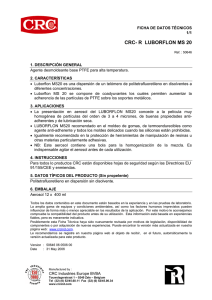
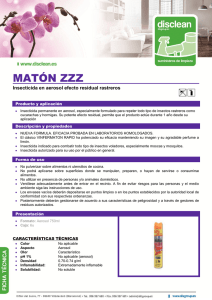
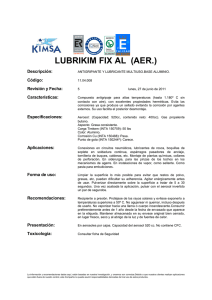
ES 2 517 090 B1
Anuncio

OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 ESPAÑA Número de publicación: 21 Número de solicitud: 201330637 51 Int. CI.: B23Q 11/10 Fecha de presentación: 73 30.04.2013 43 72 Fecha de publicación diferida del informe sobre el estado de la técnica: 06.11.2014 06.08.2015 74 Fecha de publicación de la concesión: Inventor/es: PEREIRA NETO, Octavio Manuel; BARREIRO GARCÍA, Joaquin; FERNÁNDEZ ABIA, Ana Isabel; MARTÍNEZ PELLITERO, Susana; CUESTA GONZÁLEZ, Eduardo y GONZÁLEZ MADRUGA, Daniel Fecha de la concesión: 45 Titular/es: UNIVERSIDAD DE LEON (95.0%) Avda. de la Facultad, 25 24071 LEON (León) ES y UNIVERSIDAD DE OVIEDO (5.0%) Fecha de publicación de la solicitud: 31.10.2014 88 (2006.01) PATENTE DE INVENCIÓN 12 22 2 517 090 11 Agente/Representante: CARVAJAL Y URQUIJO, Isabel 13.08.2015 54 Título: MÉTODO Y EQUIPO DE REFRIGERACIÓN Y LUBRICACIÓN PARA OPERACIONES DE MECANIZADO DE MATERIALES ES 2 517 090 B1 57 Resumen: Método de refrigeración y lubricación para operaciones de mecanizado de materiales, que comprende suministrar de forma continua y controlada una corriente de aceite a través de un primer conducto central (5) de una boquilla (2), que se somete a una primera fase de atomizado, mediante un gas portador que se suministra a presión a través de un segundo conducto coaxial (6) que desemboca, junto con el primer conducto central (5), en una primera cámara (8) en la que se forma un aerosol que sale al exterior a través de una segunda cámara en forma de cono expansor (10) de base abierta alrededor del cual desemboca un tercer conducto coaxial (7) a través del que se inyecta a presión un gas inerte, produciendo una segunda fase de atomización y enfriamiento del aerosol y una campana protectora del mismo. Aviso: Se puede realizar consulta prevista por el art. 37.3.8 LP. B1 ES 2 517 090 B1 DESCRIPCIÓN Método y equipo de refrigeración y lubricación para operaciones de mecanizado de materiales. CAMPO DE LA INVENCIÓN. 5 10 La presente invención se refiere a un método de refrigeración y lubricación para operaciones de mecanizado de materiales, especialmente para el mecanizado de metales, mediante la producción de un aerosol compuesto por aceite, un gas portador, tal como aire y un gas inerte, que permite reducir la temperatura del aerosol a temperaturas criogénicas, lo que permite una mayor refrigeración de la zona de corte y, por consiguiente, posibilita el mecanizado de materiales de difícil maquinabilidad. La invención tiene también por objeto el equipo utilizado en el sistema de refrigeración y lubricación citado. ANTECEDENTES DE LA INVENCIÓN. 15 20 25 Actualmente los sistemas de refrigeración/lubricación utilizados mayoritariamente en el mecanizado de metales son los basados en la proyección de un chorro de emulsión de aceite, conocido comúnmente como taladrina. La principal problemática a la hora de utilizar en el mecanizado de metales los sistemas de refrigeración convencionales, en los que se utiliza un chorro de taladrina, viene dada por su ineficiencia tanto económica como medioambiental. Por un lado, debido a las pérdidas existentes durante el mecanizado por fugas en los circuitos, adhesiones a la máquina en forma de suciedad, limpieza de las piezas, etc. la taladrina puede acabar contaminando aguas, manantiales y por lo tanto puede acabar llegando a la cadena alimenticia. Por otro lado, el precio de tratamiento de la taladrina al final de su vida útil suele oscilar entre 2 y 4 veces el precio de compra de ésta. Por ello, diferentes estudios proponen los sistemas MQL (mínima cantidad de lubricación) como la alternativa de refrigeración más viable frente a la taladrina, que consisten en inyectar en la zona de corte un aerosol formado por aire y aceite, donde el caudal utilizado de este último suele estar entre 10 a 100 ml/h. Estos sistemas pueden ser aplicados de forma interna o externa a la herramienta, según la mezcla de aceite-aire fluya por el exterior de la herramienta de corte o bien pase a través de ella por su interior. En el MQL interno, para formar el aerosol se utiliza una cámara de mezclado externa a la herramienta y a la boquilla de proyección. 30 En el caso del MQL externo los métodos de mezclado y pulverización del aceite se han conseguido mediante dos técnicas: en la primera, al igual que en el MQL interno, el mezclado se produce en una atomizador externo a la boquilla de proyección, conocido como MQL de un canal; en la segunda técnica, la mezcla se hace en el interior de la propia boquilla, conocido como MQL de dos canales. 35 Hay ciertas ventajas del MQL externo frente al MQL interno, como son que la adecuación de las máquinas-herramienta es mucho más sencilla y económica, se pueden utilizar herramientas convencionales, su mantenimiento es más sencillo y se dispone de gran flexibilidad en cuanto a la colocación de la posición y orientación de la boquilla. Sin embargo, hay que tener en cuenta que si la relación entre la profundidad de corte (ap) y el diámetro de la herramienta (D) es superior a 3 (ap/D>3) es recomendable utilizar el MQL interno. 40 En general, el estudio de los sistemas MQL convencionales existentes se pueden dividir en tres grandes grupos, atendiendo a parámetros como a) control del caudal de aceite, b) la temperatura del aerosol y c) el tipo de boquilla utilizada. a) Control del caudal de aceite. 2 ES 2 517 090 B1 5 10 Una de las mejoras en las que se ha trabajado es el control exhaustivo del caudal de aceite que se utiliza en la formación del aerosol. Para lograr este control se opta por la generación de pulsos de aceite que son vertidos en la corriente de aire. Para ello, en la patente US5524729 se propone la utilización de un generador de pulsos neumáticos, una válvula solenoide o un temporizador eléctrico. Otra técnica es la que se utiliza en T. Aoyama, Y. Kakinuma, M. Yamashita and M. Aoki (2008) Development of a new lean lubrication system for near dry machining process. CIRP Annals - Manufacturing Technology, 57: 125-128, donde para la generación de los pulsos de aceite se utiliza una unidad de descarga colocada entre la bomba de aceite y la boquilla. Dicha unidad está formada por un disco inmóvil con pequeños agujeros y otro rotativo con ranuras, dejando así pasar el impulso de aceite cuando el agujero y la ranura coinciden. En cambio, en la patente US5042618 lo que se propone es combinar un temporizador con una válvula solenoide consiguiendo de esta forma también controlar el caudal de aceite. b) 15 20 25 30 En el mecanizado, un parámetro restrictivo siempre ha sido la temperatura de corte debido a que un aumento de ésta supone una peor lubricación, peores acabados superficiales en la pieza, mayor desgaste de la herramienta por ablandamiento y fatiga térmica, etc. Con los sistemas de refrigeración/lubricación se intenta conseguir una reducción de la temperatura en la zona de corte que alivie estos inconvenientes. En algunos sistemas MQL se reduce la temperatura del aerosol para conseguir disminuir la temperatura en la zona de corte. Una forma de realizarlo es colocar un sistema de aire frío en paralelo al sistema de MQL convencional, como se hace en S.M. Yuan, L.T. Yan, W.D. Liu, and Q. Liu. (2011) Effects of cooling air temperature on cryogenic machining of TÍ-6AI-4V alloy. Journal of Materials Processing Technology, 211:356-362, donde se consigue disminuir la temperatura del aerosol hasta -15°C. Otra de las técnicas se presenta en Y. Su, N. He, L. Li, A. Iqbal, M.H. Xiao, S. Xu, and B.G. Qiu. (2007). Refrigerated cooling air cutting of difficult-to-cut materials. International Journal of Machine Tools and Manufacture, 47:927-933, donde se utiliza un sistema de refrigeración semiconductor formado por termopilas por las que se hace circular la corriente de aire o nitrógeno antes de la formación del aerosol, alcanzando temperaturas de hasta -30°C. En la patente US4919232 en lugar de usar un sistema semiconductor lo que se propone es la utilización de un tubo de Hilsch por cuyo interior circule el aire; de esta forma si la temperatura del aire es la del ambiente se puede llegar a obtener un aerosol de hasta -37°C. Por último, otra forma que cabe destacar es la utilizada en la patente JP2006136953 donde se modifica la salida de la boquilla para obtener una expansión adiabática reduciendo así la temperatura del aerosol hasta los 0°C. c) 35 40 45 Control de la temperatura. Modificaciones en las boquillas. La función principal de las boquillas en los sistemas MQL externos es dirigir el aerosol hacia la zona de corte. Generalmente, las boquillas pueden ser de uno o dos canales, por lo que sólo están preparadas para conducir el aerosol ya formado o bien el aire y el aceite, respectivamente. En la patente US2003/0123940A1 en vez de usar una boquilla con dos canales coaxial lo que se hace es modificarla para que tenga 3 conductos interiores independientes que desembocan en la cámara de mezclado de la boquilla para formar el aerosol, de esta forma permite utilizar otro gas como portador de las gotas de aceite que no sea el aire. En F. Itoigawa, T.H.C. Childs, T. Nakamura, and W. Belluco (2006) Effects and mechanisms in minimal quantity lubrication machining of an aluminum alloy. Wear, 260:339-344 se desarrolla una boquilla de tres canales coaxiales y dos etapas internas. De esta forma se puede introducir agua por el tercer canal formando así un aerosol con gotas de agua recubiertas de aceite. En V. P. Astakhov (2009) Ecological machining: near dry machining. Mechanics of machining: FEM simulation machining, 195-223, para conseguir un MQL con gotas de agua recubiertas de aceite se usa una boquilla de 3 canales y 4 etapas internas. Por el canal central circula una 3 ES 2 517 090 B1 5 10 15 20 25 corriente de aire y por los otros dos circulan aire con aceite y agua, respectivamente. En la primera etapa se mezcla el aire del conducto central con el aire con aceite; en la segunda etapa se introduce el agua y, por último, en las dos etapas restantes lo que se provoca es una serie de colisiones entre el agua y el aceite con el fin de formar mejor dichas gotas de agua recubiertas de aceite. El tamaño de estas gotas oscila entre los 100-200m. En este mismo trabajo de V. P. Astakhov se muestra otra boquilla que tiene la característica de utilizar CO2 como gas portador y usar el "efecto coanda" para conseguir que el chorro de aerosol llegue más lejos. Debido a la creciente demanda de materiales de difícil maquinabilidad desde diferentes sectores y a la creciente competitividad, hoy en día se exige que dichos materiales sean mecanizados a alta velocidad. En los resultados obtenidos en los diferentes tipos de ensayos realizados en el mecanizado con los sistemas de refrigeración MQL y sus innovaciones no se muestra una clara ventaja frente a los sistemas de refrigeración tradicionales (taladrina), ya que cuando las condiciones de corte son muy agresivas el MQL deja de ser efectivo. Esto se debe a que en los sistemas MQL el aceite, al estar atomizado, lubrica pero pierde su función refrigerante que sí se obtiene con la taladrina convencional. Por tanto, cuando se mecanizan materiales de difícil maquinabilidad a alta velocidad de corte las temperaturas que se alcanzan son tan altas que, al no refrigerar las gotas de aceite, éstas acaban por evaporarse no llegando ni siquiera a lubricar la zona de corte, con lo que se acaba prácticamente mecanizando en seco. Otro problema encontrado es la salubridad en los puestos de trabajo ya que gran parte del aerosol formado por los sistemas MQL queda en suspensión en forma de niebla flotante en el ambiente y obliga en muchos casos a colocar sistemas de absorción, con el consiguiente incremento del gasto. Esta niebla está formada por micropartículas de aceite que son capaces de llegar al interior de los pulmones de los operarios, pudiendo causar desde neumonía hipersensible hasta cáncer de pulmón a largo plazo. DESCRIPCIÓN DE LA INVENCIÓN. La presente invención tiene por objeto un método de refrigeración y lubricación para operaciones de mecanizado de materiales, mediante la formación de un aerosol a base de aceite, un gas portador, tal como aire, y un gas inerte con un equipo que incluye medios suministradores de aceite y una boquilla suministradora del aerosol. 30 35 40 45 De acuerdo con el método de la invención se suministra el aceite de forma continua y controlada a través de un primer conducto central de la boquilla suministradora del aerosol, cuyo conducto desemboca en una primera cámara de mezclado interna. La corriente de aceite suministrado se somete, dentro de la boquilla, a una primera fase de atomizado, por efecto venturi, mediante un gas portador, por ejemplo aire, que se suministra a presión a través de un segundo conducto coaxial de la boquilla que desemboca en la primera cámara de mezclado interna, alrededor de la desembocadura del primer conducto citado. La corriente de aceite atomizado y gas portador se proyecta en forma de aerosol a través de una segunda cámara de mezclado, en forma de cono expansor de base abierta, a partir del cual se somete al flujo de aerosol a una segunda fase de atomizado y enfriamiento, fuera de la boquilla, mediante un gas inerte y refrigerante que se inyecta a presión a través de un tercer conducto coaxial de la boquilla que desemboca al exterior a través de la base abierta del cono expansor, conformando una campana protectora del flujo de aerosol, el cual puede dirigirse directamente sobre la zona de corte, conformando un sistema de refrigeración externo, o a través de la máquina y herramienta de mecanizado, para servir como sistema de refrigeración interno. El método de refrigeración y lubricación descrito se lleva a cabo mediante un equipo que está compuesto por un dispositivo capaz de suministrar una corriente continua y controlada de aceite y por una boquilla que comprende un primer conducto central, a través del que se inyecta de forma continua el aceite; un segundo conducto que circunda coaxialmente al primer conducto y a través 4 ES 2 517 090 B1 5 10 15 20 25 30 35 40 45 del que se inyecta aire a presión por medio de dos racores colocados perpendicularmente a éste; un tercer conducto que circunda coaxialmente al segundo conducto y a través del que se inyecta un gas inerte también mediante dos racores colocados perpendicularmente a éste; una primera cámara de mezcla, en la que desemboca concéntricamente el primero y segundo conductos citados; una segunda cámara de mezclado, en forma de cono expansor, a través de cuyo vértice penetra la corriente de aceite atomizado y gas portador, y alrededor de cuya base abierta desemboca el tercer conducto citado. Con el método de la invención se logra un aerosol a temperaturas criogénicas. Además, gracias a la boquilla descrita, de 3 canales (conductos coaxiales) y 2 etapas (cámaras de mezclado), se logra que el aerosol formado llegue correctamente confinado hasta la zona de corte y consiga lubricar a la vez que refrigera de una forma eficiente, incluso cuando se mecaniza a alta velocidad con altas temperaturas de corte. Además, por el diseño del tercer conducto de la boquilla se consigue que el gas que circula por él, aparte de refrigerar, haga de campana protectora evitando que el aerosol se expanda y dé lugar a la niebla flotante. También en el equipo de la invención se ha utilizado un dispositivo de inyección de aceite formado por un émbolo activado por un motor paso a paso, por lo que el caudal es controlado de forma exhaustiva además de ser vertido de forma continua, evitando intervalos en los que el aerosol salga sin gotas de aceite. El funcionamiento del sistema se basa en introducir caudales controlados de aceite, un gas inerte y aire (u otro gas). Una vez formado el aerosol en el interior de la boquilla y disminuida su temperatura justo en la salida de ésta, el aerosol es dirigido hacia a la zona de corte. Con el método desarrollado se consigue enfriar drásticamente el aerosol. Para ello se ha desarrollado una nueva boquilla en la que se consiguen mezclar aire (u otro gas), aceite y un gas inerte. El aceite circula por el primer conducto de la boquilla. El aire (u otro gas) circulará por el segundo conducto el cual deberá estar formado preferentemente por un material aislante para evitar la congelación del aceite y su función será de portador de las gotas de aceite formadas en la cámara de mezclado. Por último, el gas inerte circulará por el tercer conducto. La formación del aerosol se realiza de la siguiente forma: por los conductos de la boquilla entra el aceite, el aire (u otro gas) y el gas inerte. En una primera etapa, en el interior de la boquilla, en la primera cámara de mezclado, se consigue una atomización del aceite con el aire formando un aerosol por efecto Venturi. Seguidamente en la segunda etapa, de forma externa a la boquilla, en la segunda cámara de mezclado, se consigue análogamente una segunda atomización del aceite a la vez que se reduce de forma drástica la temperatura del aerosol. Por el diseño del tercer conducto, por donde circula el gas inerte, se consigue una campana protectora cuya función es que evitar que el aerosol salga en forma de niebla flotante, a la vez que se logra un flujo más dirigido y concentrado del aerosol en la zona de corte. Para lograr un control exhaustivo del caudal de aceite utilizado en esta invención se ha introducido un dispositivo para la inyección de aceite, en el cual se utiliza un émbolo empujado por un motor paso a paso y conectado a una controladora que se comunica con un PLC. De esta forma, el aceite es vertido de forma continua evitando así intervalos en los que el aerosol salga de la boquilla sin gotas de aceite, lo que sucede en otros dispositivos que se basan en pulsos para la alimentación del aceite, con lo que se logra una mejor lubricación de la herramienta a la vez que se mantiene un control minucioso del caudal vertido. En caso de querer utilizar el método de la invención como método de refrigeración interna a la herramienta, cabe la posibilidad de acoplar la boquilla al sistema interno de las máquinasherramienta mediante un casquillo. De esta forma se logra que el aerosol refrigerado circule por el interior de estos conductos siendo expulsado por el extremo de la herramienta. 5 ES 2 517 090 B1 5 10 El método de la invención aporta, frente a los sistemas que actualmente se conocen, una ventaja fundamental que radica en lograr un aerosol con temperaturas criogénicas, a diferencia del resto de sistemas que a lo sumo consiguen disminuir la temperatura hasta -37°C. Con este descenso tan drástico de la temperatura del aerosol es factible mecanizar materiales de difícil maquinabilidad a alta velocidad, donde las temperaturas de corte que se alcanzan son muy elevadas. La boquilla al ser de tres conductos permite utilizar distintas combinaciones de gases para atomizar el aceite y refrigerar. Además, al tener dos etapas de atomizado las gotas de aceite que forman el aerosol son más finas, por lo que se logra una mejor distribución sobre la superficie de la herramienta. Si se compara la boquilla de la invención con las boquillas de un canal la ventaja es clara: no se necesita una cámara de mezclado externa, con su consiguiente ahorro, además de reducir las pérdidas de carga en el transporte del aerosol, lo que puede llegar a ocasionar la condensación de gotas de aceite a la salida de las boquillas. 15 20 25 30 35 40 45 En cuanto a las boquillas de dos canales existentes, se utiliza el aire como gas portador y el aceite como lubricador y refrigerante. Esto da lugar a que en condiciones de corte extremas, como es el mecanizado a alta velocidad de materiales de difícil maquinabilidad, las gotas de aceite al ser tan pequeñas pierden totalmente el poder refrigerante con lo que acaban evaporándose debido a las altas temperaturas de corte generadas y por lo tanto no llegan a penetrar en la zona de corte y se acaba mecanizando prácticamente en seco, como se indicó anteriormente. Por el contrario, con la boquilla propuesta en esta invención cada fluido tiene su objetivo bien definido ya que el aceite lubrica, el aire (u otro gas portador) transporta las gotas de aceite atomizadas y el gas inerte refrigera el aerosol. Por otra parte, la ventaja de la boquilla de la invención frente a las boquillas de tres canales mostradas en el estado de la técnica, es que debido al diseño de su tercer canal hace que el gas que circula por éste haga de campana protectora eliminando la niebla flotante y concentrando así el aerosol en la zona de corte. Si se compara con la boquilla de "efecto coanda" que también tiene una etapa externa, en dicha etapa no se logra una segunda atomización como sí sucede en la boquilla objeto de la invención utilizada en este sistema, y por ello no se consiguen gotas tan pequeñas traduciéndose en una peor lubricación de la herramienta. Además, con la boquilla de "efecto coanda" tampoco se logra una campana protectora que elimine la niebla flotante, con lo que no se evitan problemas de salubridad para el trabajador. Frente a los sistemas que utilizan gotas de agua recubiertas de aceite como refrigerante, el método de la invención tiene la ventaja de que el gas inerte utilizado no es corrosivo, a diferencia del agua que puede afectar a la integridad de ciertos materiales. Por otra parte, el tamaño de las gotas obtenidas es mucho más pequeño que el tamaño de las gotas de agua recubiertas con aceite, lo que se traduce en una penetración mucho más eficaz entre las superficies de interacción entre la herramienta y la pieza. Por último, en cuanto a profundidades de pasada, cuando se mecaniza con alta velocidad materiales de difícil maquinabilidad con los sistemas MQL existentes sólo se consiguen profundidades de corte típicas de pasadas de acabado. Con el método objeto de la invención esta limitación es totalmente eliminada pudiendo ser utilizado desde el mecanizado de desbaste hasta acabados finos. En resumen, con el método y equipo de la invención se consigue inyectar aceite de forma continua y controlada, se logra un aerosol a temperaturas criogénicas y se forma en una etapa 6 ES 2 517 090 B1 externa de atomizado una campana protectora que asegura que el aerosol llegue íntegro a la zona de corte y evita que se esparzan partículas de aceite en suspensión por el ambiente, es decir, que evita lo que se conoce como niebla flotante, generadora de problemas respiratorios. BREVE DESCRIPCIÓN DE LOS DIBUJOS. 5 En los dibujos adjuntos se muestra, a título de ejemplo no limitativo, una posible forma de realización del equipo a través del que se lleva a cabo el método de la invención. En los dibujos: La Figura 1 muestra un esquema de funcionamiento del método de la invención. La Figura 2 representa un corte en perspectiva de la boquilla que entra a formar parte del equipo de la invención. 10 La Figura 3 muestra una posible forma en la realización del dispositivo de inyección continua de aceite. La Figura 4 muestra un corte en perspectiva del casquillo utilizado para poder utilizar el método de la invención como sistema de refrigeración interna de la herramienta de corte. DESCRIPCIÓN DETALLADA DE UN MODO DE REALIZACIÓN. 15 20 Según se muestra en la Figura 1, el método de la invención se lleva a cabo mediante un equipo que comprende un dispositivo (1) suministrador de aceite con un caudal continuo y controlado, una boquilla (2) de tres canales, la cual proporciona un aerosol (3) que se dirige hacia la zona de corte (4). Según se muestra en la Figura 2, la boquilla (2) está conformada por tres conductos coaxiales, un primer conducto central (5), un segundo conducto (6) que discurre coaxialmente alrededor del conducto central (5) y un tercer conducto (7) que discurre coaxialmente alrededor del segundo conducto (6). 25 El primer conducto central (5) y el segundo conducto (6) desembocan coaxialmente en una primera cámara de mezclado (8). La pared externa (9) del segundo conducto (6) forma un cono de salida expansor (10) que define una segunda cámara de mezclado y queda separado de la primera cámara (8) por un estrechamiento intermedio (11). Alrededor de la base abierta del cono expansor (10) desemboca anularmente el tercer conducto (7). 30 A través del conducto central (5) se inyecta el aceite suministrado por el dispositivo (1) de la Figura (1). A través del conducto (6) se suministra aire u otro gas a presión, que puede ser suministrado por un compresor (12) Figura 1. En la primera cámara (8), donde desembocan los conductos (5 y 6) se lleva a cabo una primera fase de atomizado del aceite, formando un aerosol que sale a través del estrechamiento intermedio (11) alcanzando el cono expansor (10). 35 A través del tercer conducto (7) se suministra un gas inerte a presión, por ejemplo procedente de una botella (13), el cual sale por la desembocadura (14) que circunda el cono expansor (10), llevando a cabo una segunda fase de atomizado del aerosol y una refrigeración del mismo, al mismo tiempo que conforma un cono protector que impide que las partículas de aceite en suspensión puedan expandirse por el ambiente formando la denominada niebla flotante. 40 En la Figura 3 se muestra una posible realización del dispositivo suministrador de aceite, el cual está compuesto por un cilindro cuyo émbolo (15) es accionado por un motor (16) con encoder a través de la pieza (17), la cual va montada sobre un husillo central (18) y guías laterales (19), por ejemplo con rodamientos lineales (20). La fijación de la pieza (17) al husillo (18) puede hacerse mediante una tuerca que desliza a lo largo del husillo. Como émbolo puede utilizarse un depósito al que se conecta el tubo que se une con el conducto central (5) de la boquilla, Figura 2. El motor 7 ES 2 517 090 B1 (16) paso a paso puede estar controlado por una tarjeta SMCI-12, conectada a un PLC que controla el caudal de aceite a inyectar. 5 10 15 20 En la realización mostrada en la Figura 2, la boquilla (2) está compuesta por cuatro piezas que se referencian con los números 21, 22, 23 y 24, Las piezas (22 y 23) se fijan mediante rosca a la pieza (24), mientras que la pieza (21) se fija a través de su base a la pieza (24) mediante tornillos. Entre las piezas (21, 22 y 24) así como entre las piezas (21 y 22), van dispuestas juntas de estanqueidad (25 y 26) alojadas en correspondientes canales conformados en las piezas (24 y 21). El método y equipo de la invención puede utilizarse también como sistema de refrigeración interno a la herramienta, mediante un casquillo (27), Figura 4 que se acopla a la boquilla de la Figura 2 formando con esta una cámara de mezclado, de tal forma que en extremo del casquillo acoplado se le introduce un racor para la unión a los conductos del sistema de refrigeración interno a la máquina. De esta forma el aerosol refrigerado circula hasta el extremo de la herramienta proyectándose hacia la zona de corte por los orificios de la herramienta. El conducto central (5) dispondrá de una sola entrada en su desembocadura a través de la pieza (21), en la que se monta un racor (28) para conexión de la conducción del dispositivo (1), Figura 1, suministrador del aceite. El conducto (6) dispone de dos entradas radiales diametralmente opuestas en las que se montan otros tantos racores (29), a través de los que se inyecta aire u otro gas a presión. De igual forma, el tercer conducto (7) dispone de dos entradas radiales diametralmente opuestas con sendos racores (30), a través de los que se inyecta el gas inerte a presión. 8 ES 2 517 090 B1 REIVINDICACIONES 1.- Método de refrigeración y lubricación para operaciones de mecanizado de materiales, mediante la formación de un aerosol a base de aceite, un gas portador y un gas inerte en una boquilla atomizadora con tres conductos coaxiales, caracterizado por que comprende: 5 10 - Suministrar el aceite de forma continua y controlada a través de un primer conducto central de la boquilla que desemboca en una primera cámara de mezclado interna; - Someter a la corriente de aceite a una primera fase de atomizado, por efecto venturi, mediante un gas portador que se suministra a presión a través de un segundo conducto coaxial de la boquilla, que desemboca en la cámara de mezclado interna, alrededor de la desembocadura del primer conducto citado; - Proyectar al exterior la corriente de aceite atomizado y gas portador, en forma de aerosol, a través de un cono expansor; 15 - Someter al flujo de aerosol a una segunda fase de atomizado y enfriamiento, fuera de la boquilla, mediante un gas inerte refrigerante proporcionado a presión a través de un tercer conducto coaxial de la boquilla, que desemboca al exterior alrededor de la base abierta del cono expansor y conforma una campana protectora para dicho flujo de aerosol. 2.- Método según reivindicación primera caracterizado por que el gas portador es aire. 20 25 30 3.- Equipo de refrigeración y lubricación para el mecanizado de materiales, caracterizado porque está compuesto por un dispositivo capaz de suministrar una corriente continua y controlada de aceite y por una boquilla que comprende un primer conducto central, a través del que se inyecta de forma continua aceite; un segundo conducto que circunda coaxialmente al primer conducto y a través del que se inyecta aire a presión; un tercer conducto que circunda coaxialmente al segundo conducto y a través del que se inyecta un gas inerte; una primera cámara de mezclado, en la que desemboca concéntricamente el primer y segundo conductos citados; y una segunda cámara de mezclado, en forma de cono expansor de base abierta a través de cuyo vértice penetra la corriente de aceite atomizado y gas portador y alrededor de cuya base abierta desemboca el tercer conducto citado; 4.- Equipo según reivindicación 3 caracterizado por que el dispositivo suministrador de aceite comprende un émbolo accionado por un motor paso a paso, el cual va relacionado con una controladora conectada a un PLC. 9 ES 2 517 090 B1 10 ES 2 517 090 B1 11 OFICINA ESPAÑOLA DE PATENTES Y MARCAS 21 N.º solicitud: 201330637 ESPAÑA 22 Fecha de presentación de la solicitud: 30.04.2013 32 Fecha de prioridad: INFORME SOBRE EL ESTADO DE LA TECNICA 51 Int. Cl. : B23Q11/10 (2006.01) DOCUMENTOS RELEVANTES Categoría 56 Documentos citados Reivindicaciones afectadas A US 5226506 A (LINK EDMAR) 13.07.1993, todo el documento. 1-4 A US 2007164130 A1 (JACKSON DAVID P) 19.07.2007, todo el documento. 1-4 A WO 9204151 A1 (PRODUCTIVITY XPERTS INC) 19.03.1992, todo el documento. 1-4 A US 3577808 A (VISSER GERRIT A) 04.05.1971, todo el documento. 1-4 A US 3096023 A (THOMAS THOMAS R) 02.07.1963, todo el documento. 1-4 Categoría de los documentos citados X: de particular relevancia Y: de particular relevancia combinado con otro/s de la misma categoría A: refleja el estado de la técnica O: referido a divulgación no escrita P: publicado entre la fecha de prioridad y la de presentación de la solicitud E: documento anterior, pero publicado después de la fecha de presentación de la solicitud El presente informe ha sido realizado para todas las reivindicaciones Fecha de realización del informe 28.10.2014 para las reivindicaciones nº: Examinador A. Andreu Cordero Página 1/4 INFORME DEL ESTADO DE LA TÉCNICA Nº de solicitud: 201330637 Documentación mínima buscada (sistema de clasificación seguido de los símbolos de clasificación) B23Q Bases de datos electrónicas consultadas durante la búsqueda (nombre de la base de datos y, si es posible, términos de búsqueda utilizados) EPODOC Informe del Estado de la Técnica Página 2/4 OPINIÓN ESCRITA Nº de solicitud: 201330637 Fecha de Realización de la Opinión Escrita: 28.10.2014 Declaración Novedad (Art. 6.1 LP 11/1986) Reivindicaciones 1-4 Reivindicaciones SI NO Actividad inventiva (Art. 8.1 LP11/1986) Reivindicaciones 1-4 Reivindicaciones SI NO Se considera que la solicitud cumple con el requisito de aplicación industrial. Este requisito fue evaluado durante la fase de examen formal y técnico de la solicitud (Artículo 31.2 Ley 11/1986). Base de la Opinión.La presente opinión se ha realizado sobre la base de la solicitud de patente tal y como se publica. Informe del Estado de la Técnica Página 3/4 OPINIÓN ESCRITA Nº de solicitud: 201330637 1. Documentos considerados.A continuación se relacionan los documentos pertenecientes al estado de la técnica tomados en consideración para la realización de esta opinión. Documento D01 D02 D03 D04 D05 Número Publicación o Identificación US 5226506 A (LINK EDMAR) US 2007164130 A1 (JACKSON DAVID P) WO 9204151 A1 (PRODUCTIVITY XPERTS INC) US 3577808 A (VISSER GERRIT A) US 3096023 A (THOMAS THOMAS R) Fecha Publicación 13.07.1993 19.07.2007 19.03.1992 04.05.1971 02.07.1963 2. Declaración motivada según los artículos 29.6 y 29.7 del Reglamento de ejecución de la Ley 11/1986, de 20 de marzo, de Patentes sobre la novedad y la actividad inventiva; citas y explicaciones en apoyo de esta declaración La presente invención hace referencia a un método de refrigeración y lubricación para operaciones de mecanizado de materiales, así como al equipo utilizado en el sistema de refrigeración y lubricación citado. Así pues, en la primera reivindicación independiente describe el método de refrigeración y lubricación para operaciones de mecanizado de materiales, mediante la formación de un aerosol a base de aceite, un gas portador y un gas inerte en una boquilla atomizadora con tres conductos coaxiales, que comprende: - Suministrar el aceite de forma continua y controlada a través de un primer conducto central de la boquilla que desemboca en una primera cámara de mezclado interna; - Someter a la corriente de aceite a una primera fase de atomizado, por efecto Venturi, mediante un gas portador que se suministra a presión a través de un segundo conducto coaxial de la boquilla, que desemboca en la cámara de mezclado interna, alrededor de la desembocadura del primer conducto citado; - Proyectar al exterior la corriente de aceite atomizado y gas portador, en forma de aerosol, a través de un cono expansor; - Someter al flujo de aerosol a una segunda fase de atomizado y enfriamiento, fuera de la boquilla, mediante un gas inerte refrigerante proporcionado a presión a través de un tercer conducto coaxial de la boquilla, que desemboca al exterior alrededor de la base abierta del cono expansor y conforma una campana protectora para dicho flujo de aerosol. En ninguno de los documentos citados D01-D05 se describe un método de refrigeración y lubricación en el que se incluyan todas las etapas reivindicadas. Así, si bien en el documento D01 se utiliza una boquilla atomizadora, con dos conductos coaxiales y con una cámara de mezclado interna (7) en la que se atomiza el líquido refrigerante lubricante con gas a presión, sin embargo no se somete al flujo de aerosol obtenido (125) a una segunda fase de atomizado y enfriamiento mediante un gas inerte. En D01 se proyecta un corriente envolvente de gas a presión (126) que tiene por objeto proteger el flujo de aerosol (125) (ver figura 2). La boquilla presente en el método de refrigeración lubricación descrito en D02 utiliza lubricante (80), un fluido portador (78) y un fluido criogénico (74) a través de tres conductos (70,72 y 20), no todos coaxiales, con una configuración muy diferente a la reivindicada, que permite la utilización de un fluido compuesto atomizado (76), que tiene presentes tanto las propiedades del fluido criogénico, como las del fluido refrigerante (ver figura 2). En el resto de documentos D03-D06 se muestran distintos métodos de refrigeración y lubricación que pertenecen al Estado de la Técnica. Por lo tanto, ninguno de los documentos citados en el Informe sobre el Estado de la Técnica, tomados solos o en combinación, revelan las características técnicas definidas en la reivindicación independiente 1. Además, no se considera obvio que un experto en la materia obtenga la invención a partir de los documentos mencionados anteriormente. En consecuencia, se considera que la reivindicación 1 cumple los requisitos de novedad, actividad inventiva y aplicación industrial (artículos 6.1, 8.1 y 9 de la Ley 11/1986 de patentes). La reivindicación dependiente 2, cumple igualmente los requisitos de la Ley 11/86 con respecto a la novedad, actividad inventiva y aplicación industrial (artículos 6.1, 8.1 y 9 de la Ley 11/1986 de patentes). Las reivindicaciones 3 y 4 referentes al equipo de lubricación refrigeración para el mecanizado de materiales, teniendo en cuenta la argumentación anterior, cumplen también los requisitos de la Ley 11/86 con respecto a la novedad, actividad inventiva y aplicación industrial (artículos 6.1, 8.1 y 9 de la Ley 11/1986 de patentes). Informe del Estado de la Técnica Página 4/4