aplicación de nuevos materiales a soluciones de vivienda en
Anuncio

APLICACIÓN DE NUEVOS
MATERIALES A SOLUCIONES DE
VIVIENDA EN COLOMBIA
Viabilidad para generar sistemas constructivos
ARQUITECTO ANDRÉS FELIPE PÉREZ MARÍN
UNIVERSIDAD NACIONAL DE COLOMBIA
FACULTAD DE ARTES
ESCUELA DE ARQUITECTURA Y URBANISMO
MAESTRÍA EN CONSTRUCCIÓN
BOGOTÁ, D.C.
2005
APLICACIÓN DE NUEVOS MATERIALES A SOLUCIONES DE VIVIENDA EN
COLOMBIA
Viabilidad para generar sistemas constructivos
ARQUITECTO ANDRÉS FELIPE PÉREZ MARÍN
Código 396116
Documento de tesis para optar al titulo de Magíster en Construcción
Directora
CAORI PATRICIA TAKEUCHI TAM
Mg. Ingeniera Universidad Nacional de Colombia
UNIVERSIDAD NACIONAL DE COLOMBIA
FACULTAD DE ARTES
ESCUELA DE ARQUITECTURA Y URBANISMO
MAESTRÍA EN CONSTRUCCIÓN
BOGOTÁ, D.C.
2005
Nota de aceptación
ACEPTABLE
CAORI PATRICIA TAKEUCHI TAM
Presidente del jurado
ARTURO ROBLEDO OCAMPO
Jurado
MARCO CARRERA ALEGRE
Jurado
Bogotá, D.C., 29 de Julio de 2005
DEDICATORIA
PERO SUCEDIÓ QUE EL PRINCIPITO, HABIENDO ATRAVESADO ARENAS,
ROCAS Y NIEVES, DESCUBRIÓ FINALMENTE UN CAMINO. Y LOS CAMINOS
LLEVAN SIEMPRE A LA MORADA DE LOS HOMBRES.
ANTONIE DE SAINT-EXUPÉRY, EL PRINCIPITO
No solo a quienes son participes de este logro, sino ha aquellos que
día a día me enseñan que este difícil arte de la arquitectura es mas
que ciencia, tecnología y diseño, a quienes entendieron que la
arquitectura es pasión, terquedad y entrega, y a todos aquellos que
ven futuro en la arquitectura mas allá de la tradición.
i
AGRADECIMIENTOS
El autor expresa sus agradecimientos a:
Caori Patricia Takeuchi Tam, Mg. Ingeniera Civil y Directora de la Investigación,
por sus valiosas orientaciones, paciencia y dedicación.
Luis Alfonso Pérez Orozco, Arquitecto y Coordinador de la Maestría en
Construcción, por su constante motivación.
Arturo Robledo Ocampo, Arquitecto; Marco Carrera Alegre, Ligia Vélez Moreno,
Ingenieros y Jurados, por sus aportes y dedicación a la lectura del presente
documento.
Camilo Alberto Villegas, Ingeniero y Coordinador de la Sala Cad en la Maestría de
Materiales y Procesos en la Facultad de Ingeniería de la Universidad Nacional de
Colombia, por su apoyo y colaboración en el modelamiento matemático.
Samael Arias, Arquitecto de la Universidad Nacional de Colombia, por su apoyo y
colaboración en el modelamiento en 3D.
Jorge Zambrano, Ingeniero y Director de la División de Auditoria Técnica de Sika
Andina S.A., quien al facilitar los materiales hizo posible la realización de las
pruebas técnicas.
Royalco de Colombia, SpeedCo Construcciones Inteligentes y Metecno de
Colombia, por facilitar los datos estructurales de sus sistemas constructivos para
el análisis comparativo del proyecto de investigación.
ii
CONTENIDO
0.
1.
2.
3.
4.
5.
RESUMEN ....................................................................................................... 15
INTRODUCCIÓN ............................................................................................. 17
FORMULACIÓN DEL PROBLEMA .................................................................. 19
DELIMITACIÓN DEL PROBLEMA ................................................................... 21
JUSTIFICACIÓN .............................................................................................. 23
OBJETIVOS ..................................................................................................... 26
5.1 Objetivo Horizonte ...................................................................................... 26
5.2 Objetivo General......................................................................................... 26
5.3 Objetivos Específicos ................................................................................. 26
6. MARCO TEÓRICO........................................................................................... 27
6.1 Los Nuevos Materiales ............................................................................... 27
6.2 Sistemas No Convencionales ..................................................................... 29
6.3 La Vivienda ................................................................................................. 30
6.3.1 Arquitectura y sostenibilidad ................................................................ 30
6.3.2 Arquitectura ecológica: teoría y práctica .............................................. 31
6.3.3 Arquitectura y cultura .......................................................................... 31
7. NUEVOS MATERIALES................................................................................... 33
7.1 Introducción ................................................................................................ 33
7.2 Empleo de Los Nuevos Materiales en la Construcción............................... 35
7.3 Nuevos Materiales, Los Más Representativos............................................ 36
7.3.1 Clasificación para los nuevos materiales ............................................. 37
7.4 Comportamiento de Los Nuevos Materiales ............................................... 38
7.4.1 Introducción.......................................................................................... 38
7.4.2 Procesos de fabricación ....................................................................... 39
7.4.3 Diseño estructural con nuevos materiales............................................ 40
7.4.3.1 Materiales emergentes ................................................................... 41
8. PLANTEAMIENTO DEL MATERIAL ................................................................ 45
8.1 Definición de los Materiales ........................................................................ 45
8.1.1 Materiales compuestos - Clasificación ................................................. 46
8.2 Materiales compuestos - Materias Primas empleadas en la presente
investigación ...................................................................................................... 47
8.2.1 Fibras .................................................................................................... 47
8.2.1.1 Fibras de carbono........................................................................... 47
8.2.1.2 Fibras de vidrio ............................................................................... 48
8.2.2 Matrices................................................................................................ 49
8.2.2.1 Matrices de epóxi........................................................................... 50
8.2.2.2 Matrices de poliéster...................................................................... 50
8.2.3 Núcleos ................................................................................................ 51
8.3 Modo de Empleo de Los Materiales Compuestos ...................................... 53
8.3.1 Laminados............................................................................................. 53
8.3.1.1 La lámina y el laminado .................................................................. 53
8.3.1.2 El laminado ..................................................................................... 54
8.3.2 Estructuras tipo sándwich ..................................................................... 55
8.4 Caracterización del Material ....................................................................... 56
8.4.1 Proceso de caracterización ................................................................... 56
8.4.1.1 Material compuesto laminado ........................................................ 56
8.4.1.2 Malla (material compuesto) ........................................................... 57
8.4.1.3 Análisis de resultados (material compuesto laminado).................. 58
8.4.1.4 Búsqueda del laminado base ........................................................ 58
8.4.1.5 Búsqueda del laminado para las zonas restantes ......................... 59
8.4.1.6 Solución final ................................................................................. 59
8.4.2 Materiales empleados ........................................................................... 60
8.4.2.1 Los laminados................................................................................ 60
8.4.2.1.1 Las fibras.................................................................................. 60
8.4.2.1.1.1 Características de las fibras empleadas ............................ 61
8.4.2.1.2 Características de las matrices empleadas.............................. 63
8.4.2.1.3 Características del núcleo empleado ....................................... 64
9. PROPUESTA ARQUITECTÓNICA Y DE LOS ELEMENTOS DEL SISTEMA DE
ACUERDO A LAS EXIGENCIAS DE LA NSR-98 ................................................. 66
9.1 Modelo Arquitectónico ................................................................................. 66
9.1.1 Elementos constitutivos......................................................................... 69
9.2 Cálculo y Predimensionamiento ................................................................. 70
9.2.1 Paneles tipo sándwich........................................................................... 70
9.2.1.1 Proceso de cálculo ........................................................................ 70
9.2.1.1.1 Cálculo de la flecha permisible................................................ 70
9.2.1.1.2. Cálculo de pesos: panel y conectores..................................... 71
9.2.1.1.2.1 Cálculo del peso total ....................................................... 74
9.2.1.1.2.2 Cálculo del peso por m2 ................................................... 76
9.2.1.1.3. Fuerzas de viento.................................................................... 77
9.2.1.1.4 Fuerzas totales........................................................................ 79
9.2.2 Elementos pultruidos............................................................................ 81
9.3 Análisis de la fuerza sísmica....................................................................... 82
9.3.1 Análisis por el método de la Fuerza Horizontal Equivalente (FHE)...... 83
9.4 Planteamiento de los modelos.................................................................... 84
9.4.1 Objetivo ................................................................................................ 84
9.4.3 Planteamiento del análisis.................................................................... 85
9.4.3.1 Análisis DAC................................................................................... 85
9.4.3.1.1 Análisis comparativo ................................................................ 88
9.4.3.2 Análisis ANSYS (Bidimensional).................................................... 90
9.4.3.2.1 Alternativas 1 - 2 (Conector + tercio de panel) ......................... 91
9.4.3.2.1.1 Análisis comparativo......................................................... 93
9.4.3.3 Análisis ANSYS (Laminas) ............................................................ 94
9.4.3.3.1 Alternativas 1 - 2 (Panel completo + cargas combinadas) ....... 95
9.4.3.3.1.1 Análisis comparativo.......................................................... 96
9.4.3.3.2 Alternativas 1 - 2 (Panel completo + conectores).................... 98
9.4.3.3.2.1 Análisis comparativo.......................................................... 99
9.5 Análisis de los modelos ............................................................................ 101
9.5.1 Conclusiones específicas................................................................... 103
9.5.1.1 Análisis modelos DAC ................................................................. 103
9.5.1.1.1 Desviación (Flecha) .............................................................. 103
9.5.1.1.2 Coeficiente de seguridad ...................................................... 104
9.5.1.1.3 Esfuerzos en el plano............................................................ 104
9.5.1.1.4 Esfuerzos interlaminares....................................................... 105
9.5.1.1.5 Variación por altura ............................................................... 105
9.5.1.2 Análisis modelos ANSYS............................................................. 108
9.5.1.2.1 Comparativo modelos 1 y 3.................................................... 108
9.5.1.2.1.1 Valores obtenidos ........................................................... 109
9.5.1.3 Análisis comparativo.................................................................... 111
9.5.1.3.1 Sistema ROYALCO............................................................... 111
9.5.1.3.2 Sistema SPEEDCO............................................................... 113
9.5.1.3.3 Sistema METECNO .............................................................. 114
10. ENSAYOS DE LABORATORIO ................................................................... 115
11. RELACIÓN COSTO-BENEFICIO................................................................. 125
11.1 El uso y la construcción del espacio en la vivienda ................................. 125
11.1.1 Vivienda industrializada: una hipótesis de desarrollo. Relación costo
beneficio....................................................................................................... 125
11.1.2 Evaluación de las alternativas ....................................................... 127
12. CONCLUSIONES......................................................................................... 128
13. ANEXOS ...................................................................................................... 129
v
LISTA DE TABLAS
Tabla 1. Fibra de carbono + Epóxi, Ref. EXCEL AS4/3502 ................................. 61
Tabla 2. Fibra de vidrio + Poliéster, Ref. HEX 100G ............................................ 62
Tabla 3. Peso total alternativa 1. Fibra de Carbono + Epóxi y núcleo PUR_40 ... 74
Tabla 4. Peso total alternativa 2. Fibra de Vidrio + Poliéster y núcleo PUR_40 ... 75
Tabla 5. Análisis de la Fuerza Horizontal Equivalente ......................................... 83
Tabla 6. Análisis comparativo Modelos 1 y 3 DAC............................................... 88
Tabla 7. Análisis comparativo Modelos 2 y 4 DAC............................................... 89
Tabla 8. Análisis comparativo Modelos 1 y 3 ANSYS .......................................... 93
Tabla 9. Análisis comparativo Paneles 1 y 2 ANSYS........................................... 97
Tabla 10. Análisis comparativo Paneles 1 y 2 + Conectores ANSYS ................ 100
vi
LISTA DE ILUSTRACIONES
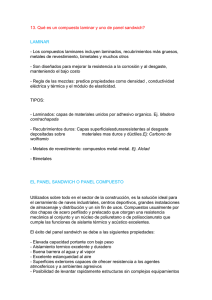
Ilustración 1. Sectores de aplicación de los materiales compuestos.................... 33
Ilustración 2. Familias de materiales .................................................................... 42
Ilustración 3. Puente sobre el estrecho de Gibraltar. Anteproyecto
Ilustración 4. Nanotubo de Carbono (Cx) ............................................................. 42
Ilustración 5. Vivienda del futuro .......................................................................... 43
Ilustración 6. Fibra de Carbono ............................................................................ 47
Ilustración 7. Producción de la Fibra de Vidrio ..................................................... 48
Ilustración 8. Ejemplo de nomenclatura para la Fibra de Vidrio ........................... 49
Ilustración 9. Resina epóxi ................................................................................... 50
Ilustración 10. Resina de poliéster ....................................................................... 50
Ilustración 11. Núcleos para Paneles tipo Sándwich............................................ 52
Ilustración 12. Planta arquitectónica del modulo de vivienda propuesto .............. 68
Ilustración 13. Panel compuesto - Dimensiones................................................... 70
Ilustración 14. Panel del pre-procesador programa DAC ..................................... 86
Ilustración 15. Vista de Planta modelo 1 (sección de panel - L/3 - y conector) .... 92
Ilustración 16. Condiciones estáticas del panel.................................................... 95
Ilustración 17. Condiciones de mallado y cargas en el panel ............................... 96
Ilustración 18. Condiciones de carga y apoyos en el panel.................................. 99
vii
LISTA DE ANEXOS
ANEXO 1. Nuevos materiales, los más representativos - plásticos................. 129
ANEXO 2. Procesos de fabricación ................................................................. 136
ANEXO 3. Fibras, Matrices y Núcleo............................................................... 147
ANEXO 4. Criterios de fallo ............................................................................. 160
ANEXO 5. Estática - Conceptos generales ..................................................... 167
ANEXO 6. Decreto 2060 - Proyecto Arquitectónico......................................... 174
ANEXO 7. Titulo B, NSR-98 - Análisis de viento, Metodo completo ................ 177
ANEXO 8. Titulo A, NSR-98 - Método de la Fuerza Horizontal Equivalente.... 183
ANEXO 9. Modelos DAC ................................................................................. 186
ANEXO 10. Módulos de diseño ANSYS .......................................................... 214
ANEXO 11. Modelos ANSYS .......................................................................... 222
ANEXO 12. Nuevos materiales en otros sistemas de vivienda en Colombia . 241
ANEXO 13. Normas sobre ensayos ................................................................ 278
ANEXO 14. Bibliografía ................................................................................... 286
viii
GLOSARIO
Compuesto: Los materiales compuestos constan de una mezcla de resina
termoendurecible como el poliéster o el epóxi y de un refuerzo a base de fibra de
vidrio, de fibra de carbono, tela u otras materias. Para este caso, se hace
referencia a materiales compuestos de matriz polimérica ya que existen materiales
compuestos que pueden estar formados por fases diferentes de las dadas en la
presente definición (aceros, materiales cerámicos, etc.). Las principales ventajas
de este tipo de materiales son su ligereza (aprox. 25% menos que el acero), gran
resistencia mecánica, resistencia a la corrosión, baja conductividad térmica, etc.
Deformación elástica: La mayor deformación que un material es capaz de
soportar sin que sea permanente después de retirar la carga.
Deformación plástica: Deformación en el material que no se recupera después
de desaparecer la carga.
Delaminación: Tipo de fallo típico de los materiales compuestos laminados
consistente, por lo general, en la separación de láminas debido a la superación de
las tensiones interlaminares máximas soportadas por el material o bien a la
aparición de fenómenos de “borde libre”.
El PET: (politereftalato de etileno) es un plástico del grupo de los poliésteres. Se
produce a partir de petróleo o de gas natural. El PET es ligero, irrompible y
reciclable a 100%.
Elaboración de capas: Proceso que forma parte en diversos métodos de
fabricación de materiales compuestos laminados consistente en el apilamiento de
láminas de fibras de refuerzo en diversas configuraciones (mat, tejido, etc)
embebidas en una matriz generalmente de tipo polimérico (resinas epoxi,
poliéster, viniléster, etc). Con esto, se consiguen estructuras con diferentes
espesores y número de capas en función de los requerimientos estructurales del
conjunto.
ix
Epóxi: Tipo de resina termoestable utilizada comúnmente como matriz en
materiales compuestos de tipo polimérico. Aunque inicialmente se encuentra en
estado líquido (debido a los aditivos que tiene en su composición química)
solidifica al ser sometido al endurecimiento térmico, endurecimiento por luz
ultravioleta, o al ser mezclado con otro material.
Extrusión: Procedimiento de transformación en modo continuo, la extrusión
consiste en utilizar plástico con forma de polvo o granulados, introducido dentro de
un cilindro calentador antes de ser empujado por un tornillo sin fin. Una vez
reblandecida y comprimida, la materia pasa a través de una boquilla que va a
darle la forma deseada. La extrusión es utilizada en particular en la fabricación de
productos de gran longitud como canalizaciones, cables, enrejados y perfiles.
Fibra: Un termino general utilizado para referirse a los materiales filamentarios. A
menudo, fibra es utilizado como sinónimo de filamento. Se trata de un término
general para definir un filamento con una longitud finita, la cual es al menos 100
veces mayor que el diámetro, siendo típicamente 0.1 a 0.13 mm. En la mayoría de
los casos se construye por medio de centrifugación, deposición en un substrato o
baño. Las fibras pueden ser continuas o poseer longitudes pequeñas
(discontinuas), normalmente no menores que 3.2 mm.
Filamento: La unidad más pequeña de un material fibroso. Las unidades basicas
formadas por centrifugado o marcado, las cuales son agrupadas en fibras cortas o
largas para su utilización como refuerzos en materiales compuestos. Los
filamentos poseen generalmente un diámetro muy pequeño, normalmente menor a
25 mm. Normalmente, los filamentos son utilizados individualmente.
Gel Coat: Es un recubrimiento o una capa de resina cuya función es brindar a la
superficie expuesta una protección contra el medio. Adicional a esta protección
algunas veces esta capa viene con pigmentos para darle un mejor acabado.
Generalmente a esta resina no se le adiciona refuerzo, es decir no contiene tejidos
de fibra. Existen varios tipos de gel coat: isoftálico, ortoftalico, con carga metálica,
con resistencia química, etc.
Inyección RTM (Resin Transfer Moulding): Tecnología denominada de
moldeado por transferencia de resina o RTM. Se desarrolla inicialmente para el
poliuretano. Posteriormente se aplica a matrices termoestables. La resina se
inyecta bajo presión en la preforma que esta depositada entre molde y
contramolde.
Mat: Configuración particular, en donde las fibras en la lámina están
desordenadas en la superficie o plano de a misma, confiriendo en todas las
direcciones del plano las mismas propiedades del compuesto.
x
Matriz: Constituye una de las fases de los materiales compuestos reforzados.
Suponen el elemento de unión entre la otra fase (refuerzos) y dan forma y
consistencia al conjunto. En este trabajo se han considerado como matrices
resinas termoestables de diversos tipos reforzadas con diferentes tipos de fibra de
refuerzo.
Mecha: Conjunto de filamentos de fibra de refuerzo (entre 5.000 y 12.000
filamentos por mecha) y que pueden retorcerse en hilos formando tejidos.
Plásticos: Los plásticos son materiales orgánicos poliméricos, unos naturales
como el caucho y la cera y la mayoría artificiales o sintéticos que tienen la
propiedad de adaptarse a distintas formas como el laminado o el hilado.
Poliéster: Las resinas de poliéster constituyen una categoría de resinas sintéticas
obtenidas a partir de una gran variedad de materias primas. Su robustez, su
flexibilidad y su rigidez, pueden ser modificadas por la adición de refuerzos (fibras
de vidrio o carbono).
Poliuretanos: Los poliuretanos son polímeros obtenidos por adición de
isocianatos (agentes químicos caracterizados por átomos de nitrógeno (N) y de
oxígeno (O) ligados a un átomo de carbono (C)) y polioles (polímero que contiene
varias funciones alcohol -OH). Aparecieron en el mercado en 1941. Al presentarse
con la forma de un material tanto rígido como flexible, permiten múltiples
aplicaciones.
Pultrusión: Este procedimiento permite producir de manera continua un perfil
rígido cuya longitud no esta limitada, consiste en hacer pasar fibras impregnadas
de resina dentro de una boquilla caliente.
Roving: Hilos continuos formando una hebra principalmente utilizada en la técnica
de enrollamiento filamentario.
Sándwich: Material compuesto por dos capas (o pieles) muy rígidas y de reducido
espesor que envuelven un alma de gran espesor y de poca resistencia. El
conjunto forma una estructura de una gran ligereza y aporte estructural.
xi
0. RESUMEN
APLICACIÓN DE NUEVOS MATERIALES A SOLUCIONES DE VIVIENDA EN
COLOMBIA
Nuestro tiempo se distingue de las grandes épocas arquitectónicas de la historia
primordialmente por la existencia concurrente de muchas tendencias parcialmente
opuestas. No es fácil, ni para el experto bien informado, orientarse en este caos
aparente. La situación es tanto más difícil para el estudiante o para el aficionado
interesado en estos temas.1
El presente trabajo de investigación tiene como objetivo aportar elementos que
caractericen algunos nuevos materiales (materiales compuestos)2 para así
generar sistemas constructivos que empleando una adecuada relación costobeneficio, permitan generar soluciones de vivienda en Colombia cuya
construcción, a partir de sistemas no convencionales, disminuya las dificultades
que en la actualidad generan los procesos constructivos tradicionales.
Caracterizados los materiales y los elementos constitutivos del sistema se limitara
el diseño a un modelo de vivienda básica localizado en zona de amenaza sísmica
intermedia, de acuerdo a la clasificación de la NSR-983, con énfasis en la ciudad
de Bogotá.
Descriptores: Materiales compuestos, fibras, matrices, vivienda, modelamiento por
elementos finitos.
1
CEJKA Jan. Tendenzen zeitgenössischer Architektur, 1ª ed., Stuttgart: W. Kohlhammer GMBH, 1993, pág. 7.
(Versión castellana: Tendencias de la arquitectura contemporánea, 2ª ed., Barcelona: Editorial Gustavo Gili, S.A.,
1995, Pág. 7.)
2
Ver definición, Capitulo 7
3
AIS, Asociación Colombina de Ingeniería Sísmica. NSR-98, Normas colombianas de diseño y construcción sismo
resistente, Ley 400 de 1997, Decreto 33 de 1998, 2ª ed., Bogotá: [s.e], 1998, Pág. A21.
APPLICATION OF NEW MATERIALS To SOLUTIONS OF HOUSE IN
COLOMBIA
Abstract: Ours time is distinguished fundamentally of the great architectonic times
of history by the concurrent existence of many tendencies partially opposed. It is
easy, neither for the expert or informed, to orient itself in this apparent chaos. The
situation is as much more difficult for one as student or the fan interested in these
subjects. [1]
Present work of investigation must by objective contribute elements that
characterize some new materials (composed materials)[2] thus to generate
systems constructive that using a suitable relation cost-benefit, allows to generate
house solutions in Colombia whose construction, from non conventional systems,
diminishes the difficulties that at the present time generate constructive the
processes traditional.
Characterized the materials and the constituent elements of the system the design
of the models will be limited zones of intermediate seismic threat, according to the
classification of the NSR-98 [3], emphasizing the city of Bogotá fundamentally.
Keywords: Composites, fibers, matrix, house, MEF.
1. INTRODUCCIÓN
LO MISMO QUE EL HOMBRE, MEDIANTE EL CULTIVO, EL DESMONTE, LOS
CANALES, LOS CAMINOS, MODIFICA LA FAZ DE LA TIERRA Y CREA UNA
GEOGRAFÍA PROPIA, EL ARQUITECTO ENGENDRA CONDICIONES NUEVAS PARA
LA VIDA HISTÓRICA, SOCIAL, MORAL. LA ARQUITECTURA ES CREADORA DE
ENTORNOS IMPREVISIBLES. SATISFACE CIERTAS NECESIDADES Y PROPAGA
OTRAS. ES LA INVENTORA DE UN MUNDO.
HENRI FOCILLON, LA VIDA DE LAS FORMAS
En el mundo en que se vive, el riesgo juega un papel fundamental. Y es que, en
esencia, la vida es puro riesgo; el esfuerzo constante por mantenerla es, de
hecho, una lucha contra todos aquellos factores que inducen la posibilidad
permanente de perderla.
La complejidad de la experiencia vital en nuestra civilización produce un
enfrentamiento continuado, que se asume de forma colectiva o individual, tanto
más cuanto mayor es el grado de sofisticación que marca las relaciones humanas.
En muchos casos, la escala y la complejidad de los riesgos hacen difícil una
predicción a largo plazo, y de cualquier forma la mitigación de sus consecuencias
es una tarea difícil y costosa.
Dado que con el estado actual del conocimiento no resulta factible una eficaz
predicción de cualquier tipo de fenómeno, sea natural o provocado, el esfuerzo de
las autoridades competentes se debería concentrar en tareas de prevención, que
engloben un amplio abanico que vaya desde la inversión en investigación y
desarrollo hasta elementos que generen vivienda digna en casos extremos, y la
adopción de medidas especiales en materia de ordenamiento territorial.
El hecho de la innovación arquitectónica y de la renovación del modo de vida en el
presente siglo está suscitando un profundo malestar, porque se puede percibir
cómo alrededor de la cuestión de lo nuevo, se perfilan los postulados de un
pensamiento muy generalizado, aquél que se apoya en la oposición entre lo
antiguo, devuelto al pasado, y lo moderno, instalado sobre los hechos del futuro, y
sobre el rechazo a los modelos anteriores, de hecho superados, en beneficio de
otra propuesta que se presupone necesariamente mejor. La reflexión sobre el
espacio de la innovación lleva a definir dos niveles de lectura: primero, la
estructura, lo esencial, lo perdurable; segundo, lo secundario, lo temporal.
Si bien la cuestión de la vivienda sigue siendo una de las más complejas y
fundamentales, ésta sólo es determinante en la evolución social en tanto se
relacione con el contexto urbano, el paisaje, la naturaleza de las ciudades y su
evolución en el tiempo.
Al tener como punto de partida lo anterior se llega a un nivel de análisis más
definido que toca a lo esencial, lo perdurable: el espacio colectivo que se
mantiene, cualesquiera sean los nuevos programas de vivienda, como el lugar del
movimiento y de la relación entre los integrantes de ese colectivo, el marco
estructural que debe contener en perfecta coherencia, las complejidades de una
heterogeneidad arquitectónica y urbana, pero también, la determinante sociocultural.
Las verdaderas herramientas de la renovación del hábitat se sitúan menos en la
necesidad de nuevos planteamientos para los barrios que denominamos
subnormales, que en la búsqueda de nuevas estrategias urbanas, fundadas en
una aproximación ante todo contextual, para la elaboración de los fragmentos de
una ciudad en transformación. El gran atraso que vive la construcción en nuestro
país se debe, en gran medida, al rechazo y al temor por afrontar nuevas
tecnologías constructivas. Así, como el problema del agro en Colombia se
ejemplifica por el monocultivo, el problema de la construcción está caracterizado
por la concentración de esfuerzos, prácticas, capacitación e investigación en torno
a materiales convencionales para nuestras construcciones como lo es el concreto,
seguido por la mampostería y en algunos casos por el acero para complementar y
cerrar sus estructuras.
La presente investigación sobre el empleo de nuevos materiales, en el desarrollo
de soluciones de vivienda en Colombia, se dirige no tanto a la búsqueda de
nuevos planteamientos para generar una vivienda digna, como a la búsqueda de
una estrategia fundada en la aprehensión crítica de la realidad propia de nuestro
país, una realidad que se acompaña de una mirada capaz de develar la fuerza
potencial de cada sitio, de afirmar su esencia, de restituir esa poesía de lo
evidente, de lo ordinario.
2. FORMULACIÓN DEL PROBLEMA
LLEGAMOS A MORAR, APARENTEMENTE, SÓLO POR MEDIO DE LA
CONSTRUCCIÓN. ESTA ÚLTIMA, LA CONSTRUCCIÓN, TIENE A LA PRIMERA -LA
MORADA- COMO SU META (...) DE ESTA FORMA EL MORAR SERIA EN CUALQUIER
CASO EL FIN QUE PRESIDE TODA CONSTRUCCIÓN. MORAR Y CONSTRUIR SE
RELACIONAN COMO FIN Y MEDIO. SIN EMBARGO, MIENTRAS SEA ESTO TODO LO
QUE TENGAMOS EN MENTE, TOMAREMOS MORAR Y CONSTRUIR COMO DOS
ACTIVIDADES SEPARADAS: UNA IDEA QUE EN SI TIENE ALGO DE CORRECTA. AÚN,
AL MISMO TIEMPO, POR EL ESQUEMA MEDIO-FIN OBSTRUIMOS NUESTRA VISIÓN
DE LAS RELACIONES ESENCIALES. PORQUE CONSTRUIR ES NO SOLAMENTE UN
MEDIO Y UNA VÍA HACIA MORAR: CONSTRUIR ES, EN SÍ MISMO, MORAR.
MARTIN HEIDEGGER, 5 DE AGOSTO DE 1951, SIMPOSIO SOBRE “HOMBRE Y
ESPACIO” CELEBRADO EN DARMSTADT, ALEMANIA. CONFERENCIA LLAMADA
BAUEN WOHTEN DENKEN, CONSTRUIR MORAR PENSAR.
La necesidad de cobijo y formación de hábitat en las distintas zonas que
componen el territorio colombiano, en los dos tipos de escala, rural y urbana, está
determinada por factores naturales, sociales y culturales; esta, en principio
sustenta el desarrollo del presente proyecto de investigación, acotando que el
ejercicio se limitara a zona urbana básicamente.
Este problema requiere de soluciones industrializadas y autosuficientes,4 las
cuales deben generar respeto y conciencia del entorno natural y cultural
determinado,5 procurando no alterar ni forzar dichas condiciones para obtener un
óptimo funcionamiento de la respuesta dada.
El problema de la vivienda para los sectores de bajos ingresos en Colombia
generalmente ha sido entendido en términos cuantitativos, considerándose
tangencialmente el déficit cualitativo, situación que repercute en deterioro de la
calidad de vida de la población.
4
La definición a estos términos, tal y como se entienden en el desarrollo de la arquitectura, están ampliados en el
Capitulo 11
5
Ver análisis de respeto y conciencia ampliado en el Capitulo 6
En Bogotá, ciudad a la que se limita la presente investigación, entre 1972 y 1985
la tasa de disminución de la dimensión de parcela para viviendas se había
reducido un 3.56%. En este sentido, el tamaño del lote se ha reducido un 60% a
partir de su dimensión inicial6. De hecho, en este momento la vivienda mínima se
construye en una parcela de 36 m2 (3 metros de ancho y 12 metros de largo).
Se da la posibilidad para esta investigación de diseñar viviendas fijas o
transportables “no convencionales en su sistema constructivo” 7, donde la
flexibilidad y congruencia entre el diseño y la función proporcionen variedad de
espacios.
De igual manera, se plantea presentar nuevas posibilidades -hoy en día de alguna
manera subvaloradas- para frenar la monotonía y la ausencia de innovación en el
desarrollo de nuevos procesos constructivos empleando materiales diferentes a
los convencionales (concreto, madera y acero) en las estructuras, acabados y
cerramientos de los proyectos arquitectónicos creados hasta ahora.
6
7
Parcela para vivienda en las décadas de los 70 y 80, dimensiones promedio 12.00 m x 24.00 m
Sistemas constructivos no convencionales, ver Capitulo 6
3. DELIMITACIÓN DEL PROBLEMA
El presente documento de investigación delimita el proyecto teniendo en cuenta,
los siguientes tres aspectos:
1. Nuevos materiales: En un universo tan extenso como el que encierra este
término, la investigación se delimita a sólo tres tipos de nuevos materiales los
cuales pueden ser procesados en nuestro medio, o cuya importación sería factible
si se requiriese su empleo (fibra de carbono, fibra de vidrio y matrices
termoestables). La descripción se detallará, más adelante, en capítulos de estudio
aparte para cada uno de ellos; sin embargo, es pertinente aclarar que los
materiales referidos, materiales compuestos, (fibras, matrices y materiales para
núcleos) generan sistemas de fácil entendimiento y manejo en nuestro medio
como son las membranas, los sistemas colgantes o simplemente los paneles para
división y cerramiento no rígidos, que son de uso común en nuestro país.
2. La Vivienda: En Colombia la oferta de vivienda ha sido utilizada como
instrumento de desarrollo, de reivindicación social de familias afectadas por
factores de violencia, de reactivación económica y, por ende, como generadora de
empleo. Cabe señalar que la producción de vivienda en el país en el transcurso de
los últimos 25 años se ha multiplicado por tres, pero, en contraste, su desarrollo
tecnológico se ha estancado. En la actualidad, el gobierno nacional ha dado inicio
a un programa de urbanización a gran escala de terrenos dedicados a la
construcción de vivienda de interés social con recursos provenientes del aporte de
países amigos. El sector privado y las administraciones locales son y seguirán
siendo en nuestro país grandes aliados para el desarrollo de programas sociales,
en los cuales la vivienda es acción prioritaria. Las alianzas estratégicas con la
participación de los actores mencionados permiten multiplicar los esfuerzos y
recursos destinados para este fin. Pero sin embargo, el temor al cambio en el
empleo de nuevos sistemas constructivos y nuevos materiales hace que el
adelanto en el desarrollo de la vivienda en Colombia sea muy poco.
3. La Norma Sismo resistente: Pretender caracterizar y definir criterios para el
empleo de nuevos materiales en el desarrollo de viviendas en todo el territorio
colombiano seria una labor que forzaría varios años de investigación y
experimentación, generando además, unos costos imposibles de asumir a mutuo
propio, es por esto, que la presente investigación delimita, teniendo en cuenta las
disposiciones de la NSR-98, la aplicación de los nuevos materiales objeto del
estudio a Zonas de Amenaza Sísmica Intermedia y en especial a la ciudad de
Bogotá.
4. JUSTIFICACIÓN
Hoy en día en el mundo la investigación y propuesta sobre nuevos materiales está
muy avanzada. Aún nosotros no tenemos la formación y la cultura del desarrollo,
cuando se nos presentan materiales como los paneles de yeso-cartón,
fibrocemento, materiales sintéticos y otros, seguimos convencidos que aquel
material que no tiene un peso específico alto no posee las características
estructurales adecuadas para generar construcciones con altas especificaciones
de sismo-resistencia y durabilidad.
El empleo de materiales livianos y sistemas constructivos que faciliten el
transporte, la adecuación y la solución de viviendas de gran calidad en las
diferentes zonas que componen el territorio colombiano, debe ser prioritario en un
país como el nuestro que se niega a aceptar que estamos en una gran zona de
amenaza sísmica, con condiciones climatológicas desfavorables, estado de guerra
permanente y que aún no implementa sistemas constructivos adecuados para el
empleo de nuevos materiales.
Los nuevos materiales -materiales compuestos- de alto comportamiento tales
como los materiales poliméricos reforzados con fibras, aún no han alcanzado su
madurez en cálculo y empleo para estructuras civiles. No han surgido
procedimientos confiables de análisis de predicción de falla.
En cuanto a placa y cascarones se han desarrollado en gran parte a partir de
métodos isotrópicos, sin tomar en cuenta el efecto del cortante ínterlaminar o
haciendo suposiciones muy simplificadas. Se puede decir que están en un punto
de evolución similar al que tenía el acero en el siglo XIX.
Para abreviar el periodo normal de tiempo que tal vez requeriría el desarrollo de
las tecnologías necesarias, la FHWA8 está invirtiendo varios millones de dólares
por considerarla un área de investigación de alta prioridad de la que se esperan
grandes oportunidades para la construcción de puentes atirantados. Otras
aplicaciones esperadas son barras de refuerzo, rejillas, losas, sistemas vigacolumna y anclajes de preesfuerzo.
8
FHWA, Federal Highway Administration, U.S. Department of Transportation, Washington D.C.
A partir de las anteriores premisas, la presente investigación no pretende generar
normas, por el contrario proyecta caracterizar nuevos materiales (materiales
compuestos), sus procesos de obtención y aplicación a sistemas constructivos no
convencionales (sistemas dinámicos)9, apoyada en la Ley 400 de 199710, capitulo
II, que en su parte esencial dice:
...”OTROS MATERIALES
CONSTRUCCION”
Y
METODOS
ALTERNOS
DE
DISEÑO
Y
ARTICULO 8º.-Uso de materiales y métodos alternos.- Se permite el uso de
materiales estructurales, métodos de diseño y métodos de construcción diferentes
a los prescritos en esta Ley y sus reglamentos, siempre y cuando se cumplan los
requisitos establecidos en los artículos siguientes.
ARTICULO 9º.-Materiales alternos.- Se permite el uso de materiales
estructurales no previstos en esta Ley y sus reglamentos, mediante autorización
previa de la “Comisión Asesora permanente para el Régimen de Construcciones
Sismo Resistente” en los términos del articulo 14, sujeto a régimen de
responsabilidades establecido en la presente Ley y sus reglamentos.
ARTICULO 10º.-Métodos alternos de análisis y diseño.- Se permite el uso de
métodos de análisis y diseño estructural diferentes a los prescritos por esta Ley y
sus reglamentos, siempre y cuando el diseñador estructural presente evidencia
que demuestre que la alternativa propuesta cumple con sus propósitos en cuanto
a seguridad, durabilidad y resistencia, especialmente sísmica, y además se sujete
a unos de los procedimientos siguientes:
1.-Presentar con los documentos necesarios para la obtención de la licencia de
construcción de la edificación, la evidencia demostrativa y un memorial en el cual
inequívocamente acepta la responsabilidad sobre las metodologías de análisis y
diseño alternas, o
2.-Obtener una autorización previa de la “Comisión Asesora Permanente para el
Régimen de Construcciones Sismo Resistentes”, de acuerdo con lo dispuesto en
el articulo 14, que le permita su utilización, sujeto al régimen de responsabilidades
establecido en la presente Ley y sus reglamentos.
ARTICULO 11º.-Métodos alternos de Construcción.- Se permite el uso de
métodos alternos de construcción y de materiales cubiertos, pero cuya
metodología constructiva sea diferente a la prescrita por estos, siempre y cuando
el diseñador estructural y el constructor, presenten, en conjunto, un memorial en el
cual inequívocamente aceptan las responsabilidades que se derivan de la
metodología alterna de construcción.
9
Sistemas dinámicos, ver Apartado 6.2
AIS, Asociación Colombina de Ingeniería Sísmica, NSR-98, Normas colombianas de diseño y construcción Sismo
Resistente, Ley 400 de 1997, Decreto 33 de 1998.
10
ARTICULO 12º.-Sistemas prefabricados.- Se permite el uso de sistemas de
resistencias sísmicas que estén compuestos, total parcialmente, por elementos
prefabricados que no se encuentren contemplados en esta Ley, siempre y cuando
cumplan con uno de los procedimientos siguientes:
1.-Utilizar los criterios de diseño sísmico presentados en el Titulo A de la
reglamentación, de conformidad con lo dispuesto en el articulo 46 de esta Ley
2.-Obtener autorización previa de la “Comisión Asesora Permanente para el
Régimen de Construcciones Sismo Resistente”, de conformidad con lo dispuesto
en el articulo 14, que le permita su utilización, la cual no exime del régimen de
responsabilidades establecido en la presente Ley y sus reglamentos.
ARTICULO 13º.-Otros sistemas, metodologías o materiales.- Cualquier sistema
de diseño y construcción que haga referencia al objeto de esta Ley y sus
reglamentos, del cual exista evidencia obtenida por uso, análisis o
experimentación de que esta capacitado para cumplir sus propósitos pero no
reúne uno o más requisitos específicos de la Ley y sus reglamentos, podrá
presentarse ante la dependencia Distrital o Municipal a cargo de la expedición de
las licencias de construcción, acompañado de una autorización de la “Comisión
Asesora Permanente para el Régimen de Construcciones Sismo Resistentes”, de
acuerdo con lo dispuesto en el articulo 14, la cual no exime del régimen de
responsabilidades establecido en la presente Ley y sus reglamentos.
ARTICULO 14º.-Conceptos de la “Comisión Asesora Permanente para el
Régimen de Construcciones Sismo Resistentes”.- Con base en la evidencia
presentada sobre la idoneidad del sistema de resistencia sísmica y del alcance
propuesto para su utilización, la “Comisión Asesora Permanente para el Régimen
de Construcciones Sismo Resistentes” emitirá un concepto sobre el uso de
materiales, métodos y sistemas comprendidos en esta Ley y sus reglamentos.
5. OBJETIVOS
5.1 Objetivo Horizonte
Fomentar el empleo de nuevos materiales (fibras, matrices y materiales para
núcleos), a través del manejo de una promoción y difusión adecuada de los
beneficios y posibilidades que presentan estos para el diseño de sistemas
constructivos no tradicionales de viviendas en Colombia.
5.2 Objetivo General
Establecer las condiciones para que materiales compuestos a partir de Fibras de
Carbono, Fibras de Vidrio, Epóxi, Poliéster y Poliuretano (fibras, matrices y
materiales para núcleos), puedan ser aplicados a sistemas constructivos de
vivienda en Colombia.
5.3 Objetivos Específicos
Teniendo como base los requisitos exigidos por la NSR-98
caracterizar, a partir de sus propiedades físicas y mecánicas, los
materiales compuestos a base de Fibra de Carbono, Fibra de
Vidrio, Epóxi, Poliéster y Poliuretano y los elementos constitutivos
del sistema estructural empleados para la presente investigación.
Proponer un análisis comparativo que evalúe ventajas y
desventajas del sistema propuesto ante otros sistemas
constructivos utilizados en Colombia que emplean materiales
compuestos, Royalco, Speed Co y Metecno, específicamente.
Demostrar, a través de la relación costo - beneficio, la viabilidad
del empleo de nuevos materiales para sistemas constructivos de
viviendas en Colombia.
6. MARCO TEÓRICO
En Colombia, para el desarrollo de sistemas constructivos de vivienda, no existe el
conocimiento y el empleo de nuevos materiales y por razones culturales se
ignoran sistemas diferentes a los tradicionales (convencionales). Se sigue
creyendo que las carpas de camping son sistemas de membranas complejos,
cuando la realidad es otra.
La planificación de las ciudades y la incapacidad de los entes oficiales de
enfrentarse a situaciones extremas, que desgraciadamente se han vuelto
cotidianas tanto para emergencias como para desplazados o catástrofes
naturales, crean un carácter crítico, por esto, es aquí donde existe mayor
obligación en el tratamiento de todas las necesidades del ser humano.
6.1 Los Nuevos Materiales
El sector de la construcción es especialmente prometedor para los nuevos
materiales estructurales desde el punto de vista de las elevadas cantidades que
de ellos se podrían utilizar, dado que los conceptos de seguridad y fiabilidad en
este sector son fundamentales.
Los nuevos materiales, y en especial aquéllos reforzados por armaduras textiles,
permiten generar elementos que pueden responder a las exigencias de
resistencia, rigidez, estabilidad y equilibrio, multipropiedades (térmicas y acústicas)
y de aptitud a la integración de funciones (domótica). La búsqueda del confort
humano y de la economía de energía -tanto en el plano de generación como de
utilización-, y la necesidad de industrializar la construcción (para evaluar los costos
reales y minimizar los siniestros) son aspectos que favorecen el desarrollo de los
nuevos materiales en la construcción.
Un ejemplo es el referenciado a continuación: la empresa General Electric ha
creado recientemente en Pitsfield (Massachussets) una vivienda integral con
nuevos materiales. Este proyecto, ambicioso y muy demostrativo, hace convencer
a los más escépticos de que la transposición integral materiales tradicionales nuevos materiales es posible y real. La credibilidad de esta vivienda, que utiliza
fundamentalmente materiales poliméricos y materiales compuestos de matriz
orgánica, se resume en dos aspectos: en primer lugar, la totalidad del proyecto
plantea soluciones constructivas muy innovadoras, tanto a nivel de obra primaria
(montaje de cubiertas, entrepisos, muros,...) como de obra secundaria (red de
distribución hidráulica integrada en los elementos constructivos, asistencia por
multi-captadores y ordenador de funciones múltiples como la regulación térmica, la
humedad, la renovación de aire).
En segundo lugar, los problemas de recuperación de los desechos o los
subproductos industriales de naturaleza polimérica son tenidos en consideración
en esta construcción, tanto en la selección y tratamiento de desechos como en los
materiales de construcción procedentes del reciclaje (pavimento, revestimiento del
suelo, elementos de partículas,...).
La coherencia de este proyecto radica en el hecho de que se ha tratado todo el
edificio con la misma metodología, con las mismas familias de materiales y con el
mismo objetivo: llevar a cabo con la máxima calidad las funciones clásicas de
una vivienda desde el punto de vista del usuario.
Las estructuras portantes - como entrepisos, contrapisos, paneles de fachada,
cubiertas - son macro componentes fabricados, integrando estructuras textiles
como refuerzo interno de cada elemento. Los entrepisos, así como los muros, son
estructuras portantes fáciles de ensamblar y a la vez su estructura interna es
utilizada como circulación de instalaciones hidráulicas y de redes técnicas
(electricidad, teléfono, circuito de seguridad,...). Este proyecto es sobresaliente
también por el acabado de sus elementos, sus características dimensionales y sus
coeficientes de seguridad, próximos a los de un producto industrial como el
automóvil.
La construcción y demostración de esta vivienda tiene como objetivo presentar los
métodos de concepción y construcción, con materiales que estarán presentes en
la realización de viviendas individuales en el futuro. Presenta también el interés de
servir de laboratorio destinado a evaluar las múltiples aplicaciones de los
polímeros técnicos, y sus sistemas de puesta en obra en el sector de la
construcción.
Según afirman sus creadores, “esta vivienda ha sido concebida para ampliar las
miras de los profesionales de la construcción en el sentido de las posibilidades
que ofrecen los nuevos materiales y los nuevos métodos de construcción. Es una
herramienta de investigación”11.
11
MIRAVETE Antonio, Los nuevos materiales en la construcción, 1ª ed, Zaragoza: Editado por A. Miravete,
1994, Pág. 186
6.2 Sistemas No Convencionales
Desde principios de los 60’s Buckminster Fuller empezó a trabajar con estructuras
geodésicas y geometría sinergética (“synergetic geometry”).
Su gran aporte consistió en cambiar la concepción que se tenía del espacio como
algo estático y sin forma definida. “El espacio tiene forma” era su principal
consigna. Convirtió la geometría espacial en diagramas de vectores en continuo
movimiento y cambio de forma.
Por medio de conceptos y principios muy sencillos y con el Jitterbug logró explicar
las íntertransformaciones de los sólidos y su comportamiento estructural.
Esto permitió ampliar el campo de visión en el diseño de sistemas no
convencionales, tomando estos sistemas transformables como módulos básicos
para el desarrollo de grandes estructuras arquitectónicas con movimiento (hoy
conocidas como estructuras dinámicas).
Buckminster Fuller fue el primero en proponer estructuras desplegables aplicadas
a la arquitectura, él estaba impresionado con la industria automovilística
americana, que utilizaba métodos centralizados y estandarizados en la
construcción de complejas máquinas, a 25 centavos de dólar la libra en 1928.
Fuller pensó que toda esa técnica podría ser utilizada en la construcción
arquitectónica remplazando los métodos de producción artesanal, y también podía
llegar a construir a 25 centavos la libra. Esta fue la motivación real de Fuller.
El problema era cómo manejar toda la dimensión de una construcción
arquitectónica desde la fábrica. En 1950 imaginó la producción de un sistema de
domo geodésico que se plegaba con un mecanismo de tijera, y podía mandarse
como un cohete y desplegarse, por sí mismo, con el impacto.
El primer ejemplo de estructura desplegable fue un campamento para la marina
estadounidense, en 1958. Consistía en un domo geodésico con el sistema de
tijera. Requería, con respecto a otros campamentos militares, solo el 3% del peso,
el 6% de volumen, el 14% de costo y el 1% de horas en labores de erección.
Comparado con las carpas, el sistema de Fuller era 75% más ligero en peso y
utilizaba 88% menos de tiempo en ser instalado y podía perdurar hasta 150
millones de horas a la intemperie.
Además se empacaba como un paracaídas, el cerramiento era una membrana
que se izaba con un compresor de aire en 15 minutos.
6.3 La Vivienda
6.3.1 Arquitectura y sostenibilidad
La arquitectura está necesariamente implicada en todo programa de desarrollo
sostenible, una cuestión sin duda ineludible en el siglo que se inicia. Los edificios
tienen un impacto en su entorno a diferentes escalas, desde la región a la ciudad,
al sector y al barrio. Este impacto se deriva de los elementos y los sistemas que
los constituyen, de los materiales utilizados, y se manifiesta de diversas formas a
lo largo del ciclo completo de vida del edificio. La selección de materiales que
implica todo proyecto trae consigo consecuencias inevitables: el impacto de su
extracción, procesamiento y fabricación; la energía necesaria para llevar a cabo
estos procesos; las emisiones asociadas con el uso de ciertos productos, así
como su mantenimiento, demolición, reciclaje y vertido posteriores.
Asimismo, en las estrategias a futuro que afectan al empleo de combustibles, debe
tenerse en cuenta el gran impacto ambiental de las posibles emisiones
contaminantes a la atmósfera, del consumo de energía en su extracción, su
procesamiento y su distribución.
Cabe considerar, además del impacto a escala global, el impacto sobre la escala
menor de los espacios habitados como los interiores de las viviendas y los lugares
de trabajo, en relación con aspectos como la calidad del aire, la ventilación, las
buenas condiciones térmicas, la calidad espacial y la iluminación, la actividad
desarrollada o el placer y la seguridad.
El entorno construido constituye un medio básico y relativamente estable. El hecho
de que los edificios tengan, por lo general, una vida de varias décadas, e incluso
algunos lleguen a conservarse durante siglos, los convierte en uno de los
principales patrimonios de la sociedad. Valorizarlo implica considerar el ciclo de
vida de los edificios en su totalidad y rehuir aquellas pretensiones de corto alcance
que se justifican en la mera minimización de las inversiones iniciales.
Una estrategia basada en el desarrollo sostenible tratará de prolongar la vida de
las estructuras existentes, así como de reutilizar los materiales de su construcción
originara. La adaptación de lo existente es, por lo general, preferible a la
construcción de un nuevo edificio, la actualización de su funcionamiento constituye
un despliegue eficaz de los recursos.
6.3.2 Arquitectura ecológica: teoría y práctica
Se han propuesto algunos criterios relacionados con la arquitectura ecológica.
Conviene tener en cuenta, sin embargo, que ésta no consiste sólo en la aplicación
de estos criterios, sino en verificar que el proyecto, en todos sus aspectos,
provoque el menor impacto (o que provoque el impacto más beneficioso posible)
sobre los ecosistemas y los recursos no renovables de la biosfera. El diseño ecológico está asociado a una aproximación holistica al proyecto, a una gestión
escrupulosa de la energía y de los materiales, así como al esfuerzo por reducir el
impacto de su funcionamiento sobre el medio durante el ciclo de vida del sistema
proyectado.
Estas consideraciones pueden ordenarse en un conjunto estructurado de
interacciones (impactos recíprocos) entre el medio construido y el medio natural,
interacciones que son análogas a las de todo sistema abierto. En este sentido, las
interacciones se pueden clasificar en cuatro grupos genéricos:
Las interdependencias externas del sistema proyectado (sus
relaciones externas o ambientales),
Las interdependencias internas del sistema proyectado (sus
relaciones internas),
Los intercambios de energía y materia del exterior al interior del
medio edificado,
Los intercambios de energía y materia del interior al exterior del
medio edificado.
Un enfoque ecológico del proyecto debe considerar simultáneamente estos cuatro
aspectos, así como también sus interrelaciones mutuas.
6.3.3 Arquitectura y cultura
La vivienda en propiedad es una idea compartida socialmente. El hecho de pagar
por el bien adquirido proporciona, al ocupante, una seguridad de la que no pueden
disfrutar quienes han logrado un pedazo de tierra o una casa precaria en un
asentamiento irregular, o quienes ven mermados sus ingresos por pagar un
alquiler. Pero la apropiación de la vivienda en un sentido más amplio se da
posteriormente, cuando el usuario vive en ella. Este proceso de interpenetración le
confiere a la vivienda un carácter culturalmente diferencial que, por sus
características, apunta contra las cosmovisiones externas, por lo general, de una
manera implícita. A manera de ejemplo, cito las modificaciones que los habitantes
de Lice, Turquía, hicieron a las casas proporcionadas por su gobierno tras el
terremoto de septiembre de 1975: ninguna de las 1.500 viviendas tenía los
aditamentos tradicionales; inmediatamente la respuesta de la gente se tradujo en
la adecuación de sus viviendas “para tener una puerta delantera y una cubierta
protegida para los animales”.
Al año siguiente, en el mes de febrero, los guatemaltecos sufrieron las
consecuencias de un desastre natural idéntico. Y de la misma manera, al poco
tiempo, los techos de sus viviendas lucían los pedazos de poliuretano que habían
recortado de los iglúes gigantes, que les habían enviado para suplir las viviendas
devastadas por el terremoto.
Podría pensarse que este fenómeno tiene lugar porque dichas construcciones son
precisamente fabricadas para situaciones extremas y, por tanto, no se prestan
para responder a las necesidades culturales de un grupo determinado, pues lo
más importante en esos casos es la provisión elemental de cobijo. La realidad nos
muestra que, aún cuando la vivienda es planeada con antelación para un grupo
social específico, no se toman en cuenta factores culturales o, por lo menos,
climáticos. Esto puede observarse, por ejemplo, en el sureste de México, en
donde la gente abandona las viviendas de concreto para ubicarse en el patio
trasero al abrigo de una choza de palmas, sobre el piso de tierra que le permita
enterrar el ombligo de los recién nacidos. O, en otros poblados reubicados, donde
las familias siembran maíz en las jardineras de las nuevas casas con que fueron
dotadas.
Los hechos culturales que el constructor transmite a través de su vivienda
posiblemente le proporcionen un beneficio de funcionalidad y de reconocimiento
social, o tal vez no, y su casa resulte incómoda; sin embargo, lo que aquí importa
no es que las casas resultantes sean feas o bonitas, grandes o chicas, y poco
importa también si éstas cumplen ciertos requisitos de higiene y confort.
Simplemente la importancia de estos procesos se deriva de la representatividad
que tienen como hechos culturales que aglutinan en torno toda una cosmovisión
del grupo de que se trate, y de cómo éste resuelve sus problemas comunes, en
este caso el de alojamiento. Y de la forma en como se vive social y culturalmente
la pertenencia a una clase subalterna.
7. NUEVOS MATERIALES
7.1 Introducción
Los primeros materiales compuestos o “composites” aparecieron durante la
Segunda Guerra Mundial. Se trata de materiales heterogéneos, constituidos por
una matriz plástica orgánica (polímero) asociada con un refuerzo fibroso, por lo
general de vidrio o de carbono, que puede presentarse en forma de partículas,
mats, fibras cortas, largas o continuas. Son termoestables o termoplásticos y su
historia se remonta, según los casos, a menos de cincuenta años o apenas una
década.
Según las características de la matriz y de los refuerzos, se distinguen
generalmente dos grandes familias: los “composites” de gran difusión, poco
onerosos, que ocupan una cuota importante del mercado, y los “composites” de
altas prestaciones. Estos últimos, generalmente reforzados con fibras continuas de
carbono o de aramida, están reservados a sectores de alto valor agregado:
aeronáutica, medicina, deportes y recreo.
GEO T EX T ILES
9%
A GR IC U LT U R A
4%
C ON ST R U C C
7%
TRANS
18 %
M ED I C I N A
7%
OC IO
9%
IN D U ST R IA
14 %
V A R IO S
18 %
V EST I D O
14 %
Ilustración 1.
Sectores de
aplicación de los materiales
12
compuestos
12
MIRAVETE Antonio, Los nuevos materiales en la construcción, 1ª ed, Zaragoza: Editado por A. Miravete,
1994, pág. 12, Grafica Andrés Felipe Pérez Marín.
Pero ya se han desarrollado más de una docena de procedimientos de aplicación,
lo cual es mucho más que las grandes técnicas de transformación de metales
desde hace doscientos años: fundición, sinterización, forja, embutición, soldadura.
Los materiales compuestos se definen de manera general, se les llama así a los
materiales estructurales que están construidos ó “compuestos” por elementos
químicamente dispares.
Bajo esta definición general, los aviones de madera contra-chapada, y aún las
estructuras alveolares de metal pueden considerarse como materiales compuestos
(debido a que han sido unidos con adhesivos); pero la aceptación moderna es
más limitada.
En el lenguaje común actual, los materiales compuestos son aquellos en los que
las fibras de unas sustancias están incorporadas en una matriz de otra sustancia,
habitualmente un plástico, para crear un material con propiedades mecánicas
especiales.
Comúnmente, también se designa a estos materiales como plásticos de fibra
reforzada, pero esta expresión es algo engañosa por cuanto hace pensar que el
material fundamental es el plástico y que las fibras son elementos accesorios. En
realidad son las fibras las que casi siempre soportan la carga de los elementos y
las matrices plásticas sirven únicamente para estabilizarlas y repartir las cargas
entre ellas.
Los materiales compuestos estructurales, según los conceptos actuales difieren
por ejemplo de los ladrillos de adobe o de hormigón reforzado con acero, en los
que la paja o el acero proporcionan la resistencia a la tracción. En los materiales
compuestos sintéticos modernos, tanto la fuerza tensora como la compresión las
soporta el “refuerzo” fibroso.
Aún con esta definición, los materiales compuestos no son algo nuevos; la fibra de
vidrio y la baquelita reforzada con resina epóxica han sido utilizadas durante
decenas de años en una enorme variedad de productos. Lo que es nuevo
actualmente es una gama de materiales compuestos avanzados; materiales que
utilizan fibras de gran rendimiento como el carbono, la aramida, o el vidrio “S” en
matrices epóxicas (lo mas generalizado) y, cada vez mas, poliamidas y materiales
o termoplásticos exóticos.
Estos materiales superan las aleaciones metálicas en resistencia y rigidez, son
mucho más livianas, tienen características superiores de fatiga y, lo que es muy
importante, son prácticamente inmunes a la corrosión. Por consiguiente están
sustituyendo a los materiales en muchas aplicaciones en aeronaves, tanto civiles
como militares.
7.2 Empleo de Los Nuevos Materiales en la Construcción
Los Materiales Compuestos, constituidos por fibras de refuerzo embebidas en una
matriz de resina, presentan una serie de ventajas que los hacen altamente
competitivos frente a los materiales tradicionalmente empleados en la
construcción. “Los nuevos materiales se caracterizan por su ligereza, sus
densidades oscilan entre 0.03 y 2.0 k/dm ³, lo cual aporta enormes ventajas tanto
desde el punto de vista de economía y facilidad de transporte, como del de
economía y facilidad de montaje. Sin olvidar la disminución significativa de cargas
muertas” 13 . A continuación se resumen las más importantes:
Características principales:
Baja densidad, entre 0.03 y 2.0 k/dm ³.
Excelente comportamiento frente a la corrosión y ataque de
agentes ambientales.
Altas características mecánicas a esfuerzos simples: tracción,
compresión, flexión, corte e impacto.
Libertad de diseño, teniendo la posibilidad de moldeo.
Integración de funciones
Acabados diversos
Fácil industrialización
Color en la masa, existe la posibilidad de pigmentación durante el
proceso de fabricación.
Mantenimiento mínimo pues se consideran autolimpiables con la
lluvia.
Materiales "a la carta", lo único que limita sus posibilidades de
diseño es la creatividad de quien propone los nuevos materiales.
Auto extinguibles, altamente resistentes al fuego ya que
presentan una baja inflamabilidad.
13
MIRAVETE Antonio, Los nuevos materiales en la construcción, 1ª ed, Zaragoza: Editado por A. Miravete,
1994, Pág. 13
Translúcidos u opacos, dependiendo del grado de luminosidad de
la pieza.
Resistentes a impacto.
Resistentes a abrasión.
Durabilidad elevada.
Uso en medios químicamente agresivos.
Aislante térmico, la configuración tipo sándwich permite obtener
un coeficiente de conductividad térmica muy bajo.
Aislante eléctrico (excepto con refuerzos de carbono).
Numerosos procedimientos de fabricación.
Permeable a las ondas electromagnéticas.
“Como aspectos que limitan su uso, se debe subrayar la falta de mentalización
entre los usuarios y el escaso conocimiento que de estos materiales se tiene… El
costo es otro aspecto que en algunos casos limita su utilización pero es necesario
subrayar que mediante un diseño adecuado y tras evaluar las ventajas
económicas que conlleva el uso de estos materiales: ligereza, economía de
montaje y transporte, reducción de cargas muertas, mantenimiento prácticamente
nulo, eliminación del proceso de pintura, se puede afirmar en la mayoría de los
casos, que el uso de estos materiales es rentable.”14
7.3 Nuevos Materiales, Los Más Representativos
El hombre siempre ha utilizado una gran variedad de materiales. Al principio, los
buscaba en la naturaleza y desarrollaba métodos para extraerlos y purificarlos.
Actualmente, con el desarrollo tecnológico es posible fabricar materiales a medida,
es decir acorde con las necesidades del momento. También se habla de
materiales inteligentes, por ejemplo cementos que incluyen un pegamento que se
libera cuando una pieza de este material se quiebra. Todo este desarrollo viene
acompañado por algunos problemas ambientales, como por ejemplo la
contaminación y el agotamiento de los recursos naturales. Es por esto que se
buscan fuentes renovables de materias primas y productos biodegradables. Los
plásticos son un buen ejemplo de los nuevos materiales15.
14
MIRAVETE Antonio, Los nuevos materiales en la construcción, 1ª ed, Zaragoza: Editado por A. Miravete, 1994,
Pág. 14
15
Ver Anexo 1
7.3.1 Clasificación para los nuevos materiales16
Sin desconocer otras posibles clasificaciones para los que se denominan hoy en
día nuevos materiales o materiales compuestos,
Las Fibras se clasifican en función de su naturaleza, composición (aleatoria,
unidireccional) y tamaño (largas y cortas). En la clasificación de las fibras se
distinguen:
Fibras cerámicas
Carburo de Silicio
Alumina
Fibras Metálicas
Fibras Inorgánicas
Carbono
Vidrio A, B, C, D, ERC, R, S y X
Boro
Fibras Orgánicas
Aramida
Polietileno
De igual manera en las MATRICES se encuentran tres grupos:
Matrices Inorgánicas
Cemento
Geopolimeros
Yeso
Matrices Termoestables
Epóxi
Vinilester
Poliéster
Fenolica
Esteres cianato
Bismaleimidas
Poliamidas
Polieteramida
Matrices Termoplásticas
ABS
Polipropileno
Policarbonáto
Acetato
16
MIRAVETE Antonio, Los nuevos materiales en la construcción, 1ª ed, Zaragoza: Editado por A. Miravete, 1994
PBT
Polieterimida
PET
Nylon
Poliamida
PEEK - PEKK - PAI – PAS
Los NUCLEOS pueden ser:
Nido de abeja
Aluminio
Nomex
Polipropileno
Espumas
Poliuretano
Poliestireno
PVC
Otros
Sándwich Tejido 3D
Madera Balsa
Finalmente los ADHESIVOS empleados son:
Epoxi
Poliuretano
Y como complemento encontramos RECUBRIMIENTOS:
Cerámicos
Fenólicos
Epoxi + arena
Intumescentes
Mats
7.4 Comportamiento de Los Nuevos Materiales
7.4.1 Introducción
Para poder determinar el comportamiento de un material compuesto a largo plazo,
es necesario inter-relacionar las características de su fabricación inicial con sus
propiedades mecánicas.
Los materiales compuestos están constituidos por diferentes componentes los
cuales individualmente no podrían cumplir la función que en conjunto determina su
caracterización. Normalmente presentan una matriz polimérica reforzada con
fibras de diferente tipo (ver clasificación. Capitulo 7.3.1) lo que constituye un
material reforzado convencional; pero hablar de un material compuesto avanzado
nos hace pensar en un diseño para la distribución adecuada del refuerzo (fibra)
dentro de una sección y así de esta manera mejorar sus características
mecánicas: rigidez razonable y resistencia elevada.
Un material compuesto de fibra de vidrio y poliéster (como el que se va analizar
para el presente proyecto) conjuga características de resistencia elevadas con un
mínimo peso y un costo reducido (ver relación costo-beneficio).
Otras características de estos materiales que les hace muy atractivos para
aplicaciones estructurales es su versatilidad de formas de fabricación y la
posibilidad de ser moldeados con las formas que se deseen, pudiéndose distribuir
la resistencia y espesor de acuerdo a las exigencias del diseño.
Los materiales compuestos de fibra de vidrio tienen también como ventaja su bajo
coeficiente de dilatación y conductividad eléctrica (buen comportamiento frente a
rayos), transparencia a las ondas electromagnéticas (no producen interferencias
de radio y TV), buena estabilidad dimensional y resistencia a la corrosión.
En cuanto al comportamiento frente a la fatiga de los materiales compuestos, este
es superior al de otros materiales convencionales, aunque no existen aun
suficientes datos para conocer con todo detalle cual es su resistencia a fatiga
sobre todo cuando se une además la acción de los agentes atmosféricos (agua,
hielo, rayos U.V).
7.4.2 Procesos de fabricación17
Los procesos de fabricación para plásticos reforzados con fibra dependen de su
función, tamaño, cantidad, tasa de producción, acabados y consideraciones de
costo. Existen dos procesos claramente definidos, procesos de molde abierto o
procesos de molde cerrado. Los más usados en molde abierto son: proyección,
contacto, bolsa de vacío, infusión, preimpregnados, centrifugación, enrollamiento
filamentario y RFI. Los más usados en molde cerrado son: laminado continuo,
transferencia de resina (RTM/VARTM), inyección de termo estables, RIM / RRIM /
SRIM, moldeo en prensa, SMC/BMC y pultrusión.
Los cuatro empleados para la presente investigación son: contacto, laminado
continuo, preimpregnado y pultrusión
•
Contacto “a mano”: el más simple y versátil. Libertad de colocación de
fibras. Fabricación de formas muy delgadas de manera sencilla. Sin
embargo, la producción es lenta y el acabado depende de la pericia del
operario
17
Ver Anexo 2
•
•
•
Laminado continuo: apropiado para alto volumen de producción de chapas
corrugadas. Espesor limitado.
Preimpregnado: Los preimpregnados son unos subproductos constituidos
por fibras convencionales y resinas especialmente formuladas de modo que
pueden ser almacenados por largos periodos de tiempo manteniendo el
Estado-B siendo posible su procesado posterior. El estado de “semicurado”
o estado-B, le confiere un tacto semipegajoso, denominado “tacking”.
Pultrusión: piezas de sección transversal constante (perfiles, celosías,
postes, varillas,...). Dificultad en las uniones (atornilladas, remachadas, por
adhesivo...)
7.4.3 Diseño estructural con nuevos materiales18
... "TENEMOS LO SUFICIENTE PARA CONSTRUIR CON TÉCNICAS AVANZADAS, SI
SABEMOS DE ELLAS. [...] LA AVIACIÓN Y LA CONQUISTA ESPACIAL NOS HAN
SEÑALADO RUMBOS, MISMOS QUE NOSOTROS QUEREMOS IGNORAR. [...]
QUEREMOS SEGUIR SOSTENIENDO LA ARTESANÍA EN VEZ DE METERNOS EN EL
NUEVO MUNDO DE LA INDUSTRIA DE LA CONSTRUCCIÓN. [...] NO HEMOS
QUERIDO EMPLEAR NI LOS MATERIALES, NI LOS PROCEDIMIENTOS DE LAS
NUEVAS TÉCNICAS"...
FERNANDO BARBARÁ ZETINA, FEBRERO DE 1972.
El mundo vive una revolución tecnológica e informática mucho más profunda y
extensa que lo que fue la Revolución Industrial del siglo XVIII. Se vive en una
época maravillosa con nuevos inventos y descubrimientos diariamente al alcance
de la mano. Cada época de cambio suscita momentos críticos en la historia de la
humanidad. En este momento, los constructores son protagonistas de un
rompimiento histórico como lo fueron hace más de un siglo.
Entonces, como ahora, los constructores se han comprometido con el futuro de los
espacios arquitectónico y urbano. Más aún cuando la humanidad transita por
graves problemas de sobrepoblación y destrucción de recursos no renovables que
restringen el umbral de soluciones dirigidas a resolver sus problemas y sus
necesidades elementales. El derecho a la habitación que todo ser humano posee,
después de más de medio siglo de continuos intentos, errores y vaivenes (muchos
de ellos nunca menospreciados y siempre valiosos), han creado retrasos y
evidentes déficit en el área de vivienda.
18
OCAMPO RUIZ Ernesto, Los nuevos materiales del siglo XXI, Revista Bitácora, ejemplar mayo a septiembre de
2001
Los materiales constructivos modernos que están fabricándose en todas las
disciplinas humanas plantean una opción futura viable y real para mejorar el
espacio arquitectónico y cubrir esas carencias. “Estamos en el momento adecuado
de integrar a nuestras herramientas de diseño, a la formación de nuestros
profesionales, y al quehacer profesional cotidiano, el conocimiento y dominio de
las nuevas tecnologías. El no hacerlo propiciará seguramente el desplazamiento
del constructor de su papel tradicional como encargado del diseño y ejecución del
espacio arquitectónico y urbano al final del siglo XXI.”19
En toda época, la aportación, la originalidad y la innovación requirieron de diversos
desarrollos de tecnologías constructivas dando como resultando estructuras y
espacios característicos. Con cada descubrimiento un nuevo reto, con cada
solución un nuevo conocimiento tecnológico o científico.
Sin embargo, en la arquitectura actual se construye con materiales que han sido
ya desechados por la mayoría de las otras disciplinas humanas. Es posible ver, en
pleno siglo XXI, cómo en la arquitectura seguimos usando actualmente la madera,
la guadua y el bambú (en menoscabo del planeta y su medio ambiente), la piedra,
el adobe, el ladrillo de barro cocido, el hierro forjado, el vidrio y las argamasas de
morteros, yesos y concretos, el acero y algunos plásticos básicos. Es decir en
pleno siglo XXI estamos construyendo como en “la era de piedra”.20
7.4.3.1 Materiales emergentes
En otras disciplinas, a través de los conocimientos científicos y tecnológicos
actuales, se han desarrollado nuevos materiales constructivos (con propiedades
especiales y asombrosas, son heterogéneos, anisótropos y viscoelásticos) para
dar solución a sus necesidades específicas, y que son llamados materiales
emergentes: nanoestructurados, cerámicas especiales, polímeros modernos,
aleaciones especiales, compuestos, aleaciones con memoria de forma, y
biomiméticos. Todos ellos son realizados a partir de innovadores procesos
industrializados de carácter físico y químico a partir de las cuatro familias de
materiales comunes conocidas: las cerámicas, los polímeros comunes, los
metales y los plasmas (ver Figura 2). Los primeros tres grupos de materiales
sólidos son considerados como los materiales constructivos básicos tradicionales
de la arquitectura actual.
19
20
Ídem 18
Comentario de quien escribe el presente texto
Ilustración 2. Familias de materiales
Cerámicas
21
Polímeros
Metales
Plasma
Entre los muchos materiales emergentes se encuentran los materiales
compuestos cuya característica principal es la de combinar los esfuerzos de dos o
más materiales básicos en una mezcla única creando un nuevo y diferente
material (un ejemplo lo tenemos en el concreto simple, material compuesto muy
común en la industria de la construcción, cuya matriz o aglutinante es el cemento,
y el agregado o aglutinado son la grava y la arena).
Dentro de este grupo hay ya candidatos a sustituir al concreto armado por sus
cualidades, su facilidad constructiva, su costo en procesos en masa altamente
industrializados, y su superior resistencia a esfuerzos combinados: los
compuestos de matriz polimérica combinados con fibras de boro, carbono, kevlar o
de vidrio. De hecho, el futuro Puente de Gibraltar (ver Figura 3)22, tendrá en lugar
de una losa de concreto colgada, una placa de fibra de vidrio continua, entretejida
y colada en una matriz polimérica de 40 cm. de espesor, con ocho carriles de
ancho, y una longitud aproximada de 20 millas.
Ilustración 3. Puente sobre el estrecho de Gibraltar. Anteproyecto
Ilustración 4. Nanotubo de Carbono (Cx)
23
Anteproyecto de un puente sobre el estrecho de Gibraltar que incluye tres vanos principales de 3550 m. y
dos vanos laterales de 1500 m (tramos colgados) y dos viaductos de acceso de 5400 y 6600 m en vanos de
300m. La profundidad de las cimentaciones es de hasta 290 m en los vanos centrales.
21
Imagen tomada de www.obrasweb.com
Imagen tomada de CFCCD_ archivos
23
Imagen tomada de www.obrasweb.com
22
Dentro de los materiales emergentes destaca otra de las familias más
prometedoras de materiales que pueden ser incluidas en la industria de la
construcción a mediano plazo: los materiales nanoestructurados (ver Figura 4). En
especial, las cerámicas nanoestructuradas son una buena opción para construir
elementos estructurales cortos que prometen ser cientos de veces más resistentes
que cualquier aleación utilizada hasta el momento en estructuras tridimensionales
ligeras.
Por otro lado, existen también ya grandes candidatos nanoestructurados para
sustituir al vidrio en el medio de la construcción. Ejemplos tales como el ALON,
material ultra resistente a impactos y aislante natural a radiaciones infrarrojas
(oxinitruro de aluminio nanoestructurado vulgarmente conocido como "aluminio
transparente"), y como el recientemente descubierto "acrílico antibalas" mexicano
(compuesto polimérico nanoestructurado, con matriz de acrílico y nanoesferas de
hule natural como agregado, desarrollado por el Departamento de Física Aplicada
y Tecnología Avanzada de la UNAM, en colaboración con la empresa Resistol)
sustituirán al frágil, inseguro y peligroso vidrio en las ventanas de nuestras
viviendas del futuro (ver Figura 5)24.
Ilustración 5. Vivienda del futuro
La característica fundamental de estos nuevos materiales es que permiten ser
predeterminados y diseñados durante la gestación del proyecto a desarrollar. Para
cada proyecto puede existir un material único y especial para resolver el problema,
porque está comprobado que de la forma en que los materiales tengan su
estructura molecular dependerán sus propiedades específicas. Si el
arquitecto usa como herramienta los conocimientos de la moderna ciencia y
tecnología de materiales, combinados con métodos objetivos para su selección y
evaluación, podrá obtener un material de construcción adecuado para cada
problema constructivo.
24
Imagen tomada de www.obrasweb.com
Aun cuando sabemos que han aparecido muchos materiales novedosos en el
siglo XX, hemos incorporado a la arquitectura muy pocos de ellos siempre de
forma tardía y con desconfianza. ¿Qué ha pasado entonces con el arquitecto y su
oficio en el comienzo de este siglo? Pareciera que el arquitecto espera a que le
digan qué material puede ser usado en la construcción porque tiene ya muchos
años de haber sido probado con éxito en otras ramas de la industria; cree que no
estamos interesados en buscar nuevas aplicaciones inmediatas a los nuevos
materiales emergentes descubiertos; piensa que vivimos acostumbrados a cierto
tipo de materiales y procedimientos, que un poco por amor a ellos y otro poco por
desconocimiento de otros, hemos seguido utilizando por más de 5,000 años y,
según parece, considera que deseamos seguir utilizándolos en el próximo milenio.
Frank Lloyd Wright dijo acertadamente que "en algunas mentes, hay duda o temor
o esperanza, de que la arquitectura esté trasladando su circunferencia. Así como
la pala de cemento y algunos ladrillos ceden el paso al metal laminado, y a la
trituradora; así como el obrero le da paso a la máquina automática, así el
arquitecto parece estar dándole paso al ingeniero, al vendedor o al
propagandista... [Por el contrario]…la circunferencia de la arquitectura está
cambiando con asombrosa rapidez, pero su centro permanece inamovible".
8. PLANTEAMIENTO DEL MATERIAL
8.1 Definición de los Materiales
Un compuesto estructural es un sistema material consistente de dos o más fases
en una escala macroscópica, cuyo comportamiento mecánico y propiedades están
diseñados para ser superiores a aquellos materiales que lo constituyen cuando
actúan independientemente. Una de las fases es usualmente discontinua,
conocida regularmente como fibra la cual es un material rígido y otra fase débil en
continuo que es llamada matriz.
Las propiedades de un material compuesto dependen de las propiedades de los
elementos, geometría, y distribución de las fases. Uno de los parámetros más
importantes es la fracción en volumen o en peso de fibras en el material
compuesto.
La distribución del refuerzo determina la homogeneidad o uniformidad del sistema
del material. Lo más no uniforme es la distribución del refuerzo, lo más
heterogéneo causará una alta probabilidad de falla en las áreas débiles. La
geometría y orientación del refuerzo afecta la anisotropía del sistema.
Las fases del sistema compuesto tienen diferentes funciones que dependen del
tipo y aplicación del material compuesto. En el caso de un material compuesto de
bajo o medio comportamiento, el refuerzo es usualmente en la forma de fibras
cortas o partículas, proporcionando alguna rigidez, pero sólo frente a esfuerzos
locales del material. La matriz en cierta forma es el principal elemento que soporta
cargas gobernando las propiedades mecánicas del material. En el caso de
compuestos estructurales de alto comportamiento (como es el propuesto en esta
tesis), son usualmente reforzados con fibra continua, la cual es la columna
vertebral del material que determina la rigidez y refuerzo en la dirección de la fibra
y los esfuerzos locales se transfieren de una fibra a otra. La interfase a pesar de
su corto tamaño, puede jugar un importante rol en controlar el mecanismo de
fractura, la fuerza para fracturar y en conjunto el comportamiento, esfuerzo deformación del material.
8.1.1 Materiales compuestos - Clasificación
Los materiales compuestos avanzados son heterogéneos, anisótropos y
viscoelásticos. Se fabrican a partir de una gran variedad de combinaciones
posibles y mediante numerosos procesos de fabricación (ver apartado 7.4.2) con
grados de precisión variables.
Tales condiciones (variedad infinita de configuraciones) han creado situaciones
tales que permiten optimizar la disposición de fibras y matrices.
A continuación se hace una introducción a los materiales empleados para la
presente investigación, cabe anotar que se sigue el orden en la estructuración de
un material compuesto, es decir: fibras, matrices y núcleos.
Los materiales compuestos tienen dos clasificaciones fundamentales:
1. Materiales compuestos por partículas: Dentro de estos se pueden distinguir
dos tipos; los dispersoides, y los “verdaderos”, como se conocen en el
mercado. Se diseñan para dos condiciones básicas, el endurecimiento de la
matriz o para obtener propiedades poco usuales, despreciando la
resistencia en el material. Ciertas propiedades de un compuesto particulado
dependen sólo de sus constituyentes, de forma que se pueden predecir con
exactitud mediante la llamada regla de las mezclas, que es la sumatoria de
las propiedades (densidad, dureza, índice de refracción, etc.) dividida por la
fracción volumétrica del constituyente.
2. Materiales compuestos por fibras: Por lo general, este tipo de compuestos
consiguen mayor resistencia a la fatiga, mejor rigidez y una mejor relación
resistencia-peso, al incorporar fibras resistentes y rígidas, aunque frágiles,
en una matriz más blanda y dúctil. El material matriz transmite la fuerza a
las fibras, las cuales soportan la mayor parte de la fuerza aplicada. La
resistencia del compuesto puede resultar alta a temperatura ambiente y a
temperaturas elevadas. De forma semejante a los compuestos particulados,
la regla de las mezclas predice algunas de sus propiedades. Se decidió
trabajar en la presente investigación con materiales compuestos por fibras:
fibra de carbono y fibra de vidrio, sobre matrices de epóxi y poliéster.
8.2 Materiales compuestos - Materias Primas empleadas en la presente
investigación
8.2.1 Fibras
8.2.1.1 Fibras de carbono25
Se obtienen a partir de una fibra "precursora", generalmente el PAN
(poliacrilonitrilo), que es sometida a diferentes procedimientos de transformación:
Estirado (orientación), Oxidación, Carbonización, Grafitización.
Pueden obtenerse dos tipos de fibra: Fibras HR (alta resistencia), Fibras HM (alto
módulo) y se encuentran disponibles en diversas presentaciones: Mechas (500 100.000 filamentos), Tejidos (unidireccionales o multidireccionales), Tejidos
híbridos (Virio-Carbono, Aramida-Carbono) y Preimpregnados con epóxi.
Particularmente, las fibras HM tienen un módulo específico 70 veces superior al de
las aleaciones de aluminio. Además, tienen un coeficiente de dilatación muy bajo,
lo que permite una gran estabilidad dimensional a
las estructuras y una conductividad térmica
elevadas.
Presentan algunos inconvenientes: el costo, la
baja resistencia al choque y las diferencias de
potencial que al generar contacto con los
metales, pueden favorecer corrosiones de tipo
galvánico.
Ilustración 6. Fibra de Carbono
26
Empleada en actividades de grandes exigencias, la fibra de carbono se considera
un material de costo elevado, se propone como material para la presente
investigación teniendo en cuenta no solo sus propiedades físico-mecánicas si no
la posibilidad que existe hoy en día de obtener fibras de altas especificaciones a
precios equiparables a las fibras convencionales. Es de esta manera que se puede
demostrar la relación costo-beneficio propuesta en los objetivos de la presente
investigación.
25
Para ampliar la definición, Ver Anexo 3
Imagen tomada del curso de Nuevos Materiales, Modulo 2, Maestría en Construcción Universidad Nacional de
Colombia
26
8.2.1.2 Fibras de vidrio27
La fibra de vidrio es vidrio en forma de filamentos. Los filamentos pueden ser
hechos con diversos tipos de vidrio, designados con las letras A, B, ERC, C, D, R
y S. Los más comúnmente utilizados para refuerzo de productos son los tipos E
(eléctrico), R (alta resistencia mecánica y módulo de elasticidad) y C (alta
resistencia química).
El vidrio fundido es obligado a pasar por unos canales a 1200 ºC obteniéndose las
fibras primitivas que luego se humidifican, enciman, ensamblan y bobinan (Ver
Figura 7).
El grosor del filamento en la fibra de vidrio se mide en tex, o número de gramos
que pesa el hilo por cada 1000 metros de longitud. Existen desde 68 tex a 5000
tex con una nomenclatura28 predeterminada, los más habituales son 2400 y 1200
tex.
Ilustración 7. Producción de la Fibra de Vidrio
27
28
Para ampliar la definición, Ver Anexo 3
Ver Ilustración 8
Ilustración 8. Ejemplo de nomenclatura para la Fibra de Vidrio
Las presentaciones de la Fibra de Vidrio se clasifican en: Tejido: Se emplea para
conseguir resistencia en dos direcciones. Mat: Fieltro de hilos continuos o
troceados mantenidos por un ligante adaptado al moldeo. Roving: Hilos continuos
formando un hebra principalmente utilizada en la técnica de Enrollamiento
Filamentario.
Par los modelos propuestos en la presente investigación se ha seleccionado fibra
de vidrio con tejido equilibrado y con alta resistencia mecánica y módulo de
elasticidad.
8.2.2 Matrices
En los primeros compuestos la matriz era de lodo. Actualmente ésta puede ser de
metal, polímeros e incluso de cerámicas. Pero cualquiera que sea la forma de la
matriz, ésta se comporta como un pegamento que mantiene unido al compuesto
en tanto que el equivalente moderno de la paja, por ejemplo fibras de carbón y
partículas cerámicas, le añaden resistencia y rigidez.
En un material compuesto, la matriz es mucho más que un simple pegamento que
mantiene unidas las fibras. También es una barrera que protege a las fibras para
que no se dañen, haciéndolas resistentes a la humedad, a los ataques químicos
y/o a las altas temperaturas. Además, sostiene las fibras ya que éstas se pandean
y ceden fácilmente cuando se comprimen.
8.2.2.1 Matrices de epóxi
Las matrices epóxi son polímeros que contienen en su molécula dos o varias
funciones epoxídicas. La rigidez, resistencia y dureza de los epóxis es superior a
la de las resinas de poliéster y viniléster, y, por ello, pueden operar a niveles de
solicitación y temperaturas más altas. Tiene buena adherencia a muchos
sustratos, baja contracción durante la polimerización y son especialmente
resistentes a los ataques de los álcalis.
Las resinas epóxi se caracterizan por sus
elevadas propiedades mecánicas, baja
retracción, un buen comportamiento a
temperaturas elevadas, hasta 180ºC y una
buena resistencia ante los agentes
químicos.
Ilustración 9. Resina epóxi
8.2.2.2 Matrices de poliéster
En la práctica, la resina poliéster insaturada se obtiene por policondensación del
anhídrido maléico, anhídrido ftálico y polipropilenglicol. El polímero obtenido es
disuelto en estireno. Esta solución puede copolimerizar, bajo la acción de
radicales libres o por el calor.
La copolimerización conduce al endurecimiento y se realiza sin eliminación de
productos secundarios y sin necesidad de presiones ni de temperaturas elevadas.
La configuración y la composición química de la resina poliéster endurecida
determinan sus características y sus propiedades (flexibilidad, dureza, resistencias
mecánica, química, térmica, etc.).
Las resinas de poliéster mas utilizadas son la de tipo ortoftálico e isoftálico. Estas
últimas presentan propiedades
superiores desde el punto de
vista de comportamiento ante
ataques
químicos
y
medioambientales.
Ilustración 10. Resina de poliéster
Las resinas seleccionadas para evaluar los modelos son resinas comerciales de
fácil adquisición y cuyo sistema de impregnación esta libre de solventes, lo que
garantiza una adherencia continua a la fibra seleccionada. Los detalles técnicos
pueden ser evaluados en el apartado 8.4.2.1.2 del presente documento.
8.2.3 Núcleos
Para lograr que una construcción estructural tipo sándwich responda
correctamente durante su vida de servicio, el núcleo deberá poseer unas
determinadas propiedades mecánicas, características térmicas y dieléctricas, etc.,
bajo las condiciones dadas, pero manteniendo su baja densidad para satisfacer
las limitaciones de peso.
Un núcleo debe cumplir con los siguientes requisitos:
El núcleo debe tener suficiente resistencia para asimilar los
esfuerzos de cortadura. Además el adhesivo debe tener una
resistencia suficiente para transmitir los esfuerzos de cortadura al
núcleo.
El núcleo debe tener suficiente espesor y módulo a cortadura para
prevenir el efecto de pandeo global en pieles y núcleo.
La resistencia a compresión del núcleo debe ser suficiente para
resistir aplastamiento ante cargas de diseño que actúan
perpendicularmente a la superficie de las pieles.
Los núcleos (Ilustración 11) para paneles tipo sándwich se clasifican de la
siguiente manera:29
NUCLEOS:
NIDOS DE ABEJA:
ALUMINIO - NOMEX
ARAMIDA
POLIPROPILENO
TEJIDOS 3D:
OTROS (ESPUMAS):
POLIURETANO
PVC
POLIESTIRENO
ESPUMA FENOLICA
(MADERA BALSA)
Ilustración 11. Núcleos para Paneles tipo Sándwich
Para la presente investigación se emplea un núcleo en Poliuretano de Alta
Resistencia. Una variedad excelente de poliuretano que utiliza una mezcla de
poliol graft y polimérico. La espuma de Alta Resistencia (Resilencia) tiene una
estructura celular diferente de los productos convencionales. Esta estructura le
ayuda a aumentar el soporte, confort y durabilidad. Este tipo de espuma tiene un
alto Factor de Soporte que se describe como la relación existente entre el confort
superficial y el de la parte central de la espuma. Esta espuma es vendida a
densidades altas y es considerada como un material de muy alta calidad.
29
MIRAVETE Antonio, Los nuevos materiales en la construcción, 1ª ed, Zaragoza: Editado por A. Miravete, 1994
8.3 Modo de Empleo de Los Materiales Compuestos
La forma de empleo estructural más comúnmente empleada para los materiales
compuestos es el uso como estructuras de pared delgada, ya sea en forma de
"laminados" o "estratificados" (apilamiento de láminas delgadas fuertemente
unidas entre ellas), o en forma de “sándwich" (compuesto de un núcleo central
de un material de espesor apreciable y baja densidad, con revestimientos
relativamente delgados de láminas de material compuesto unidas al núcleo por
ambos lados).
8.3.1 Laminados
8.3.1.1 La lámina y el laminado
Los materiales compuestos laminados son anisótropos (las propiedades del
material varían con la orientación de las coordenadas de referencia, no son
iguales para todas las direcciones, como en el caso isótropo). Cuando existe algún
tipo de simetría en el material, el número de constantes disminuirá. Por esto,
aunque el laminado es anisótropo, la lámina individual tiene simetría en tres
planos ortogonales y se dice que es un material ortótropo.
Una vez aclarado que la lámina individual es considerada como material ortótropo
se va a hablar de los laminados. Cada lámina se apila con diferentes orientaciones
de dirección del filamento entre las diferentes capas para conseguir un laminado
con las propiedades deseadas de rigidez o de resistencia. Un laminado viene
definido por el número de láminas que lo componen, la dirección que toman estas
láminas y la secuencia con que se disponen dentro del laminado. Con la
combinación de estos factores podremos obtener infinidad de laminados distintos,
con propiedades diferentes entre unos y otros; por lo tanto, al hablar de un
laminado, estamos hablando de un material.
Por ejemplo:
Material 1: [0/90]s
Material 2: [02/90/90/02]t
Se puede concluir que el laminado está formado por varias láminas ortótropas
dispuestas según el diseño preestablecido y por lo tanto es anisótropo. Cuando se
diseñan laminados compuestos, se tiene la posibilidad de jugar con las posiciones
y número de las láminas y crear un material único. Se quiere recalcar, que cada
laminado es un material diferente, así que ensayar con diferentes laminados, es
como aplicar materiales distintos cada vez al modelo. Por eso habrá que estudiar
cómo se diseñan esos laminados para conseguir los comportamientos deseados
para el caso que se esté estudiando.
8.3.1.2 El laminado
Un material compuesto laminado es aquel que está formado por varias capas o
láminas. Cada lámina consiste en una columna de filamentos paralelos y largos
situados en el interior de una matriz, que mantiene a las fibras unidas y distribuye
los esfuerzos. Las fibras son las encargadas de soportar la mayor parte de las
cargas mientras que la matriz se responsabiliza de la tolerancia al daño, como los
golpes, y del comportamiento a fatiga.
Las fibras se colocan en láminas, las cuales se superponen en la dirección del
espesor, obteniéndose de esta forma los laminados. La forma, la concentración, el
tamaño, la distribución y la orientación de las fibras influyen en el comportamiento
del material compuesto. Podremos tener láminas unidireccionales, en las que las
fibras van en una única dirección de la lámina o tejidos en los que las fibras van
entrecruzadas.
La característica más sobresaliente de los materiales laminados son la alta rigidez
y la resistencia específicas. El objeto del diseño consiste en aprovechar estas
características. Por esto la orientación de las fibras dentro de la lámina y el apilado
del las láminas dentro del laminado tienen aún más importancia que las propias
características físicas de fibra y matriz, porque son las que van a determinar las
propiedades finales del material. Se pueden conseguir infinitos comportamientos
de rigidez, resistencia, delaminación etc. con los mismos materiales de fibra y
matriz variando únicamente la orientación de fibra y la secuencia de apilado. Por lo
tanto el material también deberá ser diseñado. El principal aspecto del diseño de
materiales compuestos consiste pues, en aprender a utilizar las propiedades en
función de la orientación del laminado y conseguir así un material a medida.
Para proceder al diseño de un material compuesto se deberá conocer a fondo el
comportamiento anisótropo de los laminados para poder sacarles todo su
rendimiento. Se estudiará cómo influye la secuencia de apilado de las láminas en
las propiedades finales de los laminados, qué teorías de fractura30 se deben
aplicar para predecir la rotura de la primera lámina, etc.
Si se eligen los materiales constituyentes para fibra y matriz, quedarán los
siguientes parámetros a determinar en el diseño del material:
Número de láminas
Dirección de la fibra dentro de la lámina
Disposición de la lámina dentro del laminado = "lay up"
30
Criterios de rotura para materiales compuestos, Ver Anexo 4
8.3.2 Estructuras tipo sándwich
Estos elementos consisten en dos o más materiales independientes situados en
capas con diferentes orientaciones, de tal modo que pueden incrementar la
resistencia y las propiedades dinámicas manteniendo un peso liviano comparado
con una sola capa de material único.
Una estructura tipo sándwich consiste esencialmente en dos firmes y delgadas
cubiertas ó pieles superficiales de PRFV31, FCE32 ó metal y un núcleo central de
espuma rígida los cuales pueden estar integrados mediante un adhesivo
estructural ó, pueden integrarse en el mismo proceso de fabricación sin la
necesidad de utilizar adhesivos.
En la estructura tipo sándwich, las pieles superficiales son comparables a los
bordes de una viga doble "T", con las caras del revestimiento soportando las
cargas axiales de tracción y compresión. El núcleo central de espuma rígida juega
el papel de "malla" distribuyendo las fuerzas de corte y de compresión local sobre
áreas mucho más grandes, dando por resultado una superficie de resistencia
uniforme sin puntos débiles o concentraciones de sobrecargas y presentando una
resistencia al delaminado superior al del nido de abeja y otras espumas usadas
como núcleos.
Las láminas o pieles superficiales absorben los esfuerzos en el plano, y el núcleo
central absorbe las fuerzas de corte y estabiliza los revestimientos superficiales de
pandeos o flexiones laterales.
Las ventajas de los materiales del núcleo central pueden estar determinadas por
su alta relación resistencia / peso, y sus excelentes propiedades dinámicas,
térmicas y acústicas. De igual manera, aumentando el espesor del núcleo central
se logra aumentar el momento de inercia sin aumentar sustancialmente el peso de
la estructura y su costo.
31
32
PRFV, Poliéster Reforzado con Fibra de Vidrio
FCE, Fibra de Carbono y Epóxi
8.4 Caracterización del Material
8.4.1 Proceso de caracterización
8.4.1.1 Material compuesto laminado
Teniendo en cuenta la comparación de los tres casos de estudio propuestos en la
presente investigación y a partir de las conclusiones obtenidas en el análisis
estructural ante la NSR-98, se pretende proponer una solución al diseño
empleando los nuevos materiales definidos en el capitulo 3 del presente
documento. Se buscará una secuencia de láminas que con sus orientaciones y
posición dentro del laminado permitan conseguir un panel capaz de soportar los
casos más desfavorables de carga que se encontrarán durante su vida real.
Además, el objetivo principal es utilizar el menor número de láminas posible, para
que así el costo y el peso sean menores.
Se proponen dos elementos para resolver estáticamente: panel y unión,
analizados a partir de dos tipos de materiales compuestos, Fibra de Carbono +
Epóxi, Fibra de Vidrio + Poliéster y núcleo en poliuretano PUR_40.
Será interesante ver cuál de los casos es más desfavorable y estudiar los
laminados en ese caso.
Como el diseñar con materiales compuestos implica poner material sólo donde
sea necesario, habrá que hacer un estudio exhaustivo de las tensiones obtenidas
para saber el número exacto de láminas necesarias en cada zona para soportar
con seguridad las cargas que se obtengan de los análisis estáticos, análisis que se
realizaran a partir del empleo de modelos matemáticos evaluados por métodos de
elementos finitos.
El aplicar el método de los elementos finitos con un material compuesto tiene
alguna diferencia respecto de aplicarlo con materiales isótropos. Al tratarse de
materiales ortótropos, el número de constantes a introducir para su definición se
multiplica. Además, como se explicó en el apartado 8.3.1.1, cada secuencia de
apilado es un material diferente. Por lo tanto, bajo estas condiciones se deberán
definir previamente las propiedades de lámina y laminado.
Por otro lado, se deberá hacer la malla de forma que se pueda aplicar el material
compuesto que se ha definido (carbono-epóxi, vidrio-poliéster y núcleo en
poliuretano PUR_40), por lo que habrá que modificar alguna propiedad de los
elementos creados para la malla del análisis con los materiales simples.
Una vez definidas la malla de forma apropiada y las propiedades de la lámina se
deberá estudiar la secuencia de apilado. Únicamente los laminados altamente
direccionales muestran beneficios excepcionales. Pero sólo cuando el caso a
estudiar trabaja bajo un estado de carga simple se podrán aprovechar las
propiedades superiores de estos materiales compuestos altamente direccionales.
En este caso el diseño del material consistiría en orientar las láminas según las
direcciones principales de la tensión.
En el caso de que se tengan cargas múltiples, como en el presente proyecto, los
laminados menos direccionales serán los más convenientes. Por esto habrá que
orientar las láminas bajo varios ángulos diferentes, sobre todo en ciertas zonas
como la de la unión entre paneles donde llegan fuerzas en múltiples direcciones,
lo que complicará el diseño del material.
Para este caso se deberá hacer primeramente un mallado de la estructura. A
continuación se estudiarán los casos de carga que se van a dar durante la vida útil
de la estructura y finalmente se analizarán los resultados obtenidos.
8.4.1.2 Malla (material compuesto)
El único paso que habrá que dar, y que diferencia esta malla de la utilizada para
materiales isótropos, es que habrá que orientar estos elementos. Como las
propiedades del material cambian con la orientación, se deberá fijar una dirección
y orientar los elementos respecto a ella. Al definir el lay up o secuencia de apilado,
se toma esta dirección como la dirección de la fibra de la lámina a 0º. Por lo tanto,
al hablar de una lámina a 90º, se está definiendo la dirección de la fibra con
respecto a la orientación de los elementos.
Observando los dos casos estáticos propuestos, se podrán averiguar más o
menos cuales van a ser las zonas más cargadas. Como se sabe que la estructura
no se carga de igual forma en todas sus zonas, y con el fin de aprovechar la
propiedad de los materiales compuestos de poder colocar material dónde y en la
dirección en que sea necesario, se deberá dividir la estructura en subzonas. No
tendría mucho sentido el laminar toda la estructura de forma uniforme según lo
que dictara la zona más desfavorable en el caso de carga más desfavorable, pues
no se estaría sacando partido de las propiedades características de los
compuestos laminados para ahorrar peso y dinero.
A cada subzona se le asignará el laminado con las angulaciones apropiadas, con
el número de láminas requerido y con la secuencia de apilado óptima. Se deberá
jugar con estos tres parámetros para que colocando las láminas en los ángulos
apropiados y con el apilado más óptimo, se logre un laminado válido para el caso
a estudio con el menor número de láminas posible. De esta forma, si se tiene una
zona de la estructura donde las tensiones son pequeñas o en una determinada
dirección, se colocarán las láminas en consecuencia. Además se deberá tener en
cuenta que aunque una zona, en el estudio de un determinado caso de carga, esté
poco solicitada podría presentar tensiones elevadas en otro estado de carga
diferente.
El encontrar el laminado óptimo sería más fácil si las tensiones tomaran una
dirección predominante, pues se orientarían las láminas en esa dirección. Pero
como ya se ha expuesto no va a ser el caso, luego se deberán estudiar laminados
multidireccionales con el fin de conseguir soportar con seguridad las cargas a las
que la estructura va estar expuesta.
Se hará una primera división de la estructura en subzonas. Se irán calculando
diferentes laminados a estudio y se irá mejorando esa división agrandando o
disminuyendo el área de la zona, así como añadiendo nuevas subzonas hasta
llegar a una malla final. La malla en este caso pues, deberá ser actualizada según
los resultados obtenidos de los distintos modelos, por lo tanto se irán cambiando la
distribución de las zonas hasta llegar a la distribución final de la solución.
8.4.1.3 Análisis de resultados (material compuesto laminado)
Para empezar los estudios se elige el caso de la estructura bajo cargas muertas, y
cuando se encuentre un laminado que cumpla la condición de que no se rompa
bajo este estado de carga, se ensayarán los casos de cargas vivas y fuerzas
sísmicas respectivamente para ver si son seguros o hay que modificar algún
laminado en alguna zona determinada.
El proceso que se seguirá es buscar un laminado de pocas láminas para las zonas
menos solicitadas llamado laminado base y posteriormente ir ensayando
laminados para las zonas restantes. Después de los modelos se deberá ir
actualizando la malla e ir modelando la división de subzonas hasta llegar a la
división final con la asignación del laminado óptimo a cada una de las zonas para
todos los casos de carga.
8.4.1.4 Búsqueda del laminado base
De antemano se prevé que habrá una parte de la estructura que no va necesitar
laminados de muchas láminas, ya que existirán regiones donde las tensiones
serán menores.
Lo que se pretende es encontrar un laminado "base" con láminas a 0º y 90º
seguro para las zonas del interior de la estructura, que van a estar menos
solicitadas.
8.4.1.5 Búsqueda del laminado para las zonas restantes
Tras la elección del laminado base se deberá buscar un laminado que no rompa
para las demás subzonas. Con el ensayo del sismo se buscarán los laminados
para la mayoría de esas subzonas. Estos laminados se comprobarán para los
otros dos casos de carga a estudio y se modificarán en el caso de que no sean
seguros.
Los elementos de una lámina transmiten tensiones a los elementos de las láminas
de arriba y de abajo, así como a los elementos de al lado. No se sabe con
exactitud cómo se da esa transmisión de tensiones, luego, la única forma de
comprobarlo es haciendo el cálculo. De esta forma, cuando se observe que la
lámina número "x" de un laminado ha fallado (porque su índice F ha superado el
valor permitido) no se conocerá si ha sido porque no ha absorbido las tensiones
que le llegan en esa dirección (en cuyo caso convendría colocar más láminas con
ese ángulo) o ha sido por la influencia de las láminas vecinas (en cuyo caso habría
que estudiar el laminado de la zona contigua o cambiar la disposición de esa
lámina dentro de su propio laminado).
Como el comportamiento de los elementos de una subzona influyen en el de los
elementos de las regiones vecinas, a cada subzona se le asignará el laminado que
se crea que mejor le va a ir, luego habrá que ir definiendo combinaciones de
laminados e ir asignándolas a la zona correspondiente.
Un ensayo consistirá en la definición de una combinación de laminados distintos
(en cuanto a número de láminas, orientación y secuencia de apilado de las
mismas) para cada una de las subzonas. Se busca el laminado de menor número
de láminas posible para cada subzona. Las láminas tendrán ahora las cuatro
orientaciones posibles de la familia (0º, 90º, +45º, -45º). Alguna de las zonas podrá
no necesitar láminas de alguno de los ángulos anteriormente mencionados. Sólo
queda pues, empezar a hacer modelos para el caso del sismo.
8.4.1.6 Solución final
Como se deduce de todo lo descrito en la presente introducción, el encontrar los
laminados apropiados para cada zona puede ser una tarea casi imposible, debido
a la influencia de muchos factores que no se pueden controlar ni predecir. En este
proyecto, como ya se ha descrito, se harán varios modelos (con diferentes
laminados en las diferentes zonas) para ver el comportamiento de la estructura y
con las conclusiones sacadas de todos ellos se optara por una disposición de
láminas y laminados bastante sencilla, lo que dará como resultado una estructura
de fácil fabricación.
El laminado estará formado por láminas con distintas orientaciones de fibra.
Además habrá zonas de la estructura con mayor número de láminas que otras.
Por ejemplo, las zonas con mayor número de láminas serán las cercanas a la
unión con el fin de absorber los esfuerzos de cortante que se presenten.
Después de realizados los modelos en la estructura, se analizara si es necesario
emplear partes metálicas embutidas en el laminado para que aporten rigidez a las
zonas más desfavorecidas. Además de aportar rigidez, estas partes metálicas
pueden servir como alojamiento a los componentes del confinamiento, que no
permiten holguras. Las partes metálicas, si se emplearan, deberán cubrirse con
una lámina de epóxi más fibra de vidrio para evitar que se dé el contacto entre el
carbono o la fibra de vidrio de las láminas y el metal y se produzca la corrosión.
8.4.2 Materiales empleados
Para la presente investigación se proponen dos modelos los cuales son
analizados primero matemáticamente a partir de Métodos de Elementos Finitos MEF- empleando el programa ANSYS33, seguido se hace el mismo análisis en el
programa DAC34 y por ultimo con el apoyo de SIKA ANDINA de COLOMBIA y
ANDERCOL, quienes facilitaron el material para las pruebas de laboratorio, se
realizan las pertinentes a los laminados en el laboratorio del Instituto de Extensión
e Investigación - IEI - de la Facultad de Ingeniería de la Universidad Nacional de
Colombia .
8.4.2.1 Los laminados
Para los laminados se proponen dos combinaciones primero, se empleara una
mezcla de Fibra de CARBONO + EPOXI, la segunda muestra se realiza a partir de
la combinación de Fibra de VIDRIO + POLIESTER.
8.4.2.1.1 Las fibras
En el caso de compuestos estructurales de alto comportamiento (como es el
propuesto en esta tesis), son usualmente reforzados con fibra continua, la cual es
la columna vertebral del material que determina la rigidez y refuerzo en la
dirección de la misma y los esfuerzos locales se transfieren de una fibra a otra.
33
34
Programa Ansys 9.0, versión académica Universidad Nacional de Colombia
Designing Advance Composites, Programa de calculo de la Universidad de Zaragoza
8.4.2.1.1.1 Características de las fibras empleadas
Fibra de Carbono
Para el modelo se emplea una fibra comercial fabricada por Excel, compañía
dependiente de General Electric y cuyas características descritas en el cuadro a
continuación y suministradas por los fabricantes, fueron las empleadas para el
modelo matemático.
AS4/3502 CARBONO
RIGIDEZ
Ex(GPa)
Ey(GPa)
Ez(GPa)
vxy
vxz
vyz
Gxy(GPa)
Gxz(GPa)
Gyz(GPa)
EPOXI
UNIDIREC 70%VF
RESISTENCIA
146
9.7
9.7
0.31
0.3
0.52
5.2
5
3
X(MPa)
X'(MPa)
1650
1350
Y(MPa)
Y'(MPa)
59
200
Z(MPa)
Z'(MPa)
55
250
Sxy(MPa)
Sxz(MPa)
Syz(MPa)
70
75
100
Tabla 1. Fibra de carbono + Epóxi, Ref. EXCEL AS4/3502
De igual manera, para la validación de los modelos se emplearon fibras y matrices
producidas por Sika cuyos valores son aproximados a los empleados en el modelo
matemático, y cuyas características son:
SikaWrap Hex 103C es un tejido de fibras de carbono unidireccionales, de alta
resistencia y alto módulo. El material es saturado en obra usando el sistema
epóxico SikaDur Hex 300 o SikaDur Hex 306 para conformar un sistema de Fibras
de Carbono Reforzado con Polímeros (CFRP), usado para el reforzamiento de
elementos estructurales.
DATOS TECNICOS
PROPIEDADES DE LA LÁMINA CURADA - FIBRA DE CARBONO
• Resistencia a tensión 139,000 psi (960 N/mm2)
• Módulo de elasticidad 10,6e6 psi (73100 N/mm2)
• Elongación a la rotura 1,33 %
• Espesor 1 mm
PROPIEDADES DE LA FIBRA DE CARBONO
• Dirección de la fibra 0° (unidireccional)
• Peso por metro cuadrado 610 g
• Resistencia por cm de ancho 970 Kg
• Resistencia a tensión 500,000 psi (3450 N/mm2)
• Módulo de tensión 34e6 psi (234400 N/mm2)
• Elongación 1,5 %
• Densidad 1,80 g/cc
• Espesor 0,034 cm
Fibra de Vidrio
Las características de la fibra de vidrio descritas en el cuadro a continuación, y
suministradas por el fabricantes, fueron las empleadas para el modelo
matemático.
CONSTANTES
RESISTENCIA MÁXIMA
ELASTICAS
r
Vf Ex Ey
ES
X X’
Y Y’
S
n xy
MATERIAL
gr/cm3 % GPa GPa
GPa MPa MPa MPa MPa MPa
F. de Vidrio /poliéster 1.93 50 38 10 0.26 4.5 750 850 22 110 55
Tabla 2. Fibra de vidrio + Poliéster, Ref. HEX 100G
SikaWrap Hex 100G es un tejido de fibras de vidrio unidireccionales. El material es
saturado en obra usando el sistema epóxico SikaDur Hex 300 o SikaDur Hex 306
para conformar un sistema de polímero reforzado con Fibras de Vidrio (GFRP),
usado para el reforzamiento de elementos estructurales.
DATOS TECNICOS
PROPIEDADES DE LA LÁMINA CURADA - FIBRA DE VIDRIO
• Resistencia a tensión 87,000 psi (600 N/mm2)
• Módulo de elasticidad 3,79e6 psi (26131 N/mm2)
• Elongación a la rotura 2,24 %
• Espesor 1 mm
PROPIEDADES DE LA FIBRA DE VIDRIO
• Dirección de la fibra 0° (unidireccional)
• Peso por metro cuadrado 910 g
• Resistencia por cm de ancho 610 Kg
• Resistencia a tensión 330,000 psi (2275 N/mm2)
• Módulo de tensión 10,5e6 psi (72400 N/mm2)
• Elongación 3,1%
• Densidad 2,54 g/cc
• Espesor 0,0357 cm
8.4.2.1.2 Características de las matrices empleadas
Resina Epóxi
Sikadur 330, resina de impregnación utilizada en los modelos de la presente
investigación, es un sistema de impregnación epóxico de dos componentes,
tixotrópico, libre de solventes.
DATOS TECNICOS
DATOS TIPICOS PARA SIKADUR 330
• Color mezcla
Gris claro
Componente A
Blanco
Componente B
Gris
• Relación de mezcla
A : B = 4 : 1 en peso
• Temperatura de aplicación
+10°C a +35°C
• Temperatura de servicio:
-40°C a +50°C
• Densidad mezcla
1,31 kg/lt
• Vida en el recipiente (5Kg)
30 minutos (a +35ºC)
90 minutos (a +10ºC)
• Tiempo abierto
30 minutos (a +35ºC)
• Viscosidad
Pastosa, no fluido
• Resistencia a tensión
30 N/mm2, 7 días a +23°C
(DIN 53455)
• Módulo a flexión
3800 N/mm2 , 7 dias a +23°C
(ISO 178)
• Módulo a tensión
4500 N/mm2 , 7 dias a +23°C
(DIN 53455)
• Elongación a la rotura
0,9%, 7 días a +23°C
• Temperatura de deflexión
(HDT) Curado HDT
(ASTM D 648) 7d, +10 ºC +36 ºC
7d, +23 ºC +47 ºC
7d, +35 ºC +53 ºC
7d, +10 ºC y 7d, +23 ºC +43 ºC
8.4.2.1.3 Características del núcleo empleado
Poliuretano de Alta Densidad
Para trabajar los núcleos en paneles tipo sándwich existen varios ejemplos de
material (nido de abeja, madera balsa, espumas y los especificados en el cuadro
de materias primas en el capitulo 7 del presente documento), para el caso que se
expone en la presente investigación, se trabajará con un núcleo en espuma cuyas
características se definen a continuación:
CARACTERISTICAS TÉCNICAS
POLIURETANO PUR_40
• Plástico celular con una densidad media de 40 Kg/M3 y una estructura interna de
90% de celdas cerradas, conforme a la norma ASTM-D-1622.
• Auto extinguible: Debido a que incluye en su formulación un retardante contra el
fuego, conforme a la norma ASTM-D-1692.
• Conductividad Térmica: K = 0.132 BTU´s-Pulg./(Hr.)(pie2)( ºF) a una temperatura
de 75 °F (24ºC), conforme a la norma ASTM-C-518.
• Absorción de Agua: 0.03 Lbs. /Pie2 ó 0.0014 Kg.Dm2.
• Transmisión de vapor de agua: 2 Perms (promedio), un PERM es una unidad
que equivale a: un grano de vapor de Agua/ (Pie2) (Hr.) (Pulg. de mercurio) (Una
libra de vapor de agua es igual a 7,000 granos).
• Resistencia a la difusión de vapor de agua: Forma una película de protección
compacta que dificulta la penetración de vapor de agua.
• Resistencia a la intemperie: Resistencia a las influencias atmosféricas (la luz
solar y la lluvia producen únicamente una alteración del color de la superficie
expuesta, tornándose ésta ligeramente quebradiza).
• Resistencia a los productos químicos: Excelente resistencia al agua, agua de
mar, vapores de ácidos, a la mayoría de los solventes, hidrocarburos y aceites
minerales.
• Estabilidad Dimensional: 10% Vol. (máximo) a 70 ºC y 100% HR. 5% Vol.
(máximo) a 70 ºC y 45-50% HR. ambiente.
• Propiedades Mecánicas: Esfuerzo de compresión = 1.0 Kg. /cm2.
• Esfuerzo de tensión = 1.4 Kg. /cm2.
• Temperaturas de servicio: Mínima- 40 ºC, (dependiendo del espesor del panel)
Máxima + 80 ºC
9. PROPUESTA ARQUITECTÓNICA Y DE LOS
ELEMENTOS DEL SISTEMA DE ACUERDO A LAS
EXIGENCIAS DE LA NSR-98
Teniendo en cuenta los parámetros definidos en el Anexo 5, las CONDICIONES
PARA EL MÓDULO ESTRUCTURAL estarán sustentadas en La Estabilidad
Formal la cual será, entonces, uno de los principios fundamentales de la propuesta
estructural del modelo de vivienda donde se propone un modelo cuya estructura
no necesite de grandes refuerzos en los nudos para ser estable, sino que su
geometría misma determine que el comportamiento de la estructura va a ser
bueno en caso de un sismo y sin necesidad de elementos adicionales y
posteriores al planteamiento arquitectónico en la estructura. Se pretende que el
sistema de resistencia sísmica sea una parte generadora de la vivienda misma y
que sea consecuente con su espacialidad.
Es posible que tomar este aspecto como prioritario genere una espacialidad
diferente a la tradicional, esto es positivo, si la espacialidad es resultado de la
concepción integral de la vivienda y de su sistema de resistencia sísmica.
9.1 Modelo Arquitectónico35
Introducción36
Detrás de todo buen proyecto existe un concepto, un núcleo generacional, una
idea, que para su construcción requiere nociones de generación de la forma
matemático -geométricas, conocimiento y manejo de cuestiones significativas y
subjetivas que atañen al hombre como diseñador y como usuario, y una base
material que la sustente aplicada con maestría en un contexto determinado.
Dice Christopher Alexander que al hablar de diseño “el objeto real de la discusión
no es solo la forma sino el conjunto que corresponde a la forma y su contexto”. Si
encaramos el problema desde un punto de vista lógico, cognoscitivo, científico;
¿Es esto suficiente? Aspectos a veces despreciados o ignorados resultan
determinantes de una propuesta.
35
Ver Planos, Anexo 6
COCCATO, Juan Carlos. El Concepto de la Forma en la Arquitectura. Revista Área Digital, Numero 001.
Octubre de 1999
36
Para que una forma espacial tenga significación se requiere de un concepto que le
de contenido, engendrado con una clara y potente intención que se apoye en un
amplio y profundo conocimiento del problema que implica el yo, los otros, el
contexto sociocultural, y el entorno.
El concepto es una síntesis a priori que guía los procesos proyectuales y de
materialización. Hegel rechaza que el contenido sea algo ajeno a la forma, forma y
contenido no están dados separados porque la forma saca de sí misma el
contenido.
La forma tomada como entidad abstracta carece de significación, por ello partimos
del concepto ya que él, lleva implícita tanto la forma, como el contenido (lo que
vale decir que el objeto entonces es totalmente constituido por el concepto). En
estas consideraciones cobra actualidad el concepto de casa de Lao Tse "una casa
no son las paredes y el techo, sino el espacio en que se vive", así resulta claro que
la forma afecta al contenido, pero forma - espacio, forma - contenido resultan una
realidad irrescindible por lo que el sistema proyectual meramente compositivo
conlleva el riesgo de carecer de significado al resultar una composición de
equilibrios generalmente en el plano que no incorpora las múltiples dimensiones
del espacio tiempo limitando las posibilidades creativas.
Planteamiento
El planteamiento arquitectónico para el módulo de vivienda propuesto se basa en
la normativa que actualmente existe en Colombia y la cual esta amparada bajo el
Decreto 206037 del 24 de junio de 2004.
Teniendo en cuenta estos parámetros, se diseño un módulo básico para una
vivienda con la posibilidad que se pueda ir expandiendo en el tiempo, esta
expansión esta sustentada en toda la teoría de desarrollo de Vivienda Progresiva,
teoría y condiciones que no son menester tratar en la presente investigación pero
que sin embargo se encuentran bien documentadas en diferentes libros y artículos
dedicados especialmente a este tema.
El trabajo pretende proporcionar un modelo de vivienda que pueda ir creciendo a
través del tiempo, pero que siga conservando sus características sismo
resistentes. Por esto, para afrontar el problema del crecimiento de la vivienda, a
través de figuras que sean formalmente estables, se requiere una estrategia. Esta
estrategia debe cumplir principalmente dos aspectos:
1. Ocupar totalmente el espacio disponible.
2. Permitir un control sobre la forma y la estructura de las etapas futuras de la
vivienda.
37
Ver Anexo 6
La forma de crecimiento de la vivienda que se ha adoptado empíricamente en la
vivienda popular cumple a cabalidad la primera de las dos condiciones, ya que en
el afán de aprovechar cada centímetro dentro del lote como espacio vendible o
utilizable, se ha llegado, incluso, a sacrificar las condiciones mínimas de
habitabilidad de los espacios, condiciones como iluminación directa, ventilación
natural, acústica, etc. Así mismo, esta forma de crecimiento no controla, de
ninguna manera, los nuevos espacios y estructuras que se adicionan a medida
que se requieren o a medida que la capacidad económica de los propietarios
permite que se amplíe el área utilizable.
El modelo consta de tres espacios cerrados distribuidos en una sola planta sin
posibilidad de ampliación en altura, pues la propuesta y el análisis se especifica
para una única planta, dedicados el primero al área social, el segundo al
dormitorio y el tercero al baño, de igual manera se plantea un espacio abierto que
puede cumplir las funciones de patio trasero y en el cual se puede incluir la cocina.
Otro de los aspectos en que se apoya la propuesta y que enmarca uno de los
factores determinantes en la relación costo beneficio es la industrialización.
Aspecto que será tratado en capitulo mas adelante.
Panel frontal
Panel lateral
Panel posterior
Ilustración 12. Planta arquitectónica del modulo de vivienda propuesto
9.1.1 Elementos constitutivos
Panel38
El panel ha sido elaborado con un laminado unidireccional de espesor equivalente
a 2.5 mm y un núcleo de 60.0 mm., para un total de 65.0 mm. de espesor; una
longitud modular de 61 cm. ó 122 cm. y una altura de 230 cm.
Conectores39
El conector vertical es un elemento cerrado cuyas dimensiones son 90.0 mm. x
65.0 mm. y una longitud de 230 cm., de igual manera se propone un conector
horizontal en forma de “U” como remate superior para los paneles que al mismo
tiempo funciona como cinta de amarre para rigidizar el sistema y cuyas
dimensiones son 90.0 mm x 90.0 mm.
.
38
39
Ver planos, Anexo 6
Ver planos, Anexo 6
9.2 Cálculo y Predimensionamiento
9.2.1 Paneles tipo sándwich
El objetivo para este apartado es analizar las cargas que intervienen en el
desempeño estructural de los paneles tipo sándwich para determinar su
comportamiento y si las dimensiones finales propuestas son las adecuadas.
9.2.1.1 Proceso de cálculo
9.2.1.1.1 Cálculo de la flecha permisible
Teniendo en cuenta las recomendaciones de la NSR - 98, el valor de la flecha
permisible a Flexión se determina por la siguiente formula:
f =
L
250
h
Ilustración 13. Panel compuesto - Dimensiones
L
Para el modelo se supone, que los paneles se encuentran apoyados en los dos
bordes laterales (entre conectores) por lo cual se tendría una deflexión permisible
de:
Panel No 1 L = 61 cm.
f = 61/250
f = 0.244 cm
Panel No 2 L = 122 cm.
f = 122/250
f = 0.488 cm
9.2.1.1.2. Cálculo de pesos: panel y conectores
Panel FIBRA DE CARBONO + EPOXI y núcleo en PUR 40
Cálculo del Volumen para el Laminado y el Núcleo
Vol = L × h × e
Laminado
Panel No 1 Vol. = 0.61 m x 2.30 m x 0.0025 m
Vol. = 0.0035 m³
Panel No 2 Vol. =1.22 m x 2.30 m x 0.0025 m
Vol. = 0.0070 m³
Núcleo
Panel No 1 Vol. = 0.61 m x 2.30 m x 0.06 m
Vol. = 0.084 m³
Panel No 2 Vol. = 1.22 m x 2.30 m x 0.06 m
Vol. = 0.168 m³
Cálculo del Peso para el Laminado y el Núcleo
Laminado
Peso Específico FC + Epoxi = 1600 k/ m³
Panel No 1 Plam = 0.0035 m³ x 1600 k/ m³ x 2 caras
P lam1 = 11.2 kg
Panel No 2 P lam = 0.0070 m³ x 1600 k/ m³ x 2 caras
P lam2 = 22.4 kg
Núcleo
Peso Específico Poliuretano PUR 40 = 40 k/ m³
Panel No 1 Pnuc = 0.084 m³ x 40 k/ m³ x 1 cara
P nuc1 = 3.36 kg
Panel No 2 Pnuc = 0.168 m³ x 40 k/ m³ x 1 cara
P nuc2 = 6.72 kg
Peso Total de los Paneles
Ptotal= Plam+Pnuc
Panel No 1 Pt = 11.2 k + 3.36 k
P total1 = 14.56 kg
Panel No 2 Pt = 22.4 k + 6.72 k
P total2 = 29.12 kg
Panel FIBRA DE VIDRIO + POLIESTER y núcleo en PUR 40
Cálculo del Volumen para el Laminado y el Núcleo
Vol = L × h × e
Laminado
Panel No 1 Vol. = 0.61 m x 2.30 m x .0025 m
Vol. = .0035 m³
Panel No 2 Vol. =1.22 m x 2.30 m x .0025 m
Vol. = .0070 m³
Núcleo
Panel No 1 Vol. = 0.61 m x 2.30 m x .06 m
Vol. = .084 m³
Panel No 2 Vol. = 1.22 m x 2.30 m x .06 m
Vol. = .168 m³
Cálculo del Peso para el Laminado y el Núcleo
Laminado
Peso Específico FV + Poliéster = 1930 k/ m³
Panel No 1 Plam = 0.0035 m³ x 1930 k/ m³ x 2 caras
P lam1 = 13.51 kg
Panel No 2 P lam = 0.0070 m³ x 1930 k/ m³ x 2 caras
P lam2 = 27.02 kg
Núcleo
Peso Específico Poliuretano PUR 40 = 40 k/ m³
Panel No 1 Pnuc = 0.084 m³ x 40 k/ m³ x 1 cara
P nuc1 = 3.36 kg
Panel No 2 Pnuc = 0.168 m³ x 40 k/ m³ x 1 cara
P nuc2 = 6.72 kg
Peso Total de los Paneles
Ptotal= Plam+Pnuc
Panel No 1 Pt = 13.51 k + 3.36 k
P total1 = 16.87 kg
Panel No 2 Pt = 27.02 k + 6.72 k
P total2 = 33.74 kg
Conectores y Cinta de Amarre
Cálculo del Volumen y Peso para el Conector y la Cinta de Amarre
Vol = L × h × e
Peso Específico para el sistema combinado FC + Epóxi = 1640 k/ m³
Conector
Vol. = 0.065 m x 0.09 m x 2.30 m
Peso
Peso = 0.0135 m³ x 1640 k/ m³
Vol. = 0.0135 m³
Peso = 22.14 kg
Cinta de Amarre
Cinta
Vol. = 0.09 m x 2.53 m x .09 m
Peso
Peso = 0.0205 m³ x 1640 k/ m³
Vol. = 0.0205 m³
Peso = 33.62 kg
Peso Específico para el sistema combinado FV + Poliéster = 1970 k/ m³
Conector
Peso
Peso = 0.0135 m³ x 1970 k/ m³
Peso = 26.60 kg
Cinta de Amarre
Peso
Peso = 0.0205 m³ x 1970 k/ m³
Peso = 40.39 kg
9.2.1.1.2.1 Cálculo del peso total
Pesos individuales FIBRA DE CARBONO + EPOXI
Pm 2 panel = 10.38k / m 2
Pmlconector = 9.63k / ml
Pmlc int a = 13.29k / ml
Áreas de Paneles
DIMENSIONES
LONGITUD (mt)
ALTURA (mt)
1.22
2.30
0.61
2.30
0.305
2.30
0.61
0.61
0.305
0.61
CANTIDAD
ÁREA TOTAL (m²)
12
7
4
4
4
33.672
9.821
2.806
1.485
0.744
ÁREA TOTAL PANELES = 48.53 m²
LONG. TOTAL CONECTORES = 78.20 ml
LONG. TOTAL CINTA AMAR. = 21.53 ml
Pesos Finales
ELEMENTO
PANEL
CONECTOR
CINTA AMARRE
DIMENSION
48.53 m²
78.20 ml
21.53 ml
PESO PARCIAL
10.38 k/ m²
9.63 k/ml
13.29 k/ml
PESO TOTAL
503.74 kg
753.07 kg
286.14 kg
PESO TOTAL VIVIENDA = 1542.95 KG
Tabla 3. Peso total alternativa 1. Fibra de Carbono + Epóxi y núcleo PUR_40
Pesos individuales FIBRA DE VIDRIO + POLIESTER
Pm 2 panel = 12.02k / m 2
Pmlconector = 11.57 k / ml
Pmlc int a = 15.96k / ml
Áreas de Paneles
DIMENSIONES
LONGITUD (mt)
ALTURA (mt)
1.22
2.30
0.61
2.30
0.305
2.30
0.61
0.61
0.305
0.61
CANTIDAD
ÁREA TOTAL (m²)
12
7
4
4
4
33.672
9.821
2.806
1.485
0.744
ÁREA TOTAL PANELES = 48.53 m²
LONG. TOTAL CONECTORES = 78.20 ml
LONG. TOTAL CINTA AMAR. = 21.53 ml
Pesos Finales
ELEMENTO
PANEL
CONECTOR
CINTA AMARRE
DIMENSION
48.53 m²
78.20 ml
21.53 ml
PESO PARCIAL
12.02 k/ m²
11.57 k/ml
15.96 k/ml
PESO TOTAL
583.33 kg
904.77 kg
343.62 kg
PESO TOTAL VIVIENDA = 1831.72 KG
Tabla 4. Peso total alternativa 2. Fibra de Vidrio + Poliéster y núcleo PUR_40
9.2.1.1.2.2 Cálculo del peso por m2
Área de la Planta
Apl = 5.97m * 5.78m
Apl = 34.51m 2
FIBRA DE CARBONO + EPOXI
Pm 2 =
Wt
Apl
Pm 2 =
1542.95kg
= 44.71k / m 2
2
34.51m
FIBRA DE VIDRIO + POLIESTER
Pm 2 =
Wt
Apl
Pm 2 =
1831.72kg
= 53.07k / m 2
34.51m 2
9.2.1.1.3. Fuerzas de viento
En el presente apartado se realiza el análisis de las fuerzas de viento que actúan
sobre la vivienda de acuerdo a lo estipulado en la NSR-98, Titulo B.
Teniendo en cuenta que las fuerzas de viento resultan determinantes para el
proyecto en su parte de diseño, la evaluación debe regirse por el ANÁLISIS
COMPLETO40 como se establece en el capitulo B.6.4.3 y subsiguientes.
Proceso de diseño41
Datos específicos:
Ciudad Bogotá
Localización del proyecto en zona de centro de ciudad
Altura de la edificación hmax ≈ 2.70 mt.
1. Velocidad de viento de diseño
Ciudad Bogotá
Región
2
Vel. 80 km/h
2. Velocidad del viento de diseño
Vs = VS1S 2 S3
S1
S2
S3
S4
Coeficiente de topografía
Coeficiente de rugosidad
Grado de seguridad
Variación de densidad del aire
1.0
0.64
1.0
0.7592
Vs = 80 × 1.0 × 0.64 × 1.0 = 51.20km / h
3. Presión dinámica
q = 0.000048Vs 2 S 4
q = 0.000048 × (51.20kph) 2 × 0.7592 = 0.9553KN / m 2
q = 9.55kg / m 2
40
41
NSR-98, Titulo B, Capítulo.6.4.3
Ver Anexo 7
(q en kN/m2 y Vs en kph)
4. Presión ejercida
p = Cpq
Barlovento
Sotavento
p = −0.7 × 0.9553kN / m 2
p = −0.5 × 0.9553kN / m 2
p = −0.66877kN / m 2
p = −0.4777kN / m 2
p = −66.87k / m 2
p = −47.777k / m 2
Fuerza de viento resultante normal a la superficie
F = (Cpe − Cpi )qA
Cpe
Cpi
Coeficiente de presión externa
Coeficiente de presión interna
0.8
06
Barlovento
Fa = (0.8 − 0.6) × 0.9553kN / m 2 × 17.84m 2
Fa = 3.408kN
Fa = 340.8k
Sotavento
Fb = (−0.25 − (−0.3)) × 0.9553kN / m 2 × 17.84m 2
Fb = 0.85kN
Fb = 85.03k
Fuerza de viento resultante a 90º sobre la superficie
Fcd = (−0.8 − (−0.4)) × 0.9553kN / m 2 × 15.606m 2
Fb = −5.963kN
Fb = −596.33k
9.2.1.1.4 Fuerzas totales
Este apartado define las cargas totales aplicadas a la vivienda teniendo en cuenta
los dos tipos de paneles característicos en la conformación del modulo, los
paneles frontales, quienes soportan la cubierta y los paneles laterales, los cuales
proporcionan estabilidad y rigidez al sistema.
Definición de la cubierta
Para el modelo de estudio se propone una cubierta a una sola agua simplemente
apoyada en los paneles frontal y posterior tipo sándwich, compuesta por un panel
metálico inyectado con poliuretano de alta densidad (38 k/m3), recubrimiento por
ambas caras en lamina de acero galvanizada prepintada.
Referencia: Panel Techmet42 A42-P1000-G4, producido por Metecno de Colombia
S.A.
MODELO 1: Fibra de Carbono + Epóxi y núcleo PUR_40
Paneles frontales
DL = Ppropio + Pcub
Qusocub = 35k / m 2
W = 95.53k / m 2 (ver 9.2.1.1.3)
Qt = DL + Quso + W
Qt = 44.71k / m 2 + 10.16k / m 2 + 95.5.3k / m 2 + 35.00k / m 2
Qt = 185.40k / m 2
Paneles laterales
DL = Ppropio
Qusocub = 0
W = 38.21k / m 2 (ver 9.2.1.1.3)
Qt = DL + Quso + W
Qt = 44.71k / m 2 + 0k / m 2 + 38.21k / m 2
Qt = 82.92k / m 2
42
Ver Ficha Técnica, Anexo 6
Nomenclatura
DL
Ppropio
Pcub
Qusocub
W
Carga muerta
Peso propio de la estructura
Peso de la cubierta
Carga viva de la cubierta
Carga de viento
MODELO 2: Fibra de Vidrio + Poliéster y núcleo PUR_40
Paneles frontales
DL = Ppropio + Pcub
Qusocub = 35k / m 2
W = 95.53k / m 2 (ver 9.2.1.1.3)
Qt = DL + Quso + W
Qt = 53.07k / m 2 + 10.16k / m 2 + 95.5.3k / m 2 + 35.00k / m 2
Qt = 193.76k / m 2
Paneles laterales
DL = Ppropio
Qusocub = 0
W = 38.21k / m 2 (ver 9.2.1.1.3)
Qt = DL + Quso + W
Qt = 53.07k / m 2 + 0k / m 2 + 38.21k / m 2
Qt = 91.28k / m 2
9.2.2 Elementos pultruidos
Conectores
El objetivo es analizar las cargas que intervienen en el comportamiento estructural
de los elementos verticales de rigidización que conforman la estructura general del
sistema junto a cada uno de los paneles tipo sándwich para determinar, su
comportamiento y dimensiones finales.
El análisis de los elementos verticales se hace a partir del cálculo de pandeo para
cada uno de ellos. Para este modelo se asume que el conector trabajara bajo las
condiciones del primer caso de Euler, es decir, un elemento empotrado en
voladizo cuya longitud de pandeo Le = 2L
DEFINICIÓN DE LA CARGA POR PANDEO (SECCIÓN PROMEDIO)43
Q max pandeo =
I=
∏ 2 × E (k / cm 2 ) × I (cm 4 )
L2 (cm 2 )
bh3
12
9.0 × (6.5) 2
I=
= 205.97cm 4
12
CONECTOR TIPO 1: Fibra de carbono + Epóxi y núcleo PUR 40
∏ 2 ×97000k / cm 2 × 205.95cm 4
Q max pandeo =
= 3727.17 kg
(230cm) 2
CONECTOR TIPO 2: Fibra de vidrio + Poliéster y núcleo PUR 40
Q max pandeo =
43
∏ 2 ×100000k / cm 2 × 205.95cm 4
= 3842.45kg
(230cm) 2
Ver Plano de Detalle, Anexo 6
9.3 Análisis de la fuerza sísmica
Para el análisis de la fuerza sísmica el la vivienda se emplea el método de la
Fuerza Horizontal Equivalente, cumpliendo con lo estipulado en el Capitulo A,
Titulo A444 de la NSR-98.
Valores de diseño
Los valores determinados para el diseño de la vivienda son:
Ciudad
Zona de Amenaza sísmica
Región
Tipo de suelo
Grupo de uso
Bogotá
Intermedia
5
S2
1
Periodo de la edificación
Ta = Ct × hn3 / 4
Ta = 0.05 × (2.30)3 / 4
Ta = 0.093sg
Espectro de aceleración de diseño
Sa = 2.5 AaI
Sa = 2.5 × 0.20 × 1.0
Sa = 0.5
44
Ver Anexo 8
9.3.1 Análisis por el método de la Fuerza Horizontal Equivalente (FHE)
FIBRA DE CARBONO + EPOXI y núcleo
PUR 40
PISO
hx
hx^k
Wx=Ap*Qm
Wxhx^k
Cvx
Vs
Wxhx^k
Sa*Wtotal
Fx= Cvx*Vs
∑ Wxhx^k
1,00
2,60
2,60
1558,02
4050,85
1,00
10,05
10,05
Cvx
Vs
Fx= Cvx*Vs
Wxhx^k
Sa*Wtotal
4050,85
FIBRA DE VIDRIO + POLIESTER y
núcleo PUR 40
PISO
hx
hx^k
Wx=Ap*Qm
Wxhx^k
∑ Wxhx^k
1,00
2,60
2,60
1558,02
4050,85
4050,85
Tabla 5. Análisis de la Fuerza Horizontal Equivalente
1,00
11,09
11,09
9.4 Planteamiento de los modelos
9.4.1 Objetivo
Recopilar de manera ordenada los resultados de las diferentes alternativas de
combinación propuestas para el presente ejercicio.
9.4.2. Procedimiento
Para este ejercicio y teniendo como base los conceptos generales para la
aplicación de nuevos materiales, se han definido dos alternativas cada una con
dos combinaciones posibles en restricciones. Dichas alternativas dan la posibilidad
de emplear materiales unidireccionales y equilibrados no solo para la construcción
de los paneles de la fachada del proyecto sino también para crear los elementos
que trabajan como sistema de rigidización de la misma.
Cada una de las combinaciones de materiales están especificadas en los cuadros
anexos del presente capitulo y en ellos se especifican las determinantes de diseño
que se definieron para poder realizar el análisis comparativo; en cada ejemplo se
plantea la variación de la sección de acuerdo a los resultados del cálculo previo de
igual manera los ángulos de inclinación para cada uno de los paneles y sus
espesores respectivos con el fin de evaluar la afectación en los costos y las
deformaciones sin dejar de lado los requisitos estáticos del sistema portante
(estabilidad, equilibrio, rigidez y resistencia ).
Terminado este análisis se definen algunas condiciones reales para la fabricación
de cada uno de los elementos constitutivos del sistema. Los adhesivos que se
sugieren por ejemplo para la unión de los elementos de estructura con los paneles
son adhesivos estructurales (resinas epóxi) con el fin de garantizar que dicha junta
no falle cuando el material trabaje a tracción y hasta antes de llegar a su limite
elástico permitiendo de esta forma, que la estructura trabaje según sus
requerimientos mecánicos y físicos.
Sin dejar de lado sus condiciones de manejo y su presentación comercial es
conveniente recordar las siguientes propiedades de las resinas epóxi:
Poca contracción durante el curado
Buenas propiedades mecánicas y elásticas
Capacidad de trabajo adecuada a temperaturas muy bajas, hasta
-200ºC
Buena resistencia química, incluso frente a ácidos no
concentrados
Estabilidad frente al envejecimiento
Además de la construcción de los paneles es preciso definir la construcción de los
elementos verticales y horizontales que componen el sistema esqueletal de la
estructura, para estos emplearemos el proceso de PULTRUSIÓN, donde se
obtienen perfiles de sección constante. Se deduce que el elemento obtenido para
este caso son perfiles estructurales que combinan fibras axiales y fibras
multidireccionales para alcanzar los requerimientos por inercia longitudinal y
transversal.
Los perfiles de pultrusión presentan una resistencia mayor aproximada de cuatro
veces a la resistencia del acero y una densidad equivalente a la cuarta parte.
Poseen un excelente comportamiento ante la humedad, corrosión y aspectos
ambientales, también, son retardantes al fuego y no son conductores eléctricos.
Aunque teóricamente no se definen limites ni inferior ni superior para el tamaño de
las piezas, se debe tener en cuenta que las maquinas estándar pueden fabricar
piezas de 200 mm de ancho x 100 mm de alto hasta 760 mm de ancho por 200
mm de alto, los elementos estructurales diseñados para el ejercicio se encuentran
dentro de estos limites.
9.4.3 Planteamiento del análisis
9.4.3.1 Análisis DAC
DAC (Designing Advanced Composites). Programa desarrollado por la
Universidad de Zaragoza en el Departamento de Ingeniería Mecánica y
específicamente en el laboratorio de materiales compuestos. Este programa se
basa en el método de análisis de elementos finitos (MEF) que soluciona la
desviación (flecha) y la fuerza de un laminado simétrico rectangular tipo placa o
sándwich que posea condiciones de sistema simplemente apoyado o
empotramiento en dos lados opuestos. La carga puede ser una carga
puntualmente localizada o una presión uniforme sobre la placa entera, el laminado
y el núcleo del sándwich pueden ser cualquier tipo de material.
A partir de los datos obtenidos en el análisis estructural se procedió a modelar el
material en el programa, al igual que todos los programas de elementos finitos, el
DAC esta dividido en módulos. Para el presente análisis se empleó el modulo
PLATES, modulo que permite analizar el laminado de manera independiente pero
de igual manera nos da la posibilidad de analizar el panel tipo sándwich de
manera global.
En la Figura 14 se presenta una explicación gráfica del funcionamiento del modulo
y los datos que se deben ingresar para el modelo.
Modulo PLATES, datos de entrada (Pre-Procesador)
4
1
3
6
5
8
2
7
Ilustración 14. Panel del pre-procesador programa DAC
Los datos que se ingresan al programa son:
1. Material del laminado:
Fibra de Carbono + Epóxi AS4/3502
Fibra de Vidrio + Poliéster HEX 100G
2. Material del núcleo:
Poliuretano de alta densidad PUR 40
3. Numero de sublaminados:
Dos capas cada una de 1.25 mm
4. Orientación de las laminas:
0º, 90º, 45º, -45º
0º, 90º, 0º, 90º
5. Dimensiones del panel: Se toma la dimensión mayor que corresponde al panel
1 descrito en el apartado 9.2.1.1.1
6. Dimensión del núcleo:
Espesor final de la espuma 60 mm
7. Carga aplicada:
La resultante del análisis estructural Perpendicular al plano
8. Condiciones de apoyo
Las especificadas en el apartado 9.4.3
Para el modelo, los datos45 que se ingresan son ciertos, la base de datos para
materiales contiene los materiales especificados en el apartado 8.4.2 del presente
documento.
Modulo PLATES, cálculo (Procesador)
El procesador controla los parámetros preestablecidos para el modelo. Para la
solución final calcula la desviación en la primera y última lámina del laminado a
partir de la aplicación de la carga de falla, de igual manera lo realiza en el núcleo;
toma en cuenta el criterio máximo de tensión de esquileo para el análisis
ínterlaminar. Las tensiones en el núcleo y el laminado se analizan
matemáticamente y se demuestran luego gráficamente. De igual manera, se
puede realizar un análisis de sensibilidad comparando las curvas de desviación y
de fuerza contra el número de capas, orientación, carga, geometría, etc.
Modulo PLATES, datos de salida (Pos-Procesador)
Los datos que se pueden obtener al revisar los resultados son:
Desviación en el plano para la primera y la última lámina.
Coeficiente de seguridad para la primera y la última lámina.
Esfuerzos en el plano:
Plano x
Plano y
Cortante en el plano xy
Esfuerzos interlaminares: Tensión en el plano xy
Tensión en el plano yz
Todos estos resultados pueden ser graficados como se observa en el Anexo 9 del
presente documento, de igual manera se pueden obtener datos de costo final
relacionando el valor del material y el valor de fabricación y de esta manera poder
realizar un análisis de sensibilidad aproximado a la realidad.
45
Ver Anexo 9
9.4.3.1.1 Análisis comparativo46
Modelos 1 y 3
Para el presente modelo se considera una condición de apoyo de articulaciónarticulación en los extremos del panel de acuerdo a las condiciones exigidas por el
programa en el panel de acceso de datos.
ANÁLISIS COMPARATIVO
MODELO DAC
PANELES FRONTALES
LAMINA EN FIBRA DE
CARBONO + EPOXI TEJIDO
UNIDIRECCIONAL
MODELO 1
AS4/3502 + PUR_40
FPF
LPF
PROMEDIO
FPF
COEFICIENTE SEGURIDAD
LPF
DESPLAZAMIENTO
ESFUERZOS EN EL PLANO
SIGMA 1
SIGMA 2
SIGMA 6
SIGMA 4
ESFUERZOS
INTERLAMINARES
SIGMA 5
1,93E-03
1,96E-03
1,95E-03 mt
1,851E+01
1,850E+01
-1,010E+07
1,010E+07
-3,100E+06 Pa
3,100E+06
-2,850E+06
2,850E+06
0,000E+00
4,470E+02
Pa
0,000E+00
1,610E+03
DESPLAZAMIENTO ADMISIBLE
CARGA TOTAL
ESFUERZO ADMISIBLE EN EL
PLANO
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03 mt
6,90E-03
1,85E+05
1,85E+05 Pa
M
7,93E+04
CONDICIONES DEL MODELO
H
L
LAMINA EN FIBRA DE VIDRIO
+ POLIESTER TEJIDO
EQUILIBRADO
MODELO 3
HEX 100G + PUR_40
FPF
LPF
PROMEDIO
FPF
COEFICIENTE SEGURIDAD
LPF
DESPLAZAMIENTO
ESFUERZOS EN EL PLANO
SIGMA 1
SIGMA 2
SIGMA 6
ESFUERZOS
INTERLAMINARES
SIGMA 4
SIGMA 5
2,90E-03
3,44E-03
3,17E-03 mt
8,024E+00
1,790E+01
-1,000E+07
1,000E+07
-3,280E+06 Pa
3,280E+06
-2,240E+06
2,240E+06
0,000E+00
4,560E+02
Pa
0,000E+00
1,660E+03
DESPLAZAMIENTO ADMISIBLE
CARGA TOTAL
ESFUERZO ADMISIBLE EN EL
PLANO
Tabla 6. Análisis comparativo Modelos 1 y 3 DAC
46
Para el análisis matemático, Ver Anexo 9
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03 mt
6,90E-03
1,94E+05
1,94E+05 Pa
M
6,80E+04
VALORES CONSTANTES
L panel (mt) = 1,220
H panel (mt) = 2,300
e panel (mt) = 0,065
Modelos 2 y 4
Las condiciones de apoyo manejadas para el modelo presente son de
empotramiento y articulación considerando que la cinta de amarre sirve como
apoyo por ser continua y estar apoyada sobre los conectores.
ANÁLISIS COMPARATIVO
MODELO DAC
PANELES FRONTALES
MODELO 2
LAMINA EN FIBRA DE
CARBONO + EPOXI TEJIDO
UNIDIRECCIONAL
AS4/3502 + PUR_40
FPF
LPF
PROMEDIO
FPF
COEFICIENTE SEGURIDAD
LPF
DESPLAZAMIENTO
ESFUERZOS EN EL PLANO
SIGMA 1
SIGMA 2
SIGMA 6
ESFUERZOS
INTERLAMINARES
MODELO 4
SIGMA 4
SIGMA 5
1,91E-03
1,94E-03
1,92E-03 mt
1,891E+01
1,894E+01
-8,190E+06
8,190E+06
-2,930E+06 Pa
2,930E+06
-2,580E+06
2,580E+06
0,000E+00
5,420E+02
Pa
0,000E+00
1,560E+03
DESPLAZAMIENTO ADMISIBLE
CARGA TOTAL
ESFUERZO ADMISIBLE EN EL
PLANO
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03 mt
6,90E-03
1,85E+05
1,85E+05 Pa
M
7,93E+04
CONDICIONES DEL MODELO
H
L
LAMINA EN FIBRA DE VIDRIO
+ POLIESTER TEJIDO
EQUILIBRADO
HEX 100G + PUR_40
FPF
LPF
PROMEDIO
FPF
COEFICIENTE SEGURIDAD
LPF
DESPLAZAMIENTO
ESFUERZOS EN EL PLANO
SIGMA 1
SIGMA 2
SIGMA 6
ESFUERZOS
INTERLAMINARES
SIGMA 4
SIGMA 5
2,77E-03
3,25E-03
3,01E-03 mt
7,057E+00
1,893E+01
-8,170E+06
8,170E+06
-3,270E+06 Pa
3,270E+06
-2,030E+06
2,030E+06
0,000E+00
6,670E+02
Pa
0,000E+00
1,550E+03
DESPLAZAMIENTO ADMISIBLE
CARGA TOTAL
ESFUERZO ADMISIBLE EN EL
PLANO
Tabla 7. Análisis comparativo Modelos 2 y 4 DAC
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03 mt
6,90E-03
1,94E+05
1,94E+05 Pa
M
6,80E+04
VALORES CONSTANTES
L panel (mt) = 1,220
H panel (mt) = 2,300
e panel (mt) = 0,065
9.4.3.2 Análisis ANSYS (Bidimensional)
Para un Modelamiento en Elementos Finitos más preciso, se ha utilizado en
segunda instancia el programa ANSYS versión 9.0 licenciada a la Facultad de
Ingeniería en la Maestría de Materiales y Procesos. Ansys es una herramienta
para modelado de problemas complejos de diferentes tipos de estructuras en
elementos finitos. Ansys puede exhibir los resultados del análisis en una serie de
gráficos de alta resolución que pueden ser cotejados con los resultados del
modelo propuesto.
Metodología de diseño
Para los modelos propuestos en la presente tesis se emplea uno de los módulos
componentes del programa, el PLANE4247. El método de elementos finitos es útil
en la solución de armaduras y estructuras utilizando elementos LINK y BEAM; sin
embargo, el verdadero potencial del método se explota con las aplicaciones en
dos y tres dimensiones. Se debe resaltar sin embargo la importancia de planear
adecuadamente el trabajo de modelamiento para representar los elementos bajo
análisis, con el fin de limitar los posibles errores obtenidos en la solución.
Modelamiento
Como inicio para poder solucionar el problema se debe realizar un enmallado
previo, el programa utilizado tiene una licencia para poder evaluar hasta 32.000
nodos, lo que limita la dimensión de la malla para el presente ejercicio. El
modelamiento se realizo en dos dimensiones teniendo en cuenta que se
empleaban dos materiales diferentes, la malla dibujada se definió a partir del
espesor del laminado, 2.5 mm por cada cara para así lograr una distribución
simétrica. En el modelamiento con elementos bidimensionales se involucran por lo
general muchos más elementos y nodos que en los modelos con elementos
unidimensionales. Por lo tanto, hay mayores fuentes de posibles errores de
ejecución y de precisión numérica. Los errores de ejecución se producen por un
modelo sin suficientes restricciones, definiciones inadecuadas de elementos,
constantes, materiales, etc. Estos errores son previstos por el programa, y
ocasionan un mensaje de error o de advertencia. Los errores de precisión
numérica pueden producirse por tres causas: distorsión de los elementos,
violaciones de compatibilidad de los elementos o matrices de rigidez mal
condicionadas.
Tres componentes básicos que se deben tener en cuenta en el manejo de
ANSYS, el programa posee en preprocesador, el cual determina las condiciones
del modelo; un procesador, el cual da la solución final y controla los parámetros de
definición y por ultimo un posprocesador, el cual expide los resultados del modelo.
47
Ver Anexo 10
Lo primero que se involucra al programa es la geometría del modelo a partir de las
condiciones definidas en el modulo PLANE42, después de esto las condiciones de
material y los requisitos estáticos del modelo.
Generación de los modelos
Previo al análisis estático de cada uno de los modelos se realizar tres pasos
importantes:
1. Enmallado del modelo, lo que garantiza una discretización del
dominio.
2. Se definen los atributos para el enmallado, se ha seleccionado
para el modelado una malla cuadrada.
3. Se garantiza la unión de los elementos teniendo en cuenta que
para el modelo se trabal con tres áreas diferentes, sin embargo
se mantiene la misma malla.
9.4.3.2.1 Alternativas 1 - 2 (Conector + tercio de panel)
FIBRA DE CARBONO + EPOXI y núcleo PUR_40
FIBRA DE VIDRIO + POLIESTER y núcleo PUR_40
CONDICIONES DE LOS MODELOS 1 - 3
El modelo se analiza bajo las siguientes condiciones:
1.
2.
3.
4.
Aplicación de cargas perpendiculares al plano
Restricciones de apoyo laterales
Evaluación de los desplazamientos
Análisis de esfuerzos en el laminado y en el panel
ARCHIVO DE DATOS
Las condiciones estáticas definidas para los modelos 1 y 3 corresponden a las
mismas condiciones planteadas para el programa DAC.
APLICACIÓN DE CARGAS
Para el modelo 1 se asume que la carga esta aplicada en el plano perpendicular al
panel, para el análisis se realizo una simplificación y se determina una sección
compuesta por el conector con una sección del panel a cada extremo. La sección
en total tiene una longitud de 270 mm. por 65 mm., los valores de carga
corresponden a los valores determinados en el análisis estructural.
MODELO ESTRUCTURAL 1/3 - Condiciones estáticas48
Núcleo poliuretano
PUR_40
e 65 mm
Laminado
90 mm
90 mm
Conector
90 mm
Sección
de panel
Ilustración 15. Vista de Planta modelo 1 (sección de panel - L/3 - y conector)
EVALUACION DE DESPLAZAMIENTOS
Desplazamientos en los planos X y Y - Primera Condición de carga.
Es determinante para la propuesta la evaluación de la relación carga-flecha para
esta primera condición de carga, pues es imperioso verificar ante cargas
perpendiculares, no solo que el panel este cumpliendo con la flecha permisible si
no, de paso, verificar la condición de esbeltez del mismo.
ANÁLISIS DE ESFUERZOS
Muchos de los componentes estructurales en servicio, también los elementos
fabricados con materiales compuestos, están sujetos a historias de carga que
varían en el tiempo en forma cíclica. Esto provoca un proceso de deterioro
progresivo de sus propiedades mecánicas. En consecuencia, las cargas con
valores variables a lo largo del tiempo provocan fatiga sobre las piezas en servicio,
lo que produce falla a valores de tensión inferiores a las fallas producidos en
cargas constantes o estáticas. Para este modelo se han aplicado las cargas
máximas de esfuerzo a las que estarán sometidos los paneles durante la vida útil
con el fin de obtener un valor mas aproximado al comportamiento real de los
elementos. Es de anotar que para el proyecto las simplificaciones son parte
48
Nota: el presente modelo se propuso teniendo en cuenta la capacidad de resolución de la versión del programa
ANSYS con el cual se trabajo ya que esta solo puede procesar hasta 32000 nodos.
característica para su análisis y no se han tenido en cuenta otros aspectos, como
la fatiga, la relación ínterlaminar, etc., aspectos que ameritan otra investigación.
9.4.3.2.1.1 Análisis comparativo49
Modelos 1 y 3
ANÁLISIS COMPARATIVO
MODELO ANSYS
CONDICIONES DEL MODELO
MODELO 1
LAMINA EN FIBRA DE
CARBONO + EPOXI
TEJIDO UNIDIRECCIONAL
L
AS4/3502 + PUR_40
DESPLAZAMIENTO
ESFUERZO
MODELO 3
X
Y
TOTAL
X
Y
6,47E-07
3,10E-09
5,90E-06
2,06E+05
4,93E+04
DESPLAZAMIENTO ADMISIBLE
ESFUERZO ADMISIBLE
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03
6,90E-03
1,85E+05
1,85E+05
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03
6,90E-03
1,94E+05
1,94E+05
LAMINA EN FIBRA DE
VIDRIO + POLIESTER
TEJIDO EQUILIBRADO
HEX 100G + PUR_40
DESPLAZAMIENTO
ESFUERZO
X
Y
TOTAL
X
Y
9,55E-07
3,21E-09
1,09E-04
4,22E+04
4,56E+04
Tabla 8. Análisis comparativo Modelos 1 y 3 ANSYS
49
Para el análisis matemático, Ver Anexo 11
DESPLAZAMIENTO ADMISIBLE
ESFUERZO ADMISIBLE
9.4.3.3 Análisis ANSYS (Laminas)
Metodología de diseño
Para el modelado de las laminas se empleo el modulo SHELL6350. Los elementos
SHELL encuentran gran aplicación en el modelamiento de estructuras hechas a
partir de láminas o en elementos de pared delgada. Algunas variaciones de este
elemento (SHELL91) pueden utilizarse para modelar varias capas de elementos
delgados, como ocurre en el modelamiento de materiales compuestos.
Modelamiento
Para este modulo se siguen las condiciones estáticas y de material propuestas
inicialmente, los valores requeridos son los mismos. El procedimiento de
modelado sin embargo cambia, las constantes reales de los materiales son
indispensables y es necesario modelar capa por capa del panel tipo sándwich. Es
así, que para este modulo se introduce primero el laminado superior a
continuación el núcleo y por último el laminado inferior. Es recomendable realizar
un procedimiento de fusión y compresión de elementos antes de enmallar, debido
a que al realizar un modelo pueden presentarse entidades duplicadas (una sobre
otra), que pueden ocasionar problemas en el momento de realizar el enmallado.
Lo primero que se involucra al programa es la geometría del modelo a partir de las
condiciones definidas en el modulo SHEL63, después de esto las condiciones de
material y los requisitos estáticos del modelo.
Generación de los modelos
Previo al análisis estático de cada uno de los modelos se realizar tres pasos
importantes:
1. Enmallado del modelo, lo que garantiza una discretización del
dominio.
2. Se definen los atributos para el enmallado, se ha seleccionado
para el modelado una malla rectangular.
3. Se garantiza la unión de los elementos teniendo en cuenta que
para el modelo se trabal con tres áreas diferentes, sin embargo
se mantiene la misma malla.
50
Ver Anexo 10
9.4.3.3.1 Alternativas 1 - 2 (Panel completo + cargas combinadas)
FIBRA DE CARBONO + EPOXI y núcleo PUR_40
FIBRA DE VIDRIO + POLIESTER y núcleo PUR_40
CONDICIONES DEL MODELO
El modelo se analiza bajo las siguientes condiciones:
1.
2.
3.
4.
Aplicación de cargas combinadas
Restricciones de apoyo laterales
Evaluación de los desplazamientos
Análisis de esfuerzos combinados
ARCHIVO DE DATOS
Las condiciones estáticas definidas para los modelos 1 y 2 corresponden a las
mismas condiciones planteadas para el programa DAC.
APLICACIÓN DE CARGAS
Para el modelo propuesto se realiza un análisis de cargas combinadas tanto en
sentido paralelo al plano como en sentido perpendicular. Los resultados se
evalúan contra los resultados obtenidos en el predimensionamiento y cálculo
estructural previamente realizado.
MODELO ESTRUCTURAL Condiciones estáticas
Ilustración 16. Condiciones
estáticas del panel
9.4.3.3.1.1 Análisis comparativo51
Paneles 1 y 2
Condiciones de Mallado y Carga distribuida por unidad de longitud
Ilustración 17. Condiciones de mallado y cargas en el panel
51
Para el análisis matemático, Ver Anexo 11
ANÁLISIS COMPARATIVO
MODELO ANSYS
CONDICIONES DEL MODELO
PANEL 1
LAMINA EN FIBRA DE
CARBONO + EPOXI
TEJIDO UNIDIRECCIONAL
AS4/3502 + PUR_40
DESPLAZAMIENTO
ESFUERZO
0,00E+00
0,00E+00
5,59E-04
1,01E+03
1,01E+03
X
Y
Z
X
Y
DESPLAZAMIENTO ADMISIBLE
ESFUERZO ADMISIBLE
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03
6,90E-03
1,01E+03
1,01E+03
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03
6,90E-03
1,11E+03
1,11E+03
LAMINA EN FIBRA DE
VIDRIO + POLIESTER
TEJIDO EQUILIBRADO
PANEL 2
HEX 100G + PUR_40
DESPLAZAMIENTO
ESFUERZO
X
Y
Z
X
Y
0,00E+00
0,00E+00
1,35E-03
1,11E+03
1,11E+03
Tabla 9. Análisis comparativo Paneles 1 y 2 ANSYS
DESPLAZAMIENTO ADMISIBLE
ESFUERZO ADMISIBLE
9.4.3.3.2 Alternativas 1 - 2 (Panel completo + conectores)
Metodología de diseño
Para el modelado del panel completo se empleo el modulo PLANE4252. Este
modelo se aplica a la condición estática mas critica definida en proyecto
estructural (ver anexo 6, plano estructural).
Modelamiento
Como inicio para poder solucionar el problema se debe realizar un enmallado
previo, el programa utilizado tiene una licencia para poder evaluar hasta 32.000
nodos, lo que limita la dimensión de la malla para el presente ejercicio. El
modelamiento se realizo en dos dimensiones teniendo en cuenta que se
empleaban dos materiales diferentes, la malla dibujada se definió a partir del
espesor del laminado, 2.5 mm por cada cara para así lograr una distribución
simétrica. En el modelamiento con elementos bidimensionales se involucran por lo
general muchos más elementos y nodos que en los modelos con elementos
unidimensionales. Por lo tanto, hay mayores fuentes de posibles errores de
ejecución y de precisión numérica. Los errores de ejecución se producen por un
modelo sin suficientes restricciones, definiciones inadecuadas de elementos,
constantes, materiales, etc. Estos errores son previstos por el programa, y
ocasionan un mensaje de error o de advertencia. Los errores de precisión
numérica pueden producirse por tres causas: distorsión de los elementos,
violaciones de compatibilidad de los elementos o matrices de rigidez mal
condicionadas.
Generación de los modelos
Previo al análisis estático de cada uno de los modelos se realizar tres pasos
importantes:
1. Enmallado del modelo, lo que garantiza una discretización del
dominio.
2. Se definen los atributos para el enmallado, se ha seleccionado
para el modelado una malla rectangular.
3. Se garantiza la unión de los elementos teniendo en cuenta que
para el modelo se trabal con tres áreas diferentes, sin embargo
se mantiene la misma malla.
52
Ver Anexo 10
FIBRA DE CARBONO + EPOXI y núcleo PUR_40
FIBRA DE VIDRIO + POLIESTER y núcleo PUR_40
CONDICIONES DEL MODELO
El modelo se analiza bajo las siguientes condiciones:
1.
2.
3.
4.
Aplicación de cargas perpendiculares al plano
Restricciones de apoyo laterales
Evaluación de los desplazamientos
Análisis de esfuerzos combinados
ARCHIVO DE DATOS
Las condiciones estáticas definidas para los modelos 1 y 2 corresponden a las
mismas condiciones planteadas para el programa DAC.
APLICACIÓN DE CARGAS
Para el modelo propuesto se realiza un análisis de carga en sentido perpendicular
al plano del elemento. Los resultados se evalúan contra los resultados obtenidos
en el predimensionamiento y cálculo estructural previamente realizado.
9.4.3.3.2.1 Análisis comparativo53
MODELO
ESTRUCTURAL
Condiciones estáticas
-
Ilustración 18. Condiciones de carga
y apoyos en el panel
53
Para el análisis matemático, Ver Anexo 11
ANÁLISIS COMPARATIVO
MODELO ANSYS
CONDICIONES DEL MODELO - PANEL/CONECTORES
PANEL 1
LAMINA EN FIBRA DE
CARBONO + EPOXI
TEJIDO UNIDIRECCIONAL
AS4/3502 + PUR_40
DESPLAZAMIENTO
ESFUERZO
PANEL 2
X
Y
PROMEDIO
X
Y
4,60E-07
7,85E-05
3,95E-05
5,65E+05
1,45E+05
DESPLAZAMIENTO ADMISIBLE
ESFUERZO ADMISIBLE
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03
6,90E-03
7,93E+04
7,93E+04
X
Y
TOTAL
X
Y
4,88E-03
4,88E-03
6,90E-03
6,80E+04
6,80E+04
LAMINA EN FIBRA DE
VIDRIO + POLIESTER
TEJIDO EQUILIBRADO
HEX 100G + PUR_40
DESPLAZAMIENTO
ESFUERZO
X
Y
PROMEDIO
X
Y
1,70E-06
1,13E-04
5,74E-05
2,29E+05
1,35E+05
DESPLAZAMIENTO ADMISIBLE
ESFUERZO ADMISIBLE
Tabla 10. Análisis comparativo Paneles 1 y 2 + Conectores ANSYS
9.5 Análisis de los modelos
En este apartado se presentan las conclusiones que se derivan de los modelos
matemáticos realizados durante la presente investigación. El objetivo principal de
esta tesis es el estudio experimental de paneles estructurales utilizando fibras
sintéticas y resinas al exterior y espumas de alta densidad al interior,
determinando la capacidad portante última y el desplazamiento de los distintos
modelos presentados, así como los distintos modos de fallo que se producen en
función del refuerzo diseñado.
El estudio experimental realizado ha permitido conocer los parámetros
fundamentales que caracterizan los mecanismos que rigen el comportamiento
hasta la deformación máxima de las estructuras reforzadas con materiales
compuestos. Así, se dispone de información confiable, acerca de las
características mecánicas, de la evolución de las reacciones ante distintas
condiciones de apoyo, de las deformaciones en el laminado y el núcleo, de las
flechas en el centro del panel y del comportamiento de las fibras utilizadas. Y todo
ello, para validar un modelo propuesto, que hace que estos resultados sean aporte
a confrontar una relación costo-beneficio con otro tipo de sistemas que usan
materiales compuestos y que en la actualidad son aplicados a sistemas de
solución de viviendas en Colombia.
Queda demostrado, por lo menos teóricamente, que la aplicación de los materiales
compuestos dentro de la Arquitectura es una realidad, realidad que puede ser
fomentada en Colombia teniendo en cuenta que existen hoy en día, diseños de
estructuras de sistemas de vivienda en diferentes países. De igual manera es
claro, que este tipo de sistemas aventaja a cualquier sistema tradicional bajo
condiciones de análisis estructural, ventajas que se podrían resumir como:
No se presentan problemas de corrosión, que afecten la
adherencia entre el laminado externo y el núcleo.
No se manejan estructuras ni elementos de reparación pesados,
lo que facilita la colocación de elementos auxiliares y en general,
mejora la puesta en obra.
No es necesaria una superficie de adherencia perfectamente
plana. Como es el caso de sistemas que emplean lamina metálica
y en alguna medida también para el caso de las láminas rígidas
de fibras sintéticas.
A nivel experimental, la combinación de fibras y espumas en sustitución de
materiales convencionales para la generación de sistemas portantes en donde se
tiene la posibilidad de alternar, en un solo componente, varios tipos de fibras y
orientaciones de la misma, como método para incrementar la capacidad portante
de un elemento estructural, presenta grandes ventajas en relación a las técnicas
tradicionales, ya que ambas aunque respetan las características geométricas de la
sección transversal del panel el empleando materiales compuestos, da lugar a una
gran reducción de los medios auxiliares de puesta en obra.
Metodología de modelamiento empleada:
1) Los datos obtenidos de la serie de modelos de caracterización de materiales
han resultado esenciales para la determinación de los valores de deformación y
esfuerzo último, así como también la técnica de aplicación y las características de
las resinas, epóxica y de poliéster, empleadas en la presente investigación.
2) La disposición de los laminados y la orientación propuesta para cada uno de
ellos, ha sido la adecuada, ya que han permitido la descripción del
comportamiento ante esfuerzos y deformación de las estructuras estudiadas.
3) El desarrollo de cálculos preliminares tendientes a elaborar los ensayos es
indispensable para el planteamiento correcto de la fase experimental (verificación
de esfuerzo a compresión, flexión y corte). Gracias a la utilización de un modelo
numérico se puede valorar previamente el comportamiento estructural y la
magnitud de las fuerzas y esfuerzos actuantes sobre los modelos, permitiendo
modelar el laminado en conjunto con el núcleo de tal manera que se pueda
obtener un panel adecuado alcanzando datos fiables para compararlos con el
análisis estructural previo.
9.5.1 Conclusiones específicas
9.5.1.1 Análisis modelos DAC
Para el programa DAC se realizaron cuatro modelos los cuáles se describen a
continuación:
ALTERNATIVA 1
FIBRA DE CARBONO + EPOXI y núcleo PUR 40
Primer Modelo MODEL1FCE54
Para este modelo se tienen presentes: los materiales especificados en el apartado
8.4.2 y la primera condición de orientación de los laminados, condiciones que se
especifican en el anexo correspondiente a este modelo.
9.5.1.1.1 Desviación (Flecha)
El presente análisis hace énfasis en la flecha resultante obtenida en el modelo
numérico la cual, luego se compara con la flecha admisible obtenida en el análisis
estructural (ver 9.2.1.1.1).
Para los modelos planteados en la presente investigación y analizados a partir del
programa DAC, se determinan las siguientes condiciones para la definición de
flecha resultante:
a. La flecha obtenida mediante este programa, no se refiere a la flecha de la
primera ni de la última lámina, se refiere a la flecha obtenida al romperse la
primera lámina o cuando se rompe la última lámina.
b. Primera o última lámina no refiere a la disposición espacial de las láminas, se
refiere a la lámina que rompe primero o la lámina que rompe de último al aplicar la
carga.
Desviación (Flecha) para la primera lamina
La flecha presentada para la primera lámina fue de 0.00193065 m y la flecha
admisible según calculo es de 0.00488 m, lo que indica que el primer modelo ante
deformada es valido. De la misma manera se observa que la deformada
corresponde al 60.5% de la permisible, lo que haría posible disminuir el laminado y
aumentar el núcleo.
54
Ver Anexo 9
Desviación (Flecha) para la última lámina
Por otro lado, el resultado en la última lámina muestra una deformada 60.8%
menor a la permisible, pues su valor, f = 0.00196203 es menor al de la flecha
admisible. Por lo tanto ante desviación (flecha) el primer modelo es valido.
9.5.1.1.2 Coeficiente de seguridad
Los siguientes datos muestran los valores definidos para la rotura de la primera y
la última lámina (18.5063, 18.5027), de igual manera estos valores indican los
coeficientes de seguridad del panel, si los valores tienen las siguientes
características:
< 1.0
> 1.0
el laminado se está rompiendo
el laminado está soportando
se puede concluir que para el modelo estudiado el diseño del material y la
orientación de las láminas son las adecuadas, aunque los coeficientes de
seguridad sean muy altos. Vale la pena aclarar que no existen datos estadísticos
que limiten los coeficientes de seguridad a un valor determinado.
9.5.1.1.3 Esfuerzos en el plano
La Figura 19 de manera gráfica y a modo de ejemplo indica los valores de
esfuerzo máximo, tanto de tracción como de compresión en el centro de la placa,
de igual manera presenta el valor del cortante máximo para el sistema; valores
que pueden ser cotejados con los resultados obtenidos en el análisis estructural
del modelo.
ESFUERZO EN EL PLANO
Ilustración 19. Representación grafica de Esfuerzos en el plano de un panel tipo sándwich
El grafico presenta tres valores esenciales: Sigma 1 corresponde a los esfuerzos
en el eje X, Sigma 2 corresponde a los esfuerzos en el eje Y, y Sigma 3
corresponde a los esfuerzos de cortante en el plano XY.
De acuerdo a los datos registrados en la Tabla 7 el esfuerzo en el plano XY, el
cual es el que interesa, esta por debajo del esfuerzo admisible lo que indica que el
panel esta cumpliendo con las exigencias ante la solicitud de carga
preestablecida.
9.5.1.1.4 Esfuerzos interlaminares
Los datos obtenidos en este análisis presentan el comportamiento del panel ante
exigencia de carga máxima. Se presentan dos valores: Sigma 4 corresponde a la
cortadura en el plano XZ, Sigma 5 corresponde a la cortadura en e plano YZ.
Para este análisis es claro que el panel esta sufriendo una cortadura antes de la
aplicación de la fuerza máxima, aunque no es critico se podría solucionar
adicionando fibras al borde e incluyendo en el análisis la cinta de amarre superior.
9.5.1.1.5 Variación por altura
De acuerdo al proyecto propuesto y teniendo en cuenta que algunos paneles
varían de altura para poder salvar la pendiente necesaria en la cubierta (ver corte
transversal proyecto arquitectónico), el presente modelo muestra la variación de
deformación del panel cuya medida promedio se fijo en 2.70 mt. El análisis se
hace a partir de una discretización usando como parámetro la repetición a partir de
puntos y tomando un valor de 10, aunque este valor podría ser mayor se
considera que para el modelo es adecuado.
Al igual que en el análisis anterior, para este modelo se evalúan las mismas
condiciones de deformación y cortante en el plano, en este caso, de igual manera
se deben cumplir las condiciones para flecha y esfuerzo admisible.
En el modelo la deformación máxima a 2.70 mt cuyo valor es f = 0.00204451, esta
por debajo del valor permisible, f = 0.00488 mt., en un 58.2%. Por lo que se
concluye que el panel es el apropiado aunque seria posible disminuir el laminado y
aumentar el núcleo en su espesor.
Segundo Modelo MODEL2FCE55
Para el segundo modelo se propuso la variación en el ángulo del laminado, es
decir, en lugar de tener una orientación de láminas de 0º, 90º, 45º, -45º; se
proponía una orientación de 0º, 90º, 0º, 90º; pero al obtener los datos en ningún
caso variaron los resultados originales, lo que concluye que en un compuesto
como el presente de fibras unidireccionales, al variar la orientación de la lamina en
el laminado solo se están compensando esfuerzos sobre la misma.
Sin embargo para este modelo se propone una variación en la restricción de los
apoyos, vale la pena recordar que el primer modelo tiene restricciones de
simplemente apoyado en los dos sentidos, para este modelo se propone
empotramiento en el extremo inferior y los laterales se dejan simplemente
apoyados.
Después de comparar los resultados, para deformación, esta solo disminuyo en un
8.5% manteniendo las mismas condiciones de material y orientación del laminado.
Por el contrario el coeficiente de rotura aumenta en un 8.0%, valor que es lógico si
se tiene en cuenta que en el apoyo inferior se esta colocando un empotramiento lo
que modifica el comportamiento estructural del elemento. Los esfuerzos para el
interlaminado de igual manera están disminuyendo en un 8.0%. Si se promedian
los valores, se esta concluyendo que las variaciones para deformación y esfuerzo
al cambiar las condiciones de apoyo solo varían ±8.0%.
ALTERNATIVA 2
FIBRA DE VIDRIO + POLIESTER y núcleo PUR 40
Tercer Modelo MODEL3FVP56
Para este modelo se propone la variación de materiales sin llegar a cambiar las
condiciones estáticas del sistema, los valores de carga y demás datos que se
emplean son los que se obtuvieron mediante el análisis estructural.
El proceso de análisis es exactamente igual a del modelo numero uno. Para
deformación se obtiene un valor 67% mayor al del primer modelo, teniendo en
cuenta que las condiciones estáticas del modelo no se han variado, es claro que el
material del laminado de este tercer modelo no posee las condiciones de rigidez
que presenta el primero sin embargo, sigue cumpliendo con las exigencias ante
deformación pues la flecha resultante es aun menor que la flecha permisible.
55
56
Ver Anexo 9
Ver Anexo 9
El coeficiente de rotura, es decir el coeficiente de seguridad para el elemento
disminuye a una tercera parte, sin embargo sigue estando por encima de uno, lo
que nos indica que el elemento no sufrirá rotura. Los esfuerzos en el disminuyen
de igual manera un 65% y el esfuerzo para el interlaminado un 58%. Al igual que
en el modelo dos, si se hace un promedio de los valores obtenidos, el modelo tres
aunque cumple con las exigencias de carga, esfuerzos y deformación, disminuye
sus condiciones de exigencia en un 65%.
En el análisis realizado por variación de altura, las condiciones de deformación ya
no se cumplen, pues los valores arrojados por el programa son mayores a los
valores de la flecha permisible. Que se debe hacer; primero, cambiar sentido del
laminado, segundo, incrementar el refuerzo para esta lamina, es decir aumentar el
porcentaje de fibra para obtener un mejor comportamiento.
Cuarto Modelo MODEL4FVP57
Para el cuarto modelo, al igual que para el segundo modelo, se propuso la
variación en el ángulo del laminado, es decir, en lugar de tener una orientación de
láminas de 0º, 90º, 45º, -45º; se propone una orientación de 0º, 90º, 0º, 90º; al
calcular el modelo, a diferencia del segundo caso, los datos variaron en sus
resultados originales, lo que concluye que en un compuesto como el presente
cuyas fibras son equilibradas, al variar la orientación de la lamina en el laminado
se están mejorando esfuerzos sobre la misma.
De igual manera, para este modelo se propone una variación en la restricción de
los apoyos, vale la pena recordar que el primer modelo tiene restricciones de
simplemente apoyado en los dos sentidos, para este modelo se propone
empotramiento en el extremo inferior y los laterales se dejan simplemente
apoyados.
Después de comparar los resultados, para deformación, esta solo disminuyo en un
9.0% manteniendo las mismas condiciones de material y orientación del laminado.
De igual manera el coeficiente de rotura disminuye en un 10.0%, valor que es
lógico si se tiene en cuenta que en el apoyo inferior se esta colocando un
empotramiento lo que modifica el comportamiento estructural del elemento pero
teniendo en cuenta que el material posee mayor flexibilidad. Resultados diferentes
se presentan en los esfuerzos para el plano y para el interlaminado estos por el
contrario aumentan en porcentajes alrededor del 30%, valores que demuestran la
flexibilidad del material y sugieren refuerzos en los bordes y cambio en el
direccionamiento de las laminas de manera obligatoria.
57
Ver Anexo 9
9.5.1.2 Análisis modelos ANSYS
Los métodos (DAC p.ej) que proporcionan una solución analítica al análisis de
compuestos (o de elementos estructurales de material compuesto) sólo son
aplicables a casos de poca complejidad geométrica con un comportamiento
elástico lineal. Por lo tanto, se hace imprescindible disponer de herramientas de
simulación numérica que permitan abordar la resolución de cualquier modelo
matemático que describa el comportamiento de un material compuesto.
Actualmente el método numérico más empleado en análisis estructural es el de los
elementos finitos (MEF), método para el cual se han creado un sin numero de
programas entre ellos el ANSYS, programa que se empleo para el presente
análisis y cuya explicación se encuentra en el apartado 9.4.3.2.
En el presente trabajo se intenta realizar una correlación entre los resultados
analíticos y los experimentales, que, en gran medida, no posibilitan una solución
suficientemente amplia. Además, la dificultad de simular el comportamiento de las
no linealidades en materiales fuertemente anisotrópicos, como lo suelen ser los
materiales compuestos, en algunos programas de modelación por elementos
finitos; es la principal preocupación para los modelos estudiados en la presente
propuesta. Sin embargo, los datos obtenidos a partir del análisis en el programa
ANSYS, definen determinantes bastante aproximadas a los requerimientos que se
proponen inicialmente para el proyecto de investigación.
9.5.1.2.1 Comparativo modelos 1 y 3
El análisis para estos dos modelos se basa en la aplicación de las dos alternativas
expuestas en el apartado 9.2.1.1.2. Los valores determinantes para estos dos
modelos se centran en la “deformación máxima resultante” 58 de acuerdo a los
procedimientos exigidos por la NSR-98 y el valor del esfuerzo máximo resultante.
De acuerdo a los resultados consignados en la Tabla 8, los valores
correspondientes a los desplazamientos son menores que los admisibles y se
encuentran en un rango de seguridad equivalente a los valores obtenidos en el
análisis DAC. Para los esfuerzos, los obtenidos en el análisis ANSYS están un
50% por debajo del los esfuerzos admisible, con lo que se concluye que los
paneles propuestos son los adecuados para el modelo estructural definido.
58
Ver Normas Colombianas de diseño y Construcción Sismo Resistente, NSR-98, Titulo A, Capitulo A.6, Numeral
A.6.3
9.5.1.2.1.1 Valores obtenidos
ALTERNATIVA 1
FIBRA DE CARBONO + EPOXI y núcleo PUR 40
Primer Modelo MODELO159
En el análisis de desplazamiento total del panel (grafica 3, Anexo 11), se observa
que el comportamiento es similar al de una viga simplemente apoyada cuyas
restricciones se limitan a articulaciones en los extremos es decir, la deformación
máxima del sistema analizado la absorbe el conector central afectando en poca
proporción los paneles adyacentes. Es claro que la incidencia de la deformación
sobre el núcleo es máxima y esta, en el elemento es directamente proporcional a
la rigidez de la espuma empleada en el mismo, pero es claro que la deformación
esta más relacionada con la rigidez del material del laminado.
Valores de Esfuerzo. En el análisis de los gráficos 5 y 7 del Anexo 11, se observa
que la mayor concentración de esfuerzo se localiza en el laminado de contacto
entre el panel y el conector. El valor obtenido para esta zona en el eje X es mayor
al valor admisible, lo que indica, que es necesario reforzar con mayor fibra el
borde del conector y de igual manera, observar el comportamiento del modelo con
la cinta de amarre. Para el eje Y, aunque el mayor esfuerzo esta concentrado en la
intersección del panel con el conector, el valor obtenido no es crítico y aplicando la
solución propuesta para el eje X se puede disminuir aun más el esfuerzo
resultante.
La grafica 8 del Anexo 11, define la interacción conector-panel en donde se
observa que el máximo esfuerzo esta localizado a 30 mm del borde exterior en el
conector, esto nos indica que la zona a reforzar con fibra no ocupa la totalidad del
espesor del mismo y no convierte en critico el elemento para su diseño.
ALTERNATIVA 2
FIBRA DE VIDRIO + POLIESTER y núcleo PUR 40
Tercer Modelo MODELO360
A diferencia del análisis DAC, esta comparación relaciona directamente las
condiciones de material para cada uno de los modelos teniendo presente que las
condiciones estáticos son las mismas como se observa en la Tabla 8
En el análisis de desplazamiento total del panel (grafica 19, Anexo 11), se observa
que aunque el comportamiento sigue siendo similar al del modelo 1 es decir, la
59
60
Ver Anexo 11
Ver Anexo 11
deformación máxima del sistema analizado de nuevo la absorbe el conector
central afectando en poca proporción los paneles adyacentes. Se observa en este
modelo que al afectar la condición de rigidez del material del laminado la
deformación aumenta con una relación 5:1, esto es, si la rigidez es menor en el
material del laminado, su deformación en promedio será de cinco veces mayor.
Vale la pena aclarar que estos son los resultados para e presente modelo y no se
pueden generalizar si no se tienen los datos estadísticos necesarios para una
validación de los modelos.
Valores de Esfuerzo. En el análisis de los gráficos 21 y 22 del Anexo 11, se
observa que la mayor concentración de esfuerzo se localiza de nuevo en el
laminado de contacto entre el panel y el conector. Aunque el valor obtenido para
esta zona en el eje X ya no excede al valor admisible, se sigue observando una
gran concentración de esfuerzos en el borde superior del conector lo que indica,
que definitivamente es necesario reforzar con mayor fibra este borde y observar el
comportamiento del modelo con la cinta de amarre. Para el eje Y, aunque el mayor
esfuerzo esta concentrado en la intersección del panel con el conector, el valor
obtenido no es crítico y es proporcional (relación 1:1) al valor obtenido en el eje X,
finalmente, aplicando la solución propuesta para el eje X se puede disminuir aun
más el esfuerzo resultante.
Análisis de los paneles61
Los análisis por secciones como los planteados para los modelos 1 a 4 reflejan el
comportamiento de los paneles ante cargas individuales. Para los modelos
analizados, referencia [56], se calculo el panel con una sola combinación de
cargas; cargas en el plano, paralelas y perpendiculares al mismo.
Los datos obtenidos (ver Tabla 9) se mantiene dentro de los rangos previstos y
muy aproximados a los valores resultantes ante cargas individuales, lo que daría
como conclusión que los modelos empleados son validos para el presente
análisis.
De igual manera, el análisis para el panel y los conectores, datos resumidos en la
Tabla 10, nos determina condiciones estables para el funcionamiento de los
elementos propuestos en la presente investigación cumpliendo con las exigencias
de carga y deformación propuestas para cada uno de los modelos.
61
Ver Anexo 11
9.5.1.3 Análisis comparativo
El presente apartado relaciona los tres sistemas propuestos en los objetivos
específicos con los modelos propuestos en la investigación solo en los aspectos
estructurales.
Se toma como base los resultados generados por estudios realizados por cada
una de las compañías para certificar los modelos ante la NSR-98.
9.5.1.3.1 Sistema ROYALCO62
El sistema estructural de muros de la empresa ROYALCO (Royal de Colombia)
está conformado por paneles de 64 mm de espesor los cuales se rellenan
normalmente con concreto o mortero. Los módulos de 64 mm son de un piso de
altura (2.0 m) y se ensamblan lateralmente hasta alcanzar la longitud deseada de
muro. Igualmente los módulos pueden ensamblarse en esquinas para conformar
espacios rectangulares de las dimensiones deseadas.
Los paneles se rellenan normalmente con concreto o mortero y gracias a las
perforaciones internas existentes, dicho material de relleno fluye lateralmente para
rellenar en su totalidad el panel correspondiente.
El sistema está anclado a una viga de cimentación en concreto reforzado
mediante anclajes en barra de refuerzo corriente los cuales quedan embebidos en
el panel mismo. En general se proponen disposiciones de anclajes de 3/8“ de
diámetro espaciados cada 16 cm aproximadamente.
El sistema es susceptible de reforzarse internamente y se recomienda en general
la utilización de barras de refuerzo de diámetro 3/8” tanto verticalmente como
horizontalmente. Es importante que el refuerzo horizontal sea continuo de muro a
muro en las esquinas con el fin de aumentar la capacidad de la unión.
Los espesores totales utilizados son de 64 mm y de 100 mm aunque en el estudio
anexo se analizan únicamente los espesores de 64 mm. Considerando el espesor
del PVC que funciona como formaleta que es de aproximadamente 1.8 a 2.0 mm,
los espesores efectivos de los muros de concreto serían de aproximadamente de
60 mm para el caso del panel de 64 mm.
62
Ver Anexo 12
Con base en los ensayos y análisis realizados se pueden establecer las siguientes
conclusiones:63
Todos los muros ensayados, considerando el tipo de refuerzo y las características
dimensionales y de los materiales, fallaron por flexión con evidencias claras de
fluencia y en algunos casos rotura del acero vertical en el plano de unión con la
viga de cimentación.
Considerando que ninguno de los muros presentó falla a cortante se puede
concluir que la resistencia cortante promedio de los muros rellenos debe ser de al
menos 9.6 kg/cm2 sobre el área neta mientras que para muros rellenos con
mortero sería de al menos 10.3 kg/cm2. Debe considerarse que todos los muros
completamente rellenos que fueron ensayados tenía refuerzo horizontal.
El PVC de los muros parece tener un efecto importante en el comportamiento del
elemento estructural ya que le proporciona confinamiento al concreto y
aparentemente mejora su resistencia a la tensión disminuyendo simultáneamente
la tendencia al agrietamiento por tensión. Esto incide tanto en la resistencia a la
tensión como en la resistencia al cortante (tracción diagonal) del elemento. Así
mismo y de acuerdo con los ensayos a compresión efectuados se estableció que
el PVC aporta aproximadamente un 20% adicional a la resistencia a la compresión
de los paneles.
El PVC parece tener un efecto equivalente al del acero de refuerzo. De acuerdo
con la referencia [4]64 el refuerzo proporcionado por el PVC Royal es equivalente
a 2.13 cm2 de acero por metro lineal de muro. Así mismo, y nuevamente de
acuerdo con el mismo estudio, el esfuerzo
63
64
Ver Anexo 12
Ver Anexo 12
9.5.1.3.2 Sistema SPEEDCO65
El sistema constructivo SpeedCo es un método industrializado de obra seca, que
se fundamenta en la tecnología de producción de paneles prefabricados en
poliuretano expandido y fibrocemento. La estructura de las edificaciones esta
compuesta por perfiles de aluminio que se fijan a la cimentación mediante herrajes
de rápida instalación. Sobre la perfilería se adecuan los paneles que constituyen
las paredes de la construcción.
El panel básico de THERMO WALL utilizado en el SISTEMA PREFABRICADO
SPEEDCO DE SPEEDCO S.A. es un elemento compuesto por dos placas planas
de fibrocemento ligadas por una placa de poliuretano rígido, espumado, mediante
un proceso de inyección a presión hecho en fábrica , conformando una unidad
compuesta, monolítica de 35 mm de espesor como medida estándar mínima. El
espesor total puede variar aumentando el espesor del poliuretano, adecuándolo a
las necesidades de aislamiento térmico, acústico o arquitectónicas. Los espesores
comerciales de THERMO WALL que ofrece SPEEDCO S.A. son: 35 mm, 65 mm y
120 mm, sin que esto implique que no se puedan producir en espesores diferentes
y aún mayores. Las dimensiones del panel THERMO WALL están limitadas a las
dimensiones de fabricación de la placa plana de fibrocemento. Los equipos de
producción de la placa de fibrocemento permiten las siguientes dimensiones:
ancho hasta 1.20 mts., altura hasta 3.60 mts, espesor desde 4 mm. hasta 16 mm.
Para el Sistema SPEEDCO de SPEEDCO S.A., se utilizará THERMO WALL de
espesor mínimo 35 mm. La forma geométrica de los paneles al momento de la
inyección del poliuretano, normalmente es rectangular y con sierra o disco de corte
adecuado para el material, se puede dar cualquier forma y dimensión
posteriormente.
65
Ver Anexo 12
9.5.1.3.3 Sistema METECNO66
El sistema constructivo Metecno es un método industrializado de obra seca, que
se fundamenta en la tecnología de producción de paneles tipo sándwich
prefabricados en poliuretano expandido y laminas de metal. La estructura de las
edificaciones esta compuesta por perfiles metálicos o estructura metálica que se
fijan a la cimentación mediante herrajes de rápida instalación. Sobre la perfilería
se adecuan los paneles que constituyen las paredes de la construcción.
Los paneles se encajan en el perfil metálico de base, y se unen lateralmente con
parales metálicos de aluminio. Por la parte superior los paneles se encajan con un
perfil metálico de aluminio.
66
Ver Anexo 12
10. ENSAYOS DE LABORATORIO
Los resultados de laboratorio obtenidos para la presente investigación, son los
resultados definidos bajo las siguientes determinantes:
1.
Análisis de los materiales suministrados por ANDERCOL en la ciudad de
Medellín, y que corresponden a los resultados del laminado en FIBRA de
VIDRIO y POLIESTER.
2.
Análisis de los materiales suministrados por SIKA ANDINA de COLOMBIA
en la ciudad de Bogotá, y que corresponden a los resultados de los
laminados en FIBRA de VIDRIO y POLIESTER y FIBRA de CARBONO y
EPOXI.
3.
Los resultados para el núcleo en POLIURETANO de alta densidad son los
suministrados por el fabricante.
4.
Los ensayos del panel no pudieron ser tabulados pues las condiciones en
que se realizaron no fueron las que se proponen para la puesta en
funcionamiento del material diseñado. Para los ensayos del panel es
necesario utilizar los métodos de fabricación propuestos en el Anexo 2,
fabricación que en proyectos individuales es muy costosa; sin embargo, se
dejan expuestas nuevas líneas de investigación complementarias a la
presente para la culminación y puesta en funcionamiento final de los
materiales propuestos en el actual documento.
ANDERCOL LTDA.
Fibra de vidrio
M723X10S - MANTA PARA LAMINACIÓN MANUAL
1. DESCRIPCIÓN DEL PRODUCTO
La manta M723X10S es un material de refuerzo obtenido de fibras de vidrio
Advantex cortadas , aglutinadas unas a las otras a través de ligante especial con
compatibilidad con resinas poliéster, vinílicas, poliuretano y epóxi.
El vidrio Advantex combina las excelentes propiedades mecánicas y eléctricas del
vidrio E con la resistencia a la corrosión de ácidos del vidrio E-CR, atendiendo a
los requerimientos establecidos en las normas ISO 2078 y en la ASTM D578-98,
tanto para el vidrio E como para el vidrio E-CR.
Las fibras son cortadas y distribuidas de manera uniforme y aleatoria, originando,
en el plano de las mantas, laminadas con propiedades isotrópicas.
2. APLICACIÓN
Este producto fue desarrollado como refuerzo en la fabricación de piezas en el
proceso de laminación manual (hand lay-up), en molde abierto, donde una mojada
rápida, mínima absorción de resina y fácil conformación son considerados
requisitos de gran importancia.
3. PRODUCTOS DISPONIBLES [*]
a)
Gramaje (g/m2)
225, 300, 450 y 600.
b) Ancho
93 y 130 cm.
[*] Productos con variaciones podrán ser producidos mediante previa consulta.
4. LIMITES DE ACEPTACIÓN DEL PRODUCTO Y MÉTODO DE ENSAYO
Propiedades
Gramaje - (g/m2 ) [ 1 ]
Sólidos (%) [ 2 ]
Tracción (kgf / pe2 )
Gramaje
De la
Manta
225
300
450
600
225
300
450
600
225
300
450
600
Especificación
Método
de
Ensayo [ 3 ]
Mín. Nom Máx.
.
180
225
270
240
300
360 MA MT – 001
360
450
540
480
600
720
4,75 5,75 6,75
3,50 4,50 5,50 MA MT – 002
2,00 3,00 4,00
2,50 3,50 4,50
20
30
90
20
30
90
MA MT - 004
25
50
90
25
60
120
[1] Gramaje incluye vidrio y ligante
[2] La % sólidos incluye esencialmente el ligante de la manta y el binder de la
hebra.
[3] Disponible cuando es solicitado
5. CRITERIO DE ACEPTACIÓN O RECHAZO
Los muestreos estadísticos para todas las propiedades del producto deben ser
obtenidos conforme especificados en el Procedimiento de inspección de productos
en proceso - Línea de Mantas (EPR 824 - 02).
Certificados de análisis o certificado de conformidad de los productos podrán ser
suministrados cuando sean solicitados en los pedidos de compras.
Resina de Poliéster
CRISTALÁN 809
CARACTERÍSTICAS
El CRISTALÀN 809 reduce el tiempo de impregnación de la fibra de vidrio en un
15 a 20%. Debido a la facilidad de impregnación del refuerzo, es muy apropiado
para la fabricación de laminados con alto contenido de vidrio, o para la
construcción de laminados gruesos, en los que se emplea tela mat o roving tejido
de alta densidad (1.200 g/m2).
La menor temperatura exotérmica de CRISTALÀN 809 permite la aplicación de
varias capas consecutivas de resinas y refuerzo dando en consecuencia una rata
de producción mayor y un menor tiempo de rotación de los moldes.
1. Formulación
Para curado en frío se recomienda la formula siguiente:
Materiales
Partes por peso
CRISTALÀN 809
MEK peróxido (9% ox. activo)
100
1 a 2.5
Obsérvese que la resina sólo requiere la adición del catalizador (MEK peróxido)
para iniciar el curado, puesto que viene preacelerada.
2. Curado
La temperatura ambiente y la cantidad de catalizador controlan el tiempo de gel de
la resina.
El curado nunca se debe realizar a temperaturas inferiores a 15ºC porque no se
alcanzan buenas propiedades mecánicas en el laminado.
Con el curado a temperatura ambiente se obtienen laminados satisfactorios para
muchas aplicaciones. Sin embargo, cuando se requieren óptimas propiedades y
buen desempeño a largo plazo, el laminado se debe postcurar durante un período
de 3 horas a 80ºC o por más tiempo a menor temperatura.
3. Aditivos especiales
El CRISTALÁN 809 se puede pigmentar hasta con 5% (por peso) de nuestras
pastas pigmentadas CRISTACOLOR . Si se desea agregar “pasta retardante al
fuego” (31190) o carga, debe tenerse en cuenta que se pueden afectar
adversamente las características especiales de manejo de la resina.
ESPECIFICACIONES CRISTALÁN 809
Características
Valor
Método
andercol N°
Apariencia
Rosada turbia
IT-1.01
Valor ácido
32 máximo
IT-1.14
Viscosidad Brookfield (cps), 25ºC
IT-1.06
(Aguja 2, 20 r.p.m., 5 minutos)
1100 - 1300
(Aguja 2, 20 r.p.m., 10 minutos)
490 - 710
(Aguja 2, 2 r.p.m., 5 minutos)
1010 - 1290
% Sólidos
58 - 62
IT-1.11
Tiempo de gel (minutos), 25°C *
9 - 12
IT-3.04
Reactividad:
IT-3.04
Temperatura de exotermía (°C)
145 - 165
Tiempo de exotermía (minutos)
20 - 26
Molienda
5 mínimo
* Tiempo de gel:
100 gramos de CRISTALÁN 809.
1 ml de MEK-peróxido.
IT-1.04
Propiedades típicas del CRISTALÁN 809 curado (sin reforzar) (1)
Dureza Barcol (modelo GYZJ -934-1)
46
Absorción de agua (24 horas a 23°C)
15mg
Temperatura deflexión bajo carga (1.80MPa)
66°C
Gravedad específica, 25°C
1.20
Elongación en la ruptura (2)
2.9%
Esfuerzo tensil
Modulo tensil
Encogimiento volumétrico
64MPa (3)
3.4GPa
10%
(1)
El ciclo de curado fue: 24 horas a 20°C, 3 horas a 70°C, excepto para
determinar la temperatura de deflexión, donde el ciclo fue: 24 horas a 70°C, 3
horas a 80°C. Métodos de prueba según BS 2782: 1976.
(2)
Resina filtrada, vaciado libre de vacíos.
(3)
1 MPa = 1MN/M2 = 1N/mm2 - 145 Psi. 1GPa = 1.000 MPa
Propiedades típicas de un laminado de CRISTALÁN 809 con tela mat (1).
Propiedades
Laminado control
Contenido de vidrio %
30
Resistencia a tensión MPa
90
Módulo tensil GPa
8,3
Resistencia a flexión, MPa
165
Módulo de deflexión GPa
5.6
Elongación en ruptura %
1,42
(1) Con 2 capas de mat de 450 g/m2 Métodos de prueba según BS 2782: 1976.
SIKA ANDINA DE COLOMBIA
Tejidos en fibras de vidrio para reforzamiento estructural
SikaWrap Hex 100G
DESCRIPCION
El SikaWrap Hex 100G es un tejido de fibras de vidrio unidireccionales. El material
es saturado en obra usando el sistema epóxico SikaDur Hex 300 o SikaDur Hex
306 para conformar un sistema de polímero reforzado con Fibras de Vidrio
(GFRP), usado para el reforzamiento de elementos estructurales.
DATOS TECNICOS
PROPIEDADES DE LA LÁMINA CURADA
• Resistencia a tensión 87,000 psi (600 N/mm2)
• Módulo de elasticidad 3,79 x 106 psi (26131 N/mm2)
• Elongación a la rotura 2,24 %
• Espesor 1 mm
PROPIEDADES DE LA FIBRA
• Dirección de la fibra 0° (unidireccional)
• Peso por metro cuadrado 910 g
• Resistencia por cm de ancho 610 Kg
• Resistencia a tensión 330,000 psi (2275 N/mm2)
• Módulo de tensión 10,5 x 106 psi (72400 N/mm2)
• Elongación 3,1%
• Densidad 2,54 g/cc
• Espesor 0,0357 cm
Tejidos en fibras de carbono para reforzamiento estructural
SikaWrap Hex 103C
DESCRIPCION
El SikaWrap Hex 103C es un tejido de fibras de carbono unidireccionales, de alta
resistencia y alto módulo. El material es saturado en obra usando el sistema
epóxico SikaDur Hex 300 o SikaDur Hex 306 para conformar un sistema de Fibras
de Carbono Reforzado con Polímeros (CFRP), usado para el reforzamiento de
elementos estructurales.
DATOS TECNICOS
PROPIEDADES DE LA LÁMINA CURADA
• Resistencia a tensión 139,000 psi (960 N/mm2)
• Módulo de elasticidad 10,6 x 106 psi (73100 N/mm2)
• Elongación a la rotura 1,33 %
• Espesor 1 mm
PROPIEDADES DE LA FIBRA
• Dirección de la fibra 0° (unidireccional)
• Peso por metro cuadrado 610 g
• Resistencia por cm de ancho 970 Kg
• Resistencia a tensión 500,000 psi (3450 N/mm2)
• Módulo de tensión 34 x 106 psi (234400 N/mm2)
• Elongación 1,5 %
• Densidad 1,80 g/cc
• Espesor 0,034 cm
Resina de impregnación para tejidos de refuerzo
Sikadur 330
DATOS TECNICOS
DATOS TIPICOS PARA SIKADUR 330
• Color mezcla Gris claro
Componente A Blanco
Componente B Gris
• Relación de mezcla A : B = 4 : 1 en peso
• Temperatura de aplicación +10°C a +35°C
• Temperatura de servicio: -40°C a +50°C
• Densidad mezcla 1,31 kg/lt
• Vida en el recipiente (5Kg) 30 minutos (a +35ºC) 90 minutos (a +10ºC)
• Tiempo abierto 30 minutos (a +35ºC)
• Viscosidad Pastosa, no fluido
• Resistencia de adherencia Falla del concreto después sobre concreto (EN
24624) de un día, con superficie preparada (> 10°C)
• Resistencia a tensión 30 N/mm2 , 7 dias a +23°C (DIN 53455)
• Módulo a flexión 3800 N/mm2 , 7 dias a +23°C (ISO 178)
• Módulo a tensión 4500 N/mm2 , 7 dias a +23°C (DIN 53455)
• Elongación a la rotura 0,9%, 7 dias a +23°C
• Temperatura de deflexión (HDT) Curado HDT (ASTM D 648) 7d, +10 ºC +36 ºC
7d, +23 ºC +47 ºC
7d, +35 ºC +53 ºC
7d, +10 ºC y 7d, +23 ºC +43 ºC
Espuma de poliuretano PUR_40
CARACTERISTICAS TÉCNICAS
• Plástico celular con una densidad media de 40 Kg/M3 y una estructura interna de
90% de celdas cerradas, conforme a la norma ASTM-D-1622.
• Auto extinguible: Debido a que incluye en su formulación un retardante contra el
fuego, conforme a la norma ASTM-D-1692.
• Conductividad Térmica: K = 0.132 BTU´s-Pulg./(Hr.)(pie2)( ºF) a una temperatura
de 75 °F (24ºC), conforme a la norma ASTM-C-518.
• Absorción de Agua: 0.03 Lbs. /Pie2 ó 0.0014 Kg.Dm2.
• Transmisión de vapor de agua: 2 Perms (promedio), un PERM es una unidad
que equivale a: un grano de vapor de Agua/ (Pie2) (Hr.) (Pulg. de mercurio) (Una
libra de vapor de agua es igual a 7,000 granos).
• Resistencia a la difusión de vapor de agua: Forma una película de protección
compacta que dificulta la penetración de vapor de agua.
• Resistencia a la intemperie: Resistencia a las influencias atmosféricas (la luz
solar y la lluvia producen únicamente una alteración del color de la superficie
expuesta, tornándose ésta ligeramente quebradiza).
• Resistencia a los productos químicos: Excelente resistencia al agua, agua de
mar, vapores de ácidos, a la mayoría de los solventes, hidrocarburos y aceites
minerales.
• Estabilidad Dimensional: 10% Vol. (máximo) a 70 ºC y 100% HR. 5% Vol.
(máximo) a 70 ºC y 45-50% HR. ambiente.
• Propiedades Mecánicas: Esfuerzo de compresión = 1.0 Kg. /cm2.
• Esfuerzo de tensión = 1.4 Kg. /cm2.
• Temperaturas de servicio: Mínima- 40 ºC, (dependiendo del espesor del panel)
Máxima + 80 ºC
11. RELACIÓN COSTO-BENEFICIO
11.1 El uso y la construcción del espacio en la vivienda
11.1.1 Vivienda industrializada: una hipótesis de desarrollo. Relación costo
beneficio
LAS MÁS RECIENTES EXPRESIONES DE LA INDUSTRIALIZACIÓN EN LOS PAÍSES
DESARROLLADOS, COMO POR EJEMPLO, LA ROBÓTICA, OBLIGA A ANALIZAR EL
ESTADO ACTUAL DE LA TECNOLOGÍA DE CONSTRUCCIÓN Y SU IMPACTO EN LOS
SECTORES ECONÓMICO Y SOCIAL DEL PAÍS. LA INDUSTRIALIZACIÓN APORTARÍA
CIERTAS VENTAJAS, ADEMÁS DE PERMITIR IMPORTANTES ECONOMÍAS DE
ESCALA, QUE EN UN PLAN GENERAL DE VIVIENDAS, SUPLIRÍAN UN DÉFICIT PARA
UN GRUPO SOCIAL QUE SE ENCUENTRA BAJO LOS NIVELES DE DEMANDA
ACTUAL. SE PROPONE AQUÍ UNA VISIÓN INTEGRAL PARA UN TEMA RECURRENTE.
MARÍA EUGENIA PALLARÉS - MARCELO VALENZUELA V.
Conocemos como construcción tradicional a la obra realizada "in situ", es decir
que es una construcción que se realiza parte por parte en el lugar previsto para su
erección. En cambio construcción industrializada es la que se realiza previamente
en el taller o la fábrica, mediante paneles o bastidores preelaborados que se irán
armando en obra a través de fijaciones o encajes y, por lo general, sobre una
placa de hormigón armado previamente ejecutada.
Cuál elegir: Esa es una pregunta que habitualmente hace el cliente. Para ello
habrá que analizar ciertas circunstancias que rodean a la obra en construcción. En
primer lugar deberíamos analizar el tiempo de ejecución de la obra, el sistema
constructivo, la tecnología a instalar, el diseño de la vivienda, el lugar elegido para
su erección, el personal que ejecutará la obra, etc. y por sobre todas las cosas el
costo de la misma. Se entiende que en esta época los costos entre un sistema y
otro no difieren demasiado en nuestro país, pues hasta que los sistemas
industrializados no se fabriquen en serie y en cantidad, sus costos no disminuirán.
Corresponde entonces dedicarnos a las otras circunstancias.
El diseño: Este es un tema muy importante a tener en cuenta pues los sistemas
industrializados son más efectivos cuanto más sencillo es el proyecto. Todo
dependerá de la habilidad del proyectista y del fabricante, pero la realidad
demuestra que los detalles constructivos muy elaborados tienden a entorpecer la
normal erección de las viviendas. Demás está decir que un diseño sencillo austero
es desde el punto de vista estético más armonioso. Al respecto y como ejemplo
basta con citar proyectos donde se ha previsto una cubierta con encuentros de
diferentes tipos y dificultades. Un sistema preelaborado tiene que estar muy bien
armado para que las piezas correspondientes a esa cubierta puedan colocarse
adecuadamente en obra.
El sistema tradicional en ese sentido permite ir corrigiendo los errores de ejecución
a medida que se va levantando la vivienda. No obstante ello no escapa a mi
conocimiento que existen excelentes sistemas industrializados, convenientemente
racionalizados que minimizan ese riesgo.
Tecnología: Sabido es que la tecnología en una vivienda puede determinar el nivel
de confort de la misma. Los sistemas constructivos industrializados han avanzado
mucho en ese sentido. Así es posible colocar rendidores sistemas de calefacción y
refrigeración, pensar en sencillos sistemas de aislamiento térmico y acústico y
facilitar el tendido de instalaciones en general. Esa tecnología es más difícil de
proyectar en una vivienda con muros tradicionales (ladrillo común). Sumado a ello
es también interesante acotar que en un sistema industrializado bien elaborado ya
no hay que pensar más en capas aisladoras, complicadas roturas de paredes por
deterioro de tuberías, inconvenientes en el momento de la colocación de aberturas
e instalaciones, etc. Debe agregarse también que los materiales que conforman un
sistema industrializado son más livianos que los de un sistema tradicional. Aquí
hay un viejo mito que correspondería desterrar, el hecho de ser materiales livianos
no implica debilidad. Las últimas investigaciones en cuanto a resistencia de
materiales han probado que algunos materiales livianos tienen más resistencia
que los pesados y más aún si son usados en forma determinada.
Tiempo de Ejecución: Un tema a tener en cuenta si se quiere habitar rápido la
nueva vivienda. Los sistemas industrializados, según publicitan sus fabricantes
pueden erigirse en 60 o 90 días. La experiencia indica que una vivienda de
construcción tradicional, de unos 100 m2 aproximadamente, con tecnología de
avanzada, demanda más de seis meses de ejecución. Además, si se ha obtenido
un préstamo que debe empezar a pagar en corto plazo, desde el punto de vista
financiero es más ventajoso terminar cuanto antes la vivienda. Es importante
señalar que la obra debe estar convenientemente organizada, a fin de optimizar
los tiempos de ejecución de las diferentes tareas. Seguramente aquí también, la
idoneidad del diseñador como del director de obra, tornarán eficiente la marcha de
la misma, con lo que las diferencias arriba citadas seguramente se estrecharán.
Mano de obra: Otro tema importante. Se sabe que la buena mano de obra en este
país en el rubro de la construcción no abunda o es cara. La construcción
industrializada requiere de mano de obra adiestrada al efecto. Quizás en ese
aspecto es más sencillo construir tradicionalmente, por lo menos hasta hoy. En el
rubro de la construcción tradicional todavía hay buenos mamposteros,
estructureros y carpinteros de obra. Todo está condicionado - claro - a obtener su
contratación.
Lugar de erección de la vivienda: No es lo mismo levantar una vivienda en la zona
de la Costa Atlántica que en la zona Cundíboyacense. Hay condiciones climáticas
y geográficas que influyen en el sistema constructivo a elegir. Las distancias a los
centros de aprovisionamiento de materiales también influyen en ese aspecto. En
este sentido, el sistema industrializado gana por lejos. Todas las partes que
conforman la vivienda son transportadas hasta el lugar elegido y allí se realiza el
armado correspondiente.
La previsión en este aspecto juega un papel fundamental. Imagínese usted haber
hecho un viaje de miles de kilómetros con el Kit de construcción y recordar en el
momento de su armado no haber llevado - p.ej. - tornillos de fijación suficientes.
Conclusión: Un sistema y otro tienen ventajas a la hora de decidir la ejecución de
la obra. Para la presente propuesta, se tomaran todos los aspectos de la
prefabricación que aporten al empleo de los materiales compuestos,
determinantes específicas para su desarrollo. La aplicación se centrara en los
elementos estructurales principales, paneles, de igual manera en los sistemas de
conexión para estos elementos.
11.1.2 Evaluación de las alternativas
El costo de fabricación de los materiales compuestos es superior al de los
materiales tradicionales como el acero, la madera o el aluminio (de 3 Euros a 38
Euros/kg, según las prestaciones requeridas para los materiales compuestos,
entre 1,5 Euros y 5 Euros/kg para los materiales tradicionales)67. Sin embargo,
ahorrando piezas de conexión y empleando sistemas industrializados, reduciendo
de manera importante los gastos de mantenimiento y aumentando la vida útil y la
seguridad, las ventajas de los materiales compuestos pueden valorizarse en
términos de costo-beneficio.
A continuación se presentan tres tablas (tablas 10, 11, 12, 13) en las cuales, las
dos primeras evalúan las propiedades de los materiales compuestos utilizados en
la presente investigación desde los aspectos mecánicos, su costo y las soluciones
propuestas a las fallas descritas en el capitulo 9, la tercera y cuarta tabla hacen
referencia al análisis comparativo de las dos alternativas propuestas con los
sistemas definidos en los objetivos específicos y definen cuales son las
particularidades para cada una. Las conclusiones pueden ser leídas en el capitulo
12 del presente documento.
67
CHALAYÉ, H. (2002). Oficina Nacional de Estudios e Investigaciones Aeroespaciales. Sessi Digitip.(158)
12. CONCLUSIONES
Las propiedades estructurales efectivas obtenidas en el material estructural
propuesto son finalmente la sumatoria de contribuciones de sus diferentes
componentes y de su configuración. De forma que las propiedades mecánicas del
material compuesto final dependen en parte tanto de las propiedades individuales
de los componentes como de la disposición geométrica de estos.
Los modelos propuestos cumplen con las condiciones de carga impuestas en la
presente investigación, aunque no fueron expuestos a los límites máximos, las
disposiciones de caracterización del material son las adecuadas.
Después de evaluados económicamente los modelos, es clara la diferencia en los
valores finales por metro cuadrado, aunque la relación sea 1:7 teniendo como
primera propuesta en menor valor la alternativa 2 (Fibra de Vidrio + Poliéster y
núcleo en PUR_40), es evidente que aspectos tan importantes como la seguridad
se sacrifican por el precio.
Es concluyente que si es posible realizar sistemas estructurales empleando
nuevos materiales, aunque a pesar de las cualidades de menores pesos y diseño
de las propiedades del mismo, el costo unitario de estos continué siendo el
principal inconveniente para una mayor utilización. Sin embargo, Una de las
ventajas más importantes de los materiales compuestos es, que el alto costo de
las materias primas se compensa con el bajo costo del equipo y mano de obra en
el proceso de preparación, ensamblado, y aplicación de los materiales
compuestos directamente en los elementos estructurales propuestos (paneles
para este caso).
13. ANEXOS
ANEXO 1. Nuevos materiales, los más representativos - plásticos
El hombre siempre ha utilizado una gran variedad de materiales. Al principio, los
buscaba en la naturaleza y desarrollaba métodos para extraerlos y purificarlos.
Actualmente, con el desarrollo tecnológico es posible fabricar materiales a medida,
es decir acorde con las necesidades del momento. También se habla de
materiales inteligentes, por ejemplo cementos que incluyen un pegamento que se
libera cuando una pieza de este material se quiebra. Todo este desarrollo viene
acompañado por algunos problemas ambientales, como por ejemplo la
contaminación y el agotamiento de los recursos naturales. Es por esto que se
buscan fuentes renovables de materias primas y productos biodegradables. Los
plásticos son un buen ejemplo de los nuevos materiales.
Propiedades
Los plásticos son materiales con gran resistencia mecánica, de alta densidad y
malos conductores de la electricidad y del calor. Éstas son propiedades excelentes
para utilizarlos como aislantes térmicos y eléctricos.
También presentan una buena resistencia a los ácidos, álcalis y solventes.
Algunas de estas propiedades, como el comportamiento frente al calor, dependen
de la forma en que se disponen las moléculas en el espacio. Es por ello que
podemos definir dos sistemas:
Sistemas Termoplásticos: Producen una película adecuada por simples
fenómenos de cohesión entre las macromoléculas que conforman el vehículo.
Siempre se parte del sistema en el estado fluido, ya sea en forma de una solución
o de dispersión en un medio líquido adecuado Si la composición se encuentra en
un medio solvente o soporte, la condición previa a la formación de la película, es
que una vez aplicado el recubrimiento, dicho medio desaparezca (se evapore). A
medida que el líquido se va haciendo mas concentrado en polímero (proceso de
secado), se ponen de manifiesto las fuerzas de cohesión entre sus moléculas
(desapareciendo las interacciones polímero-solvente) lo que finalmente llevará a la
formación de la película terminada.
Durante todo este proceso no hay formación de uniones químicas permanentes
entre las cadenas poliméricas. Sólo la energía cohesiva (uniones secundarias
débiles) es la que mantiene a las macromoléculas unidas.
El agregado de un buen solvente producirá nuevamente la ruptura de las débiles
uniones intermoleculares, llevando nuevamente a la solución original.
La aplicación de calor producirá, una vez superado un cierto umbral térmico, el
suficiente movimiento molecular como para contrarrestar la energía cohesiva,
logrando que el polímero vuelva a ser fluido (fusión).
Figura 1.1 Ejemplos: polietileno, polipropileno, PVC, poliestireno (telgopor), nylon, acrílico.
68
Sistemas Termoestables: Alcanzan las propiedades finales a través de fenómenos
complejos donde intervienen reacciones químicas intermoleculares. Al igual que
en los termoplásticos, la etapa inicial está definida por la aplicación de un sistema
líquido ya sea en solución, dispersión o emulsión y el pasaje del estado líquido al
semisólido o sólido por evaporación de solvente. Los sistemas poliméricos que
producen películas termoestables, a la inversa que en los termoplásticos, tienen la
capacidad de reaccionar químicamente entre sí. Esta reacción se da entre
moléculas de polímeros similares o entre polímeros diferentes con grupos
reactivos complementarios.
En todos los casos se establecen fuertes uniones químicas permanentes
(primarias) que evitan que el sistema revierta al estado original por agregado de
solventes o aplicación de calor.
La posibilidad de cada macromolécula de establecer múltiples puntos de reacción
debido a la presencia de más de un grupo reactivo por molécula (funcionalidad)
genera la formación de estructuras tridimensionales con alto grado de
entrecruzamiento. Esta configuración es responsable de una gran rigidez
(capacidad de oponerse a la deformación) y alta densidad de entrecruzamiento lo
que aumenta aún mas la inercia frente a la temperatura o a la acción de los
solventes.
68
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
Dentro de los sistemas termoestables, curados a temperatura ambiente hay una
variada gama y se pueden establecer sub-clasificaciones según las características
de los mecanismos por ejemplo:
Curados a través de uniones dobles y que reaccionan frente a la presencia de
radicales libres que se generan por diferentes mecanismos
Figura 1.2 Ejemplos: resinas fenolformaldehido, resinas epóxi, resinas poliéster.
69
Definición
Los plásticos deben su nombre a su plasticidad, es decir a la capacidad de
deformarse hasta adquirir la forma deseada. Son materiales constituidos por
polímeros que son moléculas gigantes formadas por la unión de muchas
moléculas pequeñas, como eslabones
de una cadena, cada una de las cuales
se denomina monómero. En los
plásticos, el número de monómeros
puede oscilar entre 1.000 a 50.000
unidades.
Figura1.3
Diagrama de un plástico con modelos moleculares
70
Como los monómeros que forman los plásticos están formados por átomos de
carbono, se los denomina polímeros orgánicos.
El polímero (resina o vehículo), lleva sobre sí la responsabilidad de formar una
película sólida, adherente, plástica, tenaz y resistente a diversas agresiones
físicas y químicas. Esta película incluye en su matriz al resto de los materiales que
en conjunto constituyen el recubrimiento. La capacidad de formar una película útil
desde el punto de vista de la aplicación y comportamiento del recubrimiento se
denomina "Poder Filmógeno del Polímero".
69
70
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
Las características capitales del polímero, que comprometen su capacidad como
formador de película, son: Composición monomérica. El tipo de monómero
utilizado determina las características físicas y químicas primarias de la película.
Figura 1.4
Representación de un polímero como
71
eslabones de una cadena
MONOMERO
DIMERO
TRIMERO
POLIMERO
Funcionalidad. La cantidad de grupos reactivos que los monómeros pongan en
juego en la formación de la estructura polimérica, establecerá la posibilidad de
obtener un polímero lineal, ramificado o con capacidad de entrecruzamiento
Peso molecular. El tipo de monómero, su funcionalidad, las relaciones moleculares
en que participan en la composición, determinan el grado de polimerización y por
ende el peso molecular de la macromolécula. Las mejores propiedades en cuanto
a las resistencias físicas y químicas de un polímero se alcanzan a valores muy
altos de peso molecular.
Existen dos posibilidades de obtener altos pesos moleculares compatibles con el
uso en recubrimientos:
A.- Partir de macromoléculas ya formadas con alto grado de polimerización. El
peso molecular es elevado y se deben controlar fenómenos de viscosidad
mediante el uso de disolventes o técnicas de dispersión en medios líquidos
adecuados.
B.- Los productos de partida son tratados como precursores y alcanzan pesos
moleculares elevados por reacción entre los mismos en determinadas condiciones
de temperatura, catálisis, etc.
Los plásticos se pueden obtener a partir de:
MATERIAS PRIMAS NO RENOVABLES
Combustibles fósiles
El petróleo es un combustible fósil. Los combustibles fósiles son hidrocarburos que
se han formado a partir de restos de seres vivos. En general, son utilizados como
fuentes de energía directamente o luego de un proceso de refinamiento. Algunos
de los hidrocarburos derivados del refinamiento del petróleo pueden ser
transformados en moléculas más pequeñas mediante un proceso denominado
71
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
craqueo. En este proceso se comienza con un alcano y se le aplica calor. Como
productos, se obtienen alcanos con menor número de átomos de carbono que el
compuesto de partida, y alquenos. Estos últimos son utilizados como monómeros
para fabricar polímeros. La presencia del doble enlace entre carbonos permite que
las moléculas se unan entre sí formando largas cadenas (ver figura 1.5) mediante
reacciones de adición.
ALCANO: UNION C-C SIMPLE
Figura 1.5 Alcano, unión C-C simple
Esquema del craqueo de un hidrocarburo presente en el aceite diesel
HEXADECANO (C16 H 34)
ALCANO
Figura 1.6
NONANO (C9 H20)
PROPENO (C3 H6)
COMBUSTIBLE
POLIPROPILENO (polímero)
Combustibles fósiles
ETENO (C2 H4)
POLIETILENO (polímero)
72
Plumas
El exceso de plumas derivado del consumo de productos avícolas puede ser
aprovechado mediante el uso de la queratina, su principal proteína. La queratina
puede ser extraída en forma de polvo con el que se fabrican relleno para pañales,
toallas de papel y filtros de agua. Si se mezcla esta proteína con un agente
reductor y se aplica presión, se obtienen películas finas de un plástico
biodegradable. Por ejemplo, los envoltorios de algunos caramelos están
fabricados con este material. El polvo de queratina puede ser utilizado también
como aditivo en la fabricación de otros
plásticos en reemplazo de la fibra de
vidrio, que no es biodegradable.
Combinando el polvo de queratina (figura
1.7) con polietileno se puede producir un
plástico más rígido, adecuado para la
fabricación de ciertas partes de autos,
como puede ser el tablero.
Figura 1.7
72
73
Diagrama de queratina
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
73
MATERIAS PRIMAS RENOVABLES
Plantas
Los combustibles fósiles proveen tanto la energía como la materia prima para
fabricar los plásticos tradicionales. En esta industria se gastan 270 millones de
toneladas de combustible por año. Ante los problemas de escasez y
contaminación derivados del uso de estos
combustibles, los vegetales pueden ser,
aparentemente, una excelente alternativa,
tanto por ser fuentes de energía como
porque aportan materias primas para la
industria.
Figura 1.8
Proceso en las plantas
74
Ya se ha descubierto la manera de utilizar plantas para fabricar plásticos. Se los
ha denominado “plásticos verdes” ya que se producen a partir de una fuente
renovable y son biodegradables. Sin embargo, recientes investigaciones señalan
aspectos no tan alentadores: a) su biodegradación también produce cantidades
considerables de gases que aumentan el efecto invernadero y b) los procesos de
extracción de estos plásticos requieren cantidades considerables de combustibles
fósiles.
TIPOS DE PLASTICOS QUE SE OBTIENEN
Plásticos tradicionales
Uno de los monómeros que se obtienen
del petróleo a partir del craqueo es el
eteno. La adición de muchos de estos
monómeros forma el polietileno.
Figura 1.9 Diagrama de la formación del Polietileno
74
75
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
75
Originalmente, el nylon se obtenía a partir de carbón, aire y agua; ahora se
produce por condensación de compuestos que además de carbono e hidrógeno
tienen oxígeno y nitrógeno. Estos compuestos se obtienen a partir de alquenos
con igual número de átomos de carbono.
Figura 1.10 Diagrama de una molécula de Nylon
76
Plásticos nuevos
Plásticos conductores
El premio Nóbel de Química del año 2000 fue
otorgado a investigadores que descubrieron
un procedimiento para hacer plásticos
conductores de la corriente eléctrica.
Tradicionalmente,
los
plásticos
fueron
utilizados como materiales aislantes, o sea
para impedir el paso de la electricidad. Un
material es conductor (como los metales y el
grafito) porque permite la circulación de
electrones.
Figura 1.11 Esquema de un plástico conductor
77
Para lograr que los plásticos sean conductores deben ser modificados,
haciéndolos reaccionar con sustancias capaces de cederles o sacarles electrones.
Al quitar electrones a la unión C-C del polímero, se rompe el apareamiento de los
átomos y se dejan lugares vacíos que permiten la circulación de electrones.
76
77
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
Imagen tomada de Cuaderno de Notas CN 3/8, Ministerio de Educación, Republica de Argentina
ANEXO 2. Procesos de fabricación78
2.1 PROCESOS DE FABRICACIÓN
Existen dos procesos básicos en la producción de materiales compuestos, el
sistema de molde abierto (Figura 2.1); que como su nombre lo indica sobre el
mismo molde se aplican la fibra y la matriz. Y el sistema de molde cerrado (Figura
2.2), el cual tiene un proceso adicional de inyección de la matriz.
Molde abierto
•
•
•
•
•
•
•
•
PROYECCIÓN
CONTACTO A MANO
BOLSA DE VACÍO
INFUSIÓN
PRE-IMPREGNADOS
CENTRIFUGACIÓN
ENROLLAMIENTO FILAMENTARIO
RFI
Figura 2.1 Esquema de producción por Molde Abierto
Molde cerrado
•
•
•
•
•
•
RTM/VARTM
INYECCIÓN DE TERMOESTABLES
RIM / RRIM / SRIM
MOLDEO EN PRENSA
SMC/BMC
PULTRUSIÓN
Figura 2.2. Esquema de Producción por
Molde Cerrado
78
Área de Ingeniería e Infraestructura de los Transportes, Departamento de Ingeniería Mecánica, Universidad de
Zaragoza.
Como se describe en el apartado 7.4.2 del presente documento, existen diferentes
procesos de producción en materiales compuestos pero, cada uno de ellos tiene
rangos de desempeño (Figura 2.3) que son necesarios tener en cuenta al
momento de proponer un sistema estructural.
Figura 2.3. Procesos asociados a Materiales Compuestos - Rangos de desempeño
Los procesos de fabricación para plásticos reforzados con fibra dependen de su
función, tamaño, cantidad, tasa de producción, acabados y consideraciones de
costo. Los propuestos para la presente investigación son: contacto, laminado
continuo, pre-impregnado y pultrusión.
Contacto. Es denominado así debido a las bajas o nulas presiones que necesita y
fue la primera técnica que se empleo en el laminado de los plásticos reforzados
con fibra de vidrio, siendo todavía uno de los procesos más utilizados.
En producciones de series industriales cortas o de piezas de gran superficie es el
método más económico al presentar las ventajas de su relativa sencillez y no
requerir mano de obra excesivamente especializada ni inversiones elevadas.
Por otro lado, las características mecánicas y físicas alcanzadas son inferiores a
las obtenidas mediante otros procesos, debido sobre todo a la limitación del
porcentaje de fibra de vidrio de los laminados.
El método operativo consta de las siguientes fases:
Figura 2.4 Proceso de Contacto
Laminado continuo. Este es un proceso de compresión indirecta. Normalmente
la única fuerza o esfuerzo aplicado es la presión radial de los rodillos laminadores.
Esto deforma el material y lo hala a través de la holgura de los rodillos. El proceso
puede ser comparable a la compresión en el forjado pero difiere en dos aspectos;
la compresión se efectúa entre un par de platinas con diferentes inclinaciones
entre una y otra, y que el proceso es continuo, Figura 2.5
Figura 2.5 Distribución de fuerzas del Forjado y Laminado
El laminado es el proceso de deformación que más ampliamente se usa y en
razón a que existen muchas versiones el proceso tiene su propia clasificación.
Esta puede ser de acuerdo al arreglo de los rodillos en el bastidor del molino o de
acuerdo con el arreglo de los bastidores en secuencia.
Los molinos de laminación se clasifican de acuerdo a la Figura 2.6. El molino de
dos rodillos fue el primero y el más simple pero su capacidad de producción tiende
a ser baja debido al tiempo que se pierde al tener que regresar el material al frente
del tren o molino. Obviamente esto condujo al molino reversible de dos rodillos
donde el material puede ser laminado en ambas direcciones. Este molino está
limitado por la longitud que puede manejar y si la velocidad de laminado se
aumenta, el resultado casi es el mismo debido al incremento del tiempo requerido
para invertir la rotación en cada pasada. Lo anterior fija una longitud máxima
económica de alrededor de 10 metros por lamina.
Tipos de Molino
Figura 2.6 Tipos de Molino
Los molinos de laminación, tienen la desventaja de que todas las etapas del
laminado son efectuadas en la misma superficie del rodillo y la calidad de la
superficie del producto tiende a ser baja. Los cambios de rodillo en estos molinos
son relativamente frecuentes y requieren de tiempo. Es por ello que este tipo de
molinos se usa para el laminado primario, donde se requiere un rápido cambio de
forma, aun a expensas de la calidad de la superficie.
Los molinos continuos de laminación pueden clasificarse de acuerdo al arreglo de
los bastidores de los rodillos o pases. Estos son molinos continuos de laminación
en línea, y en línea de frente con bastidores en circuito cerrado o abierto, Figura
2.7.
Figura 2.7 Clasificación de los molinos de acuerdo con el arreglo de los bastidores
Los molinos en circuito abierto o cerrado requieren que la pieza de trabajo sea
doblada o girada entre cada bastidor o castillo, y por ello se usan para laminar
barras, rieles o secciones. Los molinos continuos se usan para placas, tiras u
hojas. Todos ellos requieren de una gran inversión y sólo se justifican cuando se
tiene garantizada una alta demanda del producto. Finalmente con este proceso se
obtienen láminas de cualquier longitud pero con espesores máximos determinados
por el tipo de molino que se emplee.
Pre-impregnado. La técnica de moldeo con materiales pre-impregnados es un
técnica relativamente nueva que permite obtener piezas con propiedades físicas y
mecánicas elevadas.
Al poder controlar de manera estricta los porcentajes de matriz durante su
fabricación, la utilización de materiales pre-impregnados permite alcanzar
proporciones de refuerzo matriz muy elevados, llegando inclusive a algunos
prepregs79 para aplicaciones aeroespaciales a valores tan sorprendentes como
90%/10%.
Proceso de fabricación: Existen dos procesos de fabricación por pre-impregnado;
Proceso de fabricación en dos fases: El proceso se realiza en dos etapas: en
primer lugar la fabricación de un film de resina de pequeño espesor, cuya
formulación es la que finalmente determinará el ciclo de curado del preimpregando. El refuerzo (roving directo o tejido) se integra con la resina en una
etapa posterior, posicionado entre dos capas del film de resina fabricado
previamente y mediante la aplicación de calor (para bajar la viscosidad de la
resina) y presión (pasando a través de rodillos de compactación).
Figura 2.8. Moldeo por pre-impregnado en dos fases
Proceso de fabricación en una fase: El tejido de refuerzo seco está dispuesto en
unos rodillos de alimentación. Este pasa a través del baño de resina, que tiene un
contenido de entre un 20-50% de solventes. El tejido impregnado es escurrido
mediante dos rodillos que retienen el exceso de resina.
Posteriormente, el sistema resina/refuerzo pasa a través de un horno (180ºC a
230ºC) donde se evapora gran parte de los solventes, aumentando de este modo
su viscosidad, y quedando el material dispuesto para ser cubierto por ambas caras
por un papel/film separador.
79
Abreviatura para pre-impregnados
Figura 2.9. Moldeo por pre-impregnado en una fase
Características físicas: un pre-impregnado posee las siguientes características;
Tack: Medida de la adhesión del pre-impregnado al molde o a otras capas previas
de un laminado. Ésta es la propiedad física mas característica, debido a que
afecta directamente a la facilidad de manejo del material.
Exceso de tacking - mala manejabilidad del material que puede ser dañado
durante su manipulación.
Defecto de tacking - posible inicio del curado de la resina.
Flow: Medida de la fluidez de la resina durante el curado bajo presión y a altas
temperaturas.
Gel time: Medida del tiempo que tarda una resina en alcanzar un estado de alta
viscosidad. Se podría entender como el tiempo de vida de un preimpregnado,
siendo un parámetro empleado en controles de calidad.
Drape: Medida de la capacidad que tiene un pre-impregnado para ajustarse a los
contornos de la superficie del molde. Este parámetro es fundamental a la hora de
elegir un tipo de pre-impregnado u otro, siendo normalmente las bandas
unidireccionales menos conformables que los tejidos.
Las salas donde se procede a la fabricación de las piezas están acondicionadas,
de modo que se minimizan las variaciones de temperatura y humedad. Estas
están presurizadas para evitar la entrada de aire del exterior, y con ello de las
impurezas que éste pudiera contener.
Pultrusión. Comúnmente, los filamentos reforzantes, saturados con resina
termoestable catalizada, son tirados de manera continua a través de un orificio
dentro de un molde caliente de acero. Al pasar por el molde, la resina se
polimeriza, lo que origina un perfil rígido de sección constante y de longitud
ilimitada.
Figura 2.10 Proceso de pultrusión
Los Materiales:
La fibra de vidrio continua es el principal material de refuerzo utilizado en el
proceso de pultrusión, éste le confiere una resistencia muy elevada en dirección
longitudinal. Puede aumentarse la resistencia transversal mediante la utilización
de esteras de fibra continua de vidrio no tejidas (mat).
Para ofrecer una superficie externa brillante y de buena calidad se utilizan velos de
superficie.
La composición de la mezcla de resina varía de acuerdo al tipo de resina utilizada.
Esta mezcla está constituida por resina (poliéster, Vinilester o epoxi), catalizador,
monómero de estireno, colorante (si es requerido), carga y desmoldante.
Proceso de pultrusión:
Figura 2.11. Proceso de Putrusión
1- Distribución de los materiales de refuerzo: al salir de la bobinas los rovings,
pasan a través de guías individuales en dirección al baño de impregnación.
Pueden acompañar a los rovings los materiales de refuerzos planos (mat).
2- Impregnación: todos los filamentos de refuerzo deben empaparse totalmente
en la mezcla de resina, la cual está ubicada en una batea de aproximadamente un
metro de largo.
3- Conformado y polimerización: los filamentos de roving ya embebidos, los mat y
velos de superficie pasan a través de un molde calefaccionado, donde se produce
la polimerización.
4- Tracción: para transmitir la fuerza de estirado se utilizan, bien trenes de oruga
o garras con tracción hidráulica coordinada. Trabajan una contra otra, de modo
que mientras una garra estira, la otra viaja abierta en dirección contraria y pueden
proceder a tirar alternativamente.
5- Corte: se realiza mediante una sierra de corte que se acciona cuando se
alcanza la longitud requerida.
6- Estación de productos cortados.
La pultrusión es un proceso ideal para piezas de sección transversal constante,
tales como perfiles, postes, celosías, varillas, paneles y tubos. Mediante este
proceso se obtienen elementos de dimensiones precisas, así como de alta
resistencia longitudinal y rigidez.
Finalmente, la fabricación de un sistema estructural completo puede requerir de
todos los procesos anteriormente descritos con el fin de obtener la mejor relación
costo-beneficio y el mejor comportamiento ante solicitaciones estructurales.
2.2 PROCESOS DE FABRICACIÓN PARA LOS ELEMENTOS PROPUESTOS
EN LA PRESENTE INVESTIGACIÓN
2.2.1. PANELES
Proceso de producción
Para los paneles, y de acuerdo a las exigencias estructurales impuestas al sistema
es recomendable utilizar un proceso de pre-impregnado el cual tiene las siguientes
características:
Refuerzos impregnados con
resinas que se encuentran
en fase de polimerización
pero cuya cinética esta
controlada
Epóxi: Son los pre-impregnados más
utilizados en aplicaciones de altos
requerimientos estructurales.
Poliéster:
SMC
/
estructurales,
mayor
producción)
BMC
(menos
volumen
de
El material permanece en un
estado de “latencia” (estado “B”
o
“semicurado”)
a
bajas
temperaturas (velocidad de
reacción muy baja), de forma tal
que se puede almacenar durante
meses.
•
El curado evoluciona muy
lentamente a temperatura
ambiente, de forma tal que
permite su manipulación y
colocación en las fases de
fabricación.
•
El
curado
evoluciona
rápidamente
a
elevadas
temperaturas para conseguir
tiempos
de
fabricación
razonables.
Ventajas
Desventajas
El control sobre el porcentaje fibra/resina esta muy determinado, y
además es muy alto, lo que hace que sea ampliamente utilizado
para la fabricación de piezas estructurales en la industria
aeronáutica, energía eólica, productos de alta competición
deportiva, etc.
El hecho de que el material contenga la resina a priori, elimina la
necesidad de impregnarlo in situ, con lo que el proceso de
laminado de la pieza se simplifica considerablemente, reduciendo
los posibles defectos de fabricación.
El costo del producto es elevado. La complicada formulación de las
resinas, junto con la necesidad de almacenaje y transporte en
lugares refrigerados, hacen que la utilización de estos materiales
este limitada a mercados muy definidos.
2.2.2 CONECTORES
Proceso de pultrusión
La pultrusión es un proceso de fabricación de estructuras de
materiales compuestos automático, continuo y muy versátil, con el
que se obtienen perfiles de sección constante.
Estas secciones pueden ser en forma de barra, tubo, angular, viga
cajón, placa, o en formas más complejas.
El término pultrusión se refiere tanto al producto final como al
proceso de fabricación. En todos los casos se usa una fibra de
refuerzo que va embebida en una resina termoestable, que
reacciona químicamente cuando se le aplica calor generando una
reacción exotérmica.
Cualquier longitud de perfil que sea transportable puede ser
pultruida.
Cualquier forma compleja de sección, siempre que sea constante
puede ser obtenida mediante pultrusión.
Preformas de madera, o de espuma pueden ser incluidas de forma
continua en los productos pultruidos.
La posibilidad de usar una amplia gama de refuerzos y preformas.
Poca mano de obra y alta automatización y continuidad del
proceso.
El acabado de las piezas fabricadas mediante pultrusión es de alta
calidad debido a la precisión de la superficie del molde.
Ventajas
Desventajas
La alta dificultad de fabricar estructuras que no sean
unidimensionales, como barras o perfiles y además de sección
constante.
La imposibilidad de orientar las fibras en ángulos óptimos.
La necesidad de un molde de altas prestaciones con acabado muy
fino y que se necesite de series de fabricación muy largas para
amortizarlo.
La velocidad del proceso es relativamente lenta.
Se suelen dar problemas de adhesión cuando es necesario unir
estas piezas mediante uniones adhesivas.
ANEXO 3. Fibras, Matrices y Núcleo
3.1 FIBRAS
3.1.1. Fibra de Vidrio
Fibra de vidrio es vidrio en forma de filamentos. Los filamentos pueden ser hechos
con diversos tipos de vidrio, designados con las letras A, E, C, AR y S. Los más
comúnmente utilizados para refuerzo de productos son los tipos E (eléctrico), AR
(Alcali Resistente) y C (con resistencia química).
El proceso mediante el cual se producen los filamentos de vidrio es el siguiente:
en un reactor son incorporados todas las materias primas finamente divididas en
forma de polvo, donde son fundidas. El vidrio fundido fluye a través de canales
que tienen gran cantidad de pequeños hoyos. El vidrio fundido sale desde estos
hoyos como un filamento continuo. Estos filamentos continuos pasan sobre un
aplicador que les impregna con un cubrimiento químico (ó apresto) el cual le dará
características especiales para su procesamiento posterior. Este apresto aumenta
la habilidad del vidrio para adherirse a otros materiales y es muy importante para
determinar la calidad del material. Los filamentos así tratados son curados en
estufas para terminar su procesamiento.
Propiedades de la fibra de vidrio:
Propiedad
E
C
Gravedad específica
2,56 2,45
Resistencia a la tracción
3,6
de la fibra GN/m2
-----------
Punto ablandamiento °C 850
690
S
R
2,49
2,58
4,5
4,4
-------- 990
Conductividad
térmica W/m °C
Índice
Refracción
1,04
de
1,545 1,549
Módulo de Young
de
elasticidad 75,9
GN/m2
----------- 86,2 84,8
Clasificación de la fibra de vidrio
Los vidrios E son los más utilizados en la fabricación de fibras continuas.
Básicamente, el vidrio E es un vidrio de borosilicato de calcio y aluminio con muy
bajo o nulo contenido en potasio y sodio. EL vidrio E no modificado tiene una
resistencia a la tracción de 3,44 GPa y un módulo de elasticidad de 72,3 GPa.
Los vidrios S tienen una relación resistencia/peso más alta y son más caros que
los vidrios E. Estos vidrios se utilizan principalmente en aplicaciones militares y
aeroespaciales. Su resistencia a la tracción está sobre los 4,48 GPa y poseen un
módulo de elasticidad de unos 85,4 GPa. El diámetro de las fibras comerciales de
vidrio E está entre 8 y 15 µm siendo con frecuencia de 11 µm.
Chopped Strand Mat (CSM)
Fibra de vidrio llamada comúnmente "Mat". Los mats de buena calidad están
construidos con filamentos individuales de 50 mm. de largo y distribuidos al azar
dando una mínima orientación a los filamentos. La calidad del apresto hace la
diferencia en cuanto a asegurar una resistencia consistente independiente de la
dirección en la cual el filamento se pone en el laminado. El apresto es disuelto por
el estireno contenido en las resinas de poliéster y Vinilester y permitiendo que el
mat adquiera las formas más complejas en la matriz. Utilizando sólo fibra de vidrio
del tipo mats, pueden fabricarse productos de bajo costo. Los mats son utilizados
principalmente en laminación manual, laminados continuos y algunas aplicaciones
en moldes cerrados. Los pesos son medidos en gramos por metro cuadrado.
Las principales características de la fibra de vidrio mats son:
Para usar en laminación manual
Moldeo continuo
Laminados con poca resina
Fácil remoción de aire atrapado
Rápida humectación con buena resistencia
Tipo de vidrio: E
Diámetro nominal del filamento: 11 micrones
Densidad lineal del filamento básico: 30 tex
Longitud del filamento: 50 mm
Variedades de mats: 225 G/m2; 300 g/m2; 250 g/m2 y 600 g/m2
WOVEN ROVING 600 / 800
Este producto es un tejido hecho de filamentos continuos colocados en forma
vertical y horizontal, sin amarres. Por lo cual puede tomar distintas formas y
curvas. Siendo un tejido pesado podrá transferir su configuración a través del Gel
Coat si es colocado cerca de la superficie. Manteniendo una alta relación de
fibra/resina se obtendrá laminados muy fuertes por moldeo por contacto y son
utilizados principalmente como el último laminado en grandes estructuras tales
como embarcaciones.
Los woven roving pueden ser suministrados además con una fibra del tipo Mat
unidos químicamente ó bien cocidos con un hilo. Los tejidos bi-direccionales
proporcionan buena resistencia en las dos direcciones de 0° y 90°. Son utilizados
para fabricar laminados gruesos, especialmente en operaciones de laminado
manual.
Sus principales características son:
Para aplicación manual.
Para procesos de laminación en moldes abiertos y en grandes
moldes cerrados.
Son compatibles con resinas de poliéster, Vinilester, fenólicas y
epóxicas.
Muy rápida penetración, saturación y humectado de los laminados
de resina.
Muy altas propiedades de resistencia de los laminados.
ROVING DIRECTO PARA FILAMENT WINDING 2200 / 2300 / 2400 / 4400 / 4800
Direct roving ó hilo roving ha sido diseñado específicamente para usar en la
técnica de enrollado de filamentos, filament winding, con resinas de poliéster,
viniléster y sistemas epóxicos y ofrecen rápida humectación y excelente
procesamiento.
Estos sistemas utilizan la unidad tex para su designación:
Tex = g/1.000 m
Enrollado de filamentos ó filament winding es un procedimiento automatizado de
alto volumen que es ideal para la fabricación de tuberías, estanques, varas y
tubos, vasos de presión y otras formas cilíndricas. La sofisticación de la máquina
varía desde operaciones básicas de transmisión de cadenas de dos ejes hasta
sistemas multi-ejes y multi-mandriles controlados por computador.
Las óptimas propiedades se obtienen cuando la tensión de la fibra es igual en
todas las fibras. La fibra de vidrio es humectada en un estanque a través del cual
se hace pasar los filamentos de vidrio. El mandril es rotado al mismo tiempo que
se le va entregando el hilo roving a través de toda su longitud.
El tiempo de fabricación de un estanque de presión para gas comprimido hecho
con resina epóxica reforzada con hilo "E", de 4,57 m. de diámetro por 22,86 m de
largo es de una hora para la fabricación y de 2,5 horas para post-curado a 130°C.
Debido a que la acción de enrollar el filamento compacta al laminado, no son
necesarios otros métodos de compactación tales como con bolsa de vacío u otros.
ROVING PARA PISTOLA SPRAY-UP
Este roving está formado por mechas que contienen varios filamentos enrollados.
Spray-Up es el más económico y más común de los procesos para fabricar
productos de fibra de vidrio.
Su sistema de designación es 2.400 (60), lo cual indica que es de 2400 tex y de 60
cabos (60 grs./1000 m) por cada mecha.
Con spray-up, el roving de fibra de vidrio alimenta una pistola con cortador
(chopper), el cual corta fibra de vidrio en longitudes predeterminadas. Esta fibra de
vidrio va directamente a un flujo de resina. La combinación de estos materiales es
dirigida a la cavidad del molde cuando la parte compuesta tiene formas.
El roving para pistola es manufacturado a partir de filamentos continuos de fibra de
vidrio, sin torceduras mecánicas y es empacado en tubos que se entregan listos
para ser usados en las operaciones del cliente. También debe contener aprestos
especiales para mejorar su manipulación y optimizar el enlace fibra-resina en el
compuesto.
En el procedimiento spray-up, después de curar el gelcoat, es rociada resina
catalizada (usualmente poliéster ó Vinilester con una viscosidad de 500 cps a
1.000 cps, junto con fibra de vidrio cortada. Los cortes de fibra de vidrio roving van
directamente dentro de la resina rociada, de tal forma que todos los materiales son
aplicados simultáneamente al molde. Empleando resinas con bajo contenido de
estireno ó sin estireno, rellenos y pistolas rociadoras de alto volumen/baja presión
ó rodillos de presión para alimentar resina como aplicadores, se ayuda a reducir
las emisiones de compuestos orgánicos volátiles.
Un buen hilo roving para pistola debe tener las siguientes características:
Excelente trabajabilidad
Baja estática y poca pelusa
Buena dispersión y cortabilidad
Debe aumentar la calidad del laminado y reducir los desperdicios
Debe tener alto poder de mantener la resina
Debe dejarse usar por todos los tipos de equipos spray-up
Debe tener un rápido y completo humectado
3.1.2. Fibra de Carbono
Las fibras de carbono fueron utilizadas por Edison en 1900 como filamentos para
bombillas. En la década de 1960 los primeros desarrollos fueron realizados por
Shindo en Japón, Watt en Inglaterra y Bacon y Singer en USA. La primera fibra de
carbono comercial de altas prestaciones data de 1963.
Las fibras de carbono de alta resistencia y alto módulo
tienen un diámetro de 7 a 8 µm y constan de pequeños
cristales de grafito “turbostrático” (una de las formas
alotrópicas del carbono) En un monocristal de grafito los
átomos de carbono se ordenan en redes hexagonales, como
se muestra en la Figura 3.1.
Figura 3.1 Ordenamiento hexagonal de la red de átomos de Carbono
EL módulo de elasticidad de las fibras de carbono depende del grado de
perfección de la orientación, la cual varía considerablemente con las condiciones y
proceso de fabricación. Las imperfecciones en orientación dan como resultado,
intersticios de forma compleja, alargados y paralelos al eje de la fibra. Estos
actúan como puntos de concentración de tensiones y puntos débiles que llevan a
la reducción de las propiedades. Otras causas de debilidad, que se asocian a
menudo al proceso de fabricación, incluyen las picaduras y los macrocristales.
Procesos de obtención de fibras de carbono: Aunque se ha investigado una gran
cantidad de materiales como precursores de la fibra de carbono, el poliacrilonitrilo
(PAN), la brea y la celulosa (en orden decreciente de uso actual), son los tres
precursores que actualmente se utilizan para fabricar las fibras de carbono. Las
fibras que están basadas en el PAN tienen diámetros que oscilan entre las 5 y 7
mm, y aquellas cuyo precursor es la brea están entre las 10 y 12 mm.
Las fibras tipo 1, obtenidas a partir de poliacrilonitrilo normal (base-PAN) tienen
una delgada cobertura de capas circunferenciales y un núcleo con cristales
desordenados. A diferencia, algunas fibras obtenidas a partir de mesofases
bituminosas muestran estructuras de capas orientadas radialmente. Estas distintas
estructuras dan como resultado algunas diferencias significativas en las
propiedades de las fibras.
La brea (pitch) puede procesarse en forma isótropa o altamente orientada. Su
proceso es similar al de precursor PAN.
El rayón, derivado de materiales provenientes de la celulosa, puede procesarse
como rayón común o purificado con un catalizador que permita la deshidratación
de la celulosa.
Existen tres procedimientos principales para producir fibras con las capas
grafíticas orientadas preferencialmente paralelas al eje de la fibra:
a) Orientación del polímero precursor por estiramiento. El PAN se emplea como
material de origen (siendo el más común), el cual es un polímero que se asemeja
mucho al polietileno en su conformación molecular en la que cada grupo lateral
alternado de hidrógeno del polietileno es reemplazado por un grupo nitrilo. En el
primer estado del proceso la masa de PAN se convierte en una fibra que se estira
entonces para producir la orientación de las cadenas a lo largo del eje de la fibra.
Cuando se la calienta la fibra estirada, los grupos activos nitrilo interaccionan y
producen un polímero en escalera que consta de una fila de anillos hexagonales.
Mientras la fibra esta todavía bajo tensión se calienta en una atmósfera de
oxígeno que conduce a la siguiente reacción química y a la formación de enlaces
cruzados entre las moléculas de la escalera. El PAN oxigenado se reduce
entonces para dar la estructura de anillo de carbono que se convierte en grafito
turbostrático por calentamiento a temperaturas más altas. El modulo de elasticidad
y la resistencia de las fibras dependerá de la temperatura del tratamiento de
calentamiento final que determina el tamaño y la orientación de los cristales.
Figura 3.2 Producción de Fibra de Carbono - Orientación del polímero precursor por estiramiento
b) Orientación por hilado. Este método consta del moldeo de hilos de alquitrán
fundido para producir fibras. Durante este proceso de hilado los efectos
hidrodinámicos en el vacío determinan la orientación de las moléculas planas,
pudiéndose inducir diferentes clases de orientación. El hilo se hace infundible por
oxidación a temperaturas por debajo de su punto de ablandamiento para evitar la
fusión de los filamentos en un conjunto. Sé carboniza entonces a temperaturas
normalmente alrededor de los 2000ºC. Se requerirán esfuerzos de tracción
durante algunas de estas etapas para prevenir la relajación y pérdida de la
orientación preferencial.
Figura 3.3 Producción de Fibra de Carbono - Orientación por hilado
c) Orientación durante la grafitización. A temperaturas muy altas (mayores a
2000ºC) las fibras carbonizadas a partir de rayón, alquitrán o PAN pueden
estirarse durante la etapa de grafitización. Esto tiene como consecuencia el
deslizamiento de las capas de grafito unas sobre otras y la posterior orientación de
las capas paralelamente al eje de la fibra.
Figura 3.4 Producción de Fibra de Carbono - Orientación durante la grafitización
Propiedades de los distintos tipos de fibra de carbono
PRECURSOR
PAN, BREA
MESOFASE Y
RAYÓN
PURIFICADO
PRECURSOR
PAN, BREA
ISOTROPA Y
RAYÓN
Alto Modulo
Alta
(I ó HM) Resistencia
(II ó HR)
7,0
8,0
1810 - 1870 1740 - 1760
390
230
2,1 - 2,7
2,6 - 5
0,7
2,0
210
130
2,56
2,56
Tipo III ó
A
PRECURSOR
PAN
Tipo
Diámetro del filamento ( µm)
Densidad (Kg/m 3)
Módulo de elasticidad (GPa)
Resistencia a tracción (GPa)
Elongación a la rotura (%)
Módulo específico
Coeficiente expansión térmica (10 -6 /ºK)
7,0 - 8,0
1820
290
3,1
1,1
160
2,56
Grados de la fibra de carbono
La fibra de carbono de alto módulo (I ó HM) es la más rígida y
requiere la mayor temperatura en el tratamiento (2700 ºC).
La fibra de carbono de alta resistencia (II ó HR) es la más fuerte y
se carboniza a la temperatura que proporciona la mayor
resistencia a tracción (1800 ºC).
El tercer tipo de fibra de carbono (III ó A) es la de menor costo; la
rigidez es menor que en las anteriores pero la resistencia es
aceptable. Este tipo presenta la temperatura más baja en el
tratamiento (1100 ºC).
3.2 MATRICES
CLASIFICACIÓN DE LAS RESINAS
Resinas Termoestables
En los polímeros termoestables, las resinas líquidas se convierten en sólidos
duros y frágiles por uniones químicas cruzadas que llevan a la formación de una
red tridimensional fuertemente unida de cadenas de polímeros. Las propiedades
mecánicas dependen de las unidades moleculares que forman la red y de la
extensión y densidad de los enlaces cruzados. Lo primero está determinado por
los productos químicos iniciales usados y lo segundo por el control de los
procesos de unión reticular que están involucrados en el curado. El curado puede
conseguirse a la temperatura ambiente, pero es normal usar un sistema de curado
que suponga el calentamiento a una o más temperaturas durante tiempos
preestablecidos para alcanzar unas uniones cruzadas óptimas y por tanto unas
mejores propiedades. A menudo se da un tratamiento de poscurado a una
temperatura final relativamente alta para minimizar cualquier posterior curado y
cambio de propiedades en servicio. La contracción durante el curado y la
contracción térmica por enfriamiento posterior al curado pueden provocar
tensiones internas en los materiales compuestos.
Clasificación general
Tipo
Costo
Epoxi
Volumen
de mercado
25
Poliéster
125
1
Viniléster
8
2
Fenólica
1
2
4
Propiedad
Fundamental
Alta Resistencia
Mecánica, Fatiga
Bajo Coste, Bajas
Prestaciones
Alta Resistencia
Química
Alta Resistencia a
Fuego y Humos
Tg
ºC
235
90
110
200
RESINA EPOXI: El químico ruso Prileschajev descubrió a comienzos del siglo XX
que las olefinas reaccionan con peroxido benzóico para formar epóxidos. A
mediados de la década de 1930, el científico alemán P. Schlack solicitó una
patente consistente en la preparación de poliaminas de alto peso molecular a
partir de aminas y compuestos epóxidos que contenían más de un grupo epóxi.
Estos compuestos epóxidos se formaban mediante la reacción de Epiclorhidrina y
Bisfenol A.
La química de la epoxi tal como se conoce hoy fue descubierta por P. Castan
(Suiza) y S. Greenlee (USA), a finales de los 30’. El primer producto comercial lo
lanzó Ciba Geigy en 1946.
Las matrices epóxi son polímeros que contienen en su molécula dos o varias
funciones epoxídicas. La rigidez, resistencia y dureza de los epóxis es superior a
la de las resinas de poliéster y viniléster, y, por ello, pueden operar a niveles de
solicitación y temperaturas más altas. Tiene buena adherencia a muchos
sustratos, baja contracción durante la polimerización y son especialmente
resistentes a los ataques de los álcalis.
Las resinas epóxi se caracterizan por sus elevadas propiedades mecánicas, baja
retracción, un buen comportamiento a temperaturas elevadas, hasta 180ºC y una
buena resistencia ante los agentes químicos.
GRUPO EPOXI
Figura 3.5 Epóxi TGMDA
La mayoría de las resinas epóxicas están basadas en tres estructuras químicas.
TGMDA (dianilina tetraglicidil metileno), DGEBA (diglicidil eter de bisfenol A), la
más usada, y fenolformaldehído epoxi NOVOLAC. La principal diferencia entre las
moléculas es que TGMDA y las novolacas curan a una densidad de
entrecruzamiento mayor que la epóxi DGEBA (Figura 3.6), la cual presenta altos
valores de módulo de Young y Tg, pero bajos valores de deformación a la rotura.
Figura 3.6 Epóxi DGEBA
TIEMPOS DE CURADO80
El curado se lleva a cabo siguiendo las curvas T/t dadas por el fabricante. Si se
requiere una alta compactación a través del espesor se requiere curado en
autoclave.
RESINA POLIESTER: La primera preparación de resina de poliéster se debe a
Berzelius en 1847 y Gay-Lussac y Pelouze en 1883. Carleton Ellis introdujo la
idea del material compuesto poliéster/fibra de vidrio en la década de 1930. Ellis
descubrió que las resinas de poliéster no saturadas obtenidas mediante la
reacción de glicoles con anhídrido maléico podían curar y polimerizar, pasando a
un estado sólido insoluble mediante la adición de un peróxido como catalizador.
Solicitó una patente por esta idea en 1936.
80
Área de Ingeniería e Infraestructura de los Transportes, Departamento de Ingeniería Mecánica, Universidad de
Zaragoza, Modulo Nuevos Materiales
Son polímeros que contienen el grupo éster (Figura 3.7). Los hay saturados y no
saturados. Los primeros son termoplásticos, que se presentan en forma de fibras,
film o resinas. Los más importantes son el PET (tereftalato de polietileno) cuya
aplicación más extendida es la botella
de agua mineral y el PBT (Tereftalato
de polibutileno) el cual es muy
prometedor
como
matriz
termoplástica estructural.
Figura 3.7 Resina poliéster
Los poliésteres no saturados presentan doble enlace, los cuales son muy
inestables y pueden polimerizar en contacto con un monómero también insaturado
como es el estireno (de olor característico) en presencia de un catalizador.
Son las resinas más utilizadas, por su bajo costo, buen comportamiento con el
agua y propiedades mecánicas razonables cuando se asocia con la fibra de vidrio.
Sus desventajas son la baja temperatura máxima de operación (80 ºC), elevada
deformación en el curado (7% en volumen) y deficiente respuesta ante esfuerzos
de fatiga.
La copolimerización conduce al endurecimiento y se realiza sin eliminación de
productos secundarios y sin necesidad de presiones ni de temperaturas elevadas.
La configuración y la composición química de la resina poliéster endurecida
determinan sus características y sus propiedades (flexibilidad, dureza, resistencias
mecánica, química, térmica, etc.)
El endurecimiento es debido a que los dobles enlaces del poliéster no saturado
son muy inestables en presencia de estireno y un catalizador. El endurecimiento
de la resina de poliéster se efectúa en presencia de un catalizador, de dos formas
diferentes:
•
•
A temperatura ambiente, con la ayuda de un acelerador.
A temperaturas elevadas
Los catalizadores son peróxidos orgánicos que responden a la siguiente fórmula
general: R - O - O - R'. Estos tienen por objeto llevar a la molécula de poliéster a
un nivel energético tal, que la reacción de copolimerización se haga posible en las
condiciones de transformación elegidas.
FASES DE REACTIVIDAD DE LA RESINA DE POLIESTER81
TEMPERATURA (ºC)
Pico Exotérmico
Punto de Gel
Enfriamiento
Gelificación
Endurecimiento
Temperatura de baño
Tiempo
de gel
T0
Tiempo de
reactividad
Tiempo de polimerización
TIEMPO (min)
De este gráfico es claro concluir que en el proceso de aplicación de la resina sobre
la matriz los tiempos deben ser exactos antes de perder las propiedades
intrínsecas del material y no poder obtener el compuesto que se haya
determinado.
Resinas Termoplásticas
Al contrario que las resinas termoestables, los termoplásticos no tienen enlaces
cruzados. Obtienen su resistencia y rigidez de las propiedades inherentes a las
unidades monoméricas y de su peso molecular muy elevado. Esto asegura que en
los termoplásticos amorfos haya una alta concentración de entramados
moleculares que actúan como enlaces cruzados y que en los materiales cristalinos
haya un alto grado de orientación y ordenación molecular. En los materiales
amorfos, el calentamiento conduce al desentramado y al cambio de sólido rígido a
líquido viscoso. En los materiales cristalinos el calentamiento da como resultado la
fusión de la fase cristalina para dar un líquido amorfo y viscoso.
81
Ídem 76
3.3 NUCLEO
NUCLEOS DE ESPUMA
Las propiedades dependen de:
• Composición de la espuma
• Estado del polímero
• Densidad de la espuma (Alta densidad, Baja densidad)
• Estructura de las celdillas
• Composición del gas espumante
La resistencia al fuego es un problema. Se incorporan aditivos como bromo,
fósforo y cloro.
Las propiedades a tener en cuenta: resistencia y módulo de compresión.
POLIURETANO
Buena resistencia mecánica e inmejorable tenacidad
Buen comportamiento ante abrasión
Muy buena resistencia química
Buen comportamiento ante bajas temperaturas
Aplicaciones: aislamientos térmicos y acústicos en edificios, instalaciones
frigoríficas y paneles estructurales.
Espumas Utilizadas
Tipo de espuma
PVC
PUR
Densidad
(kg/m3)
48
48
PVC
PUR
96
96
Resistencia Resistencia
a compresión a cortadura
0.65 MPa
0.45 MPa
0.41 MPa
0.14 MPa
1.68 MPa
1.38 MPa
0.83 MPa
0.62 MPa
Módulo
a cortadura
8.3 MPa
1.56 MPa
Temperatura
máxima
80 ºC
121 ºC
15.2 MPa
10.3 MPa
80 ºC
125 ºC
Los poliuretanos son una familia de polímeros con características diversas en
función de los productos de partida, pero normalmente se engloban bajo el mismo
nombre genérico de poliuretanos, con las siglas PUR. Los precursores son un
isocianato (por ejemplo, el TDI o el MDI) y un poliol de tipo poliéster.
La reacción de polimerización es generalmente muy rápida y al ser en fase líquida,
permite el moldeo en el momento de la propia reacción.
Esta reacción es tan rápida que si hacemos burbujear un gas en el momento de
mezclar los productos a reaccionar queda atrapado y el producto resultante es una
esponja, rígida o flexible, según sean los precursores.
ANEXO 4. Criterios de fallo
4.1 CRITERIOS DE FALLO PARA LOS MATERIALES COMPUESTOS
A la hora de diseñar con nuevos materiales, es necesario diferenciar entre
aquellos que son isótropos ó los que son ortótropos. La rigidez y la resistencia se
pueden representar mediante el módulo de Young y la tensión uniaxial,
respectivamente. El coeficiente de Poisson puede suponerse constante y de valor
determinado según el material (ver programa DAC82). Pero, cuando se trata de ver
la resistencia del material frente a esfuerzos combinados, es necesario determinar
el tipo de criterio ha aplicar. El criterio de Von Mises o Tresca es aplicable
únicamente en aquellos casos en que el material se considere isótropo; por el
contrario, los materiales compuestos rara vez se pueden considerar isótropos por
lo que para ellos lo más aproximado es aplicar el criterio de Tsai Wu, criterio que
se aplica en la evaluación de los modelos propuestos en la presente investigación.
4.1.1 CRITERIO MÁXIMO DE LA TENSIÓN DE ESQUILEO
El criterio máximo de la tensión de esquileo, también conocido como criterio de
Tresca o del huésped, se utiliza a menudo para predecir el rendimiento de
materiales dúctiles.
La producción en materiales dúctiles es causada generalmente por el
resbalamiento de los planos cristalinos a lo largo de la superficie máxima de la
tensión de esquileo. Por lo tanto, un punto dado en el cuerpo se considera seguro
mientras la tensión de esquileo máxima en ese punto está bajo la tensión de
esquileo de producción sy obtenida de una prueba extensible uniaxial.
Con respecto a la segunda tensión, la tensión de esquileo máxima se relaciona
con la diferencia en las dos tensiones principales (véase el círculo de Mohr). Por lo
tanto, el criterio requiere la diferencia principal de la tensión, junto con las
tensiones principales ellas mismas, son menores que la tensión de esquileo de la
producción,
82
Designing Advance Composites, Programa de calculo de la Universidad de Zaragoza
Gráficamente (Figura 4.1), el criterio máximo de
la tensión de esquileo requiere que las dos
tensiones principales estén dentro de la zona
verde indicada,
Figura 4.1. Tensiones principales
4.1.2 CRITERIO DE VON MISES
Se utiliza el Criterio de Von Mises (1913), también conocido como el criterio
máximo de la energía de la distorsión, la teoría octaédrica de la tensión de
esquileo, o la teoría de Maxwell-Huber-Hencky-maxwell-Huber-Hencky-von Mises,
a menudo para estimar la producción de materiales dúctiles.
El criterio de Von Mises indica que ocurre la falla cuando la energía de la
distorsión alcanza la misma energía para yield/failure en la tensión uníaxial.
Matemáticamente, se expresa esto como,
En los casos de la tensión plana, s 3 = 0. El criterio de Von Mises reduce a,
Esta
ecuación
representa una elipse
principal de la tensión
según lo ilustrado en la
figura 4.2,
Figura 4.2.
tensión
Elipse principal de
También se demuestra en la figura el criterio máximo de la tensión de esquileo (en
línea discontinua). Esta teoría es más conservadora que el criterio de Von Mises
puesto que se inscribe dentro de la elipse de Von Mises.
Además de limitar las tensiones del elemento principal para prevenir la falla dúctil,
el criterio de Von Mises también da una valoración razonable del fallo de fatiga.
En los materiales compuestos, el número de constantes se eleva a cuatro para la
rigidez y a cinco, al menos, para la resistencia de laminados unidireccionales. Por
eso se debe sustituir el cálculo escalar por el concepto de matriz (ver presentación
de propiedades).
Un aspecto especial de los materiales compuestos es que como la rigidez de un
laminado se lleva a cabo mediante inversiones matriciales, es imposible predecir
qué efecto van a tener operaciones sencillas como son añadir o eliminar láminas,
o rotar un determinado laminado. Por eso, con materiales compuestos se
recomienda el cálculo en lugar de la predicción y la intuición. Se deberá
estudiar a fondo la orientación adecuada de cada lámina dentro del laminado así
como la secuencia de apilado.
Se hablará de rotura de primera lámina o RPL y de rotura última de laminado o
RUL.
ROTURA DE LA PRIMERA LÁMINA O RPL
Los modos de rotura para materiales compuestos son más complicados que para
los materiales isótropos, porque además de tener diferentes valores de resistencia
en tracción y compresión, la resistencia en dirección de las fibras es diferente de la
existente en dirección transversal. Por eso hay cuatro tensiones uniaxiales X, X',
Y, Y' y una resistencia cortante S, también independiente para definir la lámina
unidireccional. Esto hace un total de cinco tensiones:
X = Resistencia a tracción longitudinal (en la dirección de las
fibras).
X'= Resistencia a compresión longitudinal.
Y = Resistencia a tracción transversal (en dirección perpendicular
a las fibras).
Y'= Resistencia a compresión transversal.
S = Resistencia a cortadura longitudinal.
Los cinco modos de rotura anteriormente descritos corresponden a un material
compuesto unidireccional, como es el caso de una única lámina. Pero esto no va a
ser lo común. Normalmente los laminados no serán unidireccionales, sino que
integran láminas en múltiples direcciones.
Entonces, cuando se habla de laminado, y no de lámina, los modos de rotura no
van a ser independientes unos de otros. Debido a la propiedad exclusiva de los
compuestos laminados del acoplamiento, los modos de rotura serán interactivos,
y algunos actuarán de forma secuencial. La resistencia de un laminado es función
de la carga aplicada, de los materiales de las láminas y de la secuencia de apilado
o "lay up".
Por la complejidad en los modos de rotura de los materiales compuestos, los
criterios de rotura que se van a utilizar para el diseño no nos van a poder predecir
la forma en que se produce la rotura, pero sí si esta se va a producir o no.
Para el presente proyecto, se estudiaran los criterios de rotura: criterio de máxima
deformación, criterio de máxima tensión y criterio de Tsai-Wu. Estos criterios
orientan en el diseño y permiten optimizar los laminados en cuanto a secuencia de
apilado y orientación de fibra. Se podrán calcular los márgenes de seguridad y las
características resistentes, así como las direcciones a adoptar para el mejor
aprovechamiento del material.
Pero deben tenerse presentes las dos limitaciones de todos los criterios de rotura:
Son criterios empíricos.
No pueden ser relacionados directamente con los modos y
mecanismos de rotura; ya que los fenómenos físicos de rotura de
los materiales compuestos son demasiado complejos como para
ser descritos por cualquiera de estos métodos.
Se pretende visualizar para cada lámina los valores de este índice en todos los
elementos de la malla, y así comprobar en qué elementos sobrepasa el valor
permitido para que no se produzca la rotura de esa lámina.
ROTURA DE LA ÚLTIMA LÁMINA O RUL
En el caso de obtener un índice de rotura mayor que el valor permitido, el
laminado podrá o no soportar la carga adicional.
En principio, se puede cargar, descargar y volver a cargar un laminado, no
existiendo efectos irreversibles mientras no se sobrepase el lugar geométrico RPL,
el cual describe las láminas intactas. Cuando se sobrepasa ese lugar geométrico,
comienzan a aparecer fisuras en dirección paralela a las fibras en láminas
unidireccionales. Las fisuras se propagan en el interior de la matriz y en la
interfase fibra-matriz. Conforme mayor sea la carga, mayor será el número de
fisuras generadas, hasta que se alcanza un nivel de saturación justo antes de la
rotura final del laminado.
Una lámina o un grupo de láminas con fisuras cambiarán la distribución de las
tensiones internas del laminado. Por ejemplo, las fisuras resultantes en
concentraciones de tensiones pueden generar fisuras o fracturas en las láminas
vecinas. Por lo tanto, cuando se obtenga en alguna lámina un índice de rotura
superior a la unidad (que indicaría que se ha producido rotura de la primera
lámina) los datos obtenidos en láminas vecinas no se deben interpretar como que
la lámina está mal colocada, ya que puede estar influido por las de al lado. La
rigidez real del laminado también disminuirá, pero no de forma apreciable porque
los módulos transversal y de cortadura son pequeños inicialmente comparados
con el módulo de Young longitudinal.
Para poder aplicar los análisis convencionales de tensiones, se deberá reemplazar
la lámina o láminas fisuradas por un continuo de rigidez menor. En este caso la
reducción de los módulos transversal y de cortadura son menores que el módulo
de la matriz porque la rigidez de la fibra permanece constante.
Como las láminas se degradan a través de una reducción del módulo de la matriz,
se supone que la rigidez longitudinal no varía. Se supondrá además que la
reducción del coeficiente de Poisson es mayor en el mismo porcentaje que lo es el
módulo de la matriz.
El uso de este modelo de degradación de la matriz es un método semiempírico
consistente en la ampliación de la teoría de placas laminadas a la rotura final del
laminado. La identificación de los modos de rotura es más complicada que los
estudios simples de rotura de fibra y de matriz/interfase. Los modos son
interactivos y ocurren tanto simultánea como secuencialmente. Modos adicionales,
como la delaminación, se pueden originar por impactos locales, o delaminaciones
en los bordes libres de la lámina.
Normalmente la predicción de RUL es mayor que la de RPL. Pero hay veces en
los que RUL es menor que RPL. En estos casos, RPL es la resistencia última. Por
lo tanto el lugar geométrico de RUL no representa necesariamente la capacidad
de carga última de un laminado porque parte de este lugar geométrico puede ser
menor que la RPL. Entonces la resistencia última es el mayor valor entre RPL y
RUL.
4.1.3. CRITERIO DE TSAI WU
Incluye interacciones cuadráticas entre las diferentes
componentes de tensiones, es decir es un criterio de rotura
acoplado
Similar al criterio de tensión de Von-Mises en isótropos. Puede
explicarse como una generalización de la energía de distorsión de
la deformación
Limitaciones: No identifica el modo de fallo. No diferencia entre
fallo de matriz o fallo de fibra
En el espacio de tensiones constituye una suma de productos
escalares lineales y cuadráticos:
Fijσiσj + Fiσi = 1
i,j = 1,2,3,4,5,6
Aplicando el criterio para el caso de una lámina ortótropa
trabajando en tensión plana, los parámetros F pueden calcularse
como:
Fxx = 1/XX' ,
Fyy = 1/YY' ,
Fss = 1/S
Fx = 1/X - 1/X' , Fy = 1/Y - 1/Y' , Fs = 0
*
F x y = F x y [F x x F y y ]
1 /2
*
-1/2 < F x y < 0
2
Cada combinación de componente de tensión alcanza el valor
máximo cuando el termino de la derecha de la igualdad alcanza la
unidad:
{σ}máx = R {σ}aplicada , y
{ε}máx = R {ε}aplicada , y
2
[Fij σi σj ] R + [F i σi ] R - 1 = 0
Fijσiσj + Fiσi = 1
Soluciones de la ecuación:
2
[Fi j σi σj ] R + [F i σi ] R - 1 = 0
Valores de F: parámetros del material
Valores de δ: conocidos para un estado tensional
Solución de la raíz cuadrada:
aR2+bR-1= 0,
a = Fij σ i σ j , b = Fi σ i
2
1/ 2
1⎤
⎛ b ⎞ ⎡⎛ b ⎞
R = −⎜ ⎟ + ⎢⎜ ⎟ + ⎥
a⎦
⎝ 2a ⎠ ⎢⎣⎝ 2a ⎠
De forma similar, se puede plantear este criterio en el espacio de
deformaciones. Los lugares geométricos de rotura son fijos en el
espacio de deformaciones y pueden analizarse como propiedades
del material
ANEXO 5. Estática - Conceptos generales
5.1 ESTÁTICA83
5.1.1 EQUILIBRIO
Existe equilibrio en cualquier condición en la que todos los efectos que influyen
son anulados por otros, resultando un sistema estable, balanceado o inmutable, a
esto Fuller llama equilibrio. El afirma que esto no implica que el equilibrio sea
sinónimo de inactividad sino que el equilibrio es dinámico.
Existen 3 clases de equilibrio: estable, inestable, e indiferente.
Equilibrio Estable: supongamos que apoyamos sobre
su base en el suelo a un cono. Para hacerlo caer
necesitamos desplazar su centro de gravedad con una
fuerza X, si esta fuerza no logra desplazar el centro de
gravedad el cono volverá a su posición inicial. Por lo
tanto un cuerpo se encuentra en equilibrio estable
cuando no tiene el peligro de caerse a menos de que
su centro de gravedad sea traspasado.
Equilibrio Inestable: Ahora si al cono lo apoyamos en
su vértice, comienzan los problemas, primero es muy
difícil conseguir que no se caiga ya que la superficie
de contacto entre el cono y el suelo es mínima y
segundo el centro de gravedad se encuentra más
arriba que en el caso anterior. En caso que podamos
conseguir que se mantenga en la posición, una ligera
fuerza lo hará caer al suelo. Por lo tanto la
inestabilidad produce vuelco.
Equilibrio Indiferente: en este caso el cono se
encuentra apoyado lateralmente, se mantendrá así si
no lo movemos, en caso contrario, la fuerza lo
desplazará pero este se mantendrá en su posición
inicial pero en otro lugar.
83
TRIANA, Raúl. Aproximación a los sistemas móviles articulados. 2003
5.1.2 ESTABILIDAD FORMAL
La estabilidad formal es la capacidad que tiene un sistema de mantener su forma.
En los sistemas de geometría plana el único polígono que cumple con esta
condición es el triangulo.
Supongamos que los lados del triángulo son barras rígidas y las unimos entre si
con tres articulaciones, al aplicar una fuerza este sistema no se deformará. Si
hacemos lo mismo con un cuadrado y aplicamos una fuerza este se deformara en
un rombo, y luego hasta formar una línea recta.
Con el resto de polígonos tendremos también deformaciones. Entre mayor sea el
número de lados las deformaciones se hacen menos predecibles y dependerán
del sentido de la fuerza que se le aplique. Este efecto depende de los GRADOS
DE LIBERTAD concepto que se explicara más adelante.
Si triangulamos un cuadrado, es decir si adicionamos una
barra entre dos vértices opuestos este tendrá estabilidad
formal y en consecuencia no se deformará. Pero si
adicionamos las dos diagonales seguirá siendo estable,
pero tendrá un elemento que sobra, a esto se le denomina
REDUNDANCIA.
En sistemas de geometría espacial se da el mismo efecto
de redundancia y grados de libertad, este último será la
piedra angular del movimiento. Un sistema tiene
estabilidad formal y no presenta redundancia si se cumple
la siguiente igualdad:
En sistemas de dos dimensiones:
2V = A + 3
En sistemas de tres dimensiones:
3V = A + 6
Donde V = al número de vértices y A = al número de
aristas.
5.1.3 GRADOS DE LIBERTAD
Se entiende por grados de libertad (GDL) de un sistema “al número de entradas
que se necesitan proporcionar, a fin de originar un
movimiento predecible. Asimismo es el número de
coordenadas independientes requeridas para definir su
posición.
También se define como el número de barras que le
hacen falta al sistema para tener estabilidad formal. En
la figura se muestra una barra colocada en un plano.
Para determinar su posición en el espacio es
necesario conocer las coordenadas (x,y) y el ángulo.
Por esta razón la barra tiene tres GDL. Por lo tanto un
cuerpo rígido en movimiento plano tiene tres GDL.
Ahora bien, si esta barra se encontrara en un espacio
tridimensional
seria
necesario
conocer
seis
coordenadas para determinar su posición (las
coordenadas X, Y y Z y sus respectivos giros).
Entonces todo cuerpo rígido en movimiento en un
espacio tridimensional posee seis GDL.
Para determinar los GDL se emplean dos formulas que
relacionan el número de barras con la cantidad y el
tipo de articulación. La primera es la ecuación de
Gruebler que sale de la ecuación que determina si un
sistema es estable por lo tanto:
2V = A + 3 entonces
GDL= 3(A - 1) - 2V
Donde:
A= número de barras
V= número de aristas
Teniendo en cuenta un triangulo como un sistema plano de barras estático (figura
1) y el tetraedro como sistema espacial también estático (figura 2), se puede
abstraer una ecuación donde es posible comparar polígonos o respecto a su
estabilidad un sistema puede ser:
ISOESTATICO
HIPOESTÁTICO y
HIPERESTATICO
Es decir un sistema es ISOESTÁTICO cuando los elementos que conforman un
sistema son si y solo si suficientes para garantizar la estabilidad del sistema.
En geometría la relación entre vértices y aristas satisface la ecuación:
2V = A + 3 (2D)
3V = A + 6 (3D)
Cuando son HIPOESTATICOS la relación entre los elementos no garantizan la
estabilidad del conjunto. En este caso el sistema cambia de posición y/o de forma.
En geometría la relación entre vértices y es mayor a la de aristas entonces:
2V > A + 3 (2D)
3V > A + 6 (3D)
Cuando son HIPERESTATICOS existe
una mayor cantidad de elementos que
hacen que el sistema sea estable, estos
elementos pueden quitarse y el sistema
seguirá siendo estable. En geometría la
relación entre vértices es menor a la
cantidad de aristas entonces:
2V < A + 3 (2D)
3V < A + 6 (3D)
Por lo tanto cuando un sistema es hipostático hablamos de
n grados de libertad y cuando un sistema es hiperestárico
hablamos de n grados de redundancia.
Al comparar las dos figuras (7 y 8) nos encontramos que
primera tiene 1 grado de redundancia, por lo tanto es un
sistema hiperestático. En cambio la segunda tiene dos
tensores reemplazando las barras, como consecuencia, al
valernos de la tracción de los tensores el elemento se
convierte en un sistema isoestático, es decir, un sistema
con estabilidad formal.
Fuller planteó que al utilizar tensores en vez de barras
para convertir a sistemas hipostáticos en isoestáticos era
necesario adicionar el doble de cables por cada barra que
se utilice como en la figura 8.
5.1.4 APOYOS
Existen básicamente tres tipos de apoyos: apoyo empotrado, apoyo articulado y
apoyo deslizable, cada uno de ellos con características específicas. Estos se
encuentran presentes en los sistemas móviles donde el apoyo más popular es el
articulado pero como veremos también existen casos en los que es posible utilizar
los otros dos.
Apoyo Empotrado:
Los apoyos empotrados ante las fuerzan que interactúan en el sistema puede
absorber fuerzas verticales, horizontales y momentos. Se
emplean en sistemas móviles al
unir dos barras en direcciones
diferentes donde se requiere que
no
exista
ningún
giro
o
desplazamiento debido a las
fuerzas (ver tijeras anguladas). Si
una barra está apoyada con un
empotramiento este no permite
que tenga grados de libertad.
Apoyo Articulado:
Los apoyos articulados tienen la facultad de permitir
giros (momentos) pero están en la capacidad de
absorber fuerzas horizontales y verticales. Un ejemplo
clásico es la bisagra de una puerta. En sistemas
móviles son los elementos que reemplazan los vértices
del sistema para permitir el movimiento del conjunto. Si
una barra se encuentra apoyada en una articulación
tiene un grado de libertad por el giro que permite esta
unión.
Apoyo Deslizable:
Los apoyos deslizables tienen la característica de absorber la
fuerza perpendicular a su plano por lo tanto permite giros y
desplazamiento. Este desplazamiento se genera por la fuerza
vertical u horizontal pero no por ambas. Los mecanismos con
deslizadores que veremos más adelante en el capitulo de
cinemática son un buen ejemplo de apoyo deslizable. Si una
barra se encuentra apoyada en un deslizador esta tiene dos
grados de libertad por el desplazamiento y el giro que esta
unión permite.
5.2 TIPOLOGIA DE SISTEMAS MOVILES
En la última mitad del siglo XX un grupo de diseñadores se ha preocupado por el
estudio de las estructuras móviles aplicadas en el campo de la arquitectura y el
diseño industrial.
Para el análisis de los sistemas móviles articulados se emplean los siguientes
atributos:
1. Geométricos, estudio de su configuración geométrica, estableciendo su
cualidades compositivas en términos lineales (la línea), por medio de mallas (la
superficie) y espaciales (el volumen).
2. Tipos de movimiento, lineal, rotatorio o compuesto.
3. Generación y control de movimiento.
5.2.1 SISTEMAS MÓVILES
Los sistemas móviles son ensambles estructurales con la capacidad de cambiar
su forma usando mecanismos internos.
Condiciones de un sistema Móvil:
Un sistema puede presentar una o más de las siguientes condiciones:
1. Transformabilidad
Capacidad de un sistema para adoptar múltiples configuraciones con el fin de
responder diferentes requerimientos como:
Plegabilidad: Capacidad del sistema para llevar sus elementos hacia líneas o
puntos comunes en un periodo de tiempo corto, condensando sus elementos en
paquetes pequeños.
Variabilidad: Propiedad de cambio de forma del sistema sin presentar las
condiciones de plegabilidad.
2. Transportabilidad
Requerimiento básico que permite al sistema ser trasladado e instalado de forma
fácil y rápida y que además sea capaz de adecuarse a las condiciones culturales y
ambientales propias del lugar dependiendo de:
Su Liviandad: El peso de un Sistema Estructural Móvil es un factor fundamental ya
que determina:
La facilidad de los desplazamientos.
Magnitud de los esfuerzos que producen los elementos: la
presencia de movimiento incrementa los esfuerzos que producen
los componentes del sistema estructural, ya que las reacciones de
los elementos se le suma la fuerza de inercia. (Masa x
aceleración).
Su Minimalización: se refiere al empleo de las mínimas cantidades de energía
(material, fuerza, tiempo) para la construcción, funcionamiento y producción del
movimiento del sistema estructural dinámico, cumpliendo al máximo con todos sus
requerimientos.
Su Modulación: la modulación implica que el sistema puede ser construido de
manera sistemática y rápida a partir de elementos estandarizados empleando el
menor gasto energético en el proceso de producción de componentes.
5.2.2 SISTEMAS DE PANELES
Lo constituyen los sistemas compuestos por casquetes o paneles portantes los
cuales obtienen su movilidad a partir del deslizamiento de la totalidad o parcialidad
de sus elementos sobre guías (rieles).
La transportabilidad es reducida limitando las características de las estructuras de
soporte y las dimensiones de los paneles. Son sistemas normalmente pesados.
ANEXO 6. Decreto 2060 - Proyecto Arquitectónico
DECRETO 2060
24 de Junio de 2004
MINISTERIO DE AMBIENTE, VIVIENDA Y DESARROLLO TERRITORIAL
Por el cual se establecen normas mínimas para Vivienda de Interés Social Urbana
El Presidente de la República de Colombia, en ejercicio de sus facultades
constitucionales y legales, en especial las que le confiere el numeral 11 del artículo
189 de la Constitución Política y el artículo 40 de la ley 3a de 1991
CONSIDERANDO
Que el artículo 51o. de la Constitución Política dispone que el Estado debe fijar las
condiciones necesarias para hacer efectivo el derecho de todos los colombianos a
una vivienda digna, promoviendo planes de vivienda de interés social, sistemas
adecuados de financiación a largo plazo y formas asociativas de ejecución de estos
programas de vivienda.
Que en la medida en que la promoción de planes de vivienda de interés social se
convierte en un imperativo para hacer efectivo el derecho a una vivienda digna, las
normas relativas al aprovechamiento del suelo deben hacer viable el desarrollo de
este tipo de planes;
Que el artículo 40 de la ley 3a. de 1991 establece que el Gobierno Nacional
reglamentará las normas mínimas de calidad de la vivienda de interés social,
especialmente en cuanto a espacio, servicios públicos y estabilidad de la vivienda;
Que el literal C.7 del artículo 8o. de la ley 812 dispone que con el fin de lograr el
desarrollo sostenible de las ciudades, el Gobierno implementará el desarrollo de
instrumentos y mecanismos de control para garantizar la calidad de los proyectos
habitacionales;
Que el artículo 26 de la ley 546 de 1999 dispone que los Planes de Ordenamiento
Territorial deben facilitar la construcción de todos los tipos de Vivienda de Interés
Social definidos por los planes de desarrollo y por las reglamentaciones del
Gobierno Nacional, de tal manera que se garantice el cubrimiento del déficit
habitacional para la Vivienda de Interés Social;
Que el parágrafo del artículo 15 de la ley 388 de 1997 dispone que las normas
para la urbanización y construcción de vivienda no podrán limitar el desarrollo de
programas de vivienda de interés social, de tal manera que las especificaciones
entre otros de loteos, cesiones y áreas construídas deberán estar acordes con las
condiciones de precio de este tipo de vivienda;
Que se hace necesario establecer las normas mínimas para el desarrollo de
programas de vivienda de interés social que aseguren el cumplimiento de los
objetivos asumidos en la Constitución Política y demás normas mencionadas
anteriormente;
Que en mérito de lo anterior,
DECRETA
Artículo 1o. Adóptense las siguientes normas mínimas para la urbanización y
construcción de viviendas de interés social (VIS) Tipo 1 y 2
1. Áreas Mínimas de lote para VIS Tipo 1 y 2:
Tipo de vivienda
Lote Mínimo
Frente Mínimo
Aislamiento
Posterior
Vivienda
Unifamiliar
35 mts.2
3,50 ml (mts. lin.)
2,00 ml (mts. lin.)
Vivienda Bifamiliar
70 mts. 2
7,00 ml (mts. lin.)
2,00 ml (mts. lin.)
Vivienda
Multifamiliar
120 mts. 2
2. Porcentaje de Cesiones Urbanísticas Gratuitas:
El Porcenta mínimo de las cesiones urbanísticas gratuitas para el desarrollo de
programas VIS Tipo 1 y 2 será del 25% del Área Neta Urbanizable, distribuído así:
Para espacio público
Entre el 15% al 20% del Área Neta
Urbanizable
Para equipamiento
Entre el 5% al 10% del Área Neta
Urbanizable
3. Densidad Habitacional.
La Densidad Habitacional aprovechable será el resultado de aplicar las anteriores
normas de lote mínimo y cesiones urbanísticas gratuitas sobre el predio objeto de
desarrollo y, en todo caso, se calculará buscando generar el máximo número de
soluciones posibles en las condiciones de precio de las viviendas de interés social
Tipo 1 y 2 que establecen las normas vigentes.
Parágrafo 1. En cualquier caso las normas urbanísticas municipales y distritales
sobre índices de ocupación y construcción, entre otros, no podrán afectar el
potencial de aprovechamiento del área útil derivada de aplicar el área mínima de
lote y el porcentaje mínimo de cesión urbanística gratuita de que trata este artículo
Parágrafo 2. Para efecto de lo dispuesto en el presente decreto, se entiende por
área neta urbanizable la que resulta de descontar del área bruta de un terreno que
se va a urbanizar, las áreas para la locación de la infraestructura para el sistema
vial principal y de transporte, las redes primarias de servicios públicos y las áreas
de conservación y protección de los recursos naturales y paisajísticos.
Artículo 2. Las normas contenidas en el presente decreto son de obligatorio
cumplimiento por parte de quienes se encarguen del estudio, trámite y expedición
de licencias de urbanismo y construcción de los Municipios, Distritos y del
Departamento Archipiélago de San Andrés, Providencia y Santa Catalina.
Artículo 3. El presente decreto rige a partir de la fecha de su publicación y deroga
todas las disposiciones que le sean contrarias.
Publíquese y cúmplase
Dado en Bogotá D.C. a los 23 de junio de 2004.
SANDRA SUAREZ PEREZ
Ministra de Ambiente, Vivienda y Desarrollo Territorial
ANEXO 7. Titulo B, NSR-98 - Análisis de viento, Metodo completo84
84
Tomado de Normas Colombianas de Diseño y Construcción Sismo Resistente, NSR-98, Titulo B
Figura B.6.5.1. Velocidad del viento básico
ANEXO 8. Titulo A, NSR-98 - Método de la Fuerza Horizontal Equivalente85
ANÁLISIS DE LA FUERZA SÍSMICA
Para el análisis de la fuerza sísmica el la vivienda se emplea el método de la
Fuerza Horizontal Equivalente, cumpliendo con lo estipulado en el Capitulo A,
Titulo A4 de la NSR-98.
Los requisitos de este Capítulo controlan la obtención de las fuerzas sísmicas
horizontales de la edificación y el análisis sísmico de la misma, de acuerdo con los
requisitos dados en el Capítulo A.3 para la utilización del método de la fuerza
horizontal equivalente.
… Puede utilizarse el método de la fuerza horizontal equivalente en las siguientes
edificaciones:
(a) todas las edificaciones, regulares e irregulares, en las zonas de amenaza
sísmica baja,
(b) todas las edificaciones, regulares e irregulares, pertenecientes al grupo de uso
I, localizadas en zonas de amenaza sísmica intermedia,
(c) edificaciones regulares, de menos de 20 niveles ó 60 m de altura medidos
desde la base, lo menor, en cualquier zona de amenaza sísmica, exceptuando
edificaciones localizadas en lugares que tengan un perfil de suelo tipo S4, con
periodos de vibración mayores de 0.7 segundos,
(d) edificaciones irregulares que no tengan más de 6 niveles ó 18 m de altura
medidos a partir de la base, lo menor,
(e) estructuras flexibles apoyadas sobre estructuras más rígidas que cumplan los
requisitos de A.3.2.4.3.
Dos condiciones básicas para el análisis del sistema, obtener el periodo
fundamental de la edificación y luego calcular las fuerzas sísmicas horizontales
equivalentes.
Este ejercicio se desarrolla a partir de la tabla 5 de FHE anexa en el capitulo 9,
apartado 9.3, incluyendo los resultados de fuerza obtenidos anteriormente.
85
Tomado de Normas Colombianas de Diseño y Construcción Sismo Resistente, NSR-98, Titulo A
METODO DE LA FUERZA HORIZONTAL EQUIVALENTE
ESPECTRO ELASTICO DE DISEÑO
VALORES PARA DISEÑO
Tipo de Suelo
Coefc. de suelo
Grupo de uso
Coefc. de Import.
S1
S2
1,00
Iiv
1,30
1,20
Iiii
1,20
S3
1,50
Iii
1,10
S4
2,00
Ii
1,00
Region
Aa
ZAS
10
0,45
Alta
9
0,40
Alta
8
0,35
Alta
7
0,30
Alta
6
0,25
Alta
5
0,20
Intermedia
4
0,15
Intermedia
3
0,10
Baja
2
0,08
Baja
1
0,05
Baja
VALORES DE SUELO Y COEFICIENTES DE IMPORTANCIA
VALORES PARA DISEÑO
VALORES DE K
T<0,5
1,00
0,5>T<2,5
0,75+0,5T
T>2,5
2,00
T=Ct*hn^3/4
n (pisos)=
1
0,05
Ciudad
Bogotá
Sa1=
2,5*Aa*I
Si
0,30*S>T<0,48*S
Sa2=
1,20*Aa*S*I
Si
0,48*S>T<2,4*S
Si
T>2,4*S
Ct
0,08
0,09
T
Sa3=
(Aa*I)/2
VALORES DE K y PERIODO DE LA EDIFICACIÓN
PERIODO DE LA EDIFICACIÓN
Alternativamente el valor de T puede ser igual al período fundamental aproximado,
Ta, que se obtenga por medio de la ecuación A.4-2.
Ta = Ct * hn^3/4
(A.4-2)
donde Ct toma los siguientes valores:
Ct = 0.08 para pórticos resistentes a momentos de concreto reforzado y para
pórticos de acero estructural con diagonales excéntricas.
Ct = 0.09 para pórticos resistentes a momentos de acero estructural.
Ct = 0.05 para los otros tipos de sistema de resistencia sísmica.
Ta = Ct × hn3 / 4
Ta = 0.05 × (2.30)
Ta = 0.093sg
Sa = 2.5 AaI
3/ 4
Sa = 2.5 × 0.20 × 1.0
Sa = 0.5
ANEXO 9. Modelos DAC
ALTERNATIVA 1
Fibra de Carbono + Epóxi y núcleo PUR_40
Modelo 1 - Datos de entrada
(Angulo del laminado 0º, 90º, 45º, -45º)
(Condición de apoyo numero 1, apoyado-
apoyado)
Los datos que se ingresan al programa son:
1. Material del laminado:
Fibra de Carbono + Epóxi AS4/3502
2. Material del núcleo:
Poliuretano de alta densidad PUR 40
3. Numero de sublaminados:
Dos capas cada una de 1.25 mm
4. Orientación de las laminas:
0º, 90º, 45º, -45º
5. Dimensiones del panel: Se toma la dimensión mayor que corresponde al panel
1 descrito en el apartado 9.2.1.1.1
6. Dimensión del núcleo:
Espesor final de la espuma 60 mm
7. Carga aplicada:
La resultante del análisis estructural Perpendicular al plano
8. Condiciones de apoyo
Las especificadas en el apartado 9.4
Máxima deflexión para la primera y la última lámina
Máxima deflexión primera lámina
Máxima deflexión última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera lámina - Coeficiente de Seguridad
Coeficiente de Rotura última lámina - Coeficiente de Seguridad
Esfuerzos en el panel
Esfuerzo máximo en el laminado - Centro del panel
Esfuerzos Ínterlaminares - Centro del panel
Análisis por variación de ancho en el panel - Máxima deflexión para la primera y la
última lámina
Máxima deflexión primera lámina
Máxima deflexión última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera lámina - Coeficiente de Seguridad
Coeficiente de Rotura última lámina - Coeficiente de Seguridad
Análisis por variación de la altura en el panel - Máxima deflexión para la primera y
la última lámina
Máxima deflexión primera lámina
Máxima deflexión última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera lámina - Coeficiente de Seguridad
Coeficiente de Rotura última lámina - Coeficiente de Seguridad
Modelo 2 - Datos de entrada
(Angulo del laminado 0º, 90º, 45º, -45º)
(Condición de apoyo numero 2, empotrado-
apoyado)
Los datos que se ingresan al programa son:
1. Material del laminado:
Fibra de Carbono + Epóxi AS4/3502
2. Material del núcleo:
Poliuretano de alta densidad PUR 40
3. Numero de sublaminados:
Dos capas cada una de 1.25 mm
4. Orientación de las laminas:
0º, 90º, 45º, -45º
5. Dimensiones del panel: Se toma la dimensión mayor que corresponde al panel
1 descrito en el apartado 9.2.1.1.1
6. Dimensión del núcleo:
Espesor final de la espuma 60 mm
7. Carga aplicada:
La resultante del análisis estructural Perpendicular al plano
8. Condiciones de apoyo
Las especificadas en el apartado 9.4
Máxima deflexión para la primera y la última lámina
Máxima deflexión primera lámina
Máxima deflexión última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera y última lámina - Coeficiente de Seguridad
Esfuerzos en el panel
Esfuerzo máximo en el laminado - Centro del panel
Esfuerzos Ínterlaminares - Centro del panel
ALTERNATIVA 2
Fibra de Vidrio + Poliéster y núcleo PUR_40
Modelo 3 - Datos de entrada
(Angulo del laminado 0º, 90º, 45º, -45º)
(Condición de apoyo numero 1, apoyado-
apoyado)
Los datos que se ingresan al programa son:
1. Material del laminado:
Fibra de Vidrio + Poliéster 100G
Material del núcleo:
Poliuretano de alta densidad PUR 40
3. Numero de sublaminados:
Dos capas cada una de 1.00 mm
4. Orientación de las laminas:
0º, 90º, 45º, -45º
5. Dimensiones del panel: Se toma la dimensión mayor que corresponde al panel
1 descrito en el apartado 9.2.1.1.1
6. Dimensión del núcleo:
Espesor final de la espuma 61 mm
7. Carga aplicada:
La resultante del análisis estructural Perpendicular al plano
8. Condiciones de apoyo
Las especificadas en el apartado 9.4
Máxima deflexión para la primera y la última lámina
Máxima deflexión primera y última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera y última lámina - Coeficiente de Seguridad
Esfuerzos en el panel
Esfuerzo máximo en el laminado - Centro del panel
Esfuerzos Ínterlaminares - Centro del panel
Análisis por variación de ancho en el panel - Máxima deflexión para la primera y la
última lámina
Máxima deflexión primera lámina
Máxima deflexión última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera y última lámina - Coeficiente de Seguridad
Análisis por variación de la altura en el panel - Máxima deflexión para la primera y
la última lámina
Máxima deflexión primera y última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera y última lámina - Coeficiente de Seguridad
Modelo 4 - Datos de entrada
(Angulo del laminado 0º, 90º, 45º, -45º)
(Condición de apoyo numero 2, empotrado-
apoyado)
Los datos que se ingresan al programa son:
1. Material del laminado:
Fibra de Carbono + Epóxi AS4/3502
2. Material del núcleo:
Poliuretano de alta densidad PUR 40
3. Numero de sublaminados:
Dos capas cada una de 1.25 mm
4. Orientación de las laminas:
0º, 90º, 45º, -45º
5. Dimensiones del panel: Se toma la dimensión mayor que corresponde al panel
1 descrito en el apartado 9.2.1.1.1
6. Dimensión del núcleo:
Espesor final de la espuma 60 mm
7. Carga aplicada:
La resultante del análisis estructural Perpendicular al plano
8. Condiciones de apoyo
Las especificadas en el apartado 9.4
Máxima deflexión para la primera y la última lámina
Máxima deflexión primera y última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera y última lámina - Coeficiente de Seguridad
Esfuerzos en el panel
Esfuerzo máximo en el laminado - Centro del panel
Esfuerzos Ínterlaminares - Centro del panel
Análisis por variación de ancho en el panel - Máxima deflexión para la primera y la
última lámina
Máxima deflexión primera y última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera y última lámina - Coeficiente de Seguridad
Análisis por variación de la altura en el panel - Máxima deflexión para la primera y
la última lámina
Máxima deflexión primera y última lámina
Esfuerzo máximo para la primera y última lámina - coeficiente de seguridad
Coeficiente de Rotura primera y última lámina - Coeficiente de Seguridad
ANEXO 10. Módulos de diseño ANSYS86
ELEMENTOS ESTRUCTURALES PLANOS:
PLANE42 Y PLANE82
El método de elementos finitos es útil en la solución de armaduras y estructuras
utilizando elementos LINK y BEAM; sin embargo, el verdadero potencial del
método se explota con las aplicaciones en dos y tres dimensiones. Se debe
resaltar una vez más la importancia de planear adecuadamente el trabajo de
modelamiento para representar los elementos bajo análisis, con el fin de limitar los
posibles errores obtenidos en la solución.
10.1 ELEMENTOS PLANE42 Y PLANE 82
Los elementos PLANE encuentran su mayor aplicación en representaciones de
estados de esfuerzo o deformación planos. Pueden también usarse como
elementos axisimétricos (para modelado de problemas con simetría respecto a un
eje).
La Figura 10.1 muestra el elemento PLANE42; este elemento se define a partir de
cuatro nodos que definen su sistema coordenado. Los nodos tienen dos grados de
libertad: traslaciones en la direcciones X y Y. Se pueden definir cargas de presión
sobre el elemento; en este caso, la identificación de las caras y las direcciones
positivas son las indicadas en la Figura 10.1. El elemento requiere de la definición
de las propiedades del material en direcciones ortogonales (material ortotrópico) y
solicita el espesor si se desea trabajar con esta dimensión.
Figura 10.1. Elemento PLANE42
86
Tomado de ANSYS 9.0, Tutoriales
El elemento PLANE82 se observa en la Figura 10.2. Es una versión de mayor
orden del PLANE42; se define con 8 nodos, lo que permite utilizarlo en enmallados
que mezclen elementos rectangulares y triangulares. Es muy apropiado para el
modelamiento de fronteras curvas debido a su forma. Puede tolerar formas
irregulares del elemento sin pérdida de precisión en la solución.
Figura 10.2. Elemento PLANE82.
Los dos elementos se pueden utilizar únicamente sobre el plano XY. Pueden
usarse como elementos triangulares, aunque no es recomendado en el caso del
elemento PLANE42. El elemento PLANE82 puede combinarse con el elemento
triangular de seis nodos PLANE2 (Figura 10.3) en el caso de una geometría
altamente irregular.
Figura 10.3. Elemento PLANE2
10.1.2 MODELAMIENTO EN 2D
En los modelamientos con elementos bidimensionales se involucran por lo general
muchos más elementos y nodos que en los modelos con elementos
unidimensionales. Por lo tanto, hay mayores fuentes de posibles errores de
ejecución y de precisión numérica. Los errores de ejecución se producen por un
modelo sin suficientes restricciones, definiciones inadecuadas de elementos,
constantes, materiales, etc. Estos errores son previstos por el programa, y
ocasionan un mensaje de error o de advertencia. Los errores de precisión
numérica pueden producirse por tres causas: distorsión de los elementos,
violaciones de compatibilidad de los elementos o matrices de rigidez mal
condicionadas.
La Figura 10.4 muestra varios ejemplos de distorsión de elementos
cuadrilaterales; idealmente, los elementos deberían conservar una forma
aproximada a la de un cuadrado. Pueden ocurrir problemas como grandes
diferencias en longitudes de los lados, ángulos internos muy pequeños o muy
grandes, etc. Todos estos problemas causan errores de precisión numérica.
Figura 6.4. Elementos con gran distorsión
Pese a que los programas de elementos finitos revisan la compatibilidad entre los
elementos usados para el enmallado, pueden ocurrir problemas como los
mostrados en la Figura 10.5. Estos ocurren especialmente cuando se combinan
elementos de diferente naturaleza (por ejemplo, un PLANE42 con BEAM2). Para
evitar estos problemas, se debe tener presente que todos los nodos de un
elemento deben estar conectados con nodos de otros elementos; un nodo no
puede estar desconectado del resto de la malla.
Figura 10.5. Problemas de compatibilidad en los elementos
En muchos análisis resulta adecuado acomodar la malla de acuerdo a las
variaciones en la solución del modelo. Así, en áreas de variación lenta se pueden
usar elementos grandes, y en áreas de variación rápida se deben usar elementos
más pequeños para obtener una buena precisión. Es natural entonces utilizar una
combinación de elementos grandes y pequeños para realizar el enmallado; sin
embargo, si la transición entre elementos grandes y pequeños ocurre muy rápido,
puede producir matrices de rigidez mal condicionadas en la solución del sistema.
Un ejemplo de este tipo de problema se observa en la Figura 10.6.
Figura 10.6. Transición rápida entre elementos grandes y pequeños
La precisión de la solución en modelos bi y tridimensionales depende de la
habilidad del usuario para evaluar los resultados y obtener una solución numérica
convergente. Esta convergencia se logra revisando cuidadosamente los resultados
del modelo y refinando el enmallado de acuerdo a la necesidad de cada caso
particular.
10.1.3 ESFUERZO EN CONDICIONES GENERALES DE CARGA
ESFUERZO EN CONDICIONES GENERALES
El estado general de carga más general en un punto dado Q puede representarse
con la ayuda de un elemento cúbico diferencial como el mostrado en la Figura
10.7. Cada una de las caras puede estar sometida a un esfuerzo normal; las
componentes mostradas son σx, σy y σz, que representan los esfuerzos normales
en las caras perpendiculares a los ejes X, Y y Z. Los esfuerzos cortantes
representados se nombran utilizando dos subíndices; el primero indica la
superficie sobre la que se ejercen y el segundo indica la dirección de la
componente. Por ejemplo, τxy indica un esfuerzo cortante ejercido sobre la cara
perpendicular al eje X, y que actúa en la dirección Y. La Figura 10.7 representa las
direcciones positivas de cada uno de los esfuerzos.
Figura 10.7. Estado general de carga
Por condiciones de equilibrio se puede demostrar que:
ESFUERZO PLANO
Se define el estado de esfuerzo plano como la situación en la que dos de las caras
del cubo de la Figura 10.7 están libres de esfuerzo. Si el eje Z se escoge
perpendicular a esas caras, se tiene σz= τzx= τzy=0, y las únicas componentes
restantes son σx, σy y τxy, como se observa en la Figura 10.8. Esta situación
puede presentarse en una placa delgada sometida a fuerzas que actúan en su
plano medio, en la superficie libre de un elemento estructural o en vigas bajo
cargas de flexión. Los estados de esfuerzo uniaxial (barra a tensión o compresión)
y de cortante puro (eje en torsión) son casos particulares del estado de esfuerzo
plano.
Figura 10.8. Estado de esfuerzo plano
Los esfuerzos normales y cortantes varían continuamente sobre el elemento
conforme giran los ejes respecto a los que se realiza el análisis, como se observa
en la Figura 10.9. Siempre existirá una orientación particular de los ejes respecto a
los cuales se obtienen los esfuerzos normales máximo y mínimo; estos esfuerzos
se denominan esfuerzos principales, y los ejes respecto a los que se obtienen se
denominan ejes principales. Los esfuerzos principales ocurren sobre planos
mutuamente perpendiculares; es decir, si respecto a un eje cualquiera se obtiene
el esfuerzo máximo, respecto a un eje girado 90° con respecto al anterior se
obtendrá el esfuerzo mínimo. Los esfuerzos cortantes máximos ocurren en ejes
rotados 45° respecto a los ejes principales. Estos valores máximos y mínimos son
importantes en el momento de realizar diseños de elementos mecánicos.
Figura 10.9. Esfuerzos en diferentes orientaciones
El estado de esfuerzos de un elemento en particular puede representarse
gráficamente mediante el círculo de Mohr, que se observa en la Figura 10.10.
Figura 10.10. Círculo de Mohr para esfuerzo plano
El círculo de Mohr puede usarse para realizar un análisis tridimensional del
esfuerzo. Esta aplicación se observa en la Figura 10.11.
Figura 10.11. Círculo de Mohr para análisis tridimensional del esfuerzo
DEFORMACIÓN PLANA
Si un elemento no puede deformarse en alguna dirección debido a restricciones
impuestas por sus condiciones de montaje, se dice que el elemento está en
estado de deformación plana. Puede ocurrir por ejemplo en una placa sometida a
cargas uniformemente distribuidas a lo largo de sus bordes y que esté impedida
para expandirse o contraerse lateralmente mediante soportes fijos y rígidos, como
se observa en la Figura 10.12. Si se escoge el eje Z perpendicular a los planos en
los que la deformación ocurre, se tendrá que εz= γzx= γzy=0. Las únicas
componentes de deformación que restan son εx, εy y γxy. El estado de
deformación plana puede analizarse también a través del círculo de Mohr.
Figura 10.12. Estado de deformación plana
La Tabla 10.1 resume las características relevantes de los estados de esfuerzo y
deformación planos.
Tabla 10.1. Comparación del esfuerzo plano y la deformación plana
ELEMENTOS ESTRUCTURALES PLANOS:
SHELL63 Y SHELL93
10.2 ELEMENTOS SHELL63 Y SHELL93
Los elementos SHELL encuentran gran aplicación en el modelamiento de
estructuras hechas a partir de láminas o en elementos de pared delgada. Algunas
variaciones de este elemento (SHELL91) pueden utilizarse para modelar varias
capas de elementos delgados, como ocurre en el modelamiento de materiales
compuestos.
Figura 10.13. Elemento SHELL63
La Figura 10.13 muestra el elemento SHELL63. El elemento se define por cuatro
nodos, y cada nodo tiene seis grados de libertad: tres de traslación y tres de
rotación. Los ejes coordenados X y Y del elemento se definen en el mismo plano
del elemento. El elemento tiene un espesor que se define en sus constantes
reales; el espesor puede variar dentro del elemento. Además, el sistema
coordenado del elemento define una cara superior (Top, número 1 en la Figura
10.13) e inferior (Bottom, número 2 en la Figura 7.1). Los números encerrados en
círculo definen la identificación y dirección positiva de aplicación de cargas sobre
las caras.
Figura 10.14. Elemento SHELL93
El elemento SHELL93 se muestra en la Figura 10.14 Este elemento es similar al
SHELL63, pero define un nodo adicional en la mitad de sus caras, completando
así ocho nodos por elemento. Es muy apropiado para modelar elementos con
superficies curvas. El elemento puede usarse con forma triangular.
ANEXO 11. Modelos ANSYS
MODELO PARA CONECTOR Y UN TERCIO DE PANEL
ALTERNATIVA 1
Fibra de Carbono + Epóxi y núcleo PUR_40
Análisis de desplazamientos (en mt)
Desplazamiento en el eje x
Desplazamiento en el eje Y
Desplazamiento Total
Análisis de esfuerzos (en Pa)
Esfuerzo en el eje X
Esfuerzo en el Eje Y
Análisis de esfuerzos - detalles
Detalle esfuerzos en el eje X
Detalle esfuerzos en el eje Y
ALTERNATIVA 2
Fibra de Vidrio + Poliéster y núcleo PUR_40
Análisis de desplazamientos (en mt)
Desplazamiento en el eje X
Desplazamiento en el eje Y
Desplazamiento total
Análisis de esfuerzos - Detalles (en Pa)
Esfuerzo en el eje X - Detalle
Esfuerzo en el eje Y - Detalle
MODELO PARA PANEL COMPLETO
ALTERNATIVA 1
Fibra de Carbono + Epóxi y núcleo PUR_40
Análisis del panel con cargas combinadas
Cargas aplicadas y condiciones de apoyo
Esquema de presión aplicada sobre el panel
Análisis de desplazamientos (en mt)
Desplazamientos por cargas combinadas
Desplazamiento por cargas combinadas - análisis vectorial
Desplazamiento total
Desplazamiento total - vista lateral
Desplazamiento total - vista planta
ALTERNATIVA 2
Fibra de Vidrio + Poliéster y núcleo PUR_40
Análisis del panel con cargas combinadas
Análisis de desplazamientos (en mt)
Desplazamientos por cargas combinadas
Desplazamiento por cargas combinadas - análisis vectorial
Desplazamiento total
Desplazamiento total - vista lateral
Desplazamiento total - vista planta
MODELO PARA PANEL COMPLETO + CONECTORES
ALTERNATIVA 1
Fibra de Carbono + Epóxi y núcleo PUR_40
Análisis del panel con carga puntual en el plano
Cargas aplicadas y condiciones de apoyo
Análisis de desplazamientos (en mt)
Desplazamiento en el eje X
Desplazamiento en el eje X - Detalle
Desplazamiento en el eje Y
Desplazamiento Total
Análisis de esfuerzos - Detalles (en Pa)
Detalle esfuerzos en el eje X
Detalle esfuerzos en el eje Y
ALTERNATIVA 2
Fibra de Vidrio + Poliéster y núcleo PUR_40
Análisis de desplazamientos (en mt)
Desplazamiento en el eje X
Desplazamiento en el eje Y
Desplazamiento Total
Análisis de esfuerzos - Detalles (en Pa)
Detalle esfuerzos en el eje X
Detalle esfuerzos en el eje Y
ANEXO 12. Nuevos materiales en otros sistemas de vivienda en Colombia
12.1 LOS SISTEMAS CONSTRUCTIVOS Y LOS NUEVOS MATERIALES
FRENTE A LA NSR-98
El presente capitulo tiene por objeto analizar los sistemas propuestos en los
objetivos específicos y que emplean materiales no convencionales para su
construcción. En primer lugar se hará una descripción general de cada sistema
para después, adjuntar los estudios hechos ante la NSR-98 y realizar el análisis
comparativo de ventajas y desventajas propuesto al inicio del presente
documento.
12.1.1 SISTEMA ROYALCO87
12.1.1.1 CLASIFICACION DEL SISTEMA
12.1.1.1.1. Según el tipo de construcción
De acuerdo con este criterio este sistema se puede clasificar como industrializado
tanto en su montaje in situ como en su proceso de producción de prefabricados en
planta, ya que siguiendo un proceso repetitivo y ordinario permite la producción y
montaje en serie de unidades de vivienda.
12.1.1.1.2. Según el alcance del proyecto
Este sistema se puede clasificar como un sistema completo, ya que el sistema
cubre con todos los requerimientos constructivos de una unidad de vivienda, a
excepción de la cimentación.
12.1.2 INTRODUCCION AL SISTEMA
El Sistema como tal nace en Canadá hacia 1.971 y bajo los lineamientos de la
empresa Royal Group Techonologies quien es la encargada de implementar la
construcción de unidades de vivienda bajo la utilización del PVC como material
básico. Con la buena aceptación del sistema en el mercado de la construcción, la
empresa decide crear agencias en otros países de Latinoamérica, teniendo muy
buenos resultados en México y Argentina.
Royalco S.A. es una empresa colombiana fundada en 1.997 como un “joint
venture “entre Royal Group Technologies Ltda. de Canadá y Petco de Colombia.
Actualmente fabrica y comercializa perfilería y acabados en PVC para la
construcción.
Su planta ubicada en Cartagena, está diseñada para una
producción de 350.000 m² por año de construcción y 500.000 ventanas por año.
87
METROVIVIENDA, Vivienda de interés social, inventario de sistemas constructivos, Bogotá: Alcaldía Mayor de
Santa fe de Bogota, Universidad de los Andes, 2000.
Es el representante exclusivo de la tecnología Royal para Colombia y el mercado
andino.
Este sistema maneja muros cargueros y está integrado por una serie de perfiles
de PVC rígido, los cuales se ensamblan entre sí formando paredes, que se llenan
en concreto fluido creando una estructura monolítica muy resistente. Se refuerza
con varillas horizontales y verticales de acuerdo con el cálculo estructural. El
sistema como tal, utiliza perfiles de Policloruro de vinilo (PVC) rígido perforados en
forma lateral, tanto para muros como para techos. Estos perfiles actúan como un
encofrado perdido, ya que en su interior se incorpora un hormigón común o
celular, según el caso, que cumple funciones estructurales y de aislamiento
térmico. Dicho aislamiento se complementa exteriormente con planchas de
Poliestireno expandido bajo un "siding” también de PVC rígido. En los techos
dentro del hueco de los perfiles se coloca un aislamiento térmico de lana de vidrio
complementándose el techo con una cubierta de tejas de un compuesto de oxido
de polifenileno.
Los entrepisos en las viviendas de dos plantas, son resueltos utilizando vigas de
chapa doblada sobre las que se instala una chapa galvanizada ondulada, que
actúa como encofrado perdido, para una losa de hormigón armado de espesor y
armadura según calculo estructural.
12.1.1.3. ELEMENTOS DEL SISTEMA
12.1.1.3.1. Componentes
Los principales elementos constructivos involucrados en este proceso son:
COMPONENTES
Perfiles básicos
Perfiles y conectores para muros exteriores e
interiores
Perfiles solera superior de muros
Perfiles para techo
Placas de revestimiento exterior
Tejas Royal
Piezas de anclaje para perfiles conectores de
techo
Vigas de entrepiso
Panel sanitario
Vigas de cumbrera e intermedias
Vigas de entrepiso
Tabla 12.1.1. Componentes
Perfiles básicos
El sistema constructivo utiliza una serie de perfiles extrusados de PVC rígido
perforados lateralmente, dependiendo su longitud de la altura o longitud del muro
o de la luz a cubrir en el caso del techo.
En cuanto a las perforaciones, estas se realizan en las caras laterales, es decir las
que ponen en contacto un perfil con otro (o dentro de un mismo perfil una celda
con otra), dándole continuidad al relleno estructural.
Perfiles y conectores para muros exteriores e interiores
Pueden ser de dos y tres celdas, vinculándose entre sí por conectores. El tamaño
de las perforaciones es de 76,0 x 58,3 mm en el perfil de dos y tres celdas. La
distancia entre centros de las perforaciones en todos los casos es de 83,3 mm.
Perfiles solera superior de muros
Hay dos tipos de estos perfiles: Perfil de solera superior horizontal para muros
perpendiculares a la cumbrera y el perfil de solera superior inclinado para muros
paralelos a la misma. En muros de cumbrera se utiliza un perfil de solera superior
horizontal.
Perfiles premarco de carpintería
Se utilizan para ventanas y puertas.
Perfiles para techo
Se utilizan los mismos perfiles de dos y tres celdas que en los muros y como
conector el de ensamble en “T”. Las aletas de este perfil perpendiculares al plano
del techo, se emplean para sujetar las tejas Royal Noryl que provee el sistema.
Como refuerzo estructural cada perfil de tres celdas lleva incorporado en una
celda extrema un refuerzo de acero galvanizado “U” cada 33,33 cm.
Cuando por razones estructurales o por deformaciones superiores a las admisibles
resulte necesario, se incorpora otro refuerzo de acero galvanizado “U” en cada
celda extrema opuesta a la anterior, resultando dos refuerzos cada 33 cm o en su
defecto un perfil doble “T” de aluminio, a razón de uno por metro en la celda
central del perfil de tres celdas. El aislamiento del techo que es de lana de vidrio,
de espesor y densidad variables en función de los requerimientos de aislamiento
térmico de la zona de la que se trate, se incluyen los perfiles y conectores “T” o
bien se coloca entre el techo y la cubierta de tejas Noryl.
Perfiles de solera superior de vigas de cumbrera y de vigas intermedias
Se utilizan dos tipos diferentes de perfiles de solera superior según sea el caso de
una viga de techo de cumbrera o de una viga de techo intermedia paralela a la
cumbrera.
Estos se utilizan para apoyo de los perfiles de techo.
En
correspondencia como una viga de techo de cumbrera el perfil se ajusta
directamente en las guías de la misma viga.
De la misma manera en
correspondencia con las vigas de techo intermedias el perfil se ajusta en las
propias guías.
Otros perfiles y piezas
El sistema utiliza una serie de perfiles complementarios tales como: El de cierre de
frente de los perfiles de techo, el perfil de alero sobre muro testero, los de
contramarco de ventanas y puertas, el perfil para tapa de conducto vertical de
electricidad y el de umbral de puerta exterior.
Placas de revestimiento exterior “siding”
Se trata de placas de PVC rígido de 3.81 m de longitud, previéndose el mínimo
necesario de empalmes por paramento. En cuanto a su altura es de 237,71 mm
abarcando dos ondas.
El espesor nominal es de 1 mm. Este espesor se compone de dos capas, una
superior, en contacto con el ambiente, llamada “capstock “que es resistente a la
acción de los rayos ultravioleta y otra de base. El espesor de la primera es
aproximadamente 25% del espesor total y la proporción del componente resistente
es de diez (10) partes de dioxido de titanio por cada cien partes de resina.
Tejas Royal de Noryl
Se presentan en planchas de dimensiones nominales 552.7 x 991.0 / 1002.5 x
50.0 mm y 2 mm de espesor, con un diseño típico de teja colonial. El material que
las compone es una resina Noryl fabricado en Canadá consistente en un
compuesto de polifenileno y con una pintura exterior especial para protegerlas de
la acción de los rayos ultravioleta.
Piezas de anclaje para perfiles conectores de techo
Hay cuatro tipos de anclaje de techo que se materializan en los perfiles conectores
de los muros. Los mismos poseen cabezales de chapa galvanizada.
Vigas de cumbrera e intermedias
Cuando debe cubrirse una luz libre, se utiliza una viga de chapa de acero
galvanizado, revestida en un perfil de PVC rígido. Sobre una viga cumbrera se
inserta un perfil y sobre una viga intermedia otro.
Básicamente se proveen tres tipos de vigas, una standard (RBS) de 1,60 mm, una
reforzada (RLB) de 1,60 mm de espesor respectivamente, que se elegirán de
acuerdo con la posición en planta, la carga y la luz libre. También se utilizan vigas
intermedias de este tipo paralelas a la cumbrera cuando la luz de los faldones así
lo exigen en función del cálculo estructural respectivo. Las vigas se apoyan y
anclan a los perfiles conectores de las paredes internas y externas o cuando el
diseño lo requiera sobre columnas aisladas con un anclaje.
La fijación de los perfiles de techo con las soleras superiores sobre las vigas de
cumbrera e intermedias se ejecuta con tornillos galvanizados cada 33,33 cm que
se dimensionan de acuerdo con las cargas y anchos de influencia.
Vigas de entrepiso
Se materializa con un sistema de vigas “U” dobladas en frío de acero galvanizado
cuyas dimensiones se encuentran estandarizadas según tres tipos: RSJ, RXJ,
RLJ. Sobre está estructura se apoya el entrepiso, cuyas características se definen
según el calculo estructural.
Panel sanitario
El sistema utiliza generalmente un panel sanitario de tipo TAB – RAP de
fabricación argentina.
También pueden utilizarse instalaciones a la vista,
montadas sobre el muro divisorio baño / cocina o empotradas dentro del muro
ejecutado con el sistema.
12.1.1.3.2. Materiales
Es un sistema que utiliza perfiles de Policloruró de vinilo (PVC) rígido perforados
lateralmente en las paredes y techos. Estos perfiles actúan como un encofrado
perdido, ya que en su interior se incorpora un hormigón común o celular, según el
caso, que cumple funciones estructurales y de aislamiento térmico. Dicho
aislamiento se complementa exteriormente con planchas de Poliestireno
expandido bajo un "siding” también de PVC rígido. En los techos dentro del hueco
de los perfiles se coloca un aislamiento térmico de lana de vidrio
complementándose el techo con una cubierta de tejas de un compuesto de oxido
de polifenileno.
Los entrepisos en las vivienda de dos plantas, son resueltos utilizando vigas de
chapa doblada sobre las que se instala una chapa galvanizada ondulada, que
actúa como encofrado perdido, para una losa de hormigón armado de espesor y
armadura según calculo estructural.
El material complementario es el concreto reforzado de 210 Kg/ cm2, el cual es
mezclado en obra. Se permite trabajar con concretos de 210 Kg/ cm2 (21 Mpa) con
un tamaño máximo de agregado entre
¾” y 1.5” dependiendo del elemento a
fundir.
12.1.1.4 CONSIDERACIONES ESTRUCTURALES
Este sistema maneja muros cargueros y está integrado por una serie de perfiles
de PVC rígido, los cuales se ensamblan entre sí formando paredes, que se llenan
en concreto fluido creando una estructura monolítica muy resistente. Se refuerza
con varillas horizontales y verticales de acuerdo con el cálculo estructural.
El sistema no es un sistema prefabricado; se trata de un sistema de construcción
con muros vaciados en sitio, cuya única diferencia con un sistema de formaletas
corrientes radica en el hecho que no hay una conexión continua del concreto entre
módulos; las conexiones horizontales son intermitentes porque ocurren solamente
a través de las perforaciones horizontales de los módulos. Esto equivale a decir
que hay un aparente debilitamiento del concreto en los planos verticales de unión
entre los módulos de formaleta, pero el sistema permite la colocación de refuerzo
vertical donde lo requiera el diseño estructural y de refuerzo horizontal en las
perforaciones horizontales que se requieran.
Para efectos de las Normas Colombianas de Diseño y Construcción Sismo
Resistente (NSR – 98), el sistema constructivo se comporta como un muro en
concreto. Sin embargo, no se encuentra contemplado explícitamente en la norma.
12.1.1.5. CONSIDERACIONES ARQUITECTONICAS
12.1.1.5.1. Posibilidades arquitectónicas
El sistema es flexible en cuanto a las alturas de los elementos que componen los
muros, por cuanto se pueden adicionar accesorios y manejar diferentes niveles.
En cuanto a la construcción de curvas o formas con cierto grado de inclinación
puede presentar ciertas limitantes.
Para el manejo de fachadas se pueden manejar superficies que se colocan sobre
los muros de fachada mediante remaches o el empleo de epóxicos, y que pueden
dar la apariencia de diversos acabados como ladrillo, pintura, o baldosín.
Se puede evaluar la posibilidad de manejar materiales como lana de vidrio o
icopor incorporado a los muros para mayor aislamiento térmico y acústico.
12.1.1.5.2. Composición Geométrica
La modulación del sistema facilita su aplicación en diferentes tipos de diseño
arquitectónico. El sistema permite construir en altura hasta cinco pisos como se
ha desarrollado en México y realizar otras variaciones que se salgan de la rigidez
del diseño tradicional.
12.1.1.5.3. Acabados y color
Los acabados presentan superficies lisas y brillantes en cuanto a muros se refiere,
lo que puede considerarse como una ventaja o desventaja. En general la casa
presenta un buen aspecto en sus diferentes elementos constructivos. De igual
forma, el sistema es flexible en cuanto al acabado de muros y cielo rasos ya que
permite la aplicación de otras alternativas como pañete, pintura, paneles con
apariencias determinadas como ladrillo y papeles de colgadura.
En cuanto al mantenimiento que debe hacerse en muros y otros elementos se
reduce en costos y frecuencia, y su limpieza rutinaria se hace sencilla, pues tan
solo utilizando una toalla y agua se le puede dar la apariencia original al material.
Se logran ahorros por concepto de pintura y mantenimiento periódico de la misma,
pero tal como se anotó, el sistema deja la elección al usuario de escoger el
acabado que más prefiera.
12.1.1.6. PROCESO CONSTRUCTIVO
12.1.1.6.1. Recursos necesarios
ITEM
Mano de obra
Equipo y maquinaria
Almacenamiento
DESCRIPCION
No requiere ser especializada,
pero si debe recibir una
instrucción inicial.
Herramientas menores, bomba
/ pluma.
Almacenar bajo techo
Tabla 12.1.2. Recursos necesarios
12.1.1.6.1.1. Mano de obra
La mano de obra no requiere ser especializada, pero si debe tener cierta
experiencia en procesos constructivos. Se realiza una inducción que consiste en
una capacitación básica. En el desarrollo del sistema los trabajadores se
identifican rápidamente con el sistema por ser un proceso repetitivo y secuencial,
por lo que se pueden mejorar procesos y rendimientos habitualmente.
12.1.1.6.1.2. Equipo y maquinaria
En cuanto a equipo y maquinaria no se requieren de tipo especializado, ya que
cada uno de los procesos constructivos del sistema se pueden desarrollar
manualmente y sus elementos no presentan pesos considerables. Se puede
llegar a utilizar maquinaria tal como un buldozer o motoniveladora en la fase de
movimiento de tierras y colocación y nivelación del relleno sobre el que irá
cimentada la unidad de vivienda. En la fase de fundición, el concreto puede ser
vertido directamente por los trabajadores o para el mejoramiento del proceso se
puede realizar con una bomba pluma provista por la firma concretera.
12.1.1.6.1.3. Almacenamiento
En caso de permanecer la perfilería y elementos del sistema expuestos a la
intemperie, deben protegerse con algún techo o material que permita protegerlos
de las condiciones ambientales.
12.1.1.6.2. Rendimiento
El sistema está diseñado para lograr un rendimiento promedio de 60 m2 de
construcción en cuatro días con tres trabajadores sin experiencia previa,
independiente de cuales sean las condiciones climáticas del lugar, y partiendo de
una cimentación ya construida.
12.1.1.6.3. Explicación del proceso
El proceso constructivo está conformado por los siguientes pasos:
•
Se debe realizar la adecuación del terreno con un movimiento de tierras en el
sitio donde va a construirse la cimentación. En esta fase debe retirarse la capa
vegetal y nivelar el terreno donde es conformado un relleno.
•
Debe llevarse a cabo el replanteo del terreno por parte de la comisión de
Topografía.
•
Se lleva a cabo la fundición de la placa de cimentación, limitada por formaletas
en madera. Desde la placa son dejadas unas varillas de anclaje que permiten
un comportamiento monolítico entre la cimentación y los muros.
•
Las conexiones de las instalaciones eléctricas e hidrosanitarias se dejan listas
a partir de la placa de cimentación.
•
Se realiza la colocación de los perfiles que van a hacer las veces de muro.
Para la unión de perfiles entre sí son empleados otra clase de perfiles que
sirven como conectores. La colocación de estos se hace de manera manual,
deslizando uno contra otro aprovechando las superficies lisas de sus caras.
Como guías para el armado de muros, son colocadas cuñas en madera. Se
recomienda iniciar el armado de muros desde una esquina y avanzar en ambas
direcciones con el fin de dar estabilidad. El sistema provee antepechos y
dinteles, así como marcos de puertas y Ventanería.
•
Después de ser colocados los muros, se nivelan y se les da plomada mediante
métodos tradicionales. Para mantener la posición de los muros, estos son
arriostrados con párales y otros elementos alargados.
•
Listos los muros, se procede a la fundición de los mismos mediante la ayuda
de una bomba / pluma o vertiendo el concreto en los compartimientos entre
muros manualmente. Los ductos eléctricos son tapados para evitar su
llenado. Se debe cuidar el nivel de muros, pues después de la fundición esta
será su posición final. El vibrado de los elementos se realiza con la ayuda de
un mazo de hule.
•
Si se va a construir un segundo nivel, se utilizan para la placa de entrepiso el
mismo tipo de perfiles empleados para el armado de muros, pero colocados
horizontalmente. El armado de la placa de entrepiso se realiza de forma
idéntica a como se realizó en los muros. Sobre la placa de entrepiso se funde
una losa de concreto de 5 cms aproximadamente.
•
Se procede al armado de la cubierta colocando en la parte terminal del muro,
anclajes para el soporte de la estructura de techo. El techo es armado de
manera similar que los muros.
12.1.1.6.4. Consideraciones especiales
Para estructuras de un solo nivel no se requiere de un concreto con
especificaciones especiales, tan solo que cumpla con una resistencia que esté por
encima de los 210 Kg /cm 2. Si se sobrepasan los dos niveles, se debe acomodar
a las recomendaciones del diseño estructural.
12.1.1.7. CONSIDERACIONES ECONOMICAS
12.1.1.7.1. Mano de obra
Para la construcción de 60 m2 se requiere una cuadrilla conformada por tres
personas, la cual en cuatro días puede alcanzar un rendimiento correspondiente a
está área.
12.1.1.7.2. Costo por metro cuadrado
El costo por m2 obtenido para este sistema puede oscilar entre $180.000 a $
230.000 dependiendo del tipo de acabados.
Los acabados que inciden
principalmente en el costo final son los correspondientes al tipo de teja a ser
colocado en la cubierta, ya que dependiendo del tipo que se utilice, incidirá
significativamente. Por ejemplo, si se emplea la teja que es importada de Canadá
o aquella que es producida en la planta en Cartagena, se obtendrá un valor que no
es competitivo para vivienda de interés social. El valor por metro cuadrado incluye
la fabricación e instalación de los elementos constructivos del sistema, estructura
vertical, estructura horizontal, acabados y cubierta. No incluye cimentación.
12.1.1.8. BALANCE DEL SISTEMA
12.1.1.8.1 Evaluación funcional
Para obtener los resultados que se darán a continuación se recurrió a fuentes
bibliográficas, experiencia de ingenieros y arquitectos quienes a través de
entrevistas aportaron importante información.
CONDICIONANTE
INTEGRIDAD
Ante acciones mecánicas
agua
Ante acciones
sol
climáticas
viento
Ante animales y plantas
SEGURIDAD
Acciones directas del hombre
Acciones
contaminación
indirectas
fuego
Posibilidades arquitectónicas
FLEXIBILIDAD
Constructiva
CONFORT
AMBIENTAL
Higrotérmico
Higiénico
Acústico
Visual
Construcción
progresiva
autoconstrucci
ón
INTEGRIDAD DEL
JUSTIFICACIÓN
SISTEMA
Alta Media Baja
x
Comportamiento del sistema
x
Paneles impermeables
Aplicar un protector de rayos
x
ultravioleta
x
Resistencia a fuertes vientos
Comportamiento de los
x
perfiles
x
Adaptar puertas y ventanas
x
Mantenimiento periódico
x
Materiales incombustibles
Flexibilidad limitada del
x
sistema
Se adapta a otros sistemas
x
en ampliaciones horizontales
x
x
x
x
x
Geometría
x
COMPOSICIÓN
Color
x
Bajo dirección técnica
Comportamiento del sistema
No acumula residuos
Comportamiento del sistema
Buena iluminación y vista.
Distribución rígida de
espacios
Acabado superficial de los
perfiles
Tabla 12.1.3. Evaluación funcional
12.1.1.8.1.1. Integridad
Agua
No motiva a la generación de humedad en muros ni otros elementos, ni se oxida,
corroe o enmohece.
12.1.1.8.1.2. Seguridad
Ante acciones directas del hombre
Ante acciones como robo y vandalismo se requiere proveer a la edificación de
rejas en ventanas y puertas.
Ante contaminación atmosférica
El sistema puede llegar a presentar problemas por el efecto de lluvias ácidas, el
cual se ha empezado a presentar en las grandes ciudades de nuestro país sin
embargo aún no se ha podido medir su alcance.
12.1.1.8.1.3. Confort Ambiental
Higiénico
El sistema presenta buena aireación y su limpieza es fácil.
12.1.1.8.2. Evaluación técnica
12.1.1.8.2.1 Método constructivo
EVALUACION TECNICA
Alta
Industrializado
x
Prefabricado
x
Necesita formaleta
Posibilidad de reutilizar formaleta
Facilidad de Transporte
Facilidad de almacenamiento
Cuidados en la manipulación
Cantidad de mano de obra
Calidad de la mano de obra
Rendimiento en el montaje
Cuidados en el montaje
Control de calidad
No. de elementos que necesitan
mantenimiento
Frecuencia del mantenimiento
Necesidad de técnicas especiales
Control de calidad en el mantenimiento
Construcción en altura
x
x
x
x
Medi Baja JUSTIFICACION
a
Proceso repetitivo y continuo, permite
montaje en serie de diferentes
viviendas.
Los elementos constructivos son
prefabricados
No se requiere de formaleta, muros y
x
cubierta son paneles en PVC
x
No se requiere formaleta.
Los elementos son livianos y fáciles de
transportar
Bajo techo por largos periodos
(Container)
x
Tener cuidado de no rayar los paneles
x
Una cuadrilla de tres personas
x
No requiere ser especializada
En cuatro días se entregan dos
unidades de vivienda.
x
Tener cuidado de no rayar los paneles
Un proceso industrializado facilita los
controles de calidad
Muros deben ser limpiados
x
x
x
x
x
Cada vez que se requiera
No se requieren técnicas especiales
No se requiere un control especifico
Se pueden construir edificios hasta de
5 pisos, pero en Colombia se ha
construido hasta dos pisos.
Tabla 12.1.4. Método constructivo
Fabricación
La fabricación de los elementos constructivos ha constituido la creación de una
fábrica industrializada con todos los requerimientos necesarios para cumplir con
especificaciones de calidad y seguridad. Al involucrarse procesos industriales, los
controles de calidad se hacen más eficientes y continuos lográndose un proceso
de producción seguro.
Montaje de perfiles en la obra
Para el montaje de los perfiles en obra no se requiere de mano de obra
especializada ni seguir procedimientos complicados. Tan solo se debe mecanizar
un proceso continuo y repetitivo que se aprende fácilmente. Los perfiles son
manejados manualmente ya que no representan pesos considerables.
12.1.1.8.2.2 Materiales básicos
FACILIDAD
PARA
MATERIALES CONSEGUIRLOS
EN BOGOTA
BASICOS
Medi
Alta
Baja
a
Perfiles de PVC
x
Concreto
x
Instalaciones
x
ACEPTACION
SOCIOECONOMICA
Alta
Medi
Baja
a
x
x
x
REQUISITOS
GENERACION DE
DESPERDICIOS
Altos Medios Bajos Alta
x
x
x
Medi
Baja
a
x
x
x
Tabla 12.1.5. Materiales básicos
La adquisición de materiales en PVC es media ya que estos dependen
directamente de un solo proveedor y varios accesorios constructivos deben ser
importados. La facilidad para que el sistema sea aceptado por la población
depende de un proceso que se inicie para cambiar la mentalidad de la cultura de
la construcción y vivienda en Colombia.
12.1.1.8.2.3 Maquinaria y equipo
ESPEC. TECNICAS
FACILIDAD DE
(REND.-CAPACIDADMAQUINARIA Y
ADQUISICIÓN
ETC)
EQUIPO
Medi
Alta
Media Baja
Alta
Baja
a
Bomba / pluma
x
x
Herramientas menores
x
x
Tabla 12.1.6. Maquinaria y equipo
No se requiere de equipo o maquinaria sofisticada. Tan solo se utilizan
herramientas menores de fácil adquisición en cualquier parte y de igual forma
transporte. Para el proceso de fundición es recomendable la utilización de una
bomba/pluma que es provista por la firma concretera.
12.1.1.8.2.4 Mano de obra
PARAMETRO A EVALUAR EVALUACION
Alta Medi Baja
a
Mano de obra calificada
x
Necesidad de entrenamiento
Facilidades para conseguirla x
No. De personas necesarias
Tabla 12.1.7. Mano de obra
x
x
JUSTIFICACION
No requiere ser especializada, pero sí recibir
capacitación básica
Capacitación básica
Alta oferta de mano de obra para construcción
Una cuadrilla de tres personas
12.1.1.8.2.5. Inclusión de subsistemas
SUBSISTEMA
Estructural
Cerramientos
Acabados
Instalaciones
ELEMENTO
Cimentación
Estructura vertical
Estructura horizontal
Fachadas
Cubiertas
Tabiquería
Puertas
Ventanas
Pisos
Paredes
Techos
Exteriores
Hidráulica
Sanitaria
Eléctrica
PERTENECE
AL SISTEMA
INCORPORAD
O
EN OBRA
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
Tabla 12.1.8. Inclusión de subsistemas
12.1.1.8.2.5.1. Estructura
El sistema no incluye la cimentación.
12.1.1.8.2.5.2. Cerramientos
La fachada es provista por el mismo sistema, quedando prácticamente lista al ser
montada totalmente la vivienda.
12.1.1.8.2.5.3. Acabados
Los acabados vienen incluidos en el sistema, ya que los perfiles presentan una
superficie lisa, de buen comportamiento ante agentes externos y excelente
presentación. Queda la posibilidad para el usuario de darle otro tipo de acabado a
muros y cielo raso.
12.1.1.8.2.5.4. Instalaciones
Las instalaciones son colocadas en obra durante la construcción, antes de llevarse
a cabo la fundición, es imposible la colocación de estas una vez terminada la
construcción. La fontanería se incorpora en obra.
12.1.1.8.3. Ventajas
• La modulación del sistema permite que el diseño sea muy sencillo.
• Una cuadrilla de tres personas pueden construir una casa de 60 m2 de un piso
en cuatro días, bajo cualquier tipo de condiciones climatológicas partiendo de
una sencilla placa de cimentación.
• El sistema es ágil, y permite por ende construir con rapidez y limpieza.
• El personal no requiere más que un entrenamiento sencillo y el empleo de
herramientas menores.
• El sistema permite que la obra sea perfectamente controlada dentro de un
ambiente de orden, limpieza y seguridad.
• La imagen que dan las viviendas al ser terminadas es agradable y estética.
• El sistema presenta los siguientes aspectos a favor:
- Durabilidad
- Buen comportamiento ante fuertes vientos
- No se oxida, decolora, corroe o enmohece
- Ningún insecto lo ataca
- No requiere impermeabilización ni pintura
• No se requiere de productos especiales o procedimientos para la limpieza de
muros, entrepisos y cubierta, tan solo una toalla y agua.
• Existe una amplia gama de productos que pueden ser incorporados al sistema en
cuanto acabados se refiere:
-
Paneles decorativos
Tejas
Ventanas
Puertas
Superficies de diversos materiales
• Se pueden realizar acabados con:
- Pintura
- Recubrimiento
- Domos
- Sistemas tradicionales
12.1.1.8.4. Desventajas
• El sistema está compuesto por materiales prefabricados que deben ser
transportados desde la planta hasta el sitio de obra, por lo tanto esto conlleva a
sobrecostos y un riesgo adicional que es el de mantener la integridad de los
elementos.
• La cultura tradicional a la que esta acostumbrada la población y el sector de la
construcción en Colombia es la de construir bajo materiales y procedimientos
tradicionales como concreto y ladrillo. Ese cambio hacia otras alternativas
diferentes puede tornarse en un proceso lento y difícil.
• No permite cambios en forma sencilla, por la dificultad de romper los paneles en
PVC y concreto para llegar hasta las tuberías.
12.2 SISTEMA SPEEDCO88
12.2.1 CLASIFICACION DEL SISTEMA
12.2.1.1 Tipo de construcción
El sistema constructivo SpeedCo es un método industrializado de obra seca, que
se fundamenta en la tecnología de producción de paneles prefabricados en
poliuretano expandido y fibrocemento. La estructura de las edificaciones esta
compuesta por perfiles de aluminio que se fijan a la cimentación mediante herrajes
de rápida instalación. Sobre la perfilería se adecuan los paneles que constituyen
las paredes de la construcción.
12.2.1.2. Según el alcance del proyecto
El sistema constructivo SpeedCo es un método que provee soluciones integrales.
En la vivienda conforma la estructura vertical para edificaciones de una planta,
paredes, puertas y ventanas y la cubierta. La cimentación y las instalaciones
deben ser incorporadas al sistema, al igual que la estructura portante para
viviendas de dos pisos.
12.2.2 INTRODUCCIÓN
Soluciones SpeedCo Construcciones Inteligentes es una empresa productora y
distribuidora de materiales para la construcción y de sistemas constructivos con
características de rapidez y eficiencia en la producción de materiales.
El fundamento tecnológico desarrollado en los sistemas constructivos es el Termo
Wall (Sandwich de poliuretano expandido dentro de láminas de fibrocemento). La
rapidez de la construcción se logra con elementos pre-diseñados, que no
necesitan herramientas, equipos especializados ni requieren mano de obra
calificada para su instalación. Además los elementos son de fácil transporte y la
empresa brinda entrenamiento y capacitación en el sistema de construcción.
SpeedCo se adapta a las necesidades concretas del diseño arquitectónico en
estilo, formas, tamaños y usos, cumpliendo con normas constructivas locales e
internacionales, aunque no se encuentra explícito en la NSR. Las edificaciones
construidas con el sistema SpeedCo forman estructuras sismo-resistentes con
paneles en Termo Wall que constituyen las paredes de la construcción. El sistema
se complementa con puertas y ventanas metálicas que se instalan sobre los
paneles. La cubierta es una estructura sobre la cual, mediante correas, se instalan
las tejas.
88
METROVIVIENDA, Vivienda de interés social, inventario de sistemas constructivos, Bogotá: Alcaldía Mayor de
Santa fe de Bogota, Universidad de los Andes, 2000.
Los materiales de construcción son entregados en las cantidades y medidas
precisas sin generar escombros ni material de desperdicio y permitiendo la
planeación estricta de la obra. Las características técnicas de los materiales, de
aislamiento térmico y acústico, proveen confort y ahorro de energía en la
edificación.
12.2.3. ELEMENTOS DEL SISTEMA
Termo Wall
Edificaciones 1 piso
ESTRUCTURA
Estructura metálica
Edificaciones 2
pisos
CUBIERTA
Cubierta liviana
Láminas para
panel
Perfilería
aluminio
Ventanería
Vigas y columnas
Entrepiso
Láminas Termo
Wall
Teja
fibrocemento
Correas
Cielo raso
Tabla 12.2.1. Elementos SpeedCo
El sistema constructivo SpeedCo se basa en la tecnología Termo Wall, paneles
que son producidos industrialmente y llevados a la obra en las cantidades
requeridas y con las dimensiones y formas provenientes del despiece realizado
por la empresa con el diseño arquitectónico.
12.2.3.1. Termo Wall
El sistema de construcción SpeedCo es un método industrializado con
características económicas y de limpieza en obra, basado en la tecnología de
paneles Termo Wall. El panel esta conformado por dos láminas de 5 mm de
espesor y Poliuretano rígido, espumado, encapsulado en su interior conformando
una unidad monolítica de 35 mm, 65 mm o 120 mm de espesor. Las láminas
superficiales de fibrocemento están compuestas por fibras de celulosa, cemento y
resina sintética como refuerzo.
Termo Wall se fabrica en láminas de 2.4 m de altura y 1.2 y 1.0 m de ancho que
permiten la modulación de espacios sobre la unidad de metro, adaptándose a
cualquier requerimiento constructivo. El acabado superficial se ofrece grabado o
liso y tiene la opción de texturizarse para simular el ladrillo. Además el panel
permite cualquier tipo de acabado en obra: pintura, papel o fachaleta. Los paneles
son cortados en fábrica de acuerdo con los planos de despieces elaborados para
la edificación del proyecto, según el diseño arquitectónico. Esta operación de
fábrica no genera desperdicio, escombros ni residuos en la obra.
El peso de la lámina estándar de 35 mm de espesor es 16.4 kg / m2. Lo que hace
que sea un material liviano que ayuda a que la cimentación de la edificación tenga
especificaciones mínimas. Además los paneles son manejables por una persona,
permitiendo su fácil transporte dentro de la construcción.
Características
Aislamiento térmico: La espuma rígida de poliuretano de baja densidad actuando
como aislante térmico, combinado con las placas de fibrocemento garantizan un
excelente comportamiento en todos los climas, ofreciendo una estabilidad térmica
permanente.
Conductividad eléctrica: El Termo Wall llega a clasificarse como un material
aislante debido a su baja conductividad.
Comportamiento dinámico: Cada lámina conforma una estructura de diafragma
que se integra con las demás por medio de la estructura de aluminio.
Estructuralmente los paneles son autoportantes para edificaciones de un solo piso.
Comportamiento biológico: Termo Wall es inmune al ataque de hongos y
microbios. El interior de la espuma es de olor neutro, no se pudre, no forma moho
y fisiológicamente es inerte.
Comportamiento a la humedad: La lámina se comporta como una placa
impermeable que provee una barrera a la edificación. La retención de humedad en
el panel no llega a ser mayor a 5% en volumen, lo que permite un conjunto de
reducida retención acuosa e impermeable.
Comportamiento al fuego: El interior de la espuma de poliuretano es incombustible
y autoextinguible.
Aislamiento acústico: Los valores de aislamiento acústico obtenidos con la
interacción de los materiales utilizados en los paneles, son similares y algunas
veces superiores a los obtenidos por aislamientos tradicionales de construcción
como el ladrillo y los muros de concreto.
12.2.3.2. Perfilería de aluminio
El montaje de las láminas de Termo Wall se realiza con base en la utilización de
herrajes de unión. Estos perfiles de aluminio aseguran un acoplamiento perfecto,
permitiendo ser montados y desmontados en la instalación. La perfilería queda a
la vista o puede ser ocultada mimetizándola con pintura.
12.2.4. CONSIDERACIONES ESTRUCTURALES
Termo Wall (35 mm) no puede sobrepasar luces mayores de 6 m entre elementos
sin refuerzo estructural adicional. No se debe utilizar como muro portante de una
segunda planta o de apoyo de techos con pendientes muy pronunciadas
(dependiendo de la longitud de la pendiente). Las edificaciones de dos pisos
deben tener una estructura metálica que cargue la placa y consistencia a la
construcción. En este caso la estructura debe cumplir con los requerimientos
propios de este tipo de estructuras.
El sistema tiene estudios de sismo resistencia, que acompañan las memorias de
los diseños estructurales, y sobre él se han realizado pruebas y ensayos, por parte
de la empresa, avalados por la Asociación de Ingeniería Sísmica AIS.
El comportamiento estructural según los requerimientos de la Norma NSR-98 se
encuentra en estudio.
Para conformar una estructura de diafragma los paneles son marqueteados por
perfiles de aluminio según su disposición arquitectónica. Estructuralmente el
sistema requiere una placa de cimentación de 10 cm de espesor mínimo. Los
requerimientos de la estructura de fundación son bajos, proporcionales al peso de
la edificación. Para garantizar el comportamiento estructural de los paneles de 35
mm las instalaciones deben ser ancladas en la superficie de los paneles. Las
láminas de mayor espesor permiten perforarse para ocultar las tuberías.
12.2.5. CONSIDERACIONES ARQUITECTÓNICAS
SpeedCo recibe el diseño arquitectónico del proyecto de vivienda y realiza un
despiece de paneles del diseño inicial y al cual se le implementan los materiales
para acabados de acuerdo con la disposición de recursos del proyecto en
particular. Así el diseño arquitectónico no es impuesto sino desarrollado por la
empresa productora. Las limitaciones en el desarrollo de espacios están
asociadas a las impuestas por las características estructurales del sistema de
construcción SpeedCo.
12.2.6. PROCESO CONSTRUCTIVO
12.2.6.1. Recursos necesarios
12.2.6.1.1. Mano de obra
SpeedCo presta la asistencia técnica en la obra, en cualquier sitio donde se
ubique el proyecto. Se capacitan cuadrillas de ensamblaje sin ningún costo
adicional, directamente en obra; o si es el caso se programan jornadas en las
instalaciones de la empresa. Las cuadrillas de instalación generalmente son de
tres personas.
12.2.6.1.2. Equipo
El equipo requerido para la instalación de los paneles consta de una dotación
personal de herramientas para el instalador que está conformada de: casco,
guantes, overol, gafas de seguridad, cinturón para herramientas y mascarillas
desechables para cortes en seco de paneles. Termo Wall se trabaja con
herramientas comunes. Un equipo completo de ellas ofrecerá mayor eficiencia en
los trabajos. Este equipo consta de: flexómetro, lápiz o cimbra, escuadra metálica,
nivel, martillo de uñas, rayador, serrucho, destornillador plano y de cruz, pistola de
calafeteo, llana lisa y dentada, escofina gruesa, billamarquín, taladro 3/8”, segueta,
martillo de caucho, caladora, remachadora, plomada, pulidora, atornillador
eléctrico y martillo de bola.
12.2.6.1.3. Recepción, almacenamiento y manejo de los materiales
Termo Wall se debe transportar sobre estibas, plataformas o tarimas planas en
arrumes no mayores a 50 unidades, preferiblemente zunchado con protectores de
espuma o cartón en sus bordes. El almacenamiento también debe realizarse sobre
estibas o un entablado plano bajo cubierta, conservando los protectores de cartón
hasta instantes previos a la instalación.
La perfilería se entrega en tramos de 6 m para ser cortada en obra. Para
almacenar los perfiles de aluminio se deben construir estantes, de modo que
queden separados e identificados por sus secciones, de forma organizada. El
lugar de corte de los perfiles debe tener espacio suficiente para producir la
perfilería en las longitudes requeridas.
12.2.6.2. Rendimiento
En obras efectuadas, trabajando con un equipo mínimo de 1 oficial y 2 ayudantes,
se levantan hasta 35 m2 de panelería diariamente, incluyendo el tiempo utilizado
en ir instalando las ventanas con las secciones de paneles. Aumentando el
personal y siguiendo una curva de aprendizaje en el procedimiento, esta cifra será
superior.
12.2.6.3.3. Sistema constructivo
12.2.6.3.3.1. Actividades preliminares
Los elementos de Termo Wall deben ordenarse en forma lógica y consecutiva
respecto al punto de arranque, basándose en los planos suministrados por la
dirección de la obra. Esta labor economizará tiempo, y el alistamiento de los
elementos en un solo lugar genera áreas libres para el trabajo y una sola fuente de
basura.
12.2.6.3.3.2. Preparación del terreno
En esta fase se deben retirar los materiales no apropiados para soportar la
edificación como escombros, material vegetal, suelo suelto, etc. Igualmente se
deben realizar los drenajes interiores y laterales necesarios, determinando los
niveles necesarios de tuberías y del sistema de cimentación.
12.2.6.3.3.3. Construcción de la cimentación
Las características del sistema hacen que no se necesite de cimentaciones
especiales por las bajas cargas provenientes de la estructura. De acuerdo con las
propiedades portantes del suelo y el tipo de estructura a cimentar (paneles o
estructura metálica), la placa de cimentación en concreto varía en espesor. El
proceso de construcción de la placa empieza con el mejoramiento del suelo con
una capa de recebo compactado, para continuar con el armado del refuerzo y
posteriormente con la fundida y afinado del concreto.
12.2.6.3.3.4. Replanteo de la edificación
Sobre la placa de concreto se inicia el replanteo trazando el perímetro de la
construcción con sus respectivas divisiones. El trazo se hace (preferiblemente),
utilizando una cimbra de hilo con mineral rojo, o en su defecto con hilos o tiza.
12.2.6.3.3.5. Instalación de la base de los paneles
Sobre el trazo se instala la totalidad de la perfilería en forma de U que servirá
posteriormente de soporte a los paneles. Para la instalación primero se demarcan
los lugares en los cuales se colocarán los tornillos. Este procedimiento se hace
clavando una puntilla de acero, en el perfil como referencia y se marca la placa;
después se retira el perfil y se procede a perforar la placa con taladro. Se
introducen los chazos plásticos. El contorno de la edificación se fija con perno de
anclaje de ¼” x 2 ¼” asegurándolos sobre la perfilería. Preferiblemente se debe
comenzar a armar la construcción por la cocina y los baños, debido a la ubicación
de las tomas y salidas de agua.
12.2.6.3.3.6. Instalación de los paneles
Sobre la perfilería en U que delimita el perímetro y las divisiones de la futura
construcción se inicia el proceso de colocación de los perfiles verticales que
sostendrán posteriormente los paneles. Estos se colocan en las esquinas,
remachándolos con los perfiles horizontales de la base con el fin de proporcionar
mayor estabilidad a la construcción.
Los paneles son manejados manualmente ensamblándolos en el interior o exterior
del perfil dispuesto sobre la placa.
Siempre debe iniciarse en una esquina. Se empalma a los perfiles y cuando ha
ajustado perfectamente se procede a remacharlos. El ajuste de los elementos que
conforman el panel (placas, perfiles y ventanería), se hace mediante golpes con
un martillo de caucho. Por cada panel, según el tramo se instalan nuevos perfiles
verticales, los cuales pueden ser en H, cuando continúa la pared, en U cuando
termina el tramo o en L para rematar las esquinas.
12.2.6.3.3.7. Ventanería
Las ventanas se instalan según los planos simultáneamente con la colocación de
los paneles y la perfilería. En la sección donde corresponde una ventana, primero
se dispone un panel en la parte inferior o antepecho, se coloca el perfil vertical que
cierra el antepecho y se hace encajar la ventana que ya viene dispuesta para
entrar en los perfiles. Encima se coloca otro panel a manera de dintel que cierra la
sección.
El avance de la construcción continúa colocando los paneles y la perfilería.
12.2.6.3.3.8. Cierre de la estructura
El cierre lo conforma un remate horizontal a lo largo de los paneles colocando
perfiles encima de las láminas para rematar el proceso de levantamiento. Se
adecua el perfil y se remacha.
12.2.6.3.3.9. Cuchillas de la cubierta
En los planos de cuchillas los perfiles verticales se cortan de manera que al
colocarse se alcance la altura de la cuchilla y su respectivo nivel. Dentro de estos
perfiles se colocan los paneles de cuchillas que se entregan cortadas de manera
que encajen en los espacios de la perfilería. El cierre es igual con la perfilería en U
que se remacha sobre los paneles. Se deben fabricar cajas sobre los paneles de
las cuchillas para introducir las correas, teniendo en cuenta que las distancias
entre las correas deben estar de acuerdo con la referencia de las tejas o la
longitud de ellas.
12.2.6.3.3.10. Cubierta
La cubierta es un elemento de cerramiento compuesto por una estructura metálica
basado en correas de lámina delgada soportadas sobre los paneles. Para la
construcción de la cubierta se debe definir el tipo de correa, el número de tejas y la
distancia entre apoyos. Para su instalación se colocan las correas sobre los
paneles, sujetándolas con platinas que se aseguran, perforándolas y fijándolas
con tornillos. Cuando las correas, de lámina metálica, superan los 6 m de longitud
se deben unir utilizando trozos de madera (cuartones), que entran en las correas y
se sujetan con tornillos y tuercas.
Con la totalidad de las correas dispuestas, se amarran con una lámina lisa que fija
su posición. Estos templetes se unen a las correas con remaches o varillas
dispuestas en forma diagonal. Las tejas se colocan de derecha a izquierda o al
contrario, iniciando en una de las esquinas inferiores de la cubierta, siguiendo de
abajo hacia arriba. Se debe verificar la linealidad del voladizo de la teja en todo su
trayecto. La unión transversal de las tejas se realiza mediante traslapo y
remaches, y la unión longitudinal por traslapo y fijación con las correas por
ganchos de amarre. El remate de las aguas de la cubierta se hace con caballetes
en los que encajan las tejas. Estos deben ser fijados con amarres o alambres de
fijación.
12.2.6.3.3.11. Instalaciones eléctricas
Con base en el plano entregado al electricista, se ubican los puntos eléctricos,
tomas, plafones, tablero de control, contador, acometida y salida de teléfono y
televisor. Si la red va a la vista se comienza con el tendido de la canaleta que
conformará el conducto, adosándola al panel de 35 mm. Opcionalmente los
paneles (65 y 120 mm), pueden llevar la tubería pre-entubada en su interior desde
fábrica.
12.2.6.3.3.12. Cielo raso (Cuando sea aplicable)
Para la colocación del cielo raso se marca el nivel de altura y sobre esta marca se
instalan los soportes de aluminio en L que sostendrán los paneles. El ángulo se
fija alrededor del perímetro y se colocan los perfiles en T en las distancias
previamente establecidas, según el tamaño de los paneles. Cada sección se
soporta de las correas de la cubierta para garantizar la uniformidad y nivelación de
la instalación, por medio de alambres.
12.2.6.3.3.13. Instalación de puertas
Las puertas del sistema SpeedCo son de aluminio y vienen prefabricadas, lo que
garantiza una construcción limpia. Las puertas según el diseño y materiales que
las componen vienen fabricadas con sus respectivos marcos, para ser colocadas
en los lugares previamente demarcados en el lugar de la construcción. Se fijan los
marcos con tornillos en los 3 lados del vano, se instalan las bisagras de las
puertas y se colocan estas, soportándolas sobre los muros. Se debe verificar la
verticalidad del elemento con plomada e instalar la chapa. Las puertas de aluminio
pueden tener como láminas placas de aluminio, fibrocemento o vidrio.
12.2.6.3.3.14. Acabados
Cuando se utiliza pintura como acabado se deben encintar los perfiles para
protegerlos de las manchas. Las paredes permiten también acabados de
cerámica, estucos y papel de colgadura. Por las características superficiales del
fibrocemento en los paneles, los acabados no tienen requerimientos especiales.
12.2.6.4. Consideraciones especiales
El sistema constructivo SpeedCo es un método industrializado de obra seca, que
se fundamenta en la tecnología de producción de paneles Termo Wall buscando la
economía de la construcción con la eficiencia del proceso.
Los materiales de construcción son entregados en las cantidades y medidas
precisas sin generar escombros ni material de desperdicio y permitiendo la
planeación estricta de la obra.
Las características técnicas de los materiales, de aislamiento térmico y acústico,
proveen confort y ahorro de energía en la edificación.
El peso de la lámina ayuda a que la cimentación de la edificación tenga
especificaciones mínimas.
Además los paneles son manejables por una persona, permitiendo su fácil
transporte dentro de la construcción.
Para conformar una estructura de diafragma los paneles deben ser marqueteados
por perfiles de aluminio según la disposición arquitectónica de las paredes.
12.2.7. CONSIDERACIONES ECONÓMICAS
Los costos de un proyecto de vivienda que utilice el sistema SpeedCo son los
derivados de la construcción de la estructura de Termo wall. El único equipo
requerido es el descrito anteriormente en el numeral de recursos necesarios. La
construcción con acabados básicos de vivienda de interés social, incluyendo todas
las actividades desde la placa de cimentación hasta la cubierta en teja de
fibrocemento, tiene un costo de $160.000 por metro cuadrado aproximadamente
para unidades de un piso, en soluciones de más pisos debe incluirse el valor de la
estructura metálica que se requiera. Este costo no incluye la instalación de la
vivienda. Los volúmenes de construcción en proyectos grandes proporcionan
además economía en escala, ya que el mayor número de unidades producidas
reduce los costos de fabricación. La economía en escala se obtiene a partir del
rango entre las 50 y 100 unidades de vivienda. Con esta producción a gran escala
es negociado el paquete total de casas que conforman el proyecto y no unidades
de vivienda.
12.2.8. BALANCE DEL SISTEMA
12.2.8.1. Evaluación funcional
CONDICIONANTE
INTEGRIDAD
SEGURIDAD
FLEXIBILIDAD
CONFORT
AMBIENTAL
COMPOSICIÓN
Integridad del
Justificación
sistema
Alta Media Baja
Ante acciones mecánicas
x
Comportamiento de los
paneles
Ante
Agua
x
Característica del Termo
acciones
Wall
climáticas
Sol
x
Buen comportamiento
exterior
Viento
x
Resistencia a fuerzas
laterales
Ante animales y plantas
x
Inmunidad del Termo
Wall
Acciones directas del
x
Adecuado uso y
hombre
mantenimiento
Contaminació x
Materiales inertes
Acciones
n
indirectas
Fuego
x
Materiales
incombustibles
Posibilidades
x
Flexibilidad del sistema
arquitectónicas
x
Constructiva Construcción
Con la planeación inicial
Progresiva
Autoconstruc
x
Bajo dirección técnica
ción.
Higrotérmico
x
Estabilidad térmica del
panel
Higiénico
x
Buena conservación del
panel
Acústico
x
Aislamiento del Termo
Wall
Visual
x
Según diseño
arquitectónico
Geometría
x
Adecuación de espacios
Color
x
Acabado superficial de
las láminas
Tabla 12.2.2. Evaluación funcional SpeedCo
12.2.8.2. Evaluación Técnica
12.2.8.2.1. Método constructivo
Tabla 12.2.3. Método constructivo
EVALUACION TECNICA
Alta
Industrializado
Prefabricado
x
x
Necesita formaleta
Posibilidad de reutilizar formaleta
Facilidad de Transporte
x
Facilidad de almacenamiento
Cuidados en la manipulación
Cantidad de mano de obra
Calidad de la mano de obra
Rendimiento en el montaje
x
Cuidados en el montaje
Control de calidad
No. de elementos que necesitan
mantenimiento
Frecuencia del mantenimiento
x
Necesidad de técnicas especiales
Control de calidad en el mantenimiento
Construcción en altura
Medi
Baja JUSTIFICACION
a
Paneles fabricados en planta
Transporte de elementos
precortados
x
No requiere formaleta
No aplica
Elementos de bajo peso y
manejabilidad
x
Disposición de espacios cubiertos
y cerrados
x
No necesita manejo especializado
x
1 operador y 2 instaladores
x
Entrenamiento previo
Elementos prefabricados y
precortados
x
Procedimientos adecuados de
instalación
Modulación de los elementos
x
Propiedades de durabilidad de los
paneles
x
Propiedades de durabilidad de los
paneles
x
Fácil instalación del sistema de
paneles
x
Tratamiento de materiales poco
conocidos
x
Requiere estructura metálica
vertical en altura.
12.2.8.2.2. Materiales básicos
MATERIALES
BASICOS
Paneles
Perfilería
aluminio
Elementos
fijación
Puertas y
ventanas
FACILIDAD PARA
CONSEGUIRLOS
EN BOGOTA
Alta Media Baja
ACEPTACION
SOCIOECONOMICA
Alta Medi Baja
a
x
x
x
x
x
x
x
x
x
x
x
REQUISITOS
GENERACION DE
DESPERDICIOS
Altos Medios Bajos Alta
Medi Baja
a
x
x
x
x
x
Aunque la fábrica de los elementos de termo wall (paneles), se encuentra en
Manizales la Gerencia Nacional de Ventas tiene su sede en Santa Fé de Bogotá.
Los demás elementos de aluminio como perfiles, elementos de fijación, puertas y
ventanas se consiguen con distribuidores de aluminio disponibles en le mercado.
12.2.8.2.3. Mano de obra
PARAMETRO A
EVALUAR
EVALUACION
Alta Medi Baja
a
Mano de obra calificada
x
Necesidad de
entrenamiento
Facilidades para
conseguirla
No. De personas
necesarias
x
x
x
JUSTIFICACION
El personal utilizado requiere
entrenamiento
Entrenamiento en actividades de poca
especialización
Disponibilidad de instaladores en el
mercado
1 operador y 2 instaladores
12.2.8.2.4. Maquinaria y equipo
MAQUINARIA
Y EQUIPO
ESPEC. TECNICAS
FACILIDAD DE
(REND.-CAPACIDAD- ADQUISICIÓN
ETC)
Alta
Media Baja
Alta Medi Baja
a
Taladro
x
x
Pistola de calafeteo
x
x
Serrucho
x
x
Caladora pendular
x
x
Pulidora
x
x
12.2.8.2.5. Inclusión de subsistemas
SUBSISTEMA
Estructural
Cerramientos
Acabados
Instalaciones
ELEMENTO
Cimentación
Estructura vertical
Estructura horizontal
Fachadas
Cubiertas
Tabiquería
Puertas
Ventanas
Pisos
Paredes
Techos
Exteriores
Hidráulica
Sanitaria
Eléctrica
Gas Natural
PERTENECE
AL SISTEMA
INCORPORAD
O
EN OBRA
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
12.2.8.3. Favorabilidades
El sistema constructivo tiene características de rapidez y eficiencia en los
materiales. La rapidez de la construcción se logra ya que se cuenta con elementos
pre-diseñados, no se necesitan herramientas, equipos especializados ni requieren
mano de obra calificada.
El sistema constructivo SpeedCo es un método industrializado de obra seca, que
se fundamenta en la tecnología de producción de paneles Termo Wall buscando la
economía de la construcción con la eficiencia del proceso.
Los materiales de construcción son entregados en las cantidades y medidas
precisas sin generar escombros ni material de desperdicio y permitiendo la
planeación estricta de la obra. Para facilitar el montaje y transporte SpeedCo ha
desarrollado soluciones integrales con paneles prensamblados y perfilería cortada,
a través de diseños modulares y flexibles que se adaptan a cualquier montaje.
La confiabilidad de los productos está garantizada con la implementación de
estándares y normas de calidad en los sistemas de producción que tienen el
Certificado de Aseguramiento de Calidad ICONTEC.
Termo Wall ofrece características de durabilidad, resistencia y confort como:
aislamiento térmico, conductividad eléctrica casi nula, comportamiento dinámico
elástico, inmunidad biológica, baja retención de humedad, incombustible y
autoextinguible, aislamiento acústico.
Los requerimientos de la estructura de fundación son bajos, proporcionales al
peso de la edificación.
El acabado superficial de los paneles se ofrece grabado o liso y tiene la opción de
texturizarse para simular el ladrillo. Además el panel permite cualquier tipo de
acabado en obra: pintura, papel o fachaleta.
El equipo requerido para la instalación de los paneles consta de una dotación
personal de herramientas comunes para el instalador.
Los volúmenes de construcción en proyectos grandes proporcionan economía en
escala, ya que el mayor número de unidades producidas reduce los costos de
fabricación.
12.2.8.4. Desfavorabilidades
El sistema no se encuentra explícito en la Norma NSR-98. Por lo cual las
memorias estructurales que acompañan cada proyecto deben estar acompañadas
por los estudios realizados por el productor.
Termo Wall (35 mm) no puede sobrepasar luces mayores de 6 m entre elementos
sin refuerzo estructural adicional. No se debe utilizar como muro portante de una
segunda planta o de apoyo de techos con pendientes muy pronunciadas
(dependiendo de la longitud de la pendiente). Con paneles con espesores
mayores (65, 120 mm), se pueden alcanzar luces más grandes, sin embargo debe
evaluarse económicamente su viabilidad en VIS.
Las edificaciones de dos pisos deben tener una estructura metálica que cargue la
placa y le den consistencia a la construcción.
Existen limitaciones en el desarrollo arquitectónico de espacios, asociadas a las
impuestas por las características estructurales del sistema de construcción
SpeedCo.
La progresividad de la construcción requiere la asistencia técnica del fabricante.
La aceptación socio económica de los paneles de poco espesor todavía no es
reconocida en algunos sectores de la población.
12.3 SISTEMA METECNO89
CLASIFICACION DEL SISTEMA
12.3.1. Según el tipo de construcción
De acuerdo con este criterio este sistema se puede clasificar de dos formas,
como industrializado in situ ya que siguiendo un proceso repetitivo y ordinario
permite la producción en serie de unidades de vivienda y como prefabricado ya
que todos sus elementos constructivos son fabricados previamente en planta.
12.3.2. Según el alcance del proyecto
Este sistema se puede clasificar como un sistema completo, ya que el sistema
cubre con todos los requerimientos constructivos de una unidad de vivienda, a
excepción de la cimentación.
INTRODUCCION AL SISTEMA
La idea para la fabricación de paneles en línea continua con láminas prepintadas y
aislamiento termoacústico surgió en los años 60, como resultado de una
investigación para el desarrollo de sistemas modulares que agilicen la
construcción. Desde entonces, el sistema se ha ido perfeccionando para entregar
al cliente un producto competitivo.
Este proceso fue liderado principalmente por la firma Metecno en Italia, con gran
experiencia en la producción de paneles desde 1.967. Metecno suministra plantas
y “Know how” para la producción de paneles metálicos a lo largo de todo el
mundo.
En Colombia, la incursión de esta empresa se inició en 1.999 con la creación de
una empresa bajo el nombre Metcol. Esta empresa representa a nivel nacional a
la multinacional Metecno, la cual ha construido una moderna planta para la
producción de paneles y prefabricados metálicos en el sector de Santander de
Quilichao, Departamento del Cauca, acogiéndose a los beneficios de la Ley Páez.
Metecno desarrolla un procedimiento constructivo que emplea elementos
prefabricados y que permite la industrialización in - situ de la construcción de
vivienda, mediante el desarrollo de procesos repetitivos y continuos que motivan
la producción en serie de unidades de vivienda. El sistema está compuesto por
una gama de paneles metálicos aislantes autoportantes para aplicaciones
constructivas muy diversas que van desde almacenes frigoríficos hasta
construcciones de vivienda. Los paneles consisten en un sándwich entre láminas
metálicas con relleno de poliuretano, y que puede presentar diferentes colores.
Pueden ser utilizados como muros y cubierta.
89
METROVIVIENDA, Vivienda de interés social, inventario de sistemas constructivos, Bogotá: Alcaldía Mayor de
Santa fe de Bogota, Universidad de los Andes, 2000.
ELEMENTOS DEL SISTEMA
12.3.3.1. Componentes
Los principales elementos constructivos involucrados en este proceso son:
PERFILES
METALICOS O
ESTRUCTURA
ESTRUCTURA
METALICA
LOSA DE
ENTREPISO
CONCRETO
CUBIERTA
CUBIERTA
MUROS
CERRAMIENTO Y
DIVISIONES
Perfiles en aluminio
para un nivel. Para más
de dos niveles
estructura metálica
Steel deck
Panel tipo sandwich
con caras metálicas y
relleno de poliuretano
Panel tipo sandwich
con caras metálicas y
relleno de poliuretano
Perfilería en aluminio
La estructura de soporte esta conformada por perfiles especiales de aluminio
extruído. Estos perfiles forman un diafragma entre placa y muros.
Estructura metálica
Se trabaja estructura metálica para construir viviendas de más de un nivel.
Muros interiores y exteriores
Los muros interiores y exteriores están conformados por paneles tipo sándwich
con caras en lámina metálica prepintada y alma en poliuretano rígido,
autoextinguible y termoaislante.
Cubierta
La cubierta está conformada por paneles tipo sándwich similares a los de muros.
Entrepiso
Se trabaja con Steel deck que sirve como formaleta para la fundición de una losa
de concreto de espesor mínimo.
12.3.3.2. Materiales
Los materiales básicos del sistema son elementos prefabricados producidos por
parte de Metecno en su planta. Estos materiales son transportados desde la planta
hasta el sitio de obra, y entregados al usuario en forma de kit. El concreto es
utilizado en la fase de cimentación para fundir una placa con refuerzo de malla
electrosoldada que está entre 10 a 15 cm, dependiendo de los requerimientos
estructurales, y en la fundición de la losa de entrepiso en caso de construirse más
de un nivel.
CONSIDERACIONES ESTRUCTURALES
En el momento se adelantan estudios por parte de Metecno, para certificar
estructuralmente el sistema y hacer las adecuaciones para un correcto
funcionamiento, de acuerdo con las especificaciones de la Normas Colombianas
de Diseño y Construcción Sismo Resistente (NSR –98).
CONSIDERACIONES ARQUITECTONICAS
12.3.4.1. Posibilidades arquitectónicas
El sistema permite variar el módulo característico en función de sus dimensiones,
con el fin de ajustar adecuadamente estas medidas a las requeridas.
12.3.4.2. Composición geométrica
La presentación de la fachada es atractiva y tiene buena apariencia. Queda la
posibilidad que algún diseño arquitectónico diferente se acomode a la modulación
del sistema.
12.3.4.3. Acabados y color
Las caras del panel están constituidas por láminas metálicas que llegan al sitio de
montaje prepintadas y con acabados finales. Es decir, que al ser colocadas
brindan un acabado superficial, que tiene la flexibilidad de ser cambiado por parte
del usuario, aunque con un sobrecosto.
PROCESO CONSTRUCTIVO
12.3.5.1. Recursos necesarios
ITEM
Mano de obra
Equipo y maquinaria
Almacenamiento
DESCRIPCION
No requiere ser especializada.
Disminuye la cantidad de mano
de obra.
Herramientas menores
Almacenarla bajo techo.
12.3.5.1.1. Mano de obra
La mano de obra para el manejo de los elementos constructivos del sistema no
requiere ser especializada, pues prácticamente cualquier trabajador puede ser
fácilmente entrenado en un período de 15 días para realizar operaciones sencillas
que se repiten diariamente. De igual forma, no se requiere un elevado número de
personal ya que los paneles son livianos y de fácil manejabilidad.
12.3.5.1.2. Equipo y maquinaria
No se requieren grandes equipos ni maquinaria especializada, ya que el manejo y
transporte de los paneles en obra se puede realizar por los mismos trabajadores.
12.3.5.1.3 Almacenamiento
Si los perfiles no se van a utilizar por un período largo de tiempo, es recomendable
almacenarlos y protegerlos bajo techo.
12.3.5.2. Rendimiento
Un equipo de trabajo puede lograr una instalación diaria de unos 500 m2 de panel
en obra, con una cuadrilla de 6 personas. Este dato aún se encuentra sujeto a
estudios y a los análisis prácticos que se lleven a cabo. No existe un dato
confiable en el momento de hacer este informe sobre el rendimiento por metro
cuadrado de vivienda construida en Santa Fe de Bogotá.
12.3.5.3.3 Explicación del proceso
El proceso constructivo está conformado por los siguientes pasos:
Se debe realizar la adecuación del terreno con un movimiento de tierras en el sitio
donde va a construirse la cimentación. En esta fase debe retirarse la capa vegetal
y nivelar el terreno donde es conformado un relleno. Debe llevarse a cabo el
replanteo del terreno por parte de la comisión de topografía.
Se lleva a cabo la fundición de la placa de cimentación, limitada por formaletas en
madera. Para llevar a cabo la conexión entre la placa y los perfiles, se emplean
pernos de expansión que reciben el perfil que actúa como soporte de las láminas.
Se arma toda la perfileria conformando la estructura de soporte.
Se empiezan armar los muros exteriores e interiores consistentes en paneles tipo
sándwich con caras metálicas y alma de poliuretano. Los muros son conectados
entre sí por medio de conexiones macho – hembra.
Las redes hidrosanitarias y eléctricas se instalan embebidas entre los paneles en
la misma obra.
Al colocar los paneles, los muros quedan prácticamente con acabados finales,
pues estos elementos llegan a obra prepintados.
Si se va a construir más de un nivel se debe trabajar con estructura metálica y
como cerramiento se emplean los paneles tipo sándwich con relleno de
poliuretano.
Se realiza el armado de la cubierta la cual consiste en teja de lámina delgada por
ambas caras prepintada y con un relleno de poliuretano. Se coloca la ventaneria
y se realizan trabajos de carpintería en madera.
CONSIDERACIONES ECONOMICAS
12.3.6.1 Costos
Dada la velocidad de construcción, el sistema minimiza los riesgos de variabilidad
de precios en los elementos básicos del costo directo de construcción, como lo
son: Materiales, recursos humanos, y equipos. Además se reducen los costos
indirectos y financieros. Se depende de un solo proveedor por lo que los
sobrecostos por intermediación comercial desaparecen.
12.3.6.2 Mano de obra
No se requiere de mano de obra especializada pero si se requiere que tengan
cierta experiencia en el área de la construcción. Para lograr un rendimiento de
500 m2 / día, se requiere de una cuadrilla conformada por 6 personas.
12.3.6.3 Costo por metro cuadrado
Al momento de realizar el presente documento no se había recibido la información
correspondiente a los costos por metro cuadrado por parte de la firma
representante del sistema en Colombia. Siendo está la única fuente confiable de
información para este sistema, se debió omitir este dato del presente informe.
BALANCE DEL SISTEMA
12.3.7.1. Evaluación funcional
Para obtener los resultados que se darán a continuación se recurrió a entrevistas
con el proveedor y al criterio de los autores del informe.
INTEGRIDAD DEL
JUSTIFICACIÓN
SISTEMA
Alta Media Baja
Ante acciones mecánicas
x
Comportamiento
del
sistema
Ante
Agua
x
Comportamiento de los
acciones
paneles
climáticas
Sol
x
Comportamiento de los
paneles
Viento
x
Resistencia
a
fuertes
vientos
Ante animales y plantas
x
Comportamiento de los
paneles
Acciones directas del hombre
x
Requiere protecciones en
ventanas
Acciones
Contaminación
x
Mantenimiento periódico
indirectas
Fuego
x
Materiales incombustibles
pero las láminas metálicas
se pueden afectar.
Posibilidades arquitectónicas
x
Flexibilidad limitada del
sistema
Constructiva Construcción
x
Dificultad para llevar a
Progresiva
cabo adiciones
Autoconstrucci
x
Bajo dirección técnica
ón
Higrotérmico
x
Aislamiento térmico del
panel
Higiénico
x
Buena conservación del
panel
Acústico
x
Aislamiento acústico del
panel
Visual
x
Buena iluminación
Geometría
x
Adecuación limitada de
espacios
Color
x
Acabado superficial de las
láminas
CONDICIONANTE
INTEGRIDAD
SEGURIDAD
FLEXIBILIDAD
CONFORT
AMBIENTAL
COMPOSICIÓN
12.3.7.1.1. Integridad
Ante acciones mecánicas
El sistema presenta un buen comportamiento ante acciones mecánicas y sismos
por el bajo peso del sistema y por las características constructivas del mismo. En
el momento, se encuentra en desarrollo por parte de la empresa, un estudio
técnico que certifique este comportamiento favorable ante las Normas
Colombianas de Diseño y Construcción Sismo Resistente (NSR – 98).
Agua
Presenta un buen comportamiento frente al agua. No motiva a la generación de
humedad en muros ni otros elementos, ni se oxida, corroe o enmohece. Es
impermeable
12.3.7.1.2. Seguridad
Ante contaminación atmosférica
El sistema puede llegar a presentar problemas por el efecto de lluvias ácidas y la
contaminación, el cual se ha empezado a presentar en las grandes ciudades de
nuestro país sin embargo aún no se ha podido medir su alcance.
12.3.7.2. Evaluación técnica
12.3.7.2.1 Método constructivo
EVALUACION TECNICA
Alta
Industrializado
x
Prefabricado
x
Necesita formaleta
Posibilidad de reutilizar formaleta
Facilidad de Transporte
x
Facilidad de almacenamiento
Cuidados en la manipulación
Cantidad de mano de obra
Calidad de la mano de obra
Rendimiento en el montaje
Cuidados en el montaje
x
x
Control de calidad
x
No. de elementos que necesitan
mantenimiento
Frecuencia del mantenimiento
Necesidad de técnicas especiales
Control de calidad en el mantenimiento
Construcción en altura
Tabla 12.3.4. Evaluación del sistema constructivo
x
Medi Baja JUSTIFICACION
a
Siguiendo un proceso repetitivo se
obtienen unidades en serie
Todos los elementos del sistema son
prefabricados
x
No requiere formaleta
x
No requiere formaleta
Los paneles son livianos y fáciles de
transportar
Bajo techo a largo plazo
x
Fácil manejo por el peso de los elementos
x
Una cuadrilla de 6 personas
x
No requiere ser especializada
500 M2 de panel / día instalados
Tener cuidado con la integridad de los
elementos
Facilidad de realizar controles por la
industrialización
x
Pintura en paneles metálicos
x
x
x
x
Cada vez que se requiera
No se requieren
Marginal
Se construyen hasta 3 niveles
Fabricación
La fabricación de los elementos constructivos ha constituido la creación de una
fábrica industrializada con todos los requerimientos necesarios para cumplir con
especificaciones de calidad y seguridad. Al involucrarse procesos industriales, los
controles de calidad se hacen más eficientes y continuos lográndose un proceso
de producción seguro.
Montaje de los paneles en la obra
Para el montaje de los paneles en obra no se requiere de mano de obra
especializada ni seguir procedimientos complicados. Tan solo se debe mecanizar
un proceso continuo y repetitivo que se aprende fácilmente. Las formaletas son
manejadas manualmente ya que no representan pesos considerables
Materiales básicos
MATERIALES
BASICOS
Perfiles
aluminio
Paneles
metálicos
Cubierta
FACILIDAD PARA
ACEPTACION
CONSEGUIRLOS EN SOCIOBOGOTA
ECONOMICA
Alta Media Baja
Alta Medi Baja
a
en
REQUISITOS
GENERACION DE
DESPERDICIOS
Altos Medios Bajos Alta
Medi Baja
a
x
x
x
x
x
x
x
x
x
x
x
x
Tabla 12.3.5. Materiales básicos
La adquisición de los elementos prefabricados es media ya que estos dependen
directamente de un solo proveedor quien los produce y coloca en el sitio que sea
requerido. Este tipo de paneles todavía no tienen la mínima aceptación de
materiales más tradicionales para la construcción de muros.
Maquinaria y equipo
MAQUINARIA
Y EQUIPO
Herramientas menores
ESPEC. TECNICAS
FACILIDAD DE
(REND.-CAPACIDAD- ADQUISICIÓN
ETC)
Alta
Media Baja
Alta Medi Baja
a
x
x
Tabla 12.3.6. Maquinaria y equipo
No se requiere de equipo o maquinaria sofisticado. Tan solo se utilizan
herramientas menores de fácil adquisición en cualquier parte y transporte.
12.3.7.2.4 Mano de obra
PARAMETRO A EVALUAR EVALUACION
Alta Medi Baja
a
Mano de obra calificada
x
Necesidad de entrenamiento
Facilidades para conseguirla x
No. De personas necesarias
x
x
JUSTIFICACION
No se requiere mano de obra
especializada
Curso de capacitación básica
Amplia oferta de mano de obra
Una cuadrilla de 6 personas
Tabla 12.3.7. Mano de obra
12.3.7.2.5. Inclusión de subsistemas
SUBSISTEMA
Estructural
Cerramientos
Acabados
Instalaciones
ELEMENTO
Cimentación
Estructura vertical
Estructura horizontal
Fachadas
Cubiertas
Tabiquería
Puertas
Ventanas
Pisos
Paredes
Techos
Exteriores
Hidráulica
Sanitaria
Eléctrica
Gas Natural
PERTENECE
AL SISTEMA
INCORPORADO
EN OBRA
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
x
Tabla 12.3.8. Inclusión de subsistemas
12.3.7.2.5.1. Estructura
El sistema no incluye la cimentación como un proceso que haga parte del sistema.
12.3.7.2.5.2. Cerramientos
La fachada es provista por el mismo sistema, quedando prácticamente lista al ser
montada totalmente la vivienda.
12.3.7.2.5.3. Acabados
Los acabados vienen incluidos en el sistema, ya que los paneles presentan una
superficie lisa, de buen comportamiento ante agentes externos y excelente
presentación y que llega a obra prepintada. Queda la posibilidad para el usuario
de darle otro tipo de acabado a muros y cielo raso, con un sobrecosto.
12.3.7.2.5.4. Instalaciones
Las instalaciones son embebidas dentro de los paneles.
12.3.7.3. Favorabilidades
Los paneles al tener alma de poliuretano, material aislante por excelencia, ofrecen
resistencia al paso del calor o frió, por lo tanto son ideales para mantener
temperaturas controladas en climas cálidos o fríos a un bajo costo.
El sistema permite armar una vivienda de un piso en un mismo día y solo se
necesita contar con placa de piso y los servicios para el montaje. La unidad de
vivienda viene prearmada e incluye todos los accesorios para finalizar la
instalación.
El panel, por ser un elemento sandwich con poliuretano, evita la resonancia y
transmisión de sonidos, al amortiguar la lámina el ruido ocasionado por estos.
El sistema permite la aplicación de todo tipo de pinturas u otros acabados. El
panel se puede lavar y limpiar sin deterioro del mismo.
Por su modularidad, se pueden hacer diversos diseños arquitectónicos
ofreciéndose viviendas con áreas entre 24 y 48 m2. De igual forma, se pueden
acomodar los diseños a los requerimientos del usuario.
Los paneles metálicos tienen alta resistencia al fuego, el alma de poliuretano
contiene un agente antiflama que evita la propagación del fuego.
12.3.7.4. Desfavorabilidades
Los paneles vienen listos en cuanto a pintura se refiere y queda la posibilidad para
el usuario de aplicar la pintura del color que desee, pero igualmente esto trae los
inconvenientes de tener un sobrecosto y de estar practicando un mantenimiento
periódico a la superficie de muros y fachadas.
El sistema está compuesto por materiales prefabricados que deben ser
transportados desde la planta hasta el sitio de obra, por lo tanto esto conlleva a
sobrecostos y un riesgo adicional que es el de mantener la integridad de los
elementos.
La tradición cultural de la población y el sector de la construcción en Colombia es
la de construir bajo materiales y procedimientos tradicionales como concreto y
ladrillo.
No hay a la fecha información fidedigna de costos ni de rendimientos, lo cual
dificulta su comparación con otros sistemas hasta tanto no se tengan estos datos.
En el momento, se encuentra en trámite el análisis del sistema para verificar su
cumplimiento con las Normas Colombianas de Diseño y Construcción Sismo
Resistente (NSR – 98).
ANEXO 13. Normas sobre ensayos
20
Ø=5
ø 2d
ød
ENSAYOS
TRACCIÓN
5
55
35
15
60
10
110
10
20
ø 2d
ød
300
55
5
30
90
Probetas AENOR e ISO para ensayo de tracción de laminados unidireccionales
Fig.
[0/90].
Rotura a tracción de carbono/epoxi: superior: [0], inferior:
E
R
B
b
c
Lo
F
Tipo I
E
2 agujeros Ø P*
b
Lo
h
P
F
Tipo II
E
2 agujeros Ø P*
D
b
Lo
T
T
h
P
F
Tipo III
Probetas UNE 34.280-79 para ensayo de tracción de tejidos
FLEXIÓN
NORMA: ASTM D790
Fuerza aplicada
r
1
h
5
o
r2
L
1
Ensayo de Flexión 3P
L/
3
Ensayo de Flexión 4P
L/
3
L/
3
COMPRESIÓN
NORMA: ASTM D3410
Ensayo de mordazas
cónicas (Wyoming-Celanese)
Ensayo de mordazas piramidales
Norma ASTM D695 modificada por la Boeing
Material
[0] Unidireccional
[90] Unidireccional
Tejido
t (mm)
1.00
2.50
2.50
Fig. Dimensiones t y D para las probetas de ensayo
D (mm)
3.00
7.50
7.50
CORTANTE EN EL PLANO
o
o
FL
e
a
b
1
Esquema de ensayo a cortadura según NFT57 554 y ASTM D3846
Esquema de ensayo a cortadura mediante tracción de
láminas a ±45. ASTM D3518
Ensayo de Iosipescu
CORTANTE EN EL PLANO
NORMA: ASTM D4255
Ensayo
de dos carriles
Ensayo de tres carriles
P
P/2
P/2
12.7 mm.
Esquema de ensayo a cortadura según ASTM D2344
El esfuerzo cortante fuera de plano es muy difícil de determinar ya que va
íntimamente ligado a la flexión y resulta muy complejo desacoplar ambos
esfuerzos.
La norma ASTM propone un ensayo de flexión en 3 puntos donde la flexión resulta
prácticamente despreciable frente a cortante fuera de plano.
Mediante este ensayo se pueden evaluar únicamente resistencia de cortante fuera
de plano o ínterlaminar.
IMPACTO
Sección A - A
76
Guía del peso
74
ø 90
45
50
A
3000
7
9
74
A
50
7
50
100
30
25
76
200
50
7
1
Angular soldado
al soporte
75
Probeta
Soporte de acero
100
50
175
Zócalo de hormigón
400
DETERMINACIÓN DE TENACIDAD
Ensayo de determinación de tenacidad a la fractura modo I
Ensayos de determinación de tenacidad a la fractura modo mixto.
ANEXO 14. Bibliografía
BIBLIOGRAFÍA
________, "Materiales modernos aplicables a la prefabricación del futuro", trabajo
presentado en el seminario de Temas Selectos II en la Unidad de Posgrado de la
Facultad de Arquitectura de la UNAM, México, agosto-noviembre de 1996.
________, "What is so special about nanostructured materials and coatings?",
(ponencia presentada en la conferencia Nanostructured Materials and Coatings'95,
EUA, 1995).
________, Nanosystems: molecular machinery, manufacturing, and computation,
EUA, Wiley Interscience, 1992.
DREXLER, K. Eric, Engines of creation, EUA, Anchor Books, 1986.
DYSON, Freeman J., "El mundo, la carne y el demonio", conferencia sobre la obra
de J. D. Bernal, Inglaterra, Birbeck College of London, 1972.
FEYNMAN, Richard P., "There's plenty of room at the bottom" ponencia, EUA,
Engineering and Science Magazine of California Institute of Tecnology, 29 de
diciembre de 1959.
Hollaway, Leonard (Editor), 1994, Handbook of Polymer Composites for
Engineers, Woodhead Publishing, Cambridge, England.
Kaw, Autar K., 1997, Mechanics of Composites Materials, CRC Press, New York,
NY.
KLUGER, Jeffrey, Can we stay young? New York, Time Magazine, 25 de
noviembre de 1996, pp. 50-60.
KRANTZ, Michael, Building a better world - Atom by atom, New York, Time
Magazine, 2 de diciembre de 1996, pp. 66-67.
LEMONICK, Michael D., Future tech is now, New York, Time Magazine, 17 de julio
de 1995, pp. 34-39.
Miller, Tara, 1998, Introduction to Composites, 4th Edition, Composites Institute,
Society of the Plastics Industry, New York, NY.
MIRAVETE DE MARCO, Antonio. 1994. Los nuevos materiales en la construcción.
Zaragoza: Miravete Ed.
MIRAVETE DE MARCO, Antonio. Materiales compuestos. Zaragoza: Miravete Ed.
Vol. 1 y 2.
Murphy, John, 1998, Reinforced Plastics Handbook, Elsevier Science, Oxford,
England.
NASH, J. Madeleine, Copying what comes naturally, Nueva York, Time Magazine,
8 de marzo de 1993, pp. 38-39.
OCAMPO RUIZ, Ernesto, "El futuro de la arquitectura", trabajo para ingresar a la
maestría de Arquitectura Tecnología, Unidad de Posgrado de la Facultad de
Arquitectura de la UNAM, México, mayo-julio de 1996.
POOL, Robert, Atom Smith, EUA, Discover Magazine, diciembre de 1995.
Richardson, Terry, 1987, Composites: A Design Guide, Industrial Press, New York,
NY.
Rosato, Dominick V., 1997, Designing with Reinforced Plastics, Hanser/Gardner,
Cincinnati, Ohio.
Schwarz, M.M., 1992, Composite Materials Handbook, McGraw Hill, Inc., New
York.
SIEGEL, Richard W., "Nanostructured materials" (ponencia presentada en la
conferencia Nanoparticulates'94, Monterey California, EUA, 14 y 15 de noviembre
de 1994).
VILLAGRAN GARCIA, José, Teoría de la arquitectura, 3a. ed., México, inba-sep,
Cuadernos de Arquitectura y Conservación del Patrimonio Artístico, número
extraordinario, 1983.
MONOGRAFÍAS ELECTRÓNICAS, BASES DE DATOS Y PROGRAMAS DE
ORDENADOR
COMPOSITOS. Materiales compuestos poliméricos. Disponible en World Wide
Web: http://www.pslc.ws/spanish/composit.htm
GARCÍA LEIVA Mª Cristina. Caracterización y fabricación mediante presión
uniaxial en caliente del material compuesto ti6al4v / sigma sm1140+ [0º]8.
Disponible
en
World
Wide
Web:
http://www.tecnun.es/Tesis/orden/materiales/mat46.htm
GLOSARIO
DE
TERMINOS.
Disponible
en
http://www.doctorcomposite.com/foro/viewtopic.php
World
Wide
Web:
LANCE DURAND. Natural Composite Architecture: Building Without the Use of
Lumber, Concrete, Steel, or Petroleum Products. Disponible en World Wide Web:
[email protected], www.strawhomes.com
NEW MATERIAL. Nuevos materiales. Departamento de Ciencia de los Materiales
de la Universidad de Cambridge. Traducido de Inside Cience N° 137. New
Scientist,
Enero
20,
2001.
Disponible
en
World
Wide
Web:
http://www.creces.cl/new/index.asp
UNIDAD DE MATERIALES. Materiales compuestos de matriz polimérica.
Disponible
en
World
Wide
Web:
http://www.cicy.mx/unidades/materiales/lineas/index.html