Aceros galvanizados doble cara cinc puro Extragal
Anuncio

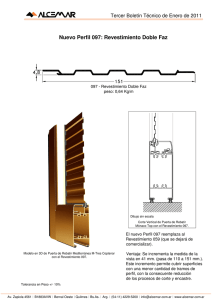
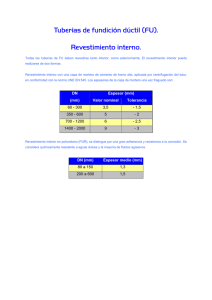
Automotive Worldwide Aceros galvanizados doble cara cinc puro ® Extragal Extracto del catálogo de productos -edición para Europa Advertencia: los datos presentes pueden cambiar. Les invitamos a que se pongan en contacto con nuestros equipos comerciales para obtener para un pedido concreto la respuesta a sus necesidades. Para cualquier otra información complementaria, pueden escribirnos a la dirección: [email protected] Para cualquier otra información complementaria, pueden escribirnos a la dirección: [email protected] Aceros galvanizados doble cara cinc puro Extragal ® Revestimientos cincados y revestimientos orgánicos delgados Aplicaciones ® Su capacidad para proteger de la corrosión y la calidad de su superficie aconsejan el revestimiento Extragal para numerosas aplicaciones en la industria del automóvil, tanto en piezas visibles como en piezas no visibles. ® El procedimiento de producción de Extragal en una sola operación tras el laminado lo convierten, en prácticamente todos los casos, en la solución de revestimiento previo más económica para la protección contra la corrosión de las chapas destinadas a la industria del automóvil. Características técnicas Aspecto de superficie ® Extragal no presenta cristales visibles a simple vista. Su calidad de superficie permite obtener en condiciones industriales un nivel de aspecto de pintura sobre piezas conforme con las exigencias más severas de los fabricantes para las partes visibles de la carrocería. Dureza ® El revestimiento Extragal es un revestimiento relativamente dúctil y limita el riesgo de degradación del revestimiento en la prensa de estampación. Morfología Aspecto de superficie del revestimiento Extragal (microscopio electrónico de barrido) Aspecto del corte de revestimiento Extragal ® ® Espesor del revestimiento ® A falta de otras especificaciones, los espesores de revestimiento Extragal (por cara, medido en 3 puntos) que se ofrecen en productos estándar son los siguientes: 2 Norma más cercana Z100 Z140 Z200 Z225 Mínimo (2 caras) (g/m2) 100 140 200 225 Mínimo (por cara) µm g/m² 7,0 50 10,0 70 14,0 100 15,5 112,5 Máximo (por cara) µm g/m² 9,0 65 12,0 85 17,0 120 18,5 132,5 No obstante, pueden estudiarse otras posibilidades. Puede consultarnos para la realización de revestimientos de distintos espesores. Proceso de revestimiento ® El revestimiento Extragal se obtiene mediante galvanizado en caliente (paso de la banda de acero por un baño de cinc líquido) sobre un sustrato que se puede elegir entre la mayor parte de nuestros aceros laminados en frío y también algunos aceros laminados en caliente. ® El procedimiento de fabricación de Extragal incluye adaptaciones en todas las etapas de proceso, desde la acería hasta el skin-pass. Lleva aparejado una política rigurosa de inspección y de control. Estas medidas permiten obtener un revestimiento galvanizado excepcional, con una superficie optimizada para que se puedan obtener aspectos pintados de elevadísima calidad en las carrocerías automóviles Esquema sinóptico típico de una línea de galvanizado Consejos de utilización y de aplicación Corrosión ® El revestimiento Extragal ofrece una excelente protección contra la corrosión, incluso en caso de sufrir daños (choque, rayado, impacto de gravilla), gracias al comportamiento electroquímico del binomio hierro/cinc (efecto de ánodo de sacrificio). Estampación ® La práctica industrial muestra que Extragal ofrece unas prestaciones en estampación superiores a las de otros revestimientos. ® Extragal posee un coeficiente de rozamiento del orden de 0,10 a 0,14 (con lubricación estándar) que le confiere una excelente aptitud para la estampación. Evidentemente, las modalidades de lubricación (tipo de lubricante, cantidad) y la textura del producto tienen una importancia primordial en el contacto chapa-matriz y los revestimientos sólo se pueden jerarquizar partiendo de condiciones idénticas. Además, la ductilidad del cinc puro limita los riesgos de pulverización en la prensa. Soldabilidad ® El acero revestido Extragal ofrece un rango de soldabilidad adaptado a las exigencias industriales. El proceso de soldadura, y en particular la vida útil de los electrodos (en general, 400 puntos sin cepillado, de acuerdo con la norma ISO 18278-2 sobre sustrato de 0,8 mm) se puede optimizar adaptando la composición, la geometría y la frecuencia de cepillado de los electrodos, así como los parámetros de soldadura (intensidad, tipo de corriente, ley de incremento de la corriente, presión de contacto, tiempo de ciclo). ArcelorMittal pone a disposición de sus clientes equipos especializados que pueden facilitar esta optimización. Unión adhesiva ® El revestimiento Extragal ofrece un buen comportamiento en pegado: buena adhesión al revestimiento, buena adhesión del revestimiento al metal, cohesión del revestimiento. La naturaleza del adhesivo, las condiciones de ensamblaje y la naturaleza del aceite de protección o los posibles tratamientos químicos son los parámetros que más pueden influir en la calidad de la unión adhesiva. Tratamiento de superficie ® Extragal puede ser fosfatado y pintado por el usuario con los procedimientos actuales (tri-catión Zn, Ni, Mn). El desarrollo de procedimientos de tratamiento de superficie alternativos, llamados "ecológicos" (en particular sin níquel) hace necesaria la validación previa de cualquier modificación del proceso de tratamiento de la superficie de la carrocería. Recomendaciones: Desengrasado alcalino para eliminar los residuos orgánicos y los posibles óxidos que puedan estar presentes en la superficie; 3+ Presencia en el baño de iones F-para neutralizar los iones Al que podrían disminuir la actividad del baño. ArcelorMittal pone a la disposición de sus clientes asistencia técnica especializada en este campo © ArcelorMittal | Actualización: 23-09-2015 3