Capítulo III. Distribución de la planta y sus diferentes
Anuncio

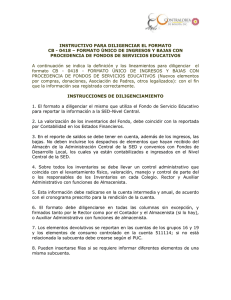
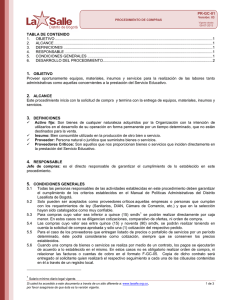
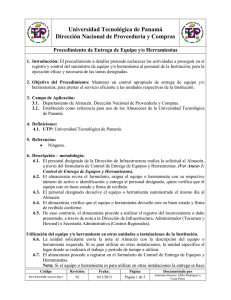
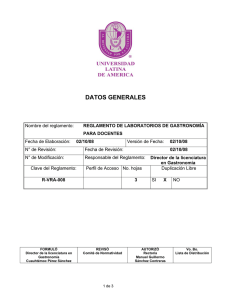
Capítulo III. Distribución de la planta y sus diferentes áreas de trabajo. III La distribución de la planta Máster Lock se divide en varios sub departamentos de manufactura de candados los cuales son: MTS, MTO, corte de llave, proseries, misceláneos, tubular, blade, cerradura americana comercial, regular y de gobierno, corte de llave central, seguridad americana, seguridad central, cerradura de armario 1525, cerradura de armario 1630, embalaje de cerradura y cuerpo de cerradura. Cada unos de estos sub departamentos forman parte de la infraestructura de la empresa, teniendo como finalidad el desarrollo productivo de diferentes cadenas de suministros de productos. Para el logro de la productividad de dichos departamentos requieren el apoyo directo de los departamentos de Recibo y Almacén. 3.1 Distribución de la planta Máster Lock. La distribución de la planta Máster Lock se divide en 3 departamentos, recibo, almacén y producción. El departamento a analizar es el de producción, que se divide en sub-departamentos mismos que se señalan en la grafica 3.1, en cada uno de estos departamentos se hace mención de las actividades realizadas por el numero de almacenistas de piso y el desplazamiento de distancias que recorren durante su jornada de trabajo. En la distribución de la planta se aprecia el acomodo de los sub-departamentos y la forma en que están distribuidos cada uno de estos, teniendo como prioridad el departamento de ordenes listas para entrega seguido de este el departamento de hacer ordenes para entrega y así sucesivamente cada uno de los diferentes departamentos y tomando en cuenta sus áreas de kanban fuera de almacén para la facilidad de transporte de material por parte de sus almacenistas de piso de producción. En el capítulo IV se hace mención del desarrollo de las diferentes actividades que realizan los almacenistas de piso de producción con la finalidad de dar soporte a cada una de los diferentes departamentos Pág. 26 de producción. Así mismo cada una de sus actividades da soporte a la alimentación de cada departamento de producción con sus diferentes tiempos de alimentación por cada componente que requiere producción. La distribución de cada almacenista de piso de producción depende del número de células que contiene cada departamento de producción. La manera en la que analizaremos el tiempo efectivo de trabajo de cada uno de los almacenistas de piso de cada departamento de producción, será por medio del plano de la planta con ayuda del diagrama de recorrido, para saber las distancias que recorren para el uso de transporte de los materiales en cada área de trabajo. Gráfica 3.1 Distribución de la Planta Máster Lock de Nogales. Pág. 27 3.2 Distribución del departamento Ordenes Listas para Entrega (MTS) El departamento de producción de Ordenes Listas para Entrega(MTS) cuenta con 3 almacenista de piso, los cuales hacen sus funciones de a acuerdo a las actividades que desempeñan, dichas funciones se relacionan con el recorrido que realizan dentro de la planta y a continuación se muestra en el dibujo las distancias que recorren diariamente los almacenista de pisos, esto es debido a que surten las células de producción, dicho material es tomado del área de espera, llevan pallets al área vacía y ordenes terminadas al área de escaneo(DOMS) y embarcadas para los distintos clientes. En la grafica 3.2 se aprecia la distancia que recorren, mas sin embargo dicha distancia resulta significativa para el desempeño de las actividades, por lo que los recorren una distancia aproximada de 112.78 metros ó 370 pies, misma distancia que es recorrida durante el número de eventos requeridos en el turno de trabajo. Gráfica 3.2 Distribución del Departamento de Ordenes Listas para Entrega (MTS) Pág. 28 3.3 Distribución del departamento Corte de Llave El departamento de Corte de Llave (key Cutting) solo requiere un solo almacenista de piso que surte 11 células, a diferencia de las demás áreas en corte de llave, los materiales son pequeños ya que son pines, cilindros y llaves, estos componentes se surten a razón de 0.75 minutos por componente, es tal su demanda que el almacenista de piso tiene que estar revisando continuamente las 11 células para que ninguna de estas pare la producción, al igual que tiene que meter los cambios de material en el momento apropiado para que no se le junte el acumulamiento de material sobrante o material dañado, al mismo tiempo le da mantenimiento. La distancia recorrida por el almacenista de piso dentro de su área de trabajo es de 60.96 metros durante los eventos requeridos en el turno de trabajo, misma distancia que se aprecia en la grafica 3.3. Gráfica 3.3 Distribución del departamento de Corte de Llave (Key Cutting). Pág. 29 3.4 Distribución del departamento de Hacer Órdenes para Entrega. El departamento de Hacer Ordenes para Entrega (MTO) cuenta con 10 células, las cuales son atendidas por 4 almacenista de pisos, cada uno tiene a su cargo 2 células, con la excepción que solo se está trabajando 6 células con 2 almacenista de pisos únicamente, varias de sus actividades son hacer cambios de material, y surtir las células e ir por el material al área de espera, llevar ordenes terminadas al área de escaneo (DOMS), llevar charolas y pallets al área vacía. La distancia recorrida por los almacenista de pisos de esta área es de 112.78 metros durante los eventos requeridos por el turno de trabajo, la cual se aprecia en la gráfica 3.4. Gráfica 3.4 Distribución del departamento de Hacer las Ordenes para Entrega (MTO) Pág. 30 3.5 Distribución del departamento Proseries. El departamento de proseries es únicamente atendida por un solo almacenista de piso que tiene a su cargo 2 células de producción, en esta área se manejan cuerpos muy pesados que son transportados en charolas de laminas, dichas charolas pesan entre 60 y 70 kilogramos, al igual que las demás áreas también se llevan ordenes terminadas al área de escaneo (DOMS) y pallets al área vacía, el almacenista de piso de Proseries da mantenimiento a los 2 kanbanes y trae material del área de espera para correr la línea de producción, en algunas ocasiones tiene que ir al área de Cuerpo de Cerradura(Lock Body) por extensiones dado el caso que la demanda de producción es muy alta y tiene que dar vueltas repetidamente en el transcurso del día, otra actividad constante es llevar material para ser pulido y llevado a la célula de producción. La distancia recorrida por el almacenista de piso de esta área es de 158.496 metros, que se aprecia en la gráfica 3.5 durante los eventos requeridos por el turno de trabajo. Gráfica 3.5 Distribución del Departamento de Proseries. Pág. 31 3.6 Distribución de los departamentos de Misceláneos, 2000’S, Blade y Tubular. Los departamentos de Producción de Misceláneos, 2000`S, Blade y Tubular, son atendidas por los mismos operadores, aunque hay excepciones en que el almacenista de pisos de Cerradura Americana (American Lock) les surte material para facilitarles la traída de material, en estas áreas se corren componentes como los cuerpos de Cerradura Americana 2000’s (American Lock 2000`s),en misceláneos separan los pines Máster y los Pin Tumbler, para colocarse por separado en bolsitas para las diferentes ordenes que se van a correr o dependiendo si las Planta de Milwaukee requiere los pines empaquetados para correr ellos mismos su modelo de candado que requieren. Las 4 células que se encuentran en el recuadro rojo son las células de Misceláneos, 2000`S. Blade y Tubular y se aprecia su distribución en la gráfica 3.6. Gráfica 3.6 Distribución de los departamentos de Misceláneos, 2000’s, Blade y Tubular. Pág. 32 3.7 Distribución de los departamentos de Cerradura Americana Comercial, Regular y de Gobierno. El departamento de producción de Cerradura Americana Comercial, Regular y de Gobierno cuenta con dos almacenista de pisos, uno de ellos trae 2 células y otro únicamente trae una célula, al igual que los demás almacenista de piso también llevan las ordenes terminadas al área de escaneo (DOMS) y pallets al área vacía, en esta área se corren diferentes modelos de candados, por su gran variedad y tipos de candados la hace una de las áreas más complicadas debido a que todos sus componentes se combinan entre sí, mas sin embargo la variedad de sus candados es Pág. 33 en su mayoría estética y llamativa, aunque presentan un demora con la entrega de material por parte de almacén debido a que son cuerpos muy pesados, ya que la mayoría del material lleva un tiempo laborioso debido a que antes de ser introducido al almacén, primero se tiene que inspeccionar y el cuerpo que mas problema presenta en la revisión es el H10, este cuerpo lleva aproximadamente 30 minutos para ser inspeccionado y liberado para ser localizado dentro de almacén, una vez que se encuentran en almacén por la complejidad del peso muchas veces laborioso para sacarlos ya que las charolas pesan entre 60 y 70 kilogramos, lo cual ocasiona que dicho material se encuentre en el piso de producción a una razón de 5.77 minutos por componente , y cada material destinado a las divisiones de Cerradura Americana de gobierno, regular y comercial se surten de diferente manera, Cerradura Americana Comercial se surte a una razón de 1.8 minutos por componente, Cerradura Americana Regular a 1.34 minutos por componente y Cerradura Americana de Gobierno a 1.32 minutos por componente, aun así para surtir se lleva su tiempo debido al peso de los cuerpos de los candados. La distancia aproximada recorrida por los almacenista de pisos de esta área es de 213.36 metros 7requeridos durante el numero de eventos del turno de trabajo, y para su apreciación se puede ver en la gráfica 3.7 Gráfica 3.7 Distribución del departamento de Cerradura Americana Comercial, Regular y Gobierno (American Lock Comercial, Regulate y Govern). Pág. 34 3.8 Distribución del departamento de Corte de Llave Central. El departamento de Producción de Corte de Llave Central (Xenoy Key Cutting) únicamente se dedica a proveer de cilindros y llaves al área de seguridad central (Xenoy Safety), esta área corre diariamente con 9 células, 5 de corte de llave,2 células de fabricación manual de cilindros (hand pin) y 2 células de respaldo de balines (Ball bearing) son cilindros perforados que tienen uso en cerradura americana, órdenes listas para entrega y seguridad central, el almacenista de piso de Corte de Llave Central permanece la mayoría del tiempo en su área de trabajo ya que dentro de su área tiene su material de de uso, debido a que son cilindros y llaves, pines que ocupan un espacio pequeño y no estorban, y es atendida por un solo almacenista de piso. Pág. 35 Únicamente sale de su área para llevar los botes y pallets para ser llevados al área de vacío. La distancia aproximadamente recorrida por el almacenista de piso es de 118.872 metros requeridos durante el turno de trabajo, y se puede apreciar en la gráfica 3.8. Gráfica 3.8 Distribución del departamento de Corte de Llave Central. 3.9 Distribución del departamento de Seguridad Americana. El departamento de Producción de Seguridad Americana (American Safety) a diferencia de los regulares, comerciales y de gobierno, la corrida de producción es diferente y más rápida que estas tres, debido a que maneja cuerpos de aluminio de distintos colores, a lo que se observa el candado más vendido de esta área es el de color rojo, la manera en que calculan su demanda es con sus datos históricos y las estadísticas de los requerimientos de sus clientes, más sin embargo resulta difícil seleccionar ya que no se puede saber con exactitud la demanda de estos componentes Pág. 36 por lo que se basan en el historial de producción de los planeadores para revisar los requerimientos de materiales que se van a correr diariamente y con anticipación para tener dichas ordenes programadas, mas sin embargo si representa una demora para el almacén en el momento de sacar material para producción ya que dicho material se recibe en botes cuadrados de fierro para ser estibados y que ocupen menos espacio en el almacén, es una ventaja para almacén reducir el espacio pero al momento de sacar el material es cuando se presenta la demora ya que a veces el cuerpo que se necesita esta al fondo o en medio, mal estibado y se requiere bajar varios botes para sacar el indicado, una vez que se tiene el cuerpo es necesario contar la cantidad requerida y corregir en la tarjeta la cantidad actual existente, su demora al igual que las otras tres áreas de Cerradura Americana es el mismo tiempo de 5.77 minutos por componente o numero de parte disponible en el piso, y se surte a las células a una razón de 1.58 minutos. La distancia aproximada recorrida por el almacenista de piso de esta área es de 161.544 metros requeridos durante el turno de trabajo, misma que se puede apreciar en su gráfica de distribución 3.9. Gráfica 3.9 Distribución del departamento de Seguridad Americana (American Safety). Pág. 37 3.10 Distribución del departamento de Seguridad Central. El departamento de Seguridad Central (Xenoy Safety) está compuesta por tres células y un solo almacenista de piso, esta área es una zona Valor agregado de manufactura (VAM), el funcionamiento del sistema VAM se realiza de manera electrónica, para ello el almacenista de piso maneja todos sus requerimientos mediante el uso de una pistola electrónica para solicitar directamente al almacén los materiales que requiere, en almacén uno de los almacenistas se dedica únicamente a recibir las requisiciones electrónicas, de la mayoría de materiales que surte se demora un poco más para preparar los materiales que más se requieren, ya que el material más tardado son los ganchos que tienen que ser pesados y abastecer el kanban dentro de almacén para que no se quede corto de material, todos los materiales solicitados electrónicamente se surten al piso a una razón de 2.29 minutos por componente o numero de parte, y del piso de producción se surte a alas 3 células a razón de 0.99 minutos. Pág. 38 La distancia aproximada recorrida por el almacenista de piso es de 94.488 metros requeridos durante el turno de trabajo y se puede apreciar en su grafica 3.10 de distribución. Gráfica 3.10 Distribución del departamento de Seguridad Central (Xenoy Safety). 3.11 Distribución del departamento de Cerraduras de Armarios 1525. El departamento de Producción de Cerraduras de Armarios 1525 (Locker Lock ) se compone de tres células por almacenista de piso, esta área es demasiado fácil de surtir debido a que las distancias que recorren los almacenista de pisos son cortas ya que tienen el material a un lado del pasillo y cuentan con los kanbanes, solo que una de sus células se encuentra apartada y el almacenista de piso tiene que caminar a la célula para surtirla, el material de almacén se entrega a una razón de 2.29 minutos por componente o numero de parte y se surte a una a las células a una razón de 0.83 minutos por componente ,para esta sección se requiere de 3 almacenista de pisos. La distancia aproximada recorrida por los almacenistas de piso es de 100.584 metros requeridos durante el turno de trabajo y se aprecia su recorrido en la gráfica 3.11. Pág. 39 Gráfica 3.11 Distribución del área de Cerraduras de Armario 1525 (Locker Lock) 3.12 Distribución del departamento de Cerraduras de Armario 1630. El departamento de Producción de Cerraduras de Armario 1630 (Locker Lock) cuenta con 2 almacenista de pisos, cuando llega la temporada alta de Cerraduras de Armario se trabajan todas las células a su máxima capacidad durante 4 meses y en este tiempo hay 4 almacenista de pisos, una vez que baja la temporada vuelven a trabajar con un 80% de su capacidad. La razón a la que surte almacén esta área es de 3.41 minutos por componente o numero de parte y se surte del piso de producción a las células a una razón de 0.85 minutos por componente. Su distancia de recorrido es aproximadamente de 70 metros de acuerdo a lo que se requiera durante su turno de trabajo, mismos que se reflejan en la grafica 3.12. Pág. 40 Gráfica 3.12 Distribución del departamento de Cerraduras de Armario 1630 (Locker Lock) 3.13 Distribución del departamento de Embalaje de Cerraduras de Armario. El departamento de Embalaje de Cerraduras de Armario (Locker Lock Packing) trabaja a su máxima capacidad con 8 células, mismas que son atendidas por dos almacenista de pisos, los almacenista de pisos van a la sección de los 1525 por las órdenes terminadas para llevarlas a empaque para que les generen las etiquetas y comiencen a trabajar las ordenes, mismas que antes de finalizar tienen que surtir las cajas de empaque. Pág. 41 Los almacenistas de piso recorren aproximadamente 100 metros de acuerdo a los requerimientos de su área de trabajo, la cual se puede apreciar en la grafica 3.13. Gráfica 3.13 Distribución del departamento de Embalaje de Cerraduras de Armario (Locker Lock Packing) 3.14 Distribución del departamento de Cuerpo de Cerradura. El departamento de Cuerpo de Cerradura (Lock Body) se divide en dos secciones: la primer sección es el área que trabaja los discos para los candados de combinación y las extensiones para los diferentes tipos de candados que se corren en todas las áreas de producción con excepción de Cerraduras de Armarios que no usa extensión, si no que al contrario sus candados se componen de discos, cobertura, cilindro, palanca, disco de leva y gancho (dials, case, cilindro, lever, cam y shackle), su segunda sección Pág. 42 trabaja los sub-ensambles de placas para formar los cuerpos de los candados que se corren en MTS y MTO, mismos que se re trabajan en el departamento externo de Cromadora debido a los requerimientos del modelos del candado, ya sea cromado, platinado de color y estampado, para ser introducido en almacén como devolución para su disposición en el piso de producción. El departamento de Cuerpo de Cerradura cuenta con 3 almacenista de piso, uno se encarga de la producción de discos, el otro almacenista de piso se encarga de de 2 células que constantemente es atendida debido a su alta demanda de productividad y por los cambios seguidos de material, las otras 4 células las maneja otro almacenista de piso, estas 4 células se encargan de producir los sub-ensambles de los cuerpo. La distancia aproximadamente que recorre el almacenista de piso es de 88.49 metros requeridos durante el turno de trabajo, y se aprecia su recorrido en la gráfica 3.14. Gráfica 3.14 Distribución del departamento de Cuerpo de Cerradura (Lock Body) 3.15 Distribución de material por el almacenista del departamento de Cerraduras de Armario. El almacenista de material del departamento de Cerraduras de Armarios (Locker Lock) hace la solicitud de material de manera física y electrónica, la física la pide al almacén con el formato ALPHA 945 (anexo pág. 129) y se poncha, mientras tanto él Pág. 43 solicitante se va a las áreas de Cuerpo de Cerradura y MRB a revisar material existente o en reparación, los componentes que solicita de estas áreas son los discos y la palanca para los candados de combinaciones, durante el día da un promedio de 8 vueltas por estos materiales, otras de las funciones es ir directamente al almacén cuando es un material que urge para la producción o que se necesita tener en existencia para evitar la espera de dichos materiales, así como el de estar al pendiente de solicitar material antes de terminar el turno para tenerlo listo para el día siguiente. La distancia aproximada recorrida por él solicitante es de 349.056 metros requeridos por el turno, el recorrido punteado en azul es debido a requerimientos de material de suma importancia y ocurre pocas veces ya que la mayoría del material se encuentra en el almacén, esta situación ocurre cuando hay cortos de material y es necesario ir por el material a las áreas de Cuerpo de Cerradura y MRB, cuando ocurre este suceso el solicitante camina 112.776 metros extras de la distancia normalmente recorrida durante el turno de trabajo y se aprecia su recorrido en la grafica 3.15. Gráfica 3.15 Distribución del material en el Departamento de Cerraduras de Armario (Locker Lock) Pág. 44 3.16 Distribución de material por el almacenista del departamento de Ordenes Listas para Entrega (MTO) El almacenista de Órdenes Listas para Entrega (MTO) al igual que el de Cerradura de Armarios(Locker Lock) anda dentro de almacén y en el área de Cuerpo de Cerradura(Lock Body), a diferencia de este, el está al pendiente del material que llega de Cromadora por lo que monitorea su salida y entrada debido a que esos cuerpos son los que se requieren para las áreas de Hacer Ordenes para Entrega( MTO), ordenes del modelo PROSERIES y Ordenes Listas para Entrega (MTS), al igual que se encarga de proveerle material al área de PYTON y de su kanban como del resto de los demás kanbanes de las áreas que revisa así como del material de Stock que se encuentra ubicado al fondo en la pared mismo que revisa varias veces para hacer requisición de material para que esté listo para el día de mañana y no haya ningún contratiempo, el solicitante constantemente entra a almacén por el material urgente para producción. La distancia recorrida por el solicitante es semejante a la que recorre el solicitante de Cerradura de Armarios y se precia su recorrido en la gráfica 3.16. Gráfica 3.16 Distribución del material en el departamento de Órdenes Listas para Entrega (MTO) Pág. 45 Pág. 46