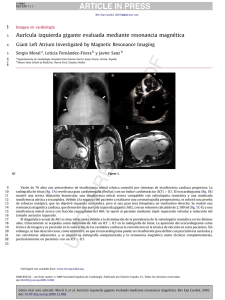
hilo de seguridad metalico, magnetico, con inscripcion negativa.
Anuncio

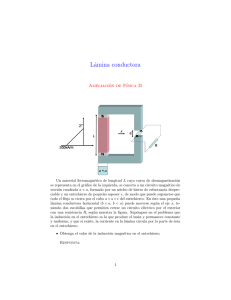
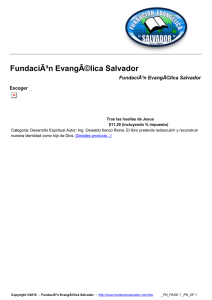
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k ES 2 092 090 kInt. Cl. : B42D 15/00 11 N.◦ de publicación: 6 51 ESPAÑA k TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 92901408.2 kFecha de presentación : 18.12.91 kNúmero de publicación de la solicitud: 0 516 790 kFecha de publicación de la solicitud: 09.12.92 T3 86 86 87 87 k 54 Tı́tulo: Hilo de seguridad metálico, magnético, con inscripción negativa. k 73 Titular/es: GAO Gesellschaft für Automation k 72 Inventor/es: Kaule, Wittich; k 74 Agente: Durán Olivella, Alfonso 30 Prioridad: 20.12.90 DE 40 41 025 und Organisation mbH Postfach 70 07 03 D-81307 München, DE 45 Fecha de la publicación de la mención BOPI: 16.11.96 45 Fecha de la publicación del folleto de patente: ES 2 092 090 T3 16.11.96 Aviso: k k Böhm, Michael; Schneider, Walter y Burchard, Theodor k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 092 090 T3 DESCRIPCION La presente invención se refiere a un documento de seguridad, en especial un billete de banco, una tarjeta de identificación o similar, con un elemento de seguridad en forma de un hilo o banda de un material transparente de soporte, provisto de una capa metálica con vaciados legibles por transmisión, en forma de signos, dibujos o similares. La invención se refiere además a un elemento de seguridad de este tipo ası́ como a un procedimiento para la fabricación de este elemento y del documento. Los hilos de seguridad de plástico provistos de un recubrimiento magnético, se conocen hace mucho tiempo (DE 16 96 245, EP 0 310 707 A1) y se han impuesto como eficaz caracterı́stica de seguridad, de lectura a máquina. Para incrementar todavı́a más la seguridad contra la falsificación de este eficaz distintivo de seguridad, se propuso combinar la capa magnética con una capa metálica (DE 27 54 267 C3, EP 0 377 160 A1). Esto tiene la especial ventaja, de que las caracterı́sticas no pueden ser reconocidas e imitadas con facilidad por un falsificador. Por otra parte, las personas corrientes que manejan este tipo de documentos de seguridad, tampoco son capaces de reconocer estas caracterı́sticas de seguridad. Debido a ello, se dotaron frecuentemente los hilos conocidos con una microimpresión adicional (EP 377 160 A1). No obstante, esta microimpresión no demostró ser una caracterı́stica de seguridad visual particularmente buena, ya que la escritura sobre el hilo oscuro no se puede reconocer al trasluz y sólo con mucha dificultad a la luz incidente. En las publicaciones US-A 4,941,617 y EP 279 880 A1, se propone como alternativa prever signos metálicos sobre un hilo transparente. La capa metálica, una vez introducida en el papel, apenas es reconocible cuando se observa a la luz incidente, debido a sus propiedades reflectantes, mientras que a trasluz, la capa metálica se destaca en forma de signos oscuros del entorno luminoso. No obstante, debido a su pequeño tamaño, los signos también son difı́cilmente localizables en el papel. Por los documentos EP 0 330 733 B1 y EP 0 319 157 A1 se conoce un elemento de seguridad que se puede comprobar tanto visual como a máquinamente. Para ello se recubre metálicamente una lámina de plástico transparente y se dota a este recubrimiento de vaciados en forma de signos o dibujos. Además, el hilo de seguridad puede contener sustancias colorantes y/o luminiscentes en las zonas correspondientes a los vaciados, gracias a las cuales, los signos o los dibujos se diferencian con contraste de color del recubrimiento metálico opaco, bajo adecuadas condiciones de iluminación. Para la producción de los vaciados de la llamada escritura negativa, se utiliza un procedimiento especial. Antes de metalizar el material del hilo, se realiza la impresión de una imagen que corresponde a lo que más tarde serán los vaciados y, sólo después de ello, se aplica el recubrimiento de metal. Para la aplicación de la imagen impresa se emplean tintas de impresión 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 o lacas, las cuales se disuelven a continuación de nuevo quı́micamente debajo de la capa metálica, de manera que en la capa metálica se producen vaciados en los lugares ocupados por la imagen impresa, ya que ambas se eliminan juntas. Este elemento de seguridad ya satisface una norma de seguridad muy elevada. Por una parte, se puede comprobar a máquina la conductividad eléctrica a través del recubrimiento metálico continuo y, por otra parte, la escritura negativa sirve de caracterı́stica de seguridad visual, fácilmente reconocible por el observador. Además, el hilo presenta una caracterı́stica adicional reconocible, la luminiscencia en la zona de las escritura negativa, que también se puede comprobar a máquina. De todas maneras, resulta desventajoso que un dispositivo de verificación adecuado para la captación a máquina de ambas propiedades tenga que estar dotado de un sensor de conductividad, además de un sensor óptico. Los sensores ópticos, debido a la necesaria fuente de luz, los sistemas ópticos, filtros, etc., son relativamente costosos y voluminosos. Con ello, todo el dispositivo de verificación resulta correspondientemente costoso y de gran tamaño. La presente invención tiene como objetivo crear un elemento de seguridad para documentos de seguridad, provisto por lo menos de dos caracterı́sticas de seguridad verificables a máquina, que evite las desventajas antes citadas y, no obstante, reúna las ventajas de la verificabilidad visual y a máquina. El objetivo se logra mediante las caracterı́sticas de las reivindicaciones independientes. En las subreivindicaciones se indican realizaciones ventajosas. Lo esencial de la invención es la combinación de la caracterı́stica magnética de seguridad con la escritura negativa, lo cual ofrece varias ventajas. Primeramente, el elemento de seguridad, según la presente invención, reúne de forma ventajosa los aspectos positivos de los elementos de seguridad conocidos por el estado actual de la técnica, como son, por una parte, la rápida y sencilla posibilidad de verificación visual y, por otra parte, la posibilidad de la comprobación a máquina, que exteriormente no es fácilmente reconocible. Dado que la escritura negativa se encuentra incrustada en un entorno reflectante, es fácilmente reconocible a simple vista, y el observador puede verificar sin problemas su autenticidad. Además, el resultado de la verificación visual del documento de seguridad se puede confirmar o, si se diera el caso, revisar a máquina mediante una medición del campo magnético. El entorno metálico reflectante de la escritura negativa garantiza que el hilo de seguridad no perturbe, a la luz incidente, la impresión general del portador de datos o del documento de seguridad, mientras que, al trasluz, se reconoce de forma muy destacada. Además, en la comprobación de las propiedades magnéticas se dispone de muchas posibilidades de codificación, en contraposición a la luminiscencia, ya que el falsificador no está en condiciones de reconocer cuál de las propiedades magnéticas, como la permeabilidad, la magnetización, la remanencia, etc., se utiliza como criterio de verificación. Ası́ pues, la protección contra 3 ES 2 092 090 T3 la falsificación se puede incrementar todavı́a más, mediante la utilización de una caracterı́stica de autenticidad magnética. Dado que las mediciones de la conductividad eléctrica y de las propiedades magnéticas se pueden realizar con medios de hardware relativamente reducidos, resulta además económicamente ventajoso que el elemento de seguridad según la invención se pueda medir con un sensor relativamente sencillo, a pesar de ofrecer varias opciones de verificación (conducción eléctrica y una propiedad magnética), de las cuales, por lo menos dos se pueden detectar a máquina. De esta manera se puede lograr una protección múltiple, y con ello más elevada, contra la falsificación, sin modificaciones del dispositivo de verificación, ni costes adicionales. En una de las posibles versiones del elemento de seguridad según la presente invención, un hilo de plástico es recubierto metálicamente e impreso con tinta magnética, estando situadas en el hilo las zonas magnéticas y las metálicas de forma alternada según la dirección de avance del hilo. No obstante, también se puede elegir aplicar las zonas metálicas y magnéticas en sentido longitudinal o en capas superpuestas. En todos los casos la metalización presenta una escritura negativa, tal como se conoce por EP-OS 0 330 733. En una versión preferente, la tinta magnética verificable a máquina se encuentra como recubrimiento total debajo de la metalización, la cual sólo está interrumpida en la zona de la escritura negativa, que se aplica mediante el procedimiento según la invención. En el procedimiento conocido hasta la fecha para la producción de un elemento de seguridad con escritura negativa, por ejemplo, en el descrito en EP-OS 0 330 733, no era posible incluir en la estructura del elemento de seguridad una tinta magnética que recubriera totalmente la superficie. La metalización, debido a sus propiedades reflectantes, debe constituir la capa más exterior del elemento de seguridad, de manera que la tinta magnética opaca tiene que ser impresa forzosamente entre la tinta de impresión soluble, que después produce la escritura negativa, y el recubrimiento metálico. No obstante, la tinta magnética es relativamente difı́cil de disolver quı́micamente. Por ello, resulta imposible producir los signos de la escritura negativa mediante el procedimiento conocido, ya que la capa magnética no puede ser eliminada, o no puede ser eliminada totalmente, mediante disolución de la estructura estratificada y, por lo tanto, los contornos de la escritura sólo aparecerán de forma incompleta. Por el contrario, el procedimiento según la presente invención es especialmente adecuado para la estructuración estratificada de la capa magnética que cubre toda la superficie, en combinación con capas conductoras de la electricidad. El procedimiento según la invención, en lugar de utilizar tintas quı́micamente solubles, emplea una tinta que se reblandece o se evapora con el calor, para aplicar la imagen de impresión negativa. Dado que los hilos de seguridad se producen en forma de bandas que seguidamente se cortan en tiras de anchura predeterminada, el procedi- 5 10 15 4 miento según la invención ofrece la ventaja de que, tanto la tinta magnética como la metalización, se pueden aplicar a toda la superficie, sin tener en cuenta la imagen de impresión negativa subyacente. Esto hace que el procedimiento resulte muy racionalizado y, por lo tanto, también económico. Seguidamente se explican ejemplos del procedimiento y desarrollos de la invención, en base a las figuras. Para una mayor claridad de las figuras, se ha renunciado a representarlas a escala y proporciones exactas. En ellas se muestra: figura 1 un billete de banco con hilo de seguridad incluido, figura 2 proyección en planta de un hilo de seguridad, en un ejemplo práctico según la invención, 20 figura 3 proyección en planta de otra posibilidad de realización del hilo de seguridad según la invención, 25 figura 4 proyección en planta de otra variante del hilo de seguridad según la invención, 30 figura 5 sección A - B de la variante del hilo de seguridad, según la invención, representada en la figura 4, antes de aplicar la escritura negativa, figura 6 sección A - B después de haber sido aplicada la escritura negativa, 35 40 45 50 55 60 65 figura 7 variante de la estructura estratificada del hilo representado en la figura 4, en la sección A - B, figura 8 otra variante de la estructura estratificada del hilo representado en la figura 4, en la sección A - B. La figura 1 muestra un elemento de valor (1), a base de papel, con un elemento de seguridad (2) intercalado, realizado como un llamado hilo de seguridad de ventana. Esta forma de realización garantiza que el elemento sea bien visible, por lo menos en zonas parciales, tanto a la luz incidente como al trasluz. Para ello, el hilo de seguridad ha sido, por decirlo ası́, tejido dentro de la masa de papel, de manera emerge a intervalos regulares directamente a la superficie del papel, lo cual se indica mediante los cuadritos rayados. En las figuras 2, 3 y 4 se representan ejemplos prácticos posibles del elemento de seguridad (2) según la invención, en proyección en planta. La figura 2 muestra el elemento de seguridad (2), compuesto de una lámina transparente de plástico, la cual está provista de zonas metálicas y magnéticas (3), (4), alternadas en la dirección de recorrido del hilo. La metalización (3) presenta vaciados (5), la llamada escritura negativa, en la forma deseada, como signos, cifras o dibujos, etc., en los cuales se hace visible el material de soporte transparente subyacente. Las zonas metálicas (3) están separadas por barras generalmente impresas en tinta magnética negra (4). La producción de un hilo de seguridad de este tipo se puede realizar de diferentes maneras. Por 3 5 ES 2 092 090 T3 ejemplo, se puede recubrir metálicamente toda la superficie de una lámina de plástico y, a continuación, dotarla con una escritura negativa mediante uno de los procedimientos conocidos por la publicación EP-OS 0 330 733. En este caso el texto es introducido de forma repetida, en ordenación de filas y columnas paralelas. Sobre esta lámina se aplican barras de tinta magnética paralelas a las columnas, a intervalos regulares, de manera que la escritura negativa aparezca completa, por lo menos una vez, entre estas barras. En el último paso del proceso, la banda se corta en hilos paralelos a las filas, en coincidencia de registro, tal como se conoce, por ejemplo, por EP-OS 0 381 112. Como alternativa, el texto se puede introducir en ordenación de columnas paralelas de manera que, en columnas contiguas, se encuentre desplazado la mitad de una separación entre filas, como se muestra en la figura 3. Las barras de tinta magnética (4) también se pueden imprimir paralelas a las filas de escritura (3), como puede verse igualmente en la figura 3. En este caso se prestará atención a que las tiras magnéticas estén situadas a los lados de la escritura negativa, manteniendo el registro. La lámina de plástico, que por lo demás se prepara de forma análoga al procedimiento anteriormente descrito, se corta en hilos de una anchura aproximada de 1,2 mm, quedando la metalización (3) de una anchura aproximada de 0,8 mm, portadora de la escritura negativa visible (5), enmarcada simétricamente por barras magnéticas (4) de una anchura aproximada 0,2 mm. La figura 4 muestra otra versión del elemento de seguridad según la invención. Este hilo de seguridad (2) no se diferencia exteriormente de los hilos de seguridad conocidos, ya que sólo se puede reconocer la escritura transparente (5) en su entorno metálico (3). Sin embargo, las diferencias se hacen evidentes cuando se observa la estructura estratificada del hilo (2). Las figuras 5 y 6 muestran la sección A - B de la versión preferente del elemento de seguridad (2) según la invención representada en la figura 4, después de la introducción de la escritura negativa (5). Al igual que en los ejemplos anteriores, una lámina transparente de plástico (10) sirve de material de soporte. Esta lámina se imprime primero con una tinta de impresión activable (13) en la zona de la futura escritura negativa. Seguidamente, la lámina se metaliza en toda su superficie, por ejemplo, por vaporización con aluminio. Sobre esta estructura estratificada se ha previsto una tinta de impresión magnética (4), abarcando también toda la superficie. La capa más exterior está formada por otra metalización (3) por vaporización al vacı́o. El dibujo no permite una estimación de los grosores de las diferentes capas, por lo que seguidamente se indican algunos datos tı́picos para su ilustración: la lámina de soporte (10) posee un grosor aproximado de 10 a 30 µm, la tinta de impresión activable (13) oscila entre 0,5 y 2 µm, mientras que cada metalización sólo tiene un grosor aproximado 1/100 µm, y la tinta magnética presenta un espesor de capa de 1 a 5 µm. El recubrimiento metálico interior garantiza, 4 5 10 15 20 25 30 35 40 45 50 55 60 65 6 gracias a la transparencia del material de soporte, que el hilo de seguridad presente la misma imagen exterior, independientemente de la cara por que se observe. Esto es necesario para poder verificar el hilo de la misma manera, después de haberlo incrustado en el documento. Debido a la activación de la tinta de impresión (13), en las tres capas superpuestas (11), (4) y (3) se producen vaciados de forma congruente con la tinta de impresión, formando ası́ la escritura negativa (5). Para proteger la delgada capa de metal y los vaciados, en un último paso, antes del corte de la banda, se puede aplicar por pulverización una capa transparente de laca (20) de un grosor aproximado de 10 µm. Por otra parte, también es posible dotar al hilo acabado de una capa protectora por inmersión, tal como se indica en la figura 6. Son adecuadas como tintas de impresión activables, por ejemplo, emulsiones que contengan cera, parecidas a las que se utilizan en las bandas de transferencia. Estas emulsiones se reblandecen con el calentamiento y con ello disminuyen la adherencia a la lámina de soporte, de manera que en estas zonas de deficiente adherencia se puede eliminar la tinta de impresión reblandecida, ası́ como las capas que se encuentran sobre ella, con ayuda de un tratamiento mecánico, por ejemplo, ultrasonidos, cepillado o frotamiento. Las tintas de impresión utilizadas para la aplicación de la imagen negativa pueden contener también aditivos expandibles, como los habituales en la fabricación de materiales de espuma. Estos agentes esponjantes se descomponen por la acción del calor produciendo gas y crean estructuras de espuma en la matriz del polı́mero. El proceso de descomposición se produce de forma irreversible y dentro de un intervalo de temperatura definido. En relación con la invención, los agentes esponjantes particularmente adecuados son los que presentan una temperatura de activación alrededor de los 200◦ C, como por ejemplo, la azodicarbonamida. Al igual que en el caso de las emulsiones de cera, la adherencia a la lámina de soporte se ve disminuida por la formación de gas y el consiguiente aumento de volumen. Además, las capas que se encuentran encima se abomban hacia afuera de forma correspondiente al aumento de volumen de la tinta de impresión y ası́ ofrecen un buen punto de ataque para la acción de los tratamientos mecánicos, de manera que la escritura negativa se puede liberar limpiamente. Como alternativa, los agentes esponjantes se pueden mezclar con la tinta de impresión en forma microencapsulada. Cuando se agrega a la tinta de impresión activable anteriormente descrita un disolvente para las capas metálicas, se produce una simplificación de la estructura estratificada mostrada en la figura 3. Basta con que la tinta sea ligeramente ácida o alcalina, ya que prácticamente sólo se trata de aluminio metalizado por vaporización. De esta manera, el primer recubrimiento metálico se puede aplicar directamente sobre la lámina portadora y, a continuación, se sobreimpresiona la imagen impresa tal como tendrá que aparecer más tarde como escritura negativa, con el resultado de que las capas se pueden desprender todavı́a con 7 ES 2 092 090 T3 más facilidad. Esto se debe a que la tinta de impresión que produce la separación actúa desde el centro en dos direcciones opuestas, con lo cual se incrementa la efectividad del desprendimiento de las capas, antes del tratamiento mecánico. Los restos ácidos o alcalinos en el hilo no constituyen un peligro, ya que la escritura negativa se lava con agua después del desprendimiento. Como es natural, la activación de la tinta de impresión que produce la escritura negativa también se puede realizar mediante otras acciones fı́sicas, como rayo láser, chorro de electrones, presión, frı́o etc. El procedimiento, según la invención, también se puede utilizar convenientemente cuando una imagen impresa se tiene que realizar con una capa de tinta, en lugar de con una capa metálica, la cual no se puede imprimir por sı́ misma, sino que se tiene que aplicar, por ejemplo, mediante extensión con rasqueta u otros recubrimientos de toda la superficie. En este caso, debajo de la tinta se imprime, según la invención, una imagen negativa, que se elimina según la invención. La figura 7 muestra una variante de la estructura del elemento de seguridad (2) que en la figura 4 se ha representado en proyección, en la cual, para crear la escritura negativa también se pueden utilizar, junto con las tintas de impresión activables anteriormente citadas, las tintas de impresión quı́micamente solubles conocidas por el estado actual de la técnica. En este caso, el material de soporte (10) se imprime en una impresora de varios colores, con la tiras metálicas (40) y la tinta magnética (4) en coincidencia de cobertura. En una tercera estación de impresión se introduce, en el hueco que queda entre las tiras, la tinta de impresión activable (13) que produce la escritura negativa. El material de soporte preparado de esta manera recibe un recubrimiento metálico (3) en toda su superficie, que es eliminado seguidamente en la zona de la escritura negativa, mediante la activación de la tinta de impresión (13). Al igual que en el ejemplo anterior, en este caso el hilo también puede ser protegido con una capa de laca transparente. Para la impresión de las tiras metálicas (40) se utiliza una tinta de impresión que contiene pigmentos metálicos, mientras que el recubrimiento metálico exterior se compone preferentemente de aluminio aplicado por vaporización al vacı́o. En la figura 8 se representa una estructura del hilo parecida, en cuya preparación se puede prescindir del empleo de una tinta de impresión activable, en contraposición a los procedimientos descritos hasta ahora. De forma análoga al hilo representado en la figura 7, primero se imprime el material de soporte (10) con tiras metálicas (40) y tinta magnética (4), en coincidencia de cobertura. En una tercera estación de impresión se 5 10 15 20 25 30 35 40 45 50 55 8 imprime seguidamente una tinta de impresión con pigmento metálico (30), por ejemplo, pigmento de plata en polvo, de manera que presente vaciados en forma de signos negativos (5). En este ejemplo, para las dos metalizaciones (40), (30) se utilizan tintas de impresión con pigmentos metálicos o tintas de imitación de metales, como por ejemplo plata en polvo. Como es natural, este tipo de tintas de impresión también puede utilizarse ventajosamente en los demás ejemplos descritos. En todos los ejemplos del elemento de seguridad, según la invención, mostrados hasta ahora, la conductividad eléctrica viene determinada por las propiedades de las capas metálicas reflectantes, especialmente de las capas visibles (3), (30). No obstante, también son posibles variantes en las que la conductividad eléctrica es producida, o es compartida, por la mezcla de material conductor en la capa magnética. En la figura 8 se indica con el numeral (25) una mezcla de este tipo, que puede estar formada, por ejemplo, por negro de humo. Esto tiene la ventaja adicional de que las grietas producidas a todo el ancho del hilo en la capa metálica conductora, por ejemplo en la capa (3) del hilo que se muestra en la figura 4, no llevan consigo la pérdida total de la conductividad, ya que en este caso el flujo de la corriente discurre por la capa magnética conductora limı́trofe y puentea ası́ la grieta. De esta manera, la caracterı́stica de la conductividad eléctrica puede ser utilizada como caracterı́stica de autenticidad, incluso cuando la capa que ha de ser verificada presenta defectos. En el caso de requerimientos correspondientemente limitados de la magnitud de la señal de la conductividad eléctrica y del magnetismo, también es posible agregar los pigmentos electroconductores, ası́ como los magnéticos a una sola tinta de impresión, que se imprime con los vaciados de la escritura negativa sobre el material de soporte. Esto ofrece la ventaja de que el material del hilo puede ser dotado en un solo proceso de impresión con las tres caracterı́sticas de seguridad, la conductividad eléctrica, el magnetismo y la escritura negativa. También es posible repartir sólo las caracterı́sticas de seguridad en dos capas. En este caso el material de soporte es dotado en un primer paso de una capa electroconductora semitransparente, en forma de capa delgadı́sima de metal u óxido aplicada por vaporización o chisporroteo. Sobre ella se imprime a continuación una capa de efecto metálico conteniendo pigmentos, es decir, una tinta metálica o de imitación metálica, con los vaciados de la escritura negativa. De esta manera se puede producir una señal eléctrica mayor y, a pesar de ello, ahorrar un paso del procedimiento. 60 65 5 9 ES 2 092 090 T3 35 cumento de seguridad (1), especialmente un billete de banco, una tarjeta de identificación o similar, que se compone de un material de soporte transparente (10) dotado de una capa metálica (3, 30) con vaciados (5) legibles por transmisión en forma de signos, dibujos o similares, caracterizado porque encima o debajo de la capa metálica (3, 30) está situada una capa magnética (4) adicional y que la disposición geométrica de las zonas cubiertas por la capa magnética (4) se ha escogido de manera que quedan sin cubrir por lo menos los vaciados legibles (5). 11. Elemento de seguridad (2) en forma de un hilo o banda, para su incrustación en un documento de seguridad (1), especialmente un billete de banco, una tarjeta de identificación o similar, que se compone de un material de soporte transparente (10) dotado de una capa metálica (3) con vaciados (5) legibles por transmisión en forma de sı́mbolos, dibujos o similares, caracterizado porque la capa metálica (3) es una tinta de impresión que contiene pigmentos conductores de la electricidad, y que la tinta de impresión contiene, junto con los pigmentos conductores de la electricidad, también pigmentos magnéticos. 12. Procedimiento para la producción de un elemento de seguridad (2) en forma de hilo o banda, adecuado para ser introducido en un documento de seguridad (1), como un billete de banco, una tarjeta de identificación o similar, y que se compone de un material de soporte transparente (10) dotado de una capa metálica (3) con vaciados (5) legibles por transmisión en forma de sı́mbolos, dibujos o similares, según la reivindicación 10, caracterizado porque 40 a) una lámina de soporte transparente (10) se imprime con una tinta de impresión activable (13) en forma de signos legibles, dibujos o similares, 45 b) la cara de la lámina de soporte (10) que soporta la tinta de impresión activable (13) es provista en toda su superficie de una capa metálica (3), REIVINDICACIONES 1. Documento de seguridad (1), especialmente un billete de banco, una tarjeta de identificación o similar, con un elemento de seguridad (2) en forma de hilo o de banda de un material de soporte transparente (10), que presenta una capa metálica (3, 30) con vaciados legibles visualmente (5) por transmisión, en forma de signos, dibujos o similares, caracterizado porque por encima o por debajo de la capa metálica (3, 30) se encuentra situada una capa magnética (4) adicional y que la disposición geométrica de las zonas cubiertas por la capa magnética (4) se ha escogido de manera que quedan sin cubrir por lo menos los vaciados legibles visualmente (5). 2. Documento de seguridad (1), según la reivindicación 1, caracterizado porque la capa magnética (4) cubre completamente la superficie de la capa metálica (3) en determinadas zonas del sentido longitudinal del hilo y que los signos legibles visualmente (5) están previstos en los espacios intermedios exentos de capa magnética. 3. Documento de seguridad (1), según la reivindicación 1, caracterizado porque la capa magnética (4) está situada en la dirección longitudinal del hilo (2) simétricamente a ambos lados de los signos legibles visualmente (5). 4. Documento de seguridad (1), según la reivindicación 1, caracterizado porque la capa metálica (3) está situada sobre la capa magnética (4), y ambas capas (3, 4) presentan vaciados (5) legibles visualmente por transmisión, en coincidencia de cobertura. 5. Documento de seguridad (1), según la reivindicación 3 ó 4, caracterizado porque debajo de la capa magnética (4) se encuentra situada una segunda capa metálica (11, 40) de cobertura. 6. Documento de seguridad (1), según por lo menos una de las reivindicaciones 1 a 5, caracterizado porque las capas metálicas (3, 11, 30, 40) son tintas de impresión que contienen pigmentos metálicos, tintas de imitación metálica o capas metálicas aplicadas por vaporización al vacı́o. 7. Documento de seguridad (1), según por lo menos una de las reivindicaciones 1 a 6, caracterizado porque la capa magnética (4) está mezclada con un material conductor de la electricidad (25). 8. Documento de seguridad (1), según por lo menos una de las reivindicaciones 1 a 7, caracterizado porque la capa magnética (4) está compuesta por una tinta de impresión magnética. 9. Documento de seguridad (1), especialmente un billete de banco, una tarjeta de identificación o similar, con un elemento de seguridad (2) en forma de hilo o de banda de un material de soporte transparente (10), que presenta una capa metálica (3) con vaciados legibles visualmente (5) por transmisión, en forma de signos, dibujos o similares, caracterizado porque la capa metálica (3) es una tinta de impresión, la cual contiene pigmentos conductores de la electricidad, y que la tinta de impresión contiene, junto con los pigmentos conductores de la electricidad, también pigmentos magnéticos. 10. Elemento de seguridad (2) en forma de un hilo o banda, para su incrustación en un do6 10 5 10 15 20 25 30 50 c) la tinta de impresión (13) es activada para crear en el recubrimiento metálico (3) vaciados (5) en forma de signos, dibujos o similares, d) en zonas parciales se aplica un material magnético (4), 55 60 65 e) la lámina (10) se corta en tiras de la anchura adecuada. 13. Procedimiento, según la reivindicación 12, caracterizado porque los signos, dibujos o similares (5), aplicados en el paso a) se imprimen en forma de filas y columnas paralelas. 14. Procedimiento, según la reivindicación 13, caracterizado porque los signos, dibujos o similares aplicados en el paso a) se imprimen desplazados la mitad de una separación entre columnas. 15. Procedimiento, según la reivindicación 13 ó 14, caracterizado porque el material magnético (4) se aplica en el paso d) en barras paralelas a las columnas. 11 ES 2 092 090 T3 16. Procedimiento, según la reivindicación 13 ó 14, caracterizado porque el material magnético (4) se aplica en el paso d) en barras paralelas a las filas. 17. Procedimiento para la producción de un elemento de seguridad (2) en forma de hilo o banda, adecuado para ser introducido en un documento de seguridad (1), como un billete de banco, una tarjeta de identificación o similar, y que se compone de un material de soporte transparente (10) dotado de una capa metálica (3, 11) con vaciados (5) legibles por transmisión en forma de signos, dibujos o similares, según la reivindicación 10, caracterizado porque a) una lámina de soporte transparente (10) se imprime con una tinta de impresión activable (13) en forma de signos legibles, dibujos o similares, b) la cara de la lámina de soporte (10) que soporta la tinta de impresión activable (13) es provista en toda su superficie de una capa metálica (11), c) sobre toda la superficie de la capa metálica (11) se prevé un material magnético (4) verificable a máquina, d) sobre toda la superficie del material magnético (4) se aplica un recubrimiento metálico (3), e) seguidamente se activa la tinta de impresión activable (13), para eliminar ası́ todas las capas situadas sobre la lámina de soporte (10), con lo cual se producen, tanto en el recubrimiento magnético como en el metálico (3, 4, 11), vaciados (5) en forma de signos, dibujos o similares, f) la lámina (10) se corta en tiras de la anchura adecuada. 18. Procedimiento para la producción de un elemento de seguridad (2) en forma de hilo o banda, adecuado para ser introducido en un documento de seguridad (1), como un billete de banco, una tarjeta de identificación o similar, y que se compone de un material de soporte transparente (10) dotado de una capa metálica (30, 40) con vaciados (5) legibles por transmisión en forma de signos, dibujos o similares, según la reivindicación 10, caracterizado porque a) una lámina de soporte transparente (10) es dotada de una capa metálica (40) en forma de tiras, b) sobre las tiras (40) se prevé, en coincidencia de registro, un material magnético (4) verificable a máquina, c) la lámina de soporte (10) se imprime entre las tiras con una tinta de impresión activable (13) en forma de signos legibles, d) la estructura estratificada total es dotada en toda su superficie de una capa metálica (30), 12 e) seguidamente se activa la tinta de impresión activable (13), debido a lo cual se producen en la capa metálica (30) vaciados (5) en forma de signos, dibujos o similares, 5 10 15 20 25 30 35 40 45 50 55 60 f) la lámina (10) se corta en paralelo a las tiras magnéticas (4) en hilos de anchura adecuada. 19. Procedimiento, según por lo menos una de las reivindicaciones 12 a 18, caracterizado porque por lo menos una de las capas metálicas (3, 11, 30, 40) es una capa de metal aplicada por vaporización al vacı́o, una tinta de impresión que contiene pigmentos metálicos o una tinta de imitación metálica. 20. Procedimiento, según por lo menos una de las reivindicaciones 12 a 19, caracterizado porque el material magnético (4) está contenido en una tinta de impresión y se imprime. 21. Procedimiento, según por lo menos una de las reivindicaciones 12 a 20, caracterizado porque el desprendimiento de las capas (3, 4, 11, 30, 40) situadas sobre la lámina de soporte se realiza con ayuda de manipulación mecánica. 22. Procedimiento, según por lo menos una de las reivindicaciones 12 a 21, caracterizado porque la tinta de impresión activable (13) es una emulsión que contiene cera. 23. Procedimiento, según por lo menos una de las reivindicaciones 12 a 21, caracterizado porque la tinta de impresión activable (13) contiene aditivos espumables. 24. Procedimiento, según la reivindicación 23, caracterizado porque los aditivos espumables se encuentran en la tinta de impresión (13) en forma de microcápsulas. 25. Procedimiento, según por lo menos una de las reivindicaciones 12 a 24, caracterizado porque la tinta de impresión activable (13) es activada mediante rayo láser, chorro de electrones, tratamiento térmico o presión. 26. Procedimiento, según por lo menos una de las reivindicaciones 12 a 25, caracterizado porque la lámina acabada (10) está provista de una capa protectora de laca transparente (20) antes del último paso del procedimiento. 27. Procedimiento para la producción de un documento de seguridad, caracterizado porque, durante la producción del documento (1), se introduce en el documento un elemento de seguridad (2) según la reivindicación 10 u 11. NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 7 ES 2 092 090 T3 8 ES 2 092 090 T3 9 ES 2 092 090 T3 10