£1 Procedimiento de Lixiviación de Chuquicamata (Chile)
Anuncio
")
SOCIEDAD
NACIONAL
DE
MINERIA
£1 Procedimiento de Lixiviación
de Chuquicamata (Chile)
por
CHARLES W. EICHRODT.
traducido por
JUAN LUIS CORTES V.
Ingeniero de la Caja de Crédito Minero
Cgr
vbP
SANTIAGO
SOC.
IMPRENTA
DE
CHILE
V L.IT.
AHUMADA
193 1
UNIVERSO
32
EL PROCEDIMIENTO DE LIXIVIACION DE
CHUQUICAMATÁ, (CHILE)
POR
CHARLES W . EICHRODT ( * )
El mineral que'se está tratando en la planta
actual se encuentra entre la zona lavada o encape y la zona de minerales mixtos, sulfuros y
óxidos. Los principales minerales de cobre son
chalcantita (Cu SO4. 5 HO2) brochantita (Cu
SO4. 3 Cu (OH)2) y atacamita (Cu CI2. 3 Cu
(OH)2). Además se presentan algunos otros
minerales c o m o Cuprita y Krohnkita (Cu SO4.
Na2 SO4. 2 H2O). Las especies citadas, con m u chas otras, se presentan en una granodiorita
s u m a m e n t e quebrada.
La mayoría de los minerales cupríferos están
en grietas y venillas; pero también hay diseminaciones, y es probable que las proporciones
relativas expliquen algunas variaciones inexplicables en la extracción. Toda la mineralización del yacimiento es compleja y varía con la
profundidad. Esta variación, los problemas a
que ésta da lugar y los efectos de los diversos
componentes del mineral se tratarán en detalle.
Hé aquí u n análisis de u n c o m ú n no pesado
del mineral tratado durante el año 1927:
%
Cu
1,58 S . . . .
SÍO2 . . . . 66,10 HNO3
Fe
1,41 C1 . . .
CaO..
0,20 Na . . .
AI2O3 .. . 17,70 K
MgO,
. 0,68 Mn ..
%
2,10
0,03
0,05
0,80
4,80
0,07
Mo . . . .
As
Sb
Ba
H2O...
(Oensul
fatos) . . 3,94
T o t a l . . . . 100,19
Los constituyentes más importantes del mineral, indicados hasta ahora por la experiencia son: 1) El cobre total; 2) El cobre insoluble
en los ácidos; 3) El mineral ácido de cobre,
principalmente chalcantita; 4) El cloro; 5)
Los nitratos; 6) El hierro soluble; 7) El molibdeno soluble.
(*) Traducido de la Publicación Técnica N. 350
del American Institute of Mining and Matallurgical Engineers, por el ingeniero de njinas don Juan
Luis Cortés.
El cobre total no necesita discusión. Los valores indicados en la tabla N.° 1 corresponden
a promedios pesados, calculados de los análisis
de cada carga.
ÉL COBRE INSOLUBLE EN LOS ACIDOS
afecta directamente la extracción, ya que la
lixiviación actual prácticamente n o recupera
este cobre insoluble. Los valores de la tabla
N.° 1 corresponden a promedios n o pesados de
los análisis de los comunes mensuales.
ÉL MINERAL ACIDO DE COBRE afecta la
cantidad de cobre que puede disolverse del
mineral sin neutralizar el ácido en la solución.
La cantidad total de ácido disponible obtenido
del mineral se determina por la cantidad de
Cu SO4 de las soluciones. Al calcular la cantidad total de ácido disponible en solución sé
toma 2 veces el contenido de cobre más uno
de ácido libre (calculado en forma de H2 SO4).
En la tabla N.° 1 se indicatx las proporciones de
mineral ácido de cobre en kilógramos de ácido
obtenido por tonelada métrica de mineral tratado. Las cifras de la tabla son los promedios
pesados de los saldos totales de ácido disponible mensuales. Como parece que la ley del mineral es u n factor que influye directamente
en el gano de ácido, sé dan dos series de valores,
la segunda serie está calculada por la primera
para indicar los valores probables qu e sé habrían
obtenido para la primera serie si se hubiera
mantenido constante la ley del mineral beneficiado.
EL CLORO tiene importancia debido a que
este elemento tiene que ser eliminado de la solución antes de someterla a la electrólisis. Los
valores de la tabla N.° í corresponden a promedios no pesados de los análisis de los comunes
mensuales del mineral.
LOS NITRATOS son importantes porque el
ácido nítrico debe tomarse en cuenta en la
elección de los materiales que se pueden emplear en la construcción del equipo para mover
las soluciones, determina la composición de
los ánodos insolubles, oxida el fierro de las soluciones haciéndolo pasar al estado férrico y
disuelve los cátodos de cobre.
La cantidad de FIERRO SOLUBLE interesa
debido a la tendencia del fierro en solución a
oxidarse bajo ciertas condiciones a compuestos
férricos y atacar en este estado los cátodos de
cobre. Los valores dados en la tabla N.*? i están
en kilogramos de fierro ganado por tonelada
métrica de mineral beneficiado, y como en' el
caso del gano de ácido, están calculados de los
balances de la solución.
EL MOLIBDENO SOLUBLE es importante
porque este elemento en solución parece intensificar el efecto oxidante del ácido nítrico sobre el fierro, agravando los efectos del ácido
mismo.
La teoría generalmente aceptada sobre lo
que ocurre, es que el molibdeno en el estado
reducido de coloide azul reduce el ácido nítrico. Esto sería beneficioso si el óxido nítrico
que se produce se desprendiera de la solución;
pero la mayor parte de dicho óxido queda disuelto en las soluciones o se combina con Fe
SO4 para formar compuestos débilmente unidos como 2NO; 3FeSOí. El óxido nítrico se
vuelve a oxidar .formando ácido nítrico en
las celdas de la electrólisis y en estas condiciones se acelera muchísimo la oxidación del,
fierro por dicho ácido, a la cual siempre hay
tendencia. El fierro en estado férrico ataca
los cátodos y se reduce al estado ferroso que-
dando nuevamente disponible para entrar en
reacción con el ácido nítrico. El ácido nítrico
está en constante formación por oxidación del
óxido nítrico en las celdas de la electrólisis.
Parece así que cüando se halla presente a l g ú n
otro agente reductor (de la naturaleza del
molibdeno reducido), se a u m e n t a considerablemente durante el electrólisis la oxidación
y reducción alternada del fierro y del ácido
nítrico. Parece haber una serie de reacciones
que una vez iniciadas se catalizan.
En los dos últimos años se ha investigado la
extraordinaria actividad del fierro y del ácido
nítrico relacionada con u n contenido alto del
molibdeno en la solución, y se han considerado
atentamente esas relaciones.
Durante el año 1929 se adoptó en pequeña
escala el procedimiento de estabilizar el ácido
nítrico en las soluciones tratándolas con SO2.
Aparentemente este tratamiento ha tenido
algunas consecuencias benéficas.
En la tabla'N.° 1 los valores para el cloro,
ácido nítrico y molibdeno corresponden todos
a promedios no pesados de análisis de comunes
mensuales del mineral beneficiado durante los
períodos respectivos. Los análisis de molibdeno,
se han llevado sistemáticamente durante los
dos últimos años.
TABLA N.° I.—COMPONENTES DEL MINERAL DESDE EL COMIENZO DE LAS
OPERACIONES HASTA HOY DIA
AÑO
1915....
1916....
1917....
1918....
1919....
1920....
1921....
1922....
1923....
1924....
1925....
1926....
1927....
Kgs. de ácido
ganado por tonelada
métrica de mineral
% Cu en
% de
% Cu
tratado
Cloro en
mineral insoluble
Mineral
el mineral
beneficia- en mineral
tratado
Ajustado tratado
beneficiaAs.
do
Ton. Métr.
encontra- a minedo
ral de
do^
1,60%
533.328
1.562.193
2.634.505
3.400.634
2.655.708
3.847.841
1.507.651
3.987.854
6.400.748
6.531.345
7.055.146
7.521.095
6.959.764
1,709
1,660
1,744
1,644
1,625
1,524
1,701
1,687
1,663
1,345
1,565
1.515
1.594
0,0334
0,0242
0,0158
0,0391
0,0233
0,0391
1,641
0,0533
0,0533
0,0526
2,104
3,861
6,668
6,741
6,173
6,172
8,109
8,274
8;740
0,040
8,959
8,127
7,392
1,973
3,720
6,117
6,455
6,075
6,474
7,622
7,845
8,407
7,813
9,158
8,572
7,415
0,1905
0,1052
0,1011
0,1191
0,1121
0,1167
0,1151
0,0923
0,0932
7,614
0,0518
0,0503
0,0414
% ácido
nítrico
en el
mineral
tratado
0,1440
0,1440
0,0860
0,1028
0,0767
0,0608
0,0932
0,0738
0,0784
0,0382
0,0384
0,0438
0,0252
Kgs. de
fierro
ganado
por Ton.
métrica
de mineral
0,218
0,230
0,212
0,218
% de
Molibdeno en el
mineral
tratado
0,0109
0,0105
— 5—
Kgs.—Toti
mét. de
mineral
tratado
Fierro introducido en solución en la
descloración
Fierro introducido en solución por
los ánodos
Total de ácido disponible destruido
en la descloración
Total de ácido disponible destruido
en la electrólisis
Tonnagelreo+ed duringYear
90 5 10 15 20 25 30 35 40 45 SO
6
7
0,013
/
6
0,008
0,700
0,600
La tabla N.° 2 da los análisis de los comunes
anuales del mineral. Los resultados tienen la
ventaja de ser ejecutados por una sola persona
y' por u n solo método; pero tienen la desventaja de lo reducido de la muestra para representar u n gran tonelaje de mineral, y de no
ser pesada.
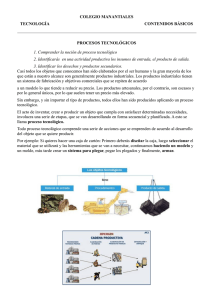
Las figs. 1 y 2 se han hecho sobre la base de
la Tabla 1. Ellas indican que la cualidad ácida
del mineral vá disminuyendo. Las cantidades
por ciento de ácido nítrico y de cloro del mineral también van en disminución, hecho que
muy posiblemente conducirá a introducir
cambios en el proceso algún día. El cobre insoluble en H2SO4 va indudablemente en aumento
y seguirá aumentando hasta que se haga necesario ir al tratamiento de los sulfúros de cobre.
Las tablas 1 y 2 están completas hasta el 1.°
de Enero de 1928. Hasta el 1.° de Enero de 1930
la planta había beneficiado, en total, más de
80 millones de toneladas de mineral. Durante
1928 el gano de ácido por tonelada de mineral
?5
o
e 4
1s 3
o
c 2
1
s —_
/
/
1
1.
ik-
1
1
F-
TonnageTrea+cd duringYear
\
r
r
1
(jj
(
<j>
Sí
1
Sí
Fig. 1.—Variación del total de ácido disponible del mineral desde el comienzo de las operaciones hasta Enero 1.° de 1928
(Curva superior, valores encontrados; curva de más
abajo: valores corregidos al contenido probable de
1,60% de cobre en él mineral)
fué de 7,11 Kgs. y durante el último trimestre
de 1929 llegaba todavía a 6,7. Kgs. El contenido
de cloro y de nitratos del mineral ha disminuído ligeramente en los últimos dos años..
TABLA N.° 2.—ANALISIS DE LOS COMUNES ANUALES DEL MINERAL
AÑO
Cobre
total
%
Cobre
soluble
%
Cobre
insoluble
%
Fierro
%
Acido
nítrico
%
Cloro
%
Molibdeno
%
1915
1,73
1,63
0,05
0,82
0,39
0,24
1916
1,71
1,66
0,05
1,01
0,12
0,11
0,009
1917
1,75
1,70
0,05
1,17
0,08
0,06
0,008
0,008
1918
1,61
1,56
0,06
•1,38
0,10
0,10
0,008
1919
1,61
1,54
1,55
0,06
1,57
0,07
0,11
0,008
1,48
0,06
1,59
0,05
0,11
0,008
1,66
0,05
1,43
0,05
0,10
0,007
1922
1,71
1.67
1,61
0,06
1,38
0,05
0,09
0,008
1923
1,67
1,61
0,06
1,40
0,04
0,08
0,007
1920
1921
1924
1,64
1,58
0,06
1,57
0,03
0,06
0,008
1925
1,59
1,53
0,06
1,52
0,03
0,05
0,008
1926
1,51
1,44
0,07
1,46
0,03
0,05
0,010
1927
1,59
1,52
0,07
1,42
0,03
0,04
0,011
1,64
1,58
0,06
1,36
0,08
0,09
0,008
PROMEDIO... .
•rr+
8
0.15
0 14
0.13
0.16
....
_
1
¡ U 0.12
0
c 0.11
V
• Z 0.10
1 0.09
t
V
1 008
1
1
\
—\
\
CT0
I
07
fc 0.06
O.
0.05
0.04
0.03
002;L
\
>
10 20 JO 40 5 0 60
0 10 20 30 40 50 60
Millions of Metric-Tons of OreTreoted
Fig. 2.—Variación de los contenidos de ácido
nítrico y ácido clorhídrico en el mineral desde
el comienzo de las operaciones hasta Enero
1. ° de 1928
Este contenido depende de la situación del
mineral que se explota con respecto a la superficie. Todavía se explota mineral de los bordes
de las terrazas, explotación que se m a n t e n d r á
a ú n por a l g ú n tiempo. La proporción del m i neral qup ejerce u n a influencia pronunciada
sobre el ácido nítrico, el cloro y contenido de
cobre soluble en agua del conjunto, va en const a n t e d i s m i n u c i ó n ; pero no se puede pronosticar nada seguro con respecto a la época e n
q u e los c o n s t i t u y e n t e s cambiarán hasta u n
p u n t o tal q u e se haga aconsejable o posible
a l g ú n c a m b i o del procedimiento.
TRITURACION Y CARGUIO DEL MINERAL
La fig. 3 presenta u n flow-sheet de la nueva
planta de trituración. Antes de abrir la planta
de Chuquicamata, se determinó por experiencias realizadas en Perth Amboy q u e la eficiencia m á x i m a en la extracción por lixiviación
se obtenía tratando mineral triturado de 1 U de
pulgada. S i n embargo, con la limitación del
equipo que se tenía en la m e n t e (se instalaron
m o l i n o s de rodillos) se decidió triturar a Yz
pulgada. Después de haber trabajado durante
u n período de consideración, se decidió que
las partículas de Y¡ pulgada eran demasiado
gruesas para ser penetradas por las soluciones en u n tiempo de remojo razonable, y se
adoptó la trituración a 0,371 pulgadas, reemplazando los m o l i n o s de rodillos por tritura-
dores de discos que son los que se emplean en
la actualidad. Triturando a este t a m a ñ o , en
las condiciones actuales queda m á s o m e n o s
u n 10% de mayor t a m a ñ o e n el producto después de cernido.
Rara vez hay dificultades por los finos q u e
se producen y que f o r m a n lamas. Estas l a m a s
n o solamente son reacias a la lixiviación, sino
que llegan a impedir la percolación de las soluciones y a m e n u d o favorecen la formación de
depósitos de solución que q u e d a n encerrados
dentro del mineral después de desaguar. Se ha
estado estudiando la separación de los finos
para tratarlos por separado; pero los costos del
cernido y manipulación del material parecen
prohibitivos, t o m a n d o en c u e n t a lo poco considerables que son las dificultades producidas
por los finos hasta ahora.
La actual instalación colectora de polvo se
puso en marcha e n Enero de 1928, y desde entonces el polvo que se reúne e n toda la planta
de chancado se ha cargado c o n el mineral q u e
va a los estanques de lixiviación 7 a 13. La cantidad de polvo alcanza a u n a s 300 toneladas m é tricas diarias, con m á s o m e n o s 4% de cobre.
Los resultados de los estanques 7 a 13 h a n sido
ligeramente inferiores; los de los estanques 1 a
6 (que no reciben polvo) h a n mejorado u n poco
con relación a los resultados q u e se obtenían
cuando el polvo se repartía i g u a l m e n t e en todos los estanques. El término medio d e n t r o
de límites determinables ha quedado el mismo.
El polvo se h u m e d e c e y así se mezcla y s e
aglomera bien con las partículas m á s gruesas
en las correas transportadoras. El mineral t a m bién se moja durante la operación de chancado.
La h u m e d a d del mineral al cargarlo a los estanques alcanza en promedio a 1,85%. No se intenta ninguna distribución en capas del m i neral al tiempo de cargarlo. Se trató de hacer
esto en u n a s pocas cargas, pero los resultados
no fueron halagadores. Los estanques se llen a n hasta el límite en el m o v i m i e n t o transversal del puente.
El chorro de mineral q u e cae de los puentes
de carga choca todo el tiempo contra u n banco
de mineral, cerca de la parte alta de éste. Así
se obtiene una ligera clasificación del material,
al rodar hasta el pie del terraplén. No siempre
se empleaba este s i s t e m a ; pero se encontró
que su empleo mejoraba los resultados y entonces se adoptó.
A veces el mineral se echa en la solución y
otras veces se introduce la solución después que
el estanque está parcial o t o t a l m e n t e cargado.
Se trata dé completar la carga del mineral y
—
de la solución m á s o menos al m i s m o tiempo,
a fin de obtener el m á x i m u m de tiempo de
femojo. Sin embargo, el mineral se carga en
dos turnos solamente (3 p. m . a 7 a. m.) mientras que la descarga se efectúa de 7 a. m . a 7
p. m . y se trata de evitar las operaciones de
chancado y carguío en días Domingos. De
aquí resulta que elucido de lixiviación no siempre sigue los m i s m o s intervalos que el carguío
del mineral. El estudio'detallado de los resultados de cargas vaciadas en la solución y viceversa no llevó a ninguna conclusión y por esto
la solución se echa a los estanques cuando está
lista, sin atender a la cantidad de mineral que
ya esté cargado.
Los estanques se cargan hasta más o menos
6 pulgadas m á s abajo del borde y la carga se
empareja a pala lo más pronto posible después
de terminado el carguío. Los estanques 7 a
13 contienen una columna de material de 18
pies y los estanques 1 a 6, una de 16 pies. La
capacidad de los estanques es de más o menos
90% del máximo teórico, debido a los relaves
que quedan sin descargarse, operación que no
se puede hacer de u n modo completo sin hacer
un daño considerable a los fondos de filtro.'En
el ú l t i m o año el promedio de la carga de los
estanques f u é el siguiente:
TABLA N.° 3.—CARGA MEDIA DE LOS ESTANQUES EN 1929
Ton. Short
mét. de Tons de
mineral mineral
Estanques 1 a 6 (llamados de
tipo antiguo)
9.630
Estanques 7 a 13 (llamados de
tipo nuevo)
10.840
Carga media de mineral considerando igual número de
ambos tipos
10.235
10.615
11.949
11.282
DESCRIPCION DEL PROCEDIMIENTO DE
LIXIVIACION
Las figs. 4 y 5 muestran los "flow-sheets" de
las plantas de lixiviación y descloración y de
la electrólisis.
Hay dos etapas en el proceso de la lixiviación: 1) la disolución del cobre del mineral
y 2), el lavado, o sea la operación de desplazar
del mineral ya lixiviado o relave, los valores
disueltos, o el cobre soluble en agua que queda
en la humedad remanente.
8
—
En la actualidad la primera etapa consiste'
en u n tratamiento en contracorriente por dos,
soluciones. La primera solución se introduce
en el mineral desde el fondo del estanque y
sube por percolación a través del mineral hasta que éste se satura y se tapa. Esta es la quese llama comúnmente solución de "tratamiento" y es normalmente una solución con relativamente poco cobre y con m u c h o ácido libre.
Después de un período de remojo, esta solución ;
o una parte de la cantidad que se empleó originalmente para cubrir el mineral, se saca por
el fondo del estanque. Esta solución se ha enriquecido en cobré con la consiguiente transformación de una parte del ácido libre a.
CuS04 y se denomina "solución concentrada".
A medida que se saca esta solución concentrada,
se la reemplaza, o más bien se Ir hace desplazar por electrolito usado de la casa electrolítica. Este electrolito se introduce por arriba,
en el estanque y con una velocidad tal que la.
carga se mantenga cubierta o sumergida. Esta es una solución con relativamente poco cobre y mucho ácido libre. Después que se h a
producido cierta cantidad de solución concentrada se interrumpe el proceso. Después de
otro período de remojo se produce una nueva
cantidad de solución concentrada o enriquecida, la que se desplaza como antes por electrolito usado. Se vuelve a interrumpir el proceso
y se intercala un período de remojo seguido
por la producción de otra estancada de solución concentrada o enriquecida, que se desplaza con electrolito usado. Se acostumbra producir tres estancadas de solución concentrada
de cada carga de mineral antes del remojo
final o remojo para producir solución de tratamiento. Después de producida la última
estancada de solución concentrada, la carga
de mineral se deja remojar en las soluciones,
desplazadoras hasta que sea necesario efectuar él lavado. La solución de tratamiento se
produce durante la primera parte del proceso
de lavado, siendo desplazada de la carga por
la solución de lavado entrante. Se la emplea
en el tratamiento de otra carga. Todas las soluciones, tanto de la lixiviación propiamente
tal, como de las operaciones de lavado, se
sacan por el fondo del estanque, y todas las
soluciones que se introducen, excepto la que
se usa para cubrir primero el mineral, se hacen entrar por arriba. A veces, para ahorrar
tiempo, una parte de la solución original para
cubrir la carga se echa por arriba; pero en todocaso se introduce por abajo la cantidad suficiente para limpiar el filtro del fondo.
La definición que se usará en el presente tra-
_
SdC-
9
—
— 10 —
S«WVT et.KT*OLYTé
//*SOL AMOOS
XMAP
Cuta*. scaap
tos» ÍCAAP
insolvslb ANooes
CATHOOtS \ 3LUDO* iPírsT Jurtdt
omaao sccr
oecMLattoitiN*
Píaut
¿PBtClAlTATlQH
| TAHAS.
IÍAtHtCM SSí
70
PAMPA
Fig. 5.—Flow Sheet (esquema) de la planta de precipitación electrolítica
bajo para la solución de tratamiento es la de
una solución usada en el tratamiento de mineral no lixiviado o parcialmente lixiviado, producida al comienzo del proceso de lavado, y
deplazada o reemplazada en la carga por solución de lavado.También se considerará u n
volumen de solución producida de este modo
igual en cantidad al volumen de la solución
•que originalmente se necesita para saturar y
cubrir la carga de mineral de la cual proviene.
Frecuentemente se-produce en el comienzo del
proceso de lavado más solución de tratamiento
que la que se requiere para cubrir la carga de
mineral. La cantidad de ésta que excede a la
cantidad requerida para cubrir otra carga de
mineral, se emplea con electrolito usado para
producir solución concentrada, y s e denomina^
•"adelanto". La solución de tratamiento, tal
como se la ha definido anteriormente, nuede
ser electrolito usado enriquecido por el mineral
(el enriquecimiento es leve en el método corriente de la lixiviación) y diluida con una cierta cantidad de solución de lavado. Esta última
se mezcla insensiblemente con solución de
tratamiento al desplazarla de la carga. El
"adelanto" es solución de tratamiento diluida.
La solución concentrada se puede definir
como la solución que después de enriquecerse
por contacto con el mineral se envía al "tankhouse'' para la depositación electrolítica de
una parte del contenido de cobre; pero debe
distinguírsela déla solución que se manda al
tank-house para hacer planchas antes del
descarte ("discard"). La última debe considerarse comprendida bajo la definición anterior. El contenido de la solución concentrada
depende de los constituyentes del mineral,
de los períodos de remojo, del contenido de las
— 11 —
soluciones de las cuales se ha generado y del
orden que corresponde a la estancada en pror
ducción. Las estancadas de solución concentrada de una carga se mezclan con las estancadas de otras cargas antes de mandar dicha
solución a través de la planta descloradora al
*'tank-house". De este modo se envía corrientemente una solución uniforme al tank-house.
Una primera solución concentrada se mezcla
normalmente con una tercera y una porción de
ambas se mezcla con una segunda, según las
necesidades. Estas soluciones concentradas
•se denominan por el número de orden que co-,
rresponde a las estancadas producidas, y llevan
e n promedio alrededor de 35 gramos de cobre
por litro. El contenido de ácido libre estará en
relación. Durante las interrupciones entre
estancadas de solución concentrada producidas
de cualquiera -carga, se acostumbra producir
estancadas de solución concentrada de otras,
cargas. En esto se sigue cierto orden o ciclo para
facilitar la mezcla de las estancadas y para
uniformar la producción de soluciones fuertes
con las interrupciones para remojo.
El electrolito usado puede definirse como unasolución concentrada que después de haber sido
sometida a la depositación electrolítica parcial de su contenido de cobre, vuelve a la planta de lixiviación para ser reenriquecida. El
contenido de cobre del electrolito usado es
normalmente de 15 gramos por litro. Se determinó que esta es la cifra más económica tomando en consideración tanto la planta de
lixiviación como el "tank-house". Con la
depositación del cobre se libera SO4 para formar H> SO 4 . Este H2 S02 así formado se vuelve
a convertir en Cu SO 4 con los constituyentes
de cobre básicos del mineral. La cantidad total
de ácido disponible en la solución concentrada
y en el electrolito usado es normalmente la
misma. Sin embargo, hay un gano de ácido
disponible total proveniente del mineral. Esto
•se mencionó al tratar de los componentes del
mineral.
A veces la solución, concentrada o la solución que se produce en el proceso de la lixiviación, antes- de la formación de la solución de
tratamiento, se vuelve a echar con el mineral
para eniriquecerla más.
Para distinguir esta solución de la solución
concentrada y de la solución de tratamiento
•(tal como se ha definido anteriormente), la
solución así producida y devuelta se denominará solución de "pre-tratamiento". Más adelante trataremos de las modificaciones del
procedimiento actual para incluir el empleo
•de soluciones de pre-tratamiento.
Solución concentrada, electrolito usado,
solución de tratamiento, solución de pre-tratamiento (si se emplea alguna) y toda solución
que pasa por el "tank-house" en algún estado
intermedio entre solución concentrada y electrolito usado, son pretencialmente lo mismo.
Todas estas soluciones se considerarán como
constituyentes del sistema primario.
La solución post-tratámiento puede definirse como la solución producida después dé
la formación de solución de tratamiento y
que no se emplea en el lavado del mineral
lixiviado. El "adelanto" es una solución de
post-tratamiento y el "descarte", de que trataremos más adelante, c o m ú n m e n t e también
lo es. La solución de tratamiento pasa a ser
parte del sistema primario si ésta se "adelanta".
El tiempo que la solución original queda
cubriendo el mineral depende m á s del suministro de cobre de la planta de trituración y de la
demanda del "tank-house" que de cualquiera
otra consideración.Para obtener mejor extracción, ese tiempo debe ser corto. Comúnmente
seis horas despuésde haber cubierto el mineral,
el contenido de cobre de la solución alcanza al
80% del máximo obtenido bajo las circunstancias.Este máximo depende de la ley y naturaleza del mineral y del contenido original de
cobre y ácido libre de la solución. Con minerales que generan bastante ácido (o los que tienen
u n contenido relativamente alto de chalcantita) se obtendrá el aumento inicial más rá
pido del contenido de cobre en la solución.
De todos modos, la taza de la extracción de la
solución de tratamiento parece que se retarda
considerablemente después de ese aumento
inicial rápido, y se necesita añadir solución
con poco cobre y mucho ácido libre para acelerar la extracción. La aceleración no es grande;
pero hace una diferencia apreciable, especialmente tratándose de u n período de remojo
total cortoi Sin embargo, el reemplazo demasiado rápido o demasiado frecuente "de la solución de tratamiento producirá dilución de
la solución concentrada hasta u n grado no
deseable, o dejará demasiado cobre sin ser
disuelto por la solución de tratamiento. En
todo caso el procedimiento debe ajustarse para
adaptarse lo mejor posible a las condiciones
operatorias y al comportamiento de la solución
concentrada que se va produciendo.
El primer remojo lo constituye el tiempo
que se deja él mineral en contacto con la solución de tratamiento, antes de extraer solución
enriquecida o concentrada. En los cálculos en
que se hace intervenir el efecto del tiempo de
— 12 —
remojo, éste se t o m a i g u a l a la'mitad del tiempo de recubrimiento original del mineral m á s
el tiempo que transcurre desde el término del
recubrimiento hasta el momento en que se
empieza a dar solución concentrada. Como sé
dijo anteriormente, este tiempo lo determina
c o m ú n m e n t e la. relación entre el suministro
y la demanda. Generalmente se procede a
sacar inmediatamente de una carga la solución
concentrada disponible, cada vez que hay espacio libre en algún depósito para dicha solución.
El segundo remojo es el tiempo que transcurre
desde que empieza la producción de la primera
solución concentrada o enriquecida hasta que
termina de producirse la última solución concentrada o solución de pre-tratamiento. Esta
es una serie de períodos de reemplazos de soluciones con interrupciones intermedias. En
realidad se trata de varios remojos; pero los
consideraremos como uno solo para los efectos
dé los cálculos que daremos más adelante.
El tercer remojo comprende desde el término de la producción de la última solución concentrada o solución de pre-tratamiento hasta
la iniciación de la producción de solución d'e>
tratamiento o hasta el comienzo del proceso
de lavado, que es lo mismo. Se agregan arbitrariamente dos horas a este tiempo, siendo
éste equivalente a la mitad del tiempo medio
requerido para retirar la solución de tratam i e n t o del mineral.
El tiempo total efectivo de remojo, llamado
c o m ú n m e n t e remojo total es la suma de los
"tres tiempos de remojo definidos anteriormente. La duración del remojo total depende principalmente de la: taza de producción; así como
también depende de este factor la1 duración
del segundo remojo. En la mayoría de los casos este segundo remojo es una parte fija del
remojo total (en la actualidad es más o menos
la mitad). El primer y tercer- remojos también
dependen hasta cierto límite de la producción;
pero independientemente" de esto, el primer
remojo se determina por condiciones anteriormente delineadas, y la duración del tercer remojo está determinada por la del primero.
Un primer remojo comparativamente largo
implica naturalmente u n tercer remojo cortó
y vice-versa.
Las curvas de la figura 6, ilustran el comportamiento de la solución concentrada durante
la producción. Estas curvas se basan én los
datos de las soluciones concentradas producidas durante los últimos seis meses. Los contenidos de la primera solución concentrada
quedan prácticamente constantes hasta que
se ha sacado una cantidad igual al 53% del
volumen que cubre y satura el mineral.
En este punto el contenido de cobre de la
solución empieza a bajar, debido a que la solución desplazante entra a través de la carga,
mezclada con la solución enriquecida más rápidamente de lo que se disuelve el cobre del
mineral. Después de la interrupción empieza
la segunda solución concentrada con un contenido de cobre u n poco mayor que al término
de la primera solución concentrada; pero ese
Cu inSrams p e r L i t e r
o
o
H^SO^ inGrams p e r Liter
j>u O
. - fO
c . vO
i a *o
Origina) Covering Solution
and65.S80ramsperLiterH2S04.
Usual 7reatment,butmay
- N
w (Ji
O
O w
O O O
O
Avq }}}6Cu. M.at 16.13 óramsperLiter
Pul on Ore in aboutS.SHr.
-j
j—
beStrong(as
Pre-treatment)or
/nLril/./jg.flL» Jon
Cu
1
S.F.
]
n
\lst. Strong Produced Avq. 2213 Cu. M. at
.5?.95Cu. 2587H2SO¿ Produced in 2J35Hr\
{
Ist.Sol. Used Displacing Strong Avg.2213
_ Cu M.at 13.84 Cu.and74.3oH¡SO¿IsS.E.afídAdvanc
Ist íñlerrjJplioh~Avq~.(Jü'rdttioñ
16.12Hr^
2d. Strong Produced Avg. 2208 Cu. N. at
l
_ ,
[34.24Cu.and49.52 H¿S04 Produced¡n 2.8SHr.¡
_
.. ¡Sol. Used Displacing índ Strong Avq. 2208 Cu. M. at\.
\14.54 Cu. and 77.53 H,S04.ls Speflt Ciectrofyte
]4_
t-- ~2d.lpterruptton.Avg.
Duration 16.26 Hr.
j
Jd. Strong Produced. Avg.2249CuM.at 1921 Cu.and 70.49H¡SOt.Produced
¡Sol. Used Di'splacinq 3 rd. Strong. Avg. 2249 Cu. M. atY
\l4.4iCu.and71.70%S04
Is SE. |
|
T
I
'ÜSTsf Soaking.
Inrerval.
nvg. uuratton
2¿.2SHf.
TreatmentProduced. Avg 3S36Cu.MatlS.2lCu. 64.S0
'
jlsf.2d.
andSd.
\
and Advance and Discard.
I
Wash 5o!u ticns Displacing
I
in3.2!Hr.¿
Jreatmen t u '
I
I
'f'
j — — - l''Mo Tnterruption—I
1 'I
p/l _
Tídvance anJüis cartfT^rOefücécC Avtf. 9$&Cu. M~T
at_S.S9 Lu
Cu ó
STJSHiSOj^
[ J
f.bí/tlzOUA ~ J
CXJlí-
Fig. 6.—Comportamiento de las soluciones fuertes durante la producción
— 13 —
contenido disminuye rápidamente, ya que los
valores en la solución que actúa sobre, la carga
parecen quedar: dispersados después de la producción de la primera solución concentrada.
También hay u n leve aumento al comienzo de
la producción de la tercera solución concentrada, y al empezar la de la solución de tratamiento; y las dos soluciones parecen haber estado
en la carga en capas con la solución más concentrada del fondo del estanque. La disminución del contenido de cobre en la tercera solución concentrada se hace en forma más gradual a medida que dicho contenido se acerca
al del electrolito usado. Esta solución concentrada se interrumpe cuando el contenido, de
cobre llega a 18 gr. por litro, lo que da como
resultado la producción subsiguiente de una
solución de tratamiento con más o menos el
m i s m o contenido de cobre que el electrolito
usado. Se puede ver que después de la producción de la segunda solución concentrada el
proceso es prácticamente u n desplazamiento
o dilución de las soluciones enriquecidas, o
u n proceso de lavado.
En la actualidad hay cuatro razones para
producir solución concentrada de baja ley:
1. Se produce solución concentrada hasta
dejar en contacto con el mineral lixiviado al
comienzo del proceso de lavado una solución
-de bajo contenido de cobre. Esto mejora los
resultados del lavado.
2. Se obtienen los mejores resultados en la
lixiviación cuando las soluciones que se dejan
en contactó con el mineral durante el remojo
tienen poco cobre y u n contenido alto de
-ácido libre.
3. Mientras menor es el contenido de la sor
-lución concentrada, menor es la cantidad de
electrolito usado que habrá que devolver a la
entrada del tank para mezclar. Esta mezcla es
necesaria para rebajar a u n cierto valor el
contenido de cobre de la solución al entrar en
las celdas de la electrólisis. Mientras mayor
es la cantidad de electrolito que se devuelve
para mezclar,; mayor es el contenido de fierro
en estado férrico; mayor la temperatura del
electrolito y menor el "power efficiency".
El fierro en estado férrico en', la solución concentrada se reduce todo en la planta descloradora y la solución se enfría algo en contacto
con el mineral. Esto podría aparecer como u n a
carga para la planta descloradora; pero solamente bajo ciertas condiciones. El cemento
de cobre que se saca en la descloración tiene
que convertirse en u n producto para el horno
de fundición de cobre para alambre, y es casi
tan económico ponerlo en solución concentrada en la reducción del fierro férrico, y de ahí
0.17 p
0 16 -
0.150.14s- 011 e- o
o o 0.12.
06
1.00
120
UO
160
180
2 00
P e r c e n t a j e of Total Copper in Heads
120
I 10
1.00
0.9 0
0.80
»
C ornpori
1.20
;o n ach >rs Comp jted frot 1 Cui
140
160
180
2.00
faove
1 ~
P e r c e n t a q e of T o t a l Copper i n Heads
Fig. 7.—Relación entre el cobre insoluble en agua de los relaves y el cobre
total del mineral
Basada en un tiempo n e t o de remojo t o t a l de 90 h o r a s ; 55 gr. por litro de H2 SO4 libre, en térm i n o medio, en las soluciones e n contacto con el mineral d u r a n t e el r e m o j o ; 0,053 por ciento de
cobre insoluble en ácido, en el mineral; 0,181 por ciento de t a m a ñ o m a y o r de 0,371 p u l g a d a s e n el
mineral de e n t r a d a .
La curva inferior da los factores de comparación calculados de la curva de arriba. Multipliqúese el
cobre insoluble en agua contenido en los relaves, obtenido b a j o condiciones cualesquiera, por el
f a c t o r correspondiente al porcentaje de cobre del mineral a la e n t r a d a , para obtener el valor probable del cobre insoluble en agua de los relaves, si los minerales a la e n t r a d a hubiesen tenido 1,60
p o r ciento dé cobre, q u e d a n d o las demás condiciones iguales.
— 14 —
convertirlo en cátodos, c o m o convertirlo e n
ánodos solubles y después en planchas Iniciales. Sin embargo, si la reducción del fierro férrico llega a u n p u n t o en que el c e m e n t o de
cobre que se necesita sobrepasa al gano sobre
otras exigencias, es tan. económico efectuar
la reducción del fierro férrico con cátodos com o "con c e m e n t o de cobre.
4. Se ha encontrado que en soluciones concentradas con u n contenido relativamente
alto de ácido libre, el molibdeno rio se reduce
a l estado coloidal azul e n el proceso de descloración y de ese :modo se disminuyen las dificultades consiguientes. De aquí es que, especialmente cuando a u m e n t a el contenido de
molibdeno, se hace u n esfuerzo para prolongar
la producción de solución concentrada de cada
estancada de mineral hasta que el contenido
medio de ácido libre de toda la solución concentrada producida llega a 45 gramos por litro y en algunos casos hasta 50 gr./L. También
-es importante mezclar las soluciones concentradas antes de la descloración, de modo que
<el contenido d e l ácido quede siempre sobre el
m í n i m u m exigido.
Para producir cada estancada de solución
concentrada sin dilución prematura, el punto
ideal de separación estará después de producir
53 por ciento del Volumen total. Sé necesita
:producir cuatro estancadas dé solución concentrada antes de llegar a la solución de tratam i e n t o del grado deseado y antes de diluir
hasta el límite deseado la solución concentrada. Produciendo <estancadas de solución concentrada de u n volumen igual a aproximadam e n t e los dos tercios del v o l u m e n para cubrir,
resülta u n a dilución prematura dé no m á s
de 2 por ciento y la producción de una segunda
solución concentrada de m á s o m e n o s él grado deseado sin necesidad de mezcla. Tres es¿
tancadas de ese volumen m á s o menos, sat i s f a c e n las exigencias y se contrapesan fácilm e n t e . Naturalmente hay u n a variación e n
el contenido de las estancadas debida a variaciones en la ley del mineral; pero esto se regula
c o m ú n m e n t e por u n ajusté del volumen de la
tercera solución concentrada sola.
Si se a u m e n t a el contenido de cobre en la
solución de tratamiento, cortando la ú l t i m a
solución concentrada en u n p u n t o m á s a l t o
se disminuye el volumen del total de solución
'concentrada producida y se a u m e n t a , en consecuencia, el contenido de cobre. Sin embargo,
cuando llega a ser deseable obtener u n resultado semejante, es posible conseguirlo usando
Uña solución de pre-tratamiento. Una parte d e
la ú l t i m a solución o soluciones concentradas
(el volumen depende de los resultados qué s é
ufc-OZO V
S.s,s
§ SO. 18
o «£
t fe
Ion
J
\
\
\\
O i>3
S-E-go.ie
o sJI
5 ss 0 .i5
20 30 40 50 60 T0 80 90 100 110 120 130 140 150 160
H o u r s To+al 5 o a k
L
1.10
1.00
t í 0.90
o
0.80
I
/
/
'
c Imparison Factors
Calculated
from
forSoaking
Curvedbove
1
T/me
I
I1
0.7020 30 40' 50 601 70 80 90 100 110 120 130 140 150 160
Hours Total S o a k
Fig. 8. -Relación del cobre insoluble en agua contenido en los relaves con el
tiempo total de remojo
Basada en mineral de e n t r a d a de 1;60 por ciento de cobre; 55 grs. por litro de H2 SO4 libre, en promedio, en las soluciones en contacto con el mineral d u r a n t e el remojo; 0,053 por ciento de cobre insoluble en H2 SO4 en el mineral de e n t r a d a ; 9,181 por ciento de t a m a ñ o mayor dé 0,371 pulgadas a la
entrada.
La curva inferior da los factores de comparación para el tiempo de remojo calculados de la curva de
arriba. Multipliqúese el cobre insoluble en agua de los relaves, obtenido b a j o condiciones cualesquiera,
por el factor correspondiente a las horas de remojo total, para obtener el cobre insoluble en agua de
los relaves que probablemente se habría obtenido con un remojo de 50 horas, q u e d a n d o las demás
«ondiciones iguales.
— 15 —
desee obtener) puede devolverse a alguna carga
subsiguiente dé mineral, continuando la producción como solución de pré-trátamiento
hasta qué la solución de tratamiento subsiguiente tenga u n valor aproximadamente igual
al del electrolito usado. De este modo se puede
aumentar la ley de la solución concentrada sin
aumentar las dificultades del lavado del mineral lixiviado. Este empleo de soluciones de
pre-tratamiento puede extenderse hasta poder
producir una solución concentrada neutra, o
a lo menos una casi neutra. Esta última puede
neutralizarse con cal para precipitar el fierro,
o puede someterse a u n tratamieñto con SO2
para reducir el fierro férrico. Mientras puede
reducirse el volumen de la solución concentrada (tal como se ha definido anteriormente),
por el empleo de u na solución de pre-tratamiento, el volumen total de solución concentrada y
de pre-tratamiento será mayor que el volumen
de .solución concentrada producida sin usar
solución de pre-tratamiento. Esto implica, naturalmente la producción.en cada caso de solución de tratamiento de la misma ley. El aumento de volumen .no será exactamente igual
a la cantidad de solución de pre-tratamiento
empleada; pero será suficiente para producir
serias dificultades eñ la neutralización de la
solución concentrada y de la de extracción,
en el ciclo reducido para el cual se proyectó la
planta actual. Este ciclo no se realiza actualmente; pero trabajando a la capacidad máxima el intervalo medio entre la carga y descarga de cada estanque sería de 84 horas. Sin
embargo será posible adoptar u n sistema para
la purificación de una parte de la solución concentrada, que se podría realizar en u n ciclo
corto, sin afectar seriamente la extracción.
Se ha mencionado el hecho de que la división del tiempo de remojo y el contenido de
ácido libre y de cobre de las soluciones en contacto con el mineral tienen efecto sobre la
extracción. De u n estudio detallado del comportamiento de las soluciones durante él proceso de lixiviación y de cálculos complicados
que se han hecho con los resultados obtenidos
de u n número considerable de cargas tratadas*
se h a n deducido las fórmulas siguientes:
Á=ácido libre de la primera solución en gra m os
por litro.
B = ácido libre al comienzo de la primera solución concentrada producida, en gramos
por litro.
C=promedio de ácido libre en soluciones que
desplazan la solución concentrada y de
pre- tratamiento, en gramos por litro.
-D=promedio de ácido libre en 'la solución
concentrada y de pre-tratamiento producida, en gramos por litro.
E=ácido libre en la última solución empleada
para desplazar la solución coiícéntrada o
de pre-tratamiento, en gramos por litro.
F = ácido libre en la última solución que cubre
el mineral antes del lavado, en gramos por
litro.
G = cobre en la primera solución con el mineral,
en gramos por litro.
H = Cobre al comienzo de la primera solución
concentrada producida, en gramos por
litro.
1 = promedio del cobre en las soluciones que
desplazan la solución concentrada y d e
pre-tratamiento, en gramos por litro.
J = promedio del cobre en la solución concentrada y de pre-tratamiento en gramos por
litro.
K=cobre en la última solución empleada para
desplazar la solución concentrada o d e
pre-tratámiento, en gramos por litro.
L = cobre en la última solución que cubre el
mineral antes del lavado, en gramos por
litro.
R = duración del primer remojo e n horas.
S = duración del segundo remojo en horas.
T = duración del tercer remojo en horas.
U = remojo total = R + S + T .
X = p r o m e d i o de ácido libre en la solución e n
contacto con el mineral durante el remojo,
en gramos por litro.
Y = p r o m e d i o del cobré de la solución en contacto con el mineral durante el remojo,
en gramos por litro.
( 2 B + A ) R + (2 D + C) S + (2 F + E ) T
X=
3U
Y
=
(2 H + G ) R + ( 2 J + I) S + (2 L - f K ) T
• ' •;
3 U
Estas ecuaciones no son exactas, y las cantidades X e Y obtenidas son m á s bien factores
que constituyentes exactos de las soluciones.
Sin embargo, estos factores son relativos.(dentro de límites satisfactorios) en su aplicación
para determinar ciertos resultados esperados
de variaciones en la lixiviación. X tiene relación con los resultados de la lixiviación o con
la cantidad dé cobre insoluble en agua contenido en los relaves. Y guarda relación coñ los
resultados del lavado, o con la cantidad d e
cobre soluble en agua de los relaves.
— 16 —
Los efectos de la ley del mineral, de la duración deL remojo total y promedio de ácido libre de las soluciones en contacto con el mineral durante él remojo, sobre la cantidad de
cobre soluble en agua de los relaves, se muestran en las figuras 8 y 9. Las curvas se calcular o n de u n análisis detallado de los resultados
obtenidos del tratamiento de más de 3 500 000
toneladas métricas de mineral. Con todo, son
m e r a m e n t e indicativas de lo que se. puede esperar en u n período largo.de producción, ya
que los resultados de. cargas individuales va.rían m u c h o en condiciones idénticas.
; 0.19
k
fV
I k
; 0.18
1
I
1
|
f 0.17
\
1
i 0.16
i
1
í 0.15
1 !
1
1
I
i 0.W 1
20 25 JO 35 40 45 SO 55 6 0 65 70 75 80
GrtimsperL'terAvg.Free Acid in Solu+ions m Contact
with Ore during Soak
¡ '-50;
i 1.40'
Cor rtpanson Factors Com/ uted
|
from Ci rve Above
t 130
>
i 1-20 V\
f
V;
\
; i.io
DESCRIPCION DEL PROCESO DE LAVADO
Y DESCARTE DE SOLUCIONES
1
\
[loo
i 0.90
cy
¿>\j J .
JU JJ uu uj r j u w
Gramsper liter Avg. Free Acid m Solutions in Contoct
w'th Ore during 5oc»k
—
La solución de tratamiento es c o m ú n m e n t e
la primera solución que se pone en contacto
c o n el mineral, aunque esa primera solución
puede ser solución de pre-tratamiento, o más
a menudo electrolito usado. En todo caso, la
solución de tratamiento es la solución que está
en contacto con el mineral antes del lavado y
el contenido de cobre de esta solución es uno
d e los factores más grandes de la eficiencia del
proceso de lavado.
El proceso de lavado consiste en u n desplazamiento descendente de la solución que cubre
y satura el mineral lixiviado, o los relaves, por
una serie de soluciones de lavado y agua. Si
esta solución que cubre, o solución de tratamiento se sacara sin desplazamiento, el volum e n removido no sería igual al volumen que
originalmente cubre el mineral, ya que los relaves retienen más o menos 8,25 por ciento de
•su peso en humedad. Aproximadamente u n
cuarto del volumen original de la solución que
cubre el mineral, es retenida por los relaves,
y el problema del lavado consiste en desplazar
y diluir, la solución así retenida. En la práctica
el lavado de los minerales de Chuquicamata
no ha demostrado ser un desplazamiento d e
soluciones c o m o en u n émbolo, ni una serie
de diluciones completa. La solución que no
está totalmente absorbida por los relaves se
desplaza con cierta mezcladura; pero l ^ ^ í í u ción absorbida no se mezcla de u n
completo con las soluciones desplazadoras con la
"velocidad con que ellas pasan por el estanque.
Si se pudiera emplear suficiente solución y
agua, y se pudiera hacer u n lavado suficientem e n t e lento, los valores en la humedad final
de los relaves podrían reducirse casi a nada.
Tal como se procede, estos valores se reducen a
límites económicos.
F i g . 9 . — R e l a c i ó n del c o b r e i n s o l u b l e e n a g u a
d e l o s relaves c o n el p r o m e d i o d e á c i d o l i b r e
d e la s o l u c i ó n e n c o n t a c t o c o n el m i n e r a l
d u r a n t e el r e m o j o .
Basada en un remojo t o t a l de 90 horas; 1,60 por
ciento de cobre en el mineral a la e n t r a d a ; 0,053
por ciento de cobre insoluble en ácido en el mineral
que e n t r a ; 9,181 por ciento de t a m a ñ o m a y o r que
0,371 pulgadas a la e n t r a d a .
La curva inferior d a los factores de comparación
calculados de la curva de a r r i b a . Divídase el cobre
insoluble en agua de los relaves, obtenido b a j o condiciones cualesquiera, por el f a c t o r correspondiente
al promedio de ácido libre en el remojo,, para obtener ei valor probable del cobre insoluble en agua
de los relaves, si el promedio de ácido libre en el
remojo fuera de 50 grs. por litro y las demás condiciones quedarán las mismas.
Las soluciones de lavado son en realidad una
mezcla de solución de tratamiento y agua,
decreciendo a través de la serie la proporción
de solución de tratamiento y aumentando la
de agua. Agua sola forma el ú l t i m o lavado de
la serie. Para prevenir que las soluciones de
lavado aumenten su contenido de cobre al
usarse repetidamente de carga en carga, se
"adelanta" una cierta cantidad leí primer
lavado, o se descarta y se reemplaza por una
cantidad igual de lavado segundo. Esta cantidad de segundo lavado se reemplaza por una
de tercero y esta última por una de cuarto.
Para contrapesar el volumen se usa una cantidad suficiente de agua para reemplazar el
"adelanto" del cuarto lavado y satisfacer la
humedad de los relaves.
La cantidad de primer lavado adelantada
pasa a formar el "adelanto", tal como se h a
definido anteriormente, o se bombea direc-
— 17 —
t a m e n t e al depósito de "descarte". A menudo
se emplea una parte como "adelanto" y el
resto va al depósito de "descarte". En todo caso
•se clasifica, se mide y se muestrea por separado. Esta solución, sin considerar su destinación subsiguiente, se clasifica como soluc i ó n de post-tratamiento, tal como se la ha
definido anteriomente. El volumen de esta
solución depende del volumen del agua empleada, aumentando directamente por unidad
d e a u m e n t o de agua. El a u m e n t o en el contenido total de esta solución no aumenta direct a m e n t e con el a u m e n t o de agua, ya que una
parte de esta agua diluye la solución de posttratamiento. Este es el motivo por qué la cantidad total de cobre, el ácido total disponible
y otros constituyentes de la solución que se ha
de descartar no son m u y influenciados por el
volumen de agua al formar el "descarte" de
post-tratamiento. Por otra parte, cuando se
descarta electrolito usado, la solución de posttratamiento se usa como el "adelanto" para
formar el volumen de solución descartada del
sistema primario de solución. En este caso,
tanto la cantidad c o m o el contenido total de
la solución descartada aumenta directamente
c o n la cantidad de agua empleada, hasta alcanzar cierto equilibrio.
Sin importar donde se haga el descarte de
solución, o el volumen de la solución descartada, la cantidad total de cualquier constituy e n t e descartado debe finalmente igualar al
¿ a n o de este constituyente del mineral. Al hacer la exposición que antecede, se han considerado el cobre y el ácido libre (ácido total disponible) como partes del m i s m o constituyente,
y a que el cobre extraído en la electrólisis deja
ácido libre en cierta proporción fija. Aun así lo
establecido es solamente aproximado, ya que
u n a cierta cantidad del ácido total disponible
s e transforma en el tank-house y en el proceso
d e descloración. Sin embargo la cantidad descartada o eliminada de algún otro modo, debe
igualar al gano del mineral, y la cantidad total
de ácido disponible por otra parte eliminado
no importa para la cantidad descartada en relación al p u n t o de descarte o a la cantidad de
agua empleada. En el tank-house se introduce
algo de fierro y también en la descloración de
la solución concentrada; pero la cantidad es
pequeña con relación a la cantidad introducida del mineral; y c o m o en el caso del ácido total
'disponible, no interviene en el punto que consideramos. El cloro naturalmente se elimina
e n parte principal, de otro modo. El punto es
é s t e . Los constituyentes del sistema primario
d e solución llegarán a contrapesarse cuando
2 Lixi
las cantidades eliminadas sean iguales a las
cantidades introducidas. Estando todos los
constituyentes del sistema primario, con excepción del cloro, repartidos a través de este sistema, más o menos en la misma proporción
que el ácido total disponible, la discusión se
limitará en su mayor parte a este constituyente.
Al descartar electrolito usado, la cantidad
total deácido disponible en el sistema primario
debe diluirse al mismo contenido por unidad
de volumen que hay en la solución descartada.
Esteefecto a menudo se obscurece debido a que
el volumen total del sistema primario es grande y se necesita u n tiempo largo para que los
constituyentes contenidos lleguen a contrapesarse bajo cualquier juego de condiciones.
Sin embargo, el efecto eventual del a u m e n t o
de la cantidad de agua empleada al descartar
electrolito usado, es el de aumentar la dilución
de todo el sistema primario y del descarte en
igual grado, pero no el de aumentar la cantidad total del ácido total disponible descartado.
Cuando se descarta solución de post-tratamiento, la solución descartada se diluye
directamente y la concentración del ácido total disponible en el sistema primario no se
afecta materialmente por la cantidad de agua
empleada, ni, en consecuencia, por la cantidad
de la solución descartada, aunque en ambas
formas de descarte la cantidad de ácido total
disponible descartada será la misma,después
que el sistema de solución se ha equilibrado.
Por las razones que anteceden, cuando es
deseable aumentar el ácido total disponible
en el sistema primario, se descarta solución
de post-tratamiento, y para disminuir el ácido
total disponible en este sistema se descarta
electrolito usado. En este último caso la cantidad de agua debe regularse cuidadosamente;
en el primero, esto no es tan importante. Para
disminuir la concentración de fierro, ácido
nítrico y molibdeno en el sistema primario,
se emplea u n descarte del electrolito usado.
Para realizar esto último, hay que sacrificar
una cierta cantidad de la concentración de
ácido total disponible. Desde la introducción
del ánodo Chilex y la modificación introducida
en 1922 en el proceso de descloración se ha hecho practicable controlar los constituyentes del
sistema primario de solución por el descarte de
solución sólo, sin añadir H2SO1 comercial.
Puede que esto no siempre sea posible y a veces, en la actualidad el procedimiento no es dei
todo satisfactorio. Sin embargo, no se ha introducido e a el proceso regular n i n g ú n otro
— 18 —
modo de eliminar el fierro, ácido nítrico y
molibdeno, que por descarte de solución.
Al desplazar la solución de tratamiento de
la carga, se produce cierto avance inevitable
de la primera solución de lavado en el sistema
primario, debido a la mezcla que se opera durante el desplazamiento y a la retención de solución y humedad por los relaves. Resulta así
que la solución de tratamiento producida no
es exactamente igual a la solución que estaba
en contacto con los relaves inmediatamente
antes del lavado. Es la última solución la que
realmente influye en los valores que llevan la
solución de post-tratamiento, las soluciones
de lavado y humedad final de los relaves. Para
cada carga tratada se toman muestras para determinar los contenidos de esta solución que
se denomina^ "la última cubierta antes del
lavado". Esta es la solución primaria que debe
lavarse de los relaves. La cantidad retardada de
esta solución y la cantidad del primer lavado
que inadvertidamente se adelanta, son iguales;
siendo una simplemente desplazada por la
otra. Esta cantidad es independiente de la
cantidad de agua o solución de lavado que se
emplea, y es u n poco menor que la cantidad
de humedad retenida por los relaves, aunque
ésta es una función de la última. Alcanza por
término medio a 650 metros'cúbicos por carga o
a 635 litros por tonelada de mineral tratada.
La solución primaria retardada se reparte
por intermedio de la solución de post-tratamiento, en los lavados y en la humedad final
de los relaves, llevani o los valores de las soluciones de lavado a u n cierto punto que depende de la cantidad de agua empleada y del
punto de descarte. La dilución por este adelanto inevitable al sistema primario, depende
de la porción de agua en el primer lavado.
Este primer lavado se diluye algo por. el aumento de la cantidad de agua empleada; pero
esta dilución no guarda casi proporción con
dicha cantidad de agua; en consecuencia, no
hay dilución en el sistema primario cuando no
se emplea un adelanto deliberado. Para descartar solución de post-tratamiento producida
en cualquier punto que no sea entre el tratam i e n t o y el primer lavado (i. e. descarte después de la producción del primero, segundo,
tercero o cuarto lavado) no ayudará materialm e n t e a la concentración de los valores en el
sistema primario. La cantidad de solución
primaria retardada en cada caso será la misma.
Los lavados que preceden al punto de descarte
simplemente pasaron a formar parte del sistema primario, aumentando en.concentración
basta devolver prácticamente tanto de cada
constituyente por unidad de volumen al descarte, a los lavados que siguen al descarte y a
la humedad final'de los relaves, como lo que se
devolvería al sistema primario de solución e n
contacto con los relaves antes del lavado. Continuando u n descarte de solución después de
cualquier lavado ha producido los mismos resultados como si ese lavado y los precedentes
se hubieran eliminado. El verdadero efecto
que produce el retardo del punto de descarte
en el sistema de lavado es el de aumentar la
proporción de solución primaria en la h u m e dad final de los relaves y disminuir la proporción en la solución directa de descarte. Esto
no es económico, ya que la primera no se puede»
thtues
Rtmommq
in Fina!
Tatlirgs
Moisturc
0
10 20 JO 40 50 60 70
Cu.bic Mete rs,
80 90 100
Fig. 10.—Disposición de las soluciones e m p l e a n d o ' S u a t i ' o l a v a d o s d e 1,650 m e t r o s c ú b i c o s c a d a u n o y 1,700 m e t r o s c ú b i c o s d e a g u a .
Volumen original p a r a cubrir la carga, 3,400
metros cúbicos; h u m e d a d en los relaves 875 m e tros cúbicos; proporción de lavado, 800 m e t r o s
cúbicos por hora.
Las soluciones que salen están r e p r e s e n t a d a s p o r
las áreas comprendidas entre líneas horizontales
y las líneas verticales 0 y 100. La cantidad de c a d a
solución que llega, en cualquiera solución saliente
está representada por el área entre las curvas indicadas dentro del área que representa la solución
saliente. Cada pequeño c u a d r a d o es igual a 100 metros cúbicos.
E j e m p l o s : Area R - S - T - U - V = cantidad de l á vado segundo que e n t r a y que se va con el primer
lavado =1,009 mts. cúbicos. Area W-X-Y-Z = cantidad de solución primaria q u e - e n t r a antes del l a vado y que ?.e v a con el l a v a d o segundo = 120 m t s .
cúbicos.
— 19 —
descobrizar antes del descarte y la última sí.
En relación con este punto debe recordarse que
la cantidad total de solución primaria descartada es la cantidad que va en la solución del
descarte deliberado y la cantidad que va en
la humedad final de los relaves, ya sea que se
descarte solución de post-tratamiento o electrolito usado.
La concentración con la cual un constituyente cualquiera llegará al equilibrio en el
sistema primario se puede calcular como sig u e : A la cantidad de cualquier constituyente
extraído del mineral por la solución súmense
las cantidades de este constituyente introducidas por otro lado y réstense las cantidades
sacadas o transformadas por otros medios
diferentes del descarte de solución. La cantidad resultante se calculará en gramos obtenidos por tonelada métrica de mineral tratado.
Divídase este resultado por los litros de solución
primaria descartada por tonelada métrica
tratada y el cuociente dará la concentración
en gramos por litro del constituyente en el
sistema primario, que resultará de cualquiera
cantidad y forma fijas de descarte. Algunos
cálculos que aparecerán más adelante se han
efectuado de esta manera.
Para evitar confusión, no se hizo mención
previa del punto que sigue. Hay una cierta
cantidad de adelanto inevitable de agua en el
sistema de solución primaria con cada carga
tratada, debido a la humedad en el mineral
original y en los relaves que quedan en el
estanque después de efectuar la descarga.
Siendo esta cantidad casi constante por carga
tratada, no entra en el cálculo de la cantidad
de solución de tratamiento que es necesario
producir o introducir para cubrir una carga.
En conclusión, el punto y cantidad del descarte se determinan atendiendo a la concentración relativa de ácido tota^l, disponible, fierro,
ácido nítrico y molibdeno en el sistema primario, teniendo en cuenta naturalmente, que
empleando una solución de post-tratamiento,
la cantidad del descarte no es tan importante,
y que mientras más agua se emplee, mejores
serán los resultados del lavado de los relaves.
El descarte tendrá que ajustarse para contrarrestar las variaciones en el gano relativo de
los constituyentes del mineral pre-citados. El
gano de ácido total disponible es comúnmente
el factor dominante de este sentido; pero debe
tomarse en consideración el problema de la"
descobrización de la solución de descarte.
En la planta de descloración, el cobre que se
saca de la solución de descarte se convierte en
cemento de cobre. No es económico producir
más de una cierta cantidad de éste; y en consecuencia, esta consideración limita el contenido de cobre'de la solución que debe descartarse. Anteriormente se ha mostrado que, cualquiera que sea el punto del descarte o el volum e n de éste, Ja cantidad total del ácido total
disponible gastado y descartado debe finalmente ser igual al gano de él obtenido del mineral. La concentración en ácido total disponible en el sistema primario puede ser influenciada; pero no la cantidad descartada. La porción de cobre en el ácido total disponible variará considerablemente; si el descarte es electrolito usado, el contenido de cobre será el de
la solución devuelta del tank-house, que es
normalmente de 15 gramos por litro* pero si el
descarte es de solución de post-tratamiento,
el contenido de cobre será normalmente m u cho menos. Dependerá del contenido de cobre
en la última solución que cubre el mineral
antes del lavado, y, en menor grado, de las condiciones durante los períodos de remojo y de
la duración relativa de éstos. Este último factor, como se explicará más adelante, puede
expresarse en función del contenido medio de
cobre de las sóluciones en contacto con el
mineral durante el remojo total. La cantidad
de agua empleada influye sobre el cobre total
de la solución descartada solamente hasta el
punto de disminuir o acrecentar la cantidad
de cobre retenido por la humedad final de los
relaves. Esta es relativamente despreciable en
la mayoría de los casos. El contenido total de
cobre no debe confundirse con la ¿concentración relativa que se expresa en gramos por litro. La cantidad de agua empleada influye
muchísimo más sobre la concentración que
sobre el contenido total. En relación con este
punto, es necesario explicar por qué el ácido
total disponible es siempre aparentemente
menor en u n descarte de solución de post-trafhmítento que en uno de electrolito usado, teniendo en vista lo expuesto, de que la cantidad
total del ácido total disponible debe ser finalmente la misma en ambos casos. La explicación está en la palabra "finalmente". No es
deseable continuar con u n descarte de electrolito usado tan grande como en el caso de descartar solución de post-tratamiento, por consideración a la dilución del sistema primario;
y así resulta que es c o m ú n m e n t e posible diluir más el descarte de solución de post-tratamiento que el de electrolito usado. Sin atender a la dilución, el contenido de cobre del
descarte de solución de post-tratamiento es
más o menos el 70 por ciento del contenido del
descarte de electrolito usado, con los métodos
—
actuales de producción de soluciones concentradas y soluciones de tratamiento. El método
actual, tal como ha sido explicado, permite la
producción de una última solución cubridora
antes del lavado con u n contenido de cobre
muy poco superior al del electrolito usado. La
solución de post-tratamiento, sin embargo, se
diluye c o m ú n m e n t e a 8 ó 10 gramos de cobre
por litro.
Es el contenido de cobre total el que influye
sobre la cantidad de cemento de cobre producido en la planta de descloración. Para reducirlo se usa mandar la solución para descarte
al tank-house para hacerla planchas, en parte,
antes déla descobrización final en la planta
de descloración. Hacerla planchas quiere decir someterla a la descobrización parcial por
electrólisis. No es tan económico en cuanto a
consumo de energía reducir a planchas la solución de descarte, como hacerlo con la solución concentrada, de modo que el tank-house
sacrifica algo de su capacidad al sacar planchas
de la solución. No es económico producir planchas de solución con m u c h o menos de 7 gramos
por litro, aunque posiblemente se pueden producir cátodos apropiados para tratamiento en
el horno para fundir barra pa. a alambre, cuando se produce plancha con solución hasta de 5
gramos por litro. Por regla general no se hacen planchas de solución de post-tratamiento;
ésta va directamnte del depósito de descarte a la
planta de descloración. El electrolito usado
descartado c o m ú n m e n t e se hace planchas y
después se devuelve del tank-house a la planta
de descloración. Sin embargo, trabajando a
plena producción puede ser necesario hacer
planchas las dos soluciones a fin de mantener
la producción de cobre cementado dentro del
m í n i m u m requerido. En ese caso hay que considerar el contenido total de cobre y no la concentración en cobre de la solución de descarte.
Hay que recordar que la producción de planchas de ninguna manera afecta al total de
ácido disponible descartado. Al hacer planchas se libera ácido.
Algunos de los puntos precedentes se pueden aclarar estudiando la fig. 10.
Este diagrama se construyó con los resultados calculados de más de 300 cargas y además
se obtuvieron datos de muestras tomadas cada
15 minutos de soluciones de las cargas para las
cuales se habían igualado las soluciones de lavado por mezcla previa.
La curva que limita la solución de tratamiento o solución primaria sigue muy'aproximadamente una cierta ecuación entre los puntos
" b " a "c". Desde el origen de la curva hasta el
20
—
punto "b" hay casi una línea recta. Esta porción de la curva denota la mezcla mecánica de
las soluciones antes de saturar el mineral.
Desde el punto "c" hasta "d", la curva cambia debido al cambio de acción durante la
operación de sacar la solución por abajo para
el lavado final con agua, y en el drenaje.
La cantidad de solución primaria que queda
en el estanque después de sacar cualquiera
cantidad de solución puede calcularse aproximadamente por medio de la siguiente ecuación:
M
R=
, en la cual
O
R = metros cúbicos de solución primaria que
quedan en el estanque.
M = metros cúbicos de la humedad que queda
en los relaves.
C = una constante que depende de la naturaleza del mineral y de la razón de lavado.
Un valor medio para C, que se aplica aproximadamente para razones de lavado comprendidas entre 400 y 1,200 metros cúbicos por hora es:
C = 1,440—0,00031 W fórmula en la cual
W = razón de lavado en metros cúbicos por
hora.
v = U—D.
U = metros cúbicos de solución sacada después
de iniciar el lavado.
D = T—M= metros cúbicos drenados.
T = metros cúbicos de solución para cubrir y
saturar el mineral lixiviado antes del lavado.
Entre el origen de la curva y el punto "b"
la cantidad R puede calcularse como si dicha
curva fuera una línea recta, desde U = D—700
a U = D + 750. El punto "b" está en U = D + 750.
Esto no es exacto y la cantidad R calculada de
este modo debe corregirse para que corresponda a la calculada por la ecuación para U = D
+ 750. Las otras curvas son prácticamente paralelas a la de que nos hemos ocupado y siguen
a la misma a intervalos que representan los
volúmenes de los lavados. Teniendo esto presente, los valores pueden calcularse mediante
la ecuación para cada uno de los lavados.
Las cantidades así calculadas de solución
primaria y de cada uno de los lavados, c o m o
— 21 —
salientes en el último lavado, deben aumentarse en 20 por ciento para corregir el cambio de
acción durante la operación de sacar el agua y
drenar. Las cantidades del aumento deben
deducirse de las respectivas cantidades de cada
solución que sale con el próximo o con el últim o lavado.
14
Coppei1 Contení
_ o-f fhe Pnmory
Post-treotment
'in Oroms per Liter
Solufion
in
the_
DiscardSo/uhcn
ry ,
ciones. Para usar el diagrama para otras cantidades de agua diferentes de 1,700 metros
cúbicos o para otros puntos de descarte distintos del indicado, las líneas horizontales deben
modificarse para adaptarse a esas condiciones.
Debe recordarse que cualesquiera que sean
las condiciones el punto "s" quedará a la
m i s m a distancia vertical del punto "d".
Esta distancia es igual a la cantidad que representa el volumen D.
A pesar de que el diagrama o los cálculos
basados en la ecuación no son exactos, los resultados de las operaciones durante los últimos seis meses se comprobaron de este modo
m u y aproximadamente.
Para construir el diagrama y hacer los cálculos se tomó en cuenta el ácido total disponible en las soluciones, antes que.el contenido
de cobre. Debido al efecto de las capas descrito
anteriormente, el contenido del cobre de la
solución primaria queforma la última cubierta
16 16 20 22 24 26 28 JO 32 34 36 38 40 42
Grams perLiter Copper In-the Rrimary Solution
de la carga antes del lavado, se cambia a través
de la carga. También la cantidad de cobre
contenido en la parte de solución quesaturalos
relaves en forma de humedad, es algo mayor
que el contenido aparente de cobre de la solución que forma la última cubierta. Esto se
debe a la falta de mezcla completa a través de
la carga, especialmente en las partículas de
mineral o relaves. Debe recordarse que la' solución que penetra las partículas durante
30 u 80 horas de remojo, no se mezcla fácilmente con la solución que viene a ponerse en
contacto después. El efecto de esta mezcla
incompleta se hace más pronunciado a medida que se reduce la última parte del remojo.
16 18 20 22 24 26 28 30 32 34 36 38 40 42
El gano invariable que da el balance del cobre
Grams per Liter Copper in the Primar^ Solution
soluble en agua y del lavado, prácticamente
para todas las cargas, y el contenido de1 las
Fig. 1 1 . — E f e c t o d e l c o n t e n i d o d e c o b r e m e d i o
soluciones de lavado demuestran a este hecho.
d e l a s s o l u c i o n e s s o b r e el c o n t e n i d o d e c o b r e
del adelanto, descarte y h u m e d a d de los
Se ha investigado la relación entre el conterelaves.
nido de cobre de la solución primaria que se
va con el adelanto y el descarte y la humedad
El n ú m e r o en el extremo superior de cada línea
de los relaves, y el contenido medio de cobre de
es igual al n ú m e r o de gramos de cobre en promedio
las soluciones en contacto con el mineral dupor litro de las soluciones en contacto con el minerante el remojo. La fig. 11 muestra el efecto de
ral d u r a n t e el remojo.
esta última combinado con el efecto del contenido de cobre de la solución que forma la
Las cantidades de soluciones primarias y última cubierta antes del lavado sobre el conagua que componen la solución de tratamiento' tenido de cobre de la solución' primaria que
que sale, el adelanto y el descarte y cada uno forma parte del adelanto, del descarte y de la
de los lavados, pueden calcularse de la ecuación humedad de los relaves. La fig. 12 muestra el
o diagrama suponiendo que el lavado se haya efecto del contenido de las soluciones mencionadas sobre el contenido de cobre soluble en
conducido bajo las mismas condiciones hasta
agua de los relaves.
haber llegado a equilibrar el sistema de solu-
—
800
1000
1200
22
—
1400
1600
1800
Cu M oí Water Used
2000
2200
2400
Fig. 12.—Variación, del cobre soluble en agua de los relaves
Basada sobre 10,235 toneladas métricas de mineral en carga; 875 metros cúbicos, o sea 8,26 por ciento
de agua en los relaves; agua empleada 1,700 metros cúbicos; razón de lavado 800 metros cúbicos por hora.
Para convertir las cantidades en tanto por ciento, hay que dividir por 97,23.
El número en el extremo de cada línea indica la cantidad de gramos de cobre, en promedio, por litro
de las soluciones en contacto con el mineral durante el remojo.
Los valores dependen de que se empleen 6,600 metros cúbicos de solución de lavado, o sea, 645 litros
por tonelada métrica de mineral.
La curva de abajo da los factores para la corrección aproximada de las cifras de arriba, para los volúnenes del agua empleada aparte de los 1,700 metros cúbicos. Multipliqúense los resultados del diagrama
de arriba por el factor correspondiente al volumen del agua empleada, determinado de la curva de abajo.
TABLA PARA LA CORRECCION DE VALORES
DETERMINADA POR EL DIAGRAMA Y CURVA DE LA FIG. 1 3
Razón de
lavado
letr. cúbics.
por hora
1,200
1,100
1,000
900
800
Multiplicar
los
resultados
por
1,0533
1,0400
1,0267
1,0133
1,0000
Razón de
lavado
metr. cúbics,
por hora
700
600
500
400
Multiplica r
los
resultados
por
0,987
0,973
0,960
0,947
— 23 —
La fig. 13 da las cantidades de solución primaria y agua que forman el adelanto, el desc a r t e y la humedad final de los relaves; también da las cantidades de éstas que hay en el
descarte total. De los diagramas de la fig. 11
y de las curvas de la fig 13 se puede calcular
«1 contenido de cobre del adelanto, del descarte
y de la humedad de tos relaves.
La fig. 12 muestra el efecto de algunos factores que influyen sobre el cobre soluble en
agua de los relaves; pero el carácter general del
mineral o de los relaves a menudo obscurece
m u c h í s i m o el efecto de los factores considerados. Los resultados indicados en esta figura concuerdan m u y aproximadamente con los
resultados medios calculados con los datos de
•300 cargas.
El beneficio derivado de una razón de lavado
m á s baja no parece ser tan grande como se
podría creer. El aumento en la solución pri-
800
1000
1200
1400
maria desplazada de los relaves, y que entra e n
los lavados, en gran parte vuelve a los relaves
a través del incrementado contenido de los
lavados. El volumen de solución de lavado debe
aumentar con la duración del lavado para obtener el efecto completo del aumento del tiempo de contacto. Estando limitados por la capacidad de los depósitos los volúmenes de solución de lavado empleados actualmente, el
aumentarlos exigiría establecer u n sistema de
lavado en contracorriente. Esto sería posible
hacerlo simplemente mediante algunos cambiosde cañería,aun para una mayor producción,
lo que permitirían las instalaciones actuales*
Sin embargo, una vez establecido u n sistema
de esta clase, debe mantenerse una regulación
muy cuidadosa del ciclo y la planta de lixivia»
ción no puede servir, hasta el punto que lo hace actualmente, de amortiguador para absorber las irregularidades operatorias. Vale la
1600
1800
Cu. M of Water llsed
2000
2200
2400
Fig. 13.—Volumen de las soluciones primarlas
La curva 1 muestra el volumen de solución primaria en la solución descartada con diversas cantidades de agua, cuando la humedad dé los relaves es de 875 metros cúbicos y el descarte se hace entre
la producción de solución de tratamiento y el primer lavado. Este es el "adelanto" cuando se descarta
electrolito usado. Para obtener el volumen total de solución, réstese 875 de la cantidad de metros cúbicos de agua empleada. Para obtener el volumen de agua en la solución, réstense los valores dados por esta
curva del volumen total de solución.
La curva 2 da el volumen de solución primaria en la humedad de los relaves bajo las mismas condiciones de la curva 1. También se aplica cuando se descarta electrolito usado y deberá agregarse al descarte de electrolito usado paara obtener el descarte primario total.
La curva 3 da el descarte primario, cuando se hace el descarte bajo las condiciones de la curva 1.
E s la suma de las curvas 1 y 2, y da también el volumen de agua adelantado al sistema primario cuando
no se hace adelanto deliberado.
Para obtener el volumen total de agua adelantada para el caso en que se hace adelanto deliberado,
agregúense los valores dados por esta curva al valor del agua en adelanto, determinado de la curva 1.
Los valores dados por estas curvas están expresados en metros cúbicos por carga tratada. Para reducirlos a litrete por tonelada métrica de mineral tratada, divídase por 10,235 la cantidad de metros cúbicos
determinada por las curvas.
Las curvas están basadas en el empleo de 6,600 metros cúbicos de solución de lavado, o 645 litros por
ton. métrica de mineral.
— 24 —
pena considerar un esquema de este género y
realizar un ensayo bajo las actuales condiciones de producción restringida.
Debido a las dimensiones y largo de las cañerías, una tu bada de solución concentrada o de
electrolito usado, al mezclarse con las soluciones de lavado durante la preparación de lavar
ia carga, afectaría considerablemente los resultados de esa carga y de varias cargas sucesivas. Es importante usar ciertos sistemas de
cañerías solamente para lavar, disponiendo las
conexiones de las válvulas de tal modo que sea
-difícil usar otras tuberías distintas de los sistemas y bombas destinadas al lavado. Las goteras de las válvulas de la planta se revisan por
lista a lo menos una vez cada cuatro meses, y
con mayor frecuencia cuando se sospechan
pérdidas.
DETALLES DE LOS SISTEMAS DE SOLUCIONES
Hay dos juegos de soluciones, una para los
estanques 1 a 6 y otro para los estanques 7 a 13.
Hay alguna irregularidad en cuanto al volumen
de los lavados individuales debido a las dimensiones de los "sumps" y el volumen del lavado
para los estanques 7 a 13 es mayor, en proporción a la capacidad de dichos estanques, que
el volumen del que corresponde a los estanques 1 a 6. El cuarto "sump" de lavado para
ambas series es más grande que los demás a
fin de precaverse contra fluctuaciones inesperadas en el volumen de los drenajes. Los actuales volúmenes de los lavados son los que se
indican en la tabla 4.
TABLA 4.—VOLUMENES DE LAS SOLUCIONES DE LAVADO
Estanques
LAVADO
SUMP
1
2
3
4
Total
H
K
L
M
1a 6
Estanques 1 a 13
metros
metros
cúbicos
cúbicos
Lavado SUMP Lavado
empleado
empleados
1.450
1.450
1.450
1.850
6.200
P
R
O
N
1.750
1.750
1.750
1.750
7.000
Esta tabla muestra que el volumen total medio de solución de lavado que se emplea es de
6.600 metros cúbicos, o más o menos 645 litros
por tonelada métrica de mineral. El volumen
medio de cada lavado es de 1.650 metros cúbi-
cos, que.es la cifra que se ha tomado en l o s
cálculos generales.
Se alimenta el agua a las dos series de estanques de lixiviación por una sola cañería que
sale de un gran estanque de acero que a su
vez se surte gravitacionalmente del depósito
principal, o por agua que se devuelve con bombas desde la fundición. Desde el estanque d e
.acero el agua va por gravedad a los estanques
de lixiviación. Ya se ha tratado de la cantidad
de agua que se emplea por carga. El promedia
que se toma en cuenta es el de más o menos
.1.700 metros cúbicos ,por carga, o sea, 166 litros por tonelada métrica. En los estanques
grandes se emplean alrededor de 200 metros,
cúbicos más por carga que en los más chicos.
El descarte de post-tratamiento de ambas
series de estanques se bombea al "sump'^ I
que tiene una capacidad de 3.200 mejros cúbicos. Este sirve como un pequeño regulador
en la producción y distribución de la solución
de lavado. La solución descartada pasa del
"sump" I directamente por gravedad, o a
través de las secciones de planchas del tankhouse, a la casa de bombas N.° 1 y de allí a la
sección descobrizadora de la planta de descloración. El electrolito usado de descarte se traspasa al devolverse de la lixiviación, directamente, o a través de la sección planchas del
tank-house, a la planta de descloración.
Hay dos feries de solución de tratamiento,
una para cada serie de estanques. Los " s u m p "
F yG son los depósitos para las soluciones de
tratamiento que van y vienen de los estanques
1 a 6, y los sumps S y T sirven a los estanques
7 a 13. Cada serie de "sumps" puede contener
las cantidades máximas de soluciones de tratamiento y adelanto (estas últimas se bombean a los mismos " s u m p s " de aquéllas) que
se producen de una misma carga. Tal vez no
hay gran necesidad de los " s u m p s " , ya que
comúnmente esta solución se va usando a medida que se va produciendo; pero son de gran
utilidad para aumentar la flexibilidad de la
lixiviación, y se necesitan si hay que vaciar
inesperadamente un estanque o un " s u m p " .
Este caso se presenta cuando se rompe algún
nipple en el desagüe. La ruptura de algún
puente de descarga puede hacer necesario emplear los "sumps" de solución de tratamiento
a plena capacidad.
La solución concentrada de las dos series d e
estanques se bombea a través de la casa de
bombas N.° 4 a los "sumps" A, C, D o E, y de
éstos se traspasa a los "sumps" de reserva
AA, BB, CC, o DD, o se manda directamente
por gravedad a la planta de descloración. La
— 25 —
solución concentrada puede ir directamente a
la descloración desde estos últimos "sumps"
de reserva. El electrolito usado se devuelve del
tank-house a través de la casa de bombas
N.° 2 a los "sumps" B, D o E, o a los " s u m p s "
de almacenaje. De todos los "sumps" citados
el electrolito sale por gravedad a cualquiera
de los estanques de lixiviación.
Al principio se trató de usar los "sumps"
de almacenaje, o para el electrolito usado
para la solución concentrada que ya habia
sido desclorada. En el último caso la solución
concentrada de la planta de descloración podía bombearse de la casa de bombas N.° 2 al
estanque de entrada del tank-house o en caso
de exceso en la demanda del tank-house podría bombearse a los "sumps" de almacenaje.
En caso de faltar solución concentrada desclorada podía obtenérsela de los "sumps" mencionados reemplazándola por electrolito usado.
L a descomposición del ácido nítrico avanzaba más ligero en la solución concentrada desclorada que en cualquiera otra y por consiguiente no fué aconsejable almacenar esta solución cuando la tendencia a reaccionar del
fierro, ácido nítrico y molibdeno era anormal.
Parece que hay cierta tendencia a que esta
reacción se realice en cualquiera de las soluciones primarias, cuando se las almacena en
un "sump" por u n período muy largo. Sin
embargo, hay menos peligro en almacenar
solución concentrada sin desclorar que solución ya desclorada, porque el fierro férrico
producido en la primera puede reducirse fácilmente en el proceso de descloración. El electrolito usado puede almacenarse con el menor
peligro, porque al pasar las soluciones a través del mineral parece que hay tendencia a
barrer el NO liberado. El desprendimiento de
humos en las soluciones cuando la descomposición del ácido nítrico va en aumento, siempre
se advierte primero en la solución de tratamiento, la cual, como ya se ha dicho, es el electrolito usado que ha pasado en contacto con
el mineral durante el período más largo. En
realidad se han remediado varias situaciones
peligrosas haciendo circular todo el rebalse del
"tank-house" sobre el mineral lixiviado.' El
remedio está en el enfriamiento producido por
el mineral y la tendencia del NO de escapar
por el roce con el mineral y la agitación producida por la circulación rápida de las soluciones. Es recomendable mantener todas las
soluciones en movimiento, en cuanto sea posible, todo el tiempo.
Siendo la solución concentrada y el electrolito usado potencialmente lo mismo, las pro-
porciones relativas de cada uno en el sistema
primario, representan la relación habida entre
el suministro de cobre de la mina y de la carga
en el tank-house. El objeto de los "sumps" de
almacenaje es el de tener un amortiguador o
regulador en el proceso. Para obtener la capacidad de almacenaje máxima, es posible usar
los mismos sumps tanto para la solución concentrada como para el electrolito usado, dejando suficiente espacio para permitir sacar
una clase de solución de u n " s u m p " antes de
que haya necesidad de introducir otra. Es deseable mezclar solución concentrada con electrolito usado solamente en el estanque de
entrada del tank-house. Los " s u m p s " A y C
nunca se usan para electrolito usado, ni el
" s u m p " B para solución concentrada, por la
razón anotada anteriormente, y para facilitar la medición'y la mezcla a.un grado uniform e de la solución concentrada.
La solución de tratamiento es intermedia
entre solución concentrada y electrolito usado, y se mantiene con el mineral todo lo posible. Esta solución no pasa, de la carga en la
cual se produjo a la próxima carga tratada en
seguida, como ocurre con las soluciones de
lavado. Comúnmente pasa de una carga a la
cuarta o quinta carga tratada después en la
m i s m a serie de estanques. Se ha mencionado
que cada serie de estanques tiene su propio
juego de soluciones de tratamiento. El número
de soluciones de tratamiento (o el número de
cargas que simultáneamente puede cubrir la
solución de tratamiento) para cada serie de
estanques está arreglado de tal manera que
puedan estar en remojo al m i s m o tiempo
tantas cargas como sea posible. Para obtener
el máximo, el número de soluciones de tratamiento debe ser tal que cada solución de tratamiento se produzca casi al m i s m o tiempo
en que se la necesita para cubrir una carga
de mineral fresco. Como hay variación en los
intervalos de carguío de las cargas sucesivas, no
es posible hacer corresponder el tiempo de lavado todas las veces con el tiempo de carga, y
al llevar así el máximo absoluto del número de
soluciones de tratamiento no quedaría márgen de seguridad, el que se necesita en vista
de una posible ruptura del equipo de carga y
descarga o ante la necesidad inesperada de
vaciar u n estanque. El máximo absoluto de
soluciones de tratamiento en cada serie es
uno menos que el número de estanques de la
serie que se halla en condiciones de trabajo.
Sin embargo, eso requiere el empleo total de
los "sumps" respectivos durante ciertos intervalos, de modo que la práctica corriente es
— 27 —
llevar u n número de tratamientos en cada serie de estanques igual al número de estos m e nos dos. Siendo con los actuales métodos de
trabajo el electrolito usado y la solución de
tratamiento, de u n contenido casi idéntico,
el orden del empleo de éstas en el tratamiento de una carga no tiene importancia.
De aquí es que cuando la mina se para los
Domingos, sea costumbre cubrir una carga
extra en cada serie de estanques, con electrolito usado, aumentando así temporalmente el
número de soluciones de tratamiento.. Una
solución de tratamiento completa se usa después como "adelanto", a fin de desprenderse
de esta solución de tratamiento potencial cuando sea necesario. Se recurre a menudo a u n
procedimiento de esta clase para salvar apuros
cuando se necesita cuidar de algún exceso o
compensar alguna deficiencia en la cantidad
de electrolito usado en el sistema primario.
En la tabla 5 se puede ver el volumen máxim o total de solución que se puede llevar con
seguridad en el sistema primario. Esta considera 13 estanques en servicio, y contempla el caso en que estando todos los "sumps"
llenos con solución concentrada, no haya
electrolito usado para almacenar, y vice-versa.
TABLA 5.—VOLUMEN DE SOLUCION EN EL
SISTEMA PRIMARIO
«SUMP»
A
B
C
D
E
AA
BB
CC
DD
Todas soluciones concentradas sin electrolito usado. Metros cúbicos
6.400
0
3.200
3.200
3.200
3.800
3.80»
3.800
0
Todo electrolito
usado sin solución concentrada. Metros cúbicos
0
6.400
0
3.200
3.200
3.800
3.800
3.800
3.200
27.400
27.400
4
El " s u m p " DD, que puede contener 3.800
metros cúbicos, da u n cierto margen de seguridad. Para facilitar el cambio de soluciones
que se necesita hacer cuando varían las condiciones y para atender a diferencias volumétricas imprevistas y demoras en el descarté de
las soluciones, es mejor limitar el volumen total de solución concentrada y electrolito usado
a 26.000 metros cúbicos. El "sump" DD está
provisto de u n sistema lluvia (para enfriar el
electrolito usado devuelto al estanque para
mezclar a la entrada del tank-house), así como
lo están también los estanques de entrada del
tank-house. Cuando éstos están en trabajo, el
" s u m p " DD no está disponible para almacenar
solución, y el sistema primario deberá reducirse en m á s o menos 4.000 metros cúbicos
bajo esas condiciones.
TABLA 6.—MAXIMO DE SOLUCION PRIMARIA
Metros
cúbicos
Tank-house y estanques de entrada
(actualmente 9.500)
:...
Electrolito usado y solución concentrada (sin lluvia)
Soluciones de tratamiento para estanques 1 a 6 (todos en trabajo)
3.200X4
Soluciones de tratamiento para los
estanques 7 a 13 (todos en trabajo)
3.600X5
Total
12.000
26.000
12.800
16.000
66.800
EL CICLO
La duración total del ciclo, o sea, el tiempo
que trascurre entre la carga y descarga de cada
estanque de lixiviación, depende de la tasa
de producción; pero algunas divisiones de este
tiempo son de duración fija, independiente de
dicha tasa. El tiempo medio que se necesita
para cargar u n estanque con mineral es de
m á s o menos 8 horas. Trabajando con las dos
unidades de la planta de trituración se puede
reducir el tiempo de carguío considerablemente. Sin embargo, se contempla el carguío
simultáneo de un estanque de cada serie en un
promedio de 8 horas. Se espera que la capacidad máxima de la planta de trituración alcance para cuatro estanques por día.
El rellenamiento de la carga con solución se
puede efectuar durante el carguío, de modo
que se pierde el menor tiempo posible de remojo a causa del carguío. Sin embargo, las operaciones de cargar y cubrir el mineral con solución no siempre se pueden ejecutar simultáneamente, de modo que hay que imputar al
carguío u n atraso medio de 4 horas.
—
28
La descarga de u n estanque se puedé hacer
en
horas. Pero el tiempo total de lixiviación que se pierde por ciclo será de 8 horas porque el carguío sigue con este intervalo a la
descarga.
El lavado y drenaje de la carga se puede efectuar en 14 horas; pero se calculan c o m ú n m e n te 16 horas. Empleando dos juegos de bombas y
tuberías simultáneamente, esta operación
puede ejecutarse en 10 horas; pero m á s a menudo en la práctica se retarda la operación
antes de acelerarla. Un lavado más lento da
mejores resultados que uno rápido; pero el
alargamiento del lavado disminuye el tiempo
de remojo, de modo que hay que buscar el
punto conveniente entre el efecto producido
sobre el cobre soluble en agua y el cobre insoluble en agua de los relaves para determinar
las proporciones del ciclo que hay que asignar
al remojo y al lavado. Trabajando a plena capacidad, será sin duda lo más económico aprovechar para el lavado la capacidad total de
bombeo.
El tiempo de remojo y sus divisiones ya se
han discutido ampliamente. La duración de
éste depende naturalmente de la duración del
ciclo menos el tiempo empleado en el lavado,
la descarga y el carguío.
Considerando que la capacidad máxima absoluta sea de cuatro estanques diarios durante
13 días de cada 14, y que trabajen los 13 estanques, el tiempo medio entre el principio de dos
cargas sucesivas de cada estanque será de 84
horas. En la tabla 7 se indican las divisiones
de este tiempo, basadas en el método actual
de trabajo. Se dan los tiempos medios.
Los items 1, 3, 5, 7, 9 y 10 son más o menos
fijos e independientes del ciclo. Todos los
demás items varían más o menos en la misma
proporción con la duración del ciclo. Naturalm e n t e que el número y volumen de las soluciones concentradas producirán algunas diferencias, y el i t e m 9 puede alargarse si lo permite el remojo total. Para obtener mejor extracción el item 2 debería ser corto y el item 8,
largo. Como se ha dicho, la suma de estos dos
items formará siempre una porción más o
menos fija del remojo total, alargando uno a
expensas del otro, dependiendo la duración,
de ambos del espacio disponible para almacenaje de solución concentrada, o de si el suministro de la planta de trituración ha excedido
o no a la demanda del tank-house durante u n
período largo. La duración relativa del primer
y tercer remojos afecta directamente al promedio de ácido y cobre en contacto con las soluciones durante el remojo. Habría que remi-
—
tirse a los cálculos y curvas referentes a este
asunto. El acercamiento del item 1 al mínim u m de 8 horas depende del número de soluciones de tratamiento que haya en él sistema
y de la coordinación entre el comienzo del lavado en un estanque con el carguío de algún
otro.
Por lo que respecta al manejo de las soluciones, el máximo absoluto de producción está
limitado por el intervalo entre el comienzo del
lavado de una carga en una de las series de estanques hasta el comienzo del lavado de la
carga siguiente en la misma serie. Este intervalo puede reducirse a 8 horas empleando dos
bombas en la operación durante una parte del
tiempo. Así se pueden tratar seis cargas diarias. Los resultados estarán en relación.
TABLA 7.—CICLO DE CARGA
Titiras
1. Cargar y cubrir con solución
tiempo medio de contacto, 6 hr.)
2. Desde terminar de cubrir o cargar hasta empezar a dar la primera solución concentrada
3. Producción de la primera solu^
ción concentrada
4. Término de producción de la primera solución concentrada hasta comienzo de la s e g u n d a . . . .
5. Producción de la segunda solución concentrada
6. Término de producción de la segunda solución concentrada hasta comienzo de la tercera
7. Producción de la tercera solución
concentrada
8. Término de producción de la tercera solución, concentrada hasta
comienzo del lavado
9. Lavado y drenaje
10. Descarga y demora para empezar
el carguío
Ciclo total
10,0
15,0
2,4
6,4
2.4
6,4
2,4
15,0
16,0
8,0
84,0
Con las definiciones establecidas anteriormente se obtendrían los siguientes tiempos
efectivos de remojo:
Remojo
Horas
1. = 15 + MX6
18
2. = principio a fin tercera soluc... .29>
3. = 15 + 2
17
Remojo total . . . . . .
55
— 29 —
PLANTA DE VITRIOLO
De vez en cuando se vuelve a echar la primera solución concentrada con la misma carga
de mineral para enriquecerla más con el objeto de producir vitriolo azul. Esta solución
se echa sobre mineral fresco y la carga se deja
sumergida durante u n ciclo completo de los
estanques, para obtener la mayor saturación
posible de la solución. Este "droppingout" no
es absolutamente indispensable; pero asegura
una buena estancada de solución. Cuando la
solución ha alcanzado u n punto de saturación
razonable, o lo más pronto que convenga, se
saca de la carga una cantidad de dicha solución
suficiente para llenar una de las bateas para
vitriolo, y se continúa la lixiviación como de
costumbre. Hay dos bateas para vitriolo con capacidad de 540 y 425 metros cúbicos respectivamente. Estas bateas se pueden llenar sin
cuidado hasta una profundidad de 77 cm. y
tienen superficies de 700 y 550 metros cuadrados respectivamente. El vitriolo se produce
por evaporación de 50 por ciento del volumen
primitivo de la solución en dichas batéas, evaporación que se efectúa por la acción solar a
razón de % cm. por día. El sulfato de cobre
formado de esta manera tiene en promedio al
rededor de 23,5 por ciento de cobre y sale suficientemente libre de constituyentes nocivos
en la solución, para poderlo introducir satisfactoriamente en la solución para planchas
primeras ("starting-sheets") que se emplea
e n la sección de ánodos solubles del tankhouse. Comunmente se emplea así para ayudar
a mantener el contenido deseado en esta solución y permitir la purificación de ella por
descarte. Se ha vendido una cantidad considerable de este vitriolo como producto comercial.
La capacidad de la planta es aproximadamente
de 60 toneladas mensuales.
PLANTA DE DESCLORACION
Esta planta se proyectó en primer lugar para
eliminar el cloro de la solución concentrada
antes de someterla a la electrólisis. Las f u n ciones de esta planta se han extendido a la descobrización de las soluciones que deben descartarse y a la reducción del fierro férrico de la
solución concentrada.
Al entrar la solución concentrada a la planta
de descloración, se hace pasar una pequeña
porción de ella a u n estanque agitador, donde
se la emplea para; emulsionar lo que se llama
cemento de cobre lavado. La emulsión formada
se alimenta al canal que conduce la solución
concentrada la que pasa entonces por u n agitador Parral, donde se operan las siguientes
reacciones:
(1)
Cu
+
del cemento de
cobre lavado
CuCl,
= Cu 2 CI 2
de la solución
concentrada
Precipitado
(2)
Cu
+ Fe2 ( S 0 2 ) 3 = 2 Fe S 0 4 + C u SO
del cemento de de la solución Queda en la solución
cobre lavado
concentrada
concentrada
De este modo se efectúa la precipitación del
cloro y la reducción del fierro férrico.
Del agitador Parral la solución concentrada
pasa a estanques de clarificación y de allí va
al tank-house. El cloruro cuproso se asienta
en estos estanques, de los cuales se decanta la
solución en rotación y se saca el cloruro m e diante una grúa y se lo traslada a los cajones
mezcladores. En estos cajones el cloruro cuproso se pone en contacto con lejía caliente de
Fe CI2, que lo disuelve posiblemente según la
reacción siguiente:
(3) Fe Cl,
Lejía
+
Cu , Cr,
= Fe (Cu Cl t ),
Cloruro cuproso Lejía enriquecida
La lejía enriquecida pasa de los cajones mezcladores a los tambores de precipitación, los
que se cargan con fierro viejo. En estos tambores se precipita cemento de cobre según la
reacción siguiente:
(4) Fe (Cu CU) . + F e
= 2 Fe C U + 2 Cu
Lejía enriquecida En emulsión de los tambores
La emulsión de cemento de cobre en lejía
pasa de los tambores y sigue a través de pequeños estanques de clarificación en los cuales se
asientan los granos más gruesos del cemento.
El producto de estos estanques se saca periódicamente y se lo prepara secándolo para despacharlo a la fundición; a veces se lo lava antes
de secarlo. De los mencionados estanques clarificadores la emulsión pasa a otros estanques
donde se asienta el resto del cemento de cobre.
Este producto se denomina cemento de cobre
no lavado. De estos últimos estanques la lejía
pasa a u n depósito desde el cual se la bombea
por medio de u n air-lift a los cajones mezcladores para disolver más cloruro cuproso. Puede
notarse que el contenido de Fe Cl2 de la lejía
aumenta cada vez después de ponerse en contacto con el cloruro cuproso. Para evitar que la
concentración de la lejía se eleve, se le agrega
— 30 —
agua, y el exceso de lejía así producido se desagua o se descarta del sistema para entregarlo
al lavador de agitación que se emplea en el
proceso de descobrización. Se trata de mantener la lejía entre 26 y 30 grados Beaumé. La
reacción que se forma en los tambores produce
calor, el que hace la lejía más activa para disolver el Cu 2 Cl 2 . Para mantener en equilibrio el
contenido de la lejía, hay que sangrar del sistema tanto Fe Cl 2 como entra en él, o todo el
cloro eliminado de la solución concentrada
debe finalmente ir en la lejía descartada al
proceso de descobrización.
El cemento de cobre no lavado se saca con
una grúa y se lleva al lavador de agitación en
el cual se echa la lejía descartada. En este
aparato se pone en contacto la lejía con el
cemento de cobre, con solución de post-tratamiento o electrolito usado que haya de descartarse. El cobre se precipita de estas últimas
soluciones según la ecuación siguiente:
(5)
2 Cu
cemento no
lavado
+
2 Fe Cl«
lejía
descartada
+
llevado a los clarificadores de cloruro cuproso
en la solución concentrada con el Cu 2 Cl 2 precipitado de ella.
También se indicó una molécula de Fe Cl 2
en exceso en la reacción (5). Esto denota simplemente que el Fe Cl 2 recogido en el proceso
debe finalmente ir a los estanques de pampa.
Podría parecer a primera vista que una parte
del cloro de la lejía descartada f u é retenido;
pero esta retención es sólo aparente ya que el
Cu 2 Cl 2 formado en la descobrización a u m e n t a
el formado en la descloración de la solución
concentrada, y de aquí resultan las cantidades que entran en la lejía empleada y en la
lejía descartada, como se ha explicado anteriormente.
En realidad la cantidad de Cu y Cu 2 Cl2 q u e
da cualquiera de las ecuaciones y^las cantidades producidas no están de acuerdo, como s e
ha indicado. Hay c o m u n m e n t e u n exceso d e
ambos componentes en todas las reacciones»
Cu SO,
Sol. de
post-trat.
o electrol.
usado descartado
La solución para descartar pasa del lavador
de agitación a otros estanques donde se asienta
el cemento de cobre lavado. La solución descartada pasa por estos decantadores y se lleva
a los llamados estanques de pampa. El asentamiento no es perfecto y por esto no hay acuerdo
con los cálculos basados en la ecuación (5). El
asentamiento y precipitación del cobre de esta
solución se completa después en los estanques
de pampa. El rebalse de los clarificadores de
la planta de descloración tiene más o menos
en promedio 0,5 gramo de cobre por litro, y el
de los estanques de pampa sale con más o menos 0,3 gramo por litro. La solución que sale
de estos últimos estanques se bota.
En la ecuación (5) se indica un átomo extra
de cobre que no entra en la reacción. Se emplea
u n exceso de cobre en este proceso para que el
producto (cemento de cobre lavado) resulte
apto para ser empleado en la descloración de
la solución concentrada. Este cemento de cobre lavado se saca de los clarificadores y se lleva
al estanque agitador en el cual se prepara la
emulsión para la descloración. El cobre de
este producto es el que entra en las reacciones
(1) y (2). Seobserva que el Cu 2 Cl2 contenido
en este producto no se notó en estas reacciones. No toma parte en ellas y es simplemente
Cu 2 Cl»+Cu + Fe S0 4 + Fe C1
Cemento de
En solución
cobre lavado.
para descartar
y los productos de cloruro cuproso, c e m e n t o
de cobre lavado y cemento no lavado, son todos mezclas de Cu y Cu 2 Cl 2 en diversas proporciones, aunque el cemento de cobre no lavado
lleva muy poco Cu 2 Cl 2 . Estos productos están
además saturados con las soluciones-'con las
cuales han estado en contacto y llevan los valores de Cu, C1 y Fe correspondientes a la humedad. Es uno de los objetos del proceso d e
descobrización eliminar el Fe Cl2 de la h u m e dad contenida en el cemento de cobre empleado en la descloración. Al principio se usó en.
la°déscIoración cemento de cobre sin lavar.
Este naturalmente estaba saturado con lejía
e introducía fierro en la solución concentrada,
lo que no es deseable. En el proceso de descobrización, esta lejía se diluye y se reemplaza
por la solución descartada, la que está en exceso
grande sobre la lejía que entra en el proceso.
Por esto es que el proceso de descobrización s e
llama frecuentemente proceso de lavado. A
pesar de este lavado el cemento de cobre lavado
lleva algo de fierro que se introduce en la solución concentrada. Para reducir esta cantidad
a veces se da al cemento- de cobre u n segundo
lavado. Para efectuarlo se lleva el producto de
proceso de descobrización a u n agitador donde
se le pone en contacto con solúción descartada
— 31 —
sola. De este agitador la solución pasa a unos
clarificadores donde se asienta el cemento de
cobre de doble lavado. La solución, que no se
ha modificado materialmente con esta operación, se bombea otra vez al agitador donde
se pone en contacto con lejía descartada y cemento de cobre no lavado, y se descobriza según
la ecuación (5). El cemento de cobre de doble
lavado, que es lo m i s m o que el cemento lavado
salvo alguna modificación en cuanto al contenido de humedad, es el producto que se emplea la descloración de la solución concentrada.
Hasta ahora poco ha sido el beneficio visible
proveniente de la aplicación de este doble lavado, y su empleo ha reducido la superficie de
decantación para las soluciones que hay que
botar, en grado suficiente para advertir el
aumento del contenido de cobre de dichas soluciones. Trabajando a plena carga, sería imposible usar este doble lavado sin incurrir en
una considerable pérdida de cobre. Parece que
apenas se justifica el doble lavado, ya que con
lavado sencillo la cantidad de fierro introducida con el c e m e n t o de cobre parece ser en
promedio de solamente 13 gramos por litro,
contra 220 grs. provenientes del mineral.
Se ha insinuado que los granos de cemento
de cobre lavado van tan cubiertos con Cu Cl2
que la eficiencia de este producto en la descloración se reduce muchísimo. Sin duda que esto
es a menudo cierto; pero la proporción entre la
lejía descartada y el cobre no lavado que se
emplea en la descobrización, introduce variaciones considerables en la composición de
cemento de cobre lavado. Estas variaciones no
siempre se pueden controlar de u n modo fácil. Se ensayó u n sistema que consistía en
lavar parte del cemento no lavado en la solución descartada sin añadir lejía, usando este
producto para la descloración con el resto del
cemento no lavado que va al procesp de^descobrización y devolviendo el producto de este proceso a los estanques clarificadores de cemento
de cobre no lavado. En estos estanques el Cu 2
Cl2 de los granos gruesos de cobre sería disuelto
por la lejía y el producto se volvería a usar como cemento de cobre no lavado. La dificultad
que hay con este sistema es que el cemento
de cobre no lavado lleva bastante humedad con
Fe Clj para completar parcialmente la descobrización de la solución descartada, sin adición de la lejía directamente descartada y( se
ensucia hasta cierto grado con Cu 2 Cl 2 .
• Más adelante se darán encuna tabla los análisis de los productos de lat descloración.
Podrán juzgarse las proporciones de Cu y
Cu 2 Cl2 de cada uno de ellos.
La única fuente de donde se introduce cloro
a la planta de descloración es la solución concentrada. Si desapareciera el contenido de
cloro del mineral habría que añadirle sal o
modificar el procedimiento. Aparentemente
el m i s m o cloro se usa una y otra vez, y una vez
formado u n stock de Cu2 Cl2, teóricamente
podrían mantenerse sin recurrir a una f u e n t e
de cloro; pero esto es imposible realizarlo bajo
las condiciones operatorias actuales, ya que el
cloro se pierde continuamente en ciertos p u n tos.
El contenido de cobre de la solución que se bota del proceso de descobrización aumenta m á s
rápidamente con la falta de cloro para satisfacer el cobre, que con u n exceso de dicho elemento, aunque el Cu 2 C b del producto es soluble en Fe CI2. Por consiguiente, se mantiene
c o m ú n m e n t e u n ligero exceso de Fe CI2 en la
solución que se bota.
Queda una cierta cantidad de cloro en el cemento de cobre que se saca del sistema para
mandar a la fundición, aun cuando este producto se trata especialmente para eliminar el cloro.
El asentamiento no es perfecto y pasa al
"tank-house" una cierta cantidad de cloruro
cuproso en suspensión. Una parte de éste aparece finalmente en los sedimentos que se l i m pian del tank, y que ya no vuelve a la planta de
descloración.
Es cierto sin embargo que con u n manejo
cuidadoso puede conducirse el proceso con u n
contenido bajo del cloro en el mineral, aunque
cuando éste contenido cae al punto en que con
u n descarte normal de las soluciones puede
mantenerse la concentración en cloro del sistema primario en 0,15 gramos por litro, no
resultará económico seguir empleando el actual
proceso de descloración o descobrización para
este solo objeto. Con un contenido de menos
.de 0,15 gramo ( por litro de cloro en el electrolito este elementó'no será tan nocivo que necesite eliminarse. Se llegará probablemente a
esta situación cuando el contenido de cloro
del mineral baje a más o menos 0,01 por ciento;
pero en ese caso habrá que tomar en consideración el gano de ácido del mineral. Deberá
variarse el punto de descarte para mantener
en el sistema primario la concentración de
ácido deseada, y ya que sin descloración, la
concentración de cloro y ácido total disponible seguirá la una a la otra en la solución, habrá de considerarse la razón entre el gano de
ácido y el contenido de cloro del mineral, antes que este último contenido solo. La cifra
0,01 es más baja que la qíie c o m ú n m e n t e se
da para el caso; pero esto se debe a que se tiene
— 32 —
en'vista una disminución de los radicales ácidos del mineral juntamente con la disminución del contenido de cloro.
Teniendo presente que solamente un átomo del cobre precipitado del Cu 2 Cl 2 por el
fierro es neto en el procedimiento actual, el
costo de la depositación electrolítica del cobre
es m u c h o menor que el de la precipitación
por fierro viejo, salvo el caso en que la primera
se lleva hasta»dejar un contenido de cobre
m u y bajo en el rebalse de las celdas, aunque
hay que tomar en cuenta que la planta de
descloración ha impuesto desde el principio
gastos considerables en experimentación y
modificación del equipo. Por esta razón se ha
hecho presente el caso de que será indudablem e n t e económico parar la descloración cuando
el contenido de cloro del mineral baje a 0,01
por ciento, si no antes, y descobrizar las soluciones descartadas por electrólisis hasta el
punto más bajo que sea posible sin producir
cátodos blandos y terminar la precipitación
con fierro viejo. Bajo tales condiciones habrá
que cuidar del fierro contenido en la solución
primaria mediante alguna adaptación de neutralización o neutralización parcial y purificación con cal de la solución concentrada,
o reducción con S 0 2 que sería practicable si el
a u m e n t o de cobre sulfurado en el mineral
guardara relación suficiente con la disminución del cloro y de los radicales ácidos del
mismo. También es probable que acompañe
a la disminución del cloro una disminución
del ácido nítrico del mineral, y si esto último
es el único componente de la solución directam e n t e afectado por el molibdeno, con el
descafte normal de solución se mantendría
el contenido de fierro dentro de sus límites,
y las dificultades producidas por el fierro
en estado férrico no serían excesivas.
El origen del cobre que entra en los productos de la planta de descloración está en el Cu 2
Cl 2 de la solución concentrada y el cobre contenido en la solución descartada. Una parte
de este cobre (aproximadamente 8 por ciento)
sale de la planta en suspensión en la solución
concentrada que va al tank-house y en la solución que se bota de los estanques de pampa.
El resto se va en la solución concentrada en
la reducción del fierro férrico o va a la fundición donde se convierte en ánodos solubles.
Estos últimos se usan en el tank-house para producir planchas delgadas. Por uno u
otro camino el cobre pasa finalmente a los
cátodos del tank-house y más o menos con el
mismo gasto. Como se pueden producir
buenas planchas delgadas de la solución pri-
maria en celdas con ánodos solubles, y esto
está resultando práctico actualmente en él
tank-house, no hay la intención de producir
cemento de cobre para la fundición, y la reducción del fierro férrico no ocasiona ningún
gasto adicional.
La cantidad de cobre que se saca de la solución concentrada es inevitable y depende del
contenido de cloro de ella. La cantidad que se
saca de la solución descartada depende del
contenido de cobre con que queda la solución
después de sacar planchas y antes de su tratamiento en la planta de descloración. Cuando
la elaboración de planchas se lleva hasta u n
límite económico (recordando la conveniencia
de sacar por lavado el fierro y el cloro del cemento de cobre que se emplea en la descloración) el cobre separado de los procesos queda
disponible para la reducción del fierro férrico,
y el gasto que ocasiona la precipitación del
cemento de cobre así empleado del Cu 2 Cl 2 , no
debería cargarse a esta reducción. Sin embargo
si se eleva el contenido de las soluciones descartadas para satisfacer las exigencias de la
reducción del fierro férrico, la precipitación
del mayor contenido de cobre de la solución
descartada debería cargarse a la reducción
de ese fierro férrico.
En la precipitación de cemento de cobre por
medio del fierro viejo más o menos 7 por ciento
del producto resulta demasiado grueso pará
poderlo usar de un modo eficiente en los procedimientos. Esta porción consiste de granos
de cobre de un tamaño mayor que doscientas
mallas. Es recomendable sacar una cantidad
suficiente del producto de los tambores para
asegurar la separación de los granos gruesos,
del sistema. Si se saca en los clasificadores
anteriormente mencionados m á s o menos 10
por ciento del cobre ganado en la planta, los
resultados se considerarán satisfactorios; de
modo que se deducirán del cobre sacado en el
proceso, 10 por ciento de cobre grueso y 8 por
ciento por pérdida en el producto arrastrado
en suspensión por las soluciones, para obtener
la cantidad de cobre disponible para la reducción del fierro férrico.
Puesto que el fin inmediato de la precipitación del cobre del Cu2 Cl 2 no es el de formar cemento de cobre para usos determinados, sino
descomponer el Cu2 Cl 2 que inevitablemente
se forma, la cantidad de fierro viejo y la capacidad necesaria de los tambores deberían calcularse con relación a la cantidad mínima de
Cu 2 Cl2 que hay que descomponer. Esto, como
se ha establecido anteriormente, depende directamente del contenido de cobre en la solu-
— 33 —
ción descartada y del de cloro en el mineral.
Teniendo presente que es necesario precipitar un átomo de cobre extra por cada átomo
sacado de la solución, la cantidad de cobre
que hay que precipitar puede expresarse por
la siguiente ecuación:
C = 2X L X D + 17.941XN
Siendo:
C = gramos de cemento de cobre que hay que
precipitar por tonelada métrica de mineral ti atado.
L = litros de solución descartada por tonelada métrica de mineral tratado.
D = gramos de cobre por litro en solución para
descartar (después de hacer planchas,
cuando se la emplea para ello).
N = por ciento de cloro en el mineral.
De este valor de C, comunmente para seguridad, hay que deducir 10 por ciento por el
Cu y el Cu 2 CI2 que se va en suspensión, por
descobrización incompleta de la solución descartada y descloración imperfecta de la solución concentrada. Eáta cifra se aumenta con
menores contenidos de cloro en el mineral y
cobre en la solución descartada. También se
puede modificar la cifra por cambio en las
condiciones de asentamiento o en el método
de manipulación del producto de los estanques de pampa y residuos del estanque de entrada del tank-house.
Bajo las condiciones operatorias posibles
actuales, la cantidad de fierro viejo que se
consume en la precipitación del cobre del Cu2
Cl 2 depende principalmente de la clase de fierro
que se emplee. Parece que el fierro forjado y el
acero dan los mejores resultados, mientras
que la fundición y el llamado "bailed-tin" reducen considerablemente la eficiencia. En los
últimos cuatro años la cantidad de fierro viejo consumido ha sido en término medio más
o menos 0,6 veces la cantidad de cobre precipitado. En las tablas 8 y 10 figura una cifra más
alta; pero durante el período a que corresponden dichas tablas se usó una gran proporción
de "bailed-tin".
El cemento de cobre que se saca de los clasificadores es un producto mojado y fangoso,
con un alto contenido de fierro y cloro debido
a la humedad de lejía que lleva. Este producto
se deposita en estanques colectores hasta que
haya u n estanque de preparación disponible,
y entonces se los traspasa a este último. Los
estanques de preparación están dotados con
3 Lixi
fondo de filtro, y con ellos se puede reducir la
humedad del producto en 10 a 15 por ciento.
Este producto es más barato de tratar en el
horno de viento, de lo que sería en su estado
original. El contenido de fierro del producto
suele ser deseable para el horno de viento, no
así su contenido de cloro; por esto a veces se
lo lava y se lo seca antes de despacharlo a la
fundición. Para lavarlo se cubre el producto
con la solución desechada del proceso de descobrización. Esta solución desplaza la mayor
parte de la lejía contenida como humedad, y
contiene mucho menos cloro y fierro que
ésta. La solución desechada se desplaza después por agua, la que se deja escurrir por el
fondo de filtro. Si se emplea agua sola en el
lavado, se precipitan sales básicas de fierro,
y éste no se elimina. Las soluciones desechadas
tienen mucho ácido y mediante su empleo en
la forma indicada se evita la precipitación de
las mencionadas sales básicas.
TABLA 8.—ESTADISTICA DE LAS OPERACIONES DESDE EL 1." DE OCTUBRE DE
1927 HASTA EL 1.» DE ABRIL DE 1928.
Número de cargas tratadas
322
Ton. métr. mineral tratado; promedio
por carga 10.176, total
3.276.715
Por ciento de cobre total en el mineral
tratado
1.622
Por ciento de cobre insoluble en ácido
del mineral
0.053
Por ciento tamaño mayor que 0,371 pulg.
en el mineral
9.181
Por ciento cobre total en los relaves. ..
0.167
Por ciento cobre soluble en agua en los
relaves
0.022
Por ciento de agua en los relaves
8.271
Por ciento de extracción del c o b r e . . . .
90.242
Kgs. ácido ganado por ton. métr. m i neral tratado
7.166
Duración media de los remojos en horas:
Primero
Segundo
Tercero
Total
Tiempo medio de lavado neto, en horas
Tiempo medio de drenaje, en horas..
27.19
41.29
22.25
90.73
13.19
3.51
Contenido medio de las soluciones en contacto con el mineral durante el remojo: 29.97
grams./Litro de cobre y 55.24 Grams./Litro de
ácido libre.
TABLA 9.— CANTIDADES Y CONTENIDOS, 1." OCTUBRE 1927 al 1.» ABRIL 1928
ITEM
Total de
metros
cúbicos o de
Toneladas
métricas
Sol. usada por carga para cubierta original
3.336m
Sol. concentrada producida
por carga
6.670 m
Sol. empleada en desplazar
sol. conc. por carga
6.670 m
Sol. de tratamiento producida por carga
3.336 m
Adelanto y sol. para descobriz. prod. por carga
996 m
Total sol. de lavado usada
por carga*
6.478 m
Primera sol. de lavado
Segunda sol. de lavado
Tercera sol. de lavado
Cuarta sol. de lavado
Agua empleada por carga . . .
1.888 m
Sol. conc. de planta lixiv. a
2.136.860 m
planta descloración
Sol. conc. de planta desclora2.136.860 m
ción a tank-house
985 t
Cloro eliminado
2.912 t
Fierro férrico reducido
Electrol. usado devuelto de
tank-house a la lixiv
2.000.763 m
55.697 m
Electrol. usado adescobriz...
Electrol. usado después hacer
planchas a la descobriza66.977 m
ción
152.377 m
Sol. post-trt. a descobriz....
275.051 m
Total sol. a descobriz
Cobre en soluciones a descobrización
2.965 t
Total ácido disponible en sol.
19.622 t
descartada
Sol. desechada del proceso
298.451 m
descobrización
298.451 m
Id. de estanques pampa
107 t
Cobre de estanques pampa .
Cobre de planta desclor. a la
1.359 t
fundición
Cobre de estanques pampa a
45 t
la fundición
Cobre precipitado de cloruro
6.796 t
cuproso
Fierro viejo consumido en
4.475 t
precipitación de obre . . . .
268 t
Vitriolo con 23,58 %Ccu
Promedio
por ton.
mét. de
mineral
tratado
Grs./Litro s
m SO
Grs./
Litro
Cu
Grs./
Litro
1
3.28 I
16,13
65,5í
6,55 L
35,41
47,77
6,52 L
14, lí
75,10
3,28 L
15,21
64,50
98 L
8,83
37,69
Cl
Grs./
Litro
Fe
total
Grs./
Litro
Fierro
férrico
Grs./
Litro.
1
6,39 L
7,28
4,15
2,71
1,85
1,86 L
6,55 L
35,39
47,85
0,59
4,60
1,37
6,55 L
301 g
889 g
36,19
46,09
0,13
4,62
0,01
6.11 L
17 L
14,44
14,89
78,54
74,13
0,21
4,60
1,13
I
(
20 L
47 L
84 L
9,10
9,77
905 g
5.988 g
91 L
91 L
33 g
415 g
14g
2.075 &
1.366 g
82 g
NOTA.— m. indica metros cúbicos; t. indica toneladas.
L. indica litros
g. indica gramos.
0,56
0,55
86,85
36,67
— 35 —
Contenido medio de la solución que cubre
el mineral antes del lavado: 17.41 Gr./Ltr.
cobre y 73.84 Gr./Ltr. ácido libre.
Fierro viejo consumido por 100 Kg. de cobre
precipitado: 65.86 Kg.
Con el método descrito de lavado y secado se
ha preparado u n cemento de cobre que a m e nudo puede cargarse directamente al horno
de ánodos, sin preparación previa en el horno
de viento.
Las tablas 8 y 10 dan los resultados de la
marcha de las plantas de lixiviación y descloración desde el 1.° de Octubre de 1927 hasta el
1." de Abril de 1928.
ligeras reparaciones. La capacidad de los
" s u m p s " ya se ha indicado. Todos ellos, con
excepción de los de almacenaje, tienen 12 pies
de profundidad; los últimos tienen
pies.
La profundidad incluye la cubierta de mástic
del piso. Los estanques 1 a 6 tienen 150 por 110
por 17 pies 5 pulgadas de profundidad. Los
"sumps" y los estanques están provistos de
"niples" de descarga de mástic. Cada "sump"
lleva un indicador de capacidad para medir la
solución contenida. Los flotadores de dichos
indicadores son simplemente frascos viejos
de "glass solution" que se mueven en guías de
madera. La escala de los indicadores está mar-
TABLA 10.—ANALISIS MEDIOS
PRODUCTOS EN LA PLANTA DE DESCLORACION, 1.» OCTUBRE 1927 a 1." MARZO 1928
ITEM
Cemento de cobre de la planta de descloración a la
fundición
Cemento de cobre de los estanques pampa a la fundición
Cemento de cobre no lavado, en proceso
Cemento cobre lavado en proceso
Cemento de cobre de doble lavado en proceso . . .
Cloruro cuproso en proceso
14,8
80,0
4,6
25,0
43,0
72,4
72,6
72,8
68,3
7,2
7,5
1,2
0,7
0,4
MUESTRAS COMPUESTAS DE ELECTROLITO USADO, í.° OCTUBRE 1927 A 1." ABRIL 1928
Grs./Lt.
Cu
Acido
C1
Fe
SO.
HN0 3
14,44
78,54
0,21
4,60
144,83
3,12
Grs./Lt.
Al . . .
As .. .
Sb....
Ca . ..
Mg . .
Na...
EQUIPO DE LA PLANTA DE LIXIVIACION
Los estanques y los "sumps" son de concreto
armado con revestimiento de mástic. Este
revestimiento tiene 4 pulgadas de espesor y
también tiene armadura que va ligada a las
paredes de concreto por ganchos de fierro
afirmados en éste. El actual revestimiento de
mástic da pruebas de poder durar 20 años con
1,75
0,242
0,009
0,475
0,147
6,74
Grs./Lt.
K
Pb
Sn
Mn
Mo
Total solids
2,30
0,011
0,004
0,135
0,248
197,78
cada para leer directamente en metros cúbicos.
Los estanques están provistos de fondos de
filtro que se componen de madera de pino
Oregón de 6 " X 6 " cubierta por dos capas de
tablones de pino de 2 " X 6 " con una capa de
estera de coco intercalada. La madera de
6"X6" va dispuesta en hileras con intervalos
de 10 pulgadas, y los extremos de los palos son
— 36 —
biselados para dejar pasar la solución. La priojera capa de tablones de 2"X6" se pone atravesada sobre los palos, dejando un espacio de
tres pulgadas. La cubierta de tablones superior
se coloca a ángulo recto con respecto a la primera. El espacio entre los tablones de esta capa
es de % pulgada. El conjunto se dispone de
manera que esta capa superior vaya paralela
a los dientes de la pala descargadora, disposi-
ción que aumejita considerablemente la duración de la madera. La duración media de esta
cubierta de madera es de más o menos
años, y durante ese tiempo hay que hacer
muchas reparaciones. Los estanques no se
descargan completamente a fin de salvar los
fondos de filtro.
Recientemente se ha colocado u n fondo de
filtro de u n tipo diferente en el estanque 8.
Fig. 15.—Plano general de la planta de descloración
— 37 —
La estera de coco se colocó sobre un falso fondo
que se extendía en una superficie de 384 pies
cuadrados sobre cada una de las dos salidas.
La estera se protegió con madera pesada dispuesta de tal manera que cada pieza se podía
reemplazar fácilmente. El resto del piso del
estanque se cubrió con pedazos desiguales de
maderas y tablones, solamente para proteger
el mástic. Este fondo de filtro debe durar indefinidamente con algunas reparaciones y sería
posible descargar este estanque de u n modo
más completo que los otros, aprovechando, en
consecuencia, mejor su capacidad. En este
estanque se necesitan 119 yardas de estera de
coco contra 1 833 que se emplean en los otros.
Los resultados obtenidos con este estanque
parecen ser tan buenos como en los otros, a u n que todavía hay alguna duda sobre si la pequeña superficie de falso fondo al fin se tapará.
En la fig. 14 se pueden ver las dimensiones
y largo de las cañerías de madera. Estas se hacen en la localidad. Las duelas se cortan de
madera de pino de 2X4 pulgadas. Los tirantes
circulares son de fierro forjado de Y¡ y 5/8
pulgadas de diámetro. Estos tirantes o aros se
colocan en la cañería a intervalos de seis pulgadas. Los tubos se hacen de 16 pies de largo,
salvo para los puntos en que se requieren largos menores. El machihembrado se llena con
pintura de mástic. Los tubos se unen con coplas de duelas de madera. Para conectar la cañería a un "fitting" se coloca en el extremo de
la cañería un flange de campana de fierro f u n dido. Anteriormente se acostumbraba a revestir los flanges con plomo antes de colocarlos a
la cañería. Se ha encontrado que es mejor vaciar el material de revestimiento entre la cañería y el flange de campana. La cañería se coloca verticalmente y se sostiene en posición
en el flange de campana por un dado. El m a terial fundido para el revestimiento se vacia
entonces entre la cañería y el flange. El m a terial consiste en plomo con 20 por ciento de
antimonio, aleación de imprenta, practicamente. Ultimamente se han hecho algunos
revestimientos de aleación en la parte inferior
y mástic en las dos pulgadas superiores. Estos parece que serán satisfactorios. El revestimiento se moldea de modo que quede una
cabeza protectora en el frente del flange. Se
han ensayado cañería de plomo, cañería de
mástic, cañería de fierro fundido con revestimiento de plomo, cañería redwood y cañería
de pino oregón. La última ha dado resultados
muchísimo más satisfactorios. Una gran parte
de la instalación es relativamente reciente, de
modo que no se dispone de datos seguros con
respecto a la duración media exacta de la cañería. Hasta ahora se ha indicado que este
promedio será de más o menos 10 años, salvo
en los primeros 200 ó 300 pies de la descarga de
las bombas, donde las cañerías sufren los
efectos de las vibraciones e irregularidad de la
presión. El material para las cañerías es m a dera escogida; pero un 5 por ciento de ésta se
desecha por inapropiada.
Los "fittings" son de fierro fundido revestido
con mástic. Se han ensayado revestimientos
de azufre; algunos dieron señales de larga
duración; pero cuando se trató de rehacer el
revestimiento de estos "fittings" se encontró
que el azufre había atacado el fierro fundido
y arruinado completamente el "fitting". En
las válvulas se colocan asientos de "duriron".
La maza de las válvulas es de bronce cubierto
con plomo, y llevan un disco de goma insertado
en el plomo que asienta contra el "duriron".
Se puede tener alguna idea de la magnitud de
la instalación tomando en cuenta el hecho de
que hay más de 600 válvulas en las cañerías
de la planta de lixiviación.
Se emplean bombas centrífugas. (Véase tabla 11).
Obsérvese que a veces la alimentación de
solución a las bombas se cierra para dar un
lavado más lento. También la proporción de
solución que se maneja durante el drenaje es
uri poco menor que la plena capacidad de las
bombas. En la producción de solución concentrada las bombas trabajan a plena carga. El
equipo y las conexiones están dispuestas de
tal modo que cualquiera operación se puede
acelerar más allá de la capacidad máxima de
bombeo usando en paralelo dos de cualesquiera
de los juegos de bombas y tuberías instaladas
para atender a esta operación.
Las bombas numeradas bajo el número 100
están en la casa de bombas N. 0 1; las numeradas
hasta el 200 están en la casa N. 0 2; las numeradas
hasta 300 están en la planta de descloración
y las numeradas hasta 400 están en la casa de
bombas N.° 4.
Ya se ha indicado que los sistemas de cañerías están agrupados para operaciones determinadas. Esta agrupación se puede ver más
claramente de la TABLA 10 y Fig. 14, que con
cualesquiera explicación detallada. Sin e m bargo, conviene mencionar que las tuberías
34 y 35 de 24 pulgadas están destinadas a llevar electrolito usado y solución de adelanto
a todos los estanques; y están provistas de
derivaciones para cada estanque. Las tuberías
50 sirven para conducir solución descartada.
Las bombas verticales están todas provistas
de rodamientos de bolas S. K. F. con conexión,
de las de tres pulgadas. Las bombas horizontales no tienen descansos de bolas. Los ejescajas y tirantes de las bombas verticales están
todos revestidos con aleación de plomo-antimonio. Los impulsores son fundidos del mismo material y llevan una mariposa de fierro
fundido. Los zapatos de las bombas van revestidos con mástic y también las válvulas de
prueba si las hay. Una mezcla de plomo con
10 por ciento de antimonio ha resultado ser
la más conveniente. Las bombas horizontales
tienen cajas e impulsores ya sea de plomo-antimonio o de "duriron". Como repuesto se
tiene en cada casa de bombas una bomba de
cada dimensión, lista para instalar. Cada bomba en servicio se desmonta después de cierto
tiempo, y se la reemplaza por otra de
repuesto, haya o no indicaciones de desperfectos. Se hacen las reparaciones a la bomba
desmontada y se la tiene lista como repuesto.
De esta manera se evitan fácilmente rupturas
serias de varias bombas a un tiempo, y desde
la adopción de este sistema ha habido muy
pocas reparaciones grandes que hacer.
Los pozos de las bombas son en su mayoría
de concreto con revestimiento de mástic; pero
en la casa de bombas N.° 4 se han hecho estanques de mástic armado sólido.
Cada batería de estanques está servida por
dos puentes de descarga. Los puentes de los
estanques 1 a 6 llevan cucharas de 6 toneladas.
Uno de los puentes de la batería de estanques
7-13 lleva cuchara de 12 toneladas, y el otro
lleva una de 8 toneladas. Las cucharas son del
tipo bivalvo y descargan a tolvas de 50 tons.
que lleva el puente, de las cuales se carga a los
carros que van al desmonte. Cada juego de
puentes trabaja en combinación con dos c o m boyes de 20 carros cada uno que trabajan paralelamente. Los carros son de tipo "western
d u m p " con descarga lateral. Las líneas que
sirven para acarrear los relaves son de trocha
normal. Las locomotoras con fogones a petróleo que trabajan en la movilización de los relaves, se han reemplazado por locomotoras
39
-
eléctricas y con este objeto se ha instalado en
parte un tercer riel y en parte trolley.
EQUIPO DE LA PLANTA DE DESCLORACION
El plano general de la fig. 15 y los cortes de
la fig. 16 muestran la planta de descloración.
Los "sumps" y lavadores de agitación son de
concreto con revestimiento de mástic. Los
agitadores Parral, los estanques de lejía y
canales son de mástic sólido armado. Este tipo
de construcción ha dado resultados satisfactorios bajo ciertas condiciones.
Los lavadores de agitación 3 y 4 sirven para
emulsionar el cemento de cobre que se usa en
la descloración. Los lavadores de agitación
3 y 4 sirven para la descobrización de solución
descartada y el 5 se emplea en el segundo lavado del cemento de cobre, cuando se aplica dicha operación. Los agitadores Parral se e m plean en la descloración de la solución concentrada. Recientemente se ha instalado un agitador mecánico para apurar la disolución del
Cu 2 CI2 en la lejía. Anteriormente el CU2 CI2
se vaciaba simplemente en tolvas cónicas, denominadas cajones mezcladores, a través de
los cuales pasaba la lejía. Estas tolvas tenían
descarga lateral cerca del fondo. Los agitadores mecánicos se mueven con motores de 30
H. P. Los ejes son de "tobin bronze" y los i m pulsores, de bronce. Los agitadores Parral han
dado resultados más satisfactorios que los
otros, pues son mucho más sencillos en lo que
se refiere a las reparaciones mecánicas; pero
dan qué hacer en el manejo de las emulsiones
más pesadas. Con un agitador en cada batería
basta normalmente para todo el servicio; el
segundo sirve de reserva.
La instalación de bombas ya se ha descrito.
Además se emplean elevadores de aire para m o ver la lejía, la que es corrosiva y desgastante al
mismo tiempo. No se ha encontrado un m a terial relativamente barato para las partes de
las bombas o revestimientos, que resistan satisfactoriamente a la acción de la lejía.
WELD
STD
PIPE
THREAD
BPOHZE
PIPE
UL
NfíZTLE
Fig. 17
DETAIL
y
Tamaño en
pulgadas
Tipo
Potencia
del motor
Capacidad media
estimada en mtrs.
cúbicos por hora
00
0
1
15
15
15
Vert.
Vert
Vert
250
250
250
800
800
800
2
15
Vert
250
800
3
4
5
15
15
15
Vert
Vert
Vert
250
250
250
800
800
800
6
7
11
12
21
21
23
31
32
201
15
15
9
9
3
3
4
9
9
15
Vert
Vert
Vert
Vert
Vert
Vert
hor.
Vert
Vert
Vert
250
250
75
75
m
20
75
75
250
800
800
250
250
40
40
70
250
250
800
202
15
Vert
250
800
203
211
212
311
312
321
15
3
3
6
9
4
Vert
Vert
Vert
Vert
hor.
hor.
250
7H
7H
40
75
20
800
800
800
125
125
70
331
332
333
334
401
402
403
404
405
406
411
412
4
4
4
4
15
15
15
15
15
15
6
6
hor.
hor.
hor.
hor.
Vert
Vert
Vert
Vert
Vert
Vert
Vert
Vert
20
20
20
20
250
250
250
250
250
250
40
40
70
70
70
70
800
800
800
800
800
800
125
125
EMPLEO
1
Bomba N.°
1
TABLA I I .—DATOS SOBRE LAS BOMBAS CENTRIFUGAS
Lavado de estanques 1 a 6.
Lavado de estanques 1 a 6.
Repuesto de 00, 0, 2 y 3 y para bombear solución
conc. no desclor. a depósitos.
Para devolver electrolito usado del tank-house
a la lixiviación o a depósitos.
Id. que 2.
Repuesto para 5, 6 y 7.
Devolver electro, usado a estanque entrada tankhouse o a depósitos.
Id. que 5.
Id. que 5.
Circular sol. conc. fresca o de partida.
Circular sol. conc. fresca o de partida
Drenar piso casa bombas y derrames.
Id.
que 21.
Id.
que 21.
Bombear sol. descart. a planta desclor.
Id. que 31.
Bombear sol. desclor. a estanque entrada tankhouse o a depósitos.
Id. que 201 y para o mudar electrol. usado o sol.
conc. no desclor. de casa bombas 1. a depósitos.
Id. que 202.
Recoger derrames.
Recoger derrames.
Para usar en segundo lavado cemento Cu.
Id. que 311.
Bombeo sol. conc. para emulsionar cemento de
;
cobre para la descloración.
Sifonear cloruro cuproso de los clarific.
Id. que 331.
Id. que 331.
Id. que 331.
Dar sol. conc. de todos los estanques.
Id. que 401.
Repuesto de 401, 402, e imprevistos.
Repuesto de 405, 406 e imprevistos
Lavado estanques 7 al 13.
Id.
id.
Recoger derrames.
Recoger derrames.
— 41 —
Los elevadores de aire se han comportado
bien en este trabajo. Se usan dos elevadores
de aire de 8. pulgadas para mover la lejía, y uno
de tres pisos de
pulgadas para drenar el
pozo de donde chupan los otros. Este último
aspira de una pequeña tasa de dos pies de hondura que está en el fondo del pozo o estanque
principal de los "air-lifts". El "air-lift" de
drenaje debe sacar toda la solución rápidamente para limpiar el fondo del pozo, aunque
la altura es de 44 pies.
Dos "air-lifts" de 8 pulgadas están instalados en el pozo principal para devolver la lejía
de un "surge tank" al estanque principal de
alimentación de los "air-lifts". También hay
un "air-lift" de 8 pulgadas para trabajar en
paralelo con la bomba 321. La bomba se m a n tiene por lo general como reserva del "air-lift"
Estos air-lifts son del tipo inyector, (Fig.
17) provistos de inyectores de bronce con alto
contenido de cobre.
Hay nueve estanques para asentar el Cu2
Cl 2 de la solución concentrada. La superficie
total de éstos, es de 8,433 pies cuadrados. Habiendo siempre uno de estos estanques en l i m pia para sacar, el Cu 2 CI2, la superficie quedará
HEAD
fíN
u n poco corta para trabajar a plena capacidad.
La solución se sifonea de estos estanques con
ayuda de bombas para limpiarlos.
Para asentar el cemento de cobre no lavado
o el cemento proveniente de los tambores se
dispone de los clarificadores 2, 3, 4 y 5. La superficie total de éstos es del,084piescuadrados.
Uno de estos estanques está siempre en l i m pia. El cobre grueso se saca de la emulsión que
sale de los tambores en dos pequeños estanques
clasificadores que tienen 6 pies de profundidad
y una superficie de 80 pies cuadrados cada
uno. Todo el producto de los tambores pasa a
través de estos clasificadores antes de entrar
a los clarificadores 2 a 5. Los clasificadores
trabajan en forma continua y no se decantan
para descargar el producto. Se saca de ellos el
cobre grueso y se coloca en los clarificadores
6 A y 7 A, que sirven solamente como estanques de almacenaje para el cemento de cobre
mientras queda disponible alguno de los.estanques de preparación para recibir este m a terial. El cobre grueso se seca o se lava y se
seca en los estanques de preparación 1,6B y
7 B. Estos estanques están provistos de fondo
filtrante de estera de coco de una construc-
NECES5ARY
FE£T
OESIRABLE
Fig. 18
4.—Lixi
MORE
A
AS
ción semejante a la empleada en los estanques
de lixiviación; pero con maderas más gruesas.
Los clarificadores 8 a 16 se emplean para
asentar el cemento de cobre lavado de las soluciones que se desechan. La superficie total de
éstos es de 1,860 pies cuadrados y a lo menos
uno está siempre en limpia. Estos depósitos
se decantan y para ello no se necesita de bombeo.
Cuando el cemento de cobre se somete a
doble lavado se utilizan los "sumps" 8 a 13
para el primer lavado y los 14 a 16 para el segundo. Trabajando a la capacidad máxima la
superficie de asentamiento para el cemento
de cobre lavado será amplia, salvo el caso en
que se emplee doble lavado.
L<5s clarificadores de cloruro cuproso se sirven con una grúa Shaw de 10 toneladas, y los
de cemento de cobre tienen dos grúas del mismo tipo. Se emplean cucharas bibalvas de
bronce.
42 DISCUSION
C. S. WITHERELL, New York, N. Y.—Creo
que sería deseable oir algo más sobre el efecto del molibdeno.
W. D B. MOTTER, Jr. New York, N. Y.—El
asunto del molibdeno es arriesgado de discutir. No sabemos mucho sobre esta cuestión.
Aparentemente el óxido molíbdico tiene algún efecto sobre el ácido nítrico que tiende a liberar.
Este efecto parece que se estimula en presencia de fierro férrico. Hay
aparentemente una serie de reacciones
que se desarrollan en el tank-house como resultado del contenido de molibdeno. Actualmente se están tratando de modificar
los métodos de manejo de la solución para
eliminar el molibdeno hasta u n punto tal
que no sea nocivo.
J. D. SULLIVAN, Tucson, Ariz.—¿Tiene efecto
el molibdeno en solución sobre la eficiencia
de corriente y sobre la polarización?
W. D. B. MOTTER Jr.—Afecta a la eficiencia
de corriente y no estoy seguro si afecta t a m bién a la polarización. Sin duda que tendrá
algún efecto. Creo que es el NO el que actúa.