Clase 1
Anuncio

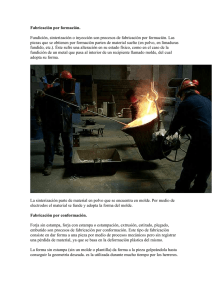
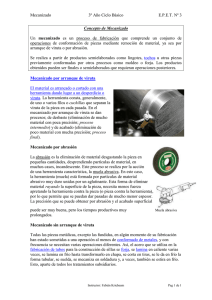
TECNOLOGÍAS DE FABRICACIÓN Mayormente piezas mecánicas. No se descartan otras aplicaciones PROPÓSITO GENERAL: Seleccionar el proceso más adecuado Factores a tener en cuenta: • La pieza: Material, forma, tamaño, precisión y terminación superficial requeridas, tamaño del lote, costos • Las tecnologías disponibles: Máquinas-herramientas, etc. CLASIFICACIÓN MÁS GENERAL DE LOS PROCESOS DE FABRICACIÓN Procedimientos sin arranque de viruta: Laminación, forja, trefilado, colada, estampado, sinterizado, etc. para obtener productos primarios o piezas terminadas. Procedimientos con arranque de viruta Se emplean máquinas y herramientas cortantes para obtener piezas terminadas. Procedimientos no convencionales (de naturaleza no mecánica): Laser, plasma, chispa eléctrica, etc.. Procesos de fabricación con arranque de viruta El material de partida (Pieza en bruto) proviene de un proceso primario (laminación, trefilado, etc El material sobrante es eliminado en forma de virutas mediante una herramienta de corte OPERACIÓN DE TORNEADO: Superficies de revolución LA PIEZA GIRA Pieza en bruto Operación de Cilindrado 2 1 1 Operación de Frenteado (tronzado) VIRUTA LA HERRAMIENTA SE DESPLAZA LINEALMENTE 1: Superficie terminada 2: Superficie de transición Procesos de fabricación con arranque de viruta OPERACIÓN DE LIMADO O CEPILLADO : Superficies prismáticas Superficie terminada VIRUTA LA HERRAMIENTA SE DESPLAZA LINEALMENTE LA PIEZA ESTA FIJA Procesos de fabricación con arranque de viruta OPERACIÓN DE FRESADO: Superficies prismáticas LA HERRAMIENTA (FRESA) GIRA VIRUTA LA PIEZA SE DESPLAZA LINEALMENTE GEOMETRÍA DE LA HERRAMIENTA DE CORTE Herramienta básica: monocortante, filo recto Aplicación corriente: Torneado, limado, cepillado mortajado, alesado Plaquita cortante soldada De material cortante integral Plaquitas cortantes (insertos) descartables Aristas, Superficies y Angulos de la herramienta en la Posición de trabajo: Posición relativa a la pieza Pieza en Torno: Superficies cilíndricas Vc B C A A´ D B´ C´ • Cara de Ataque (ABCD) • Cara de Incidencia Principal (ABA’B’) • Filo Principal (AB) • Filo Secundario (BC) • Punta (B) • Cara de Incidencia secundaria (BCB’C’) • Plano de Base (A’B’C’) La herramienta se caracteriza por su geometría (ángulos de caras y aristas), material, etc. Un cambio en la posición de trabajo modifica las características del proceso de corte: fuerzas, desgaste del filo, etc. El valor de los ángulos deberán definirse con la herramienta en la posición de trabajo Sistema de Referencia de la Máquina – Torno Herramienta en la posición de trabajo Y: Dirección del movimiento de corte principal. Z: “ “ “ “ avance longitudinal. X: “ “ “ “ avance en profundidad Planos Principales (I, II y III) - Fuerzas en Torno Vc I (torno): Tangente a la sup. mecanizada II (torno): Perpendicular a la sup. Mecanizada Y Componentes de la F resultante Fc: Fuerza de corte (Y) Fa: Fuerza de avance (Z) Fr: Fuerza normal de reacción (X) III: Paralelo al plano de base Planos Principales (I, II y III)- Fuerzas en Limadora - Superficies planasSuperficie mecanizada Viruta Herramienta Z Pieza Y X I limado (Y-Z) : Paralelo a la sup. mecanizada II limado (Y-X): Perpendicular a la sup. Mecanizada III (Z-X): Paralelo al plano base de la herramienta Componentes de la F resultante Fc: Fuerza de corte (Y) Fa: Fuerza de avance (Z) Fr: Fuerza normal de reacción (X) Angulos de la herramienta NORMALIZACIÓN ASA, DIN, BS, AFNOR, ISO Contenido: sistema de referencia, ángulos, planos de medición OBJETIVOS Significado Físico (dirección flujo de virutas) Implementación del afilado en máquinas automáticas Geometría del alojamiento de plaquitas en portaherramientas La Herramienta como elemento aislado Asociada a una terna de ejes Definición de los ángulos Su valor depende del plano en que se mide πo f πf π r Planos de medición seleccionados πr: Plano de base πy: Plano // al eje de la herr. y perpendicular a la base (proyección Y-Y) πf: Plano pasante por el filo y normal a la base // a la base (proyección F-F) πo: Plano normal a la proyección del filo sobre la base (proyección C-C) Angulos de la herramienta como elemento aislado α: de Ataque (*) β: de Cuña γ: de Incidencia λ: de Inclinación del filo ε: de Punta κr : de Posición (frontal del filo ppal). κe : Frontal del filo secundario. δ: de Corte Definición de los Angulos de la herramienta α: Angulo de ataque; entre la cara de ataque y la base de la herramienta, Influencia de los Angulos de la herramienta en la formación de la viruta Formación de la viruta: el material situado delante del filo se deforma por cizallamiento en una zona que va desde el filo hasta la superficie de la pieza, conformando el Plano de cizallamiento (+) Plano de cizallamiento (-) Análisis del Angulo de Ataque α: Modifica el área de cizallamiento, afectando el trabajo de cizallamiento, las fuerzas y potencias necesarias para el corte. Si el ángulo α es positivo (>0): < área de cizallamiento, viruta más fina, < esfuerzo de corte Angulos de trabajo efectivos αe y γe Herramienta en la posición de trabajo Vc y Va (velocidades de corte y avance) en el cilindrado Relevancia de η En el cilindrado Los valores de η son pequeños: su efecto es despreciable Toma > importancia para bajos valores de γ, pues pueda causar talonado αe = α + η γe = En el roscado: el avance es elevado y es más crítica su influencia sobre el talonado Posición de la Herramienta en Altura Operaciones de torno e ⇒e e e EFECTOS α e ⇒ γe αe ⇒ γe posible “talonado” Fc, y Hta. atraida hacia la pieza Otros efectos: Medida diametral de la pieza Dirección del Flujo de las Virutas Influencia del ángulo de inclinación del filo λ CORTE ORTOGONAL CORTE OBLICUO Filo normal al movimiento principal (Vc) Filo inclinado con Vc Herramienta cuneiforme: Limado, cepillado λ se mide en un plano // a la sup. transitoria (=sup. mecanizada, ancho de herramienta y pieza iguales) λy: ángulo de flujo de viruta, se mide sobre la cara de ataque λ permite estimar la dirección del flujo de salida de las virutas pues: λ ≈ λy Angulos de Situación Herramienta en posición natural Coinciden las ternas Xt, Yt, Zt y X,Y,Z Herramienta en posición no natural Ternas no coincidentes ángulos de situación G, H, L G: Ángulo de Planta (giro con eje según la dirección de movimiento principal) H: Ángulo de Elevación (giro con eje según la dirección de avance) L: Ángulo de Rotación: (giro alrededor de su propio eje) Influencia sobre los ángulos efectivos G > 0 si reduce el ángulo κr H >0 si γ aumenta L >0 si α disminuye Convención de signos Angulos que pueden asumir ambos signos: α y λ (+) (-) Plano πf Plano base Plano πr