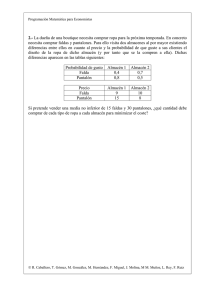
implementación de las 5 s` en el almacén
Anuncio

UTEQ Firmado digitalmente por UTEQ Nombre de reconocimiento (DN): cn=UTEQ, o=UTEQ, ou=UTEQ, [email protected], c=MX Fecha: 2015.12.14 11:44:54 -06'00' UNIVERSIDAD TECNOLÓGICA DE QUERÉTARO Nombre del proyecto “IMPLEMENTACIÓN DE LAS 5 S’ EN EL ALMACÉN” Empresa ANTAL AUTOMATION MÉXICO, S.A. DE C.V Memoria que como parte de los requisitos para obtener el título de: TÉCNICO SUPERIOR UNIVERSITARIO EN MANTENIMIENTO ÁREA INDUSTRIAL Presenta: GAYTÁN MEDINA MARÍA DEL ROSARIO Asesor de la UTEQ Asesor de la Organización ING. Armando Andrade García ING. José Luis Cervantes Castañeda Santiago de Querétaro Qro diciembre de 2015 Resumen La Empresa Antal Automation es una compañía pequeña donde se dedican al desarrollo integral de proyectos, asesorías y capacitación en automatización de procesos y equipos. Se encuentra ubicada en calle cascada número 6B parque industrial la noria. Es una corporación dedicada a proyectos requeridos por los clientes. En la planta se cuenta con diferentes áreas interrelacionadas entre ellas mismas, se encuentra el área de Programación, Diseño Mecánico, Ingeniería de control, Planeación de proyectos, Administración, Área de Compras, Almacén y el Sistema de Gestión de Calidad (SGC), el cual interfiere en todas las áreas con procedimientos e instructivos de calidad. Cada área hace requisiciones al Departamento de Compras el cual se divide en 2, una de ellas es el material comercial y el otro material de piezas maquinadas. El Departamento de Diseño Mecánico es el que se encarga de llenar requisiciones de acuerdo con lo que se ha diseñado para comenzar a armar la máquina. El Área de Control, Ensamble y Taller de Maquinados hacen las requisiciones de material comercial para el ensamble eléctrico. Las encargadas de Compras realizan las cotizaciones de acuerdo con los instructivos designados por el SGC. Cuando el material llega a la empresa, las personas autorizadas para recibirlo realizan la recepción de materiales de acuerdo con el SGC, el producto es ingresado a almacén y se le asigna un código interno. Después de la codificación viene el reacomodo del mismo material de acuerdo con el proyecto 2 del que fue requerido. Se registran entradas y salidas del material según el procedimiento de SGC. Al ingresar a Almacén se percató un descontrol en el área ya que no se encontraba en óptimas condiciones para seguir el procedimiento antes mencionado, se hallaba desatendido a consecuencia que nadie estaba al cuidado de él por falta de personal en la empresa. Al ingresar a Almacén se encontraba material comercial y maquinados acumulados en grandes cantidades, se hallaron facturas recolectadas de mercancía que ya se habían entregado al área de ensamble, en los anaqueles se localizaron productos que no estaban ordenados con sus debidos materiales, de esta forma no se respetaba el procedimiento de SGC de acuerdo con las clasificaciones de familias para la asignación de códigos internos. El Almacén no se encontraba con un funcionamiento adecuado. Los procedimientos e instructivos del Sistema de Gestión de Calidad son confidenciales. 3 Description The company Antal Automation is a small place and very clean. The company Antal Automation is located at 6 Waterfall Street the warehouse area is a small place. The people, who work in the company, are very charismatic and young. The engineer José Luis Cervantes works in the area of assembly. He is a very intelligent person. He is a tall person and with a strong character, He is the boss of assembly area. María del Rosario Gaytán Medina. 4 Índice Página Resumen ............................................................................................................................ 2 Description......................................................................................................................... 4 Índice…………………………………………………………………………………........................................5 I. Introducción....................................................................................................................... 6 II. Antecedentes ................................................................................................................... 11 III. Justificación ..................................................................................................................... 12 IV. Objetivos .......................................................................................................................... 13 V. Alcance ............................................................................................................................. 14 VI. Análisis de riesgos ........................................................................................................... 15 VII. Fundamentación teórica ................................................................................................. 16 VIII. Plan de actividades .......................................................................................................... 28 IX. Recursos materiales y humanos ..................................................................................... 29 X. Desarrollo del proyecto ................................................................................................... 30 XI. Resultados obtenidos ...................................................................................................... 39 XII. Conclusiones y recomendaciones ................................................................................... 41 XIII Anexos XIV. Bibliografía 5 I. Introducción Historia La UTEQ comenzó sus labores en septiembre de 1994. En aulas facilitadas por diversos organismos de educación del estado, 146 alumnos iniciaron su preparación en las áreas de Administración, Comercialización, Mantenimiento Industrial y Procesos de Producción. El 4 de septiembre del mismo año arrancó la construcción de las instalaciones en una extensión de 25 hectáreas ubicadas en la Colonia San Pedrito Peñuelas. A lo largo de 21 años de trayectoria en nuestra entidad, la Universidad Tecnológica de Querétaro se ha consolidado como una Institución Educativa de calidad que ofrece formación profesional cuyo distintivo es la estrecha relación con el sector productivo. Actualmente, la oferta educativa consta de catorce carreras de Técnico Superior Universitario (TSU), ocho Ingenierías y dos Ingenierías Profesionales, programas educativos avalados en su totalidad. En su mayoría el cuerpo docente cuenta con estudios de maestría y doctorado en materias afines a las que imparten. El modelo educativo incluye actividades culturales y deportivas que brindan un aprendizaje integral al estudiantado. 6 Misión Impartir Programas Educativos en los niveles de Técnico Superior Universitario, Licenciatura y Posgrado, promoviendo la innovación y la sustentabilidad, incorporando avances científicos y tecnológicos en beneficio de los sectores público, privado y social”. Visión “Ser reconocida nacional e internacionalmente como la Universidad Sustentable” Objetivo general Establecer mecanismos que permitan a la UTEQ dirigir los esfuerzos para transitar hacia una universidad: socialmente responsable, ambientalmente sostenible, económicamente viable e institucionalmente pertinente de manera que las personas que integran la comunidad universitaria formen parte del programa y éste de sus vidas, trascendiendo a la comunidad y al estado de Querétaro. Estando en proceso de estadía se menciona a continuación la empresa y el giro de la misma. 7 La Empresa Antal Automation se dedica al desarrollo integral de proyectos asesorías y capacitación en maquinaria y herramentales necesitada por otras empresas en el sector automotriz. Misión “somos una empresa mexicana dedicada a ofrecer soluciones integrales de automatización, logrando con ello incrementar la eficiencia y productividad de nuestros clientes a través de sistemas innovadores y personalizados, a través de proyectos de innovación a su medida” Visión “Ser una empresa líder en el área de la automatización e innovación tecnológica ofreciendo soluciones a un mercado globalizado en un mediano plazo, que cumpla con las expectativas de crecimiento, desarrollo y enfocándonos en las áreas de oportunidad de nuestros clientes". Política Desarrollar soluciones técnicas e innovadoras por medio de nuestro personal competente, anticipándonos a las necesidades de nuestros clientes e incrementando nuestra competitividad en el mercado global. Servicio Fabricantes de maquinaria original y automatización de procesos. 8 Implementación de líneas de ensamble manuales y semiautomáticas y automáticas. Desarrollo de proyectos llave en mano (ing. Eléctrica, neumática, mecánica y de procesos). Programación PLC’s, Robots y pantallas HMI. Implementación de sistemas de visión y sistemas trazados. Administración de proyectos. Puesta en marcha de maquinados. Maquinado de precisión. La compañía cuenta con diferentes departamentos donde todos tienen vínculos con el área de Compras y Almacén. Compras realiza las cotizaciones de producto requerido de los demás departamentos y hace el pedido de material. El producto llega a la empresa y de acurdo con el procedimiento del sistema de gestión de calidad (SGC) se realiza la recepción de materiales y se le da entrada al Almacén, en esa área se le asigna un código interno de acuerdo con el instructivo de SGC y se acomoda en los anaqueles. El producto es identificado por familias para ser encontrado más rápido cuando el personal de la empresa lo requiera. El material se da de baja en el sistema en cuanto sea sacado por los jefes de proyectos. 9 Todo el material que entra a la empresa se le debe asignar el código interno para llevar un mejor control del producto. Lo antes mencionado son los procedimientos e instructivos para la codificación dentro de la organización. El Almacén se descuidó por la falta de personal que hace en el área; el material se acumuló en grandes cantidades, no se realiza el procedimiento de acurdo al SGC, el producto que se encuentra en stock no tiene un orden, el material de la misma familia se encuentra dividido en diferentes anaqueles del establecimiento. Los maquinados están en cajas que ocupan más espacios, los pasillos están llenos de material. El reacomodo se llevará a cabo implementando la 5 S’ en el área antes mencionada. 10 II. Antecedentes Antal Automation es una empresa pequeña la cual cuenta con diversos departamentos en donde se desarrollan proyectos requeridos por los clientes. Los materiales físicos como eléctricos, neumáticos, maquinados y consumibles de cada proyecto son ingresados al almacén para su utilización durante el proyecto. Sin embargo el descuido continuo de los materiales ingresados al Departamento de Almacén provoca deficiencia, dado que el departamento ha sido deliberadamente “abandonado” se ha llegado a un estado de inconformidad laboral, esto debido a la mala organización y abandono de mencionado Almacén, provocando la pérdida constante de tiempo en la búsqueda de cada elemento necesario para el desarrollo de los proyectos demandados. 11 III. Justificación En la empresa ANTAL “se cuenta con una gran área de oportunidad en el Departamento de Almacén, ya que existe una inconformidad por parte del personal. Los trabajadores de la empresa se dedican a realizar herramentales, los cuales llevan materiales consumibles como tacones, cinchos, cintas, férulas, herramientas de neumática; como pines machos y hembras, modulo neumático, harting, válvulas de distribución, reguladores de caudal; material eléctrico como sensores, cables, módulos etc. Los herramentales se realizan en un intervalo de tiempo, los encargados tienen la responsabilidad de sacar el material del departamento para la elaboración de cada uno de ellos, cuando asisten al almacén no se les puede suministrar lo necesario ya que existe una deficiencia originada por una desorganización debido a la falta de personal. El Departamento es un lugar pequeño pero se hace a un más por los materiales que no se encuentran en las zonas donde les corresponden estar. 12 IV. Objetivos Implementar las 5 s’ en los anaqueles del Departamento de Almacén en la empresa ANTAL AUTOMATION. 13 V. Alcance Este proyecto se culminará en diciembre del 2015 debido a que la etapa de estadía debe concluir en esta fecha. Se comenzará con la codificación de material acumulado y se pretende finalizar dejando el almacén en óptimas condiciones para un mejor funcionamiento y de esta forma evitar las pérdidas de tiempo para los encargados de los proyectos. 14 VI. Análisis de riesgos El Almacén es un lugar pequeño en donde no se cuenta con el suficiente espacio para clasificar los componentes de cada una de las estaciones de los proyectos, el material que ingresa al Almacén es muy demandante el cual se encarga con anticipación para el inicio del ensamble del herramental, al momento de su ingreso se le determina un código interno para su control, se lleva un lapso estimado para la codificación de material el cual puede pasar del tiempo considerado por su gran demanda al obtener su clasificación. Se corre el riesgo de llevarse más tiempo en la codificación de material y de esta forma obtener un retraso en la implementación de las 5 ‘S en el Almacén. 15 VII. Fundamentación teórica 7.1 ¿Que es un Almacén? Un Almacén es un lugar o espacio físico para el almacenaje de bienes dentro de la cadena de suministro. Los almacenes son una infraestructura imprescindible para la actividad de todo tipo de agentes económicos Constituyen una parte habitual de las explotaciones agrarias y ganaderas. 7.2 Productos almacenados En un Almacén se pueden depositar tanto materias primas, como el producto semiterminado o el producto terminado a la espera de ser transferido al siguiente eslabón de la cadena. Se pueden también encontrar embalajes, piezas de recambio, piezas de mantenimiento. Sirve como centro regulador del flujo de mercancías entre la disponibilidad y la necesidad de fabricantes, comerciantes y consumidores. 16 7.3 Procesos dentro del Almacén Los procesos comunes de un Almacén son: Recepción. Colocación en estantería de stock. Picking y preparación de pedido. Expedición. La gestión dentro del almacén del movimiento de las mercancías (ubicación, inventarios...) se realiza a través de algún sistema informático de tipo sistema de gestión de almacén (SGA). 7.4 ¿Qué son las 5 S? Es una práctica de Calidad ideada en Japón referida al “Mantenimiento Integral” de la empresa, no sólo de maquinaria, equipo e infraestructura sino del mantenimiento del entorno de trabajo por parte de todos. 17 7.5 Las Iniciales de las 5 S: JAPONES Seiri Seiton Seiso Seiketsu Shitsuke CASTELLANO Clasificación y Descarte Organización Limpieza Higiene y Visualización Disciplina y Compromiso 7.6 ¿Por qué las 5 S? Es una técnica que se aplica en todo el mundo con excelentes resultados por su sencillez y efectividad. Su aplicación mejora los niveles de: Calidad. Eliminación de Tiempos Muertos. Reducción de Costos. La aplicación de esta Técnica requiere el compromiso personal y duradero para que nuestra empresa sea un auténtico modelo de organización, limpieza, seguridad e higiene. Los primeros en asumir este compromiso son los Gerentes y los Jefes y la aplicación de esta es el ejemplo más claro de resultados acorto plazo. Resultado de Aplicación de las 5 S 18 Estudios estadísticos en empresas de todo el mundo que tienen implantado este sistema demuestran que: 7.7 Aplicación de 3 primeras S: -Reducción del 40% de sus costos de Mantenimiento. -Reducción del 70% del número de accidentes. -Crecimiento del 10% de la fiabilidad del equipo. -Crecimiento del 15% del tiempo medio entre fallas. 7.8 La 1° S: Seiri (Clasificación y Descarte) Significa separar las cosas necesarias y las que no la son manteniendo las cosas necesarias en un lugar conveniente y en un lugar adecuado. Ventajas de Clasificación y Descarte Reducción de necesidades de espacio, stock, almacenamiento, transporte y seguros. Evita la compra de materiales no necesarios y su deterioro. Aumenta la productividad de las máquinas y personas implicadas. Provoca un mayor sentido de la clasificación y la economía, menor cansancio físico y mayor facilidad de operación. 19 7.9 SEITON (Organización) La 2da S La organización es el estudio de la eficacia. Es una cuestión de cuán rápido uno puede conseguir lo que necesita, y cuán rápido puede devolverla a su sitio nuevo. Cada cosa debe tener un único, y exclusivo lugar donde debe encontrarse antes de su uso, y después de utilizarlo debe volver a él. Todo debe estar disponible y próximo en el lugar de uso. 1. Tener lo que es necesario, en su justa cantidad, con la calidad requerida, y en el momento y lugar adecuado nos llevará a estas ventajas: 2. Menor necesidad de controles de stock y producción. 3. Facilita el transporte interno, el control de la producción y la ejecución del trabajo en el plazo previsto. 4. Menor tiempo de búsqueda de aquello que nos hace falta. 5. Evita la compra de materiales y componentes innecesarios y también de los daños a los materiales o productos almacenados. 6. Aumenta el retorno de capital. 7. Aumenta la productividad de las máquinas y personas. 8. Provoca una mayor racionalización del trabajo, menor cansancio físico y mental, y mejor ambiente. 20 7.10 SEISO (Limpieza): La 3° S La limpieza la debemos hacer todos. Es importante que cada uno tenga asignada una pequeña zona de su lugar de trabajo que deberá tener siempre limpia bajo su responsabilidad. No debe haber ninguna parte de la empresa sin asignar. Si las persona no asumen este compromiso la limpieza nunca será real. Toda persona deberá conocer la importancia de estar en un ambiente limpio. Cada trabajador de la empresa debe, antes y después de cada trabajo realizado, retirara cualquier tipo de suciedad generada. Beneficios Un ambiente limpio proporciona calidad y seguridad, y además: 1. Mayor productividad de personas, máquinas y materiales, evitando hacer cosas dos veces. 2. Facilita la venta del producto. 3. Evita pérdidas y daños materiales y productos. 4. Es fundamental para la imagen interna y externa de la empresa. 21 7.11 SEIKETSU (Higiene y Visualización). La 4° S Esta S envuelve ambos significados: Higiene y visualización. La higiene es el mantenimiento de la Limpieza, del orden. Quien exige y hace calidad cuida mucho la apariencia. En un ambiente Limpio siempre habrá seguridad. Quien no cuida bien de sí mismo no puede hacer o vender productos o servicios de Calidad. Una técnica muy usada es el “visual management”, o gestión visual. Esta Técnica se ha mostrado como sumamente útil en el proceso de mejora continua. Se usa en la producción, calidad, seguridad y servicio al cliente. Consiste en grupo de responsables que realiza periódicamente una serie de visitas a toda la empresa y detecta aquellos puntos que necesitan de mejora. Una variación mejor y más moderna es la gestión por colores. Ese mismo grupo en vez de tomar notas sobre la situación, coloca una serie de tarjetas, rojas en aquellas zonas que necesitan mejorar y verdes en zonas especialmente cuidadas. Normalmente las empresas que aplican estos códigos de colores nunca tienen tarjetas rojas, porque en cuanto se coloca una, el trabajador responsable de esa área soluciona rápidamente el problema para poder quitarla. Las ventajas de uso de la 4ta S 22 1. Facilita la seguridad y el desempeño de los trabajadores. 2. Evita daños de salud del trabajador y del consumidor. 3. Mejora la imagen de la empresa interna y externamente. 4. Eleva el nivel de satisfacción y motivación del personal hacia el trabajo. 7.12 SHITSUKE (Compromiso y Disciplina): la 5° S Disciplina no significa que habrá unas personas pendientes de nosotros preparados para castigarnos cuando lo consideren oportuno. Disciplina quiere decir voluntad de hacer las cosas como se supone se deben hacer. Es el deseo de crear un entorno de trabajo en base de buenos hábitos. Mediante el entrenamiento y la formación para todos (¿Qué queremos hacer?) y la puesta en práctica de estos conceptos (¡Vamos hacerlo!), es como se consigue romper con los malos hábitos pasados y poner en práctica los buenos. En suma se trata de la mejora alcanzada con las 4 S anteriores se convierta en una rutina, en una práctica más de nuestros quehaceres. Es el crecimiento a nivel humano y personal a nivel de autodisciplina y autosatisfacción. Esta 5 S es el mejor ejemplo de compromiso con la Mejora Continua. Todos debemos asumirlo, porque todos saldremos beneficiados. 23 7.13 Sistema de Gestión de Calidad Un sistema de gestión de la calidad es una estructura operacional de trabajo, bien documentada e integrada a los procedimientos técnicos y gerenciales, para guiar las acciones de la fuerza de trabajo, la maquinaria o equipos, y la información de la organización de manera práctica y coordinada y que asegure la satisfacción del cliente y bajos costos para la calidad. 7.14 Rotación de almacén El índice de rotación de inventario, también conocido como el índice de rotación de existencias, es una de las figuras clave que se utilizan para evaluar la eficiencia de una empresa en el manejo de los productos que fabrica o compra para revender. Como cualquier métrica calculada usando la información de los estados financieros, el índice de rotación tiene sus limitaciones. 7.15 La rotación y el periodo medio de maduración Un ciclo es una sucesión de hechos que se repite cada cierto tiempo. El ciclo de explotación abarca el proceso que va desde la adquisición de las materias primas, pasando por la fabricación, el almacenaje de los productos terminados, su venta, hasta el cobro de los mismos, que permite recuperar la inversión. 24 Según la rapidez con que ocurra todo el proceso, estaremos en condiciones más o menos favorables en la gestión de stocks. 7.16 Rotación del stock Se entiende por rotación de stock el número de veces que un artículo pasa por el proceso de venderse, salir de almacén y ser cobrado, en un periodo de tiempo, recuperar así la inversión realizada al adquirirlo. Si un artículo rota tres veces en un mes, quiere decir que hemos recuperado tres veces el dinero invertido en ese artículo y hemos obtenido un beneficio tres veces mayor. 7.17 Las ventajas de tener una alta rotación son: • Se pueden mantener unos precios más bajos si interesan por motivos comerciales. • Una menor inversión en stock, ya que las existencias pasan menos tiempo en el almacén y, por tanto, hay menos dinero inmovilizado en existencias. • Al reducirse el stock medio, los costes de almacenamiento disminuyen. • Es más difícil que las existencias se queden obsoletas. Por el contrario, los inconvenientes son: 25 • Mayor probabilidad de sufrir rotura de stock. • Mayores costes de emisión de pedidos, manipulación, etcétera. 7.18 ¿Cómo se puede aumentar la rotación? En vista de las ventajas de la rotación de stock, una empresa puede decidir que le interesa aumentarla. Para lograrlo, puede tomar alguna de las siguientes medidas: • Adaptarse mejor a las necesidades de los clientes y comprar solamente lo que vayan a demandar a unos determinados precios. • Conseguir que los proveedores cumplan los plazos de entrega y que cada vez sean más rápidos y fiables. 7.19 Implementación Una organización debe tomar en cuenta la siguiente estructura: Estrategias: Definir políticas, objetivos y lineamientos para el logro de la calidad y satisfacción del cliente. Estas políticas y objetivos deben de estar alineados a los resultados que la organización desee obtener. 26 Procesos: Se deben determinar, analizar e implementar los procesos, actividades y procedimientos requeridos para la realización del producto o servicio, y a su vez, que se encuentren alineados al logro de los objetivos planteados. También se deben definir las actividades de seguimiento y control para la operación eficaz de los procesos. Recursos: Definir asignaciones claras del personal, Equipo y/o maquinarias necesarias para la producción o prestación del servicio, el ambiente de trabajo y el recurso financiero necesario para apoyar las actividades de la calidad. Estructura Organizacional: Definir y establecer una estructura de responsabilidades, autoridades y de flujo de la comunicación dentro de la organización. Documentos: Establecer los procedimientos documentos, formularios, registros y cualquier otra documentación para la operación eficaz y eficiente de los procesos y 27 por ende de la organización. VIII. Plan de actividades 28 IX. Recursos materiales y humanos Tabla de recursos Humanos Materiales Almacenistas Equipo de computo asesor de estadía Facturas Asesor de la UTEQ Materiales de papelería Ayudantes Anaqueles Clasificación de codificación Flexómetro Material eléctrico Material neumático Material consumible Maquinados 29 X. Desarrollo del proyecto 10.1 Capacitación general El 24 de agosto comenzó la estadía en la empresa Antal Automation donde se impartió una capacitación para los residentes con una duración de 3 días. En esta capacitación se abordaron temas relacionados con control eléctrico, algebra de Boole, conexiones neumáticas, simbología de neumática e hidráulica. La capacitación comenzó el lunes 24 de agosto y su terminación el miércoles 26 del mismo, esta con el fin de reforzar los conocimientos básicos sobre los temas mencionados. 10.2 Capacitación sobre el sistema de Almacén El jueves 27 de agosto se ingresó al almacén donde se encontró una gran área de oportunidad al no hallar en óptimas condiciones el establecimiento. Dentro de Almacén se encontró una gran cantidad de material sin código interno el cual debe ser proporcionado por la empresa. Las encargadas del Departamento de Compras en material comercial y en piezas maquinadas, proporcionaron una capacitación donde se explicaba el 30 procedimiento para la codificación interna de los productos de acuerdo con el sistema de gestión de calidad. La codificación interna se realiza con el sistema de gestión de calidad (SGC) el cual consta de instructivos y procedimientos para realizar el procedimiento de entradas ya salidas de material 10.3 Codificación de material comercial y maquinado El viernes 28 de agosto se dio inicio con la identificación de cada uno de los materiales comerciales de acuerdo con la factura. Dentro de la factura se encuentran partidas, las cuales son únicas para cada uno de los materiales. En la factura se describe el nombre del producto el cual debe de traer un número de serie externo en la partida y físicamente en el producto para su fácil identificación. El Almacén se encontraba con una numerosa cantidad de material acumulado de meses atrás, se identificaron cada una de las partidas dentro de la factura y se localizó el material físicamente correspondiente con la misma, el cual estaba entre diferentes cajas. 31 Cada uno de los materiales se buscó físicamente y se registró en el software creado por el SGC de la empresa, también se etiqueto el producto con un código interno asignado. El código se le asigna al material comercial dependiendo de la familia en que se encuentre el producto, de acuerdo con el procedimiento de registro de entradas y salidas asignado por el SGC. A la terminación del registro de cada una de las facturas de material comercial se dio inicio con el registro de piezas máquinas para cada uno de los proyectos, solicitadas por los diseñadores de la empresa. El software es el mismo diseño que el de material comercial lo único que el SGC le modificó fue el nombre, el procedimiento de entradas y salidas tiene el mismo seguimiento para las piezas maquinadas y comerciales. Se identificó la pieza en las cajas asignadas para los diferentes proyectos o estaciones de los mismos y se registró la factura con cada una de sus partidas. La terminación de registros para material comercial y piezas maquinadas fue el día 25 de septiembre. 32 10.4 Reacomodo en anaqueles de uso restringido Dentro de almacén se encuentran 2 anaqueles con material muy solicitado por las personas de ensamble. Uno de ellos pertenece a material restringido para 2 personas ya que en este se cuenta con machuelos, brocas, rimas, e insertos especializados para los CNC de la empresa, ubicados en el Área de Maquinados y ajuste. El encargado de mencionado taller tiene ese anaquel designado para las piezas exclusivas de las maquinas a su cargo, es el administrador de ese material. Otra de las personas administradoras del material es el jefe del Departamento de Ensamble el cual tiene la autorización de sacar el material exclusivo perteneciente a su área. En estos anaqueles no se contaba con un orden, las personas asignadas para sacar la herramienta realmente batallaban ya que no encontraban con facilidad lo necesario para el área de cada uno de ellos, en ocasiones no se percataban que ya no había en existencia el material buscado y tenían que solicitar una requisición la cual podía llegar después de semanas y la entrega de proyectos se retrasaba. Se decidió reorganizar la gaveta para su óptimo funcionamiento y evitar retrasos al personal de la empresa. En otro de los anaqueles se encuentran material de seguridad personal y otros artículos de suma importancia para la empresa, de esa gaveta solo se pueden 33 asignar la protección de seguridad como guantes, taloneras, chalecos, cascos etc a los trabajadores. 10.5 Archivar facturas de 2014 (archivo muerto) Dentro de los anaqueles se encontraba archivo de proyectos anteriores y proyectos vigentes. Los archivos de los proyectos con fecha de 2014 se encajonaron para resguardarse. Los documentos se conservan por lo menos 2 años en archivo muerto y uno en archivo vigente esto de acuerdo con SGC de la empresa. El archivo electrónico se conserva 5 años. 10.6 Codificación de material En Antal los proyectos son el alma de la empresa, antes de la terminación de un proyecto las personas de ingeniería, diseño y programación ya tienen listo el siguiente, esto es para no retrasar las fechas acordadas con los clientes. Los ingenieros mecánicos diseñan la máquina y hacen sus requisiciones de material o piezas maquinadas para comenzar a construirlas, los ingenieros de control piden el material eléctrico para el funcionamiento de la maquina las personas encargadas de compras hacen las cotizaciones del producto. 34 El producto llega a la empresa, se ejecuta la recepción de los materiales, el producto entra al almacén con su factura y dentro de ellas las partidas, se comienza a asignar el código interno. Después del acomodo en los ánqueles, entro al almacén nuevos productos comerciales y piezas maquinadas para los proyectos solicitados por los clientes, los cueles se tenían que entregar en la fecha estipulada. El material fue en gran cantidad, se estableció el código interno y se acomodó en anaqueles asignados por las personas encargadas de almacén. 10.7 Acomodo de material por proyecto Después de la asignación del código interno de cada una de las partidas en las facturas, se reorganizaron los espacios que no se habían tomaban en cuenta para los futuros proyectos. Se reacomodaron cajas vacías, el material de menos uso se subió a los anaqueles más altos, materiales de la misma familia se colocaron en un solo anaquel con el propósito de encontrar más espacio. Material comercial se dividió por estaciones del mismo proyecto y se colocó en el lugar asignado, el material fue ubicado con más precisión para evitar la demora de tiempo. 10.8 Reacomodo en material eléctrico El material que ya se encontraba en almacén de proyectos anteriores, fue localizado en cada uno de los anaqueles para su reacomodo físico. 35 Se investigó el nombre de cada uno de los componentes y se ordenó alfabéticamente para su mejor localización al momento de ser pedido por los encargados de proyectos. Cada uno de los materiales fue ubicado por familia. 10.9 Reacomodo en material neumático El material neumático fue localizado en los anaqueles, se reacomodo alfabéticamente, se contabilizó la cantidad de cada uno se los materiales para el funcionamiento en el sistema. Cabe mencionar que dentro de almacén se encuentran formatos para seguir las indicaciones del sistema de gestión de calidad, uno de ellos se utiliza para devoluciones de material de proyectos sobrantes, se verifica que este físicamente cada uno de los materiales que se encuentren registrados en el documento y después se da de alta para su reacomodo en material de stock. (Ver anexo 1). El otro formato es para material que se dé como préstamo a los ingenieros, esto con el fin de llevar un control del producto que entra a la empresa. (Ver anexo 2). 36 10.10 Reacomodo en material consumible El material consumible es el más solicitado por las personas encargadas de proyectos o por personal del área de ensamble, dentro de este entran las férulas, cinchos, turcas, pastas, electrodos seguetas etc. El material fue asignado en un anaquel con su respectiva familia. De esta forma se encuentra en óptimas condiciones el Almacén. Los encargados de las diferentes áreas encuentran el material con más facilidad y precisión, los proyectos pueden seguir en su pleno desarrollo con sus tiempos estimulados antes de la entrega a los clientes de la empresa. En todas las actividades se tomaron en cuenta las 5’ comenzando con: 10.10.1La selección: se distinguió entre las facturas y hojas que se encontraban acumuladas lo que se necesitaba, se separaron las facturas del 2014 de las del año en curso Y se guardaron en expedientes de archivo muerto las antes mencionadas. 10.10.2 Orden: se ordenaron alfabéticamente los anaqueles; los materiales se acomodaron de acuerdo con el instructivo del sistema de gestión de calidad, se localizaron cada una de las familias y se realizó el reacomodo de producto en stock. 37 El producto que seguía ingresando a almacén se acomodó de acuerdo con al proyecto que correspondía. De esta manera fue más fácil la localización de cada uno de ellos. 10.10.3 Limpieza: el personal de la empresa acude a almacén por material consumible y los jefes de proyectos sacan material eléctrico neumático etc., el material se da de baja del sistema, en cuanto terminaran de tomar lo necesario se colocaba en su lugar cada uno de los productos, de esta forma evitamos el desorden de almacén y sobre todo la limpieza era constante. 10.10.4 Estandarización: el acomodo se conservaba, se supervisaba la limpieza del área y se le asignaba la codificación interna a los materiales que seguían entrando a almacén para los proyectos que realizaba la empresa, 10.10.5 Autodisciplina: cada vez que las facturas llegaban a almacén después de la recepción de materiales se registraban cada uno de las partidas dentro de las mismas y el material se colocaba en cada uno de los anaqueles al que pertenecía el proyecto esto para evitar el desorden y seguir con la implantación de las 5 S’ esto se realizaba contantemente. 38 XI. Resultados obtenidos El Almacén es el área más importante de cualquier empresa, ya que se tiene un control de productos que serán distribuidos dentro de la organización, es de suma importancia llevar ese control de acurdo con la norma que rige dentro de la compañía. El Almacén de la empresa Antal Automation es un lugar reducido pero se hacía aún más con el acomodo en el que se encontraron los materiales, estos productos fueron reubicados en los anaqueles con un acomodo alfabéticamente para ser ubicado más rápido al momento de ser requerido por el personal de la compañía, también se redujo el área dentro de ellos ya que había algunos sitios sin ser ocupados. Se encontró material sin asignación de códigos internos, el cual estaba arrinconado en gran cantidad por falta de personal en almacén. Se le asignó a cada uno de ese producto un código interno de acuerdo con el instructivo del sistema de gestión de calidad de la empresa; se inspeccionó la factura contra el material y se registró en el sistema de entradas y salidas. Esto fue de mucha utilidad en el Almacén ya que antes de realizar lo antes mencionado se tenía que localizar el material entre el producto que se 39 encontraba en stock o entre lo que estaba arrinconado así mismo localizar la factura para poder dar de baja el material. El tiempo de espera por el personal de Antal se redujo, con las 5´S el Almacén se ordenó, y el material de los proyectos fue ubicado en un solo anaquel con más espacios para el producto comercial y para las piezas maquinadas. 40 XII. Conclusiones y recomendaciones La implementación de las 5 S’ fue un éxito en el Almacén se redujo el tiempo de espera de material para el personal, el orden dentro del departamento cada vez fue mejorando, producto que entraba a almacén se le asignaba el código interno y enseguida se acomodaba en los anaqueles, se pudo tener mejor visualización del material que se encontraba en stock. Es importante seguir con los instructivos y procedimientos del sistema de gestión de calidad, ya que en ellos nos mencionan cómo se realiza la recepción de materiales, cómo dar de alta y de baja los productos y cómo asignar el código interno. Es de suma importancia conocer cada uno de los productos para evitar tiempos muertos y poder satisfacer las necesidades del personal de la empresa y de esta forma entregar los proyectos a los clientes en tiempo y forma. 41 Anexos ANEXO 1 ANEXO 2 Glosario (SGC) sistema de gestión de calidad. (SGA) sistema de gestión de almacén. XIV. Bibliografía Bibliografía GOOGLE. (3 de DICIEMBRE de 2015). http://www.paritarios.cl/especial_las_5s.htm. Obtenido de LAS 5 S': http://www.paritarios.cl/especial_las_5s.htm GOOGLE. (3 de 12 de 2015). ROTACION DE ALMACEN. Obtenido de GOOGLE: http://pyme.lavoztx.com/el-significado-del-ndice-de-rotacin-de-inventario-9602.html RAFAEL FERNANDO HERNÁNDEZ MUÑOZ. (s.f.). LOGISTICA DE ALMACENES. PDF.