An important aspect of photonic crystal engineering is the possibility
Anuncio

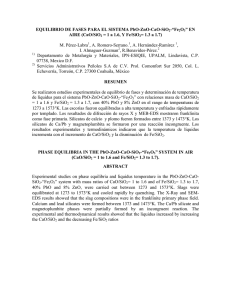
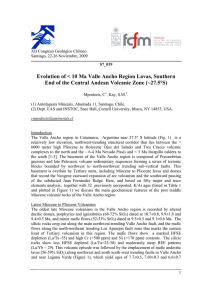
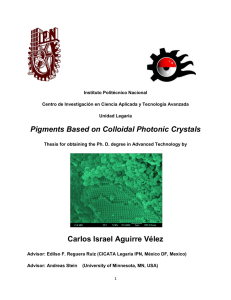
Selective Formation of Inverted Opals by Electron Beam Lithography** By Beatriz H. Juárez, Dolores Golmayo, Pablo A. Postigo and Cefe López* [*] Ms. B.H. Juárez, Dr. D. Golmayo, and Dr. C. López, Instituto de Ciencia de Materiales de Madrid (CSIC) Cantoblanco, 28049 Madrid (Spain). E-mail: [email protected] Dr. P.A. Postigo, Instituto de Microelectrónica de Madrid, (CSIC), Isaac Newton 8, Tres Cantos, 28760 Madrid (Spain) [**] This work was partially financed by the Comunidad Autónoma de Madrid through 07T/0048/2003 and 07N/0059/2002, and Spanish MCyT through MAT 2003-01237 projects. We gratefully acknowledge Elizabeth Castillo and Elisa Palacios for beads synthesis and Alfonso R. Alija for SEM experimental help. Photonic crystals [1,2] (PC) are a promising platform for the realization of integrated optoelectronic circuits. An important aspect of photonic crystal engineering is the possibility of incorporating well defined point, linear, planar or 3D features in an exact placement of the crystal body. Several methods have been reported to achieve the creation of micrometer-size extrinsic defects. The spatially controlled modification of a polymer colloidal photonic crystal composite by two-photon confocal microscopy was a significant first step in this direction to produce linear defects.[3] Refractive index patterns in silicon inverted opals have been realized by using spatially resolved laser-microannealing.[4] Furthermore, planar defects have been introduced in 3D artificial opals by growing a dielectric film between two opal slabs.[5,6] Electron-beam lithography (EBL) has been used for structuring opals from poly-(methyl methacrylate) (PMMA) spheres after the crystallization is completed.[7,8] Figure 1. Description of the process. A) colloidal PMMA crystal films were obtained by vertical sedimentation of a suspension of PMMA spheres in water. B) The PMMA opal film was infiltrated with SiO2, by chemical vapour deposition. C) Patterning of the PMMA/SiO2 composite performed by EBL. D) Dissolution of the exposed PMMA. In this work, we present an extension of the latter technique towards the fabrication of selective inverted opals within a PMMA-SiO2 composite following the procedure depicted in Figure 1. Thin PMMA artificial opals were infiltrated with SiO2 by chemical vapour deposition (CVD). Patterning of the PMMA/SiO2 composite was performed by EBL. After developing the exposed areas selective inverted opals were obtained. The PMMA-SiO2 composites provide better mechanical stability for the colloidal structure to withstand e-beam lithography process and leads to selective inverted structures. In addition, the method is liable to further processing and allows growing a second opal film on the top, opening the way to the formation of buried structures. In the case of PMMA opal films the volume of processed material depends on the 3D distribution of the electrons within the film. P. Ferrand et al.[8] have achieved control on the writing depth by varying the electron acceleration voltage. In this work, this parameter has been optimized for SiO2 infiltrated PMMA opals, allowing to pattern the whole depth of the opal film. The method is very convenient in order to introduce controlled three-dimensional defects in 3D photonic colloidal crystals. Because of its potential application in creating structures for guiding and confinement of 1 light, the method may find uses in the field of integrated optoelectronic circuits. In addition, the resulting channels combining micro and nano-features may be very useful in the construction of microfuidics architectures[9,10] for bionanotechnology purposes. Thin PMMA artificial opals were obtained by vertical sedimentation of a suspension of PMMA spheres in water.[11] Silicon wafers and glass slides were used as substrates. The PMMA opal films were infiltrated with SiO2, using an atmospheric pressure and room temperature CVD process.[12] The variations in the filling fraction were estimated from the red-shift in the spectral position of the first order Bragg diffraction peak. Patterning of the PMMA/SiO2 composite was performed by EBL, at an accelerating voltage of 25 kV and exposure doses between 100 and 850 µC/cm2. The samples were developed in a methyl isobutyl ketone and then placed in isopropanol to stop the developing process. Figure 1 illustrates schematically the process. The processing relies on the transparency of the thin SiO2 layer to the electron beam. In addition the intrinsic porosity of the SiO2 layer helps to improve the subsequent developing process. Fourier transform infrared (FTIR) reflectance micro-spectroscopy was used to characterize the samples. High resolution scanning electron microscopy (SEM) was used to observe the alterations in the opal structure. a) b) Figure 2.- (a) Optical microscope image of a 50 µm side triangle patterned on a glass substrate. (b) SEM micrograph detail of the triangle pattern. Scale bar is 3 µm. Rectangular (30 µm × 90 µm) and triangular (50 µm side) patterns were obtained at doses ranging from 100 to 850 µC/cm2. Figure 2a shows the optical microscope image (around 1 mm2) of a triangular pattern obtained at 200 µC/cm2 on a PMMA-SiO2 composite grown on a glass substrate. The optical contrast is associated with a change in the refractive index due to the EBL process, where SiO2 inverted structures are laterally surrounded by the PMMA/SiO2 composite. Figure 2b shows the SEM planar view detail of the triangular area, where the pattern boundaries together with the top layer of spheres, both in the composite and inverted structures, can be observed. The pattern orientation matches that of the PC lattice. It is worth noting that although the drawn structure is clearly seen by optical means it is hardly discernible by SEM. This means that the morphology of the system is not affected preserving it for further processing. In order to monitor the effectiveness of the recording method we employed optical spectroscopy by measuring reflectance after each step in the process. The sample thickness was estimated to be 24 layers from Fabry-Perot fringes in reflectance spectra measured at normal incidence on the bare PMMA opal (not shown). The sphere diameter is 330nm. The spectral position of the maximum corresponds to the diffraction arising from the (111) crystal planes. The evolution in the optical response from bare, composite and patterned inverse opal is shown in Figure 3. 2 Signal from patterned areas was taken in rectangular areas obtained at doses of 600 µC/cm2. Due to the reduced dimensions of these areas, a 15× Cassegrain reflection objective, with a numerical aperture of 0.30, has been used to focus and collect the light within the patterns. Because of the configuration of the objective, measurements were not performed at exact normal incidence. Under these conditions, areas of around 300 µm2 are probed. Bare PMMA opal 0.6 a) 0.4 Reflectance 0.2 0.6 b) PMMA-SiO2 composite c) Inverse opal 0.4 0.2 0.6 0.4 0.2 0.5 0.6 0.7 0.8 0.9 1.0 1.1 λ (µm) Figure 3.- (a) Reflectance spectrum from bare PMMA opal. (b) Optical response for the PMMA/SiO2 composite. The Bragg peak shifts from 729 nm (bare) to 752 nm (PMMA-SiO2 composite). (c) Reflectance spectrum of the inverted pattern measured under the same conditions showing the Bragg peak at 558 nm. Figures 3a and 3b show the reflectance spectrum from a bare PMMA opal and the red-shifted spectrum for the PMMA-SiO2 composite after the CVD process respectively. From photonic bands calculations (done using the MPB package[13]) the filling fraction of silica in the pore is estimated to be 60%. Figure 3c shows the experimental reflectance of the opal after being exposed and subsequently developed. In a first approximation, this behavior can be fairly accounted for by estimating the position of the Bragg peak through an averaged dielectric function. From this rough approach, the experimental spectral position of the inverse structure agrees with the predicted value. 0.6 a) PMMA/SiO2 composite 100 µC/cm 0.4 2 Reflectance 0.2 0.0 0.6 b) 2 350 µC/cm 2 600 µC/cm 2 850 µC/cm 0.4 0.2 0.0 0.6 0.7 0.8 0.9 1.0 1.1 λ(µm) Figure 4.- Reflectance spectra of rectangular patterns obtained under different doses. The optical response for the PMMA-SiO2 composite is also included for comparison. The increased background signal has its origin in the silicon substrate. In order to asses the power of the writing beam, different doses were used to perform a set of patterns (30 µm × 90 µm) at constant electron acceleration voltage. Figure 4 shows the spectra from patterns obtained at different doses. In the upper plot, a), the reflectivity spectrum of the PMMA-SiO2 composite is shown along with the optical response of patterned areas obtained at doses of 100 µC/cm2, the latter showing two different peaks. At these doses, both the peak corresponding to the PMMA/SiO2 composite and a small hill centred at 630 nm are observed indicating an incomplete recording. These two peaks 3 denote the presence of two contributions, namely, that from the initial composite and a layer with an intermediate dielectric constant responsible for the intermediate position of the low wavelength peak. No traces of the composite peak are observed at doses of 350 and 600 µC/cm2 (Fig 4 b) indicating that the writing depth reaches the whole opal thickness. However, all the motifs obtained at doses of 850 µC/cm2 show two well defined peaks as well. This fact may in all probability be due to lesser quality boundaries obtained at larger doses. When reflectance is measured on these motifs through a 36× Cassegrain objective, which allows to resolve smaller areas, a single well defined peak corresponding to the inverse structure is observed, confirming that, far from the edges, the motif is fully inverted. The optical response of inverted motifs presents a raised background of increased reflectance off the Bragg peak owing to the silicon substrate contribution as the PMMA is removed. Figure 5. (a) SEM micrograph of a cleaved edge of a pattern obtained at 600µC/cm2. The interface between SiO2 inverted structure and PMMA/SiO2 composite is marked with an arrow. (b) Detail of the inverted section. For a morphological study, the opal structures were observed after EBL process through SEM inspection. A cross-sectional SEM image of a cleaved edge of the pattern obtained at 600 µC/cm2 is shown in Figure 5a. The micrograph shows a lateral interface of SiO2 inverted structure and PMMA/SiO2 composite (marked with an arrow). By means of EBL writing the PMMA spheres were locally dissolved, resulting in a SiO2 inverted structure. Some SiO2 sphere shells appear broken after cleaving, showing the inner pores of the inverted structure as detailed in Figure 5b. From SEM observations of samples exposed at 100 µC/cm2 and finally developed (not shown) inverted structures show that PMMA was not fully dissolved. In this case, structural and optical properties indicate that PMMA was somehow modified by the process, resulting in a composite with spheres that cleave more easily than the original ones and producing a background with an intermediate dielectric constant responsible for the 630 nm peak in the reflectance spectrum. 4 Parameters such as pore filling fraction, infilling material as well as dose parameters may be controlled in order to obtain different applications. After patterning, other materials can be selectively grown in the variable porous structure finally achieved. This strategy will allow integrating several technologies in 3D architectures with applications not only useful in photonics but also in microfluidics, chromatography and other disciplines. In summary, we have presented a method that allows the introduction of micrometer-size threedimensional extrinsic defects in PMMA-SiO2 composites. These structures have good mechanical stability to withstand e-beam lithography process and lead to inverted structures. We have shown the structural and optical properties of the selective inverted structures that allow further growth and processing leading to 3D buried structures. Experimental Colloids of 330 nm PMMA spheres were synthesized via emulsion polymerization methods.[14] Glass substrates were cleaned and hydrophylized in a 38 vol. % HCl solution during 24 hours and finally rinsed with double deionized water (18.2 mΩ). Native SiO2 grown on (100) silicon substrates was first removed by immersing in a HF 10 vol. % solution for 15 minutes and finally hydrophylized in an acidic mixture H2SO4/ H2O2 (7.5/2.5) for 30 minutes. Thin artificial opals were grown by means of the convective method[11] at 50ºC by placing the substrate in a vial containing a 0.3 vol. % suspension of PMMA spheres in H2O. The opal film thickness ranges from 8 to 20 µm thick depending on solution concentration and time. The PMMA opal film was infiltrated with SiO2, using an atmospheric pressure, room temperature chemical vapour deposition home-made set up, with SiCl4 and H2O as precursors. Patterning of the PMMA/SiO2 composite was performed by EBL, using a Hitachi S-800 and a LEO 1455 scanning electron microscopes equipped with a Raith Elphy Plus EBL control unit, at accelerating voltage of 25kV and exposure dose between 100 and 850 µC/cm2. The samples were developed for 40s in a methyl isobutyl ketone and then placed for 10s in isopropanol to stop the developing process. The optical characterization was performed with a Fourier Transform Infrared spectrometer (FTIR), IFS 66 from Bruker with a IR Scope II microscope attached. A 15× Cassegrain objective was used in order to focus and collect the light from the patterned motifs. The incident and collected light cover external angles from 5º to 15º from normal incidence with respect to (111) family of planes. High resolution SEM was used to observe the alterations in the opal structure. Before that, samples were cleaved and sputtered with a thin film of gold. 1 E. Yablonovitch, Phys. Rev. Lett. 1987, 58, 2085. 2 S. John, Phys. Rev. Lett. 1987, 58, 2486. 3 W. M. Lee, S. A. Pruzinsky, P.V. Braun, Adv. Mater. 2002, 14, 271. 4 N. Tétreault, H. Míguez, S. M. Yang, V. Kitaev, G. A. Ozin, Adv. Mater. 2003, 15, 1167. 5 E.Palacios-Lidon, J.F. Galisteo-López, B. H. Juárez, C. López, Adv. Mater. 2004, 16, 341. 6 N. Tétreault, A. Mihi, H. Míguez, I. Rodríguez, G. A. Ozin, F. Meseguer, V. Kitaev, Adv. Mater. 2004, 16, 346. 7 S. G. Romanov, P. Ferrand, M. Egen, R. Zentel, J. Ahopelto, N. Gaponik, A. Eychmüller, A. L. Rogach, C. M. Sotomayor Torres, Synthetic Metals 2003, 139, 701. 8 P. Ferrand, M. Egen, R. Zentel, J. Seekamp, S. G. Romanov, C. M. Sotomayor Torres, Appl. Phys. Lett. 2003, 83, 5289. 9 T. Thorsen, S. J. Maerkl, S. R. Quake, Science 2002, 298, 580. 10 W. Tan, T. A. Desai, Biomaterials, 2004, 25, 1355. 11 P. Jiang, J. F. Bertone, K. S. Hwang, V. L. Colvin, Chem. Mater. 1999, 11, 2132. 12 H. Míguez, N. Tétreault,, B. Hatton, S. M. Yang, D. Perovic, G. A. Ozin, Chem. Commun. 2002, 14, 2736. 13 S. G. Johnson and J. D. Joannopoulos, Optics Express 2001 8, 173 14 M. Müller, R. Zentel, T. Maka, S. G. Romanov, C. M. Sotomayor Torres, Chem. Mater. 2000, 12, 2508. 5