propiedades del níquel químico
Anuncio

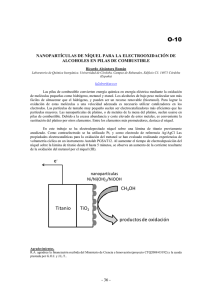
INFORMATIVO Julio 2010 no 84 ( PROPIEDADES DEL NÍQUEL QUÍMICO MTD's APLICADAS A ENJUAGUES DE CINC-NÍQUEL ASOCIACIÓN DE INDUSTRIAS DE ACABADOS DE SUPERFICIES AIAS SUMARIO 2 Editorial 3 Colaboración Propiedades del Níquel químico.Enthone España, SA Mejores tecnologías aplicadas a enjuagues de Cinc-Níquel alcalino (Línea de bombos). AIMME 19 Actualidad 21 Noticias técnicas 21 Ferias, exposiciones, conferencias... 22 Actividades Aias ón aci p er m a n e ci ce io n es á L a aso cer C VACA S E N osto g A O I e d C 2 2 l del 2 a C A C A V rra ac E N c dC O a I a v p CA o r ••••••••••••••••••••••••••• Edita: AIAS Viladomat, 174 Tel. i Fax: 93 453 35 57 e-mail: [email protected] 08015 Barcelona Coordinación y Publicidad: Elvira Martín Diseño y maquetación: Imma Rossinyol 2 ) Consejo asesor: Junta de gobierno de AIAS Dep. Legal: 5.307.1990 editorial Hemos llegado al ecuador del año y la situación económica sigue siendo complicada, pero da la sensación de que algunos sectores empiezan a tener una leve reactivación. Como mínimo parece que estamos estabilizados y la situación no va empeorar más. Si lo comparamos con el durísimo 2009 este año es un poco mejor, varios países europeos han comenzado una tímida recuperación y esto nos beneficia. Si bien nuestras empresas no exportan, excepto contados casos, si lo hacen nuestros clientes y parece que la cartera de pedidos se les ha reactivado ligeramente. Respecto al mercado nacional sigue al ralentí, con una tasa de paro tan alta que dificulta el consumo interno, el crédito sigue sin llegar a las empresas y la esperada reforma laboral, no contenta a nadie. Aunque no todo es negativo. Una reforma que sí se ha conseguido, y espero nos beneficie ampliamente, es la reforma de la Ley de la morosidad que por fin ha superado todos los trámites parlamentarios, se ha publicado en el BOE, y ya está en vigor. Si bien tiene un plazo adaptación hasta 2013, la Ley establece que el plazo máximo de cobro es de 60 días para las empresas y 30 para la Administración. Cobraremos antes de nuestros clientes, pero pagaremos antes a nuestros proveedores, lo que facilitará el control de la morosidad por Ley. Respecto a la morosidad en nuestro sector, lamentablemente nos llegan quejas de empresas que incumplen reiteradamente los pagos a sus proveedores y que ofrecen sus servicios a unos precios por debajo de coste, perjudicando a sus proveedores y a su competencia, que sí cumplen con sus obligaciones. A través de la Plataforma Multisectorial contra la Morosidad, se podrá actuar de forma anónima contra las empresas que incumplan la Ley. En septiembre tendremos una Jornada sobre la morosidad, en la que trataremos de dar respuesta a todas las dudas que os puedan surgir, para saber como aplicar la Ley en nuestras empresas. Os deseo unas felices vacaciones de verano. Enric Martínez Martínez Presidente COLABORACIÓN AIAS Propiedades del Níquel químico Enthone España, S.A. Carlos Pertegaz La utilización del recubrimiento de níquel químico más fósforo es ampliamente conocida debido a su excelente comportamiento a la corrosión y a las características físicas del depósito obtenido. Los primeros procesos de níquel químico datan del año 1946, aunque podrían ser anteriores, ya que figura una patente americana del año 1916... Composición & Estructura Estructura amorfa - no cristalina Efecto de la composición sobre Densidad 9 Densidad (g/cm3) Estos depósitos se obtienen mediante una reacción catalítica por codeposición de níquel y fósforo desde una amplia variedad de procesos que, básicamente, contienen iones de compuestos de níquel e hipofosfito como agente reductor. composición del depósito oscila entre el 87 y 98 % del Ni, y el resto entre el 3 y el 12 % en P teniendo una influencia en la densidad del depósito. 8,5 8 7,5 7 0 El depósito obtenido contiene un nivel de fósforo entre el 2 al 13% que también influye de forma significativa en las propiedades físicas del mismo. Las propiedades del níquel químico se pueden desglosar en: Composición y estructura del depósito. Propiedades físicas. Propiedades mecánicas. Resistencia a la corrosión. 1. COMPOSICIÓN Y ESTRUCTURA Las mayores diferencias entre el níquel electrodepositado y el níquel químico están asociadas con su pureza y estructura del depósito. Por ejemplo, la pureza del níquel electrodepositado es mayor del 99%, pero cuando se utiliza el hipofosfito sódico como agente reductor en el níquel químico, dicha 3 7,5 11 Contenido P (%) En la industria normalmente se identifica la película de níquel químico de acuerdo al contenido en fósforo (P) del depósito: Bajo P Medio P Alto P 2-5% 6-9% 10 - 13 % Consecuentemente, una de las características necesarias para tener definido el tipo de níquel químico a aplicar, es el de especificar el contenido de fósforo del depósito. Asimismo, la variación de dicho contenido de P nos proporcionará diferencias en las propiedades de la resistencia a la corrosión y en la dureza. La estructura del níquel químico es responsable de algunas de sus únicas propiedades. Difiere de la ( 3 COLABORACIÓN estructura cristalina del níquel electrodepositado ya que se define como una estructura amorfa, siendo más visible con depósitos por encima del 10,5 % de P, aportando una barrera más efectiva de protección a la corrosión. El tratamiento térmico de los depósitos de níquelfósforo, puede causar significantes cambios en sus propiedades y estructura. 1,500 1455°C para níquel puro 1,400 1,300 Temperatura (°C) AIAS El punto de fusión decrece casi linealmente con el incremento de P en el depósito 1,200 1,100 1,000 2. PROPIEDADES FÍSICAS 900 UNIFORMIDAD 800 0 Una de sus principales características es la habilidad de producir depósitos con un grado muy elevado de uniformidad en su espesor. Es evidentemente beneficioso cuando estamos delante de piezas con cierta complexidad geométrica dónde el níquel electrodepositado produciría una irregular deposición e incluso no habría deposición en algunas zonas. 2 4 6 8 10 12 % contenido en Fósforo PROPIEDADES ELÉCTRICAS La resistividad del níquel puro es de 7,8 μohm-cm siendo la del níquel químico superior en más de 10 veces. La codeposición del P hace que la resistividad del níquel químico aumente con el incremento del contenido en fósforo. Normalmente los valores que alcanza están dentro del rango de 30 a 100 μohm-cm desde el bajo al alto contenido en P. Geométricamente “uniforme” espesor RESISTENCIA ELÉCTRICA Corte Metalográfico Aumenta con el incremento del contenido en P Ideal para evitar el rectificado mecánico posterior Deposición Níquel químico Deposición Níquel Resistividad µohm-cm 160 140 120 100 80 60 40 20 0 PUNTO DE FUSIÓN 0 2 4 6 8 10 % Fósforo El punto de fusión es inferior al del níquel puro ya que el contenido de P en el depósito hace que sea dicha diferencia elevada, siendo menor cuanto mayor contenido de P tiene el depósito. Así, tenemos que el níquel puro tiene un punto de fusión de 1455 ºC y con un contenido del 11 % de P se reduce hasta los 880 ºC (eutéctico). 4 ) Disminuye la soldabilidad Tratamiento Térmico reduce la resistividad eléctrica 12 14 16 Procesos de larga vida útil de utilización y exentos de plomo. Procesos con excelente estabilidad. Menor pérdida de tiempo de producción en los procesos de formación y tratamiento de vertidos. Menor coste operacional. Sistema de trabajo con ENfinity Steady State disponible para estos procesos. AIAS COLABORACIÓN También es importante conocer que a mayor resistividad (mayor nivel de P en el depósito) menor soldabilidad del níquel químico, siendo esta característica muy importante en algunas aplicaciones industriales. Relacionado con las propiedades eléctricas tenemos otra característica intrínseca y no menos importante del níquel químico, como es la propiedad magnética del depósito de Ni+P. Esta característica es definitiva para una de las aplicaciones más extendidas con la producción de “memory discs” con el níquel químico de alto contenido en P (> 11% P). La influencia del magnetismo en el níquel químico varía con el nivel de P en el depósito, siendo no magnético un contenido > 11% de P. MAGNETISMO 100 Depósitos por encima del 11% son esencialmente no magnéticos. Coercivity (Oe) 80 60 Tratamientos térmicos por encima de 260 ºC restauran las propiedades magnéticas del níquel químico 40 20 0 0 2 4 6 8 10 12 14 16 % Fósforo Disminuye el magnetismo 3. PROPIEDADES MECÁNICAS DUREZA La dureza del níquel químico es un factor clave en muchas aplicaciones. Dicho valor de dureza lo podemos diferenciar entre el que se obtiene “recién depositado” que está fuertemente relacionado con el contenido de P en el depósito y el que se pueda obtener con un tratamiento térmico. DUREZA Y TRATAMIENTO TÉRMICO Tratamiento Térmico, Valores de dureza HV Recién depositado 100 Tratamiento Térmico 1H/400°C 1100 950-1000 800-900 800-850 900 o Temperatura C 600-700 700 450-550 500 450-550 300 100 -100 Bajo P EN Medio P EN Mínimo 50 µ depósito 6 ) Alto P EN COLABORACIÓN Efecto del tratamiento térmico a diferentes temperaturas en la dureza del depósito del níquel químico de alto contenido en P 1100 1000 Dureza (HK) 900 200 C 230 C 260 C 290 C 310 C 400 C 800 700 600 500 400 1 2 3 4 5 6 7 Tiempo de tratamiento Térmico (horas) Simiar al Bajo y Medio contenido en P Sin embargo, a través de un recocido posterior se pueden llegar a conseguir unas durezas mayores de hasta 1050 HK100, según se puede ver en la gráfica siguiente. TEMPERATURAS DE TRATAMIENTO TÉRMICO crementadas por el tratamiento térmico a valores similares a los del cromo duro y además, con no agresión al medio ambiente, por lo que puede ser un buen sustituto. En situaciones en que dos superficies metálicas deban friccionar, el gripaje puede ocurrir, particularmente si la dureza de ambas superficies metálicas es similar. La habilidad de modificar la dureza del níquel químico con un tratamiento térmico o con el control del contenido en fósforo puede ser utilizado como una ventaja técnica para evitar el gripaje si las superficies en contacto son de níquel químico. Hay varios métodos de controlar la resistencia al desgaste, siendo el método TABER el más usado. Índice de desgaste TEBER (mg/1000 cilos) El rango de temperaturas que se utiliza en el tratamiento térmico se sitúa entre los 350 y 400 ºC para obtener sus valores máximos con cualquier contenido de P en el depósito, cifrándose entre los 850 y 950 HK100. No obstante, sí que hay diferencias a menores temperaturas. 30 Recién depositado 20 10 Tratamiento Térmico 1h. a 400°C 0 4 8 6 Tiempo de recocido min. La dureza no es el único factor a valorar, ya que la resistencia al desgaste también es muy importante en muchos casos. El níquel químico recién depositado tiene buena resistencia a la abrasión y a la erosión, pero no es tan duro como otros depósitos electrodepositados, tal como el cromo duro. Naturalmente, la dureza y la resistencia al desgaste pueden ser in- 10 12 % Fósforo Natural lubricidad Coeficiente de fricción Cr vs Acero Cr vs Ni químico Ni vs Acero Ni químico vs Acero Ni vs Ni Ni químico vs Ni Con ajuste del tiempo y temperatura del recocido y su equivalencia a la dureza que puede ser obtenida AIAS 0,20 0,30 0,20 0,26 Gripado 0,25 En los resultados del índice TABER podemos leer qué depósitos de níquel químico, con bajo o alto contenido en P después de un tratamiento térmico, obtienen valores de dureza similares al cromo duro, y muy superiores al níquel electrodepositado. Tratamiento térmico específico para mejorar la ADHERENCIA Otra característica del níquel químico es la influencia que tiene el realizar un determinado tratamiento térmico para mejorar la adherencia entre la película del níquel químico y la base metálica sobre la que está depositada. ( 7 AIAS COLABORACIÓN TRATAMIENTO TÉRMICO PARA MEJORAR LA ADHERENCIA Metal Fuerza de unión Recién depositado - Tratamiento Térmico realizado (Kg/mm2) Temperatura de Tratamiento Térmico (ºC) Tiempo (h) Acero 35 - 42 + 180 - 200 2-4 Cobre 16 - 20 180 - 200 2 - 2,5 Aluminio, endurecido anteriormente 10,5 - 24,6 120 - 130 1-6 Aluminio, recién endurecido 10,5 - 24,6 140 - 150 1-2 300 - 320 1-4 Titanio Sin embargo, el tratamiento térmico normal para el níquel químico aumenta la dureza pero reduce la ductilidad. Bajo P: Tensión compresiva, tanto en soluciones nuevas como viejas. TENSIÓN INTERNA Alto P: Medio P: Tensión compresiva en soluciones nuevas pero de tracción en soluciones viejas. La tensión interna se refiera a la fuerza interna que es capaz de generar para cambiar el tamaño del depósito para liberar dicha fuerza, y puede provocar fisuras o roturas del depósito. Tensión compresiva en soluciones nuevas, pero aumenta su tensión de tracción a medida que la solución de trabajo envejece. TENSIÓNN INTERNA Por ejemplo, la resistencia a la fatiga de materiales puede verse reducida si el recubrimiento que se aplique posee elevado índice de tensión interna. En términos generales, en función del contenido de P en el depósito nos aporta las siguientes características: Tensión interna (MN/m2) 60 40 20 0 -20 -40 -60 0 2 4 6 8 10 12 14 % Fósforo Tensióncompresiva (x103 lb/in2) Mediciones de tensión interna 0 -3 -6 -9 -12 -15 1 2 Alto / P EN BAJO / P EN 8 ) 3 4 5 6 7 MTO’s de la solución de trabajo (Metal Turn Over) COLABORACIÓN Los factores que influyen en las tensiones internas de un depósito de níquel químico son: Tipo de baño. AIAS cuenta son la naturaleza y estado superficial del substrato, el espesor del depósito así como los requerimientos posteriores a realizar como el tratamiento térmico. Antigüedad del baño (MTO's). Contaminación de la solución de trabajo. Metal base a tratar. 4. RESISTENCIA A LA CORROSIÓN La resistencia a la corrosión del níquel químico es una de las mayores razones esgrimidas para su generalizada utilización en la industria, como una capa protectora efectiva y uniforme sobre toda la superficie metálica. Naturalmente, no todos los tipos de níquel químico se comportan de igual manera ante la corrosión, sea atmosférica o en contacto con soluciones alcalinas o ácidas. Por ejemplo, los depósitos de alto contenido en fósforo tienen peor comportamiento que los de bajo contenido en fósforo en altas temperaturas, en medios muy alcalinos o ácidos. Otros factores a tener en El níquel químico no es un depósito de sacrificio como lo son el zinc o el cadmio, sino que es una verdadera barrera entre el medio corrosivo y el metal base o substrato. Consecuentemente el espesor del film y la ausencia de porosidad son de gran importancia. En general los depósitos de níquel químico tienen un espesor uniforme y muy poca porosidad. La porosidad disminuye al aumentar el espesor y se ve realmente reducida con un contenido de P > 10%. La naturaleza amorfa de estos depósitos de níquel químico con alto contenido en P es ventajosa en ambientes corrosivos. La condición y estado superficial del substrato tiene un significante efecto en la porosidad del níquel químico y generalmente los depósitos con elevados espesores son recomendados para substratos rugosos para asegurar una baja porosidad y óptima resistencia a la corrosión. ( 9 AIAS COLABORACIÓN 2000+ 50µm Recién bañado 50µm con Tratamiento Térmico 1 h / 400° C 100µm con Tratamiento Térmico 10 h / 620° C hrs NSS ASTM B117 2000 1500 1000+ 1000 500 96 25 100 N/M 25 25 N/M 0 Bajo P EN Medio P EN Alto P EN Como regla general, el Tratamiento Térmico disminuye la resistencia a la corrosión RESISTENCIA A LOS ÁLCALIS RESISTENCIA A LOS ÁCIDOS 200 MP LP falla HP falla 30 Corrosión (µ/año) 150 20 100 MP 10 50 LP HP 0 0 15 30 45 60 0 15 30 45 60 Tiempo de exposición (días) Tiempo de exposición (días) Efecto de la composición de níquel químico con la resistencia a la corrosión en una solución de ácido fosfórico al 75% peso a 40 ºC LP: MP: HP: Bajo contenido P Medio contenido P Alto contenido P El níquel químico es frecuentemente requerido para conseguir una buena resistencia a la corrosión y al desgaste. El tratamiento térmico es utilizado para aumentar la dureza y aumentar las propiedades de resistencia al desgaste. Naturalmente, en función de la temperatura utilizada, se obtiene un incremento de la porosidad y con ello se ve reducida su resistencia a la corrosión debido, probablemente, a la formación de microfisuras en la superficie del níquel químico, y en especial con el de alto contenido en fósforo. ) 10 Efecto de la composición de níquel químico con la resistencia a la corrosión en una solución de sosa caútica al 45% peso a 40 ºC En general se obtienen buenos resultados: Si se escoge el proceso adecuado y con el nivel de P necesario para cada aplicación. Si se aplica adecuadamente sobre el metal base, con una correcta preparación de la pieza y con el espesor adecuado. Si se escoge el proceso adecuado para cumplir con los requerimientos del acabado. AIAS COLABORACIÓN Mejores tecnologías aplicadas a enjuagues de Cinc-Níquel alcalino (Línea de bombos) Gaspar Lloret. Director adjunto de AIMME (Instituto Tecnológico Metalmecánico) RESUMEN La disponibilidad de técnicas que permitan abordar conjuntamente la reducción de la DQO y la desestabilización de complejos metálicos es muy restringida. En este sentido, las técnicas de oxidación avanzada 1 (AOP ) basadas en fenómenos foto-electroquímicos o 2 PEC , caso de la fotocatálisis con dióxido de titanio o la fotosisis con peróxido de hidrógeno u ozono, están siendo utilizadas con éxito en diferentes aplicaciones 3 (Cf. Apartado 4.16.8 del BREF ). estas aguas, la desestabilización de complejos aminados y subcomplejos cianurados de níquel, asociada con la electrodeposición catódica para la recuperación de cinc y níquel. Los resultados obtenidos promueven la candidatura 4 a MTD de esta asociación, así como la revisión de los contenidos del BREF, ya que la oxidación anódica es tratada en el documento de referencia sin considerar detalles de su carácter catalítico ni de sus ventajas como técnica AOP sin consumo de reactivos. 1. INTRODUCCIÓN Los baños de cinc-níquel alcalino son procesos no cianurados que proporcionan recubrimientos aleados de alto contenido en níquel (en nuestro caso del 12 - 15 %) muy apreciados por su estructura columnar. Esta cualidad permite aunar a sus características anticorrosivas un notable aguante ante las deformaciones mecánicas. Si además de reducir DQO y desestabilizar complejos metálicos se pretende eliminar la presencia de metales pesados, con opciones de reciclaje, solo la asociación entre técnicas electrocatalíticas y electrodeposición (electrowinning) permite la obtención de resultados satisfactorios (Cf. Proyecto ZERO PLUS: enjuagues de cobre cianurado), (Cf. Apartado 4.16.4 del BREF). La formulación de un baño de cinc-níquel alcalino es similar a la de los baños de cinc exento de cianuro solo que incorporando un complejo catiónico de níquel a la solución de cincato. Los complejos de níquel son de naturaleza poliaminada y nitrilada lo que, unido al uso de poliepoxiaminas como abrillantadores, constituye la causa principal del elevado valor de DQO del baño. El proyecto ZERO PLUS (LIFE 05 ENV / E / 256) evalúa el comportamiento de la técnica de oxidación anódica catalítica, para el tratamiento in situ de la DQO de Los ánodos empleados son insolubles, con preferencia hacia los de níquel frente a los de acero recubierto con aleación de níquel-fósforo, y operan a una densidad de corriente superior a los 4 A/dm2. En estas condiciones se favorece la oxidación de las 5 poliaminas a nitrilos formando nitrilo-complejos de níquel los cuales, dada la alcalinidad del medio (pH ≈ 14), se hidrolizan transformándose en tetracianocomplejos de níquel. 1 AOP: Advanced Oxidation Processes 2 EC: Photo-electrochemical Systems 4 MTD: Mejor Técnica Disponible 5 Frischauf R. Zinc-Nickel Alloy Plating Utilizing Boxed Anode Technology. 3 Reference Document on BATs for the Surface Treatment of Metals and Plastics (August, 2006) Proc. of 89 AESF Annual Technical Conference. SUR/FIN 2002. pp 544547. Chicago. 2002 Los arrastres que los baños de cinc-níquel alcalino transmiten a sus enjuagues se ha convertido en un problema clásico, por su dificultad de tratamiento, donde se combinan los tres problemas mencionados: DQO, complejos metálicos y metales pesados. ) 12 COLABORACIÓN La presencia de subcomplejos cianurados de níquel, con una velocidad de formación de 10 mg/Amperiohora, supone una complicación adicional para el tratamiento de las aguas residuales ya que, a causa de su estabilidad, son muy resistentes a los tratamientos de oxidación por vía húmeda con hipoclorito. Con el fin de aislar los ciano-complejos de níquel se ha desarrollado un sistema preventivo basado en la técnica de electrolisis con membrana. Consiste en introducir cada ánodo en una cesta forrada con una membrana catiónica perfluorada (tipo NAFION, serie 400) que impide la transferencia de las especies aniónicas al baño. AIAS metales pesados a los enjuagues continúan lo que, unido a su coste y exigencias de mantenimiento, limita sus beneficios. El planteamiento realizado por ZERO PLUS es más sencillo y pragmático: No poner coto a la generación de ciano-complejos y tratar sus arrastres, junto a la DQO y metales pesados, mediante la asociación entre la oxidación anódica catalítica y la electrodeposición, hasta compatibilizar su vertido con el de las aguas urbanas. Dicho de otro modo, su principal objetivo es la transformación de la “DQO dura”, o refractaria al tratamiento biológico, a intrínsecamente biodegradable. Realmente se trata de una adaptación de la técnica de electro-electrodiálisis de dos compartimentos, limitados por una membrana catiónica, en donde todas y cada una de las posiciones anódicas del baño se transforman en celdas de electrolisis con membrana. El cátodo lo constituyen los propios objetos a recubrir. 2. FOCALIZACIÓN DEL PROBLEMA La única ventaja del sistema es el bloqueo del paso de especies cianuradas al baño y la menor formación de carbonatos. Sin embargo, los arrastres de DQO y Puede llamar la atención la inexistencia de un enjuague de recuperación en la primera posición. La razón está en el requerimiento de una superficie no La función de enjuague de la instalación consta de tres enjuagues corrientes, el primero de 600 litros y los otros dos de 800 litros. Todos ellos purgan semanalmente la totalidad de su volumen. ( 13 AIAS COLABORACIÓN pasiva y buena receptora del posterior cromatizado. Para ello es necesario mantener la solución de enjuague en un pH ≤ 10. Considerando que el baño de cinc-níquel opera a pH ≈ 14 y que el arrastre al enjuague se sitúa en 1,3 l/h, se justifica la actual configuración de la línea a pesar del importante consumo de agua que comporta. La DQO del baño se sitúa alrededor de 125 g/l y la concentración de cianuro total en el baño se estabiliza en 300 mg/l para el citado valor de arrastre. Con el fin de incorporar una celda electrolítica que combine la oxidación anódica catalítica y la electrodeposición se realizan las modificaciones siguientes: Transformación del primer enjuague corriente a estático. Conexión de la celda de electrolisis a una cuba auxiliar totalizando la misma capacidad que la primera posición de enjuague (600 litros). Implantación de un circuito cerrado entre ambas cubas y la celda de electrolisis. Se contempla la opción de transformar el segundo enjuague de corriente a estático. Con los cambios propuestos, las características de la instalación quedan del siguiente modo: pH Enjuague 2 (corriente) Baño cinc-níquel Enjuague 1 (estático) 13,5 12,3 ≤ 10 1.900 1.200* 800 Volumen (l) Arrastre (l/hora) 1,3 1,3 1,3 Caudal alimenación (l/hora) ----- ----- 400 ----- 62 42 Purga semanal (m3/año) * Dos cubas conectadas de 600 + 300 litros y una celda de electrolisis de 300 litros. Las concentraciones de partida tanto para el baño como para el enjuague 1 son: pH Baño cinc-níquel Enjuague 1 (estático) 13,5 12,3 DQO (g/l) 123,0 4,0 Nitrógeno total (g/l) 22,6 0,8 Nitrógeno (amonio) (g/l) 0,4 0,005 Nitrógeno (nitratos) (g/l) ----- ----- Carbonatos (g/l) 58,5 1,5 Cianuro total (g/l) 0,3 0,006 Cinc (g/l) 10,3 0,33 Níquel (g/l) 1,6 0,06 La mayor celda electrolítica unidad disponible para el tratamiento es de 360 litros de capacidad y contiene 6 50 cátodos reticulados + 51 ánodos catalíticos tipo MMO de base estaño. Para mayores requerimientos es posible la conexión en serie de varias celdas. 6 MMO: Óxidos Metálicos Mezclados ) 14 COLABORACIÓN AIAS Las dificultades previstas se resumen en: la estabilidad de amino y ciano-complejos de níquel y la evolución del pH en los enjuagues. A valores de pH > 10 la superficie de cinc-níquel se pasiva y manifiesta baja receptividad hacia las protecciones crómicas adicionales. 3. RESULTADOS OBTENIDOS CON LA OXIDACIÓN ANÓDICA CATALÍTICA Y LA ELECTRODEPOSICIÓN El primer planteamiento del proyecto ZERO PLUS es la mineralización total de la DQO, es decir, alcanzar una reducción no inferior al 75 % de su contenido. Los resultados obtenidos son: Enjuague 1 (estático) Enjuague 2 (corriente) DQO a tratar (kg/día) 25,6 ----- DQO destruida (kg/día) 20,7 ----- Reducción de DQO (%) 81 ----- DQO estacionaria (mg/l) 1.000 3 Cinc estacionario (mg/l) 15 0,05 Con esta opción se genera: Un vertido discontinuo, por purga de 1.200 l/semana, conteniendo DQO ≈ 1 g/l y Zn + Ni + Cianuro total < 1 mg/l. Un vertido continuo de 400 l /hora, intrínsecamente biodegradable. Un vertido discontinuo, por purga de 800 l/semana, también intrínsecamente biodegradable. Bajo estas condiciones, el enjuague corriente 2 puede ser transformado a estático, con purga diaria, permitiendo que el ahorro global de agua se aproxime a 2.600 m3/año (98% de reducción del consumo actual). Sin embargo, tal planteamiento supone el uso de dos celdas de electrolisis, conectadas en serie y equipadas con un total de 100 cátodos y 102 ánodos catalíticos, comportando unas inversiones muy elevadas y un consumo energético de 53.000 kWh/año. La opción de mineralización total resulta muy desfavorecida económicamente Por este motivo se realiza un nuevo planteamiento, menos ambicioso pero más realista, que consiste en una mineralización parcial de la DQO hasta alcanzar una reducción del 50% de su contenido. Se pretende con ello utilizar una única celda de electrolisis y reducir las inversiones y los costes de explotación a la mitad. Los resultados del segundo planteamiento son: Enjuague 1 (estático) Enjuague 2 (corriente) DQO a tratar (kg/día) 25,6 ----- DQO destruida (kg/día) 12,8 ----- Reducción de DQO (%) 50 ----- DQO estacionaria (mg/l) 4,100 12 Cinc estacionario (mg/l) 64 0,2 AIAS COLABORACIÓN En estas condiciones, el vertido discontinuo por purga de 1.200 l/semana contiene una DQO ≈ 5,3 g/l, manteniéndose la suma de Zn + Ni + Cianuro total < 1 mg/l. Los vertidos procedentes del enjuague corriente 2, uno continuo de 400 l/hora y otro discontinuo por purga de 800 l/semana, siguen siendo intrínsecamente biodegradables. Del mismo modo que en el caso anterior, este enjuague sigue siendo transformable a estático, requiriendo purga diaria y permitiendo idénticas cotas de ahorro en agua. El pH del enjuague 1 disminuye a lo largo de la oxidación hasta estabilizarse en un valor próximo a 9. Ello ocurre por la liberación de acidez en las dos etapas de transformación del amino-complejo de níquel, tanto en el paso a nitrilo-complejo, como durante la hidrólisis de éste a alcohol y cianocomplejo de níquel. Durante la hidrólisis de los nitrilo-complejos el contenido en subcomplejos cianurados de níquel se cuadruplica, aunque al final del proceso de oxidación el cianuro total se sitúa en niveles inferiores a los límites de vertido (0,5 mg/l). El nitrógeno orgánico se reduce en más de un 50% (pasando de 0,75 a 0,33 g/l). Se incrementa la presencia de amonio (de 5 a 140 mg/l) y nitratos (de 2 a 40 mg/l). Estas transformaciones favorecen el tratamiento del vertido en la EDAR. El consumo energético de la electrolisis, operando 6 días/semana y 24 horas/día, es de 27.400 kWh/año. Las consecuencias se resumen en: Reducción del volumen de residuo a gestionar de 2.640 a 60 m3/año (98%). Reducción del consumo de agua en la misma proporción (2.580 m3/año). Reducción de la DQO vertida de 670 a 334 kg/año (50%). Esta reducción podría ser del 85% pero duplicando el coste de tratamiento. Reducción del nitrógeno orgánico en un 55% con transformación parcial a amonio. ) 16 Reducción de arrastres de cinc, níquel y cianuro en un 100%. · Cinc: de 13,4 g/hora a 0,001 g/hora. · Níquel: de 2,2 g/hora a cero. · Cianuro; de 0,35 g/hora a cero. Mantenimiento de las características del enjuague: pH < 10. Recuperación de una aleación de Zn-Ni (55 kg/año de cinc y 9 kg/año de níquel gestionable como un residuo banal. Reducción de lodos de depuración de 35,5 a 0,8 t/año (98%). 4. CANDIDATURA A MTD El estudio global de costes para una instalación de similares dimensiones que la empresa del proyecto, considerando un índice anual de inflación del 3,5 %, varía en función del precio del agua. De este modo: Para un coste del agua alrededor de 0,5 €/m3: Período de retorno de 10,5 años (caso asimilable a España). Para un coste del agua alrededor e 3 €/m3: Período de retorno de 4,5 años (caso asimilable a Francia). El proyecto ZERO PLUS promueve la revisión de los contenidos del BREF de “Tratamientos de Superficie de Metales y Materiales Plásticos” en lo concerniente a la asociación entre la oxidación anódica catalítica y la electrodeposición catódica en sus aplicaciones a los problemas relacionados con la presencia de DQO, complejos metálicos y metales pesados. Se sugieren las siguientes recomendaciones: Apdo. 2.5.4.4. de “Deposición de aleaciones de cinc”: Revisar los contenidos relativos a los baños de cinc-níquel alcalinos y su referencia a los efluentes alcalinos libres de cianuro. Apdo. 2.5.4.4. de “Deposición de aleaciones de cinc”: Revisar las recomendaciones de tratamientos de cloración, tanto por su ineficacia con los cianocomplejos de níquel como por la generación de cloraminas en el tratamiento de amino-complejos y nitrilocomplejos de níquel. Los tratamientos susceptibles de generar contaminaciones colaterales no son recomendables. AIAS COLABORACIÓN Apdo. 4.11. de “Mantenimiento de las soluciones de proceso”: Incluir un nuevo apartado, después de 4.11.9. y 4.11.10, donde se consideren las ventajas de la asociación entre la electrodeposición de metales y la oxidación anódica catalítica para la resolución de problemas que combinen elevados niveles de DQO con complejos metálicos y metales pesados. Apdo. 4.12.1. de “Recuperación de metales por electrolisis”: Similares recomendaciones al apartado anterior, con especial énfasis hacia la capacidad de la oxidación anódica catalítica para la desestabilización de los complejos metálicos y la posterior recuperación de metales mediante electrodeposición catódica. Apdo. 4.12.1. de “Recuperación de metales por electrolisis”: Ampliar las recomendaciones para el material anódico con propiedades catalíticas. Distinguir entre los recubrimientos catalíticos de óxidos metálicos activos y óxidos metálicos inertes. Remarcar la importancia del dopaje en estos últimos para mejorar su sobretensión al oxígeno. Incluir los recubrimientos ) 18 con óxidos de metales comunes, caso del óxido de estaño dopado con antimonio. Incluir igualmente los nuevos materiales catalíticos no metálicos, caso del diamante dopado con boro. Apdo. 4.16.4. de “Oxidación de cianuros”: Establecer la importancia de la técnica de oxidación anódica catalítica en la destrucción de ciano-complejos altamente estables y resistentes a la oxidación por vía húmeda con hipoclorito. Documentar la trascendencia de la técnica en la desestabilización y destrucción de los ciano-complejos de níquel resultantes de la oxidación de amino y nitrilo-complejos de níquel en los baños de cinc-níquel alcalino. Apdo. 4.16.8. de “Agentes complejantes”: Similares recomendaciones al apartado anterior, con especial énfasis hacia los complejos metálicos catiónicos del baño de cinc-níquel alcalino. Resaltar la sustancial reducción de la DQO, derivada de amino y nitrilo-complejos, que se alcanza con el uso de la oxidación anódica catalítica. Remarcar su elevada capacidad de desestabilización hacia este tipo de complejos. ACTUALIDAD AIAS Cumbre Europea sobre POP 2010 – Tecnologías Verdes de Atotech para los Recubrimientos Electrolíticos Decorativos POP- Plating On Plastics Durante los días 15 y 16 de abril de 2010, Atotech reunió a 90 invitados de 15 paises europeos en su sede central de Berlín para la Cumbre Europea de POP 2010. En su segunda edición, este importante evento ha encendido una luz en las últimas tendencias de la industria del automóvil y la grifería, confirmando el liderazgo de Atotech en el reto del desarrollo sostenible. Durante la cumbre, Atotech guió a sus invitados en un recorrido por la línea piloto de POP y les mostró el recientemente instalado equipamiento para el control On line/At line de la línea de cromado de plástico. Este sistema de control satisface las más altas demandas de calidad y eficiencia para los procesos de deposición, así como asegura el máximo control de la línea a través de la realización de toda una serie de análisis automáticos, desde valoraciones hasta espectroscopia, cromatografía y la determinación de parámetros físicos. De este modo se reducen de forma considerable el tiempo de reacción, el rechazo, y los costes de proceso. Por otra parte, se presentaron a los participantes las últimas innovaciones en equipos auxiliares desarrollados por Atotech, tales como Satilume® LongLife, un innovador equipo de filtración y dosificación que permite la producción estable de acabados de níquel satinado durante cinco días completos, proporcionando una alta calidad de forma continua. Otro caso es el sistema Trichrome® Ion Exchanger, concebido para prolongar la vida de los electrolitos Trichrome® a través de la retirada continua de impurezas metálicas. Los participantes en el POP Summit también tuvieron la oportunidad de asistir a varias presentaciones sobre los últimos desarrollos de Atotech en el campo de los acabados decorativos. Se dedicó una especial atención a las tecnologías verdes, mostrando una vez más la prioridad que supone para Atotech la transición hacia soluciones más eficientes y sostenibles. Análisis Online: unidad de control para el proceso de recubrimiento Europa galardona el proyecto medioambietal Zero Plus de AIMME La Comisión Europea ha entregado a AIMME el premio “Best LIFE Projects”, que reconoce las mejores iniciativas ecológicas del año. Con Zero Plus, un proyecto destinado a reducir los residuos industriales, AIMME se hace, por segunda vez, con este reconocimiento. El Instituto tecnológico Metalmecánico, AIMME, recogió en Bruselas el premio “Best LIFE Projects” por su proyecto de reducción de residuos industriales Zero Plus. Este galardón, que concede la Comisión Europea, reconoce las mejores 23 propuestas medioambientales finalizadas en 2009 en toda Europa. El encargado de recoger esta mención fue el director de la Delegación de la Comunitat Valenciana en Bruselas, Juan Manuel Revuelta. Zero Plus ha sido elegida una de las cinco mejores propuestas en materia de gestión de residuos. Se trata de una iniciativa impulsada por AIMME que está destinada a reducir la cantidad de residuos líquidos que genera la industria de tratamiento de superficies, una de las actividades potencialmente más contaminantes. Este proyecto ha conseguido aproximarse al vertido cero al final de la cadena productiva gracias a la aplicación de las Mejores Técnicas Disponibles (MTD's) en los procesos de producción de la industria galvánica. Este proyecto valenciano ha sido cofinanciado por el programa Life+ Medio Ambiente de la Comisión Europea y cuenta con el apoyo del Consell, a través ( 19 AIAS ACTUALIDAD Superficies metálicas” (Pretratamientos: Finalidad y Aplicaciones). Esta Jornada formaba parte del 52º Encuentro Técnico de AETEPA, y estaba organizada por la Asociación Española de Técnicos en Pinturas y Afines (AETEPA), la empresa Química del Aluminio, S.L. y la Sección técnica de Corrosión y Protección de la Associació de Químics de Catalunya. de la Fundación Comunidad Valenciana-Región Europea. Bajo el liderazgo de AIMME, otros tres socios valencianos participan en este consorcio: las empresas Galol e Innove Verda y los departamentos de Economía Aplicada y Derecho Administrativo de la Universitat de València. La ceremonia de entrega de los premios se ha hizo coincidir con la Semana Verde, el mayor evento anual europeo relacionado con el medio ambiente. En ella, Juan Manuel Revuelta se mostró muy orgulloso y agradecido por el reconocimiento. “La Comunitat Valenciana ocupa la primera posición entre las 271 regiones de la Unión Europea en obtención de fondos europeos para proyectos medioambientales, con más de 34 millones de euros conseguidos a través de los programas Life+ y Eco-Innovación”, añadió Revuelta, “y es por ello que reconocimientos como éste deben servir de estímulo para que las entidades valencianas sigan el ejemplo de AIMME y presenten propuestas de proyecto”. “Es un orgullo poder recoger este premio en nombre de AIMME, ya que es la segunda ocasión en la que la Comisión Europea premia el trabajo de este instituto” manifestó Revuelta. Y es que, en 2008 el instituto tecnológico ya recibió este reconocimiento por el proyecto UrbanBAT, un modelo de gestión integral de residuos diseñado para la flota de autobuses urbanos de la EMT de Valencia, que, además de reducir el impacto de las emisiones, consigue recuperar y reutilizar más del 90% del agua utilizada en la limpieza de los vehículos. Jornada técnica “Tecnología de Tratamientos de superficies metálicas” El pasado 8 de Junio, tuvo lugar en la sala de actos de la Associació i Col·legi de Químics de Catalunya, sita en Avda. Portal de l´Ángel, 24, 1º 2ª de Barcelona, la Jornada técnica “Tecnología de Tratamientos de ) 20 La Jornada comenzó puntualmente a las 18,00 h con la Presentación y Bienvenida del Dr. Enrique Julve, Presidente de esa Sección técnica y Profesor de la UAB. El Dr. Julve, después de dar la bienvenida al público presente, habló de los actos que cada año celebra esa Sección técnica (sean Conferencias, Jornadas técnica o Mesas redondas) referentes a Galvanotecnia, Pinturas, anodizados o pretratamientos de materiales metálicos. En esta ocasión, dijo, esta Sección técnica colabora por primera vez, de manera directa, con la Asociación AETEPA y con la empresa Química del Aluminio, S.L. en la organización de una acto en común y deseó que esta colaboración prosiga en el futuro, en bien de estas asociaciones y respectivos asociados. Al propio tiempo, invitó a los presentes a una próxima Jornada a celebrar el día 22 de Junio a las 18,30 h en esta misma sala de actos, que versará sobre “La Nanotecnología en el ámbito de los biomateriales y de los recubrimientos metálicos”. Seguidamente, según el programa, D. Bartolomé Rodríguez Torres, presidente de AETEPA, hizo la Introducción del tema de la Comunicación y presentó al conferenciante. El Sr. Rodríguez hizo mención de los Encuentros que la Asociación AETEPA suele organizar cada año y que en este caso completan el número 52. Se refirió a ellos como muy necesarios para informar y dar a conocer las distintas tecnologías a sus asociados y otros colectivos relacionados con el mundo de las Pinturas y Barnices. A continuación, hizo la semblanza del conferenciante, D. José Benito, Licenciado en Ciencias Químicas y Director Técnico de la Empresa Química del Aluminio, S.L., sita en la localidad de Fraga (Huesca). Seguidamente, el Sr. Benito comenzó su exposición con la pregunta ¿Qué es un Pretratamiento para un recubrimiento?. Comentó que los recubrimientos o revestimientos que iba a tratar se clasifican en dos tipos: recubrimiento orgánicos (pinturas, esmaltes o tintas) y recubrimientos de conversión (películas NOTICIAS TÉCNICAS básicamente inorgánicas formadas por acciones químicas con la superficie de un metal, pero que con frecuencia se impregnan con sustancias orgánicas). En esta conferencia, dijo, se iba a referir a los recubrimientos de conversión, obviando los recubrimientos orgánicos y los recubrimientos metálicos electrodepositados, dividiéndola en dos partes: Historia y generalidades de los Tratamientos de Superficies metálicas y Situación actual de esta Tecnología. Indicó que los recubrimientos de conversión, por lo general, tienen espesores muy pequeños: inferiores a 3 micrómetros, pero normalmente se forman desde la superficie original, están estrechamente ligados a ella y no alteran apreciablemente sus dimensiones. Las superficies así tratadas constituyen una base inmejorable para otros tipos de acabados, como pinturas, aportando al conjunto propiedades optimizadas en muchos aspectos: anticorrosión, adherencia, etc. Comentó que las formas más comunes de este tipo de recubrimientos son el fosfatado, el cromatizado, los óxidos anódicos y las aleaciones electrodepositadas de cinc, aluminio, titanio y magnesio. Durante la presentación de esta conferencia el ponente analizó los antecedentes históricos y el estado actual de los pretratamientos utilizados y, asimismo, se refirió a diversos casos prácticos planteados en fábrica y resueltos a pié de obra. Al final de la conferencia, tuvo lugar un coloquio general muy animado, al cabo del cual el Dr. Julve agradeció a los asistentes su colaboración y les invitó a asistir a la próxima Jornada técnica sobre “Nanotecnologia”. Seguidamente la Empresa Química del Aluminio, S.L. ofreció un cóctel a los asistentes, que se sirvió en una salón adjunto a la sala de actos del Col·legi de Químics. AIAS cidetec NUEVOS RECUBRIMIENTOS DUROS PARA AVIONES Andreas Walther y sus colegas, de la Universidad de Ciencia y Tecnología de Helsinki han desarrollado un método simple para fabricar papeles y recubrimientos de gran área parecidos al nacre, y que podrían aplicarse sobre las paredes de los edificios y aviones como refuerzo de peso ligero. El nacre es el material que compone las conchas de abulón, cuyas características principales son su bajo peso y su resistencia ante rupturas. En este sentido, el año pasado el grupo de Robert Ritchie, del departamento de Ciencias de los Materiales e Ingeniería de la Universidad de California, en Berkeley, fabricó un material parecido al nacre que se ha convertido en la cerámica más dura jamás creada. Bajo la forma de un recubrimiento, este tipo de material tan duro y fuerte podría reforzar paredes y recubrir aviones sin añadir peso significativo. Pero esta solución no logró salir del laboratorio debido a que el material requería de una serie de procesos muy laboriosos y difíciles de industrializar. Sin embargo, los investigadores de la Universidad de Ciencia y Tecnología de Helsinki describen un proceso más sencillo para combinar plaquetas de arcilla fuertes y con forma de disco con alcohol de polivinilo. El recubrimiento resultante está compuesto de discos de nanoarcilla apilados en filas, y con una estructura muy similar a la que encontramos en el nacre natural. Si el proceso desarrollado tiene éxito, podría usarse para reemplazar los materiales estructurales de los aviones. Fuente: www.technologyreview.com/ Publicado en la Hoja Informativa de Galvánica y Corrosión de Cidetec nº 106. ferias, exposiciones, conferencias… enero, febrero, marzo, abril, mayo, junio, julio, agosto, septiembre, octubre, noviembre y diciembre Visite nuestra web, www.aias.es donde encontrará toda la información sobre las ferias, exposiciones y conferencias que tendrán lugar a lo largo de este año, así como otras informaciones de interés. enero, febrero, marzo, abril, mayo, junio, julio, agosto, septiembre, octubre, noviembre y diciembre ( 21 AIAS ACTIVIDADES VENTAJAS PARA LOS SOCIOS Aias ha firmado acuerdos de colaboración con las empresas db Prevenció y con la empresa AFIRMA Gestión, por los que todos los asociados pueden beneficiarse de descuentos en la contratación de los servicios que ofrecen en prevención de riesgos laborales y en protección de datos, respectivamente. Consultar precios llamando a AIAS Tel. 93 453 35 57 o entrar en la web http://www.aias.es/acords.htm JORNADA: LA INDUSTRIA DEL VEHÍCULO VERDE. CAPACIDADES ACTUALES Y OPORTUNIDADES DE FUTURO PARA CATALUÑA Cataluña tiene capacidad para aprovechar las oportunidades de negocio que supondrá la fabricación del vehículo verde En la inauguración de la jornada "La industria del vehículo verde: capacidades actuales y oportunidades de futuro para Cataluña", el “Conseller” de Innovación, Universidades y Empresa, Josep Huguet, avanzó que el gobierno de la Generalitat tiene previsto invertir unos 200 millones de euros en el ámbito industrial, científico y tecnológico relacionado con la producción del vehículo verde. La jornada ha establecido las bases para la elaboración de una estrategia conjunta de la industria, los centros tecnológicos y los grupos de investigación para conseguir que en Cataluña se diseñen, se desarrollen y se fabriquen el mayor número posible de estos vehículos. El Secretario de Industria y Empresa, Antoni Soy, ha concluido que Cataluña está preparada para dar las respuestas industriales, tecnológicas y científicas que plantea la fabricación del vehículo verde, y ha avanzado las líneas maestras para impulsar este sector en Cataluña. Las conclusiones de la jornada se integrarán en la Estrategia para el Impulso del Vehículo Verde en Cataluña que actualmente está preparando el Gobierno de la Generalitat. ) 22 - Cataluña tiene capacidad para aprovechar las oportunidades de negocio que supondrá la fabricación del vehículo verde. Esta es la conclusión que se extrae de la jornada La industria del vehículo verde: capacidades actuales y oportunidades de futuro para Cataluña, organizada por el Departamento de Innovación, Universidades y Empresa de la Generalitat (DIUE), y que se ha celebrado esta mañana en la Universidad Politécnica de Cataluña (UPC). En el acto, en el que han asistido más de 250 personas de empresas industriales, centros tecnológicos, equipos universitarios de investigación y de la Administración, se ha presentado públicamente la primera radiografía completa de la industria del vehículo verde en Cataluña. Esta radiografía está integrada por un diagnóstico de las capacidades industriales, realizada por el Observatorio de Prospectiva Industrial, por un análisis de las capacidades tecnológicas, realizada por la Sociedad de Técnicos de Automoción (STA), y por un inventario de los grupos de investigación existentes en Cataluña, elaborado por las principales universidades catalanas, bajo la coordinación de la Universidad Politécnica de Cataluña (UPC). Durante la presentación, el “Conseller” Huguet ha declarado que "Cataluña quiere contar con el ciclo completo" en cuanto a los motores considerados menos contaminantes. Para poder alcanzar esta meta, el consejero de Innovación, Universidades y Empresa, Josep Huguet, ha recordado que "Cataluña quiere seguir siendo el motor de la industria del automóvil en Europa". En este sentido, Josep Huguet ha avanzado que "el gobierno de la Generalitat tiene previsto invertir unos 200 millones de euros en el ámbito industrial científico y tecnológico relacionado con la producción del vehículo verde". Por su parte, el Secretario de Industria y Empresa, Antoni Soy, dio respuesta a una de las cuestiones que se planteaba a la jornada: las actuaciones a emprender desde la administración, cuáles han de ser los proyectos que hay que apoyar para continuar al frente del sector de la automoción. En este sentido, Soy avanzó las líneas maestras que la Generalitat desarrollará para impulsar la industria del vehículo verde en Cataluña. Estas se encaminarán hacia: • Actuaciones destinadas a disponer de empresas en todas la fases de la cadena de valor del vehículo verde, con una ACTIVIDADES especial atención en el establecimiento de un fabricante de “battery pack” - Trabajar para la localización en Cataluña de diseño, desarrollo y producción de nuevos modelos del vehículo verde. • Dar apoyo a proyectos en el entorno del vehículo verde, como por ejemplo la integración de tecnologías fotovoltaicas. • El refuerzo competitivo de la industria de suministro de sistemas y componentes y auxiliar en ámbitos como el desarrollo e innovación de producto o el apoyo a alianzas estratégicas, entre otros • El apoyo a la creación y a la dinamización de la plataforma industrial del vehículo verde. En el acto se ha dado también respuesta a otras preguntas como: AIAS y centros tecnológicos para diseñar, desarrollar e industrializar un vehículo completo de manera muy competitiva, especialmente en cuanto a vehículos de flotas, donde se detectan grandes oportunidades. A nivel científico, se ha podido constatar la capacidad existente en Cataluña para afrontar los retos de futuro de este sector con la identificación de 66 grupos de investigación repartidos en 8 universidades. ¿Qué deben hacer las empresas para competir con éxito en el negocio del vehículo Verde? En el estudio de capacidades industriales se han identificado: ¿Qué tecnologías y productos requiere el vehículo eléctrico? 33 empresas que no se verán significativamente impactadas por la aparición del vehículo verde. Es el caso de los fabricantes de asientos. Las principales tecnologías implicadas en el vehículo verde son las relacionadas con la combustión interna, la reducción de peso, los materiales reciclables, la mejora de la eficiencia, el almacenamiento, gestión y tracción eléctrica, la gestión telemática y la comunicación y las tecnologías relacionadas con los procesos. 79 empresas que deberían rediseñar su producto cambiando ciertas tecnologías y quizás también materiales. Estas empresas se encuentran mayoritariamente en los bloques de interior, de exterior, de chasis y de seguridad y confort En cuanto a los productos, son pocos los sistemas o componentes que no entran en juego en el vehículo verde. Desde los componentes relacionados con la combustión interna, que mejorarán sus prestaciones en eficiencia y en emisiones, hasta las baterías, la electrónica de potencia y los motores eléctricos propios del vehículo eléctrico, pasando por los bloques de componentes de chasis, de exterior, de interior y de seguridad y confort que vivirán una adaptación en términos de eficiencia, peso y electronificación. Asimismo, se ha puesto el énfasis en la importancia que toman los sistemas complementarios de alimentación eléctrica como los fotovoltaicos y los recuperadores de energía. ¿Con qué capacidades industriales, tecnológicas y científicas contamos actualmente en Cataluña? ¿Qué falta? Una de las conclusiones de la jornada es que la irrupción del vehículo verde (intensificada por el vehículo eléctrico) transformará la cadena de valor que deberá adaptarse a las nuevas necesidades productivas. Cataluña cuenta con una completa cadena de valor en la que un conjunto mayoritario de las empresas deberán modificar sus productos incorporando otras tecnologías y materiales, una porción significativa se enfrenta a una reducción de mercado a medio y largo plazo y, finalmente, un pequeño grupo no se verá significativamente impactado por este fenómeno. Antoni Soy ha asegurado que "en el sector industrial catalán destacan los sectores eléctrico y electrónico, lo que permitirá cubrir las necesidades en sistemas y componentes inherentes al almacenamiento, la gestión, el control y la motricidad eléctricas" A nivel tecnológico, los ponentes han constatado que en Cataluña hay un alto conocimiento sobre tecnologías y materiales para la reducción de peso. También se han detectado capacidades tecnológicas en nuestras ingenierías 22 empresas que deberán reconceptualizar su producto, partiendo desde cero y que trabajan en el ámbito de los sistemas de calefacción, aire acondicionado y frenos y deberán intensificar su labor de I + D. 40 empresas que perderán cuota de mercado a medio y largo plazo pero que todavía tienen un recorrido en cuanto a mejora tecnológica. Son del ámbito de bloque motor y potencia y su reto se encuentra en la innovación y en la diversificación a medio plazo. 60 empresas de proceso, principalmente en el segmento de la transformación metálica, de plástico y otros materiales. Deberán de innovar en procesos, en la incorporación de tecnologías de tratamiento de nuevos materiales y en la incorporación de nuevo equipamiento para la manipulación de su materia prima. La estrategia industrial para el vehículo verde se enmarca dentro de la Estrategia Catalana para la Automoción (20092020), aprobada por el Gobierno en marzo de 2009, y en el que se establecían tres niveles de trabajo: un plan de medidas inmediatas de rescate, un plan de impacto estructural, y un plan de transición y de competitividad a medio y largo plazo. Concretamente, para esta próxima década, la Estrategia Industrial para el Vehículo Verde (2010-2020) debe contribuir a alcanzar los siguientes objetivos (alineados con el Plan de Política Industrial, que se aprobará esta semana, y con el Plan de Investigación e Innovación): mantener la cuota de mercado de los fabricantes con plantas en Cataluña en el mercado español y europeo; aumentar el peso de la producción de las plantas catalanas; mantener el peso de las actividades relacionadas con el material de transporte en el total del PIB industrial, mantener la cuota de mercado de los fabricantes de componentes catalanes en el comercio mundial, y aumentar el nivel de inversión privada en I + D y desarrollo tecnológico. ( 23