Rosca Buttress
Anuncio

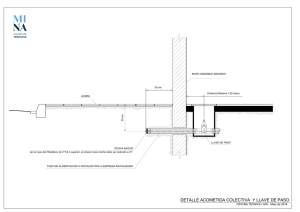
Rosca Buttress Introducción La rosca Buttress o BTC es una de las primeras conexiones acopladas que apareció en el mercado petrolero mundial durante los años treinta. Muchas de las conexiones Premium actuales con o sin sello metalmetal basan su diseño en los principios de la BTC, por lo que se considera la madre de las conexiones acopladas. Esta rosca se utiliza en tubos de revestimiento cuyo rango va desde 4 1/2" hasta 20" de diámetro. Su fabricación está sujeta a las normas de la especificación API 5B. Caja Flanco de carga 3° 10° Pin Flanco de enchufe Diagrama del perfil general de la rosca Buttress Dimensiones Las dimensiones más representativas para cada diámetro en particular de la rosca BTC son las que se muestran en la figura siguiente. Longitud a la base del triángulo Triángulo Longitud de rosca total Longitud de rosca completa Salida de la rosca Diámetro exterior del tubo nominal + 1% del diámetro (Tolerancia máxima) Triángulo Es de suma importancia identificar la ubicación del triángulo, el cual sirve de referencia para realizar el apriete geométrico. El triángulo de referencia puede quedar en el cuerpo del tubo o en los hilos de la rosca. Dependerá del diámetro y espesor del tubo, así como de sus tolerancias. DIMENSIONES LONGITUD DIÁMETRO 4 1/2 5 TOTAL DE ROSCA * 3.6375 ROSCAS A BASE COMPLETAS ** TRIÁNGULO 1.2535 3.9375 3.7625 1.3785 DEL ACOPLE 8.8750 4.0625 9.1250 5 1/2 3.8250 1.4410 4.1250 9.2500 6 5/8 4.0125 1.6285 4.3125 9.6250 7 4.2000 1.8160 4.5000 10.0000 7 5/8 4.3875 2.0035 4.6875 10.3750 8 5/8 4.5125 2.1285 4.8125 10.6250 9 5/8 4.5125 2.1285 4.8125 10.6250 10 3/4 4.5125 2.1285 4.8125 10.6250 13 3/8 4.5125 2.1285 4.8125 10.6250 16 4.6125 2.7245 4.8125 10.6250 18 5/8 4.6125 2.7245 4.8125 10.6250 20 4.6125 2.7245 4.8125 10.6250 * La longitud total puede variar debido al tipo de rosca. ** Dentro de esta longitud son aceptables dos hilos donde se observe la superficie original del tubo (hilos negros) sin rebasar el 25% de la circunferencia del mismo. Nota: Todos los valores de la tabla están expresados en pulgadas. Longitud de rosca total Medida de la posición del triángulo desde la base del pin. Longitud de rosca completa Triángulo 3/8" Franja blanca de 1" x 24" para localizar el triángulo Salida de la rosca (runout) Fotografía de una rosca Buttress Identificadores La franja blanca de 1" x 24" y el triángulo de 3/8" son dos elementos básicos que ayudarán a apretar de manera correcta la rosca Buttress. Información que se observa en la rosca BTC Franja lineal pintada de color blanco de 1" x 24" Triángulo estampado en el cuerpo del tubo (extremo pin) Apriete en campo (acoplamiento del pin sobre la caja) Apriete en planta (acoplamiento del acople sobre el pin) Triángulo estampado en el cuerpo del tubo (extremo caja) Pasos para el Apriete 1. Aplicación de Grasa El pin y la caja deben estar completamente limpios, libres de materiales extraños, de grasa de almacenamiento (generalmente de color amarillo) y/o solventes. La grasa selladora (generalmente de color negro) deberá cumplir con la norma API 5A3 y aplicarse tanto al pin como a la caja con brochas adecuadas, cubriendo perfectamente la totalidad de los hilos. Nota: Utilice sólo la cantidad de grasa necesaria. Lado pin Lado caja 2. Alineación del Tubo La alineación del tubo es un paso fundamental para el emboque del pin en la caja. 3. Apriete Geométrico Las siguientes son las posiciones del triángulo en las cuales se debe apretar la rosca Buttress para garantizar un acoplamiento adecuado. Lado pin Lado pin Lado pin Apriete mínimo (1 hilo antes de la base) Apriete correcto Apriete máximo Apriete óptimo Lado caja Lado caja Lado caja Observaciones Después de realizar el acoplamiento, al apretar el pin sobre el acople, éste último puede girar en algunos casos; indicando que se ha alcanzado el valor de torque aplicado en planta, el cual generalmente es menor que el de campo por realizarse en condiciones ideales. Este giro puede considerarse normal ya que la rosca no tiene un sello tipo tope. El giro del acople puede continuar hasta alcanzar el vértice del triángulo del tramo inferior mientras el del nuevo tramo debe llegar hasta la base del triángulo. Si se desea, puede utilizar una llave de aguante para sostener el acople. Nota: A nivel campo, se han observado hasta dos vueltas. Giro del acople Lado pin Lado pin Lado caja Lado caja www.tenaristavsa.com Autopista vía Ciudad Bolívar Zona Industrial Matanza Planta de Tubos (58) 286 713 7310 tel (58) 286 600 6461 fax Rif. J-30466288-2 Tubos de Acero de Venezuela, S.A. ha producido este folleto única y exclusivamente para información general, por lo que bajo ninguna circunstancia asumirá alguna responsabilidad por cualquier error u omisión en la información contenida en el mismo y no será responsable de ningún daño o perjuicio, en términos de los artículos 1.272, 1.274 y 1.275 del Código Civil de Venezuela, incluyendo, pero sin limitarse a todos aquellos daños o pérdidas de utilidades de cualquier naturaleza que se puedan causar. Por lo anterior, el contenido del presente folleto se presenta tal y como está, sin que se considere que se otorga alguna garantía de cualquier tipo. © 2008 Tubos de Acero de Venezuela, S.A. Derechos Reservados Tenaris Marketing Communications Rev. 00 - Agosto ’08