Universidad Tecnológica de Querétaro
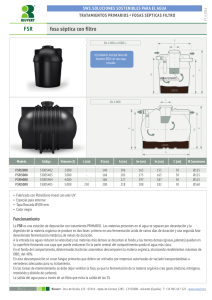
Anuncio

Universidad Tecnológica de Querétaro Firmado digitalmente por Universidad Tecnológica de Querétaro Nombre de reconocimiento (DN): cn=Universidad Tecnológica de Querétaro, o=Universidad Tecnológica de Querétaro, ou, email=webmaster@uteq. edu.mx, c=MX Fecha: 2013.10.08 13:31:32 -05'00' UNIVERSIDAD TECNOLOGICA DE QUERETARO “IMPLEMENTACION DE UN TRATAMIENTO FISICO QUIMICO DE UN AGUA RESIDUAL INDUSTRIAL” Empresa: TQ AMBIENTAL S.A. de C.V. Memoria que como parte de los requisitos para obtener el título de: TECNICO SUPERIOR UNIVERSITARIO EN QUIMICA AREA TECNOLOGIA AMBIENTAL Presenta: EDUARDO CAMACHO JAIME Asesor de la UTEQ Asesor de la organización M. en C. Rosalinda Camacho Olguín Ing. Moisés Becerra García Santiago de Querétaro, Qro. Octubre de 2013 RESUMEN El proyecto está basado en la instalación de un sistema físico químico, con el cual se realiza el tratamiento del efluente para su posterior reúso, utilizando un sistema de tratamiento físico químico, coagulación floculación para atrapar las partículas más grande y una filtro prensa para el secado de las natas generadas de un proceso físico químico de coagulación y floculación, con mecanismos de dosificación química de acuerdo al contaminante entrante. Este sistema cuenta con un sistema (PLC Allan Bradley) que comanda las funciones básicas del proceso y permite el arranque y paro del sistema, además de los tiempos y carrera de los equipos. En el sistema de tratamiento se incluyen aspas de velocidad variable que permiten un completo homogenizado de líquido/sólido y con esto una separación coloidal del contaminante en alta remoción. Una vez clarificada el agua pasa a un sistema de filtrado fino, con columnas de arenas y carbón activado, para un pulido y al mismo tiempo desinfección por medio de un sistema automático de dosificación de cloro. Las natas generadas son enviadas a un tanque acondicionador para posteriormente confinarlos y enviarlos a área de residuos especiales estos ya concentrados y desaguados. Se realizó un plan de trabajo donde se dispuso contar con la disponibilidad económica y se realizó el alcance, las modificaciones necesarias para dicha PTAR 2 (por parte de SAFRAN SNECMA AMERICA) que implico la reingeniería de la planta, se llevó a cabo el levantamiento de campo, muestreo de agua y pruebas de jarras, pudimos conocer el proceso actual y el comportamiento del agua con la adición de los agentes químicos desarrollados por TQA. 3 DESCRIPTION TQ Ambiental is the place where I have my internship. The place has a tin roof; it has a concrete floor; it is small, with a lot of light. People are charismatic, happy and hard-working. Moisés Becerra is the person in charge. He is strong and average height; he has brown skin; he is hard-working, responsible and a he has a good attitude towards everything. 4 ÍNDICE PÁGINA RESUMEN .............................................................................................................. 2 DESCRIPTION ........................................................................................................ 4 I. INTRODUCCION.................................................................................................. 6 I.1 SAFRAN SNECMA AMERICA .......................................................................... 6 II. ANTECEDENTES ............................................................................................... 7 III. JUSTIFICACION ................................................................................................ 9 IV. OBJETIVOS .................................................................................................... 10 IV.I OBJETIVO GENERAL ................................................................................... 10 IV.II OBJETIVOS ESPECIFICOS ......................................................................... 10 V. ALCANCE ........................................................................................................ 11 VI. ANÁLISIS DE RIESGOS ................................................................................. 12 VII. FUNDAMENTACION TEORICA ..................................................................... 13 VII.I SISTEMAS DE TRATAMIENTO DE AGUAS RESIDUALES. ....................... 13 VII.II TRATAMIENTO PRIMARIO ......................................................................... 15 VIII. PLAN DE ACTIVIDADES .............................................................................. 25 IX. RECURSOS MATERIALES Y HUMANOS ...................................................... 26 X. DESARROLLO DEL PROYECTO .................................................................... 27 XI. RESULTADOS OBTENIDOS .......................................................................... 58 XII. CONCLUSIONES Y RECOMENDACIONES .................................................. 61 XIII.ANEXOS XIV. BIBLIOGRÁFICAS 5 l. INTRODUCCION I.1 SAFRAN SNECMA AMERICA Toda actividad humana tiene un impacto dentro y fuera de su entorno, la contaminación no sólo altera el equilibrio ecológico produciendo mortandad de algunas especies animales y vegetales o la proliferación descontrolada de otras, sino que puede destruir en forma definitiva la vida en los lugares afectados. En casi todos los países industrializados se ha tomado conciencia de este reto que obliga a detener la destrucción de nuestro hábitat. Es así que las actividades de los diferentes sectores industriales se ven en la tarea de evitar o minimizar los impactos negativos al ambiente, ya sea a través de la implementación de prácticas de prevención de la contaminación o del tratamiento de los efluentes antes de ser vertidos al medio ambiente. La implementación del proyecto se generó debido a las necesidades que tiene dicha empresa por tratar el agua residual industrial, ya que cuentan en su planta de tratamiento con un sistema filtrante el cual es exageradamente costoso Finalmente TQ Ambiental, en su fuerte compromiso con el medio ambiente y con la satisfacción del cliente, espera cumplir con las expectativas generadas, por lo que agradecemos su confianza y apoyo para cumplir los objetivos pactados. 6 II. ANTECEDENTES SAFRAN SNECMA AMÉRICA, es una empresa aeroespacial que cuenta con cuatro tipos de actividades principales: propulsión aeroespacial, equipo aeronáutico, defensa y seguridad. En la actualidad dicha empresa cuenta con 2 cárcamos de almacenamiento de agua residual industrial, cuyo efluente es enviado a la Planta de Tratamiento de Aguas Residuales Industriales (PTARI), en donde pasa por un sistema de tratamiento filtrante, después de ser tratada es utilizada para riego de una cierta área en específico, la segunda opción con la que cuentan es transportar el agua de los cárcamos en pipas para su almacenamiento y disposición por parte de la Comisión Estatal del Agua (CEA). Al utilizar este sistema de tratamiento les genera un costo elevado ya que la PTARI utiliza cartuchos de membrana de 40 micras con, los cuales se tienen que remplazar cada 3 semanas debido a su uso ya que estos se tapan debido a que no tienen otro componente que retenga a las partículas más grandes. La construcción y puesta en marcha del proyecto para el tratamiento de aguas industriales, son generalmente ejecutadas en un lapso de 12 a 15 semanas, cumpliendo con una serie de etapas (Ejecución, Instalación y estabilización o maduración del proceso) que nos lleven a la operación optima de dicho sistema. Una vez mencionado lo anterior, esperamos contar con el apoyo para brindar las necesidades que concluyan con este proyecto de forma adecuado, todos los equipos y componentes se encontrarán en sitio y trabajando, para que a partir de 7 esta fecha comience la última etapa (Maduración) que consiste en un periodo de 2 a 5 semanas, que corresponde al tiempo que toma a la planta en estabilizarse. 8 III. JUSTIFICACION El proyecto al que se hace referencia en este documento, se justifica en su versatilidad, y convencionalidad, para resolver los problemas ambientales imperantes en la reutilización de agua, una de las consideraciones principales de este proyecto es que con su implementación se logrará la reducción de la contaminación en el agua residual provenientes de SAFRAN SNECMA AMERICA. Con este proyecto, se garantiza la calidad del agua de acuerdo a las NOM´S y NMX vigentes y a bajos costos, esto abre un nuevo campo a industrias modernas que necesiten de la consolidación de tratamientos de aguas residuales, y porque sus métodos de producción así lo requieran, cabe apuntar que el área industrial contiene un comercio potencialmente rico, la cual debe ser fomentada, para el mejoramiento del entorno ambientalista que la rodea, igualmente estos son algunos aspectos culturales, que manifiestan la importancia de la implementación de un proyecto emergente como este en la solución del problema ambiental imperante al tratamiento de aguas residuales industriales. Las nuevas tecnologías y el desarrollo del conocimiento científico facilitarán la investigación de este proyecto, sea hoy en día una posibilidad muy considerable en el área que concierne al desarrollo de un progreso sustentable, esta sustentabilidad de la que se habla hoy en día es la pieza clave para que se le tome interés en mantener y mejorar las condiciones ambientales en el área de tratamiento de agua es posible hoy realizar un proyecto tan ambicioso. 9 IV. OBJETIVOS 1 OBJETIVO GENERAL Proporcionar un sistema automatizado de PTARI realizado por TQ Ambiental para la solución de la problemática actual que presenta en su PTARI Safran Snecma América. 1.1 OBJETIVOS ESPECIFICOS Realizar muestreo y caracterización de las aguas residuales generadas en Safran Snecma América. La óptima remoción de partículas coloidales de las aguas residuales de Safran Snecma América. 10 V.ALCANCE Se define, realizar reingeniería integral en la planta de tratamiento de aguas residuales industriales de proceso, con el objetivo de lograr que los parámetros que nos marca la norma oficial mexicana, NOM-001-semarnat -1996, se encuentren dentro de los rangos permisibles. Habilitar, equipos y componentes para dejar una planta de tratamiento de aguas residuales que tenga la capacidad de entregar agua de calidad bajo la norma oficial mexicana, haciendo la implementación de tecnología necesaria para alcanzar esta calidad de efluente. 11 VI. ANÁLISIS DE RIESGOS En la siguiente tabla se muestra un análisis de riesgo en cada proceso de elaboración de la PTARI, así mismo se presenta una medida de seguridad donde se especifica una solución a cada riesgo: Nombre proceso Sistema bombeo del Riesgo Medida de solución. de Saturación de Evitar que entre al proceso de solidos mayores tratamiento de sólidos visibles con a 1 mm en el ayuda de un desarenado. equipo. Tanque (reactor) Mal manejo de de tratamiento dosificación de químico desde la neutralización coagulación y floculación. Realizar pruebas de jarras para determinar correctamente la dosis adecuada y tener mejores resultados Sistema eléctrico Fallas por mala Realizar pruebas de enrgia con alimentación de ayuda de un multímetro y conectar energía eléctrica adecuadamente los equipos a utilizar Filtrado final Saturacion en Con ayuda de programación del los filtros de filtro se deberá realizar retro arena y carbón lavados cada 10 días. activado Sistema de cloro Dosificación de Realizar pruebas de medición de cloro. cloro cada 4 días. Sistema de retiro Saturación de Reutilización de agua tratada para de aguas agua tratada en riego de jardinerías y campo de tratadas el tanque de futbol. agua tratada Sistema de filtro Saturación de Limpieza de placas con ayuda de prensa lodos. un carcher cada 20 días. 12 VII. FUNDAMENTACION TEORICA VI.1 SISTEMAS DE TRATAMIENTO DE AGUAS RESIDUALES. El tratamiento de aguas residuales consiste en una serie de procesos físicos, químicos y biológicos que tienen como fin eliminar los contaminantes físicos, químicos y biológicos presentes en el agua efluente del uso humano. El objetivo del tratamiento es producir agua limpia (o afluente tratado) o reutilizable en el ambiente y un residuo sólido o fango (también llamado biosólido o lodo) convenientes para su disposición o reúso. Es muy común llamarlo depuración de aguas residuales para distinguirlo del tratamiento de aguas potables. Las aguas residuales son generadas por residencias, instituciones y locales comerciales e industriales. Éstas pueden ser tratadas dentro del sitio en el cual son generadas (por ejemplo: tanques sépticos u otros medios de depuración) o bien pueden ser recogidas y llevadas mediante una red de tuberías - y eventualmente bombas - a una planta de tratamiento municipal. Los esfuerzos para recolectar y tratar las aguas residuales domésticas de la descarga están típicamente sujetos a regulaciones y estándares locales, estatales y federales (regulaciones y controles). A menudo ciertos contaminantes de origen industrial presentes en las aguas residuales requieren procesos de tratamiento especializado. (Jordao & Pessoa, 2005) Típicamente, el tratamiento de aguas residuales comienza por la separación física inicial de sólidos grandes (basura) de la corriente de aguas domésticas o industriales empleando un sistema de rejillas (mallas), aunque también pueden ser 13 triturados esos materiales por equipo especial; posteriormente se aplica un desarenado (separación de sólidos pequeños muy densos como la arena) seguido de una sedimentación primaria (o tratamiento similar) que separe los sólidos suspendidos existentes en el agua residual. Para eliminar metales disueltos se utilizan reacciones de precipitación, eliminando plomo y fósforo principalmente. A continuación sigue la conversión progresiva de la materia biológica disuelta en una masa biológica sólida usando bacterias adecuadas, generalmente presentes en estas aguas. Una vez que la masa biológica es separada o removida (proceso llamado sedimentación secundaria), el agua tratada puede experimentar procesos adicionales (tratamiento terciario) como desinfección, filtración, etc. El efluente final puede ser descargado o reintroducido de vuelta a un cuerpo de agua natural (corriente, río o bahía) u otro ambiente (terreno superficial, subsuelo, etc). Los sólidos biológicos segregados experimentan un tratamiento y neutralización adicional antes de la descarga o reutilización apropiada. (Jordao & Pessoa, 2005) Estos procesos de tratamiento son típicamente referidos a un: Tratamiento primario. Tratamiento secundario. Tratamiento terciario. 14 VI.2 TRATAMIENTO PRIMARIO El tratamiento primario es para reducir aceites, grasas, arenas y sólidos gruesos. Este paso está enteramente hecho con maquinaria, de ahí conocido también como tratamiento mecánico. Remoción de sólidos En el tratamiento mecánico, el afluente es filtrado en cámaras de rejas para eliminar todos los objetos grandes que son depositados en el sistema de alcantarillado, tales como trapos, barras, compresas, tampones, latas, frutas, papel higiénico, etc. Éste es el usado más comúnmente mediante una pantalla rastrillada automatizada mecánicamente. Este tipo de basura se elimina porque esto puede dañar equipos sensibles en la planta de tratamiento de aguas residuales, además los tratamientos biológicos no están diseñados para tratar sólidos. Remoción de arena Esta etapa (también conocida como escaneo o maceración) típicamente incluye un canal de arena donde la velocidad de las aguas residuales debe ser lenta y cuidadosamente controlada para permitir que la arena y las piedras de ésta tomen partículas, pero todavía se mantiene la mayoría del material orgánico con el flujo. Este equipo es llamado colector de arena. La arena y las piedras necesitan ser retiradas a tiempo en el proceso para prevenir daño en las bombas y otros equipos en las etapas restantes del tratamiento. Algunas veces hay baños de arena 15 (clasificador de la arena) seguido por un transportador que la lleva a un contenedor para su disposición. El contenido del colector de arena podría ser alimentado al incinerador en un proceso de tratamiento de fangos, pero en muchos casos la arena es enviada a un terraplén. Investigación y maceración El líquido libre de abrasivos es pasado a través de pantallas arregladas o rotatorias para remover material flotante y materia grande como trapos; y partículas pequeñas como chícharos y maíz. Los escaneos son recolectados y podrán ser regresados a la planta de tratamiento de fangos o podrán ser dispuestos al exterior hacia campos o incineración. En la maceración, los sólidos son cortados en partículas pequeñas a través del uso de cuchillos o navajas montadas en un cilindro rotatorio, el producto de esta operación es utilizado en plantas que pueden procesar esta basura. Los maceradores son, sin embargo, más caros de mantener y menos confiables que las pantallas físicas. Sedimentación Muchas plantas tienen una etapa de sedimentación donde el agua residual se pasa a través de grandes tanques circulares o rectangulares. Estos tanques son comúnmente llamados clarificadores primarios o tanques de sedimentación primarios. Los tanques son lo suficientemente grandes, tal que los sólidos fecales pueden situarse y el material flotante como la grasa y plásticos pueden levantarse hacia la superficie y desnatarse. El propósito principal de la etapa primaria es 16 producir generalmente un líquido homogéneo capaz de ser tratado biológicamente y unos fangos o lodos que puede ser tratado separadamente. Los tanques primarios de establecimiento se equipan con raspadores conducidos mecánicamente que llevan a los fangos recogidos hacia una tolva en la base del tanque donde mediante una bomba puede llevar a éstos hacia otras etapas del tratamiento. (Jordao & Pessoa, 2005) V.3 TRATAMIENTO SECUNDARIO El tratamiento secundario está diseñado para degradar sustancialmente el contenido biológico del agua residual, el cual deriva de residuos humanos, residuos de alimentos, jabones y detergentes. La mayoría de las plantas municipales utilizan procesos biológicos aeróbicos para este fin. Físico químico Remoción de gas. Remoción de arena. Precipitación con o sin ayuda de coagulantes o floculantes. Separación y filtración de sólidos. El agregado de cloruro férrico ayuda a precipitar en gran parte a la remoción de fósforo y ayuda a precipitar biosólidos. Desbaste Consiste habitualmente en la retención de los sólidos gruesos del agua residual mediante una reja, manual o autolimpiante, o un tamiz, habitualmente de menor 17 paso o luz de malla. Esta operación no sólo reduce la carga contaminante del agua a la entrada, sino que permite preservar los equipos como conducciones, bombas y válvulas, frente a los depósitos y obstrucciones provocados por los sólidos, que habitualmente pueden ser muy fibrosos: tejidos, papeles, etc. Los filtros de desbaste son utilizados para tratar particularmente cargas orgánicas fuertes o variables, típicamente industriales, para permitirles ser tratados por procesos de tratamiento secundario. Son filtros típicamente altos, filtros circulares llenados con un filtro abierto sintético en el cual las aguas residuales son aplicadas en una cantidad relativamente alta. El diseño de los filtros permite una alta descarga hidráulica y un alto flujo de aire. En instalaciones más grandes, el aire es forzado a través del medio usando sopladores. El líquido resultante está usualmente con el rango normal para los procesos convencionales de tratamiento. Fangos activos Las plantas de fangos activos usan una variedad de mecanismos y procesos para usar oxígeno disuelto y promover el crecimiento de organismos biológicos que remueven substancialmente materia orgánica. También puede atrapar partículas de material y puede, bajo condiciones ideales, convertir amoniaco en nitrito y nitrato, y en última instancia a gas nitrógeno. Placas rotativas y espirales 18 En algunas plantas pequeñas son usadas placas o espirales de revolvimiento lento que son parcialmente sumergidas en un licor. Se crea un flóculo biótico que proporciona el substrato requerido. Reactor biológico de cama móvil El reactor biológico de cama móvil (MBBR, por sus siglas en inglés) asume la adición de medios inertes en vasijas de fangos activos existentes para proveer sitios activos para que se adjunte la biomasa. Esta conversión hace como resultante un sistema de crecimiento. Las ventajas de los sistemas de crecimiento adjunto son: Mantener una alta densidad de población de biomasa Incrementar la eficiencia del sistema sin la necesidad de incrementar la concentración del licor mezclado de sólidos (MLSS) Eliminar el costo de operación de la línea de retorno de fangos activos (RAS). Filtros aireados biológicos Filtros aireados (o anóxicos) biológicos (BAF) combinan la filtración con reducción biológica de carbono, nitrificación o desnitrificación. BAF incluye usualmente un reactor lleno de medios de un filtro. Los medios están en la suspensión o 19 apoyados por una capa en el pie del filtro. El propósito doble de este medio es soportar altamente la biomasa activa que se une a él y a los sólidos suspendidos del filtro. La reducción del carbón y la conversión del amoniaco ocurre en medio aerobio y alguna vez alcanzado en un sólo reactor mientras la conversión del nitrato ocurre en una manera anóxica. BAF es también operado en flujo alto o flujo bajo dependiendo del diseño especificado por el fabricante. Reactores biológicos de membrana MBR es un sistema con una barrera de membrana semipermeable o en conjunto con un proceso de fangos. Esta tecnología garantiza la remoción de todos los contaminantes suspendidos y algunos disueltos. La limitación de los sistemas MBR es directamente proporcional a la eficaz reducción de nutrientes del proceso de fangos activos. El coste de construcción y operación de MBR es usualmente más alto que el de un tratamiento de aguas residuales convencional de esta clase de filtros. Sedimentación secundaria El paso final de la etapa secundaria del tratamiento es retirar los flóculos biológicos del material de filtro, y producir agua tratada con bajos niveles de materia orgánica y materia suspendida. En una planta de tratamiento rural, se realiza en el tanque de sedimentación secundaria. (Jordao & Pessoa, 2005) 20 V.4 TRATAMIENTO TERCIARIO El tratamiento terciario forma parte del proceso de depuración de una EDAR (estación de depuración de aguas residuales). El papel de este tratamiento en todo el proceso de depuración es el de higienizar y adecuar el agua para el consumo urbano y aplicaciones industriales que requieran la máxima pureza del agua. Desinfección El propósito de la desinfección en el tratamiento de las aguas residuales es reducir substancialmente el número de organismos vivos en el agua que se descargará nuevamente dentro del ambiente. La efectividad de la desinfección depende de la calidad del agua que es tratada (por ejemplo: turbiedad, pH, etc.), del tipo de desinfección que es utilizada, de la dosis de desinfectante (concentración y tiempo), y de otras variables ambientales. El agua turbia será tratada con menor éxito puesto que la materia sólida puede blindar organismos, especialmente de la luz ultravioleta o si los tiempos del contacto son bajos. Generalmente, tiempos de contacto cortos, dosis bajas y altos flujos influyen en contra de una desinfección eficaz. Los métodos comunes de desinfección incluyen el ozono, la cloramina (hipoclorito de sodio) o la luz UV. La cloramina, que se utiliza para el agua potable, no se utiliza en el tratamiento de aguas residuales debido a su persistencia. La desinfección con cloro sigue siendo la forma más común de desinfección de las aguas residuales debido a su bajo historial de costo y del largo plazo de la eficacia. Una desventaja es que la desinfección con cloro del material orgánico 21 residual puede generar compuestos orgánicamente clorados que pueden ser carcinógenos o dañinos al ambiente. La clorina o las "cloraminas" residuales puede también ser capaces de tratar el material con cloro orgánico en el ambiente acuático natural. Además, porque la clorina residual es tóxica para especies acuáticas, el efluente tratado debe ser químicamente desclorinado, agregándose complejidad y costo del tratamiento. La luz ultravioleta (UV) se está convirtiendo en un competidor para ser el medio más común de la desinfección debido a las preocupaciones por los impactos de la clorina en el tratamiento de aguas residuales y en la clorinación orgánica en aguas receptoras. La radiación UV se utiliza para dañar la estructura genética de las bacterias, virus, y otros patógenos, haciéndolos incapaces de la reproducción. Las desventajas dominantes de la desinfección UV son la necesidad del mantenimiento y del remplazo frecuentes de la lámpara y la necesidad de un efluente altamente tratado para asegurarse de que los microorganismos objetivo no están blindados de la radiación UV (es decir, cualquier sólido presente en el efluente tratado puede proteger microorganismos contra la luz UV). El ozono (O3) es generado pasando el oxígeno (O 2) a través de un potencial de alto voltaje resultando un tercer átomo de oxígeno que forma O 3. El ozono es muy inestable y reactivo y oxida la mayoría del material orgánico con que entra en contacto, de tal manera que destruye muchos microorganismos causantes de enfermedades. El ozono se considera ser más seguro que la clorina porque, mientras que la clorina que tiene que ser almacenada en el sitio (altamente venenoso en caso de un lanzamiento accidental), el ozono es colocado según lo 22 necesitado. La ozonización también produce pocos subproductos de la desinfección que la desinfección con cloro. Una desventaja de la desinfección del ozono es el alto costo del equipo de la generación del ozono, y que la cualificación de los operadores deben ser elevada y costosa. Desmineralización Existen varios tipos, todos ellos con el mismo fin, desmineralizar el agua reduciendo su ionización: Adsorción : Basados en la adición activo, gel de sílice o alúmina. Sirven en la muestra de carbón principalmente para eliminar detergentes, colorantes, disolventes clorados, olores y sabores. Intercambio iónico : Se intercambian aniones y cationes por otros respectivos orgánicos para conseguir mayor pureza en la muestra. Por membranas : Se hace pasar un flujo de agua por una membrana que separa los sólidos en suspensión (SS) disueltos. Cada tipo de membrana trabaja a una presión específica en función del nivel de filtración que se desea. Tipos de membranas: Ultrafiltración y micro filtración: Distinguimos membranas del tipo MF (micro filtración) a una presión menor de 2 bares) y membranas del tipo UF (ultrafiltración) de 1 a 5 bares. 23 Nano filtración y ósmosis inversa: Distinguimos membranas del tipo NF (Nano filtración) a una presión entre 5 a 15 bares y membranas del tipo OI (ósmosis inversa) de 15 a 70 bares. Electrodiálisis: Deja el agua totalmente pura sin ningún tipo de anión o catión. (Crites & Tchobanoglous, 2000) 24 VIII. PLAN DE ACTIVIDADES 25 IX. RECURSOS MATERIALES Y HUMANOS Para la realización del proyecto se requieren los recursos siguientes: HUMANOS ING. AMBIENTAL (ING. JUAN OLVERA HERNADEZ) SOLDADORES PAILEROS CON EXPERIENCIA EN INSTALACION DE TUBERIA Y PINTURA EN GENERAL. TSU EN TECNOLOGIA AMBIENTAL ADMINISTRADOR MATERIALES Componentes químicos por parte de TQA (coagulantes y floculantes). Placa acero de ¼” PTR DE 2” x 2” acero. Tubería de pvc de 2” cedula 80. Tubería de acero al carbón de 4” Equipos de bombeo. Equipos de agitación. Kit de caja de herramienta. Pintura epoxica Alquitrán de hulla Soldadura 7018 de 1/8 Soldadura 6013 de 1/8 Discos de corte de 9” Discos de desbaste de 9” Maquina de soldar trifásica (110- 220- 440) 2 Tanques de 4000 Lts. 26 X. DESARROLLO DEL PROYECTO LEVANTAMIENTO DE CAMPO El levantamiento de campo se basa en conocer de forma general el proceso, tratamiento y toda aquella información que sea relevante durante la generación de aguas residuales que nos permitan determinar las mejoras necesarias para dar el tratamiento óptimo a las mismas. Figura 1 PTARI Provisional de SAFRAN SNECMA AMERICA. Figura 1 PTARI Provisional de SAFRAN SNECMA AMERICA. De acuerdo al requerimiento, le presentamos una descripción del proceso de tratamiento de aguas residuales industriales en la (PTARI) de SAFRAN SNECMA AMERICA, en donde a continuación se describe su proceso: 27 1.- SNECMA cuenta con dos cárcamos de almacenamiento de agua residual industrial, en donde se almacenan dos tipo de aguas 2.- La planta instalada cuenta con una bomba neumática de 2” que succiona agua residual que es enviada a un reactor físico- químico, en donde ahí se agregan químicos para su posterior tratamiento. 3.- En el reactor físico- químico, se toman tres muestras de un litro para la realización de prueba de jarras para calcular y conocer el gasto de productos químicos por cada lote de 4000 litros. 3.- Una vez determinado el gasto, se agregan los químicos a utilizar en donde la dosificación se realiza con una bomba neumática de ¾”. Después de la dosificación de químicos, se tiene que agitar para realizar y tener la reacción adecuada en el lote de agua residual para el rompimiento y separación de coloides. En donde el reactor físico- químico, cuenta con un difusor de aire comprimido para la agitación posterior. 4.- Después del tratamiento, se realiza la decantación que es en donde se separa agua clarificada y residuo (lodo). 5.- Una vez realizada la decantación, se manda al filtro prensa para su deshidratación, en donde es su tratamiento final y disposición final de residuos (lodos). 6.- El agua tratada es depositada en un tanque de almacenamiento, en donde se le dosifica hipoclorito de sodio (NaCl) para su disposición final. 28 COLECTOR DE AGUA DE PROCESO En la figura 2, colector de agua de la PTARI de Safran Snecma América Se muestra el lugar donde se colecta el agua residual proveniente del proceso de limpiado. Figura 2, colector de agua de la PTARI de SAFRAN SNECMA AMERICA 29 FOSA DE CAPTACIÓN En la figura 3, está la fosa donde se almacena el agua de proceso que es arrojada a través del vertedero, la cual es aireada, a consideración del operador, durante la jornada laboral. Figura 3 Interior de la fosa de captación Figura 4. Bomba de la fosa de captación 30 TANQUE. Figura 5, está el tanque que tiene una capacidad de 4000L, en él se llevan a cabo las reacciones de coagulación y floculación, una vez que estas han ocurrido, se deja sedimentar los lodos para después retirarlos por la parte inferior del tanque como se muestra en la figura 6, y estos son enviados a confinamiento, mientras que el agua clarificada es enviada a la fosa de almacenamiento. Figura 5. Tanque Figura 6. Parte inferior del tanque 31 FOSA DE ALMACENAMIENTO A esta fosa figura 7 llega por acción de la gravedad el clarificado obtenido del tratamiento Fisicoquímico y el efluente proveniente de las aguas sanitarias, generadas por esta planta. Figura 7. Fosa de almacenamiento. Una vez que se ha almacenado el suficiente volumen, el agua es enviada con ayuda de una bomba a la planta de SAFRAN SNECMA AMERICA, para continuar con su tratamiento. 32 PRUEBAS DE JARRAS Una vez realizado el levantamiento de campo, se detectaron dos áreas de importancia dentro de la generación de aguas residuales en SAFRAN SNECMA AMERICA, la primera localizada en la fosa de captación y la segunda en la fosa de almacenamiento, en la primera se encuentra el agua de proceso y en la segunda se encuentra el efluente del tratamiento fisicoquímico y del agua sanitaria. Se tomaron muestras de ambos puntos (figura 9) y a estas se le realizaron pruebas de jarras para determinar el o los agentes químicos TQA a utilizar para obtener una remoción adecuada de sólidos y cuyos resultados se encuentran en las tablas contenidas del Anexo A. Tabla 1. Puntos de muestreo agua de SAFRAN SNECMA AMERICA. PUNTO DE MUESTREO TIPO DE LODO Fosa de almacenamiento 1 Efluente de agua de proceso de limpieza SAFRAN SNECMA AMERICA. Fosa de almacenamiento 2 Efluentes con tinta. 33 DETERMINACIÓN DE AGENTE QUÍMICO TQA Para determinar el agente químico a utilizar se realizaron pruebas de jarras en el agua muestreada de la fosa de captación y en la fosa de almacenamiento, utilizando los coagulantes y floculantes adecuados para la remoción de contaminantes de la Industria metal mecánica, los cuales se presentan en la tabla 2 (coagulantes) y tabla 3 (floculante). Tabla 2. Coagulantes TQA COAGULANTE MC 2415 MC 518 MC2416PVO Tabla 3. Floculante TQA FLOCULANTE AP 22 34 Dichas pruebas nos permitirán observar las variaciones en el comportamiento y remoción de contaminantes del agua al adicionarlos, utilizando los tres coagulantes en una jarra individual y adicionando a cada jarra el floculante AP 22. PRUEBAS DE JARRAS (FOSA DE ALMACENAMIENTO 1) Adición de coagulantes en conjunto con floculante APP 22 Se realizaron pruebas de jarras utilizando diferentes relaciones de Coagulante-Floculante con la finalidad de determinar los agentes químicos TQA y la dosificación que presente una mejor eficiencia en la remoción de contaminantes presentes en el agua proveniente de la Fosa de almacenamiento 1. EL agua figura 7 utilizada fue muestreada de la Fosa de almacenamiento 1, ésta presentó una coloración café grisácea, con olor metálico, alta turbidez y un PH 12. Figura 8. Agua cruda de la fosa de captación. 35 Se realizaron 56 pruebas con el objetivo de determinar el comportamiento a la adición de diversas concentraciones de floculante y coagulante, cuyos resultados se resumen en un gráfico. 36 Figura 9, Gráfico de prueba de jarras utilizando el floculante AP 22 y coagulantes. . 37 Las pruebas se realizaron variando la concentración de coagulante-floculante de 67.5 ppm-0.5 ppm, respectivamente, hasta 3780 ppm-23 ppm, utilizando diversas relaciones hasta alcanzar la clarificación optima de la muestra. El rango de dosificación óptima para los tres coagulantes fue de 3105 ppm-21 ppm, coagulante-floculante respectivamente, hasta 3780 ppm con 23 ppm. El coagulante con mayor eficiencia fue el coagulante MC518, presentando una clarificación adecuada desde una dosificación de 1080 ppm-10 ppm, coagulantefloculante, resultado que fue reproducido por los coagulante MC 2415 y MC2416PVO a la dosificación de 3105 ppm- 21 ppm coagulante-floculante. En la siguiente figura se muestra las diferencias del clarificado a la misma concentración de los tres coagulantes y floculante (figura 10). MC518:AP22 MC2416PVO: AP22 MC2415:AP22 Figura 10. Diferencias de clarificado a la misma concentración de agentes químicos TQA. 38 La aglomeración de partículas coloidales permanece estable durante un rango mas amplio de concentración para el coagulante MC 518, posteriormente para el coagulante MC 2415 y por ultimo para el MC2416PVO, la velocidad de sedimentación aumenta utilizando la combinación de ambos productos (coagulante-floculante) y la consistencia, tamaño de las aglomeraciones y clarificado es mejor que utilizando únicamente alguno de los dos. La obtención de un alto clarificado acompañado de la casi desaparición de color y turbidez se alcanzó a las 3240 ppm-21 ppm de coagulante MC 518 con floculante AP22 respectivamente (figura 8), pero tanto el coagulante MC2416PVO como el MC2415 no alcanzan la excelente clarificación que produce el MC518-AP22. MC518:AP22 Figura 11. Máximo clarificado producido por la adición de coagulante MC518 con floculante AP22. El actual tratamiento físico químico que se le brinda a las aguas de la fosa de captación, se realiza adicionando el coagulante ISC2503 (l) y el floculante ISC300 (pvo), los cuales se muestran en la figura 12. 39 Figura 12. Productos químicos utilizados en la actualidad para tratamiento físico químico de las aguas de la fosa de captación de SAFRAN SNECMA AMERICA. Dichos productos son adicionados en concentraciones de 17995.5 ppm (considerando una densidad de 1.35 g/mL) y de 16.6 ppm de coagulante y floculante, respectivamente, obteniendo la calidad de agua que se muestra en la figura 13. Figura 13. Agua obtenida después del tratamiento físico químico de las aguas de la fosa de captación de SAFRAN SNECMA AMERICA. 40 Mientras que las pruebas de jarras realizadas con los agentes químicos TQA MC518 y AP 22 muestran la misma clarificación a una concentración de 1080 ppm de coagulante con 10 ppm de floculante y una excelente clarificación a una concentración de 3240 ppm con 21 ppm de floculante. PRUEBAS DE JARRAS (FOSA DE ALMACENAMIENTO 2) Adición de coagulantes en conjunto con floculante APP 22 El agua utilizada para esta prueba fue muestreada de la Fosa de almacenamiento, la cual presentó una coloración Café obscuro, con olor a aguas sanitarias, alta turbidez y un PH de 8. Se realizaron 45 pruebas Figura 14, con el objetivo de determinar la dosificación óptima de los coagulantes en conjunto con el floculante AP22 41 Figura 14. Grafica de prueba de jarras utilizada en la fosa de almacenamiento 2. Figura 19. Grafico de prueba de jarras realizas al agua de La Fosa de almacenamiento 2, Las pruebas se realizaron variando la concentración de coagulante-floculante de 67.5 ppm-0.5 ppm, respectivamente, hasta 1350 ppm-10 ppm, utilizando diversas relaciones hasta alcanzar la clarificación optima de la muestra. 42 El coagulante con mayor eficiencia fue el coagulante MC518, presentando una clarificación adecuada desde una dosificación de 405 ppm-7 ppm, coagulantefloculante, resultado que fue reproducido por el coagulante MC 2415 a la dosificación de 540 ppm- 8 ppm coagulante-floculante y de 1350 ppm -10 ppm para el coagulante MC2416PVO. En la siguiente figura 15, se muestra las diferencias del clarificado a la misma concentración de los tres coagulantes y floculante. MC518:AP22 MC2416PVO: AP22 MC2415:AP22 Figura 15. Diferencias de clarificado a la misma concentración de agentes químicos TQA. La aglomeración de partículas coloidales permanece estable durante un rango mas amplio de concentración para el coagulante MC 518, posteriormente para el coagulante MC 2415 y por ultimo para el coagulante MC2416PVO, la velocidad de sedimentación aumenta utilizando la 43 combinación de ambos productos (coagulante-floculante) y la consistencia, tamaño de las aglomeraciones y clarificado es mejor que utilizando únicamente alguno de los dos. La obtención de un alto clarificado acompañado de la casi desaparición de color y turbidez se alcanzó a los 675 ppm- 9 ppm de coagulante MC 518 con floculante AP22 respectivamente, pero tanto el coagulante MC2416PVO como el MC2415 no alcanzan la excelente clarificación que produce el MC518-AP22, lo cual se muestra en la figura 16. MC518:AP22 MC2416PVO:AP22 MC2415:AP22 Figura 16. Máximo clarificado producido por la adición de coagulantes con floculante AP22. 44 Una vez terminadas las pruebas de jarras, se realizó la siguiente tabla de contenido tabla 4, en donde se muestran las concentraciones de los agentes químicos TQA que produjeron un óptimo y excelente clarificado de las muestras. CLARIFICACION OPTIMA MUESTRA Fosa de almacenami ento 1 Fosa de almacenami ento 2 PRODUCTO COAGULA NTE : AP 22 COAGULA NTE : AP 22 PH inicial PH final COAGULA NTE (ppm) FLOCULA NTE (ppm) MC 518 154 21 12 8 MC2415 176 36 12 8 MC2416P 164 VO 21 12 8 MC 518 305 72 8 8 MC2415 540 108 8 8 80 8 8 MC2416P 350 VO Tabla 4. Concentrado de resultados obtenidos en pruebas de jarras. De todas las anteriores, las pruebas realizadas utilizando coagulante MC518 en conjunto con el floculante AP22, mostraron los mejores resultados ya que para la obtención de clarificados óptimos requirió adiciones menores de concentración de producto, además de que estos resultados son reproducibles para un rango mas amplio de concentración de producto, en comparación a la adición del floculante en conjunto con el coagulante MC2415 y MC2416PVO. 45 Tabla 5 de parámetros presentes en nuestro efluente, a eliminar en el proceso de tratamiento. CARACTERIZACION DE AGUA RESIDUAL INDUSTRIAL ANTES DE TRATAMIENTO (PTARI) EFLUENTE Parámetro Maximo permisible NOM-001 TOTAL pH CE COLOR TURBIDEZ Coliformes fecales Huevos de helminto 5 a 10 <280 - >860 N/E N/E 2000 1 12 2600(µS/cm) 149 (Pt - Co) 1500 NTU <3 Ausente Sólidos suspendidos totales 200 2300 PPM Grasas y aceites 25 55 PPM DQO N.E. 2765 PPM Sólidos sedimentables 2 2.5 ml/L DBO 200 549 PPM Nitrogeno total 60 70 Fosforo total 30 35 Arsenico* 0.4 0.034 Cadmio* 0.4 <0.52 Cianuro* 3 <0.01 Cobre* 6 <0.13 Cromo* 1.5 <0.080 Mercurio* 0.02 <0.006 Niquel* 4 0.063 Plomo* 1 <0.320 Zinc* 20 0.074 Material flotante N.E. Presente CPD: Condiciones particulares de descarga No reportado LFD: Ley Federal de Derechos No Especificado 46 PROPUESTA TECNICA Y DESCRIPCION DE PROCESO De acuerdo con el plan de actividades, visita y estudios de aguas, identificamos las características y métodos de tratamiento, así como mecanismos ideales, de igual manera hicimos un levantamiento y un lay out del funcionamiento. La planta actualmente no está operando, ya que solo cuentan con filtros donde sale muy costoso el mantenimiento de la planta de tratamiento, los lodos saturan los filtros debido a que no cuentan con un pretratamiento y mandan directamente el efluente a los filtros, pero sin duda estos es un método o mecanismo muy eficaz ya que la calidad del agua es buena pero una de sus contrasque se eleva a un alto costo el tratamiento de aguas. La proyecto esta basada en la instalación de un sistema semi automático, con tratamiento en línea continuo, utilizando un sistema de flotación y desnatado automático de las natas generadas de un proceso físico químico de coagulación y floculación, con mecanismos de dosificación Química de acuerdo al contaminante entrante. Este sistema cuenta con un sistema PLC (Allan Bradley) que comanda las funciones básicas del proceso y permite el arranque y paro del sistema, además de los tiempos y carrera de los equipos. En el sistema tren de tratamiento incluyen recamaras con mezcladores de velocidad variable que permiten un completo homogenizado de líquido/sólido y con esto una separación coloidal del contaminante en alta remoción. 47 Una vez clarificada el agua pasa a un sistema de filtrado fino, con columnas de arenas y carbón activado, para un pulido y al mismo tiempo desinfección por medio de un sistema automático de dosificación de cloro. Las natas generadas son enviadas a un tanque acondicionador para posteriormente confinarlos y enviarlos a área de residuos especiales estos ya concentrados y desaguados. 48 TABLA 6. LISTADOS DE COMPONENTES INVOLUCRADOS FISICO QUIMICA CANTIDAD UNIDAD EQUIPO LUGAR INSTALACION 1 Pza. Bomba centrifuga Filtro WEG-Evans 10083443 Totalmente cerrada, Serie 120LPM, 1HP, succión 1 ventilación exterior, 4401/4" y descarga de 1", 3F 220v 30mts CDT, 4000L 1 Pza. Bomba centrifuga DAF WEG-Evans 1083443 Totalmente cerrada, Serie 120LPM, 1HP, succión 1 ventilación exterior, 4401/4" y descarga de 1", 3F 220v 30mts CDT, 4000L 1 Pza. Motor eléctrico agitación para Neutralización Motor: Horizontal 3F, Marca WEG, Serie 1750rpm, 230/460V, 1/2HP, Z000189315, Variador Variador: 2 a 4HP para cerrado Powerflex 440V 1 Pza. Motor eléctrico agitación para Coagulación Motor: Horizontal 3F, Marca WEG, Serie 1750rpm, 230/460V, 1/2HP, Z000189453, Variador Variador: 2 a 4HP para cerrado Powerflex 440V 1 Pza. Moto reductor Rastra del DAF 1 Pza. Moto reductor Agitación del Floculante 1 Pza. Filtro multicapa PTAR 3 Pzas. Dosificadoras, acido y sosa 1 Pza. 1 coagulante, DE MARCA CAPACIDAD Mca WEG Nema Premium Serie Z000189388 Mca WEG Nema Premium Serie Z000189409 Lecho profundo con valvulaautomaticaFleck 5600 ESPECIFICACIONES Totalmente Totalmente 3F, 1/2 HP 1750rpm Relación 60:1 3F, 1/2 HP 1750rpm Relación 10:1 Tanque de fibra de vidrio Dimenciones 9 x 48", con 1Ft3 de material Entrada y salida de 3/4 filtrante Tren de tratamiento LMI ModeloP121-358TI 0.21GPH 110V Oilskimmer TBD Oilskimmer TOTE-IT 4 120V, 1F Capacidad de recuperación de 12GPH de aceite Pza. Sumergible TBD DRAINEX ASPRSP5 1 Pza. Bomba de diafragmas TBD 1 Pza. Filtro de cartucho remoción de caite para Modelo 100M 1HP, 1F, 115V, 225LPM, descarga 1.25" 40Paso libre de materias en de suspensión de 32mm ARO Modelo PD10AEntrada y Salida de 1" Aluminio con santopreno ACP-AAA Pentek Absorción de Porta Cartucho Azul 20", caite 20" BB entrada de 1.5" TBD 49 SISTEMAS DE BOMBEO TANQUE (REACTOR) Es cuando el agua entra al tanque el cual esta provisto de un sistema automatizado donde se le añade el coagulante y el floculante de acuerdo a la previa caracterización del efluente en una prueba de jarras. El resultado que nos da como tal el trabajo químico y físico realizado, con esto, la unidad produce un agua clarificada y nata de lodos que son enviados a un tanque para un desaguado final y preparados para su disposición final Figura 17. Figura 17. Tanque (reactor). 50 SISTEMAS DE DOSIFICACION QUIMICA La estación de dosificación Química que incluye: Figura 18. Plataforma de tarimas anti derrame Base porta bombas, Tanque para químicos (3) Sistema de mezclado para el polímero, Tres bombas dosificadoras con capacidad diseñada para su tratamiento del día. Figura 18. Sistema de dosificación química. SISTEMA ELECTRICO La planta estará provista de un tablero eléctrico para arranque y paro de equipos en voltajes de 220/440 o según requiera, a su vez controlados por un sistema de control inteligente PLC para coordinar la Operación de una forma automática, toda nuestra instalación cumple las normas NEMA, las que su empresa imponga y los componentes principales serán allen Bradley. Figura 19. 51 Figura 19. Tablero de control. Instalación eléctrica según requiera considerando línea condulet pared gruesa, glándulas y sellos contra humedad. Instalación hidráulica toda la alimentación, conducción y descarga será con PVC cédula 80 tubos y conexiones además de ser soportados completamente con abrazaderas y unicanal. Figura 20. Figura 20. Instalación de tubería y e instalación hidráulica. 52 PINTURA Y RECUBRIMIENTO Todas las partes metálicas serán limpiadas con chorro de arena a metal blanco y cubiertos en interior por un alquitrán de Ulla, especial para proteger y dar larga vida a los componentes expuesto permanentemente a corrosión o ataque químico En el exterior será utilizado un recubrimiento epóxido a base de zinc de alta resistencia. Figura 21. Figura 21. Pintura y recubrimiento FILTRADO FINAL Se incluye en la propuesta un sistema de pulido final considerando un kit de cartucho finos especial mente diseñados para retener partículas de aceite semi soluble, unidades intercambiables con ciclo de vida largo y alta eficiencia en la reducción de DQO, aquí el agua pasa a un sistema de Filtros de arena y carbón activado con válvula tipo fleck automática que se encarga de pulir el clarificado producto tanque (reactor) removiendo excedentes de coloides además de color y olor presentes en el agua. Figura 22. 53 Figura 22. Filtros de arena y carbón activado. SISTEMA DE CLORO Al agua en este punto, se agrega una porción de cloro por medio de una bomba automática que esta incluida, así como un tanque de contacto de por lo menos tres horas tiempo retención del total del flujo del día. Figura 23. Figura 23. Sistema de cloración. 54 SISTEMA DE RETIRO DE AGUAS TRATADAS La propuesta incluye un sistema de bombeo y red hacia el tanque de acopio siendo 185 mts de la planta de tratamiento será instalada las líneas de tubos de galvanizado de 1” semienterrada y recubierta para proteger e la corrosión. Este Incluye bomba electro niveles, tanque de proceso y control eléctrico. Figuras 24 y 25. Figuras 24 y 25. Sistema de retiro de agua tratada. SISTEMA FILTRO PRENSA El sistema filtro prensa cuenta con una bomba de diafragma, placas resistentes ala presión. Este sistema ayuda a deshidratar acondicionados para así mismo darle su tratamiento a estos. Figura 26. Figura 26. Filtro prensa. 55 y lonas los lodos FIGURA 27. PLANO ARQUITECTONICO EN AUTOCAD DE UBICACIÓN DE EQUIPOS DE PTARI. Figura 27. Plano arquitectónico de planta de tratamiento de SAFRAN SNECMA AMERICA. 56 PROPUESTA ECONOMICA La propuesta técnica y Económica incluye: Un paquete de ingeniería conceptual y de detalle, planos en auto cad, manuales de Operación y mantenimiento, así como entrenamiento a su operador. Una planta de tratamiento tipo paquete modalidad llave en mano, fabricada en nuestras instalaciones y adecuada al espacio de sus instalaciones, cumpliendo con todos los estándares de calidad y seguridad previamente revisados. Los componentes principales estarán fabricados en acero al carbón con placa de un 1/4" de espesor y aplica limpieza a chorro de arena con una calidad de metal blanco y un recubrimiento a base de alquitrán de hulla este el mas eficiente para prevenir corrosión. Todos los componentes estarán diseñados con una capacidad de tratamiento para un flujo de 4 hasta 20 m3 por día dependiendo de los turnos de Operación de su empresa y podrá operar de forma semi automática, solo con ajustes del operador al arranque para calibrar dosis de los ensayos día. Incluye instalación hidráulica, eléctrica, mecánica, pintura, señalamientos, guardas, andenes y pasamanos de seguridad. Planta paquete modalidad TURN KEY para capacidad de 4 hasta 20 m3/ día de Operación Automática y tratamiento en línea, diseñada a las condiciones especiales de su proceso, con una calidad de agua a la salida suficiente para 57 cumplir la norma NOM 001 impuesta por SEMARNAT y agua apta para re uso en riego de áreas verdes y otros usos industriales. CONDICIONES COMERCIALES Esta precio no incluye IVA Tiempo de entrega de 10 a 12 semanas LAB. Su planta 50% de anticipo con su orden de compra 30% a la entrega del equipo 20% al arranque y entrega de calidad Se requiera un área de 25 m2 Acometida eléctrica 220/ 440 y una linea 110 vlt. QUE NO INCLUYE NUESTRO PROYECTO Acometida eléctrica Acometida de agua para servicio Area destinada o plataforma en caso de seleccionar una diferente Cisterna de acopio ACOMETIDA ELÉCTRICA ACOMETIDA DE AIRE 58 XI. RESULTADOS OBTENIDOS Esta etapa del proyecto, de acuerdo con nuestro plan de trabajo, se presentara algunos avances de la fabricación de los equipos siguientes: Figura 28 y 29. Fabricación del Tanque (reactor). Figura 28. Fabricacion del Tanque. Figura 29. Terminacion de Tanque. Como se muestra en la imágenes se presenta un avance notable para su instalacion en la empresa de SAFRAN SNECMA AMERICA. Con la implementacion de la PTARI pudimos alcanzar estos niveles de tratamiento y eliminacion de contaminacion presentes en nuestra agua industrial. 59 Tabla 7. de resultados que fueron obtenidos en una PTARI tipo piloto propiedad de TQA que se encuentra en sus instalaciones. CARACTERIZACION DE AGUA RESIDUAL INDUSTRIAL DESPUES DE TRATAMIENTO (PTARI) efluente Parámetro Máximo permisible NOM-001 TOTAL pH 5 a 10 7.81 CE <280 - >860 889 (µS/cm) COLOR N/E 83.33(Pt - Co) TURBIDEZ N/E 120 NTU Coliformes fecales Sólidos suspendidos totales Grasas y aceites DQO Sólidos sedimentables DBO Nitrogeno total Fosforo total Arsenico* Cadmio* Cianuro* Cobre* Cromo* Mercurio* Niquel* Plomo* Zinc* 2000 <3 200 25 N.E. 41 3 90.6 2 200 60 30 0.4 0.4 3 6 1.5 0.02 4 1 20 <0.5 35.1 11.4 14.849 0.011 <0.40 <0.003 <0.100 <0.060 <0.002 0.045 <0.300 0.066 Material flotante N.E. Ausente CPD: Condiciones particulares de descarga LFD: Ley Federal de Derechos no especificado Se continua con el plan de trabajo y con el proyecto en marcha. 60 XII. CONCLUSIONES Los objetivos establecidos en el proyecto, se han llevado a detalle y se han puesto en marcha para su aprobación, sigue el plan de trabajo que se planteo, y se aprobó la disponibilidad económica para realizar el objetivo y las modificaciones necesarias para dicha PTAR (por parte de SAFRAN SNECMA AMERICA) esto nos llevo a la realización de reingeniería de la planta, y se llevó a cabo el levantamiento de campo, muestreo de agua y pruebas de jarras, que nos permitieron conocer el proceso actual y el comportamiento del agua con la adición de los agentes químicos desarrollados por TQA, para así mismo, dar una solución integral y aplicar los equipos y elementos para el tratamiento de aguas residuales. Esto nos llevo a cumplir el objetivo general de este proyecto, que se denomina al servicio integral y tratamiento de todas las aguas residuales generadas en planta de SAFRAN SNECMA AMERICA y será responsabilidad de TQ AMBIENTAL S.A DE C.V. dar a conocer el resultado y declaración ante los departamentos reguladores para cumplir con la norma ECOL 001 impuesta por SEMARNAT para dar excelentes resultados al proyecto que esta en ejecución. 61 XII. RECOMENDACIONES XII.1 PROCEDIMIENTO DE ARRANQUE DE SISTEMA El tanque (reactor), involucra la neutralización, coagulación y la floculación, así como una serie de válvulas y componentes que son importantes para su funcionamiento y debe de cuidarse al máximo su correcta operación ya que de ello deriva en gran parte el buen funcionamiento del sistema. ANTES DE ARRANCAR EL SISTEMA Y EQUIPO. Verificar que el tanque se encuentre lleno de agua, en caso contrario llene con el efluente a tratar el tanque y a la altura señalada por una marca. Verificar que la válvula de succión de aire se encuentre cerrada, esta válvula se encuentra en la tubería de succión de la bomba centrifuga de recirculación. Verificar que las tuberías de salida de la bomba centrifuga se encuentren cargadas, esto es que tengamos agua en el impulsor de la bomba para que no trabaje en vacío, en caso contrario llenar con agua estas tuberías. 62 ARRANQUE DEL SISTEMA. Una vez que nos aseguramos de que el sistema cumplió con los primeros requerimientos mencionados, entonces procedemos a arrancarlo de la siguiente manera. 1. En el tablero de control eléctrico accionar el botón selector para arrancar la bomba centrifuga instalada sobre la base del tren de tratamiento. 2. Una vez que la bomba centrifuga arranca verifique que empiece a salir agua por la cámara de salida de agua que se encuentra en la periferia del tanque interiormente junto al tanque (reactor) de tratamiento. 3. Gire el selector de arranque de la bomba sumergible para iniciar el paso del agua de la fosa al tanque (reactor) para su tratamiento e iniciar el tratamiento normalmente. 4. Inicie la apertura de la válvula de vacío de succión de aire a ¾ de su capacidad total de apertura de la válvula. 5. Una vez lleno el tanque (reactor) gire el selector de arranque de la dosificación química al valor que haya determinado de dosificación durante las pruebas de jarras. 6. De igual manera gire el selector de arranque de los agitadores 7. apague los agitadores después de haber vertido los químicos al efluente. 8. Posteriormente verifique que la superficie se empiece a aclarar y los flogs se empiecen a sedimentar. 9. Verifique que la fosa tenga nivel de agua. 63 10. Una vez que el sistema se encuentra trabajando deberá estar monitoreando el proceso de tratamiento contemplando lo siguiente: a) Que el depósito de floculante tenga el suficiente producto para tratar agua. b) Que el depósito del coagulante se encuentre en buen nivel de acuerdo al volumen de agua a tratar durante el día. c) Verificar que el pH del agua se mantenga en los valores de tratamiento de acuerdo a la recomendación hecha por el proveedor. d) Que la bomba centrifuga trabaje normalmente esto se verifica visualmente en la superficie del agua, que tenga suficiente micro burbuja para continuar flotando los sólidos floculados. e)Monitorear que la dosificación de los químicos sea estable y continua y si se requiere algún ajuste hacerlo de acuerdo a lo que nos permita el ph y la clarificación del agua. APAGADO DEL SISTEMA 1. Apague la bomba sumergible. 2. Apague la dosificación química. 3. Apague los agitadores del tren de tratamiento. 4. Deje encendida la bomba centrifuga de recirculación por espacio de una hora. 64 XIII. REFERENCIAS BIBLIOGRÁFICAS Crites, R., & Tchobanoglous, G. (2000). Aguas Residuales. Bogotá (Colombia): McGraw-Hill. Gammage, A.R. (1996-2002). Manual De Normas Oficiales Mexicanas. Monterrey, N.L. México: La sociedad Mexica de Aguas, A.C. Garcés Giraldo, L. F. (2007). Fotocatálisis y electrocoagulación para el tratamiento de aguas residuales. Bogota: Corporación Universitaria Lasallista. Ho, B., & Edith, L. (2002). Conceptos básicos de la contaminación del agua y parametros de medición. lima (Peru): CEPIS. J. R. Vallentyne, (1978) Introducción a la limnología. Barcelona.: Omega. Lapeña, M. R. (1989). Tratamiento de Aguas Industriales: Aguas de Proceso y Residuales. Colombia: Alfaomega. M. Poch, (1999). Metodos biologicos para el estudio de la calidad de las aguas. En Las calidades del agua. Barcelona Rubes: ICONA. Nemerrow, N. L., & Martínez de Bascarán, G. (1977). Aguas Residuales Industriales. Madrid (España): H. Blume. Okun, D.A. (1993). Ingeniería Sanitaria y De Aguas Residuales. México, D.F: Limusa. 65 Phinney, C. (1983). Curso Básico De Aguas Residuales. Monterrey, N.L. México: La sociedad Mexica de Aguas, A.C. Ramalho, En R. S. (1996). Introduction to Wasterwater Treatment Processes. Tratamiento de Aguas Residuales (pág. 707). Barcelona: Reverté, S.A. Tchobanoglous, G., & Burton, F. L. (1991. ). En Wastewater engineering treatment, disposal and reuse.(pág. 1334 p.). New York: McGraw-Hill. 66 XIV. ANEXOS INDICE PAGINA Figura 1 PTARI Provisional de SAFRAN SNECMA AMERICA......................................... 21 Figura 2, colector de agua de la PTARI de SAFRAN SNECMA AMERICA ..................... 23 Figura 3 Interior de la fosa de captación .......................................................................... 24 Figura 4. Bomba de la fosa de captación ......................................................................... 24 Figura 5. Tanque ............................................................................................................. 25 Figura 6. Parte inferior del tanque .................................................................................... 25 Figura 7. Fosa de almacenamiento .................................................................................. 26 Figura 8. Agua cruda de la fosa de captación .................................................................. 29 Figura 9, Gráfico de prueba de jarras utilizando el floculante AP 22 y coagulantes.......... 30 Figura 10. Diferencias de clarificado a la misma concentración de agentes químicos TQA ..................................................................................................................................... 31 Figura 11. Máximo clarificado producido por la adición de coagulante MC518 con floculante AP22 ............................................................................................................ 32 Figura 12. Productos químicos utilizados en la actualidad para tratamiento físico químico de las aguas de la fosa de captación de SAFRAN SNECMA AMERICA ...................... 33 Figura 13. Agua obtenida después del tratamiento físico químico de las aguas de la fosa de captación de SAFRAN SNECMA AMERICA............................................................ 33 Figura 14. Grafica de prueba de jarras utilizada en la fosa de almacenamiento 2. ........... 35 Figura 15. Diferencias de clarificado a la misma concentración de agentes químicos TQA. ..................................................................................................................................... 36 Figura 16. Máximo clarificado producido por la adición de coagulantes con floculante AP22. ........................................................................................................................... 37 Figura 17. Tanque (reactor). ........................................................................................... 43 Figura 18. Sistema de dosificación química. .................................................................... 44 Figura 19. Tablero de control. .......................................................................................... 45 Figura 20. Instalación de tubería y e instalación hidráulica. ............................................. 45 Figura 21. Pintura y recubrimiento ................................................................................... 46 Figura 22. Filtros de arena y carbón activado. ................................................................. 47 Figura 23. Sistema de cloración. ..................................................................................... 47 Figuras 24 y 25. Sistema de retiro de agua tratada .......................................................... 48 Figura 26. Filtro prensa. ................................................................................................... 48 Figura 27. Plano arquitectonico en autocad de ubicación de equipos de ptar. ................. 49 Figura 28. Fabricacion del Tanque. Figura 29. Terminacion de Tanque. ......... 52 Tabla 1. Puntos de muestreo agua de SAFRAN SNECMA AMERICA ............................. 27 Tabla 2. Coagulantes TQA............................................................................................... 28 Tabla 3. Floculante TQA .................................................................................................. 28 Tabla 4. Concentrado de resultados obtenidos en pruebas de jarras. .............................. 38 Tabla 5. de parámetros presentes en nuestro efluente, a eliminar en el proceso de tratamiento. .................................................................................................................. 39 Tabla 6. Listados de componentes involucrados .............................................................. 42 Tabla 7. de resultados que fueron obtenidos en una PTAR tipo piloto propiedad de TQA que se encuentra en sus instalaciones. ........................................................................ 53 67 GLOSARIO Sedimentación: Es la separación de las partículas suspendidas más pesadas que el agua, mediante la acción de la gravedad. Efluente: Corriente o flujo entrante de agua residual al sistema de tratamiento. Afluente: Corriente o flujo saliente de agua residual del sistema de tratamiento. Caudal: Es la relación que expresa la cantidad volumétrica de un flujo en la unidad de tiempo. Tiempo de retención hidráulica: Es el tiempo durante el cual una parte volumétrica de un fluido permanece en el sistema. Es expresado como la relación entre el volumen de la estructura y el caudal. Tratamientos primarios: Son unidades de tratamiento que permiten remover contaminantes que se pueden sedimentar o flotar. Tratamientos secundarios: El objetivo de este tratamiento es remover la DBO soluble que escapa a tratamientos primarios, además de remover cantidades adicionales de sólidos suspendidos por medio de procesos físico químicos y biológicos. ppm: Es una unidad de medida de concentración de una solución mg/l. Partes por millón. Unidades Gpd L Lps M M3 Mg Ml Mm Galones por día. Litros. Litros por segundo. Metros. Metros cúbicos. Miligramos. Mililitros. Milimetros. 68