con un porcentaje relativamente grande de sólidos, aunque como le sucede a la placa de orificio, la circulación de sólidos abrasivos, puede modificar la forma del elemento alterando la medida. El inconveniente del tubo de Venturi, radica en su coste, que es bastante mas elevado que el de una placa de orificio, y su precisión es de ± 0,75%. 6.6.1.3 Tubo de Pitot El tubo Pitot, mide la diferencia entre la presión total y la presión estática, es decir la presión dinámica, la cual es proporcional al cuadrado de la velocidad. Consiste en un tubo de pequeño diámetro que se opone al flujo, con lo que su velocidad en el extremo mojado es nula. Mediante la medición de la altura de la columna de líquido, se obtiene la presión total del punto. Con la medición de la presión estática, se puede calcular la velocidad como función de la diferencia de presiones. Figura 6.28. Presión total Presión estática P1 v P2 Figura 6.28. Tubo de Pitot La ecuación correspondiente es: V12 = + ρ ρ 2 P2 P1 En la que: • P2: Presión de impacto total o absoluta en el punto donde el fluido anula toda su velocidad. • P1: Presión estática absoluta en el fluido. • ρ: Densidad . • V1: Velocidad del fluido en el eje de impacto 185 Automatización de dos hornos para la recuperación de plomo Anexo El tubo Pitot es sensible a las variaciones en la distribución de velocidades en la sección de tubería, con lo cual es de estricta necesidad que el flujo del fluido sea laminar. Su precisión oscila entre los 1,5 y 4% y se emplea para mediciones de grandes caudales de fluidos limpios con baja perdida de carga. 6.6.1.4 Medidores de Impacto El principio fundamental, es la medición de la fuerza ocasionada sobre una placa (generalmente un disco circular) que se coloca contracorriente. Su escasa precisión (del orden del 0,5 al 5%) les hace adecuados para fluidos sucios, agresivos y de alta viscosidad. 6.6.2 Medidores de Velocidad 6.6.2.1 Medidor de turbina Mediante la circulación del fluido por la tubería, se hace girar un rotor, cuya velocidad es proporcional a la del fluido y por lo tanto al caudal instantáneo. Figura 6.29. Caudal Figura 6.29. Medidor de Turbina Para conocer el valor del caudal, se incorpora un convertidor para captar la velocidad de la turbina. Existen dos tipos de convertidores: • Reluctancia: La velocidad está definida por el paso de las palas individuales de la turbina a través del campo magnético creado por un imán permanente montado en una bobina captadora exterior. El paso de cada pala varía la reluctancia del circuito magnético. Esta variación cambia el flujo induciendo en la bobina captadora una corriente alterna que es proporcional al giro de la turbina. • Inductivo: El rotor lleva incorporado un imán permanente y el campo magnético giratorio que se origina induce una corriente alterna en una bobina captadora exterior. La precisión de estos equipos es muy elevada; del orden del ± 0,3%. Al ser un instrumento de medición por velocidad, cuanto mas laminar sea el flujo mas precisión en la lectura. Un método para conseguir fluidos laminares (para cualquier tipo de instrumento) es la instalación del mismo entre 10 diámetros de tubería recta aguas arriba y 6 diámetros de tubería recta aguas abajo. 186 Automatización de dos hornos para la recuperación de plomo Anexo Su inconveniente radica en la construcción, puesto que el rotor es un elemento móvil susceptible de roturas. Así mismo se recomienda su montaje en tramos de tuberías que siempre estén inundados de líquido, para evitar posibles golpes de ariete que podrían malmeter el equipo. 6.6.2.2 Medidor Electromagnético La ley de inducción de Faraday enuncia que el voltaje inducido en un conductor que se mueve en un campo magnético es proporcional a la velocidad del conductor, dimensión del conductor y fuerza del campo magnético. E=K⋅B⋅l⋅v Siendo: E: Tensión generada en el conductor K: Constante B: Densidad del campo magnético l: Longitud del conductor v: Velocidad del movimiento En este tipo de instrumentos, el conductor es el líquido, y E es la señal generada; esta señal es captada por dos electrodos rasantes con la superficie interior del tubo y diametralmente opuestos. La única zona del líquido en movimiento que contribuye a la f.e.m. es la que une en línea recta a los dos electrodos, B es la densidad del campo magnético, l es el diámetro de la tubería y v es la velocidad del fluido a través del medidor. Entonces: Q = v⋅ π ⋅ D2 4 ⇒Q=K⋅ E ⋅D B Este hecho implica que la variable E, depende de la velocidad del fluido y la densidad del campo magnético. A su vez, esta última depende de la tensión de la línea y de la temperatura del fluido. Con lo cual es necesario que la señal de voltaje del medidor, se compare con una tensión de referencia Er. Como las dos tensiones dependen a la vez del campo magnético, las tensiones de línea y las variaciones de temperatura y conductividad , se compensan dichas variaciones. El medidor (Fig. 6.30.) consta de : • Tubo de Caudal: La propia tubería (de material no magnético) recubierto de material no conductor para no cortocircuitar el voltaje inducido. Bobinas generadoras del campo magnético. Electrodos detectores del voltaje en el fluido. • Transmisor: Alimenta eléctricamente (C.A. o C.C.) a las bobinas, Elimina el ruido del voltaje inducido. Convierte la señal (mv) a la adecuada a los equipos de indicación y control (mA, frecuencias digitales) 187 Automatización de dos hornos para la recuperación de plomo Anexo Vo lta j eS ali da o mp Ca o n c ció éti uc gn Ind Ma ría be Tu Ele ctr a lad Ais od os al ud Ca Voltaje Excitación Figura 6.30. Medidor Electromagnético La conductividad del fluido es la única variable que puede alterar la medición del caudal. El medidor de caudal electromagnético solo permite (en la mayoría de los casos) medir caudales de líquidos cuya conductividad supere los 5µΩ/cm. Su campo de aplicación se limita a líquidos sucios, viscosos y contaminados, y la precisión de estos equipos suele ser del orden del 0.25 al 1%. 6.6.2.3 Medidor Vortex y Torbellino El medidor de caudal Vortex funciona como la introducción de un cuerpo “romo” generalmente en forma de cono en la corriente de un fluido, provoca un fenómeno de la mecánica de fluidos conocido como vórtices o torbellinos desfasados 180º. Es lo que se conoce como efecto Von Karman. Podemos definir un vórtice como áreas de movimiento circular con alta velocidad local. Estos causan áreas de presión fluctuantes que se detectan con sensores. El principio de funcionamiento se basa en la determinación de la frecuencia de dicho torbellino. Para poder usar este medidor, es necesario que el fluido tenga un valor mínimo del número de Reynolds. Re = ρ ⋅v⋅ D µ 188 Automatización de dos hornos para la recuperación de plomo Anexo La frecuencia de aparición de los vórtices es proporcional a la velocidad del fluido y por lo tanto al caudal. Su uso está indicado para gases y líquidos limpios, y su precisión es del 1%. Los medidores de caudal por efecto torbellino, funcionan de maneras similar a los Vortex, salvo que el elemento primario romboidal, se sustituye por una hélice fija instalada dentro de la tubería. La frecuencia del torbellino es proporcional a la velocidad del fluido de acuerdo con la expresión conocida como número de Strouhal. St = f ⋅d v Donde: St: Número de Strouhal f: Frecuencia del torbellino d: Anchura del torbellino v: Velocidad del fluido Dicho número es constante para números de Reynolds comprendidos entre 10.000 y 1.000.000, y el valor “d” es una constante del fabricante del equipo. Entonces: Q = s⋅v Siendo: Q: Caudal volumétrico s: Sección de la tubería Con todo esto la expresión queda de la siguiente manera: Q= f ⋅d ⋅s = f ⋅K St Al ser: K= d ⋅s = const. St El caudal volumétrico del fluido es proporcional a la frecuencia del torbellino. El sistema de detección de frecuencia de torbellinos, se consigue mediante sensores de presión piezoeléctricos, los cuales detectan los picos de presión en el lado contrario del torbellino. 189 Automatización de dos hornos para la recuperación de plomo Anexo 6.6.2.4 Medidor Ultrasónico Los medidores de ultrasonidos, emplean ondas ultrasónicas para determinar el caudal. Miden el caudal por diferencia de velocidades del sonido al propagarse este en el sentido del flujo del fluido, y en el sentido contrario. Los sensores se instalan en una tubería de diámetro conocido y de velocidad conocidas. Existen varios instrumentos que realizan mediciones de caudal por efecto ultrasónico: • Medidor a Pulsos: Se introducen dos pulsos inclinados y simultáneamente mediante dos emisores-receptores, que reflejan en la tubería. La diferencia de tiempo para el mismo camino recorrido, depende de la velocidad del flujo. Figura 6.30. Transductor (Emisor-Receptor) Dirección Caudal Ondas de Ultrasonidos Transductor (Emisor-Receptor) Figura 6.31. Medidor a Pulsos • Medidor Doppler: Este sistema se caracteriza porque el instrumento emite ondas de frecuencia fija que reflejan en el fluido. Al tener este velocidad, se produce una variación de la frecuencia de la onda reflejada. Este sistema requiere de la existencia en el fluido de partículas, lo que lo convierte en un equipo ideal para control de caudal de mezclas de líquido y gas, y fangos. Figura 6.32. Transductor (Emisor) Dirección Caudal Transductor (Receptor) Figura 6.32. Medidor Doppler 190 Automatización de dos hornos para la recuperación de plomo Anexo La precisión de estos equipos es del orden del 2 al 5%, y como ya se ha dicho son ideales para medición de fluidos contaminados o con carga de partículas, porque se instalan exteriormente a la tubería. Aunque lógicamente la densidad del fluido afecta a la medida, pues esta varia la velocidad del sonido. 6.6.3 Medidores de Área Variable 6.6.3.1 Rotámetro Básicamente, un rotámetro, es un sistema de medida, en el cual un flotador cambia su altura dentro de un tubo graduado, en función al caudal instantáneo. Esquemáticamente se representa de la siguiente manera (Fig. 6.32.): E F G Figura 6.32. Rotámetro Donde: G: Peso del flotador vt: Volumen del flotador ρt: Densidad del fluido ρf: Densidad del flotador E: Fuerza de arrastre del fluido sobre el flotador F: Fuerza de Empuje del fluido sobre el flotador Cd: Coeficiente de arrastre del fluido sobre el flotador v: Velocidad del fluido Af: Área de la sección del flotador Aw: Sección interior del tubo En condiciones de equilibrio se cumplen las siguientes ecuaciones: 191 Automatización de dos hornos para la recuperación de plomo Anexo G = vf ρ f g F = v f ρt g v2 E = Cd ρt A f ⋅ g F+E =G Con estas variables y con algún paso intermedio que no se definirá, obtenemos la siguiente expresión para determinar el caudal del fluido que pasa a través de un rotámetro conocido: Qv = CAw 2 gv f ( ρ f − ρ t ) ρt Af Generalmente y salvo modelos determinados que incorporan transductores con totalizador, el rotámetro solo sirve para mediciones instantáneas de caudal. También pueden incorporar transmisores analógicos para retransmisión del valor de caudal o incluso incorporar niveles de seguridad mediante acoplamientos magnéticos. El material del tubo siempre dependerá de la tipología del fluido; se usarán tubos de vidrio para elementos corrosivos y plásticos para fluidos normales. La forma y el material del flotador también vendrá determinado por el fluido pudiendo ser este: • Esférico: Para bajos caudales y poca precisión. La viscosidad influye en gran medida en la medición. • Cilíndrico con borde plano: Para caudales medios y elevados con influencia media de la viscosidad. • Cilíndrico con borde saliente: De cara inclinada contra el flujo, con menor influencia de la viscosidad. • Cilíndrico de borde saliente contra el flujo: Con mínima influencia de la viscosidad. El rotámetro suele tener un intervalo de medida de 1 a 10 (relación entre el caudal mínimo y máximo), es decir si el caudal máximo es de 100 m3/h el mínimo oscilará sobre los 10 m3/h. El modo de instalación siempre es en vertical, y su rango de aplicación, lo limita a la medición de pequeños y medianos caudales. En caso de grandes caudales, pueden usarse montajes en by-pass. 192 Automatización de dos hornos para la recuperación de plomo Anexo 6.6.4 Medidores Másicos 6.6.4.1 Medidor Másico Térmico En la actualidad, los equipos de medida por efecto másico, están desplazando a los convencionales métodos de medición de caudal, pues no es necesario compensar densidades del fluido, ni temperaturas ni presiones, pues como su nombre indica, el caudalímetro másico mide la masa del fluido. La principal ventaja de disponer de una medición directa de caudal másico estriba en la elevada precisión de estos instrumentos, pues la señal del sensor, al carecer de compensaciones de temperatura y presión, solo amplifica la señal. No se pierde precisión ni se acumulan errores. El principio de funcionamiento de el medidor másico es el siguiente (Fig. 6.33.): Figura 6.33. Esquema de Principio Másicos Térmicos Su principio elemental se basa en la conducción de un caudal a través de un tubo capilar. Sobre este tubo se han emplazado tres bobinas exteriormente. La bobina central Rh es una resistencia a la que se llama “heater” (H). Las otras dos bobinas son sensores de temperatura RT1 (Tup) y RT2 (Tdown), construidas de un material cuya resistencia depende fuertemente de la temperatura. Cuando no hay fluido circulando a través del tubo el perfil de temperatura es simétrico. Cuando existe caudal, el perfil se desfasa hacia la derecha. Este desfase es detectado por estas termorresistencias . Para caudales relativamente bajos la diferencia de temperatura Tdown - Tup es proporcional al caudal másico. La función de transferencia de calor entre el caudal másico del gas y la diferencia de temperatura es la siguiente: 193 Automatización de dos hornos para la recuperación de plomo Anexo ∆T ª = K ⋅ C p ⋅ Om Donde: ∆Tª: Diferencia de temperatura Cp: Calor específico K: Factor constante Om: Caudal másico La mayoría de caudalímetros másicos térmicos comparten el mismo principio de medición en cuanto a la captación del caudal de medida. Este se efectúa mediante by-pass, pero es necesario que el caudal principal y el caudal de medida sean laminares (esto se consigue mediante la ubicación de los caudalímetros entre 10 diámetros de tubería recta aguas arriba y 4 diámetros de tubería recta aguas abajo). Si el caudal principal y el de medida son laminares, puede decirse, que la relación entre los dos caudales es constante para todos los rangos de caudal. Es decir, que el caudal de principal es una relación del caudal de medida. Los caudalímetros másicos trabajan siempre en la zona lineal de señal, con lo cual la señal es estable, precisa y repetible. Los másicos trabajan con las principales unidades de medida de caudal: • ls/min: Litros estándar por minuto • ln/min: Litros normales por minuto • Nm3/h: Metros cúbicos normales por hora • Sccm: Centímetros cúbicos estándar por minuto • SPLM: Litros estándar por minuto (USA) El campo máximo de medida puede llegar hasta los 11.000 Nm3/h de aire, y su precisión de ±0,2%. Como inconveniente hay que destacar el que el coste de estos equipos es ligeramente superior a otros sistemas de medición, pero pueden llegar a incorporar displays de visualización de caudal, comunicaciones analógicas y digitales, y determinados modelos pueden instalarse en zonas clasificadas como explosivas. Según su tipología, pueden se de geometría de inserción o másicos de instalación “en línea” Podemos observar en la siguiente imagen (Fig. 6.34.), el aspecto de un caudalímetro másico de instalación “en línea”. 194 Automatización de dos hornos para la recuperación de plomo Anexo Figura 6.34. Distintos tipos de Caudalímetros Másicos 6.6.4.2 Medidor de Coriolis Un objeto de masa m que se desplaza con una velocidad lineal V a través de una superficie giratoria que gira con velocidad angular constante w, experimenta una velocidad tangencial (velocidad angular x radio de giro) tanto mayor cuanto mayor es el alejamiento del centro. Si el móvil se desplaza del centro hacia la periferia, experimentará un aumento gradual de su velocidad tangencial, lo cual indica que se le está aplicando una aceleración, y por lo tanto una fuerza sobre la masa del objeto. Como el radio de giro va aumentando gradualmente, la velocidad tangencial también varía, con lo que se concluye que una variación de velocidad comporta una aceleración, que a su vez es debida a una fuerza que actúa. El teorema de Coriolis, es una extensión de la teoría Newtoniana. Es una fuerza inercial ejercida sobre un objeto como resultado de un movimiento relativo a un sistema rotacional de referencia. Recoge los efectos producidos por una fuerza centrífuga complementaria debida al sistema rotacional de referencia. Su uso también se limita a cálculo de trayectorias de misiles balísticos, hidráulica, maquinaría y meteorología. En el diseño de estos instrumentos encontramos como aspecto común a todos ellos, un sistema constituido por unos tubos en forma de omega llenos del fluido a medir. Estos tubos pueden ser reflectados elásticamente hasta una determinada amplitud. Si circula por el tubo un producto con una masa determinada y además el tubo se ve sometido a una torsión por la acción de fuerzas externas, aparece una fuerza muy pequeña denominada Fuerza de Coriolis. Este movimiento del tubo es casi siempre de oscilación, y la fuerza de coriolis, es directamente proporcional al caudal másico que circula por el tubo, a la velocidad de oscilación, y a la longitud de la porción de tubo directamente involucrado en la medición. La resolución óptima en la medición de dicha fuerza de coriolis, se obtiene midiendo el desfase generado entre las señales de dos bobinas detectoras. 195 Automatización de dos hornos para la recuperación de plomo Anexo Fc = m ⋅ w ⋅ l Donde: Fc: Fuerza de Coriolis m: Caudal másico que circula por el tubo w: Velocidad de oscilación ( la velocidad cambia periódicamente) l: Longitud del tubo realmente involucrado en la medición. Para obtener una buena medida de caudal, hay que someter al tubo a la máxima torsión posible mediante la aplicación de fuerzas externas. A este objetivo, se opone el hecho de que la rigidez del tubo es inversamente proporcional a su longitud libre, y en principio no es posible aumentar la longitud del tubo sin perder la estabilidad. Para paliar este posible defecto, la mayoría de los tubos de torsión tienen forma de omega. A continuación definiremos el funcionamiento del caudalímetro mediante unas gráficas: Figura 6.35. Gráfico 1: Desfase 180º A caudal cero la salida de las bobinas sensoras esta desfasada 180º (Fig. 6.35) Figura 6.36. Gráfico 2: Movimiento torsión en Tubos Cuando existe caudal, aparece la fuerza de Coriolis, comenzando a afectar al movimiento de torsión de los tubos en omega. (Fig. 6.36.) 196 Automatización de dos hornos para la recuperación de plomo Anexo Figura 6.37. Momento de Inercia El caudal circulante genera un momento e inercia al vehicular por la parte circular de la omega (Fig. 6.37.). Este se resiste al movimiento oscilatorio de los tubos y causa una torsión en los mismos. Las ondas generadas por las dos bobinas sensoras se ven afectadas por la fuerza de coriolis. Figura 6.38 Gráfico 3: Desfase Bobinas La fuerza de coriolis causa un desfase en las señales de las bobinas sensoras. Este Delta t, es proporcional al caudal (Fig. 6.38.). Los coriolis se caracterizan por su elevada precisión (con un error inferior al 0.5%), y su uso se destina a fluidos viscosos, sucios, corrosivos con altas temperaturas y con altas presiones. Carecen de mantenimiento pero son bastante mas caros que los másicos de efecto térmico. 197 Automatización de dos hornos para la recuperación de plomo Anexo 6.6.5 Medidores Volumétricos 6.6.5.1 Medidor de Desplazamiento positivo Los medidores de desplazamiento positivo, miden el caudal en volumen contando o integrando volúmenes separados del líquido. Las partes móviles del elemento, se mueven aprovechando la energía del fluido y dan lugar a una perdida de carga. La precisión de estos equipos depende de las partes huecas entre las partes móviles y las fijas. Existen varios tipos de medidores de este tipo: • Disco Oscilante • Pistón Oscilante • Pistón Alternativo • Rotativos (Ovales) (Fig. 6.39.) • Diafragma Figura 6.39. Medidores Rotativos Los medidores de desplazamiento positivo, se usan en fluidos de alta viscosidad y fluidos de menos de 5µS/cm. No suelen usarse con fluidos sucios, pues estos pueden entorpecer el giro de los elementos móviles. Su precisión oscila desde los 0,2 hasta el 0,5%. 198 Automatización de dos hornos para la recuperación de plomo 6.7 Anexo NIVEL La medición de nivel, es otra de los grandes campos dentro de la automatización de procesos. En este capítulo se definirán por separado la medición de nivel en líquidos y la medición de nivel en sólidos, pues son tecnologías independientes. 6.7.1 Medición de Nivel de Líquidos Generalmente estos equipos basan su funcionamiento en la medición directa de la columna de líquido sobre una línea de referencia, presión hidrostática, desplazamiento de un flotador por el propio líquido del tanque de proceso, o aprovechando características eléctricas del fluido. La clasificación de los equipos de medición de líquidos, queda pues de la siguiente manera: • • • Medidores Directos Medidor de sonda Nivel de cristal Instrumento de flotador Medidores Presión Hidrostática: Medidor manométrico Medidor de membrana Medidor de burbujeo Medidor de presión diferencial Medidores por características eléctricas: Medidor conductivo Medidor capacitivo Medidor ultrasónico Medidor de radiación Medidor láser 6.7.1.1 Medidores Directos Son aquellos en los cuales la medición se efectúa por lectura directa de la longitud mojada por el líquido. 6.7.1.1.1 Medidor de sonda Consiste en una varilla o regla graduada con una longitud determinada que se introduce en el interior del depósito. 199 Automatización de dos hornos para la recuperación de plomo Anexo Su uso se limita a depósitos abiertos o a presión atmosférica y que contienen volátiles como fuel-oil o gasolina. Figura 6.40. Figura 6.40. Medidor de Sonda Medidores parecidos son el de cinta y plomada que consiste en una cinta graduada que se desliza hacía el fondo del depósito. Su uso es para depósitos de gran altura. 6.7.1.1.2 Nivel de cristal Consiste en un tubo de vidrio graduado con sus dos extremos conectados al tanque mediante tres válvulas. Dos de cierre de seguridad y una de purga en el extremo inferior. El líquido sube por el tubo hasta igualar al nivel del depósito. Al ser un tubo de vidrio, la presión del depósito influye, pues a presiones elevadas, el grosor del tubo de vidrio aumenta. Los inconvenientes de estos medidores son la presión de trabajo, la temperatura y la poca resistencia a los impactos. Es necesario además que los líquidos sean limpios para no manchar el tipo. 6.7.1.1.3 Instrumento de flotador Se basan en un flotador situado en la superficie del líquido y conectado al exterior del tanque con indicación directa del nivel. La conexión entre el flotador y el exterior puede ser: • Directa: El flotador está conectado mediante unas poleas a un indicador exterior con una escala graduada. Ideal para su uso en depósitos atmosféricos. Figura 6.41. 200 Automatización de dos hornos para la recuperación de plomo Anexo Figura 6.41. Instrumento de Flotador de Medición Directa • Magnética: Desliza exteriormente a lo largo de un tubo guía sellado, situado verticalmente en el interior del tanque. Dentro del tubo, una pieza magnética sigue al flotador en su movimiento y mediante un cable y un juego de poleas arrastra el índice de un instrumento situado en la parte superior del tanque. Puede incorporar transmisores analógicos o digitales. • Hidráulica: Este flotador actúa en su movimiento sobre un fuelle de tal modo que varía la presión de un circuito hidráulico, y señala a distancia en el receptor, el nivel correspondiente. Permite el uso de transmisores, pero al tener partes móviles y un circuito hidráulico debe ajustarse. Los instrumentos de flotador, tienen una precisión de ±0,5%. Su uso generalmente es para depósitos atmosféricos, y son independientes de densidades y temperaturas. Hay que tener cuidado con las maniobras de carga del depósito y el posible “oleaje” en la superficie del líquido, pues puede malmeter al elemento primario. 6.7.1.2 Medidores Presión Hidrostática 6.7.1.2.1 Medidor manométrico El medidor manométrico se basa en un manómetro conectado en la parte inferior del depósito. Este manómetro mide la presión debida a la altura del líquido que existe entre el nivel del tanque y el eje del instrumento. El campo de medida del instrumento corresponderá pues a : 0 − h ⋅γ ⋅ g Donde: h: Altura del líquido en m γ: Densidad del líquido en kg/m3 g: 9,8m/s2 201 Automatización de dos hornos para la recuperación de plomo Anexo Al ser las alturas limitadas, el campo de medida es bastante pequeño, así que el manómetro utilizado tiene un elemento de medida de tipo fuelle. Su aplicación se limita a fluidos limpios, pues si el fluido está sucio, o es corrosivo, puede malmeter el fuelle. La densidad del líquido influye en la medida. 6.7.1.2.2 Medidor de membrana Utiliza una membrana conectada con un tubo estanco al instrumento receptor. La fuerza ejercida por la columna de líquido sobre la membrana comprime el aire interno a una presión igual a la ejercida por la columna de líquido. 6.7.1.2.3 Medidor de burbujeo El medidor de burbujeo, sumerge un tubo en el líquido a tratar. A través del mismo, se hace burbujear una cantidad de aire conocida y a una presión determinada. Esta presión es equivalente a la presión hidrostática que está ejercida por la columna de líquido. Figura 6.42. Aire PDT Aire Figura 6.42. Medidor de Burbujeo 6.7.1.2.4 Medidor de presión diferencial Está formado por un diafragma en contacto con el líquido del tanque, que mide la presión hidrostática en la zona inferior del depósito. En depósitos abiertos, el nivel del líquido es proporcional a la presión en el fondo. p=ρ⋅g⋅h En depósitos cerrados, por el contrario, la medición de nivel, consiste en la diferencia de presión ejercida por el líquido en el fondo y la presión en la parte superior. 202 Automatización de dos hornos para la recuperación de plomo Anexo 6.7.1.3 Medidores por Características Eléctricas 6.7.1.3.1 Medidor resistivo Básicamente consiste en una sonda con dos electrodos, que al entrar en contacto con el líquido conductor, se cierra un circuito eléctrico que a través de un relé amplificador cierra un contacto y circula una corriente segura del orden de los 2mA. Este relé puede estar temporizado para compensar olas de nivel del líquido. Un dato a tener en cuenta, es que es necesario que el líquido tenga una impedancia mínima de 20MΩ/cm y una tensión de alimentación alterna para evitar fenómenos de electrólisis en los electrodos. Principalmente, se usan como interruptores de nivel en recipientes de líquidos conductores que no sean ni muy viscosos, ni corrosivos, aunque pueden trabajar de forma continua. 6.7.1.3.2 Medidor capacitivo Se basa en medir la variación de capacitancia variando el medio dieléctrico entre sus placas. de un condensador, cuando va Este condensador está formado por el electrodo sumergido en el líquido y las paredes del depósito. La capacidad del conjunto depende linealmente del nivel del líquido. La tipología de estos equipos, irá en función del tipo de líquido del depósito. Los líquidos, se clasificaran en dos tipos (Figura 6.43.): • Líquidos Conductores: Se requiere una conductividad mínima de 100µΩ/c.c. El electrodo está recubierto de teflón interviniendo las capacidades adicionales entre el material dieléctrico y el electrodo en la zona del líquido y del gas. • Líquidos no Conductores: El tipo de electrodo es normal, es decir, no lleva recubrimiento ninguno, y la capacidad total del sistema, se compone de la del líquido, la del gas superior y la de las conexiones superiores. Líquido no conductor Líquido conductor Figura 6.43. Medidor Capacitivo 203 Automatización de dos hornos para la recuperación de plomo Anexo La limitación de estos instrumentos viene cuando los líquidos contienen burbujas de aire o vapor, pues estas pueden variar la constante dieléctrica aumentando el error. También la temperatura afecta a esta constante El error de este tipo de equipos es de aproximadamente del 1%, con un campo de medida casi ilimitado y suelen usarse como interruptores de nivel. 6.7.1.3.3 Medidor ultrasónico Consiste en un emisor de impulsos ultrasónicos de alta frecuencia (entre 20 y 40 Khz.). Dicho impulso se transmite desde la fase gas del depósito hasta que choca contra la superficie del líquido y retorna hasta el receptor. El retardo entre la emisión y la recepción del eco, depende del nivel del tanque. La precisión de estos equipos (±1 a 3%) puede variar en función de la densidad del producto del depósito, y también de si este tiene en su capa superficial espumas. Estos contratiempos, siempre pueden compensarse. Estos equipos pueden trabajar como interruptores de nivel, donde los sensores vibran a una frecuencia de resonancia determinada, que se amortigua cuando el fluido moja el sensor. La colocación del medidor puede ser diversa, tal y como se muestra en la figura 6.44. Montaje Superior Montaje Lateral En Aire Alarma En Líquido Indicación Continua Figura 6.44. Medidor Ultrasónico 6.7.1.3.4 Medidor de radiación El principio de funcionamiento consiste en un emisor de rayos gamma ubicado en un lateral del tanque (generalmente) y que incorpora un contador Geiger, que convierte la señal de radiación gamma en una señal eléctrica de corriente continua. Como la emisión de rayos es inversamente proporcional a la masa del líquido existente en el depósito, la radiación captada por el receptor es inversamente proporcional al nivel del líquido, ya que el material absorbe parte de la energía emitida. Al ser equipos que usan como fuente de energía material radioactivo, hay que tener en cuenta que los medidores por radiación deben estar reglamentados por la Junta de Energía Nuclear. 204 Automatización de dos hornos para la recuperación de plomo Anexo Al no tener contacto con el líquido, no incorporan ningún elemento móvil, con lo cual es ideal para aplicaciones con fluidos viscosos y sistemas en movimiento (barcos). Aunque es válido para cualquier fluido. Su uso se justifica en depósitos de difícil acceso, o con presiones elevadas o cuando no es posible el uso de otros sistemas de medición. El sistema se caracteriza también por su coste y su dificultad en la instalación, ya que no debe dejar ligar a posibles escapes de la fuente radioactiva. Su precisión es de ±0,5 a 2% 6.7.1.3.5 Medidor láser Este método halla su aplicación principal en instalaciones extremas donde no alcancen los otros medidores. Por ejemplo niveles de balsa de vidrio fundido, donde debido a las altas temperaturas y atmósferas oxidantes y reductoras obligan al uso de este tipo de equipo. El principio de funcionamiento se basa en la emisión de un láser a través de un tubo de acero y dirigido por reflexión en un espejo sobre la superficie del fluido. El tiempo que transcurre entre el impulso emitido y el de retorno, (medido por el fotodetector), es directamente proporcional a la distancia del aparato emisor a la superficie de metal fundido. Un microprocesador en la electrónica del aparato convierte este tiempo al valor de la distancia a la superficie del metal en fusión, es decir, da la lectura del nivel. 6.7.2 Tabla Resumen Temp. Pres. máx. máx. fluido (bar) (ºC) Instrumento Campo de medida Precisión (% escala) Sonda Limitado 0,5mm Atm. 60 Cristal Limitado 0,5mm 150 200 Flotador 0-10 m ±1-2% 400 250 Manométrico Alt. Tanque ±1% Atm. 60 Membrana 0-25 m ±1% Atm. 60 Burbujeo Alt. Tanque ±1% 400 200 0-3 m ±0,15% a ±0,5% 150 200 Presión Diferencial Conductivo Ilimitado - Capacitivo 0-6 m ±1% 80 200 80-250 200-400 205 Desventajas Ventajas Manual, sin olas. Tanques abiertos. Barato y preciso. Sin transmisión. Posible agarrotamiento. Seguro, preciso y simple. Tanques abiertos y fluidos limpios. Barato Tanques abiertos, mantenimiento y posible contaminación líquido Baratos versátiles Posible agarrotamiento Interfase líquido Líquido conductor. Sensible a cte. Dieléctrica Versátil, resistente a corrosión Automatización de dos hornos para la recuperación de plomo Instrumento Campo de medida Ultrasónico Precisión (% escala) 0-25 m Láser 0-2 m Temp. Pres. máx. máx. fluido (bar) (ºC) ±1% 0-30 m Radiación Anexo 400 ±0,5%-2% - ±0,5%-2% - 200 150 1500 Desventajas Ventajas Sensible a densidad Resistente a corrosión y apto para todo tipo de líquidos Peligro radioactivo Resistente a corrosión y apto para todo tipo de líquidos Láser Resistente a corrosión y apto para todo tipo de líquidos Tabla 6.10 6.7.3 Medición de Nivel de Sólidos El gran inconveniente en la medida de sólidos se presenta a la hora de definir una superficie horizontal, pues esta no tiene porque existir. De ahí se justifica el porque no comparte (salvo excepciones) medidores con los líquidos. Los principales medidores de nivel para sólidos son los siguientes: • • Detectores de Nivel de Punto Fijo Diafragma Cono suspendido Varilla flexible Medidor conductivo Paletas rotativas Ultrasonidos Medidores de Nivel Continuo Sondeo Electromecánico Báscula Capacitivo Presión Diferencial Ultrasonidos Radiación 206 Automatización de dos hornos para la recuperación de plomo Anexo 6.7.3.1 Detectores de Nivel de Punto Fijo 6.7.3.1.1 Diafragma Se basa en una membrana flexible que entra en contacto con el producto dentro del tanque, y que contiene en su interior un juego de palancas con contrapesos que se apoyan sobre un interruptor. Al ascender el nivel de los sólidos, se alcanza el diafragma, lo fuerza venciendo el contrapeso y accionando en interruptor que activa una alarma o una señal de llenado. Es un sistema de bajo coste que solo permite trabajos con materiales sólidos superiores a 80 mm de diámetro, y en depósitos atmosféricos o a baja presión.. La precisión es de ±50 mm. 6.7.3.1.2 Cono suspendido Consiste en un interruptor instalado dentro de una caja estanca al polvo con una cazoleta de goma de la que está suspendida una varilla que termina en un cono. Fig. 6.45. Cuando el nivel de los sólidos alcanza el cono, el interruptor se activa, generando una señal eléctrica que podemos usar como alarma de alto o medio nivel, protegiéndolo contra posibles caídas de sólidos. Es un equipo económico y su precisión es de 50 mm. Interruptor Cazoleta Cono Figura 6.45. Cono Suspendido 6.7.3.1.3 Varilla flexible Es un sistema prácticamente igual que el cono suspendido, la única diferencia estriba en que el elemento que activa el interruptor de nivel, es una varilla de acero conectada a un diafragma de latón. Figura 6.46. Su uso se destina a silos atmosféricos como alarma de alto nivel, y su precisión es de ±25 mm. Puede soportar temperaturas de 300ºC. 207 Automatización de dos hornos para la recuperación de plomo Anexo Interruptor Sonda Figura 6.46. Varilla Flexible 6.7.3.1.4 Medidor conductivo Consiste en un electrodo dispuesto en el interior de unas placas puestas a masa y con el circuito eléctrico abierto. Al alcanzar los sólidos al aparato, se cierra el circuito y la corriente originada se amplifica hasta que excita a un interruptor de alarma. Es necesario que los sólidos tengan una conductividad mínima de 1,4⋅10-7 mΩ para poder activar el interruptor. Trabaja en silos atmosféricos y en depósitos a presión. Y se usa para niveles altos o intermedios. Este medidor, no deja de ser un detector de proximidad capacitivo dotado de un circuito oscilante RC que está ajustado en un punto crítico, y que entra en oscilación cuando se encuentra próximo al fondo de los sólidos. 6.7.3.1.5 Paletas rotativas Un motor síncrono hace girar unas paletas a baja velocidad (9 r.p.m.) a través de un resorte. Al entrar en contacto el material del silo con las paletas, éstas se detienen, pero el motor y su caja de engranajes continua girando en sentido contrario. En este giro, el motor acciona dos interruptores; el primero excita al equipo de protección (final de carrera o alarma) y el segundo desconecta la alimentación eléctrica del motor. Fig. 6.47. Al descender el nivel de producto, las paletas se desbloquean, y el motor vuelve a su posición inicial, liberando los dos interruptores. 208 Automatización de dos hornos para la recuperación de plomo Anexo Motor y electrónica Conexión Proceso Paletas rotativas Figura 6.47. Paletas Rotativas La intensidad del motor es proporcional a la longitud de paleta en contacto con el sólido. Su principal aplicación es la detección del nivel máximo en silos atmosféricos o de baja presión (10 kg/cm2) de sólidos granulados. Su precisión es de unos 25 mm. 6.7.3.2 Medidores de Nivel Continuo 6.7.3.2.1 Sondeo electromecánico Consiste en un cable de medición o cinta de acero con un peso en su extremo y que está movido por un motor. El detector hace descender el peso hasta la superficie del material, cuando este contacta con el sólido, se anula la rigidez del cable, lo que invierte el giro del motor ascendiendo el peso. Es un instrumento visual, pues el operador visualiza en el indicador exterior el nivel del depósito. El peso que se desliza en el interior del depósito, debe tener una sección lo suficientemente ancha para no hundirse en el material. Es un sistema relativamente simple, y se usa para materiales sólidos con granulometría hasta 3mm. Figura 6.48. Detector Indicador Motor Figura 6.48. Sondeo Electromecánico 209 Automatización de dos hornos para la recuperación de plomo Anexo 6.7.3.2.2 Báscula Efectúa la medición indirectamente a través del peso total (silo+carga). Al ser el peso del depósito una constante, el nivel de sólidos es fácil de determinar. El sistema de pesaje consistirá o bien en células de carga o galgas extensiométricas. Es un elemento caro, y permite trabajar con depósitos a presión y a temperatura. La precisión dependerá del sensor utilizado, pudiendo oscilar entre el ±0,5% y el ±1%. 6.7.3.2.3 Capacitivo Es de funcionamiento similar al sistema capacitivo de líquidos, salvo que en el caso de los sólidos, existe el peligro de la adherencia de material a la sonda. Las variaciones de densidad del sólido influyen en la lectura. Su uso se destina materiales en forma granular o en polvo que sean buenos aislantes. Puede trabajar hasta 50 bar y 150 ºC. La precisión es de ±15 mm. 6.7.3.2.4 Presión diferencial La aplicación de los medidores por de presión diferencial se destinan al control de nivel continuo de lechos fluidificados. Debe efectuarse una medición por encima y por debajo del lecho. La diferencia de presiones depende del nivel del lecho. Puede trabajar a temperaturas superiores a 300ºC, y es de rápida respuesta. 6.7.3.2.5 Ultrasonidos Básicamente consiste en una sonda en forma de diapasón que oscila a una frecuencia de unos 80 Hz. Impulsado piezoeléctricamente. A medida que el nivel de material asciende y cubre el diapasón, la frecuencia se amortigua. Esta disminución de la frecuencia activa una señal. En función de la disposición del equipo, puede trabajar como interruptor de nivel o como detector de nivel en continuo. Como la mayor parte de los sólidos reflejan (en mayor o menor grado) los ultrasonidos, el sistema es adecuado para la mayor parte de los sólidos con mucho polvo, alta humedad, humos o vibraciones. ±1%. Puede trabajar a temperaturas superiores a 150ºC y con una precisión del ±0,15 a 6.7.3.2.6 Radiación Funciona de la misma manera que el medidor por radiación de líquidos. El emisor emite una fuente de radiación a través del lecho de sólidos, que es captada por el receptor exterior. Figura 6.49. El grado de radiación detectado, irá en función del espesor de sólidos entre el emisor y el receptor. 210 Automatización de dos hornos para la recuperación de plomo Anexo Al igual que otros medidores de nivel, la colocación del equipo indica si el mismo trabaja en continuo o trabaja como interruptor de nivel. Detector Fuente Figura 6.49. Medidor de Radiación El medidor por radiaciones puede trabajar a altas temperaturas (1300ºC), y al estar montado exteriormente y carecer de partes móviles, puede trabajar con cualquier tipo de sólidos siempre y cuando no reaccionen con la radioactividad. Es un instrumento caro y que requiere de revisiones periódicas para evitar posibles fugas. 6.7.4 Tabla Resumen Punto Fijo Tipo Alto Bajo Continuo Precisión Tanques % toda la escala Abiertos Cerrados Temp. Máx. Desventajas Ventajas Bajo coste, sensible a materiales de variada densidad Bajo coste Diafragma Sí Sí No 50 mm Sí Sí 60 No admite materiales granulares >80 mm. Tanques a baja presión Cono suspendido Sí Sí No 50 mm Sí No 60 Debe estar protegido Varilla flexible Sí No No 25 mm Sí No 300 Relé retardo, Muy sensible solo nivel alto Conductivo Sí Sí No 25 mm Sí Sí 300 Conductividad materiales Tanques a presión Materiales diversos o a prueba de explosión Sencillo Paletas rotativas Sí Sí No 25 mm Sí No 60 Tanques abiertos o a baja presión Sondeo electromecánico - - Sí ±1% Sí No 60 Resistencia mecánica media 211 Automatización de dos hornos para la recuperación de plomo Punto Fijo Tipo Báscula Capacitivo Presión diferencial Ultrasonidos Radiación Alto - - - Sí Sí Bajo - - - Si Sí Continuo Sí Sí Sí Sí Sí Anexo Precisión Tanques % toda la escala Abiertos Cerrados ±0,5% Sí a ±1% 15 mm Sí - Sí ±0,5% Sí a ±1% ±0,5% Sí a ±1% Sí Sí Sí Sí Sí Temp. Máx. Desventajas Ventajas 900 Coste elevado Preciso, seguro, alta presión y temperatura 150 Materiales aislantes, calibración individual, adherencia producto Bajo coste 300 Coste medio, posible obturación orificio. Respuesta rápida. Coste medio Materiales opacos y transparentes. A prueba de explosión 150 1300 Tabla 6.11. Tabla Resumen de Medidores de Nivel 212 Tanques sin Coste elevado, aberturas, supervisión productos corrosivos y seguridad, calibración peligrosos, individual, altas varias fuentes presiones y temperaturas. Automatización de dos hornos para la recuperación de plomo 6.8 Anexo OTRAS VARIABLES En los capítulos anteriores, se han descrito los principales métodos de medición y control de las variables más comunes: Presión, temperatura, caudal y nivel. Pero existen otras muchas variables de proceso que pueden dividirse en dos grandes grupos: • • Variables físicas: Aquellas relacionadas con las causas físicas que actúan sobre un cuerpo, bien sea con su movimiento o con las propiedades físicas de las sustancias. Entre ellas Peso Velocidad Humedad Punto de rocío Llama Oxígeno disuelto Variables químicas: Relacionadas con las propiedades químicas de los cuerpos o con su composición. Entre ellas pH Redox Analítica de gases 6.8.1 Variables físicas 6.8.1.1 Peso El peso de un cuerpo, es la fuerza con la que es atraído por la tierra. La expresión que resume esta definición es la siguiente: P=m⋅g Donde: P: Peso m: Masa g: aceleración debida a la gravedad La masa del cuerpo es siempre constante, pero la aceleración debida a la gravedad puede oscilar en función de donde nos encontremos, ya que es 9,78 m/s2 en el ecuador y 9,83 m/s2 en los polos, con lo cual el peso puede variar según a la altura a la que nos encontremos. Si la medición se efectúa con una balanza clásica, el peso del objeto se compara con un conjunto de pesos que está sometido a las mismas condiciones de gravedad que el objeto en cuestión. Otros tipos de básculas se ajustan con pesos patrón, con lo cual los efectos de la gravedad no influyen en la medición. 213 Automatización de dos hornos para la recuperación de plomo Anexo Otro factor que puede influir (en muy pequeña medida) es la diferencia de empuje del aire sobre el cuerpo y sobre el peso patrón. Existen varios métodos para determinar el peso: - Comparación con otros pesos (patrones) - Células de carga a base de galgas extensiométricas - Células de carga hidráulicas - Células de carga neumáticas El método de determinación de pesos por comparación, no se definirá en este anexo, pues casi no tiene aplicación en la industria actual, aunque podemos añadir que forman parte de este grupo las balanzas clásicas y las básculas comunes. Figura 6.50. Figura 6.50. Balanza Clásica 6.8.1.1.1 Células de carga a base de galgas extensiométricas El principio consiste en una célula que contiene una pieza de elasticidad conocida, por ejemplo el acero, cuyo módulo de elasticidad es del orden de los 2,1⋅106 kg/cm2, capaz de soportar la carga sin exceder dicho módulo. Esta célula esta conectada a una galga extensiométrica formada por varias espiras de hilo pegado a un soporte de papel o resina sintética. Cuando el peso actúa sobre la célula, la tensión sometida hace variar la longitud del hilo metálico, con lo cual varia la resistencia del mismo. Esta resistencia es función del peso del objeto. La célula incorpora en su electrónica, un puente de Wheatstone para compensar los efectos de la temperatura, pues las variaciones de temperatura afectan a la medición. D Caja Distribución Taraje Compensador GALGAS Figura 6.51. Célula de Carga a Base de Galgas Extensiométricas 214 Automatización de dos hornos para la recuperación de plomo Anexo En los instrumentos de pesaje se aplican las normas petrológicas de la Organización Internacional de Metrología Legal que clasifica los aparatos en cuatro categorías: - Clase I: Precisión Especial - Clase II: Precisión Fina - Clase III: Precisión Media - Clase IV: Precisión Ordinaria Este tipo de equipos están protegidos contra humedad y polvo y tienen una precisión de ± 0,2%, y su rango de medición puede oscilar desde los 20 kg hasta las 150 t. Pero son relativamente caras. 6.8.1.1.2 Células de carga hidráulicas La fuerza ejercida por la carga sobre un pistón, presiona un fluido hidráulico. Según la carga y el área conocida del pistón, se crea una presión que es leída por un manómetro, que refleja indirectamente la carga. El rango de carga capaz de soportar desde 40 kg hasta 90 t. Son de respuesta rápida (2 seg.), y su precisión es de ± 0,2%. Pueden admitir sobrecargas del 40%, y son resistentes a vibraciones. 6.8.1.1.3 Células de carga neumáticas Se basan en un transmisor neumático de carga, en el que el peso situado en la plataforma de carga se compara con el esfuerzo ejercido por un diafragma alimentado a una presión de tarado ajustable. Figura 6.52. El sistema adopta una presión de equilibrio, y dicha presión es función del peso. PESO Obturador Tobera Taraje Indicador Aliment. Neumática Regulador de Presión Dif. Figura 6.52. Células de Carga Neumáticas Estas células tienen un menor rango de carga desde 10 kg hasta 10 t. La precisión es del ± 0,2%. Aunque requieren de aire comprimido. 6.8.1.2 Velocidad Los instrumentos utilizados en la medición de velocidad, son los tacómetros. Estos pueden ser de dos tipos, mecánicos y eléctricos. 215 Automatización de dos hornos para la recuperación de plomo Anexo Los mecánicos detectan el número de vueltas del eje de la máquina por medios mecánicos, aunque pueden incorporar algún dispositivo eléctricos para determinar el tiempo y así conocer las r.p.m. Por el contrario, los eléctricos, usan dispositivos eléctricos para determinar la velocidad. Obviaremos el uso de los tacómetros mecánicos, por ser los de menor implantación, y definiremos los tacómetros eléctricos como los siguientes: - Tacómetro de corrientes parásitas - Tacómetro de corriente alterna - Dínamo tacométrica - Tacómetro de frecuencia 6.8.1.2.1 Tacómetro de corrientes parásitas La rotación de la máquina, hace girar un imán dentro de una copa de aluminio (Fig. 6.53.). La rotación del imán, induce corrientes parásitas en el aluminio que origina un par resistente proporcional a la velocidad. Un resorte frena el cabezal del aluminio quedando este en una posición que indica la velocidad. Su uso se destina a automóviles, aviación y ferrocarriles, y su rango de medición va desde las 0 hasta las 15.000 r.p.m. Capa de aluminio Imán N S Capa de acero Figura 6.53. Tacómetro de Corrientes Parásitas 6.8.1.2.2 Tacómetro de corriente alterna Consiste en un estator bobinado multipolar, donde el rotor dotado de un imán permanente induce una corriente alterna. Un voltímetro señala la corriente inducida, y por lo tanto el giro en r.p.m. 6.8.1.2.3 Dínamo tacométrica Se basa en un estator de imán permanente y un rotor con entrehierro uniforme. La tensión continua recogida en las escobillas del rotor es proporcional a la velocidad en r.p.m. de la máquina. precisión alcanza los ±0,5% para velocidades máximas de 6000 r.p.m. (Fig. 6.54.). 216 Automatización de dos hornos para la recuperación de plomo Vo ltím etr o Anexo C. C. án t e Im anen m r Pe Figura 6.54. Dínamo Tacométrica 6.8.1.2.4 Tacómetro de frecuencia Mide la frecuencia de la señal de c.a. captada por transductores del tipo electromagnético, capacitivo, u óptico, que dan impulsos cuyo número es proporcional a la velocidad de giro de la máquina. 6.8.1.3 Humedad y punto de rocío En la industria de procesos, y actualmente en instalaciones medicinales o de alta pureza, es de vital importancia el control de humedad y de punto de rocío. Antes de definir equipos, deberíamos conocer la nomenclatura básica de términos de humedad y punto de rocío: • Humedad absoluta: Cantidad de agua en kg por kg de aire seco • Porcentaje de humedad: Cociente multiplicado por 100 entre la cantidad en kg del vapor de agua contenido en 1 kg de aire seco y la cantidad en kg del vapor de agua contenida en 1 kg de aire seco si el aire está en condiciones de saturación. • Humedad relativa: Es el cociente entre la presión parcial del vapor de agua a una temperatura t0 y la presión total del vapor a saturación y a la misma temperatura t0. Equivale al porcentaje de humedad. • Temperatura seca: Temperatura del aire medida con un termómetro de bulbo seco (contacto directo con la atmósfera). • Temperatura húmeda: Es la temperatura de equilibrio dinámico alcanzado por una superficie húmeda cuando se la expone al aire. Puede medirse con un termómetro cuyo bulbo esta sometido a saturación (bulbo húmedo). • Punto de rocío: Es la temperatura límite a la que el vapor de agua existente en el aire o en el gas se condensa pasando a estado líquido. • Contenido de humedad: Expresado en %.Es la cantidad de agua existente en las sustancias sólidas por unidad de peso o volumen del sólido. Suele venir expresado en base seca. 217 Automatización de dos hornos para la recuperación de plomo • Anexo Contenido de humedad comercial: Contenido de humedad expresado en kg de agua por kg del material, al salir este del proceso de secado. La determinación de la humedad en fluidos y en sólidos se realiza por procedimientos distintos, esta es la clasificación para aire y gases • Aire y Gases Elemento de cabello Bulbo seco/húmedo Célula de cloruro de litio Sensor de polímero 6.8.1.3.1 Elemento de cabello La humedad provoca una expansión o contracción lineal en materiales como fibras o cabellos naturales. Figura 6.55. Prácticamente en desuso su precisión oscila entre ± 3 a ± 5% y su rango va desde los 15 hasta los 95 % de humedad relativa. Elemento higroscópico Figura 6.55. Elemento de Cabello 6.8.1.3.2 Bulbo seco y bulbo húmedo Se basa en la captación de la temperatura seca y de la temperatura húmeda mediante dos termómetros de bulbo. A partir de las dos temperaturas obtenidas, se obtiene la humedad relativa. Da una gran precisión cuando la H.R. está próxima a la saturación. Para H.R. menores de 20% su precisión es pobre, ya que el agua del bulbo húmedo se incorpora al ambiente falseando la medida. 6.8.1.3.3 Célula de cloruro de litio Consiste en una célula sumergida en una solución salina de cloruro de litio con una rejilla de laminas de oro. 218 Automatización de dos hornos para la recuperación de plomo Anexo La sal varía su resistencia al aumentar o disminuir la humedad ambiental, ya que absorbe o libera iones de la película soporte. La humedad relativa, depende de la humedad ambiental y de la temperatura del aire, con lo cual es necesario compensarla. El rango de medida oscilará en función del recubrimiento de cloruro de litio en la película. A mayor recubrimiento menor campo de medida. Su uso se restringe para aplicaciones de relativa limpieza y donde el ambiente esté libre de sales, polvos, vapores ácidos, alcalinos etc. La célula se deteriora en función del paso del tiempo, y debe regenerarse periódicamente. 6.8.1.3.4 Sensor de polímero El principio es similar al de cloruro de litio, salvo que la célula se sustituye por una rejilla conductora con base de poliestireno (polímero) tratada con acido sulfúrico. La variación de humedad cambia la resistencia de la superficie del sensor, debido a que el radical sulfato SO4 lobera o absorbe los iones del hidrógeno H+ procedentes de la humedad del ambiente. Suelen incorporar compensadores de temperatura, y su rango de trabajo oscila entre los 30 y 90% H.R. Por el contrario, los tipos de medidores de humedad para productos sólidos pueden definirse como los siguientes: • Sólidos Conductividad Capacidad Radiación 6.8.1.3.5 Conductividad Está basado en la medición de la conductividad del producto, cuando pasa una corriente a través de unos electrodos en contacto con el mismo Figura 6.56. Los electrodos están conectados a un puente de Wheatstone, con indicación, control o registro de la humedad. Es un sistema fiable, salvo que hay que cuidar la superficie de contacto con los electrodos, la presión de los mismos. 219 Automatización de dos hornos para la recuperación de plomo Anexo A Electrodos Figura 6.56. Medidor de Humedad por Conductividad 6.8.1.3.6 Capacidad Los equipos de carácter capacitivo, siempre usan la misma filosofía de trabajo, es decir la variable que miden va en función de la constante dieléctrica que el producto experimenta. En el caso de la humedad la variación de la constante dieléctrica depende de las variaciones entre el estado húmedo y el estado seco. Los electrodos constituyen las placas del condensador, y el dieléctrico es el material del que se quiera medir la humedad. Todo ello forma parte de un oscilador de radiofrecuencia cuya salida alimenta un puente de medidas de capacidades. Son equipos para trabajar con productos con humedades inferiores al 25% y es independiente de la presión de contacto de los electrodos con los sólidos. 6.8.1.3.7 Radiación Una fuente de neutrones de alta energía se dirige contra el material del cual queremos medir la humedad. Parte de la radiación emitida es reflejada por los átomos de hidrógeno existentes en la molécula del material. Al estar el hidrógeno asociado químicamente con el agua, es posible determinar la humedad del producto. Como todos los equipos de control por radiación, es un sistema caro que requiere revisiones de seguridad. En la medición del punto de rocío existen otros métodos como los descritos a continuación: Cámara de niebla Célula de cloruro de litio Analizador de infrarrojos 220 Automatización de dos hornos para la recuperación de plomo Anexo 6.8.1.3.8 Cámara de niebla En una pequeña cámara manual con una bomba de aspiración que comprime el gas de muestra. Como es un sistema manual, el operador anota la presión y la temperatura inicial del gas. Seguidamente se comprime el gas a una presión dada, se abre una válvula de escape a la atmósfera y el gas se expande adiabáticamente y baja de temperatura. Esta maniobra se va repitiendo hasta que se genera niebla en la cámara. Se mide la temperatura que corresponde al punto de rocío. Es un sistema manual, lo que conlleva un error considerable. Además no permite transmisiones de señal ni señales eléctricas de alarma. Lógicamente no es valido para el trabajo en continuo. 6.8.1.3.9 Célula de cloruro de litio Consiste en una solución salina de cloruro de litio impregnada a un manguito que envuelve a una bobina. Sobre dicho manguito se arrolla un hilo bifilar abierto en un extremo y alimentado a través del secundario de un transformador, con lo que circula una corriente entre los hilos a través de la solución salina. El cloruro de litio se mantiene con una humedad relativa del 11% en equilibrio con la atmósfera húmeda. A valores inferiores a 11%, la sal cristaliza y deja de ser conductora. Además la sal es muy higroscópica, con lo cual tiene gran compatibilidad con la humedad ambiental. A mayor humedad mayor conductividad, y mas calentamiento en la bobina por la circulación de corriente a través del hilo bifilar. La célula trabaja idealmente en temperaturas que oscilan entre –30 a 130ºC. Pero es necesario que los gases de medida estén exentos de vapores de amoníaco, cloro, sal, dióxido de azufre etc. Como en el caso de la humedad, es necesario limpiar y regenerar periódicamente la célula. 6.8.1.3.10 Analizador de infrarrojos La principal característica de los analizadores de infrarrojos, permite medir además del punto de rocío, gases como el CO2, CO, CH4, C3H8, SO2 y NH3. La radiación infrarroja es absorbida por estos gases de un modo característico. Célula comparación Amplificador Indicador Ventana Motor Fuente Infrarroja Registrador Célula muestra Entrada Salida Figura 6.57. Analizador de Punto de Rocío por Infrarrojos 221 Automatización de dos hornos para la recuperación de plomo Anexo El analizador consiste en una fuente pulsante de infrarrojos, dos células de referencia y otra de muestra a cuyo través pasan las radiaciones infrarrojas y un detector Figura 6.56. Si la cámara detectora está llena de vapor de agua, la radiación infrarroja es absorbida proporcionalmente a la concentración de vapor de agua en la célula de gas muestra, con lo cual disminuye la presión en esta cámara como resultado de la energía intermedia absorbida. Si se bloquean las dos radiaciones, una la que pasa por la célula de comparación y otra, la que pasa por la célula de muestra del gas a analizar, no hay variación de presión en la cámara. Si la célula de referencia contiene un gas no absorbente, tal como el nitrógeno y por la célula muestra, pasa el gas húmedo, la radiación a través del gas muestra, estará atenuada en la longitud de onda del vapor de agua en el gas mientras que la radiación a través del gas patrón nitrógeno permanecerá invariable. De esta manera se obtiene una presión variable pulsante en el detector; este contiene dos cámaras separadas por un diafragma, que convierte los impulsos de presión a una señal eléctrica que será posteriormente tratada. 6.8.1.4 Llama Dentro del sector de la combustión, es necesario, por seguridad y por normativa, saber cuando existe llama en los quemadores. Si por un casual careciéramos de este instrumento, podríamos estar lanzando combustible con el peligro de deflagración o explosión con el consecuente peligro para las personas y para las instalaciones. Así pues, a diferencia de los equipos hasta ahora definidos, nos encontramos frente a unos instrumentos de seguridad vital en instalaciones con quemadores. Hay tres tipos de detectores de llama: • Detección de calor • Detección por ionización-rectificación • Detectores de radiación 6.8.1.4.1 Detección de calor Se usan para este cometido, detectores térmicos (bimetales, termopares, varillas de dilatación y dispositivos etc.). Su uso se destina a aplicaciones domésticas. 6.8.1.4.2 Detección por ionización-rectificación La ionización es la base de los detectores de llamas de rectificación. Una tensión alterna aplicada a dos electrodos colocados dentro de la llama hace circular una pequeña corriente alterna ya que los gases en la llama están ionizados. La resistencia de la llama es bastante alta del orden de 250.000 a 150.000.000 Ω, y la corriente que pasa es del orden de microamperios. 222 Automatización de dos hornos para la recuperación de plomo Anexo Al aplicar una tensión alterna a los electrodos, la corriente circula con mayor facilidad en un sentido que otro si la superficie activa de uno de los electrodos (superficie expuesta a la llama) es varias veces mayor que la del otro electrodo. De este modo se obtiene una corriente alterna rectificada, parecida a una corriente continua pulsante, con lo cual si se presenta un cortocircuito de alta resistencia en los electrodos, se genera una señal alterna que es detectada como falsa por el circuito electrónico. 6.8.1.4.3 Detectores por radiación Se basan en la radiación de energía que una llama irradia en forma de ondas que producen luz y calor. Pueden dividirse en los siguientes tipos: • Detectores radiación visible: Son de dos tipos, de sulfuro de cadmio y óxido de cesio. El primero consiste en un elemento de sulfuro de cadmio que varía su resistencia de forma inversamente proporcional a la intensidad luminosa, mientras que el segundo consiste en un tubo de vacío que contiene un cátodo y un ánodo emitiendo este electrones cuando la luz incide sobre su superficie. • Detectores radiación infrarroja: Emplean una célula de sulfuro de plomo cuya resistencia eléctrica decrece al aumentar la intensidad de radiación. La célula de sulfuro de plomo no distingue entre la radiación infrarroja emitida por los refractarios o por la llama. Pero la electrónica del equipo permite mediante la característica parpadeante de la llama, cancelar el efecto de los refractarios. • Detectores radiación ultravioleta: Consiste en un tubo que contiene dos electrodos, normalmente de tungsteno. El tubo es de material permeable a la radiación ultravioleta, cuarzo por ejemplo y está lleno de un gas inerte. La principal ventaja de estos detectores de radiación ultravioleta es que son insensibles a las radiaciones infrarrojas y visibles, con lo cual el refractario y el material fundido no afectan a la detección. Son ideales para instalaciones de gas y de fuel-oil. 6.8.1.5 Oxígeno disuelto Podemos definir el oxígeno disuelto como la cantidad de oxígeno libre en el agua que no se encuentra combinado ni con el hidrógeno (formando agua) ni con los sólidos existentes en el agua. Esta variable, es de vital importancia para la vida marina, y actualmente, con el trabajo en depuradoras y piscifactorías. Consiste en una célula polarográfica consiste en un cátodo de aleación oro-plataplatino y un ánodo de plata-cloruro de plata. Ambos sumergidos en una solución salina de potasa y cloruro potásico en agua. Una fina membrana de teflón permeable a los gases permite la difusión del oxígeno procedente de la muestra de agua. Las reacciones químicas en el agua son: • Cátodo: O2+2H2O+4e- = 4OH223 Automatización de dos hornos para la recuperación de plomo Anexo • Ánodo: 4Ag+4ClK = 4ClAg+4K++4e- • Reacción total: O2+2H2O+4Ag+4ClK = 4ClAg+4KOH Como para cada molécula de oxígeno que se reduce, entran cuatro electrones en la célula y cuatro abandonan el ánodo, se obtiene una corriente eléctrica de cátodo a ánodo que es directamente proporcional a la cantidad de oxígeno que pasó a través de la membrana. El oxígeno disuelto depende de la temperatura, así que es necesario compensar esta mediante termocompensadores que refieran automáticamente la medida a una temperatura estándar. La precisión es de ±1% y el campo de medida suele estar en 2 y 25 mg/l o 0-100% de saturación. 6.8.2 Variables químicas 6.8.2.1 pH El pH, es una medida de la acidez o de la alcalinidad del agua con compuestos químicos disueltos, su Su expresión viene dada por el logaritmo de la inversa de la concentración del ión H expresada en moles por litro. pH = log 1 H+ Las medidas prácticas del pH oscilan desde el 0 hasta el 14. Los dos sistemas principales para la medida del pH son los siguientes: 6.8.2.1.1 Electrodo de vidrio Consiste en un tubo de vidrio cerrado en su parte inferior con una membrana de vidrio especialmente sensible a los iones hidrógeno del pH. En la parte interna de esta membrana se encuentra una solución de cloruro tampón de pH constante dentro de la cual está inmerso en un hilo de plata recubierto de cloruro de plata. El mecanismo que permite el electrodo de vidrio mida la concentración de ión hidrógeno no es conocido, pero está establecido que al introducir el electrodo en el líquido, se desarrolla un potencial relacionado directamente con la concentración de ión hidrógeno del líquido. Si la concentración es mayor que la del interior del electrodo, existe un potencial positivo a través de la punta del electrodo, y si es inferior, todo lo contrario. Además incluye un electrodo de referencia para compensar las posibles variaciones de potencial debidas a la temperatura, y para medir el potencial variable del electrodo de vidrio. 224 Automatización de dos hornos para la recuperación de plomo Anexo 6.8.2.1.2 Electrodo de transistor Consiste en un sensor que posee una señal de pH de baja impedancia, lo que le da una gran fiabilidad. Es prácticamente irrompible y de gran rapidez, además de larga duración. Tienen una precisión de ±0,25 a ±1% o bien ±0,03 pH Al incorporar un microprocesador puede incorporar transmisores analógicos y señales de alarma, así como interfases de comunicación. 6.8.2.2 Redox Se defina redox, como el potencial de oxidación-reducción de materiales disueltos en agua. Se mide con un metal noble y un electrodo de referencia y es una medida de su potencial electrónico de equilibrio y de su capacidad relativa para reaccionar con otros materiales oxidantes o reductores que se puedan añadir al agua. A diferencia del pH donde su electrodo de vidrio mide los cambios en la concentración del ión hidrógeno activo, en el redox, el electrodo de metal noble (platino) es sensible a los cambios en la relación entre el agente reductor y el agente oxidante. De esta manera podemos definir al electrodo de metal noble como electrodo sensible a los electrones. Existen tres tipos de electrodos: • Electrodo de hidrógeno: laboratorio • Electrodo de plata/cloruro de plata con electrolito 4NClK: Industria • Electrodo de calomel con electrolito de ClK: Industria La medida del potencial de oxidación-reducción viene dada por la diferencia de potencial entre el electrodo de metal noble y el de referencia según la fórmula: ORP = E h − E 0 = − RT (Oxid ) ln nF (Re d ) Donde: Eh: Potencial de oxidación relativo al electrodo de hidrógeno E0: Potencial de oxidación del electrodo de referencia relativo al electrodo de hidrógeno R: Constante de los gases perfectos T: Temperatura absoluta n: Número de electrones transferidos F: Carga de Faraday (Oxid): Concentración del material en forma oxidante (Red): Concentración del material en forma reductora La precisión es del orden de ±1% o de ±2mV. 225 Automatización de dos hornos para la recuperación de plomo Anexo 6.8.2.3 Analítica de gases Hoy en día, la analítica de gases dentro de la ingeniería de procesos es un hecho habitual y necesario. Es frecuente analizar gases en hospitales, petroquímicas y combustión de humos. Los sistemas de analítica aprovechan las características químicas de los gases de medición para averiguar los porcentajes de mezcla como la conductibilidad térmica, el paramagnetismo del oxígeno y el coeficiente de absorción infrarroja. Todos los analizadores, son complejos equipos electrónicos que requieren de calibraciones periódicas de cero y de span, lo que obliga a montar dispositivos con botellas de gas cero (generalmente N2) y gas patrón (botella de gas de muestra). La electrónica, favorece que integren displays de visualización, comunicaciones mediante buses de campo, transmisión analógica y digital. Las precisiones irán en función del tipo de equipo, pero como son equipos relativamente caros acostumbran a ofrecer excelentes relaciones de coste y precisión. 6.8.2.3.1 Conductividad térmica Los analizadores por conductividad térmica, permiten analizar los siguientes gases: • Co2-Aire (0-5%) • O2-Aire (0-16%) • SO2-Aire (0-3%) • O2-N2 (0-52%) • CO2-N2 (0-7%) • CO2-O2 (0-6%) La determinación de estos contenidos, se basa en las diferentes conductividades térmicas de dicho gas, cuando se comparan con una célula con el aire u otros posibles constituyentes del gas de combustión. El analizador capta la mezcla mediante métodos externos como bombas de aspiración, se filtra y se pasa a la célula de medida. La célula contiene un hilo de resistencia calentado eléctricamente y mantenido a una temperatura ligeramente superior a la de las paredes. La resistencia de dicho hilo es inversamente proporcional a la conductividad del gas que lo rodea. Las variaciones en la temperatura del gas, y del instrumento se compensan en general mediante una célula cerrada idéntica de medida de conductividad térmica que contiene aire de composición conocida. La medida efectuada en la práctica es la diferencia de la resistencia de los hilos en contacto con el aire y con el gas de combustión. Una aplicación de estos analizadores es lo que conocemos como cromatógrafo; este equipo contiene una columna de separación de los componentes del gas, una toma de muestras, una cámara de temperatura controlada encerrando el detector, y un registrador que marca los picos correspondientes a los componentes. 226 Automatización de dos hornos para la recuperación de plomo Anexo Se inyecta en la columna una cantidad de gas conocida, y esta absorbe en forma distinta a cada uno de los componentes de tal modo que estos avanzan a distinta velocidad llegando uno tras otro al detector de conductividad que compara las conductividades térmicas entre el gas portador y la mezcla, dando una tensón proporcional a la concentración de gas correspondiente. Aunque los cromatógrafos son instrumentos de laboratorio, actualmente empiezan a usarse versiones de proceso para trabajar en ambientes agresivos. 6.8.2.3.2 Analizadores paramagnéticos El paramagnetismo, es una propiedad que comparten varios gases, como el oxígeno. Los gases paramagnéticos frente a un campo magnético se magnetizan en mayor o menor medida en función del tipo de gas. El principio fundamental se basa en una bola suspendida en equilibrio en un campo magnético, que varia de posición cuando el gas paramagnético circula a través de la misma, porque el oxígeno contenido en el gas absorbe parte de la energía magnética disponible en el campo. El oxígeno circula por dos cámaras idénticas con dos pequeños calefactores; uno de ellos está sometido a un fuerte campo magnético, con lo que el oxígeno que es paramagnético desplaza a los otro gases y el elemento calefactor se enfría rápidamente. De este modo las diferencias de temperaturas medidas con un circuito de puente de Wheatstone, son proporcionales a la susceptibilidad magnética del gas, y al ser el oxígeno el único gas paramagnético presente, son también proporcionales al contenido de oxígeno. 6.8.2.3.3 Analizador de infrarrojos Tal y como se ha comentado en el apartado de medición de humedad, el analizador de infrarrojos detecta como distintos gases absorben la radiación de infrarrojos. Algunos gases como el oxígeno, el nitrógeno, el hidrógeno, el cloro y otros casi no absorben radiación infrarroja, otros como el dióxido de carbono, el monóxido de carbono, del metano, el propano, el dióxido de azufre y el amoniaco lo absorben en cantidades apreciables para el analizador El principio de medición está definido en el capitulo de infrarrojos de medidores de humedad y punto de rocío, teniendo en cuenta que para efectuar mediciones de algún gas, debe llenarse la célula de comparación con un gas no absorbente por ejemplo nitrógeno, y la cámara detectora con el gas a analizar. La radiación infrarroja se interrumpe alternativamente hacía la célula de comparación y la célula de muestra. De esta manera la radiación que pasa a través de la cámara de comparación no se atenúa, mientras que la que atraviesa la célula de muestra es absorbida proporcionalmente en función del tipo de gas que circula. 227 Automatización de dos hornos para la recuperación de plomo 6.9 Anexo ELEMENTOS FINALES DE CONTROL En el control automático de los procesos industriales la válvula de control juega un papel muy importante en el bucle de la regulación. Realiza la función de variar el caudal del fluido de control que modifica a su vez el caudal de la variable medida comportándose como un orificio de área continuamente variable. Dentro del bucle de control tiene tanta importancia como el elemento primario, el transmisor y el controlador. El cuerpo de la válvula contiene en su interior el obturador y los asientos y esta provisto de rosca o de bridas para conectar la válvula a la tubería. El obturador es quien realiza la función de paso del fluido y puede actuar en la dirección de su propio eje o bien tener un movimiento rotativo. Esta unido a un vástago que pasa a través de la tapa del cuerpo y que es accionado por el servomotor. 6.9.1 Tipología de válvulas El cuerpo de la válvula y el movimiento del obturador, determinan los distintos tipos de válvulas existentes, definidos a continuación: 6.9.1.1 Válvula de globo Puede ser de simple asiento, de doble asiento y de obturador equilibrado respectivamente. Las válvulas de simple asiento precisan de un actuador de mayor tamaño para que el obturador cierre en contra de la presión diferencial del proceso. Por lo tanto, se emplean cuando la presión del fluido es baja y se precisa que las fugas en posición de cierre sean mínimas. El cierre estanco se logra con obturadores provistos de una arandela de teflón. En la válvula de doble asiento o de obturador equilibrado la fuerza de desequilibrio desarrollada por la presión diferencial a través del obturador es menor que en la válvula de simple asiento. Por este motivo se emplea en válvulas de gran tamaño o bien cuando deba trabajarse con una alta presión diferencial. En posición de cierre las fugas son mayores que en una válvula de simple asiento. La imagen siguiente (Fig. 6.58) las representa. Figura 6.58. Válvulas de Globo 6.9.1.2 Válvula en ángulo Esta válvula permite tener un flujo de caudal regular si existen turbulencias y es adecuada para disminuir la erosión cuando esta es considerable por las características del fluido o bien por la excesiva presión diferencial. El diseño de la válvula es idóneo para el control de fluidos que vaporizan, para trabajar con grandes presiones diferenciales y para los fluidos que contienen sólidos en suspensión. Ver Figura 6.59. 228 Automatización de dos hornos para la recuperación de plomo Anexo Este tipo de válvulas se emplea generalmente para mezclar fluidos o bien para derivar de un flujo de entrada dos de salida, las válvulas de tres vías intervienen típicamente en el control de temperatura de intercambiadores de calor. Figura 6.59. Válvulas en Ángulo 6.9.1.3 Válvula de jaula Consiste en un obturador cilíndrico que desliza en una jaula con orificios adecuados a las características de caudal deseadas en la válvula. Se caracterizan por el fácil desmontaje del obturador y porque este puede incorporar orificios que permiten eliminar prácticamente el desequilibrio de fuerzas producido por la presión diferencial favoreciendo la estabilidad y el funcionamiento. Por este motivo, este tipo de obturador equilibrado se emplea en válvulas de gran tamaño o bien cuando deba trabajarse con una alta presión diferencial. Como el obturador esta contenido dentro de la jaula, la válvula es muy resistente a las vibraciones o al desgaste. Por otro lado, el obturador puede disponer de aros de teflón que, con la válvula en posición cerrada, asientan contra la jaula y permiten así un cierre hermético. Figura 6.60. Figura 6.60. Válvulas de Jaula 6.9.1.4 Válvula de compuerta Esta válvula efectúa su cierre con un disco vertical plano, o de forma especial, y que se mueve verticalmente al flujo del fluido. Por su disposición es adecuada generalmente para el control todo-nada, ya que en posiciones intermedias tiende a bloquearse. Tiene la ventaja de presentar muy poca resistencia al flujo del fluido cuando esta en posición de apertura total. Ver Figura 6.61. 229 Automatización de dos hornos para la recuperación de plomo Anexo Figura 6.61. Válvulas de Compuerta 6.9.1.5 Válvula en Y Es adecuada como válvula de cierre y de control. Como válvula todo-nada se caracteriza por su baja perdida de carga y como válvula de control presenta una gran capacidad de caudal. Posee además, una característica de auto drenaje cuando esta instalada inclinada con un cierto Angulo. Se emplea usualmente en instalaciones criogénicas. (Fig. 6.62.) Figura 6.62. Válvulas en Y 6.9.1.6 Válvula de cuerpo partido Esta válvula es una modificación de la válvula de globo de simple asiento teniendo el cuerpo partido en dos partes entre las cuales esta presionado el asiento. Esta disposición permite una fácil sustitución del asiento y facilita un flujo suave del fluido sin espacios muertos en el cuerpo. Se emplea principalmente para fluidos viscosos y en la industria alimentaria. (Fig. 6.63.) Figura 6.63. Válvulas de Cuerpo Partido 230 Automatización de dos hornos para la recuperación de plomo Anexo 6.9.1.7 Válvula Saunders En esta válvula, el obturadores una membrana flexible que a través de un vástago unido a un servomotor, que es forzada contra un resalte del cuerpo cerrando así el paso del fluido. La válvula se caracteriza porque el cuerpo puede revestirse fácilmente de goma o plástico para trabajar con fluidos agresivos. (Fig. 6.64.). Tiene la desventaja de que el servomotor de accionamiento debe ser muy potente. Se utiliza principalmente en procesos químicos difíciles, en particular en el manejo de fluidos negros o agresivos o bien en el control de fluidos conteniendo sólidos en suspensión. Figura 6.64. Válvulas Saunders 6.9.1.8 Válvulas de compresión Funciona mediante el pensamiento de dos o más elementos flexibles, por ejemplo, un tubo de goma. Igual que las válvulas de diafragma se caracteriza por que proporciona un optimo control en posición de cierre parcial y se aplican fundamentalmente en el manejo de fluidos negros o corrosivos, viscosos o conteniendo sólidos en suspensión. (Fig. 6.65.) Figura 6.65. Válvulas de Compresión 6.9.1.9 Válvulas de obturador excéntrico rotativo Consiste en un obturador de superficie esférica que tiene un movimiento excéntrico rotativo y que esta unido al eje de giro por uno o dos brazos flexibles. El eje de giro sale al exterior del cuerpo y es accionado por un vástago conectado a un servomotor. El par de este es reducido gracias al movimiento excéntrico de la cara esférica del obturador. (Fig. 6.66.) La válvula puede tener un cierre estanco mediante aros de teflón dispuestos en el asiento y se caracteriza por su gran capacidad de caudal, comparable a las válvulas mariposa y de bola y por su elevada perdida de carga admisible. 231 Automatización de dos hornos para la recuperación de plomo Anexo Figura 6.66. Válvulas de Obturador Excéntrico Rotativo 6.9.1.10 Válvulas de obturador cilíndrico excéntrico Tiene un obturador cilíndrico excéntrico que asienta contra un cuerpo cilíndrico. El cierre hermético se logra con un revestimiento de goma o teflón en la cara del cuerpo donde asienta el obturador. La válvula es de bajo coste y tiene una capacidad relativamente alta. Es adecuada para fluidos corrosivos, y líquidos viscosos o conteniendo sólidos en suspensión. Figura 6.67. Figura 6.67 Válvulas de Obturador Cilíndrico Excéntrico 6.9.1.11 Válvulas de mariposa El cuerpo esta formado por un anillo cilíndrico dentro del cual gira transversalmente un disco circular. La válvula puede cerrar herméticamente mediante un anillo de goma empotrado en el cuerpo. Un servomotor exterior acciona el eje del disco y ejerce su par máximo cuando la válvula esta totalmente abierta, siempre que la presión permanezca constante. En la selección de la válvula es importante considerar las presiones diferenciales correspondientes a las posiciones de completa apertura y de cierre; se necesita una gran fuerza del actuador para accionar la válvula en caso de una caída de presión elevada. Las válvulas de mariposa se emplean para el control de grandes caudales de fluidos a baja presión. 6.9.1.12 Válvulas de bola El cuerpo de la válvula tiene una cavidad interna esférica que alberga un obturador en forma de esfera o de bola. La válvula tiene un corte adecuado que fija la curva característica de la válvula, y gira transversalmente accionada por un servomotor exterior. El cierre hermético se logra mediante un aro de teflón incorporado al cuerpo contra el cual asienta la bola cuando la válvula esta cerrada. En posición de apertura total, la válvula equivale aproximadamente en tamaño a 75% del tamaño de la tubería. La válvula de bola se emplea principalmente en control de caudal de fluidos negros, o bien en fluidos con gran porcentaje de sólidos en suspensión. 232 Automatización de dos hornos para la recuperación de plomo Anexo 6.9.1.13 Válvula de orificio ajustable El obturado de esta válvula consiste en una camisa de forma cilíndrica que esta perforada con dos orificios, uno de nitrada y uno de salida y que gira mediante una palanca exterior accionada manualmente o por medio de un servomotor. El giro del obturador tapa parcial o totalmente las entradas y salidas de la válvula controlando así el caudal. La válvula incorpora además una tejedera cilíndrica que puede deslizar dentro de la camisa gracias a un macho roscado de accionamiento exterior. La tejedera puede así fijarse manualmente en una posición determinada para limitar el caudal máximo. Figura 6.68. La válvula es adecuada en los casos en que hay que ajustar manualmente el caudal máximo del fluido, cuando el caudal puede variar entre limites amplios de forma intermitente o continua y cuando no se requiere un cierre hermético. Se utiliza para combustibles ganosos o líquidos, vapor, aire comprimido y líquidos en general. Figura 6.68. Válvulas de Orificio Ajustable 6.9.1.14 Válvulas de flujo axial Consisten en un diafragma accionado reumáticamente que mueve un pistón, el cual a su vez comprime un fluido hidráulico contra un obturador formado por un material elastómero. De este modo el obturador se expansiona para cerrar el flujo anular del fluido. Este tipo de válvulas se emplea para gases y es especialmente silencioso. Otra variedad de la válvula de flujo axial es la válvula de manguito, que es accionada por conexión exterior del manguito a través de un fluido auxiliar a una presión superior a la del propio fluido. Se utiliza también para gases. Figura 6.69. Figura 6.69. Válvulas de Flujo Axial 6.9.2 Cuerpo de la válvula El cuerpo de la válvula debe resistir la temperatura y la presión del fluido sin perdidas, tener un tamaño adecuado para el caudal que debe controlar y ser resistente a la erosión o a la corrosión producida por el fluido. 233 Automatización de dos hornos para la recuperación de plomo Anexo El cuerpo y las conexiones a la tubería están normalizados de acuerdo con las presiones y temperaturas de trabajo en las normas DIN y ANSI. Figura 6.70. Cabe señalar los puntos siguientes: • Las conexiones roscadas se utilizan hasta 2” • Las bridas pueden ser planas, machihembradas con junta de anillo. • Las conexiones soldadas pueden ser con encaje o con soldadura a tope. Las primeras se emplean para tamaños de válvulas hasta 2” y las segundas desde 2 ½” hasta tamaños mayores. con resalte, machihembradas, Figura 6.70. Conexiones Estándar de Válvulas El cuerpo suele ser de hierro, acero y acero inoxidable y en casos especiales los materiales pueden ser de Monel, Hastelloy etc. Todos los tipos de accesorios de hierro fundido y hierro dúctil y cuerpos de válvulas para agua, drenaje y otros usos se producen en la Fundición de Hierro. 234 Automatización de dos hornos para la recuperación de plomo Anexo Además, se fabrica fundición especial para diversas aplicaciones. Los accesorios de tuberías se vacían en moldes estáticos, en diámetros de 4" a 64" y de 100mm a 1600mm. Varias naves de producción equipadas con maquinaria para fabricar moldes proporcionan los medios de producción. Un taller de modelos está completamente equipado para la fabricación de modelos de madera y de metal. El proceso de vaciado se inicia con modelos fabricados de acuerdo con la configuración del objeto deseado. La arena de molde mezclada con arcilla o aglutinantes químicos se compacta alrededor del modelo con equipo especial de apisonado. El modelo se dibuja dejando una cavidad con la forma del modelo. Se insertan núcleos moldeados para la forma interna. Dos mitades de molde se cierran y se vierte hierro fundido dentro de la cavidad del molde. Después de que haya tomado lugar la solidificación, la pieza vaciada se separa de la arena, se limpia y se maquina según se requiera. El hierro para los accesorios puede ser fundido en frío en tres hornos de inducción de 22 toneladas métricas sin núcleo o puede entregarse líquido a la fundición. Este hierro se controla químicamente para satisfacer los varios niveles de resistencia que exigen las normas actuales de fabricación. 6.9.3 Tapa de la válvula La tapa de la válvula de control tiene por objeto unir el cuerpo de la válvula al servomotor. A su través desliza el vástago del obturador accionado por el motor. Este vástago dispone generalmente de un índice que señala en una escala de posición de apertura o de cierre de la válvula. Para que el fluido no escape a través de la tapa es necesario disponer una caja de empaquetadura entre la tapa y el vástago. La empaquetadura ideal debe ser elástica, tener un bajo coeficiente de rozamiento, ser químicamente inerte y ser un aislante eléctrico, con el fin de no formar un puente galvanizo con el vástago que dé lugar a una corrosión de partes de la válvula. La empaquetadura que se utiliza normalmente es de teflón cuya temperatura máxima de servicio es de 220º C. A temperatura superiores o inferiores a este valor es necesario o bien emplear otro material o bien alejar la empaquetadura del cuerpo de la válvula para que se establezca así un gradiente de temperaturas entre el fluido y la estopa y esta última pueda trabajar satisfactoriamente. La empaquetadura normal no proporciona un sello perfecto para el fluido, esta empaquetadura suele ser de aros de teflón que es autolubricante y no necesita engrase. Cuando el fluido y las condiciones de servicio no permiten el empleo aislado de teflón se utiliza grafito en forma de filamento, laminado y cinta. En el caso de fluidos corrosivos, tóxicos, radiactivos, o muy valiosos hay que asegurar un cierre total en la estopada. La estanqueidad lograda es tan perfecta que las posibles fugas sólo pueden detectarse con un espectrómetro de masas. 6.9.4 Partes internas de las válvulas. Obturador y asientos Como partes internas de la válvula se consideran generalmente las piezas metálicas internas desmontables que están en contacto directo con el fluido. Estas piezas son el vástago, la empaquetadura, el collarín de lubricación en la empaquetadura, los anillos de guía del vástago, el obturador y el siento o los asientos. 235 Automatización de dos hornos para la recuperación de plomo Anexo Hay que señalar que el obturador y el asiento constituyen el “Corazón de la Válvula” al controlar el caudal gracias al orificio de paso variable que forman al variar su posición relativa, y que además tienen la misión de cerrar el paso del fluido. En la selección de dichas partes, intervienen los siguientes factores: • Materiales normales y especiales aptos para contrarrestar la corrosión, la erosión y el desgaste producidos por el fluido. • Características del caudal en función de la carrera. • Tamaño normal o reducido que permite obtener varias capacidades de caudal de la válvula con el mismo tamaño del cuerpo. 6.9.5 Dimensionado de la válvula: Coeficientes Kv y Cv La gran cantidad de fabricantes de válvulas, ha hecho necesario estandarizar o normalizar el cálculo de las dimensiones de las válvulas, no solo en función del tamaño, sino para unificar el caudal del paso en función de dichos coeficientes. Estos coeficientes, representan la capacidad de las válvulas de control. El primer coeficiente que se creó, fue el Cv, que se usó inicialmente en Estados Unidos. Se puede definir como el caudal de agua en galones USA por minuto que circula a través de la válvula en posición completamente abierta y con una pérdida de carga de una libra por pulgada cuadrada (psi). En los países europeos, que usen el sistema métrico decimal, se usa el coeficiente Kv, que se puede definir según la norma internacional IEC-534-1987 sobre válvulas de control de procesos industriales, como el caudal de agua (5-40ºC) en m3/h que pasa a través de la válvula a una apertura dada y con una pérdida de carga de 1 bar (105 Pa o 1,02 bar). El coeficiente para la válvula completamente abierta se denomina KVS, mientras que el mínimo valor recibe el nombre de KV0. Entonces podemos definir la rangeabilidad o relación de caudales de la válvula como la relación : K VS KV 0 La equivalencia entre Kv y Cv, se puede obtener mediante las siguientes expresiones: KV = 0,86 CV (m3/h) CV = 1,16 KV (galones por minuto) 6.9.5.1 Fórmula general Tal y como se ha dicho en la introducción, la válvula de control se comporta como un orificio de área ajustable, que permite el paso de caudal con su correspondiente pérdida de carga. 236 Automatización de dos hornos para la recuperación de plomo Anexo P2 P1 Figura 6.71. Esquema Presiones en la Válvula Para determinar la fórmula general, aplicaremos el teorema de Bernouilli en la Figura 6.71. V12 P2 V22 + = + ρ1 2 ρ2 2 P1 Si suponemos fluidos incompresibles ρ1=ρ2=ρ Entonces tenemos: V22 − V12 = 2 P1 − P2 ρ Al ser V2 mayor que V1 entonces queda de la siguiente manera: V2 = 2 ∆P ρ = 2h La forma de la válvula da lugar a una resistencia que disminuye la velocidad: V2 = 2 ∆P ρ = 2h Donde β: Coeficiente de resistencia (sin dimensiones). V: Velocidad del fluido en m/s. h: Altura de presión entre la entrada y la salida de la válvula en m. Y como q = FV 237 Automatización de dos hornos para la recuperación de plomo Anexo Donde: q: Caudal a través de la válvula en m3/s F: Sección del orificio de paso en m2 Con todo ello resulta: q = Fβ 2h = Fβ 2 ∆p ρ 10 2 m 3 / s (2) En la que: ∆p: Pérdida de carga en bar a través de la válvula ρ: Densidad del fluido, en kg/dm3 Según la definición, el coeficiente KV, corresponde al caudal en m3/h para una pérdida de carga ∆p=1bar, y la densidad del agua entre 5 y 40ºC es de 1000 kg/m3 o 1 kg/dm3, resulta: K V = 3600 Fβ 200m 3 / h = 50,911Fβ ( m 3 / h) (3) Esta fórmula permite determinar el contorno del obturador, ya que relaciona el caudal en función del área de paso. Sustituyendo en (2) q= KV ∆p 3 (m / s) 3600 ρ Q = KV ∆p ρ ( m 3 / h) Y de aquí: ρ KV = Q ∆p ( m 3 / h) Donde: Q: Caudal máximo en m3/h ∆p: Pérdida de carga en bar para el caudal máximo ρ: Densidad del fluido, en kg/dm3 o g/cm3 De la formula (3), se deduce que el coeficiente de la válvula depende del área de paso y de la resistencia de paso del fluido, es decir de características inherentes a la válvula. 238 Automatización de dos hornos para la recuperación de plomo Anexo 6.10 CLASIFICACIÓN DE ÁREAS A lo largo de esta introducción a la instrumentación industrial, se ha hecho referencia en repetidas ocasiones de que determinados equipos pueden trabajar en zonas con riesgo de explosividad. Para evitar que explosiones fortuitas puedan dañar la vida humana y el estado de las instalaciones, se han tomado ciertas medidas de implantación internacional. Estas medidas suelen afectar principalmente a industrias petroquímicas y químicas. Aunque también pueden aplicarse en industrias donde se generan polvos inflamables (cacao) 6.10.1 Definición Podemos definir una atmósfera explosiva, como aquella susceptible de explotar (el peligro existe potencialmente) como consecuencia de fallos en la instalación: fugas, roturas, en canalizaciones, variaciones térmicas etc. La clasificación por zonas, se utiliza para determinar el nivel de seguridad necesario para el material eléctrico instalados en ambientes explosivos de gas y vapores (EN 6007910, CEI 60079-10), y en ambientes con polvo inflamable. Para que se desencadene una explosión han de coincidir 3 elementos (Fig. 6.72.) Figura 6.72. Elementos Participantes en una Explosión A: Oxígeno (presente en el aire, es decir siempre) B: Combustible (Gas, vapores y polvos) C: Fuente de inflamación (instalaciones eléctricas o fuentes de calor) Para producir una explosión, no es necesaria una chispa o una llama. El aumento de la temperatura superficial de un aparato puede provocar una explosión si sobrepasa el valor de la temperatura de inflamación del gas que hay en el ambiente. Al existir posibilidad de inflamarse ambientes tales como gases, vapores o instalaciones polvorientas, podemos definir las diferencias entre atmósferas gaseosas y polvorientas. La atmósfera es la masa volúmica. La de los gases y vapores es alrededor de 1000 veces menor que la del polvo. Los gases se dispersan en el aire por convección y por difusión formando una atmósfera homogénea. El polvo es mucho mas pesado que el aire y tiene tendencia a depositarse mas o menos rápidamente. 239 Automatización de dos hornos para la recuperación de plomo Anexo Las particularidades de una atmósfera explosiva polvorienta se resumen en cuatro condiciones: • Polvo inflamable (granulometría <0,3mm) • La atmósfera debe contener comburente (Generalmente oxígeno incluso en muy baja cantidad. • El polvo debe estar en suspensión (La explosión resulta de una combustión muy rápida del polvo en el oxígeno del aire). • La concentración del polvo debe estar en el campo explosivo (como regla general, el límite inferior de explosividad se sitúa alrededor de 50 g/m3). 6.10.2 Definición de zonas con riesgos de explosión El objetivo de la clasificación por zonas de una instalación es doble (según ATEX 1999/92/CE): • Precisar las categorías de material utilizado en las zonas indicadas, a condición de que éstas estén adaptadas a los gases, vapores, niebla y/o polvo. • Clasificar por zonas los emplazamientos peligrosos para evitar las fuentes de inflamación y para realizar una selección correcta de los materiales eléctricos y no-eléctricos. Estas zonas serán establecidas en función de la presencia de un ambiente explosivo gaseoso o polvoriento. A continuación se enumeran las distintas zonas de clasificación: • Grupo I : Material eléctrico destinado a las minas con grisú. (Tabla 6.13.) • Grupo II: Material eléctrico destinado a lugares sometidos a ambientes explosivos diferentes a las minas con grisú. (Tabla 6.12.) Aparatos del Grupo II Presencia ambientes explosivos Zona Categorías Zona 0 Categoría 1G (Gas) Zona 20 Categoría 1D (Polvo) Zona 1 Categoría 2G (o categoría 1G) Zona 21 Categoría 2D (o categoría 1D) Zona 2 Categoría 3G (o categoría 1G o 2G) Zona 22 Categoría 3D (o categoría 1D o 2D) Permanente, frecuente o durante largos periodos Intermitente en servicio normal (probable) Episódico o durante periodos (nunca en servicio normal) Tabla 6.13. Categorías Grupo II 240 Automatización de dos hornos para la recuperación de plomo Anexo Aparatos del Grupo I Categorías Presencia ambientes explosivos Categoría M1 Presencia (metano, polvo) Categoría M2 Riesgo de presencia (metano, polvo) Tabla 6.12. Categorías Grupo II Hay que señalar que la clasificación de una instalación es responsabilidad del usuario. Es decir, debe tratarse cada instalación individualmente y estudiar de que tipo de zona se trata. 6.10.3 Identificación y marcaje Ex Símbolo específico de protección contra las explosiones para un material eléctrico (EN 50014) que responde a uno o varios de los modos de protección objeto de las Normas Europeas EN 50015 a EN 50028 Marcaje Epsilon para un material eléctrico o no-eléctrico en ambientes explosivos 0081 Conformidad a las Directivas europeas marcaje CE. Nº del organismo notificado para otorgar un certificado CE. Todos los equipos destinados a trabajar en zona clasificada, sean eléctricos o no, deben llevar una etiqueta identificativa con los siguientes campos (Ver Fig. 6.73.): "d" : Revestimiento antideflagrante EN 50018 "e" : Seguridad aumentada EN 50019 "i" : Seguridad intrínseca "ia" o "ib" EN 50020 "m" : Encapsulado EN 50028 "n" : No incendiario EN 50021 "o" : Inmersión en aceite EN 50015 "p" : Sobrepresión interna EN 50016 "q" : Llenado pulverulento EN 50017 MODOS DE PROTECCIÓN II 2G EExd GRUPOS DE MATERIAL CLASES DE TEMPERATURAS IIC T4 II 2D IP 65 Categorías de aparatos (G:Gas, D:Polvo) I: Minas II: Industrias de superficie M1 M2 1G o 1D 2G o 2D 3G o 3D T135ºC Grado de protección (EN 60529) del revestimiento para una clase de temperatura dada. Temperatura máxima de superficie (Limitación debida a la presencia de nubes de polvo) Ambientes polvorientos Figura 6.73. Marcaje Etiquetas para Equipos EEx 241 Automatización de dos hornos para la recuperación de plomo Anexo 6.10.4 Modos de protección Los modos de protección (enumerados en el marcaje de equipos) otorgan una serie de características especiales a los equipos que incluyen alguno de ellos. Podemos definir los modos de protección como: • “d” Revestimiento antideflagrante: Los componentes que pudieran inflamar una atmósfera explosiva son encerrados en una carcasa que resiste la presión desarrollada por una explosión interna de una mezcla explosiva, y que impide la transmisión de esta explosión hacia la atmósfera explosiva en donde se encuentra la carcasa. • “e” Seguridad aumentada: Medidas para evitar con un elevado coeficiente de seguridad, la posibilidad de temperaturas excesivas y la aparición de arcos o chispas en el interior y sobre la parte externa del material eléctrico que no se produce en funcionamiento normal. • “i” Seguridad intrínseca: Circuito en el que ninguna chispa ni efecto térmico producido en las condiciones de prueba prescritas por la norma (funcionamiento normal y caso de anomalía) es capaz de provocar la inflamación de una atmósfera explosiva dada. • “m” Encapsulado: Modo de protección en la que aquellos componentes que pudieran causar la inflamación de una atmósfera explosiva a causa de chispas o recalentamientos, son encerrados en un envolvente de manera que esta atmósfera explosiva no pueda inflamarse. • “n” No incendiario: Modo de protección eléctrico aplicado a un material eléctrico de manera que en funcionamiento normal y en ciertas condiciones anormales, no pueda inflamar un ambiente explosivo circundante. Hay 5 categorías de materiales: Sin producción de chispas (nA), producción de chispas (nC), revestimientos con respiración limitada (nR), energía limitada (nL) y recintos con sobrepresión interna simplificada. • “o” Inmersión en aceite: Material eléctrico sumergido en aceite. • “p” Sobrepresión interna: Sobrepresión interna, mantenida con relación a la atmósfera con un gas neutro de protección. • “q” Pulverulento: Carcasa rellena de un material pulverulento. 6.10.5 Clasificación de gases en grupos de explosión En función del Grupo (I y II) y del tipo de gas, podemos clasificar los gases según su temperatura de inflamación, y su clase de temperatura. La Tabla 6.14. indica mediante tres letras (A, B y C) que usaremos para completar el marcaje del equipo. 242 Automatización de dos hornos para la recuperación de plomo Anexo Clases de Temperaturas Temperatura de Inflamación (ºC) T1 Acetona 540 • Ácido acético 485 • Amoníaco 630 • Etano 515 • Cloruro de metilo 556 • Metano (CH4) 595 • Óxido de carbono 605 • Propano 470 • n-butano 365 • n-butil 370 • Sulfuro de hidrógeno 270 • n-hexano 240 • Acetaldehído 140 • Éter etílico 170 • Nitrito de etilo 90 Etileno 425 • 429/440 • Acetileno 305 • Sulfuro de carbono 102 Hidrógeno 560 Grupos Gases T2 T3 T4 T5 T6 Metano (grisú) I A II • B Óxido de etileno C • • Tabla 6.14. Grupos de Explosión de Gases 6.10.6 Clases de temperaturas Es la temperatura mas elevada alcanzada en servicio en las condiciones mas desfavorables, por toda parte o superficie de un material eléctrico susceptible de provocar una inflamación de la atmósfera explosiva circundante. Para el Grupo I, la temperatura debe ser <150ºC o <450ºC, según la acumulación de polvo de carbón en el material. Para el Grupo II, hay que observar la Tabla 6.15. de temperaturas siguiente: 243 Automatización de dos hornos para la recuperación de plomo Anexo Clase de Temperatura Temperatura máxima de superficie (ºC) Temperatura de inflamación (ºC) T1 450 > 450 T2 300 > 300 T3 200 >200 T4 135 > 135 T5 100 > 100 T6 85 > 85 Tabla 6.15. Clases de Temperaturas 244
 0
0
Anuncio
Documentos relacionados


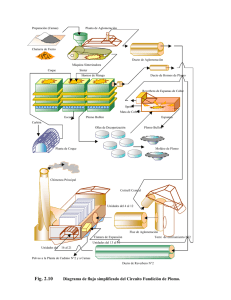
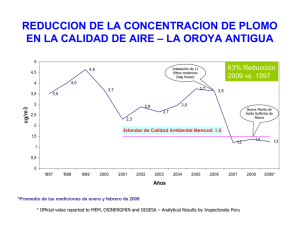
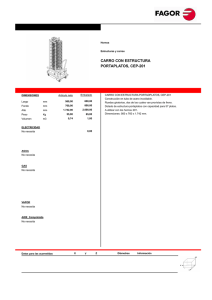
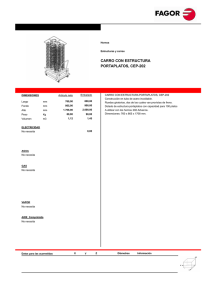
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados