Documento Completo
Anuncio

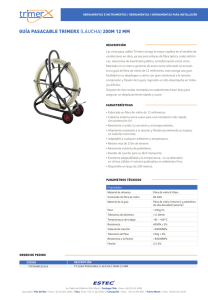
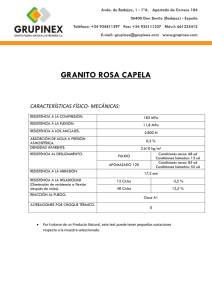
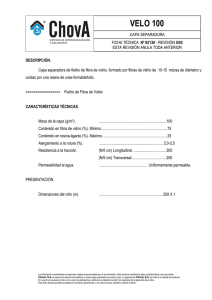
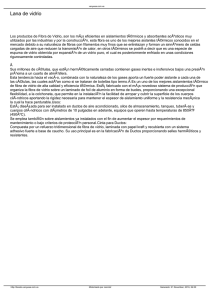
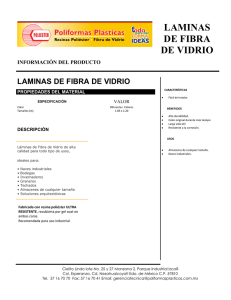
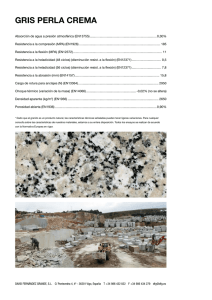
VIII Congreso Nacional de Propiedades Mecánicas de Sólidos, Gandia 2002 321-329 CARACTERÍSTICAS MECÁNICAS DE COMPUESTOS EPOXY REFORZADOS 0-90° SOMETIDOS A IMPACTOS DE BAJA ENERGÍA F. Segovia, A. Vicente, Mª D. Salvador y V. Amigó Área de Ciencia de Materiales e Ingeniería Metalúrgica. Universidad Politécnica de Valencia. Camino de Vera s/n. 46022 Valencia RESUMEN Se elaboraron por cuatro procedimientos diferentes materiales compuestos de epoxy y tejido con fibras de vidrio y aramida orientadas a 0° y 90°. Se caracterizaron a flexión. Se determinaron sus características iniciales y después de recibir impactos de baja energía entre 1 y 8 J. Se comprobó que el tipo de curado incidió de forma importante en las características mecánicas iniciales. Se ha encontrado un tratamiento alternativo en tiempo y coste al propuesto por el fabricante para la consolidación del laminado. Se constató que el tipo de consolidación efectuada incide intensamente en el grado de deterioro de las características mecánicas del material. Los índices de pérdidas fueron mayores en el indicador tenaz que en el resistente y el módulo. Estas pérdidas se caracterizaron en algunos casos por ser altas. La incidencia del impacto se manifiesta escasamente a bajas energías pudiéndose establecer un nivel umbral de dañado por impacto entorno a 3-4 J para muestras curadas en varias etapas. Palabras claves Polímeros reforzados, flexión, impacto, curado. 1. INTRODUCCION Las resinas epoxy comerciales son interesantes por su compromiso entre resistencia química, tenacidad y resistencia mecánica, aunque son mas caras que otras de poliéster insaturado de igual o superiores prestaciones. Sectores como el del transporte y el naval pueden ser potenciales candidatos a su utilización. Dentro de las aplicaciones deportivas y de ocio encontramos las tablas de deslizamiento a vela como artículos comerciales que pueden incorporar dichas resinas. Estas tablas acostumbran a sufrir todo tipo de tensiones, variables o súbitas, y a impacto. La búsqueda de soluciones comercialmente interesantes para su extensión al gran público puede plantearse con refuerzos híbridos que conjuguen diversas características. Los refuerzos híbridos en carbono y aramida son aplicados desde hace mas de 30 años en la industria aeronáutica y militar. Diversos autores [1-6] han incidido en la importancia de la combinación de fibras y tejidos en prestaciones estructurales. La fibra de vidrio es barata, con interesantes características resistentes, aunque no lo es tanto al impacto. La de aramida mejora otras características, especialmente densidad y resistencia al impacto, aunque es mas cara. La fibra de aramida no es recomendable cuando las condiciones de servicio impliquen altas tensiones de compresión o de flexión debido a la propensión a fallos conocidos como segmentación por cizalladura conocidas como kink bands [7]. La simbiosis de ambas permite una mejora general de características, pudiendo favorecer en ciertas zonas de la tabla sustituir la fibra de carbono por tejidos híbridos en aramida y vidrio. Por otro lado, no se obtienen las mejores características con curados a bajas temperaturas. Mas bien, se hace necesario curar a alta temperatura y períodos prolongados que encarecen el coste del producto final o incluso en algunos casos la reparación de daños parciales en las tablas. 321 Segovia, Vicente, Salvador y Amigó El objetivo del presente trabajo es determinar las características mecánicas a flexión de compuestos con tejidos en fibra de vidrio y aramida de orientación cuasi ortotrópica 0-90°, las prestaciones del material frente a solicitaciones de impacto, establecer la sensibilidad de las características al procedimiento de consolidación, y determinar si existe algún tratamiento de curado alternativo en tiempo y temperatura para rebajar costes económicos. 2. PROCEDIMIENTO EXPERIMENTAL Los materiales compuestos se han elaborado por contacto a mano en bolsa de vacío. Se ha seleccionado la configuración (0-90°)8S con capas alternas orientadas de tejido multiaxial 2D con fibras de vidrio E y aramida. El tejido fue suministrado por la empresa Γ-Tensor S.L. de Alcoy. El peso específico del tejido es 361 g/m2 y contiene la misma distribución de mazos de fibras en cualquiera de las cuatro direcciones consideradas. Como matriz se utilizó la resina epoxy Epolam 2022 para estratificados de alta rigidez. Características mecánicas de la resina son: 50 MPa de resistencia a tracción, 125 MPa y 3.4 GPa de resistencia y módulo elástico a flexión respectivamente. Tabla 1: Tratamientos térmicos de curado. Etapas del curado Material/curado C1 C2 C3 C4 55 °C / 24 h 110 °C / 8 h 55 °C / 4 h + 110 °C / 2 h 20 °C / 24 h + 55 °C / 4 h + 80 °C / 2 h + 110 °C / 2 h Se han diseñado 4 procedimientos de consolidación del compuesto según se describe en la tabla 1. Alternativo al tratamiento multietapa C4, recomendado por el suministrador de la resina, tenemos los tratamientos C1, C2, ambos de simple etapa, y C3, también multietapa. Éstos tres suponen mayor economía, bien en términos de tiempo, productividad o bien en términos de aporte térmico. Las características físicas de los compuestos elaborados densidad y fracción volumétrica relativa en % se muestran en la tabla 2. Curado C1 C2 C3 C4 Tabla 2: Características físicas de los laminados. Densidad, g/cm3 %Vidrio %Aramida 1.30 1.31 1.29 1.26 12 12 17 13 37 41 39 38 %Porosidad 7.4 8.0 12.3 11.4 El impacto se ha efectuado mediante un dispositivo descrito en la norma UNE 5314192. Consiste en un tubo guía vertical de altura graduada por el que se desliza en caída libre un proyectil que choca al final de su recorrido contra la probeta dispuesta en la base del equipo mediante un portamuestras. El proyectil acaba en una punta esférica. Los valores de energía seleccionados son 1, 2, 3, 4 y 8 J. El rango usual de bajo impacto quedaría definido para el intervalo 0-4 J, mientras 8 J representa la divisoria entre los rangos de baja y alta energía. Para ensayos de alto impacto se suelen escoger valores de 15 y 25 J. La probeta se sitúa en un soporte de la misma forma a como se situará durante el ensayo de flexión. El dispositivo de impacto se muestra en la figura 1, con la situación de la probeta en el instante de impacto. El ensayo de flexión se realizó de acuerdo a la norma ASTM D 790M-86, con una velocidad de avance de cruceta de 2 mm/min. Las dimensiones fueron 25 mm de ancho, 145 mm de longitud total, 3.6 mm de espesor. La probeta se apoyó sobre el puente por la cara que 322 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos contiene el impacto. La relación longitud de apoyo/espesor fue 16:1. Las características mecánicas a evaluar son: módulo elástico EF, resistencia RF, y la energía específica de rotura ESR como característica del comportamiento tenaz, calculada según el área bajo la curva tensión-deflexión, la que vendrá en unidades J/cm3. Figura 2. Parte inferior del equipo y muestra recibiendo el impacto. 3. RESULTADOS EXPERIMENTALES Los resultados experimentales son mostrados en la tabla 3. Tomemos como características de referencia las de los laminados sin impacto, 0 J, y comparémoslas con las de laminados compuestos en resina de poliéster y diversos tejidos de vidrio [8] con la misma configuración de refuerzo (0-90°)8S, cuyos porcentajes de fibra de vidrio se encuentran entorno al 32% y la porosidad entre 1% y 9%. Se observa que la incorporación de fibra de aramida en el tejido multiaxial mejora el módulo elástico a flexión EF, tal como se comprueba en la tabla 4. Ello sucede incluso si la resina epoxy es de menor módulo de elasticidad que la de poliéster, 3.4 frente a 4.0 y 4.5 GPa. Tabla 3: Características mecánicas en función del curado y la energía de impacto. Modulo elástico EF, GPa Impacto 0J 1J 2J 3J 4J 8J C1 C2 C3 C4 13.7 ± 0.4 13.3 ± 0.4 12.4 ± 0.3 12.0 ± 0.4 13.7 ± 0.6 13.2 ± 0.3 12.6 ± 0.5 11.7 ± 0.4 20.0 ± 0.4 19.4 ± 0.3 19.1 ± 0.4 18.7 ± 0.6 20.9 ± 0.4 21.3 ± 0.2 19.6 ± 0.3 19.2 ± 0.4 11.5 ± 0.3 8.5 ± 0.5 10.7 ± 0.4 8.2 ± 0.6 18.2 ± 0.5 17.8 ± 0.6 18.7 ± 0.4 18.0 ± 0.5 Resistencia RF, MPa 0J 1J 2J 3J 4J 8J 269 ± 10 259 ± 16 235 ± 13 231 ± 12 253 ± 17 245 ± 11 226 ± 15 208 ± 16 375 ± 19 366 ± 13 354 ± 14 342 ± 10 392 ± 12 396 ± 10 380 ± 13 371 ± 11 228 ± 13 189 ± 14 189 ± 14 162 ± 15 333 ± 12 326 ± 16 359 ± 10 337 ± 15 323 Segovia, Vicente, Salvador y Amigó La resistencia a flexión RF fue similar en los compuestos curados según el procedimiento C3 y C4, con 392 y 375 MPa, pero muy inferior con el curado C1 y C2, frente a 400-320 MPa de los compuestos de poliéster fibra de vidrio. Aunque la resistencia a flexión de esas resinas de poliéster resultó ser muy similar a la de epoxy, 115 MPa, la mayor incidencia de la porosidad en los compuestos epoxy con tejido multiaxial en fibra de vidrio y aramida, y el mejor comportamiento de la fibra de vidrio frente a los esfuerzos combinados de tracción y compresión propios del servicio a flexión en los compuestos con poliéster, no han permitido obtener valores de resistencia a flexión mayores en los compuestos de epoxy. Tabla 4: Efecto de la fibra aramida en las características mecánicas. Compuestos EF (GPa) RF (MPa) Epoxy/vidrio-aramida Poliéster/vidrio [8] 20.9 – 13.7 15.0 - 12.0 392 - 375 400 - 320 3.1 Influencia de la energía de impacto en el módulo elástico La figura 2 muestra los valores obtenidos para el módulo elástico a flexión en probetas correspondientes a los 4 curados seleccionados. El tratamiento recomendado por el fabricante, C4, es el que reporta inicialmente mayor valor del módulo, 20.9 GPa, pero el del tratamiento alternativo, C3, tan solo es un 4% inferior, diferencia que se reduce hasta el 1% con impactos de mayor energía. Los tratamientos de etapa única, C1 y C2, resultan poco favorecedores con respecto al tratamiento C4, con diferencias iniciales inferiores del 34% en ambos casos. Dichas diferencias se amplían en 53% y 54% cuando se comparan los módulos de los materiales tratados C1 y C2 frente a C4, tras recibir un impacto de 8 J. 25 E F ( GPa ) 20 C1 C2 C3 C4 15 10 5 0 0 1 2 3 4 5 6 7 8 9 EI(J) Figura 2. Variación del módulo de elasticidad con la energía de impacto. Se observa en la tabla 5 que para impactos de baja energía, 2 J, la disminución del módulo en laminados C1 y C2 es casi del 10% mientras que para los curados C3 y C4 son 4% y 6%. Este escaso dañado se corresponde con las observaciones de realizadas por Lee [9] y Boukhili [10] con relación al concepto de nivel de dañado umbral. El nivel umbral es aquel por debajo del cual los daños y la merma de características mecánicas son de escasa cuantía, pero a partir del cual, éstos comienzan a ser importantes, lo que se traduce en la reducción de dichas características. El hecho es comprensible dado que por la forma de ejecutar el ensayo, 324 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos la zona de impacto es muy reducida, produciéndose localmente algunas microgrietas en la resina y en la interface de la fibra y la matriz de la primera capa cuando la energía de impacto es suficientemente baja. En los dos tratamientos multietapa, C3 y C4, se necesitan impactos entre 3 y 4 J para registrar pérdidas moderadas cercanas al 10%. En este caso podemos establecer que el nivel de dañado umbral alrededor de 3 o 4 J. EI (J) Tabla 5: Pérdidas en % del módulo elástico por efecto del impacto. C1 C2 C3 C4 2 3 4 8 9 12 17 38 8 15 23 40 4 6 9 11 6 8 11 14 El incremento de la energía del impacto hacia niveles mayores conlleva una disminución del módulo. La pérdida en flexión para 8 J, alcanza un valor del 38-40% en las muestras de los curados de única etapa, C1 y C2. Las pérdidas son mucho menores en el caso de los tratamientos multietapa C3 y C4, 11% y 14% respectivamente. Los malos resultados para los laminados consolidados en una sola etapa se justificarían sobre la base de que la adherencia entre fibra y matriz no compensa las fuertes tensiones internas acumuladas durante el proceso de consolidación C2, realizado a 110 °C, temperatura superior a la de transición vítrea, 100 °C, así como un menor grado de polimerización en el caso del tratamiento C1 [11]. 450 400 FS ( MPa ) 350 300 C1 C2 C3 C4 250 200 150 100 50 0 0 1 2 3 4 5 6 7 8 9 EI(J) Figura 3. Variación de la resistencia a flexión con la energía de impacto. 3.2 Influencia de la energía de impacto en la resistencia Los valores de resistencia máxima a flexión frente a la energía de impacto aparecen en la figura 3. Esas evoluciones son similares a las observadas por Liu [3] y Hosur [12]. Nuevamente aparece el tratamiento recomendado por el fabricante, C4, como el que mayor resistencia concede inicialmente al compuesto reforzado con tejido multiaxial 2D de vidrio y aramida, con 392 MPa. La del material con tratamiento alternativo C3, con 375 MPa, es un 4% inferior, porcentaje que se mantiene prácticamente igual al comparar entre sí los valores de las probetas impactadas a 8 J. 325 Segovia, Vicente, Salvador y Amigó Las muestras procedentes de tratamientos C1 y C2 resultan poco favorecidas respecto de las del tratamiento C4. Para dichas muestras la resistencia inicial a flexión es respectivamente 31% y 35% menor. La comparación entre muestras con impactos de 8 J, en el orden citado, nos indica minoraciones amplificadas del 44% y 52% respecto de la resistencia del laminado C4, 337 MPa. Cabe destacar que los peores resultados se obtienen para compuestos curados con en el tratamiento C2. Las tensiones internas acumuladas y la rotura de la interface fibra matriz producen el colapso final de las fibras para un nivel de tensiones menores al que lo harían materiales curados por los procedimientos de varias etapas. EI (J) 2 3 4 8 Tabla 6: Pérdidas en % de la resistencia a flexión. C1 C2 C3 C4 13 14 15 30 3 5 8 14 11 18 25 36 6 9 11 13 El efecto de la energía de impacto en la pérdida de resistencia se refleja en la tabla 6. Entre los 2 y 4 J, las pérdidas son superiores al 10% en los laminados curados C1 y C2, llegando hasta un 25% en el caso de este último. Tal es así que apenas se podría establecer el nivel umbral de dañado en 2 J. La disminución en muestras curadas del tipo C3 y C4 se cuantifican entre 3% y 11%, de tal forma que puede establecerse el entorno de 3-4 J como nivel de dañado umbral. Tanto para el módulo elástico como para la resistencia a flexión dicho umbral de dañado parece ser dependiente del tipo de tratamiento de consolidación del compuesto. Dicho umbral de dañado es superior al encontrado por Segovia y al. [13], que se sitúa en 2 J y ligeramente inferior al reseñado por García [14], situado en 5 J, para compuestos de matriz termoplástica con fibra de vidrio. Impactos a energías de 8 J provocan mayores índices de pérdidas en la resistencia, tal como se aprecia en la mencionada tabla 6. En efecto, muestras de curados C1 y C2 sufren importantes pérdidas, 30% y 36%, mientras los laminados de curado alternativo y recomendado por el fabricante registran mermas mas moderadas, 13% y 14%. El astillamiento de la resina, la delaminación de la fibra con la matriz y la rotura de fibras, principalmente la de vidrio, justifican un descenso en el valor de la resistencia residual del material [11] fenómenos que son más proclives con tratamientos simples, cortos en tiempo o demasiado altos en temperatura, que con aquellos donde varias etapas combinan tiempo y temperatura. 3.3 Influencia de la energía de impacto en la tenacidad La energía específica de rotura ESR, cuyo valor aparece determinado para los distintos laminados en la tabla 7, es el parámetro utilizado para evaluar el comportamiento tenaz del material con la energía de impacto, el cual se refleja en la figura 4. El tratamiento recomendado por el fabricante, C4, produce en el compuesto el mayor de los valores de tenacidad, 9.5 J/cm3. El tratamiento alternativo C3 se caracteriza por un valor inferior en un 6%, diferencia que se mantiene prácticamente igual al comparar muestras de ambos tratamientos impactadas a 8 J. Los tratamientos de etapa única, C1 y C2, resultan menos tenaces con respecto al tratamiento C4. Siendo las diferencias de tenacidad inicial 45% para el compuesto con el tratamiento C1 y 50% con el C2, éstas aumentan hasta 64% y 70% respectivamente cuando se comparan especímenes impactados a 8 J. 326 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos Tabla 7: Energía específica de rotura ESR en J/cm3 C1 C2 C3 EI (J) 5.2 ± 0.4 4.9 ± 0.5 4.6 ± 0.4 4.2 ± 0.3 4.1 ± 0.4 2.7 ± 0.5 0 1 2 3 4 8 4.8 ± 0.7 4.6 ± 0.5 3.8 ± 0.4 3.2 ± 0.3 2.5 ± 0.5 2.3 ± 0.6 C4 8.9 ± 0.4 8.8 ± 0.5 8.1 ± 0.3 8.1 ± 0.6 7.0 ± 0.5 7.2 ± 0.7 9.5 ± 0.4 9.3 ± 0.2 8.7 ± 0.4 8.8 ± 0.5 8.2 ± 0.5 7.6 ± 0.6 10 3 ESR ( J/cm ) 8 C1 C2 C3 C4 6 4 2 0 0 1 2 3 4 5 6 7 8 9 EI (J) Figura 4. Variación de la tenacidad con la energía de impacto. Se observa en la tabla 8 que para impactos de 2-3 J, la disminución de la ESR se muestra muy importante en laminados C1 y C2. Mientras para el primero lo hace entre 12% y 19%, para el segundo varía entre 21% y 33%. De hecho es prácticamente imposible establecer un nivel umbral de dañado por impacto. Para los curados C3 y C4 las pérdidas en ese intervalo de energía son prácticamente iguales y por debajo del 10%, pudiendo cuantificar el umbral de dañado en 3 J para el parámetro de tenacidad. EI (J) 2 3 4 8 Tabla 8: Pérdidas en % de la energía específica de rotura. C1 C2 C3 12 19 21 48 21 33 48 52 9 9 21 19 C4 8 7 14 20 El incremento de la energía del impacto hacia niveles mayores reporta un grado de pérdidas muy importante. Con impactos de 8 J, éstas alcanzan 48% y 52% en las muestras de los curados de única etapa, C1 y C2. Las pérdidas son mucho menores al tratar el material mediante de procesos de consolidación multietapa, 19% para C3 y 20% para C4. Los valores 327 Segovia, Vicente, Salvador y Amigó iniciales de esta característica, así como las pérdidas que se suceden después de impacto, no solo ratifican el hecho de que son dependientes del tratamiento de curado, sino que éste incide en la intensidad de la adherencia entre fibra y matriz. Como algunos investigadores han verificado, la estructura molecular obtenida durante la polimerización es diferente de acuerdo con las condiciones de curado [15, 16]. De esta forma, los tratamientos de consolidación del compuesto transfieren a la resina una sensibilidad diferenciada a la aparición de microgrietas producidas tras el impacto. También tenemos que la tendencia a la coalescencia y propagación de grietas es diferente una vez el material comienza a registrar niveles de carga singularmente importantes. Además, contribuye al deterioro de la resistencia del compuesto la rotura de la fibra de vidrio en mayor medida que la de aramida, pues la aramida es más difícil de colapsar por su mayor resistencia al impacto. También es posible constatar que el proceso de curado opera sobre el comportamiento tenaz del compuesto, muy especialmente sobre la interface fibra matriz [17, 18]. De hecho, la polimerización de la resina y el desarrollo de una buena adherencia entre fibras y resina juega un papel crítico [19, 20]. 4. CONCLUSIONES Las características mecánicas de los materiales compuestos en epoxy y refuerzo híbrido de vidrio y aramida orientado a 0-90° dependen del tratamiento térmico de consolidación, siendo los que se realizan en varias etapas los mas adecuados. Al aumentar la energía del impacto disminuyen las características mecánicas residuales de los compuestos. El grado de pérdidas también depende del tratamiento de consolidación, siendo mayores para los compuestos curados en una sola etapa. Las pérdidas registradas según característica mecánica evaluada son muy altas para los materiales curados en única etapa, entre 30% y 52%, mientras que las de los de curado multietapa son de menor intensidad, oscilando entre 11% y 20%. El parámetro caracterizador de la tenacidad es el que mayor grado de deterioro alcanza. El nivel umbral de dañado por impacto también depende del tipo de curado, siendo inferior a 2 J para los de simple etapa, situándose entre 3 y 4 J para los multietapa. Diferencias en el grado de polimerización, la existencia de tensiones internas por efecto del curado, y de intensidad de la adherencia fibra matriz, así como la baja resistencia al impacto de la fibra de vidrio son las causas que justifican los resultados presentados. 5. AGRADECIMIENTOS Agradecemos a la dirección del Instituto Tecnológico del Plástico de la Asociación para la Investigación en Materiales Plásticos AIMPLAS, en el Parque Tecnológico del Instituto para la Mediana y Pequeña Industria Valenciana IMPIVA, y muy en particular a su directora técnica la Dra. Dª. Concepción Sanz Box, por su apoyo y colaboración necesario para la realización de los ensayos de impacto. 6. REFERENCIAS 1. M. Karama, M. Touratier, P. Pegorarol. Test of accelerated aging composite materials in shipbuilding. Proceedings of IX International Conference of Composite Materials, Madrid, España, Vol. 5, 585-592, 1993. 2. V.M. Karbhari. Impact and flexure properties of glass/vinyl ester composites in cold regions, J. Cold Reg. Eng., 8 (1), 1-20, 1994. 3. H.K. Liu, N.H. Tai, S.Y. Lin. Compressive strength of hybrid composite tubes after low energy impacts, J. Comp. Tech. & Res., 21 (2), 65-74, 1999. 328 VIII Congreso Nacional de Propiedades Mecánicas de Sólidos 4. F. Segovia, C. Ferrer, Mª.D. Salvador, V. Amigó. Influence of processing variables on mechanical characteristics of sunlight aged composites, Polym. Degr. & Stab., 71 (1), 179-186, 2001. 5. R. Clemente, L. Castejón, M.A. Jiménez, E. Bernal, J. Cuartero. Simulación del comportamiento frente al choque de absorbedores de energía realizados mediante tecnologías textiles: Braiding 2D. Materiales compuestos 01, Belzunce-Fernandez-París Eds, Gijón, 2001. 6. A. Miravete. 3D textile reinforcements in composite materials, Woodhead Publishing Ltd., Cambridge, 1999. 7. H.K. Dobb, D.J. Johnson, B.P. Saville. Polym., 22 (7), 960, 1981. 8. F. Segovia, C. Ferrer, C., Mª.D. Salvador, V. Amigó. Flexural characteristics of sunlight aged polyester composites: influence of processing variables, J. Test. & Eval., 30 (1), 2026, 2002. 9. S.G. Lee, F.K. Chang. Impact damage resistance of laminated composites with toughened interfaces. Proceedings of IX International Conference of Composite Materials, Madrid, España, vol. 5, 307-310, 1993. 10. R. Boukhili, L. Champoux, S. Martin. Effect of water absorption on the low energy repeated impact of carbon/epoxy laminates. Durability Analysis of Composite Systems, Balkema A.A. Editors, Rotterdam, 1996. 11. J.Y. Chien, S.V. Hoa, C.K. Jen, M. Viens, J.P. Monchalin. Ultrasonic evaluation of graphite/epoxy composites with different curing conditions, Polym. Comp., 19 (3), 225232, 1998. 12. M.V. Hosur, C.R. Murthy, T.S. Ramurthy. Compression after impact testing of carbon fiber reinforced plastics laminates, J. Comp. Tech. & Res., 21 (2), 51-64, 1999. 13. F. Segovia, Mª.D. Salvador, V. Amigó, C. Sanz. Efecto de las condiciones de fabricación y servicio en las características mecánicas de compuestos de resina epoxy. Materiales compuestos 01, Belzunce-Fernandez-París Eds, Gijón, 2001. 14. M.A. García, A. Argüelles, I. Viña, J.A. Viña. Influencia de la secuencia de daño en la resistencia a tracción de un compuesto de matriz termoplástica PEI y refuerzo en forma de tejido de fibra de vidrio. Materiales compuestos 01, Belzunce-Fernandez-París Eds, Gijón, 2001. 15. K.S. Jaggadeesh, Siddaramaiah. Polym. Int., 33, 367-372, 1994. 16. S.B. Liu, J.L. Liu, T.L. Yu . J. Appl. Polym. Sci., 53, 1165-1177, 1994. 17. P.D. McLean, R.F. Scott, A. Garton. Br. Polym. J., 15, 66, 1983. 18. Siddaramaiah, S.V. Suresh, V.B. Atul, D. Srinivas, S.J. Girish. Effects of Aggressive Environmental on Composite Materials, J. Appl. Polym. Sci., 73, 795-799, 1999. 19. A. Valea, I. Martínez, M.L. González, A. Eceiza, I. Mondragón. Influence of cure schedule and solvent exposure on the dynamic mechanical behaviour of a vinyl ester resin containing glass fibers, J. Appl. Polym. Sci., 70, 2595-2602, 1998. 20. A. Valea, M.L. González, I. Mondragón. Vinyl ester and unsatured polyester resins in contact with different chemicals: dynamic mechanical behaviour, J. Appl. Polym. Sci., 71, 21-28, 1999. 329