El granallado es una técnica de tratamiento de limpieza superficial
Anuncio

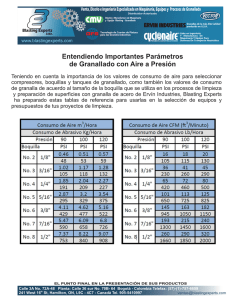
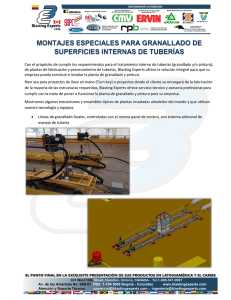
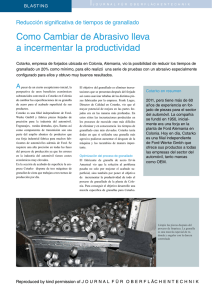
El granallado es una técnica de tratamiento de limpieza superficial por impacto con el cual se puede lograr un acabado superficial y simultáneamente una correcta terminación. Consiste en la proyección de partículas abrasivas (granalla) a gran velocidad (65 - 110 m/s) que, al impactar con la pieza tratada, produce la eliminación de los contaminantes de la superficie. En efecto, existen tipos y dimensiones de granallas ideales para diferentes casos, que combinan las dificultades particulares de rompimiento y remoción de cada tipo de impureza asociada a las condiciones de cada superficie. Los procesos de granallado están históricamente ligados a la denominación generalizada de “arenado”, aun cuando no sea arena el abrasivo de trabajo. Sin embargo, la utilización del proceso de granallado abarca una amplísima gama de piezas, superficies y resultados a obtener. - Limpieza de piezas de fundición ferrosas y no ferrosas, piezas forjadas, etc. - Decapado mecánico de alambres, barras, chapas, etc. - Shot Peening (aumenta la resistencia a la fatiga de resortes, elásticos, engranajes, etc.) - Limpieza y preparación de superficies donde serán aplicados revestimientos posteriores anticorrosivos (pintura, cauchos, recubrimientos electrolíticos o mecánicos, etc. - Limpieza y remoción en elementos tales como, matrices de extrusión, forjado, moldes de inyección y soplado de plásticos. - Rebabados en piezas de fundición o inyección, mediante partículas muy abrasivas. - Microrebabados en pequeños componentes mediante partículas de grano fino. - Texturado de matrices de inyección de plástico, bronce, zamac, etc. - Limpieza y eliminación de sales de tratamientos térmicos y decoloración producidas en partes endurecidas o aceros de alta dureza. - Preparación de superficies otorgando muy bajas rugosidades para tratamientos galvánicos, como ser niquelados, cromados, anodizados, plateados, cromoduro, etc. -Graneados microscópicos para retener lubricantes o desmoldantes. -Tratamiento de Shot Peening para incrementar resistencia a la fatiga en partes críticas de componentes de turbinas, motores, resortes, engranajes, etc. De la misma forma se recurrirá al granallado en el caso más general para eliminar herrumbre, cascarilla de laminación, restos de pintura obsoleta y preparar la superficie adecuadamente para recibir las nuevas capas de revestimiento protector. Pero también se lo utiliza para: obtener terminaciones superficiales decorativas, principalmente en acero inoxidable, bronces y aluminio. El grado de acabado superficial producido por la operación de granallado depende de los tamaños y formatos de las partículas del chorro, de las velocidades y de las durezas relativas entre las partículas y la superficie de la pieza, del ángulo de incidencia de las partículas, etc. El granallado es irremplazable en la mayor parte de las utilizaciones anteriormente enumeradas, sin embargo, lo es aún más en el caso de mayor difusión, que constituye la preparación de superficies para aplicaciones posteriores de pintura. En este caso, todavía se utiliza el raspado, mediante cepillos de alambre (manuales o mecánicos) y piedras esmeriles. Los resultados obtenidos mediante estos métodos son deficientes respecto a los logrados utilizando el proceso de granallado, debido que este último proporciona un perfil superficial (corte perpendicular de la superficie) de una rugosidad definida acorde a la necesaria, y con infinidad de valles, crestas y enganches que ofrecen el mejor anclaje para el sistema de pintura a aplicar. El conjunto de aquellos parámetros, perfil superficial, rugosidad, etc., definen el patrón de anclaje que es la base del éxito del sistema de pintura a aplicar y se obtiene únicamente mediante proceso de granallado. La necesidad del granallado en estos casos es tan evidente que los fabricantes de pinturas de alta calidad, recomiendan en los prospectos de las mismas el patrón de anclaje adecuado para el sistema a aplicar. Es un caso particular dentro de la gama del granallado, mediante el cual se inducen tensiones de compresión en una superficie metálica, exponiéndola a un chorro de partículas esféricas a alta velocidad y manteniendo controlados los parámetros de la operación. Durante el granallado, además de producir el efecto mencionado se limpia la superficie como en una tarea normal de granallado, pero éste es sólo un efecto secundario del proceso, siendo el propósito básico el incremento de la resistencia a la fatiga del material. Acción de martillado con partículas esféricas (Shot Peening) Cuando la granalla, de forma esférica, es impulsada en un flujo de alta velocidad, impacta sobre una superficie metálica conformando en la misma un perfil superficial constituido por valles y crestas redondeadas y productos por la deformación plástica del metal durante el impacto. Dicha deformación se extiende entre los 50 y 250 micrones de profundidad. En resumen, el Shot Peening aumenta la resistencia a la fatiga particularmente en resortes, elásticos, flejes, barras estabilizadoras de coches, engranajes y como efecto secundario produce un aumento de la resistencia a la corrosión, la eliminación de tensiones residuales induciendo una tensión de comprensión uniforme en toda la superficie además de limpiarla mediante el granallado. Es un abrasivo que se obtiene del acero a través de proceso de fusión con composiciones químicas controladas. Del proceso primario de fabricación se obtienen partículas redondeadas que constituyen las granallas de acero esféricas (shot). Estas partículas en el estado de mayor diámetro se parten formando así la granalla de acero angular (grit). Para aquellos trabajos en donde reemplazan el uso de la arena se utilizan exclusivamente granallas angulares. Una partícula de granalla angular presenta aristas y puntas y al ser proyectada trabaja como una herramienta que clava y arrastra en la superficie a procesar. Este abrasivo, puede ser seleccionado de acuerdo al trabajo a realizar, no solo por el tamaño de la partícula, uniforme en todas ellas, sino la dureza en determinados rangos. Al ser partículas de acero templado y revenido no provocan ningún problema de contaminación en la superficie de trabajo. El proceso de granallado de superficies, a través de la utilización de materiales abrasivos tuvo su inicio hace más de 100 años, cuando, en 1870, se descubrió y patentó el principio de limpieza con chorro de arena. Inicialmente, el granallado con arena se hacía a cielo abierto, o en ambientes confinados sin sistemas de ventilación apropiados. De esta forma, no tardaron en aparecer los primeros problemas de silicosis para los operadores. Desde entonces, fueron introducidas muchas alteraciones en la técnica de limpieza, desarrollándose nuevos tipos de equipos y de abrasivos. La aceptación de los abrasivos metálicos se produjo cuando comenzaron a aparecer evidencias de las ventajas económicas y técnicas como: menor desgaste de los equipos, mejor acabado superficial, mayor productividad, menor costo por tonelada acabada, menor volumen de material abrasivo manipulado y, principalmente, por evitar la silicosis.