- Ninguna Categoria
Diseño de una prensa continua para secado de harina de yuca.
Anuncio
UNIVERSIDAD SIMÓN BOLÍVAR
COORDINACIÓN DE INGENIERÍA MECÁNICA
DISEÑO DE UNA PRENSA CONTINUA PARA SECADO DE HARINA DE YUCA
Por
Antonio Valentino González Reyna
INFORME FINAL DE CURSOS EN COOPERACIÓN
Presentado ante la ilustre Universidad Simón Bolívar
Como Requisito Parcial para Optar al Título de
Ingeniero Mecánico
Sartenejas, Enero-Marzo de 2008
UNIVERSIDAD SIMÓN BOLÍVAR
COORDINACIÓN DE INGENIERÍA MECÁNICA
DISEÑO DE UNA PRENSA CONTINUA PARA SECADO DE HARINA DE YUCA
Informe de Pasantía realizado en
Centro de Ingeniería Mecánica, Fundación Instituto de Ingeniería
AUTOR: Antonio Valentino González Reyna
Carnet: 03-35984
TUTOR ACADÉMICO: Ing. Andrés Clavijo.
TUTOR INDUSTRIAL: Ing. Annyrene Mocao.
Sartenejas, Enero-Marzo de 2008
DISEÑO DE UNA PRENSA CONTINUA PARA SECADO DE HARINA DE YUCA
Realizado por:
Antonio Valentino González Reyna
RESUMEN
El presente trabajo tiene como fin la elaboración del diseño de una máquina capaz de
prensar yuca, la cual tiene como propósito principal la extracción del yare, para ser
involucrada en un proceso continuo de preparación del casabe.
El diseño debe presentar una salida de masa y de yare, la primera para seguir la línea
del proceso de casabe y la segunda para ser usada en el proceso de la elaboración de almidón.
El proyecto abarca el diseño conceptual y el diseño de detalle presentando los planos para la
elaboración de la máquina.
Dicho proyecto forma parte del “Diseño y puesta en marcha de mini planta de harina
de yuca para cooperativas y PYMES” actualmente en ejecución en la Fundación Instituto de
ingeniería.
PALABRAS CLAVES
Diseño, máquina, casabe, prensa
Sartenejas, Marzo 2009
i
INDICE GENERAL
INTRODUCCIÓN
1
CAPÍTULO I
LA EMPRESA
1.1 Identificación de la empresa
1.2 Reseña Histórica
1.3 Misión
1.4 Visión
1.5 Valores
1.6 Objetivos
1.7 Organigrama de la Empresa
1.7.1 Centro de Ingeniería Mecánica
1.7.1.1 Recursos Humanos
1.7.1.2Estructura Organizativa de CIMEC
1.7.1.3Líneas de Trabajo
3
3
3
4
4
4
5
6
7
7
7
8
CAPÍTULO II
PLANTEAMIENTO DEL PROBLEMA
2.1 Planteamiento del Problema
2.2 Justificación
2.3 Objetivos
2.3.1 Objetivo General
2.3.2 Objetivos Específicos
2.4 Alcances
2.5 Delimitaciones
2.6 Recursos Necesarios
2.6.1 Materiales y Equipos de Oficina
2.6.2Materiales y Herramientas de Taller
2.6.3 Humanos
2.6.4 Paquete Computacional
2.6.4.1 Hardware
2.6.4.2 Software
2.6.5 Otros recursos
9
9
9
11
11
11
12
12
13
13
13
13
13
13
14
14
CAPÍTULO III
MARCO TEÓRICO
3.1 Antecedentes técnicos
3.2 Fundamentos teóricos
3.2.1 Casabe
3.2.1.1 Descripción del Producto
3.2.1.2 Descripción del Proceso
3.2.1.2.1Recepción de la materia prima
3.2.1.2.2 Lavado
15
15
17
17
17
18
18
18
ii
3.2.1.2.3 Despuntado y raspado
3.2.1.2.4 Rallado
3.2.1.2.5 Prensado
3.2.1.2.6 Cernido
3.2.1.2.7 Horneado o cocción
3.2.1.2.8 Cortado y empaque
3.2.1.2.9 Empaque
3.2.2 Ingeniería
3.2.3 Diseño
3.2.4 El diseño en ingeniería mecánica
3.2.5 Consideraciones de diseño
3.2.6 Norma
3.2.7 Mecanismos
3.2.7.1 Mecanismos Planos, Esféricos y Espaciales
3.2.8 Esfuerzos
3.2.8.1 Momento flector
3.2.8.2 Momento Torsor
3.2.9 Diseño de uniones apernadas
3.2.9.1 Representación grafica de las roscas
3.2.9.2 Tipos de rosca
3.2.10 Transmisión industrial
3.2.10.1 Relación de transmisión
3.2.10.2 Engranajes
3.2.10.3 Correas trapezoidales
3.2.10.4 Cadenas
3.2.11 Teoría de falla
3.2.11.1 Criterio de la Máxima Tensión Normal (Rankine)
3.2.11.2 Criterio de la Máxima Tensión Tangencial (Tresca)
3.2.11.3 Criterio de la Máxima Energía de Distorsión (Von Misses)
3.2.12 Resorte
3.2.12.1 Representación y acotación de resortes
3.2.12.2 Materiales empleados para el diseño de resorte
3.2.12.3 Clasificación de los Resortes
3.2.12.3.1 Barras de torsión
3.2.12.3.2 Resortes de tensión o extensores
3.2.12.3.3 Resortes de compresión o muelles
3.2.12.3.4 Resortes discoidales o arandelas Belleville
3.2.12.3.4.1 Tipo de resortes discoidales o arandelas Belleville
3.2.13 Método de los elementos finitos
3.2.13.1 Tipos de análisis ingenieriles por elementos finitos
18
19
19
19
19
19
19
20
20
20
20
21
22
22
23
25
27
28
29
30
31
31
32
33
34
34
36
37
39
40
41
41
42
43
43
44
45
46
47
48
CAPÍTULO IV
MARCO METODOLOGICO
4.1 Consideraciones Generales
4.2 Diseño de la Investigación
4.3 Nivel de la Investigación
4.4 Técnicas de Recolección de Datos
4.4.1 Revisión Documental
4.4.2 Observación Directa
4.4.3 Entrevista Informal
4.5 Metodología
49
49
49
49
50
50
50
51
51
iii
4.5.1 Motor
4.5 .2 Estructura
4.5 .3 Transmisión de potencia
4.5 .4Sistema de prensado
4.5 .5 Sistema entrada de masa
4.5 .6Sistema de seguridad
4.5 .7 Sistema de extracción de masa
4.5 .8 Diseño de unión
4.5 .9 Cálculo de los rodamientos
4.5 .10 Calculo de fatiga
52
52
52
52
52
52
52
52
52
53
CAPÍTULO V
DESARROLLO
5.1 Diseño de prototipo de prensa de yuca
5.1.1 Parámetros Generales
5.1.1 .1 Levantamiento de Información
5.1.1 .1.1 Proceso de elaboración de casabe en Venezuela
5.1.1 .1.2 Proyecto general
5.1.1 .2 Ingeniería Conceptual
5.1.2 Parámetros específicos
5.1.2 .1 Ingeniería de detalle
5.1.2 .1.1 Motor
5.1.2 .1.2 Estructura
5.1.2. 1.3 Sistema de transmisión
5.1.2. 1. 4 El Sistema de Prensado
5.1.2 .1. 4 .1 Eje de Transmisión
5.1.2 .1. 4 .2 Rodamientos
5.1.2 .1. 4 .3 Tornillo Sin Fin
5.1.2 .1. 4 .4 Rejilla de filtrado
5.1.2 .1. 4 .5 Compartimiento de almacenado de yare
5.1.2 .1. 5 Válvula Reguladora de Presión
5.1.2 .1. 5.1 Resortes de disco
5.1.2 .1. 5.2 Pistón
5.1.2 .1. 6 Reguladores de presión
5.1.2 .1. 6.1 Regulador externo
5.1.2 .1. 6.2 Regulador interno
5.1.2 .7 Mecanismos de Compuerta
5.1.2 .1. 7.1 Discos
5.1.2 .1. 7 .2 Brazo
5.1.2 .1. 7 .2.1 brazo compuerta
5.1.2 .1. 7 .2.2 Brazo de unión entre el sistema de compuerta
y el sistema de presión
5.1.2. 1. 8 Sistema de entrada de masa
5.2 Mantenimiento
5.3 Unión del sistema de prensado con la estructura
54
54
54
54
54
58
59
62
62
64
64
65
66
66
67
67
69
69
69
70
71
72
72
72
72
73
73
73
73
74
75
75
CAPÍTULO VI
CONCLUSIONES Y RECOMENDACIONES
77
BIBLIOGRAFÍA
78
iv
ANEXOS A
CÁLCULOS
79
A.1
A.2
A.3
A.4
A.5
A.6
A.7
A.8
A.9
80
83
86
90
90
93
95
97
99
Cálculo de viga estructura
Soldadura estructura
Cálculo de cadena
Cálculo de Eje
Momento flector del eje
Fatiga
Rodamiento
Cálculo de presión de tornillo
Cálculo Resorte
ANEXOS B
PLANOS
100
B.1 Ensamble
B.2 Estructura
B.3 Anclaje de la estructura
B.4 Viga soporte del motor
B.5 Viga lateral inferior
B.6 Viga lateral soporte estructura
B.7 Viga superior lateral
B.8 Viga base sistema prensado
B.9 Sistema de entrada de masa
B.10 Unión cono
B.11 Sujetador
B.12 Cono
B.13 Unión tubo cono
B.14 Cubierta
B.15 Ensamble total
B.16 Soporte lateral sist. Prensado
B.17 Soporte base sist. Prensado
B.18 Soporte sistema prensado
B.19 Válvula
B.20 Resorte
B.21 Brazo válvula
B.22 Cilindro soporte
B.23 Disco interno
B.24 Horquilla tope
B.25 Pasador
B.26 Pistón
B.27 Regulador
B.28 Soporte interno
B.29 Ensamblaje sistema de Prensado
B.30 Arandela 1
B.31 Arandela 2
B.32 Brazo compuerta
B.33 Brazo
B.34 Disco fijo
B.35 Disco móvil
101
102
103
104
105
106
107
108
109
110
111
112
113
114
115
116
117
118
119
120
121
122
123
124
125
126
127
128
129
130
131
132
133
134
135
v
B.36 Drenaje
B.37 Cilindro para lubricar
B.38 Sujetador 1
B.39 Sujetador 2
B.40 Cubierta sist. Prensado
B.41 Rejilla filtrado
B.42 Tubo externo
136
137
138
139
140
141
142
vi
INDICE DE FIGURAS
Figura Nº 1.1: Estructura organizacional de la empresa
6
Figura Nº 3.1: Esquema de proceso de realización de casabe
18
Figura Nº 3.2 Mecanismo plano
22
Figura Nº 3.3 Mecanismo esférico
22
Figura Nº 3.4 Mecanismo espacial
23
Figura Nº 3.5 Elemento diferencial de esfuerzos
24
Figura Nº 3.6 Modelo bidimensional
25
Figura Nº 3.7 Elemento sometida a flexión
25
Figura Nº 3.8 Viga sometida a flexión
26
Figura Nº 3.9 Cuerpo sometido a momento torsor
27
Figura Nº 3.10 Eje sometido a momento torsor
28
Figura Nº 3.11 Elementos de unión
28
Figura Nº 3.12 Representación de entradas
29
Figura Nº 3.13 Representación de rosca
30
Figura Nº 3.14 Representaciones de roscas
30
Figura Nº 3.15 Sistema de Correa
33
Figura Nº 3.16 Sistema de transmisión por cadena
34
Figura Nº 3.17 Gráficos de esfuerzo vs. deformación
35
Figura Nº 3.18 Estados tensiónales
36
Figura Nº 3.19 Esfuerzos tensiónales
37
Figura Nº 3.20 Esfuerzo axial
38
Figura Nº 3.21 Esfuerzo de tensión 2D
38
Figura Nº 3.22 Esfuerzo de tensión sin carga axial
39
Figura Nº 3.23 Estado de esfuerzo de tensión con carga axial
en elemento 2D
40
Figura Nº 3.24 Estado de esfuerzo de tensión si carga
axial en elemento 2D
40
Figura Nº 3.25 Representación de resorte
42
Figura Nº 3.26 Configuración de resorte de arandela
46
Figura Nº 5.1 Pelado
55
Figura Nº 5.2 Lavado
55
Figura Nº 5.3 rallado
56
vii
Figura Nº 5.4 Sebúcan
57
Figura Nº 5.5 Prensa de tornillo
57
Figura Nº 5.6 Primera etapa
de producción de harina semi- húmeda
59
Figura Nº 5.7 Segunda etapa
de producción de yuca de harina seca
59
Figura Nº 5.8 Primer boceto
60
Figura Nº 5.9 Boceto final de diseño
63
Figura Nº 5.10 Boceto de sistema de seguridad
y sistema de salida de masa
63
Figura Nº 5.11 Boceto de válvula
64
Figura Nº 5.12 Motor Rossi de 7.5 HP
64
Figura Nº 5.13 Estructura en Pro engineer
64
Figura Nº 5.14 Estructura en pro engineer
65
Figura Nº 5.15 Sistema interno de prensado
66
Figura Nº 5.16 Tornillo sin fin
67
Figura Nº 5.17 Tornillo sin fin con cargas en Pro engineer
68
Figura Nº 5.18 Cálculo de esfuerzo en pro engineer
68
Figura Nº 5.20 Rejilla de filtrado
69
Figura Nº 5.21 Compartimiento de yare extraído
69
Figura Nº 5.22 Sistema de seguridad vista externar
70
Figura Nº 5.23 Sistema de seguridad vista interna
70
Figura Nº 5.24 Resortes de arandela
71
Figura Nº 5.25 Pistón
71
Figura Nº 5.26 Sistema de compuertas
72
Figura Nº 5.27 Planos articulación esférica
74
Figura Nº 5.28 Sistema de entrada de masa en pro engineer
74
Figura Nº 5.29 Ensamble del sistema de
75
Prensado, transmisión, compuerta y entrada de masa
Figura Nº 5.30 Ensamble completo
76
Figura Nº 5.31 Plano de ensamble total
76
viii
INDICE DE TABLAS
Tabla Nº 3.1 Datos de resorte
42
Tabla Nº 3.2 Materiales para construcción de resortes
42
Tabla Nº 3.3 Vistas de resorte de extensión
44
Tabla Nº 3.4 Diferencias, aplicación y
características de resortes de muelle
45
Tabla Nº 3.5 Tipo de resorte de arandela
47
Tabla 5.1 Características del tonillo
67
Tabla 5.2 Características del pistón
72
ix
ABREVIATURAS
σ:
Esfuerzo normal
τ:
esfuerzo de corte
Σ:
Sumatoria
C
CANTV
Compañía anónima nacional de teléfono
CD
Discos compacto
CIMEC
Centro de ingeniería mecánica
cm
Centímetros
D
dx
Derivada con respecto a x
dy
Derivada con respecto a y
dz
Derivada con respecto a z
F
FII
Fundación instituto de ingeniería
H
HCN
Ácido cianhídrico
HP
Horse Power
hr
Horas
I
ISO
International Organization for Standardization
IVIC
Instituto venezolano de investigación
K
Kg
Kilogramos
Kgf
Kilogramos Fuerza
x
L
l
Longitud
M
Mf
Momento Flector
Mm
Milímetros
MPPCT
Ministerio del poder popular para la ciencia y la tecnología
P
P
Fuerza solicitante
PDVSA
Petróleo de Venezuela
PYMES
Pequeña y mediana empresa
R
r
Radio de la sección del cuerpo
RPM
Revoluciones por minutos
X
x:
Coordenada eje x
Y
y:
Coordenada eje y
Z
z:
Coordenada eje z
xi
1
INTRODUCCIÓN
La yuca es un tubérculo que se da en Venezuela con mucha facilidad, se utiliza como
ingrediente de la dieta básica del país. Se dice que el nombre “yuca” proviene de la lengua de
los Indios Caribe, los cuales la llamaban también por el nombre de yog ca, cuyo significado es
"que se amasa molida". Sus raíces ha constituido un importante alimento para los indígenas
mucho antes de que Colón descubriera América.
En Venezuela la yuca es reconocida por excelencia como ingrediente principal en la
preparación del famoso casabe, se utiliza además hervida, frita, en buñuelos, a la plancha, o
en recetas muy originales.
La prensa tiene como propósito extraer el yare de la yuca amarga, ya que contiene un
glucósido cianógeno llamado linamarina que en presencia de una enzima como la linamarasa
y en medio ácido se hidroliza y libera ácido cianhídrico (HCN) en cantidades que representan
desde una dosis inocua hasta una tóxica y mortal.
El diseño del equipo forma parte del proyecto “Diseño y puesta en marcha de mini
planta de harina de yuca para cooperativas y Pymes” actualmente en ejecución en la
Fundación Instituto de ingeniería donde se divide en dos etapas.
La primera etapa es de Producción de Harina de Yuca Semi-Húmeda para Casabe y
comprende el lavado, pelado, rallado, prensado y tamizado. La segunda es la Producción de
Harina de Yuca Seca panificable. Esta etapa contempla el secado y la molienda.
El prototipo para el prensado que será desarrollado durante el proceso de pasantía, a
parte de extraer el yare de la masa de yuca previamente rallada, operará en forma continua y
2
deberá ser de fácil operación y mantenimiento presentando una condición importante de
diseños del prototipo.
El desarrollo de este informe se estructura en los siguientes capítulos:
Capítulo I “La Empresa”: Se describe y se da una reseña de la empresa donde se realizó el
proyecto de pasantía así como su estructura, visión y objetivos.
Capítulo II “El Problema”: En este capítulo se identifica el problema y se plantea la
justificación del mismo donde se da pie a extraer los objetivos que se deberá cumplir en el
trabajo
Capítulo III “Marco Teórico”: Se plantea todos los conceptos necesarios así como los
fundamentos teóricos o investigaciones anteriores para poder comprender nuestro problema
de investigaciones sus múltiples facetas y dimensiones
Capítulo IV “Marco Metodológico”: Explicará las fases y pasos seguidos para la obtención de
la información y la posterior realización del libro.
Capítulo V “Desarrollo”: Planteará el desarrollo del diseño desde su inicio hasta el final del
mismo examinando criterios de selección y los diversos pasos para llegar al diseño final
Capitulo VI “Conclusión y Recomendaciones”: Establecerá los alcances de los objetivos de
la pasantía que se cumplieron y planteará algunos consejos o reflexiones
3
CAPÍTULO I
LA EMPRESA
En este capítulo se presenta la identificación de la empresa, su reseña histórica,
misión, visión y su estructura organizacional.
1.1 Identificación de la empresa
La Fundación Instituto de Ingeniería, se encuentra ubicada en la Carretera Baruta –
Hoyo de la Puerta, Sartenejas, entrada Tecnópolis. Caracas – Venezuela, Teléfonos: 02129034610 / Fax: 0212-9034787 / 0212-9034761 / 0212-9034760. Esta fundación tiene por
objeto la realización de actividades de investigación, de desarrollo tecnológico, de asesoría
técnica y servicios en los diversos campos de la ingeniería y disciplinas afines, relacionados
con las diferentes industrias nacionales e internacionales y con los servicios públicos
procurando la vinculación de éstas actividades con los sistemas productivos y educativos.
1.2 Reseña histórica
La Fundación Instituto de Ingeniería fue creada en 1980 mediante el decreto No. 733
de la Presidencia de la República, y adscrita al Ministerio de Ciencia y Tecnología, según lo
previsto en el Artículo 21 del Decreto Ley No. 370 del 05/10/99, publicado en Gaceta Oficial
No. 5.395 Extraordinaria de fecha 25/10/99. Los fundadores fueron la REPÚBLICA DE
VENEZUELA, CONICIT, PDVSA, CADAFE, CANTV, VENALUM, IVIC y USB. Los
objetivos de su creación consisten en la realización de actividades de investigación, desarrollo
tecnológico, asesoría para el sector empresarial público y privado. El Instituto de Ingeniería
está ubicado en Caracas, Venezuela y cuenta actualmente con una superficie de 6.800 m 2 de
construcción distribuida en laboratorios, talleres y oficinas. Con un personal altamente
capacitado que representa el 70 % entre profesionales y técnicos dedicados a actividades de
4
investigación y desarrollo, servicios tecnológicos y asesorías en nuestras áreas de trabajo entre
las cuales se encuentran: tecnología industrial mecánica, ingeniería eléctrica y sistemas,
tecnología de materiales, procesamiento digital de imágenes y gestión tecnológica. El Instituto
de Ingeniería fue creado como resultado de la iniciativa de investigadores adscritos al IVIC y
de un estudio donde participó un destacado grupo de profesionales e investigadores en
diversos campos de la ingeniería y disciplinas afines. Sus actividades se iniciaron en espacios
alquilados al IVIC. El Instituto ha crecido con una gran vocación de servicios, capacidad
administrativa, experiencia en la gerencia de proyectos, equipos de trabajo armónicamente
integrado y una creciente confianza por parte de un número cada vez mayor de empresas.
1.3 Misión
Contribuir de manera eficiente al fortalecimiento industrial del país mediante la
investigación, desarrollo y transferencia de tecnología y a la formación de recursos humanos
en áreas prioritarias, con un equipo humano altamente calificado y comprometido con la
razón de ser del Instituto de Ingeniería. Bajo criterios de mejoramiento continúo de la calidad,
productividad y excelencia, con un compromiso ético hacia las personas, clientes e
instituciones con las cuales nos relacionamos.
1.4 Visión
Hacer del Instituto de Ingeniería el Centro de Investigación Aplicada y Desarrollo
Tecnológico por excelencia de Venezuela, soporte fundamental del crecimiento económico y
social del país, reconocido por la capacidad y profesionalismo de sus recursos humanos, por
el impacto nacional e internacional de sus proyectos y por la calidad de los servicios que
presta.
1.5 Valores
El reconocimiento que posee la Fundación Instituto de Ingeniería es debido a su alto
potencial en el desarrollo y capacitación del recurso humano que allí labora, los siguientes
aspectos son el reflejo de lo dicho:
•La relevancia de los proyectos ejecutados, tanto a nivel nacional como
internacional.
5
•La formación del personal al más alto nivel.
•La
calidad de los recursos humanos formados en el Instituto, a través de sus cursos
especializados.
•La
calidad y excelencia de nuestros proyectos: de Investigación Aplicada, Desarrollo
Tecnológico, Asesorías y Servicios.
•La documentación técnica bajo normas y la publicación de nuestros resultados.
•
Compromiso, Honestidad, Mística de trabajo, sentido de pertenencia a la institución,
vocación de servicio.
1.6 Objetivos
Desde sus inicios la Fundación de Instituto de Ingeniería, se ha planteado objetivos
claros y precisos, los cuales hacen posible una mejora sustancial en virtud del cumplimiento
de sus deberes como ente del estado:
•
Influir en los planes del Estado en el sector tecnológico, desarrollo industrial y de
modernización del estado venezolano.
•
Promover el desarrollo de la rigurosidad científica y de calidad dentro de la
institución.
•
Promover la cultura de la documentación y publicación, en el nivel correspondiente
(planos, informes, artículos de divulgación, artículos especializados), dentro de los
centros.
•
Modificar la cultura interna de la necesaria generación de ingresos propios,
orientándola
6
•
hacia la búsqueda de programas de mediano y largo plazo, generadores de ingresos
estables, que se constituyan en proyectos con impacto y relevancia a nivel nacional y/o
internacional.
•
La creación de un fondo de reserva que permita la operación estable del Instituto.
•
El establecimiento de una política salarial acorde con el entorno en el cual se mueve
nuestra institución. Estudiar, adicionalmente, la creación de bonos de productividad
por Centros.
1.7 Organigrama de la empresa
Figura Nº 1.1: Estructura organizacional de la empresa
7
1.7.1 Centro de Ingeniería Mecánica
El Centro de Ingeniería Mecánica (CIMEC), está encaminado al desarrollo de
procesos de máquinas incluyendo la fabricación de prototipos en pequeñas series. Así mismo
la repotenciación de equipos y maquinarias y al desarrollo de nuevos productos.
7.1.1 Recursos Humanos
Actualmente se cuenta con 18 personas, entre profesionales y técnicos, distribuidos de la
siguiente forma:
•
Nivel Universitario: 11
•
Maestría: 4
•
Pregrado: 7
•
Nivel Técnico Superior Universitario: 1
•
Nivel Técnico: 4
•
Apoyo Administrativo: 1
•
Almacenista: 1
7.1.2 Estructura Organizativa de CIMEC
El Centro está organizado en forma matricial siguiendo básicamente tres Unidades de
trabajo las cuales están encaminadas hacia el desarrollo industrial y de servicio. La primera de
ellas: El desarrollo de procesos de manufactura, el cual en este instante esta siendo utilizado
básicamente para la fabricación de modernización de nuestros bancos de ensayos
automotrices. La parte de diseño utilizando equipos y software especializado en el diseño y la
tercera, en este momento la más importante, es la unidad de ensayos automotrices, la cual esta
8
orientada hacia la comprobación de calidad de autopartes. Todas ellas trabajando en una sola
dirección tratando de ofrecer el mejor servicio.
7.1.3 Líneas de Trabajo
•
Diseño y desarrollo.
•
Certificación y Control de Calidad de Piezas y partes automotrices.
•
Manufactura.
•
Metrología.
9
CAPÍTULO II
PLANTEAMIENTO DEL PROBLEMA
En este capítulo, se presentan aspectos importantes como el Planteamiento del
Problema, Objetivos General y Específicos, Justificación, Alcances y Delimitaciones de la
investigación.
2.1 Planteamiento del Problema
Como la mini planta de harina de yuca consta de una 1era etapa del proceso de
producción de la harina de yuca semi-húmeda para la realización de casabe de forma
continua, se requiere realizar el Diseño de un prototipo de prensa para harina de yuca que
obedezca las condiciones requeridas así como una fácil instalación, operación y
mantenimiento para las Cooperativas y PYMES
2.2 Justificación
En este proyecto se analizarán prototipos existentes de prensas en Venezuela,
seleccionando la idea que más se ajuste a las necesidades requeridas por los productores
locales. El Diseño de las piezas y ensambles, se utilizará un Software de diseño 3D, el cual
permitirá la simulación mecánica del prototipo logrado, así como toda la planimetría
requerida tanto de detalle como de conjunto para su posterior construcción, usando materiales,
elementos constructivos y de fijación presentes en el país, logrando finalmente un prototipo
de excelente funcionalidad.
10
Actualmente el CIMEC de la FII, trabaja en diversas técnicas y propuestas para
facilitar el proceso doméstico de la elaboración del casabe y extracción de almidón o
procesamiento de la harina de yuca, ya que en la mayoría de los casos son producidos por
familias ubicadas en sectores rurales siendo un producto artesanal de mucho trabajo físico y
sacrificio.
Para la extracción de algún producto de la yuca como el almidón o el procesamiento
de la harina se requiere de lavado, rallado, prensado, tamizado, separación con agua,
sedimentación y secado.
Para concretar este potencial, será necesario desarrollar sistemas de procesamiento de
harina de yuca que permitan un costo final competitivo frente al precio de los cereales
importados y que garanticen la oferta continua con estándares de calidad adecuados como
suceden en nuestros países vecinos Brasil y Colombia, donde son de un alto consumo interno
Una de esas propuestas se encuentra en ejecución dentro del proyecto “Diseño y
puesta en marcha de mini planta de harina de yuca para cooperativas y PYMES”, por el
Centro de Ingeniería Mecánica de la Fundación Instituto de Ingeniería (CIMEC-FII), adscrita
al Ministerio del Poder Popular para la Ciencia y la Tecnología (MPPCT), ubicado en la urb.
Monte Elena, Carretera nacional Hoyo de la Puerta, Sartanejas Baruta Edo-Miranda.
Motivado a que la producción a gran escala de la mini planta de harina de yuca es
importante para el país, se busca crear una 1era etapa de línea de producción de harina de
yuca semi-húmeda para casabe en el proceso de prensado, para lograr extraerle el yare y que
pueda ser usado tanto en el proceso de almidón como intervenir en la extracción de la harina de
yuca panificable, todo integrado a un proceso continuo. Para ello se requiere de un diseño
adecuado que permita lograr tales condiciones de trabajo y procesamiento.
La yuca es uno de los cultivos más arraigados en la cultura de nuestro país, en algunas
regiones el casabe representa un sustituto muy importante del pan de trigo. Debido al
desarrollo endógeno y tecnológico de Venezuela, sobre todo en los rubros de alimentos secos
como granos y harinas, se busca darle cabida a la harina de yuca procesada.
En Venezuela particularmente la harina de trigo es la de mayor uso en panaderías,
pastelerías y empresas afines, pero con la desventaja económica que resulta importarla al país
11
a un muy alto costo, por tal motivo la harina de yuca representaría en un futuro muy cercano
un importante ahorro de divisas, generación de fuentes de empleo tanto directos como
indirectos.
Es importante resaltar que esté tipo de prototipos no es fabricado en nuestro país, por
lo tanto este diseño obedecerá a los objetivos de la Fundación Instituto de Ingeniería
aportando desarrollo tecnológico al país para beneficio de todos los venezolanos.
2.3 Objetivos
2.3.1 General
Diseñar un prototipo de prensa de yuca que permita optimizar la línea de procesamiento
de la obtención de casabe
2.3.2 Objetivos Específicos
•
Evaluar prototipos y sugerencias de modelos existentes
•
Desarrollar la tormenta de ideas
•
Seleccionar la idea que mejor se ajuste a las necesidades de los productores locales
•
Desarrollar la ingeniería de detalle
•
Modelar el prototipo de prensa de yuca mediante la utilización de un software CAD
•
Incluir los planos de conjunto y de detalle para la elaboración y construcción del
prototipo de prensa
•
Redactar el informe final del trabajo especial de grado.
12
2.4 Alcances
El desarrollo del presente estudio estará sujeto a las siguientes consideraciones:
•
El proyecto total abarcará solo el diseño conceptual, sin embargo en el proyecto de
grado aparecerá el detalle del equipo.
•
El Software a utilizar para el desarrollo de la pasantía será un programa de CAD
debido a que es el disponible en el CIMEC y permite la realización de todas las
actividades que van desde el diseño de las piezas en 3D y ensamblajes hasta la
evaluación de soldaduras y la simulación de mecanismos.
•
La ingeniería básica para la construcción y el análisis de costos para su futura
construcción.
•
La elaboración del procedimiento de fabricación y planos será fundamental para la
culminación de la tesis
•
Seleccionar los elementos de máquinas y materiales de construcción existentes en el
mercado de Venezuela, como son el Acero AISI 1020 (Estructural) y Acero
Inoxidable para el desarrollo del prototipo de prensa de yuca
2.5 Delimitaciones
Debido al corto período de estadía en planta, este proyecto no contempla la
construcción del prototipo, ni la elaboración del manual de mantenimiento preventivo del
banco a diseñar, sin embargo se incluirán algunas recomendaciones para su mantenimiento.
Tampoco se diseñarán y seleccionaran los elementos del sistema de adquisición de datos
(Celdas de Cargas, Software).
13
2.6 Recursos Necesarios
Para la realización de la investigación se requieren los siguientes recursos:
2.6.1 Materiales y Equipos de Oficina:
- Lápiz
- Papel bond (tamaño carta).
- Computadora.
- Impresora.
- Disco Compacto (CD).
2.6.2 Materiales y Herramientas de Taller
- Escuadras.
- Cinta Métrica.
- Vernier.
2.6.3 Humanos
- Tutor Empresarial.
- Tutor Académico.
- Técnicos Mecánicos del Taller.
2.6.4 Paquete Computacional
2.6.4.1 Hardware
- PC de escritorio Marca Samsung, Core Duo 1.60 GHz, 2.0 Gb de RAM, DD 80 Gb y
Tarjeta de video ATI 128 Mb Dedicada (Alta Funcionalidad)
-Impresora, escáner, copiadora HP Photo smart C3180 all-in-one.
14
2.6.4.2 Software
-Microsoft Windows XP Server Pack 2
-Microsoft Office 2003 Professional
-Pro/ENGINEER Wildfire 3.0 (CAD/CAM).
2.6.5 Otros recursos
- Instalaciones del Centro de Ingeniería Mecánica de la Fundación Instituto de
Ingeniería (CIMEC-FII)
-Acceso a Internet del CIMEC-FII, en la Biblioteca universidad Simón Bolívar
- Material bibliográfico existente en las bibliotecas: CIMEC-FII, Universidad Simón
Bolívar.
- Recursos de Internet y Catálogos etc.
15
CAPÍTULO III
MARCO TEÓRICO
Este capítulo abarca el Marco Teórico, el cual proporciona los basamentos teóricos
utilizados para la realización del proyecto y de los parámetros tomados en cuenta para abordar
el problema.
3.1 Antecedentes técnicos
En el Año 2003, Elysaud Bermúdez y Mauricio Quintero, desarrollaron su trabajo
especial de grado en la escuela de ingeniería mecánica de la Universidad Central de
Venezuela, con el título de “Diseño de una Máquina Empacadora de Harina y Almidón”, en
dicha investigación se consideraron los siguientes aspectos:
•
Diseño de una máquina que procesa harina y almidón, a partir de los “chips” y féculas
de la yuca.
•
Evaluación de una serie de alternativas aproximadas al diseño requerido
•
El Dimensionamiento de la máquina se considero en base a la producción estimada de
producto y fundamentado en estudios de esfuerzos requeridos por el sistema
•
Se realizaron todos los planos de cada uno de los elementos diseñados que conforman
todo el sistema. Con esto se obtuvo un estimado del costo de fabricación de cada
componente, y se pudo realizar un estudio de factibilidad económica para la
industrialización de la máquina.
16
En el año 2004, Miguel Mota y Jean González, desarrollaron en su trabajo especial de
grado en la escuela de ingeniería mecánica en la Universidad Central de Venezuela, con el
titulo de: “Diseño de una Máquina Ralladora y Exprimidora de Yuca para la Elaboración de
Casabe”, Cuyo estudio fundamental se centro en un diseño de una máquina de producción
por lote, el cual en su primer proceso va a rallar la yuca amarga, y en su siguiente proceso
exprime o prensa la yuca ya rallada o masa de yuca. Considerando en la investigación los
siguientes aspectos:
•
La máquina debía ser accionada por sistemas de energía alternativa, utilizando los
conocimientos adquiridos en el área de diseño, adaptándolo a las demandas de
producción y consumo del mercado venezolano.
•
La yuca amarga, después de raspada y lavada, se vierte en la tolva alimentadora, el
cual va a pasar por medio de gravedad a un tambor para ser rallada
•
La masa de yuca rallada (catebía húmeda), va a caer en un recipiente (saco de sisal)
para confinar la masa de Yuca, en el cual finalmente va al proceso de exprimido por
medio de un sistema hidráulico para lograr el producto final.
En el año 2006, Annyrene Mocao y Simón Garmendia, desarrollaron en el FII un
proyecto titulado “Diseño y Construcción de Prototipos de Pelado, Rallado y Prensado de
Yuca Para Mejorar el Procesamiento de Casabe” donde se abarca una serie de estudios de
zonas productoras de yuca en el país y también la variedad de tipo de yuca en el territorio
nacional buscando optimizar el proceso de elaboración del casabe, este trabajo presenta
condiciones de mejoras en el proceso como:
Condiciones sanitarias y de seguridad.
Efecto contaminante.
Eficiencia del proceso – productividad.
Automatización.
Diversificación de productos
17
Por lo que el proyecto tiene como objetivo:
•
Diseñar y fabricar prototipos para optimizar la línea de procesamiento de yuca para la
obtención de casabe, ajustados a las necesidades de los pequeños y medianos
productores nacionales.
•
Diseñar y fabricar prototipos para los procesos de pelado, rallado y prensado de yuca,
para la producción casabera nacional.
•
Mejorar las condiciones sanitarias y de seguridad existentes.
•
Mejorar la eficiencia del proceso en función de la productividad.
•
Evaluar la multifuncionalidad de los prototipos para la obtención de otros productos
además del casabe.
•
Evaluar prototipos existentes.
3.2 Fundamentos teóricos
3.2.1 Casabe
El casabe es un producto típico de la costa norte de Sudamérica (Venezuela, Suriname y
Brasil) y las Antillas (Santa Lucía, República Dominicana y Haití), que se obtiene de la yuca
siguiendo una tradición que data de la época precolombina. El término casabe proviene de un
vocablo indígena que significa "pan de yuca".
3.2.1.1 Descripción del Producto
El casabe se presenta en forma de tortas circulares de hasta 40 cm. de diámetro y 1 cm de
espesor. Presenta un color blanquecino quemado y de consistencia y textura más o menos áspera,
dependiendo de la ralladura y del contenido de almidón. El proceso que se sigue en República
Bolivariana de Venezuela, consiste en pelar, rallar y prensar la yuca, para obtener una harina de
grano grueso. Con esta harina se hacen tortas que se asan en un horno rudimentario llamada
burén
18
3.2.1.2 Descripción del Proceso
El siguiente es la descripción del proceso que se sigue en una agroindustria casabera
tradicional, se puede representar a través del siguiente esquema. Ver Fig. 2.1
Figura Nº 3.1: Esquema de proceso de realización de casabe
3.2.1.2.1Recepción de la materia prima
La yuca fresca se recibe en sacos, se pesa y se eliminan las raíces que presenten daños
por podredumbre
3.2.1.2.2 Lavado
La yuca se coloca en una pila de agua potable para quitarle la tierra que tiene adherida y
otros materiales extraños.
3.2.1.2.3 Despuntado y raspado
Con un cuchillo se cortan los dos extremos de la raíz y luego es raspada con un raspador
(hecho de una tapa de latón) para despegar la cascarilla.
19
3.2.1.2.4 Rallado
La yuca limpia es colocada en un rallador (guayo), que consiste en una placa de metal
montada sobre un cilindro de madera soportado en un eje, el cual es accionado por un motor
eléctrico. En algunas zonas todavía se usa un método manual
3.2.1.2.5 Prensado
La yuca rallada (catibía) es sometida a un proceso de prensado con una palanca para
extraerle el agua y parte del almidón. Luego, se la coloca en sacos de propileno y se somete a
presión por medio de un tronco (palanca con piedras en un extremo y que hacen presión). En
algunas plantas se han adaptado prensas de tornillo.
3.2.1.2.6 Cernido
La yuca prensada es pasada por un tamiz metálico con orificios de unos 2.5 mm.
3.2.1.2.7 Horneado o cocción
La catibía cernida se pone en el molde y se cuece en la superficie del burén; éste es
una meseta de bloques de cemento cubierta por una loza de concreto de unos 7 cm de espesor,
de 1 m de ancho por 4.5 m de largo, sobre la cual son cocidas las tortas: El horno en la parte
posterior tiene dos ventanas que le sirven para alimentación de leña y aire.
3.2.1.2.8 Cortado y empaque
Las tortas se cortan en cuartos con una sierra circular, se envuelven en papel y se
amarran con hilo.
3.2.1.2.9 Empaque
Se utiliza como material de empaque bolsas de papel, sin embargo, puede utilizarse
cualquier tipo de saco impermeable.
20
3.2.2 Ingeniería
Según el diccionario de la Real Academia Española, la ingeniería es “el conjunto de
conocimientos y técnicas que permiten aplicar el saber científico a la utilización provechosa
de la materia y la energía”
3.2.3 Diseño
Diseñar es formular un plan para la satisfacción de una necesidad específica o resolver
un problema. Si el plan propicia la creación de algo que tiene una realidad física, entonces el
producto debe ser funcional, competitivo, útil, que se pueda fabricar y comercializar.
3.2.4 El Diseño en Ingeniería Mecánica
El diseño mecánico, es el diseño de objetos y sistemas de naturaleza mecánica:
máquinas, aparatos, estructuras, dispositivos e instrumentos. En su mayor parte, el diseño
mecánico hace uso de las matemáticas, la ciencia de los materiales y la ciencia mecánica
aplicada.
Para diseñar sistemas mecánicos óptimos, el ingeniero debe tener una cierta habilidad
y experiencia respecto a los elementos de máquinas. El estudio del diseño y la selección de los
elementos que componen a determinado mecanismo sugieren una evaluación de la resistencia
y limitaciones para ser utilizados. Es conveniente también presentar planos y especificaciones
del diseño.
3.2.5 Consideraciones de Diseño
Se refiere a alguna característica que influye en el diseño del elemento, o tal vez en
todo el sistema.
Los criterios más generales a considerar en el diseño mecánico son:
•
Resistencia / esfuerzo
•
Distorsión / deflexión / rigidez
21
•
Desgaste
•
Corrosión
•
Seguridad
•
Confiabilidad
•
Fricción
•
Facilidad de uso
•
Utilidad
•
Costo
•
Procesamiento
•
Peso
•
Vida
•
Ruido
•
Estilo
•
Forma
•
Tamaño
•
Control
•
Propiedades térmicas
•
Superficie
•
Lubricación
•
Comercialización
•
Mantenimiento
•
Volumen
•
Responsabilidad legal
•
Desecho / reciclado
Algunos de estos factores se refieren directamente a las dimensiones, al material, al
procesamiento o procesos de fabricación, o bien a la unión o ensamble de los elementos del
sistema.
3.2.6 Norma
Una norma es un conjunto de especificaciones para partes, materiales o procesos
establecidos a fin de lograr uniformidad, eficiencia y una cantidad especificada. Uno de los
22
propósitos importantes de una norma es poner un límite al número de artículos en las
especificaciones para proporcionar un inventario razonable de herramientas, tamaños, formas
y variedades.
3.2.7 Mecanismos
3.2.7.1 Mecanismos planos, Esféricos y Espaciales
Los Mecanismos se pueden clasificar de diversas maneras haciendo hincapié en sus
similitudes y sus diferencias. Uno de estos agrupamientos divide los mecanismos en planos,
esféricos y espaciales
Un mecanismo plano es aquel en el que todas las partículas describen curvas planas
en el espacio y todas estás se encuentran en planos paralelos; en otras palabras, los lugares
geométricos de todos los puntos son curvas paralelas a un solo plano en común. El
eslabonamiento plano de cuatro barras, la leva de placa y su seguidor, y el mecanismo de
corredera-manivela son ejemplos muy conocidos de mecanismos planos. La vasta mayoría de
mecanismos en uso hoy en día son del tipo plano.
Figura Nº 3.2 Mecanismo plano
Un mecanismo esférico es aquel en el que cada eslabón tiene algún punto que se
mantiene estacionario conforme el eslabonamiento se mueve, y en el que los puntos
estacionarios de todos los eslabones están en una ubicación común. (Concéntricas).
Figura Nº 3.3 Mecanismo esférico
23
Los mecanismos espaciales no incluyen, por otro lado, restricción alguna en los
movimientos relativos de las partículas. La transformación del movimiento no es
necesariamente coplanar, como tampoco es preciso que sea concéntrica. Un mecanismo
espacial puede poseer partículas con lugares geométricos de doble curvatura.
Figura Nº 3.4 Mecanismo espacial
3.2.8 Esfuerzos
Es el resultado de la división entre una fuerza y el área en la que se aplica, Los
esfuerzos internos sobre una sección plana se definen como un conjunto de fuerzas y
momentos estáticamente equivalentes a la distribución de tensiones internas sobre el área de
esa sección. Así, por ejemplo, los esfuerzos sobre una sección transversal plana “Σ” de una
viga es igual a la integral de las tensiones “t” sobre esa área plana. Normalmente se distingue
entre los esfuerzos perpendiculares a la sección de la viga y los tangentes a la sección de la
viga:
•
Esfuerzo normal, es el que viene dado por la resultante de tensiones normales σ, es
decir, perpendiculares al área para la cual pretendemos determinar el esfuerzo normal.
•
Esfuerzo cortante, es el que viene dado por la resultante de tensiones cortantes τ, es
decir, tangenciales al área para la cual pretendemos determinar el esfuerzo cortante.
24
Para poder explicar mejor el concepto de esfuerzo es necesario tomar un elemento
diferencial de un cuerpo. Debido a que las fuerzas internas pueden presentarse en las tres
direcciones posibles (x,y,z), el elemento diferencial será un elemento diferencial volumétrico.
Figura Nº 3.5 Elemento diferencial de esfuerzos
Cada una de las caras tiene un diferencial de área, las fuerzas que son normales a esa
cara generan un esfuerzo normal σ = N/A y las fuerzas que son tangentes al elemento
diferencial generan esfuerzos cortantes τ = V/A.
Al interior de un elemento bajo carga, cada punto del cuerpo tiene valores particulares
para estas 18 variables (cada cara del cubo dx dy dz tiene tres esfuerzos, uno normal y dos de
corte), al analizar un punto vecino el valor de las variables cambia.
Si se analizan las superficies exteriores de un elemento estructural bajo carga, se
encuentra que sobre estas caras, los esfuerzos internos no existen, esto anula tres esfuerzos
pero por equilibrio de fuerzas se anulan 5 esfuerzos, por lo tanto, se puede simplificar el
modelo tridimensional a uno bidimensional que contiene solo tres variables, sx sy txy, las cuales
describen el estado de tensiones de un punto sobre la superficie exterior de un cuerpo bajo
carga. Ver fig 3.6
25
Figura Nº 3.6 Modelo bidimensional
Este grupo de esfuerzos actuando sobre un punto es el estado de tensiones del punto.
Representa una situación de cargas que puede transformarse rotando el cubo dx,dy,dz. Esto
genera un cambio en las tensiones sobre las caras, los esfuerzos varían en magnitud y sentido
pero en conjunto, el estado de tensiones se ha cambiado por otro equivalente.
Las unidades de los esfuerzos son las mismas que para la presión, fuerza dividida por
área, se utilizan con frecuencia: MPa, psi, Kpsi, Kg/mm2, Kg/cm2
3.2.8.1 Momento flector
Un momento de fuerza resultante de una distribución de tensiones sobre una sección
transversal de un prisma mecánico flexionado o una placa que es perpendicular al eje
longitudinal a lo largo del que se produce la flexión.
Figura Nº 3.7 Elemento sometida a flexión
Es una solicitación típica en vigas y pilares ya que todos estos elementos suelen
deformarse predominantemente por flexión. El momento flector puede aparecer cuando se
26
someten estos elementos a la acción un momento (torque) o también de fuerzas puntuales o
distribuidas.
El producto de la magnitud del esfuerzo solicitante, multiplicado por la longitud de la
distancia (brazo) de la acción, esto es, la distancia de la línea de acción del esfuerzo desde el
punto de empotramiento de un cuerpo se indica como momento flector de un cuerpo.
Figura Nº 3.8 Viga sometida a flexión
Mf = P ⋅ l
(Ec. 3.1)
Mf: Momento Flector
P: Fuerza solicitante
l : longitud
Debido al efecto de dicho momento, El eje X del cuerpo flexiona formando un arco de
círculo como se demuestra en la figura 3.8. Por efecto de la flexión, las fibras superiores al eje
neutro X se estiran (tracción), mientras las fibras inferiores se comprimen (compresión), la
tracción y la compresión de la fibras del cuerpo es tanto mayor en cuanto aumenta la distancia
desde el eje neutro X
Para definir exactamente como es posible aumentar la resistencia de un cuerpo a la
solicitación por flexión, hay que aclarar lo siguiente: La resistencia aumenta cuanto mas
grande es la distancia en dirección del esfuerzo del material resistente del eje neutro, y dicha
resistencia es proporcional al cuadrado de la distancia misma. Es muy simple entonces
comprender el por que todo los cuerpos sólidos solicitado a flexión deben tener una sección
en la cual el material resistente se encuentra lejos del eje neutro del cuerpo mismo.
27
3.2.8.2 Momento torsor
El momento torsor en un cuerpo sólido es determinado por la intensidad de la fuerza,
multiplicada por la distancia “r” de su punto de aplicación respecto al eje del cuerpo mismo
Figura Nº 3.9 Cuerpo sometido a momento torsor
Fuente:http://ibiguridp3.wordpress.com/res/tor/
Mt=P.r
(Ec. 3.2)
Siendo:
Mt: Momento Torsor
P : Fuerza solicitante
r: radio de la sección del cuerpo
En la figura 3.10 se puede apreciar un árbol de transmisión antes de estar solicitado
por un momento torsional y luego de estar sometido a un momento torsor
28
Figura Nº 3.10 eje sometido a momento torsor
Fuente: http://www.monografias.com/trabajos59/torsion-metales/Image2.gif
3.2.9 Diseño de uniones apernadas
Unir es uno de los problemas básicos en ingeniería, las piezas básicas siempre se
integran formando piezas más complejas. Una clasificación para las uniones las separa en:
uniones permanentes, uniones semipermanentes y uniones desmontables.
En el primer grupo, se reúnen las uniones que una vez ensambladas son muy difíciles
de separar. Es el caso de las soldaduras, remaches y ajustes muy forzados. Estas uniones, si se
separan, implican daños en la zona de unión.
Un segundo grupo lo forman las uniones que en general no van a desmontarse, pero se
deja abierta esta posibilidad. Para esto se usan principalmente uniones roscadas.
Finalmente, las uniones que deben ser desmontables para efectos de mantenimiento o
traslados utilizan elementos roscados, chavetas, lengüetas, pasadores y seguros elásticos. En
la figura 3.11 se ejemplifican diversos elementos de unión.
Figura Nº 3.11 Elementos de unión
29
Los elementos básicos de una rosca o hilo son el diámetro exterior, el diámetro
interior, el paso, el tipo de hilo, el sentido de avance, la cantidad de entradas y el ajuste. Los
diámetros interior y exterior limitan la zona roscada; el paso es el desplazamiento axial al dar
una vuelta sobre la hélice; el tipo de hilo es determinado por el tipo de filete y el paso,
existiendo un gran número de hilos estandarizados. El sentido de avance puede ser derecho o
izquierdo. Esto significa que una rosca derecha avanza axialmente al girarla de acuerdo a la
ley de la mano derecha. En una rosca izquierda esta ley no se cumple. El sentido de avance
izquierdo se usa principalmente por seguridad, como en las válvulas de balones de gas.
La cantidad de entradas indican cuántas hélices están presentes. Generalmente sólo
hay una hélice presente. Por ejemplo si se desea unir una tuerca a un perno, se tiene una
oportunidad por vuelta, o sea, una entrada; en tapas de frascos y bebidas se desea una
colocación fácil y se utilizan 3, 4 o más entradas, es decir 3, 4 o más hélices presentes. Esto
necesariamente aumenta el paso, lo cual no es conveniente en un elemento que debe
permanecer unido
Figura Nº 3.12 Representación de entradas
3.2.9.1 Representación grafica de las roscas
El dibujo detallado de las roscas es muy difícil de realizar, esto obliga a reemplazarlo
por algún símbolo que represente un eje roscado. La siguiente figura muestra las
representaciones simplificadas en Europa y Norte América. Nosotros utilizamos
principalmente la representación europea
30
Figura Nº 3.13 Representación de rosca
3.2.9.2 Tipos de rosca
Existen varios tipos de rosca, como por ejemplo las roscas métricas (M), la rosca
unificada fina (UNF), la rosca unificada normal (corriente) (UNC), la rosca Witworth de paso
fino (BSF), la rosca Witworth de paso normal (BSW o W), entre otras. Las diferencias se
basan en la forma de los filetes que los hacen más apropiados para una u otra tarea, las roscas
indicadas son las más utilizadas en elementos de unión. En la figura siguiente se aprecian
varias formas de roscas, los filetes triangulares son utilizados en pernos y tuercas, los filetes
redondos son utilizados en uniones rápidas de tuberías, finalmente las roscas rectangulares en
general se utilizan para ejercer fuerza en prensas
Figura Nº 3.14 representaciones de roscas
31
La designación de las roscas se hace por medio de su letra representativa e indicando
la dimensión del diámetro exterior y el paso. Este último se indica directamente en milímetros
para la rosca métrica, mientras que en la rosca unificada y Witworth se indica a través de la
cantidad de hilos existentes dentro de una pulgada.
Por ejemplo, la rosca M 3,5 x 0,6 indica una rosca métrica normal de 3,5 mm de
diámetro exterior con un paso de 0,6 mm. La rosca W 3/4 ’’- 10 equivale a una rosca
Witworth normal de 3/4 pulg. de diámetro exterior y 10 hilos por pulgada.
3.2.10 Transmisión industrial
Se entiende por transmisión de potencia, la acción de cuerpos mecánicos destinados a
la transformación del movimiento.
Una transmisión mecánica es una forma de intercambiar energía mecánica distinta a
las transmisiones neumáticas o hidráulicas, ya que para ejercer su función emplea el
movimiento de cuerpos sólidos, como lo son los engranajes y las correas de transmisión.
La transmisión cambia la velocidad de rotación de un eje de entrada, lo que resulta en
una velocidad de salida diferente. En la vida diaria se asocian habitualmente las transmisiones
con los automóviles. Sin embargo, las transmisiones se emplean en una gran variedad de
aplicaciones, algunas de ellas estacionarias. Las transmisiones primitivas comprenden, por
ejemplo, reductores y engranajes en ángulo recto en molinos de viento o agua y máquinas de
vapor, especialmente para tareas de bombeo
3.2.10.1 Relación de transmisión
En un sistema de transmisión de movimiento, se define la relación de transmisión del
mecanismo como el cociente de las velocidades de giro de los árboles:
i = w2 / w1
Donde
i: relación de transmisión
w 2: velocidad de giro del árbol conducida
w1: velocidad de giro del árbol conductora
(Ec. 3.3)
32
Esta magnitud, por definición, no tiene dimensiones. Cuando la relación de
transmisión es mayor que 1, el árbol resistente gira más rápidamente que el árbol conductor, y
se dice que el sistema es multiplicador. El momento de torsión, sin embargo, es menor.
Cuando pasa lo contrario, el sistema se llama reductor.
Además de determinar las velocidades de giro, la relación de transmisión permite
aumentar el momento resistente para una potencia determinada del árbol motor.
En el diseño de un mecanismo, se ajustan las formas y medidas de los diferentes
componentes para garantizar la relación de transmisión deseada
3.2.10.2 Engranajes
El inventor de los engranajes en todas sus formas fue Leonardo da Vinci, quien a su
muerte en la Francia de 1519, dejó para nosotros sus valiosos dibujos y esquemas de muchas
de los mecanismos que hoy utilizamos diariamente.
La forma más básica de un engrane es una pareja de ruedas, una de ellas provistas de
barras cilíndricas y la otra formada por dos ruedas unidas por barras cilíndricas.
Los engranajes se clasifican en tres grupos:
•
Engranajes Cilíndricos (para ejes paralelos y que se cruzan)
•
Engranajes Cónicos (para ejes que se cortan y que se cruzan)
•
Tornillo sin fin y rueda helicoidal (para ejes ortogonales)
Se fabrican a partir de un disco cilíndrico, cortado de una plancha o de un trozo de barra
maciza redonda. Este disco se lleva al proceso de fresado en donde se retira parte del metal
para formar los dientes. Estos dientes tienen dos orientaciones: dientes rectos (paralelos al eje)
y dientes helicoidales (inclinados con respecto al eje).
Los engranajes de diente recto son más simples de producir y por ello más baratos, la
transmisión del movimiento se realiza por medio de los dientes, quienes se empujan sin
resbalar. En el caso de los dientes helicoidales los dientes se empujan y resbalan entre sí,
parte de la energía transmitida se pierde por roce y el desgaste es mayor. La ventaja de los
helicoidales es la falta de juego entre dientes que provoca un funcionamiento silencioso y
preciso.
33
Los engranajes cilíndricos se aplican en la transmisión entre ejes paralelos y que se
cruzan.
Los engranajes pueden ser desde muy pequeños hasta muy grandes, para facilitar la
puesta en marcha y la detención de un mecanismo es importante que el engranaje tenga poca
masa, esto se logra quitando material.
3.2.10.3Correas trapezoidales
Para la transmisión de torque de una máquina motriz a una máquina conducida,
existen al menos tres métodos muy utilizados: Transmisión con engranajes, correas flexibles
de caucho reforzado y cadenas de rodillos.
Dependiendo de la potencia, posición de los ejes, relación de transmisión, sincronía,
distancia entre ejes y costo; se seleccionará el método a utilizar.
Los pasos siguientes lo guiarán en la selección de una transmisión utilizando correas
de sección trapecial y poleas acanaladas para conectar dos ejes. Al comienzo se requieren los
siguientes datos:
•
Potencia requerida en la máquina conducida [HP]
•
Tipo de máquina motora y máquina conducida
•
Velocidad de la máquina motora [rpm]
•
Velocidad de la máquina conducida [rpm]
•
Distancia tentativa entre ejes
CORREAS TRAPS
Figura Nº 3.15 Sistema de correa
34
3.2.10.4 Cadenas
Para la transmisión de torque de una máquina motriz a una máquina conducida,
existen al menos tres métodos muy utilizados: Transmisión con engranajes, correas flexibles
de caucho reforzado y cadenas de rodillos.
Dependiendo de la potencia, posición de los ejes, relación de transmisión, sincronía,
distancia entre ejes y costo; se seleccionará el método a utilizar.
Los pasos siguientes lo guiarán en la selección de una transmisión utilizando correas
de sección trapecial y poleas acanaladas para conectar dos ejes. Al comienzo se requieren los
siguientes datos:
•
Potencia requerida en la máquina conducida [HP]
•
Tipo de máquina motora y máquina conducida
•
Velocidad de la máquina motora [rpm]
•
Velocidad de la máquina conducida [rpm]
•
Distancia tentativa entre ejes
Figura Nº 3.16 Sistema de transmisión por cadena
3.2.11 Teoría de falla
Se considera un fallo de una estructura o pieza mecánica cuando la misma pierde la
utilidad para la cual fue diseñada, las diferentes fallas que puede presentar un material pueden
ser por deformación, fractura, corrosión.
Se dice que un material ha fallado por fluencia cuando la deformación plástica en
algún punto es superior a un cierto valor límite, normalmente convenido en 0.002. Este tipo
de falla se asocia generalmente con los esfuerzos tangenciales y ocurre como consecuencia
35
del desplazamiento de planos de átomos sin que se modifiquen la continuidad en la estructura
del materia.
Un material falla por fractura cuando se separa en varias partes, la fractura de un
material puede ser dúctil o frágil.
Una fractura se considera dúctil cuando presenta una deformación plástica muy grande
antes de que se produzca la falla, si ocurre lo contrario se llama frágil. Se asocia la fractura
frágil normalmente con la presencia de esfuerzos normales a tracción por fuerzas cohesivas
entre los átomos superados por solicitaciones externas.
A través de un grafico de esfuerzo vs. deformación se puedes extraer diversas
propiedades mecánicas del material incluyendo el fallo de las misma.
Figura Nº 3.17 Gráficos de esfuerzo vs. Deformación
Fuente: http://www.emc.uji.es/d/MMCTEdoc/IB11EE/IB11-T05CRITERIOS%20DE%20ROTURA.pdf
En la figura 3.17 se observa la curva característica de esfuerzos Vs. deformaciones de
los materiales dúctiles y frágiles donde la principal característica en cuanto a criterio de falla
es la siguiente:
-Si σmax> σE el material plastifica
-Si σmax> σE el material rompe
Se han desarrollado varias teorías de falla, muchas de ellas con soporte experimental la
cual nos permiten establecer y calcular la tensión equivalente, para predecir mejor o peor la
rotura según el tipo de material.
36
Estos criterios tienen como filosofía de establecer una equivalencia entre estados
general de esfuerzos y un estado uniaxial como el que presenta el ensayo de tracción ver
Figura 3.18, entre 1856 y 1937 fueron desarrolladas varias teorías de fallas entre las cuales se
tienen las teorías de Rankine, Tresca y Von Mises.
Figura Nº 3.18 Estados tensiónales
3.2.11.1 Criterio de la Máxima Tensión Normal (Rankine)
Fue una teoría desarrollada a mediados del siglo XIX, por el celebre ingeniero ingles
W J.M. Rankine y se utiliza principalmente para predecir la falla de aquellos materiales que
presentan una fractura de naturaleza frágil.
En la aplicación de esta teoría puede presentarse tres casos:
•
Para una máxima tensión normal será igual a una máxima o minima tensión principal.
σEQ,Rankine = σ1 ó σ3
•
(Ec. 3.4)
Se producirá el fallo del material cuando:
(Ec. 3.5)
•
En materiales isótropos (acero)
σE,tracción = σE,compresión
σEQ,Rankine = max {|σ1 |,| σ3|}
(Ec. 3.6)
37
3.2.11.2 Criterio de la Máxima Tensión Tangencial (Tresca)
Teoría propuesta inicialmente por el científico francés H. Tresca en un articulo
presentado en la Academia de Ciencia de Paris en 1868 y comprobada posteriormente de
manera experimental por el investigador ingles J.J Guest en el año 1990.
Esta teoría consiste principalmente en establecer que un material sometido a un estado
general de esfuerzo fallara por fluencia cuando el esfuerzo de corte máximo alcance un
determinado valor el cual corresponderá al esfuerzo cortante máximo que se genera en el
ensayo de tracción cuando llega el limite de fluencia.
Entre los aspectos principales de esta teoría se tiene el siguiente:
•
Se producirá el fallo o plastificación del material cuando la máxima tensión tangencial
que experimente en un estado general 3D alcance la máxima tensión tangencial del
ensayo de tracción cuando se produce la plastificación de la probeta
•
Para una máxima tensión tangencial es igual a Para una máxima tensión tangencial es
igual a (σ1 - σ3)/2 en un caso esfuerzos tensional real. Ver Fig.3.19
Figura Nº 3.19 Esfuerzos tensiónales
τ
•
MAX
=
(σ 1 − σ 3 )
2
(Ec. 3.7)
Máxima tensión tangencial en un ensayo uniaxial cuando σ = σE. Ver Fig.3.20
38
Figura Nº 3.20 esfuerzo axial
τ
•
Max
=
σ
E
(Ec. 3.8)
2
Igualando ambas expresiones
τ
MAX
=
(σ 1 − σ 3 )
=τ
2
Max
=
σ
E
(Ec. 3.9)
2
Según este criterio el material fallará si:
•
Luego la tensión equivalente a un estado tensional 3D genérico según el criterio de
Tresca
σ1−σ
•
3
≥ σ
E
(Ec. 3.10)
La tensión equivalente a un estado tensional 3D genérico según el criterio de Tresca
σEQ,Tresca = σ1 − σ3
(Ec. 3.11)
Esta teoría se basa en la
•
Esta teoría se basa en la observación experimental de que los materiales dúctiles fallan
por deslizamiento sobre planos cristalográficos a 45º.
•
En un caso de tensión plana 2D conocido el estado tensional referido a unos ejes
cartesianos cualesquiera OXY. Ver Fig.3.21
Figura Nº 3.21 Esfuerzo de tensión 2D
39
(Ec. 3.12)
•
En el caso particular de que σny=0. Ver Fig.3.22
Figura Nº 3.22 Esfuerzo de tensión sin carga axial
(Ec. 3.13)
3.2.11.3 Criterio de la Máxima Energía de Distorsión (Von Misses)
Una teoría desarrollada inicialmente en forma independiente por M.T. Huber en
Polonia en 1904 y por R. Von Misses en Alemania en 1913, basado ambas teorías en el
concepto de la energía de distorsión. Donde se utiliza los esfuerzos a corte en un plano
octaedral.
La teoría de Von Misses es utilizada para predecir fallas por fluencia en materiales con
comportamiento dúctil y arroja resultados que guardan una correlación con valores
experimentales
Aspectos fundamentales de esta teoría:
•
Según el criterio de la Máxima Energía de Distorsión se produce el fallo o
plastificación cuando en un punto del sólido se alcanza la energía de distorsión del
ensayo uniaxial al plastificar σ = σE.
•
El esfuerzo de corte en un plano octaedral puede expresarse como
(Ec. 3.14)
40
•
En un caso 2D conocido el estado tensional referido a unos ejes cartesianos
cualesquiera OXY.Ver Fig3.23
Figura Nº 3.23 Estado de esfuerzo de tensión con carga axial en elemento 2D
(EC. 3.15)
•
En el caso particular de la figura 3.24 σnyy==0
Figura Nº 3.24 Estado de esfuerzo de tensión si carga axial en elemento 2D
(Ec. 3.16)
•
Criterio de falla
σ
VM
≤ (
2
) ⋅ S y ⇒ FALLA
3
(Ec. 3.17)
3.2.12 Resorte
Robert Hooke (1635-1703), desarrolló y publicó en 1678 una ley que permite asociar
una constante a cada resorte, la cual es conocida como Ley de Hooke y se enuncia: "La
41
fuerza que devuelve un resorte a su posición de equilibrio es proporcional al valor de la
distancia que se desplaza de esa posición".
Previo a este descubrimiento, en 1675, realizó varios experimentos que permitieron
construir una pieza metálica enrollada en forma de hélice para descubrir sus propiedades,
cuyo estudio cuantitativo llegó más tarde. Esto llevo a la invención del volante con resorte
espiral, los cuales se contraen y se relajan alrededor de la posición de equilibrio en periodos
iguales (tardando lo mismo) sin que influya la amplitud de la oscilación.
El resorte capilar, hizo posible la aparición de las piezas de relojería portátiles. Al
eliminar el pesado péndulo, se pudieron construir relojes de pulsera y precisos relojes
insensibles al balanceo de un barco, que fueron la clave para determinar la longitud
geográfica. Posteriormente se desarrollaron los cronómetros.
Los resortes son componentes mecánicos capaces de absorber deformaciones
considerables bajo la acción de una fuerza exterior, recuperando su forma inicial cuando cesa
la acción de la misma, por ello se dice que presentan una gran elasticidad. Principalmente se
diseñan para dar una fuerza que puede ser: de empuje, puede tirar e incluso torcer.
Su función principal es ejercer fuerzas, proporcionar flexibilidad y almacenar o
absorber energía, por ello su principal utilización es en máquinas. En general estos elementos
pueden clasificarse en resortes de alambre o resortes planos.
3.2.12.1 Representación y acotación de resortes
La norma UNE-EN ISO 2162 establece una clasificación de los diferentes tipos de
resortes, datos técnicos, su representación y acotación. En general, los resortes se pueden
representar en vista o seccionados por un plano secante axial, en ambos casos, en la
proyección según un plano paralelo al eje del resorte, las sinusoides que representan los
contornos de las espiras se sustituyen por líneas rectas que unen las partes del contorno o
sección transversal de la espira. (Ver Fig. 3.25)
En los dibujos de fabricación, los resortes se representan con su eje en posición horizontal y
con la forma que presentan en estado libre, es decir, sin tener en cuenta la carga exterior que
42
provoca su deformación. A su vez, en caso de que el extremo del resorte presente alguna
forma especial, se añadirán las vistas necesarias para su total definición.
Figura Nº 3.25 Representación de resorte
Tabla Nº 3.1 Datos de resorte
3.2.12.2 Materiales empleados para el diseño de resorte
Tabla Nº 3.2 Materiales para construcción de resortes
3.2.12.3 Clasificación de los Resortes
3.2.12.3.1 Barras de torsión
43
Es uno de los diversos tipos de elementos elásticos o resortes que se pueden utilizar en
una suspensión, además de los muelles helicoidales, los sistemas hidroneumáticos y las
ballestas. Consiste en barras de acero reforzado que absorben la energía al pasar por un bache
"retorciéndose", es decir, trabajando a torsión.
En automotriz, generalmente, esta sujeta al bastidor y se conecta indirectamente con la
rueda. En algunos casos el extremo trasero de la barra esta fijo al chasis y el delantero al brazo
de control de la suspensión, que actúa como palanca; al moverse verticalmente la rueda, la
barra se tuerce.
Pueden estar montadas longitudinalmente o transversalmente y están hechas de una
aleación tratada por calor para el acero, durante la manufactura son precisamente estiradas
para darles una resistencia contra la fatiga.
3.2.12.3.2 Resortes de tensión o extensores
Están diseñados para absorber y acumular energía, mediante la creación de resistencia
a una fuerza de tracción. Todas las espiras son activas, y la tensión inicial es lo que mantiene
las espiras firmemente apretadas. Además los extremos de este tipo de resortes presentan una
serie de formas peculiares, que incluyen:
• Argollas de torsión o de cruceta extendidas.
• Ganchos u ojales a distintas distancias del cuerpo del resorte.
• Ojales ampliados o reducidos.
• Extremos rectangulares o en forma de lágrima.
Los extremos estándar se forman doblando la última espira a 90º en relación con el
cuerpo de espira. El alambre redondo es el material más usado para la fabricación de los
resortes de extensión, ya que es más adaptable al herramental de enrollado estándar. Un
resorte de extensión de uso especial común es el resorte de horno usado en las puertas de los
hornos, que se distingue de los demás resortes de extensión debido a sus extremos de gancho
extendido especiales.
44
Tabla Nº 3.3 vistas de resorte de extensión
3.2.12.3.3 Resortes de compresión o muelles
Diseñados para crear resistencia a una fuerza compresiva, son de cuerpo cilíndrico
helicoidal abiertos, y por lo general enrollados con diámetro constante.
El alambre redondo es el material más comúnmente usado para la fabricación de los resortes
de compresión, pues es el más adaptable al herramental de enrollado estándar. No obstante,
también puede usarse alambre cuadrado, rectangular o de sección especial cuando así exige el
diseño.
A menudo se esmerilan los extremos para aumentar su vida de servicio y permitir que
el resorte se asiente plenamente sobre la superficie de carga. El esmerilado también aumenta
el número de espiras activas y el diámetro de alambre disponible en un volumen de espacio
específico, lo que conduce a cargas más altas o tensiones más bajas.
En general, suelen poseer un diámetro de espiras constante, un paso constante y una
tasa o constante de resorte, aunque en determinadas aplicaciones se puede observar un paso de
resorte variable
45
Tipo de resorte de muelle según su aplicación:
Tabla Nº 3.4 Diferencias, aplicación y características de resortes de muelle
3.2.12.3.4 Resortes discoidales o arandelas Belleville
Resorte de compresión formado por arandelas elásticas en forma de tronco de cono
(arandelas Belleville) o roldana, montadas individualmente o en grupo superpuestas.
Una de las características que las hace muy útiles en ciertas aplicaciones, es que tienen
una característica fuerza-deflexión no lineal, así como también se pueden colocar en pilas
formando varios tipos de configuración, en serie, paralelo, y combinados en paralelos y en
serie. (Ver Figura 3.26 )
46
Figura Nº 3.26 Configuración de resorte de arandela
Tienen gran aplicación, entre las cuales destacan:
•
Dimensiones reducidas con gran capacidad de carga.
•
Varias arandelas superpuestas en el mismo sentido permiten multiplicar la carga que
soportan con igual deformación
•
Varias arandelas superpuestas en oposición permiten multiplicar la deformación
elástica con igual carga
•
Presentan una gran resistencia a la fatiga
•
Máxima seguridad de funcionamiento ya que la rotura de una arandela no deja el
resorte fuera de servicio.
47
3.2.12.3.4.1 Tipo de resortes discoidales o arandelas Belleville
Tabla Nº 3.5 tipo de resorte de arandela
3.2.13 Método de los elementos finitos
El método se basa en dividir el cuerpo, estructura o dominio (medio continuo) sobre el
que están definidas ciertas ecuaciones integrales que caracterizan el comportamiento físico del
problema en una serie de subdominios no intersectantes entre sí denominados «elementos
finitos».
El conjunto de elementos finitos forma una partición del dominio también denominada
discretización. Dentro de cada elemento se distinguen una serie de puntos representativos
llamados «nodos». Dos nodos son adyacentes si pertenecen al mismo elemento finito;
además, un nodo sobre la frontera de un elemento finito puede pertenecer a varios elementos.
El conjunto de nodos considerando sus relaciones de adyacencia se llama «malla».
Los cálculos se realizan sobre una malla o discretización creada a partir del dominio
con programas especiales llamados generadores de mallas, en una etapa previa a los cálculos
que se denomina pre-proceso. De acuerdo con estas relaciones de adyacencia o conectividad
48
se relaciona el valor de un conjunto de variables incógnitas definidas en cada nodo y
denominadas grados de libertad. El conjunto de relaciones entre el valor de una determinada
variable entre los nodos se puede escribir en forma de sistema de ecuaciones lineales (o
linealizadas). La matriz de dicho sistema de ecuaciones se llama matriz de rigidez del sistema.
El número de ecuaciones de dicho sistema es proporcional al número de nodos.
Típicamente el método de los elementos finitos se programa computacionalmente para
calcular el campo de desplazamientos y, posteriormente, a través de relaciones cinemáticas y
constitutivas las deformaciones y tensiones respectivamente, cuando se trata de un problema
de mecánica de sólidos deformables o más generalmente un problema de mecánica de medios
continuos. El método de los elementos finitos es muy usado debido a su generalidad y a la
facilidad de introducir dominios de cálculo complejos (en dos o tres dimensiones).
49
CAPÍTULO IV
MARCO METODOLÓGICO
En este capítulo se especifica el tipo de procedimiento usado para la realización del
trabajo de investigación, así como también contempla, los métodos científicos, técnicas y
herramientas para resolver la situación planteada.
4.1 Consideraciones generales
El Marco Metodológico esta referido al momento que alude al conjunto de
procedimientos lógicos, tecno-operacionales implícitos en todo proceso de investigación, con
el objeto de ponerlos de manifiesto y sistematizarlos; a propósito de permitir describir y
analizar los supuestos del estudio y de construir los datos, a partir de los conceptos teóricos
convencionalmente operacionales. (Ballestring, 1997).
4.2 Diseño de la investigación
De acuerdo al planteamiento del problema y a los objetivos de la investigación, se
fundamenta el estudio en investigación del tipo documental, ya que la información recabada
se hizo a través de folletos, manuales y textos; y de campo, debido a que parte de la
información se obtuvo en el área, recolectando datos y verificando condiciones de trabajo, con
el fin de describir, analizar e interpretar la naturaleza del problema
4.3 Nivel de la Investigación
50
Debido a las características de la investigación y a los objetivos planteados en este
proyecto, según el Manual de Trabajos de Grado de Especialización y Maestría y Tesis
Doctorales, UPEL 2003, la investigación corresponde a una del tipo Proyecto Factible, la cual
consiste en la investigación, elaboración y desarrollo de una propuesta de un modelo
operativo viable para solucionar problemas, requerimientos o necesidades de organizaciones o
grupos sociales.
La investigación es de tipo documental, porque fue indispensable la búsqueda y
obtención de datos a través de manuales, catálogos y textos. Es una investigación de campo,
porque parte de la información necesaria para elaborar la propuesta surgió del área de trabajo
así como a visitas a diversos lugares donde eran evidentes observar el problema como fue el
caso de las casaberas en el estado Anzoátegui.
También se considera una investigación descriptiva, porque se diseñó un mecanismo
en el cual se dan a conocer sus componentes, materiales y elementos mecánicos.
4.4 Técnicas de recolección de datos
4.4.1 Revisión documental
Mediante esta técnica se consultaron textos de ingeniería, para afianzar los
conocimientos referidos a la investigación. Igualmente, se revisaron tesis de grado y textos de
metodología de la investigación, para la constitución del marco metodológico, diseñando así
un proyecto organizado, claro sistemático y sencillo, que cumpla con las normas establecidas
en la elaboración de trabajos de investigación
4.4.2 Observación directa
Según Muñoz Razo (1998), nos dice que la observación directa es la Inspección que se
hace directamente de un fenómeno dentro del medio en el que se presenta, a fin de contemplar
todos los aspectos inherentes a su comportamiento y características dentro del campo.
En estos casos el observador entra en contacto directo con el fenómeno observado,
pudiendo permanecer aislado del mismo o participar en él.
51
4.4.3 Entrevista informal
La entrevista permite la recopilación de información en forma directa, cara a cara; es
decir, el entrevistador obtiene datos del entrevistado siguiendo una serie de preguntas
preconcebidas y adaptándose a las circunstancias que las respuestas del entrevistado le
presenten.
De acuerdo con Sabino (1986) "La entrevista informal es la modalidad menos
estructurada posible, ya que la misma se reduce a una simple conversación sobre el tema en
estudio." (p.142)
4.5 Metodología
A continuación se describe la metodología utilizada en el desarrollo del proyecto:
Evaluar prototipos existentes por medio de la búsqueda de patentes y equipos
existentes en el país.
Determinar los parámetros y criterios de diseño del mecanismo: En esta etapa se
establecen las diferentes fases del análisis del problema, las cuales definen las
funciones del prototipo, las condiciones que deberá soportar durante su vida útil, las
variables de solución y los criterios a utilizar.
Desarrollo de la ingeniería conceptual, a través de tormentas de ideas y selección de
una idea la cual se ajustes a las necesidades requeridas para resolver la problemática
de forma satisfactoria.
Establecer las diferentes alternativas y variantes para el diseño del mecanismo
Seleccionar el diseño óptimo. En este caso, para seleccionar la alternativa óptima de
diseño se emplea una matriz de decisión, la cual permite comparar las alternativas
posibles para diseñar el mecanismo, y de esta manera identificar la mejor opción.
52
Desarrollar en detalle la opción seleccionada. En este caso por ser un diseño técnico,
se incluye una rutina de cálculos necesaria para obtener los resultados finales. El
procedimiento que se sigue en los cálculos se puede dividir según el mecanismo a
desarrollar como se presenta a continuación:
4.5 .1 Motor
•
Cálculo del motor a usar en el desarrollo del prototipo
4.5 .2 Estructura
•
Diseño de estructura
•
Selección de material y tipo de vigas de la estructura
•
Cálculo de cargas a soportar
•
Cálculo de pandeo
4.5 .3 Transmisión de potencia
•
Estudio de diversos tipos de transmisión de potencia
•
Selección del sistema más adecuado para el prototipo
•
Cálculo de transmisión de potencia
4.5 .4 Sistema de prensado
•
Elementos de transmisión de torque
•
Cálculo de torque, fuerza para el sistema de prensado
4.5 .5 Sistema entrada de masa
•
Diseño de entrada de masa
4.5 .6 Sistema de seguridad
•
Diseño de válvula
•
Cálculo de presión
•
Cálculo de fuerza
•
Creación de mecanismo optimo
4.5 .7 Sistema de extracción de masa
•
Diseño de mecanismo donde debe de salir la masa
4.5 .8 Diseño de unión
•
Cálculos de elementos de unión como:
Tornillos
Soldadura
Sistema eje cubo
53
4.5 .9 Cálculo de los rodamientos
•
Cargas radiales y axiales
•
Selección del rodamiento
•
Duración del rodamiento
4.5 .10 Cálculo de fatiga
•
Cálculo de cargas alternativas
•
Cálculo de ciclos de vida de los elementos
Elaboración de planos de prototipo de prensa por medio de programa de diseño
asistido por computadora. En cada una de las partes diseñadas en detelle se indican sus
dimensiones y material.
54
CAPÍTULO V
DESARROLLO
A continuación se muestra el análisis realizado para poder completar el diseño del
prototipo con mayor detenimiento, así como exponer los conceptos de diseño en la ingeniería
y la aplicación de las técnicas de representación habituales en el proceso de diseño
5.1 Diseño de prototipo de prensa de yuca
5.1.1 Parámetros generales
Se pueden clasificar dos etapas importantes del diseño las cuales integran la búsqueda
de la solución del problema, dichas etapas son: El levantamiento de información y La
ingeniería conceptual
5.1.1 .1 Levantamiento de información
Consiste en realizar una serie de sondeo que permita establecer uso, funcionamiento,
procesos, historia avances e investigaciones para plantear y desarrollar una idea de diseño
5.1.1 .1.1 Proceso de elaboración de casabe en Venezuela
La búsqueda de información para este trabajo se logro a través de la investigación de
diferentes fuentes obteniendo diversos antecedentes y evaluando los procesos de elaboración
de casabe, para ello se realizó el estudio artesanal e industrial, en una zona productora de
Venezuela específicamente en Cantaura, estado Anzoátegui donde se hizo una visita.
55
El estudio en la zona fue de gran importancia para ver el desarrollo de la producción
del casabe. A pesar de no tener un proceso continuo se pudo observar el uso de diversas
máquinas y técnicas para la realización de las tortas de casabe y lograr tener una idea del
problema y posibles soluciones del mismo, en el proceso industrial se observó, el pelado (ver
Fig. 5.1), lavado (ver Fig. 5.2), rallado (ver Fig. 5.3) y prensado (ver Fig. 5.5).
Figura Nº 5.1 Pelado
Figura Nº 5.2 Lavado
56
Figura Nº 5.3 Rallado
En esa visita se observó como la industria del casabe en Venezuela ha venido
evolucionando, así como las dificultades presentes en cuanto a la innovación tecnológica, en
este caso particular se pudo ver todo el proceso pero especialmente el sistema de prensado.
El prensado del casabe es uno de los procesos más importantes ya que es la fase que
permite extraer de la yuca amarga una gran cantidad de yare que en grandes cantidades es
tóxico y se puede convertir en almidón a través de otro proceso.
En el proceso artesanal de acuerdo a la información obtenida proviene de los
indígenas. En nuestro país se usa un elemento llamado sebucán, este instrumento esta hecho
de fibras de caña y consiste en una gran bolsa donde echan la yuca rallada hasta casi llenarla,
y después la cuelgan en un árbol o de un palo, donde se hace una palanca bien fuerte haciendo
presión cuando una persona se sienta sobre el sebucán provocando la compresión de la masa
logrando extraer el jugo venenoso (yare) formado por ácido cianhídrico. (Ver Fig.5.4). Para
luego llevarlas al horno y crear la torta de casabe.
57
Figura Nº 5.4 Sebucán
En la industria del casabe, el proceso de prensando es distinto ya que no se usa el
sebucán, en instalaciones industriales, se usa la prensa de tornillo, el cual es un instrumento
que ejerce presión a la masa de yuca por medio de una placa que sube o baja por un brazo por
medio del giro de un tornillo. (Ver Fig. 5.5)
Figura Nº 5.5 Prensa de tornillo
A pesar de que el proceso industrial tiene un menor trabajo físico que en el proceso
artesanal, no se presenta en una sola línea de producción, siendo difícil para la persona poder
llevar acabo un trabajo más productivo y eficiente
58
En el FII se ha trabajado en el desarrollo del proceso de la elaboración del casabe,
actualmente trabajan en el perfeccionamiento del mismo, lo cual forma parte de esta pasantía
en cuanto a la mejora del prensando, para una sola línea de producción.
5.1.1 .1.2 Proyecto general
El desarrollo de esta propuesta forma parte del proyecto “Diseño y Puesta en Marcha
de Mini Planta de Harina de Yuca Para Cooperativas y Pymes” actualmente en ejecución en
la Fundación Instituto de ingeniería.
La mini planta de harina de yuca consta de dos etapas principalmente:
I Etapa: Producción de Harina de Yuca Semi-Húmeda, para Casabe
-
Lavado y pelado.
-
Rallado.
-
Prensado.
-
Tamizado.
II Etapa: Producción de Harina de Yuca Seca, panificable
-
Secado.
- Molienda.
Las siguientes figuras muestran el proceso de forma más específico
59
Figura Nº 5.6 Primera etapa de producción de harina semi- húmeda
Figura Nº 5.7 Segunda etapa de producción de yuca de harina seca
Por medio de estas figuras se puede apreciar la aplicación del diseño de la prensa de
yuca donde llega la masa a través de una cinta transportadora, luego debe de comprimir la
yuca y extrae el yare.
La masa comprimida debe de salir para llegar al tamiz y luego seguir su proceso
continuo hasta obtener harina de yuca.
5.1.1 .2 Ingeniería conceptual
Luego de la búsqueda de información y de observación del proceso de casabe se lleva
a cabo el proceso de ingeniería conceptual donde se establece condiciones para el diseño, y se
busca la solución del problema de forma corriente sin mucho detalle por la información
recopilada.
60
De acuerdo con las condiciones establecidas en el diseño se tiene lo siguiente:
•
Diseño de una prensa para una línea continúa de producción.
•
Un capacidad de 360 Kg./hr de yuca rallada, lo cual equivale a 5 sacos de 45 kilos.
•
Diseño visualmente atractivo.
•
Diseño de fácil mantenimiento.
•
El diseño debe tener una salida para el yare.
•
Debe de tener una salida para la que la masa de yuca pueda ir al otro proceso de la
línea de producción
•
Diseño para un motor de 7.5 hp (motor adquirido previamente).
Por las condiciones requeridas para el diseño de la prensa se piensa aplicar un diseño
alternativo a los convencionales de prensa de tornillo ya que esa máquina solo sirve para una
producción discontinua, en vista de esta situación se busca establecer una prensa de tornillo
sin fin con paso variable donde se solventa el requerimiento de prensado y transporte de masa
para crear una línea de producción continua.
Para ello se realizan varios bosquejos entre ellos el de la figura 5.8 donde se planteó
un diseño de tornillo sin fin con paso variable y el motor acoplado en el mismo eje.
Figura Nº 5.8 Primer boceto
61
Esta propuesta a pesar de ser el más óptima de forma parcial, fue descartada por el
sistema de acople entre la unión de motor-eje debido a la potencia, peso y tamaño del motor,
el cual el FII lo había adquirido previamente, por la potencia del motor el diseño se ve
beneficiado por el torque suministrado para el prensado de la yuca.
El prediseño al no ser descartado totalmente, se estableció otro diseño manteniendo
como base el prensado por medio de un tornillo sin fin y colocando una estructura resistente
como soporte del motor, así como también de la misma estructura principal de prensado.
A pesar del beneficio de la potencia del motor para el prensado de yuca, se presenta
un problema en cuanto al torque y a la presión suministrada a la masa de yuca por lo que en la
mejora del pre-diseño se incluye una válvula (ver Fig. 5.11) como un sistema de seguridad y
regulador de presión para el sistema de prensado. La forma de transmisión de la potencia es
por cadenas.
Al resolver el control de la presión, que se debe ejercer, también se resolvió otra
condición del diseño como la salida de la masa para ir al siguiente proceso de la línea de
producción, para ello se pensó en unas compuertas conformada por dos discos con agujeros
uno fijo y otro móvil desfasado a 15º, donde la forma de su apertura y cerrado son creadas a
través de un mecanismo de brazos unidos por la válvula de presión. (ver el mecanismo de
compuertas de la figura 5.9)
Donde al aumentar la presión ejercida por el tornillo sin fin de paso variable y al ser
almacenado la masa de yuca la válvula se expande, de tal modo sube y el sistema de brazos
permite el movimiento del disco móvil 15º, logrando que la masa salga por los hoyos que se
encuentran por los discos debido a la presión de empuje del sistema de prensado como se
aprecia en la Fig.5.10
También se puede ver el sistema de salida del yare, logrando integrar otra condición al
diseño este yare puede ser utilizado en otro proceso para generar almidón.
El sistema de salida del yare producto del prensado de yuca, se obtiene por la presión
ejercida sobre la misma por el tornillo sin fin de paso variable, el cual pasa por una rejilla
logrando así filtrar el liquido de las partículas sólidas que pueden quedar en medio del
proceso, este líquido (yare) al ser filtrado es almacenado en un compartimiento el cual tiene
62
un tubo macho donde puede ser conectado por una maguera para iniciar el proceso de
almidón.
Para introducir la masa de yuca se diseña una tolva de forma cónica con inclinación de
60º la cual permite que entre la masa sin ningún problema del proceso anterior al prensado.
En cuanto al mantenimiento se unirá en dos tramos el sistema de prensado por lo que
es fácil ser desmontado y poder limpiar el tornillo sin fin y los tubos que lo recubren.
El bosquejo final del diseño se puede observar en la figura 5.9, donde se integra todas
las condiciones del diseño así como algunos detalles.
5.1.2 Parámetros específicos
Son aquellos aspectos que se definirán con mayor profundidad en el diseño, este
parámetro abarca la ingeniería de detalle, donde se justificara el la selección de piezas en la
máquina de prensado como, motor, estructura, sistema de transmisión, sistema de prensado,
válvula reguladora de presión y mecanismos de compuerta.
5.1.2 .1 Ingeniería de detalle
Es la fase de implantación, contempla realizar una revisión de la ingeniería básica, a
fin de adecuar y actualizar el proyecto a posibles nuevas exigencias, redimensionamientos y
cambios en el entorno.
63
Figura Nº 5.9 Boceto final de diseño
Figura Nº 5.10 Boceto de sistema de seguridad y sistema de salida de masa
64
Figura Nº 5.11 Boceto de válvula
5.1.2.1 .1 Motoreductor
El motor seleccionado es de 7.5 hp de marca Rossi, modelo MR3180 de 41 RPM
adquirido en el FII por lo que el diseño fue realizado en base a la potencia del mismo siendo
un diseño adaptativo. Fig. 5.12
Figura Nº 5.12 Motor Rossi de 7.5 HP
5.1.2.1 .2 Estructura
Figura Nº 5.13 Estructura en Pro engineer
65
La estructura es de forma trapezoidal con vigas UPN 80 las cuales fueron
seleccionadas por medio del cálculo de estructuras y pandeo, también fueron comprobados
con la aplicación de análisis de esfuerzos del software Pro engineer, como se aprecia en la
figura 5.14
Figura Nº 5.14 Cálculo en Pro engineer
Para el cálculo de la estructura se tomaron en cuenta las cargas del peso del motor así
como el peso del sistema de prensado incluyendo sus componentes internos tomando como
bases una carga a soportar de 400 kgf
Una de las principales características de la estructuras son las ranuras tanto en la parte
superior donde esta ubicado el sistema de prensado así como también las ranuras que se
encuentra en las vigas inferiores donde se ubica el motor para poder colocador en la forma
más óptima posible. Las vigas serán unidas por medio de soldadura
La estructura mide de alto 520 mm y de ancho 400 mm
5.1.2.1 .3 Sistema de transmisión
El sistema de transmisión usado en el diseño de la prensa es por medio de cadenas ya
que consume mas potencia del motor y por la facilidad de lubricación, a pesar de la desventaja
del ruido proporcionado por la cadena, se ve compensado con la ventaja de no tener que
cambiarla frecuentemente ya que las cadenas presenta una gran durabilidad porque la carga
repartida sobre los dientes de los piñones prolongan la vida útil de la misma, otra ventaja es la
velocidad de trasmisión constante que presenta la cadena y el poco resbalamiento que tiene.
66
Los cálculos realizados fueron para una relación de transmisión de 2.66 para pasar de
una velocidad de motor de 40 RPM a una de 15 RPM en el eje de transmisión dando como
resultado por las normas ISO, rodillos dobles de 16B-2
A pesar del cálculo de la cadena para la relación de transmisión anterior, puede usar
una relación de 1:1 en el diseño al poseer un variador de frecuencia disponible en el FII
5.1.2.1 .4 El Sistema de prensado
El sistema de prensado esta compuesto por varios elementos, entre los que se
encuentra el eje de transmisión de potencia, rodamientos y tornillo sin fin, así como el
recubrimiento de de los mismos.
Figura Nº 5.15 Sistema interno de prensado
5.1.2.1 .4 .1 Eje de Transmisión
El eje de transmisión forma parte del sistema de prensado el cual esta acoplado al
tornillo sin fin de paso variable y presentan tres rodamientos, las cargas del eje se calcularon
por medio del criterio de la tercera derivada. Donde se tienen cargas en tres sentidos axiales,
radiales y tangenciales.
Con los valores, se cálculo la resistencia de fatiga, el cálculo de esfuerzo y la elección
de los rodamientos, el eje de trasmisión gira a 15 RPM
67
5.1.2.1 .4 .2 Rodamientos
Los rodamientos seleccionados de acuerdo con el cálculo son el 6218RS1 y el 51318
de marca SKF donde resistes gran carga axial y radial, necesaria en el diseño por la fuerza de
empuje de la presión así la masa de yuca muy alto por el torque que proviene de la potencia
del motor
5.1.2.1 .4 .3 Tornillo Sin Fin
El tornillo sin fin es la parte más importante del diseño de la prensa, ya que traslada y
comprime la masa por su diseño de paso variable. Las características del tonillo
Figura Nº 5.16 Tornillo sin fin
Características del tonillo
Tabla 5.1 características del tonillo
Diámetro
Largo
Paso
mayor
Paso
menor
Material
100 mm
560 mm
80 mm
60 mm
Acero Inoxidable
El cálculo de esfuerzo por la complejidad de la pieza y al estar sometida a cargas en
toda su superficie por el traslado de masa de yuca, se realizó por medio del cálculo de
elementos finitos de pro engineer.
68
Los valores de las cargas aplicada para el análisis de elementos finitos son de 19
Nw/mm^2 y 36306 mm N, obtenida del cálculo del estudio de la presión por la transmisión de
la potencia
Donde se presenta una presión interna a soportar de 120 bar, por lo que a través del
análisis, se pudo determinar el espesor de la hélice, al tantear con varias láminas, obteniendo
como resultado una lamina entre 6mm a 8mm de espesor.
Figura Nº 5.17 Tornillo sin fin con cargas en Pro engineer
Figura Nº 5.18 Cálculo de esfuerzo en pro engineer
La pieza es de acero inoxidable por el yare, por salubridad y normas de higiene. Es
hueca para que sea más liviana y también se pueda acoplar al sistema del mecanismo de
compuertas o salida de masa.
69
5.1.2.1 .4 .4 Rejilla de filtrado
Se encuentra en la parte interior del sistema de prensado, es decir en la zona donde se
encuentra el tornillo sin fin y su función es separar las partículas sólidas del líquido (yare)
para que pueda ser almacenado en un compartimiento.
Figura Nº 5.20 Rejilla de filtrado
5.1.2.1 .4 .5 Compartimiento de almacenado de yare
Es un compartimiento que se encuentra en la zona de prensado, el tiene un tubo con
una conexión macho para poder trasladar yare por medio de una manguera a otro lugar para
poder ser usado en los procesos de la extracción de almidón.
Se encuentra unido al tubo que forma parte de la cubierta del sistema de prensado.
Figura Nº 5.21 Compartimiento de yare extraído
5.1.2.1 .5 Válvula Reguladora de presión
La válvula reguladora del sistema esta conformada por resortes de discos como
característica principal y un pistón el cual sube o baja de acuerdo al valor de la presión y un
70
brazo unido a una horquilla la cual crea un tope físico para que el brazo se desplace lo
necesario y los discos de la compuerta gire 15º.
Figura Nº 5.22 Sistema de seguridad vista externa
Figura Nº 5.23 Sistema de seguridad vista interna
5.1.2.1 .5.1 Resortes de disco
El resorte de disco 40X20.4X2.25X3.15 fue seleccionado de acuerdo a los cálculos y
presenta una configuración de 3 resortes en paralelo y 6 en serie formando un paquete
combinado de serie paralelo
El uso de este resorte era el más factible por el espacio y la fácil configuración que se
puede usar en serie, paralelo o ambas, dando resistencia para soportar grandes cargas y
flexibilidad para un mayor desplazamiento del pistón
71
Figura Nº 5.24 Resortes de arandela 40X20.4X2.25X3.15
5.1.2.1 .5.2 Pistón
Es uno de los elementos más importante en el sistema de seguridad y en el diseño de la
máquina, ya que su función principal es establecer un enlace entre la válvula y la apertura de
las compuertas a través de su desplazamiento, donde es regulado por una cubierta móvil
roscada, el cual permite aumentar o disminuir el desplazamiento requerido según la presión
necesaria para compensar la fuerza de empuje creada por la presión transmitida por el torque a
la masa que se quiere prensar.
El cilindro en la parte superior esta unido a una horquilla y al brazo del sistema de
presión que conforma la válvula por medio de un tornillo allen M10.
Figura Nº 5.25 Pistón
72
Las características del pistón son las siguientes:
Tabla 5.2 Características del pistón
Largo
Diámetro
mayor
Diámetro
menor
Material
126.5 mm
38 mm
10 mm
Latón
5.1.2.1 .6 Reguladores de presión
5.1.2 .1.6 .1 Regulador externo
El regulador externo es un cilindro roscado el cual regula el desplazamiento del pistón
así como también los paquetes de resortes que se encuentran en la parte interna del
mecanismo manteniendo el control de una forma mas adecuada
5.1.2.1 .6.2 Regulador interno
Se encuentra dentro del mecanismo de la válvula y regula el desplazamiento del pisto
ya que sirve como un tope físico y un sistema de seguridad da un mejor control por las altas
presiones a las cual esta sometido el mecanismo
5.1.2.1 .7 Mecanismos de compuerta
Figura Nº 5.26 Sistema de compuertas
73
5.1.2.1 .7 .1 Discos
Este mecanismo esta conformado por dos discos con tres hileras de agujeros donde
uno es móvil y el otro se encuentra fijo dentro del sistema de prensando y por un sistema de
brazos el cual esta unido por una articulación esférica al otro brazo que se encuentra en el
sistema que regula la presión.
Los dos discos presentan un acabado superficial tipo espejo para disminuir el
calentamiento y los daños producido por el roce de las superficies.
5.1.2.1 .7 .2 Brazo
5.1.2.1 .7 .2.1 Brazo compuerta
El brazo que se encuentra en la compuerta móvil permite el giro del disco para que
pueda salir la masa de yuca comprimida por la hilera de hoyos que se encuentran en los discos
5.1.2.1 .7 .2.2 Brazo de unión entre el sistema de compuerta y el sistema de presión
Es el brazo de forma cilíndrica unida con una horquilla M12 se encuentra unida a
través de un tornillo allen al brazo de la compuerta.
El brazo cilíndrico permite establecer una unión entre los sistemas de compuerta y
presión, de tal modo cuando el brazo del sistema de presión se mueva, este se moverá
permitiendo que el mecanismo cumpla su trabajo.
La unión entre los brazos es a través de una unión esférica al presentarse un
movimiento en tres dimensiones, otra opción podría ser por una cabeza de articulación libre
con rosca hembra, de acero y compuesto de latón sintetizado (ver figura 5.27)
74
Figura Nº 5.27 Planos articulación esférica
El mecanismo fue probado por medio del sistema de simulación de mecanismo de pro
engineer obteniendo buenos resultados con esta articulación.
5.1.2.1 .8 Sistema de entrada de masa
Figura Nº 5.28 Sistema de entrada de masa en pro engineer
El sistema de entrada de masa de yuca es por medio de un cono de lámina de 1mm
unido a la cubierta del sistema de prensado por medio de soldadura.
La lámina presenta un espesor pequeño ya que la masa entra ralla y no en materia
sólida y una cantidad de 340 Kg./hr, lo cual no representa una gran cantidad de masa
75
5.2 Mantenimiento
El mantenimiento en la máquina es muy importante al tratarse de alimentos. Pensando
en ello se tiene una unión por medio de tornillos M12 para la unión del sistema de prendado
con él de transmisión, lo que hace que el sistema de prensado pueda ser desmontado y tener
pleno acceso al tonillo sin fin. También se puede desmontar por el sistema de compuertas o el
sistema de salida de masa.
Figura Nº 5.29 Ensamble del sistema de prensado, transmisión, compuerta y
entrada de masa
5.3 Unión del sistema de prensado con la estructura
La unión del sistema de prensado con la estructura se realizó a través de unas láminas
de 8 mm de espesor soldadas a 45 ° del tubo de recubrimiento y estas se unieron a otras
láminas verticales por soldadura y luego a otras horizontales, las cuales van apernadas a la
ranura de la estructura por medio de tornillos M5.
Las ranuras permiten una movilidad importante para poder cuadrar el motor con el
sistema prensado y las posibles cintas transportadoras que lleven la masa de yuca a la entrada
y salida de la máquina
En la figura 5.30 se aprecia de forma general la parte externa del diseño de la prensa
de yuca tanto la estructura, motor, sistema de transmisión, cubierta de sistema de transmisión,
cubierta de sistema de prensado, válvula, y el conjunto que forma parte del sistema de
compuertas como la unión de los sistemas como la estructura.
76
Figura Nº 5.30 Ensamble completo
En la figura 5.31 se puede observa con mayor detalle el sistema interno del diseño de
la máquina
Figura Nº 5.31 Plano de ensamble total
77
CAPÍTULO VI
CONCLUSIONES Y RECOMENDACIONES
•
Se estudiaron varias máquinas de prensado de yuca en Venezuela y no se obtuvo
ningún resultado en cuanto a una máquina de intervención en un proceso continuo
•
Se dotó a la empresa de un diseño de detalles el cual complementa un proyecto para el
desarrollo productivo, económico y social del país
•
Se aporta un diseño innovador integrando las condiciones planteada inicialmente para
la ayuda de los productores.
•
Este diseño forma parte de un proceso para extraer dos productos de la yuca el
almidón y la harina.
•
Con este diseño se tiene dos líneas de producción en una sola máquina, el costo
disminuye y la eficiencia aumenta en los dos procesos.
•
Cuando se realice el diseño de piezas particulares cuyo funcionamiento es crítico, es
importante utilizar un software que permita el análisis de esfuerzo de estas para así
diseñarlas con mayor base y seguridad.
•
Se recomienda la construcción de la máquina, no solo por el aporte tecnológico al país
sino también como una ayuda para disminuir la ardua labor física de muchas personas
que laboran en la realización del procesado de harina de yuca y casabe.
78
BIBLIOGRAFÍA
•
Arias, F. (2004). El Proyecto de Investigación: Introducción a la Metodología Científica
(4ta Edición). Editorial Episteme. Caracas
•
Ballester B., M. (2007). Normas APA-UPEL. Universidad Pedagógica Experimental
Libertador. Caracas
•
Bermúdez Elysaud, Quintero Mauricio (2003) “Diseño de una maquina empacadora de
harina y almidón”, Trabajo Especial de Grado, Universidad Central de Venezuela,
Caracas.
•
Mota S., Miguel E., González P., Jean (2004) “Diseño de una Máquina Ralladora y
Exprimidora de Yuca para la Elaboración de Casabe”, Trabajo Especial de Grado,
Universidad Central de Venezuela, Caracas
•
http://www.clayuca.org/procesamiento.htm
•
Baldassini; L., “Vademecum per Disegnatori e Tecnici.” ULRICO HOEPLI, Milano, 10
Edición, 1980
•
Casillas; A., “Maquinas. Calculo de Taller.” Limusa, España, 32 Edición, 1982.
•
Hibbeler; R., “Mecánica de Materiales.” Pearson. Mexico, 3 Edición, 1998
•
www.invema.es Fundación de Investigación de la Maquina Guión Herramienta. (14
Noviembre). http://www.invema.es/home.aspx?tabId=153
79
ANEXOS A
ANEXOS CÁLCULO
80
ANEXOS CÁLCULO
Calculo de viga estructura
81
82
83
Soldadura estructura
A=B=C=D
84
85
86
Caculo de cadena
87
88
89
90
Calculo de Eje
Momento flector del eje
Momento 3
91
92
93
Fatiga
94
Presenta vida infinita ya que
95
Calculo de rodamiento
96
97
Calculo de presión de tornillo
La presión es alrededor de 120 bar en el tornillo sin fin
98
99
Calculo de Resorte
100
ANEXO B
PLANOS
101
B.1 Ensamble
102
B.2 Estructura
103
B.3 Anclaje de la estructura
104
B.4 Viga soporte del motor
105
B.5 Viga lateral inferior
106
B.6 Viga lateral soporte estructura
107
B.7 Viga superior lateral
108
B.8 Viga base sistema prensado
109
B.9 Sistema de entrada de masa
110
B.10 Unión cono
111
B.11 Sujetador
112
B.12 Cono
113
B.13 Unión tubo cono
114
B.14 Cubierta
115
B.15 Ensamble total
116
B.16 Soporte lateral sist. Prensado
117
B.17 Soporte base sist. Prensado
118
B.18 Soporte sistema prensado
119
B.19 Válvula
120
B.20 Resorte
121
B.21 Brazo válvula
122
B.22 Cilindro soporte
123
B.23 Disco interno
124
B.24 Horquilla tope
125
B.25 Pasador
126
B.26 Pistón
127
B.27 Regulador
128
B.28 Soporte interno
129
B.29 Ensamblaje sistema de Prensado
130
B.30 Arandela 1
131
B.31 Arandela 2
132
B.32 Brazo compuerta
133
B.33 Brazo
134
B.34 Disco fijo
135
B.35 Disco móvil
136
B.36 Drenaje
137
B.37 Cilindro para lubricar
138
B.38 Sujetador 1
139
B.39 Sujetador 2
140
B.40 Cubierta sist. Prensado
141
B.41 Rejilla filtrado
142
B.42 Tubo externo
 0
0
Anuncio
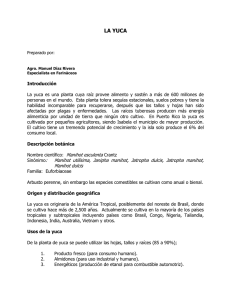
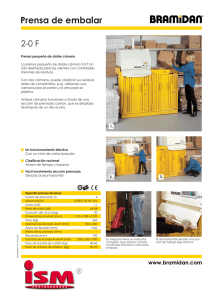
Descargar
Anuncio
Añadir este documento a la recogida (s)
Puede agregar este documento a su colección de estudio (s)
Iniciar sesión Disponible sólo para usuarios autorizadosAñadir a este documento guardado
Puede agregar este documento a su lista guardada
Iniciar sesión Disponible sólo para usuarios autorizados