OCT 1 Caracterización de papeles recuperados Hito 2 Protocolo de
Anuncio

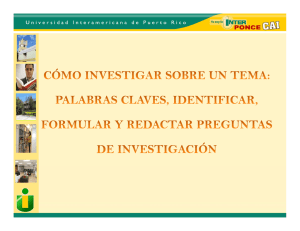
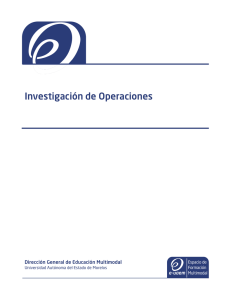
Título del Proyecto: Producción limpia de papel reciclado: hacia la sostenibilidad en la producción de papel en la Comunidad de Madrid Referencia: S-0505/AMB-0100 Acrónimo: PROLIPAPEL Duración: Enero 2006- Diciembre 2009 OCT 1 Caracterización de papeles recuperados Hito 2 Protocolo de caracterización de la materia disuelta y coloidal aportada a las aguas de proceso por el papel recuperado Grupo responsable de este Hito: Grupos participantes en este Hito: Grupos Asociados participantes: UCM UCM - Nivel de difusión PU Público RE Restringido a un grupo específico de Grupos Asociados al Programa CO Confidencial, solo para los Grupos de I+D del Programa X Informe Hito PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 2/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ HITO 2 Protocolo de caracterización de la materia disuelta y coloidal aportada a las aguas de proceso por el papel recuperado GRUPO RESPONSABLE: UCM Rubén Miranda GRUPO PARTICIPANTE: UCM Responsable: Rubén Miranda Participantes: A. Blanco, M. Concepción Monte contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 3/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ ÍNDICE 1 1.1 1.2 1.3 Resumen de los objetivos Científico-Tecnológicos del Hito .......................................4 Resumen de los objetivos del OCT y del Hito de acuerdo con la propuesta. ....................4 Revisión del progreso realizado con respecto a los objetivos especificados en la propuesta..............................................................................................................................4 Comparación de las actividades planeadas y las actividades realizadas. Desviaciones del programa científico y temporal.......................................................................................5 2 Estado del arte correspondiente al Hito..........................................................................5 3 Objetivos de la investigación. ..........................................................................................7 4 Descripción de la metodología utilizada. ........................................................................7 5 Resultados y discusión.....................................................................................................7 6 Conclusiones....................................................................................................................14 7 Bibliografía........................................................................................................................15 8 Documentación complementaria. ..................................................................................16 contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 4/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ 1 Resumen de los objetivos Científico-Tecnológicos del Hito El OCT-1, titulado “Caracterización de papeles recuperados”, se encuentra dentro de la Actividad 1, “GESTIÓN SOSTENIBLE DE MATERIAS PRIMAS”, del Programa PROLIPAPEL. Dentro de esta actividad se han considerado dos aspectos clave en la sostenibilidad del uso del papel recuperado como materia prima: su caracterización y la elaboración de modelos de predicción de la calidad. El principal objetivo del OCT-1 está relacionado precisamente con el primer aspecto, es decir, la caracterización de los papeles recuperados de mayor producción y utilización en la Comunidad de Madrid. Para ello es necesario desarrollar las metodologías de caracterización y análisis de la calidad de papel usado con el fin de cuantificar los contaminantes que acompañan al papel recuperado. La caracterización se llevará a cabo mediante: - parámetros de calidad clásicos: humedad, materias impropias, etc. parámetros de cuantificación específica del aporte a las aguas de proceso de materia disuelta y coloidal. parámetros de calidad avanzados mediante la caracterización morfológica de fibras. Por tanto, para llevar a cabo la caracterización del papel recuperado es necesario establecer diferentes protocolos de experimentación. Cada uno de estos protocolos se desarrollan en los Hitos 1, 2 y 3, respectivamente, del presente Programa. Una vez caracterizados los papeles recuperados, se estudiará la evolución de los factores que afectan a su calidad con el fin de crear modelos matemáticos que predigan la calidad del papel y su evolución con el tiempo, mediante técnicas de análisis avanzado de datos, de creación de indicadores de tendencia y de discretización de variables. La predicción de la evolución de la calidad del papel recuperado es clave para predecir los problemas futuros de las empresas y buscar soluciones. 1.1 Resumen de los objetivos del OCT y del Hito de acuerdo con la propuesta Una vez seleccionados los papeles recuperados en función de los criterios de mayor producción y utilización en la Comunidad de Madrid y caracterizados mediante el protocolo del Hito Nº 1, se cuantificará también el aporte a las aguas de proceso de materia disuelta y coloidal procedente de dichas materias primas, mediante el protocolo desarrollado y presentado en este informe. Por tanto, el objetivo principal del hito 2 es el desarrollo de dicha metodología. 1.2 Revisión del progreso realizado con respecto a los objetivos especificados en la propuesta El trabajo realizado se ajusta a los objetivos iniciales especificados en la propuesta. contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 5/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ 1.3 Comparación de las actividades planeadas y las actividades realizadas. Desviaciones del programa científico y temporal. No existe ninguna desviación en cuanto a los objetivos científicos descritos en el Programa, si bien se ha producido una desviación temporal en cuanto que los hitos 1, 2 y 3 se alcanzarán de forma conjunta en el mes 8 debido a las interacciones existentes entre ellos. 2 Estado del arte correspondiente al Hito El sector papelero en España ha sufrido un crecimiento del 7% durante el año 2004 y, más concretamente, en la Comunidad de Madrid del 12% de la producción nacional con 600.000 Tn/año considerando la nueva máquina de Holmen Paper, donde el 100% de la producción es papel reciclado. Sin embargo, la tasa de recogida es baja (50,5%), un 40% del papel acaba en vertederos e incineradoras mientras se importan 900.000 Tn/año de papel recuperado. Además, la recogida aparente se ha ralentizado (54,6% en 2001 y 51% en 2004), lo que pone de manifiesto la necesidad de dar un nuevo impulso a la recogida selectiva. La recuperación de productos al final de su vida útil para reutilizarlos constituye el primer eslabón del desarrollo sostenible. Una vez conseguido, es necesario tener en cuenta su calidad, puesto que determinará el tratamiento necesario para alcanzar una determinada calidad de papel y el nivel de residuos producidos y, por tanto, su reciclabilidad. Uno de los criterios decisivos para la utilización del papel recuperado es su calidad. La calidad es función de: - - - La cantidad de componentes indeseables presentes en el papel recuperado, como adhesivos, materiales plásticos, láminas metálicas o simplemente suciedad u otros residuos recogidos junto con los productos de papel. Las tecnologías de tratamiento del papel recuperado. El nivel de impurezas aceptado en la pasta terminada. En este aspecto cabe destacar que la calidad de la pasta terminada determina para qué productos puede ser utilizada, no al revés. Sin embargo, cuanto menor sea la calidad más limitado será su uso. El estado de deterioro de las fibras de celulosa. Hay que tener en cuenta que con los sucesivos usos y reciclados, las fibras se van deteriorando. El sistema de gestión y recogida de residuos. El papel usado se recupera a través de diversas vías: recogida industrial en empresas, editoriales e imprentas, y grandes superficies comerciales; recogida selectiva mediante el “contenedor azul”; recogidas especiales en oficinas, en edificios de organismos e instituciones públicas, en puntos limpios, etc. Aumentar las tasas de utilización más allá de ciertos límites requiere la explotación de recursos que no han sido utilizados hasta ahora, como papel y cartón de baja calidad o papeles altamente contaminados. Incluso con técnicas de limpieza muy sofisticadas, la calidad de la pasta reciclada producida a partir de estas materias primas será limitada. El rendimiento disminuirá y la cantidad de residuos producidos durante el reciclado de estas materias aumentará. Por tanto, el uso de papel recuperado como materia prima para la industria papelera, presenta numerosas ventajas medioambientales y económicas, pero tiene también graves inconvenientes relacionados con la gran variedad de contaminantes que las materias primas de recuperación incorporan al proceso. Los problemas que presenta la incorporación de contaminantes con las materias primas empleadas, se ven agravados por el cierre de los contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 6/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ circuitos de aguas, que tiene a su vez como consecuencia inmediata la acumulación de materia disuelta y coloidal, de sólidos en suspensión y el incremento de la temperatura. Para evitar los problemas asociados, tanto a las materias primas fibrosas secundarias, como al cierre de los circuitos de aguas, la industria papelera tiende a utilizar cada vez un mayor número de aditivos en el proceso de fabricación. Los aditivos cumplen inicialmente la función para la que han sido incorporados, pero, a su vez, se convierten en contaminantes potenciales cuando se introducen nuevamente en el proceso con las fibras recicladas, lo que representa, a lo largo del ciclo de vida del producto, un nuevo inconveniente. Uno de los principales problemas de la materia disuelta y coloidal es la formación de depósitos adherentes cuando se produce su desestabilización debido a un cambio brusco en el sistema. Estos depósitos adherentes se conocen con el nombre de "stickies". La principal fuente de contaminantes potenciales de "stickies" es el papel de recuperación. Por tanto, una pasta de mala calidad obtenida a partir de papel recuperado puede originar problemas que van a reducir la eficacia del proceso e incrementar los costes de producción. Estos se clasifican en dos grandes grupos: • • Problemas en la calidad del producto. Se manifiestan como una alteración de la calidad del producto, por ejemplo manchas, agujeros, disminución de la resistencia mecánica, efectos adversos en operaciones de encolado, impresión, etc. Problemas operacionales en el proceso. Este grupo engloba todos aquellos efectos negativos sobre la productividad del proceso. Los principales están localizados en la máquina: roturas de la banda de papel, deposición en telas, fieltros, rodillos de prensado y/o de secado, en cuchillas y en rasquetas, etc. Los problemas de operación en máquina producen, finalmente, dos graves consecuencias: un excesivo número de paradas de la máquina debido a un aumento de la frecuencia de las operaciones de mantenimiento, limpieza, recambio de materiales, etc. y un aumento en la frecuencia de rotura y en la proporción de rechazos. Actualmente, la producción limpia es un requisito imprescindible. Precisamente, la disminución del consumo de energía y agua y la valorización de residuos son aspectos claves de las líneas del presente Programa. Las empresas de la Comunidad de Madrid trabajan con consumos de agua por debajo de los de referencia del BREF, lo que supone numerosos problemas de acumulación de contaminantes que afectan a la productividad y a la calidad del producto. Por ello, es imprescindible disponer de mejores técnicas de caracterización de las aguas con el fin de determinar el aporte de materia disuelta y coloidal procedente de los contaminantes contenidos en el papel recuperado. Por otra parte, la demanda de calidad de impresión hace que la calidad del papel producido sea cada vez más crítica, de manera que el cierre de circuitos y la peor calidad del papel recuperado hacen que también aumenten los defectos de impresión. Por tanto, la calidad del papel recuperado es un aspecto decisivo para la industria papelera, además de la disponibilidad y el precio. contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 7/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ 3 Objetivos de la investigación Como se ha indicado, el objetivo del presente hito es el desarrollo de un protocolo de caracterización de la materia disuelta y coloidal aportada a las aguas de proceso por el papel recuperado. 4 Descripción de la metodología utilizada Previamente a la caracterización, es necesario separar la pasta obtenida a partir del papel recuperado en diferentes fracciones, con el fin de separar la que contiene la materia disuelta y coloidal. Por tanto, el protocolo desarrollado consta de las siguientes etapas generales: • • • 5 Preparación y caracterización de la pasta a alta consistencia. Obtención y estudio de depositabilidad de las aguas blancas. Obtención y caracterización de la fracción que contiene la materia disuelta y coloidal. Resultados y discusión En la figura 1 se muestra el procedimiento experimental desarrollado para caracterizar la materia disuelta y coloidal aportada por el papel recuperado. contacto: [email protected] contacto: [email protected] DDJ 150 µm Agua del grifo Tiempo: 4 horas • Depositabilidad (“microstickies” y “stickies” secundarios) [Pat. Nº 98901981.5] AGUAS BLANCAS Finos, cargas y MDC Filtración PASTA Consistencia: 1,0% Dilución • Extractivos con DCM [TAPPI T204 cm-97] PASTA Consistencia: 3,5% Desintegración Remojo OBTENCIÓN Y ESTUDIO DE DEPOSITABILIDAD DE LAS AGUAS BLANCAS Volumen: 2 L Consistencia: 3,5 % Temperatura: 20ºC Tiempo: 20 minutos 60000 vueltas Aditivos: 1% NaOH PAPEL RECUPERADO PREPARACIÓN Y CARACTERIZACIÓN DE LA PASTA A ALTA CONSISTENCIA 1250 g 15 min Centrifugación • • • • • • • • • • pH [EPA 150.1 (1983)] Conductividad [UNE EN 27888:1994] Temperatura Alcalinidad [EPA 310.1 (1983)] Demanda catiónica (PDADMAC, PEI) DQO [APHA-AWWA-WPCF 5220-D] Turbidez [UNE EN ISO 7027:2001] Dureza [UNE 77040:2002] Ca y Mg [UNE EN ISO 7980] Sulfatos [EPA 375.4 (1983)] MDC OBTENCIÓN Y CARACTERIZACIÓN DE LA FRACCIÓN QUE CONTIENE LA MDC PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 _________________________________________________________________________________________________________________________________________________________________________ CONFIDENCIAL 8/16 Figura 1. Protocolo de caracterización de la materia disuelta y coloidal aportada a las aguas de proceso por el papel recuperado PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 9/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ ETAPA 1: PREPARACIÓN CONSISTENCIA Y CARACTERIZACIÓN DE LA PASTA A ALTA La preparación de la suspensión de pasta de alta consistencia (3,5%) lleva asociada una etapa de desintegración de las materias primas con agua fresca. La desintegración se lleva a cabo en un desintegrador de laboratorio donde se incorporan las materias primas junto con el agua y un 1% de NaOH. La sosa proporciona el valor de pH (aproximadamente 9) al que tiene lugar el pulpado e hidroliza o saponifica las resinas ligantes de la tinta y de otros compuestos contaminantes contenidos en el papel recuperado. Además, provoca el hinchamiento de las fibras de forma que las partículas de tinta se desprenden con más facilidad, con lo que se obtienen fibras con mejores propiedades, como es una mayor resistencia. Previamente a la desintegración, la materia prima debe estar en remojo durante un mínimo de 4 horas, con el fin de que se humedezca y se facilite su posterior desintegración. En la tabla 1 se resumen las condiciones de desintegración de las materias primas. Tabla 2. Condiciones generales de desintegración de las materias primas Consistencia (%) Temperatura (ºC) Tiempo (min) Velocidad (rpm) Volumen de agua (L) 3,5 20 20 3000 2 Medida de los extractivos contenidos en la pasta Con el fin de evaluar el contenido en compuestos contaminantes relacionados con la formación de depósitos adherentes (“stickies”) en la obtención de papel a partir de papel recuperado, se lleva a cabo la determinación del contenido total de extractivos sobre la pasta obtenida previamente. La extracción se ha llevado a cabo de acuerdo a la norma TAPPI T204 cm-97, usando como agente de extracción el diclorometano. Esta extracción representa un buen indicador del potencial de deposición de una pasta, se ha encontrado que los depósitos que se producen en la máquina de papel contienen gran cantidad de compuestos extractivos de diclorometano (30 a 50%). Las muestras de pasta al 3,5% de consistencia se secan a 105 ºC, sin llevar a cabo ningún pretratamiento o clasificación, con el fin de que todos los contaminantes permanezcan con la pasta, y así poder evaluar el contenido total de extractivos en las muestras. La extracción con diclorometano se lleva a cabo sobre 10 g de pasta seca en un aparato de extracción Soxhlet. Se fija un tiempo de extracción de 5 horas. Después de la extracción, se recupera el disolvente y se evapora mediante un rotavapor, en un recipiente tarado previamente. El residuo obtenido tras la evaporación del disolvente se seca en una estufa a 105 ºC y, finalmente, se pesa. El resultado se expresa como en porcentaje (%, g de extractivos/100 g de pasta seca). De acuerdo con la norma utilizada, las determinaciones se llevan a cabo por duplicado. ETAPA 2: OBTENCIÓN Y ESTUDIO DE DEPOSITABILIDAD DE LAS AGUAS BLANCAS La pasta de papel recuperado al 3,5% de consistencia, obtenida en las condiciones explicadas en el anterior apartado, se diluye con agua de grifo hasta obtener una suspensión a contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 10/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ una consistencia del 1 %, consistencia aproximada de pasta en la caja de alimentación de la máquina de papel. La suspensión obtenida se agita en un recipiente durante varios minutos, con el fin de obtener una muestra homogénea. Para obtener unas aguas blancas semejantes a las que se obtienen en la máquina de papel, la suspensión de pasta al 1% se filtra a través de un vaso de drenaje dinámico o DDJ (“Dynamic Drainage Jar”), cuya luz de malla es de 100 mesh (150 µm), a una velocidad de 800 rpm, aproximadamente. En las aguas blancas obtenidas, compuestas por finos, cargas minerales y materia disuelta y coloidal, se lleva a cabo el estudio de depositabilidad, para determinar su tendencia a la formación de “microstickies” y “stickies” secundarios. El uso de papel recuperado como materia prima en la industria papelera, presenta numerosas ventajas medioambientales y económicas, pero tiene también graves inconvenientes. Estos están relacionados con la gran variedad de contaminantes que las materias primas de recuperación incorporan al proceso, ya que si no son eliminados en las etapas de depuración del sistema pueden dar origen a la formación de depósitos adherentes. Las partículas adherentes con un tamaño menor de 100-150 µm dan origen a los “microstickies”, mientras que la materia disuelta y coloidal desestabilizada debido a un cambio brusco en el sistema, por ejemplo por la incorporación de un aditivo catiónico, da lugar a su aglomeración y deposición originando los “stickies” secundarios. Por tanto, la determinación de los contaminantes aportados por las distintas pastas, así como su potencial de depositabilidad son de gran importancia para la industria papelera. El ensayo de depositabilidad se realiza con el método desarrollado y patentado por Grupo de Investigación de Celulosa y Papel, denominado rotor de deposición (Pat. Nº 98901981.5). Mediante este método es posible obtener: - depósitos adherentes, procedentes de los contaminantes contenidos en el papel recuperado con un tamaño inferior a 100-150µm: “microstickies”. depósitos adherentes debidos a la desestabilización de la materia disuelta y coloidal por adición de un polímero catiónico, polietilenimina (PEI): “stickies” secundarios. En este caso, es necesario medir la demanda catiónica del sobrenadante del agua blanca, después de centrifugar a 1250 g durante 15 minutos, por titulación coloidal con una disolución de polietilenimina (PEI) de concentración conocida, de manera análoga a cómo se ha descrito en el apartado 2.3. Los experimentos de depositabilidad se llevan a cabo introduciendo el rotor de deposición en un vaso de 2 litros termostatizado a una temperatura de 50ºC, que contiene aproximadamente 1800 mL de aguas blancas preparadas según el protocolo representado en la figura 1. Los experimentos tienen una duración de 1 hora y con una velocidad de giro del rotor de 250 rpm. Los depósitos se obtienen mediante dos mecanismos: por flujo, los depósitos quedan adheridos en una lámina de acero inoxidable colocada en la parte exterior del tubo colector; y por impacto, en una lámina de acero inoxidable colocada en la parte interior. Cuando finaliza el experimento, las láminas de acero inoxidable son retiradas cuidadosamente y, una vez secas, son escaneadas. Después son analizadas mediante un sistema de análisis de imagen, dando como resultado un porcentaje de superficie cubierta por depósitos (Figura 2). contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 11/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ Superficie externa Superficie interna Con PEI “Stickies” secundarios Escáner Análisis de imagen Sin PEI “Microstickies” Superficie cubierta (%) mm2 de depósitos ppm (mm2/m2) Figura 2. Metodología para el estudio de “microstickies” y “stickies” secundarios con el rotor de deposición. ETAPA 3: OBTENCIÓN Y CARACTERIZACIÓN DE LA FRACCIÓN QUE CONTIENE LA MATERIA DISUELTA Y COLOIDAL Una parte de las aguas blancas son centrifugadas para separar la fracción formada por la materia disuelta y coloidal, fracción que es caracterizada mediante la determinación de: • pH: Está relacionado con la acidez del medio. Las aguas obtenidas son alcalinas, puesto que la desintegración se lleva a cabo en medio básico. El pH juega un papel muy importante en la química de la parte húmeda y sus problemas asociados. • Conductividad (λ): Está relacionada con los iones presentes en la suspensión papelera y, por tanto, con el contenido en compuestos inorgánicos. La conductividad es debida principalmente al contenido en contaminantes inorgánicos en el papel recuperado, aunque también influye las sales presentes en el agua empleada para preparar la suspensión de pasta y los aditivos añadidos en el pulpado. Los problemas más importantes asociados a altos niveles de sales en la fabricación de papel recuperado son la formación de incrustaciones y la corrosión, aunque también se ven afectados la eficacia de distintos aditivos o la resistencia de la hoja. El valor de la conductividad depende de la temperatura a la que sea medida, por lo que ésta también tiene que ser medida. Los resultados se expresan a 25 ºC. • Alcalinidad total: Es una medida del contenido en hidróxidos, carbonatos y bicarbonatos de las aguas, especialmente de calcio y magnesio. Aunque se ve afectada por la incorporación de iones OH- con la sosa en la etapa de desintegración y el paso de los bicarbonatos a carbonatos por el aumento de pH, sirve como parámetro de medida del aporte de materia inorgánica de los diferentes papeles recuperados. Está relacionada también con la dureza. La importancia de la alcalinidad en el proceso de fabricación de papel recuperado es la de servir para determinar de forma indirecta los carbonatos (causantes de formación de depósitos e incrustaciones, especialmente como carbonato cálcico) y como medida de la capacidad tamponante del sistema de aguas (vital en la parte húmeda de la máquina de papel). • Demanda catiónica: Está relacionada con la carga eléctrica de la suspensión. Se define como los µeq de polímero catiónico necesarios para neutralizar las cargas contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 12/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ aniónicas presentes en una suspensión. La MDC orgánica es normalmente aniónica por lo que la demanda catiónica da idea de la presencia de MDC orgánica. Junto con la demanda química de oxígeno son los parámetros de contaminación más relevantes de sustancias detrimentales para el proceso de fabricación de papel. Se expresa como los µeq de polímero catiónico/L de suspensión. En el proceso de fabricación de papel, la carga de las aguas blancas es aniónica. La medida de la demanda catiónica es una de las más utilizadas en las fábricas de papel para determinar problemas de "stickies" secundarios, si bien en muchas ocasiones los datos son difíciles de interpretar. Es de gran importancia en la química de la parte húmeda de la máquina de papel porque la afecta de manera decisiva. Junto con la determinación de la demanda catiónica soluble (disuelta), la demanda catiónica es el indicador de mayor importancia para determinar la presencia de contaminantes perjudiciales (denominado en el sector como “basura aniónica”. • Demanda química de oxígeno (DQO): Indica el contenido en materia orgánica. Puesto que los compuestos inorgánicos y los sólidos pueden interferir en la determinación y la mayoría de los compuestos orgánicos perjudiciales se encuentran en forma disuelta y/o coloidal, sólo se mide en esta fracción. Como se ha comentado anteriormente, la DQO disuelta es uno de los mejores indicadores, junto con la demanda catiónica, de la presencia de contaminantes perjudiciales para la fabricación de papel. • Turbidez: Está relacionada con los sólidos presentes en la suspensión. Este parámetro también se utiliza en las fábricas de papel para controlar la presencia de contaminantes en el medio, principalmente finos y cargas minerales. Los problemas asociados a altos niveles de sólidos en suspensión, especialmente los de menor tamaño (determinados por turbidez) son: la formación de depósitos, el taponamiento de telas, el taponamiento de tuberías y rociadores, la posible transferencia de manchas a la hoja de papel, etc. • Dureza: Está relacionada con el contenido en sales de magnesio y de calcio contenidas en el agua. En la fabricación de papel es un parámetro importante a tener en cuenta dado que un contenido elevado de la dureza supone la formación de depósitos e incrustaciones en los equipos de intercambio de calor, en las tuberías, así como la aparición de interferencias en los procesos de destintando (mayor consumo de aditivos químicos, formación de espumas, etc.). • Sulfatos: Los problemas asociados a los altos niveles de sulfatos son principalmente dos: el incremento de la corrosión (incrementado debido a la acción de las bacterias sulfato-reductoras) y la formación de depósitos (incrustaciones de sulfato cálcico). También están involucrados en la producción de olores, consecuencia de la reducción microbiológica de sulfatos a H2S (sobre todo en condiciones próximas a las anaeróbicas). Medida del pH El pH se mide con un pH-metro comercial según la norma EPA 150.1 (1983). Medida de la conductividad (λ) La conductividad se mide con un conductivímetro comercial de acuerdo a la norma UNE-EN 27888:1994. Su valor se expresa en mS/cm ó µS/cm. contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 13/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ Medida de la alcalinidad La alcalinidad (total) determina la capacidad de tamponamiento de un agua. Se determina mediante una valoración potenciométrica, añadiendo un ácido hasta obtener un valor de pH determinado, pH 4.5 (viraje de naranja de metilo) en el caso de alcalinidad total. El resultado se expresa como ppm de CaCO3. La determinación se ha lleva a cabo según la norma EPA 310.1 (1983). Medida de la demanda catiónica La medida de la demanda catiónica se lleva a cabo mediante titulación coloidal utilizando un valorador automático CRISON, conectado a un Detector de Carga de Partícula, Mütek PCD 03, que determina el punto final de la valoración. El principio de funcionamiento del Detector de Carga está basado en que las sustancias en forma disuelta y coloidal en una suspensión acuosa están cargadas eléctricamente. En el caso de las aguas blancas, esta carga es negativa, como se ha visto anteriormente. Por tanto, alrededor de sus superficies existe una concentración de iones de carga opuesta, denominados contraiones que, si se separan de la partícula debido a una fuerza de cizalla crean un potencial de corriente que puede ser medido en mV. El Detector de Carga consta de una célula de medida de teflón, donde se incorporan 10 mL del agua a caracterizar, y de un pistón del mismo material, que se acopla al vástago del equipo y le hace oscilar dentro de la célula de medida, originando una fuerza de cizalla que separa los contraiones de las partículas coloidales. El valorador automático contiene la disolución del polímero catiónico, policloruro de dialil-dimetil-amonio (PDADMAC) en general, o polietilenimina (PEI), en el caso del ensayo de deposición, con una determinada concentración (aproximadamente de 10-3 o 10-4 N), que descarga sobre la suspensión contenida en la célula de medida, hasta alcanzar un valor de potencial de corriente de 0 mV, establecido como punto final de la valoración. Se efectúa la adición de polímero hasta el punto isoeléctrico, en el cual todas las cargas en la muestra están neutralizadas. En este punto se conoce la cantidad de polímero catiónico necesario para neutralizar la carga negativa de 10 mL de agua blanca. A partir de este valor se calcula la demanda catiónica del agua blanca expresada como los µeq de polímero catiónico/L de suspensión. Se mide normalmente con PDADMAC (de concentración 0.001 N) y con PEI, para llevar a cabo el ensayo de depositabilidad con el rotor de deposición. Medida de la demanda química de oxígeno (DQO) Por definición es la cantidad de oxígeno necesaria para la oxidación de la materia contenida en un agua. Por tanto, se expresa como ppm de O2. La demanda química de oxígeno (DQO) se mide según el método normalizado APHA-AWWA-WPCF 5220-D. Este método se basa en una digestión a reflujo (en tubos cerrados) de las muestras y posterior determinación fotométrica. Medida de la turbidez La turbidez se mide según la norma UNE-EN ISO 7027:2001. Se puede medir de manera fotométrica (por atenuación de la radicación incidente) o bien de manera nefelométrica (medida de la radiación difundida). En este caso se utilizarán medidas nefelométricas de la turbidez obtenidas con un nefelómetro comercial. La turbidez se expresará entonces en unidades nefelométricas de turbidez (NTU). contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 14/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ Medida de la dureza La dureza se mide a partir de las concentraciones individuales de calcio y magnesio, método preferido al de la valoración complexométrica con AEDT (UNE 77040:2002). La determinación individual de la concentración de calcio y magnesio se hace por espectrofotometría de absorción atómica en llama de aire-acetileno según norma UNE-EN ISO 7980. La dureza se expresa en ppm de CaCO3. Medida de los sulfatos El contenido en sulfatos se mide de manera turbidimétrica de acuerdo a la norma EPA 375.4 (1983). En este método se precipitan los sulfatos con cloruro de bario para dar lugar a sulfato de bario, que se determina por turbidimetría con un nefelómetro comercial. A modo de resumen, en la tabla 2 se muestran los procedimientos estandarizados utilizados para la medida de cada uno de los parámetros del protocolo de caracterización desarrollado. Dichos procedimientos se adjuntan en el Anexo I. Tabla 2. Normas utilizadas en el protocolo de caracterización de la materia disuelta y coloidal Parámetro Extractivos con DCM pH Conductividad Demanda catiónica Alcalinidad Depositabilidad Demanda química de oxígeno Turbidez Dureza (Ca y Mg) Sulfatos 6 Norma TAPPI T204 cm-97 EPA 150.1 (1983) UNE-EN 27888:1994 EPA 310.1 (1983) Pat. Nº 98901981.5 APHA-AWWA-WPCF 5220-D UNE-EN ISO 7027:2001 UNE 77040:2002 y UNE-EN ISO 7980 EPA 375.4 (1983) Conclusiones Con el protocolo desarrollado es posible caracterizar la materia disuelta y coloidal aportada por los papeles recuperados de mayor producción y utilización en la Comunidad de Madrid. Siguiendo la evolución de calidad del papel recuperado se podrá prevenir y evitar problemas en el proceso de fabricación y obtener productos de una calidad adecuada de acuerdo a su uso. contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 15/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ 7 Bibliografía - - - - - - - - - - - Berard P. “Filling in the holes after closing the loop”. Pulp & Paper International 42(4) 2000. Bourgogne, G. y Laine, J.E. “A review of the effects of reduced water consumption on the wet end of the paper machine and the quality of paper”. Paperi ja Puu - Paper and timber 83(3), 190-203, 2001. Blanco A., San Pío I. and Negro C. “The impacts of trends in papermaking on wet-end chemistry”. Specialty Chem. Magazine, 28-30 Octubre 2004. Blanco A., Negro C., Monte M.C. and Tijero J. “The challenges of sustainable papermaking”. Environmental Science and Technology 1, 414A-420A, Noviembre, 2004. Blanco A., Negro C., Monte M. C. and Tijero J. “Overview of two major deposit problems in recycling: Slime and stickies. Part II: Stickies problems in recycling”. Progress in Paper Recycling, 2, 26-37, 2002. Blanco A., Negro C., Monte M.C., Otero D. and Tijero J. “Destabilisation of dissolved and colloidal material derived from coated paper”. Appita J. 54(2), 132-135, 2001. Blanco M.A., Garcia J., Gaspar I., Monte M.C., Moore G., Negro C. y Tijero J. "Paper Recycling: An Introduction to Problems and their Solutions". ISBN 92-828-1801-2. Luxemburgo, 1998. Blanco M.A., Negro C., García J. y Tijero J. "Predicting the impact of closure the water system in paper mills". 50th. Appita Annual Conference. Auckland, Nueva Zelanda, 510 de Mayo, 1996. Carre B., Brun J. y Galland G. "Secondary stickies: definition, formation, mechanisms and characterisation". Wet-End Chemistry Conference and COST Workshop. Gatwick. Mayo, 1997. COST Action E48 “The limits of paper recycling”. Draft Memorandum of Understanding. Diciembre, 2004 Delagoutte, T., Brun, J. y Galland, G. “Drying section deposits: identification of their origin”. New Technological Developments in Paper Recycling, IPE-CTP-PTS, Valencia (España), 2003, pág. 25. Doshi M.R. and Dyer J.M. “Paper recycling challenge. Volume III: Process Technology ”. ISBN 0-9657447-3-6. USA, 1998. Doshi M.R. and Dyer J.M. “Paper recycling challenge. Volume IV: Process Control & Mensuration ”. ISBN 0-9657447-4-4. USA, 1999. Frigberg T., Gerhardt T. and Kunzler C.. “Ensuring the future of fiber recovery and utilization“ Tappi J., 87(12). Diciembre, 2004. Göttsching L. y Pakarinen H. (editores). “Papermaking Science and Technology. Book 7: Recycled fiber and deinking”. Publicado por Fapet Oy, Helsinki (Finland), ISBN 9525216-07-1, 2000. Hoekstra P.M., Glover D.E and Fitzhenry J.W. “Improved productivity with effective stickies control”. Tissue World 2001, Nice, France, Marzo, 2001. Koskinen P. y Jaakkola H. “High separation technologies in pulp and paper mills”. 3rd Ecopapertech Conference 2001, 347-358, 2001. Mönningmann R. “New technology for the reuse of process waters in the pulp and paper industries”. Proceedings of the European Conference on Pulp and Paper Research, 9-11 Octubre 1996, Estocolmo (Suecia), ISBN 92-827-9327-3, 1997. Monte M. C., Blanco A., Negro C. and Tijero J. “Development of a methodology to predict sticky deposits due to the destabilisation of dissolved and colloidal material in papermaking- applications to different systems”. Chem. Eng. J. 105 (1-2), 21-29, 2004 Monte M.C. “Depósitos adherentes en el proceso de fabricación de papel reciclado”. Tesis doctoral. Universidad Complutense de Madrid, 2000. Negro C., Blanco A., Monte M.C., Otero D. and Tijero J. "Depositability character of disturbance substances". Paper Technology, 40(3), 29-34, 1999. contacto: [email protected] PROLIPAPEL: S-0505/AMB-0100 Hito Nº 2 16/16 CONFIDENCIAL _________________________________________________________________________________________________________________________________________________________________________ - 8 Panchapakesan B. “Optimizing white water system design. Improves runnability, lowers operating cost”. Paper Age, Febrero, 2001. Documentación complementaria Anexo I - Normas utilizadas para la medida de los distintos parámetros: - T 204 cm-97 “Solvent extractives of wood and pulp”. Método EPA 150.1 (1983) “pH. Electrometric”. UNE-EN 27888:1994 “Calidad del Agua. Determinación de la conductividad eléctrica”. Método EPA 310.1 (1983). “Alkalinity. Titrimetric, pH 4.5”. UNE-EN ISO 7027:2001 “Calidad del agua. Determinación de la turbiedaz”. UNE-EN ISO 7980:2000 “Calidad del agua. Determinación del calcio y del magnesio. Método por espectrometría de absorción atómica”. UNE 77040:2002 “Calidad del agua. Determinación de la dureza del agua. Método complexométrico con AEDT”. Método EPA 375.4 (1983): “Sulfate. Turbidimetric”. Método 5220-D “Requerimiento de oxígeno químico. Reflujo cerrado, método colorimétrico”. Métodos Normalizados para el análisis de aguas potables y residuales. APHA-AWWA-WPCF. Ediciones Díaz de Santos. 17ª Edición, Madrid, España, 1992. ISBN: 84-7978-031-2. contacto: [email protected]