estudio del crecimiento de grietas por fatiga en acero al carbono
Anuncio

ESTUDIO DE CRECIMIENTO DE GRIETAS POR FATIGA. . ./ 1
ESTUDIO DEL CRECIMIENTO DE GRIETAS POR FATIGA EN ACERO AL CARBONO
UTILIZANDO TÉCNICAS DE
ULTRASONIDO MEDIANTE ONDAS SUPERFICIALES
Alberto D. Pertuz C., Franchesco Dambrosio G. y Felipe. Rodriguez. R.
Facultad de Ingenieria
Escuela de Ingenieria Mecânica
Universidad Central de Venezuela
49141, Caracas 1042, Venezuela
*pertuz@fiucv .ing.ucv .ve
Jose A. Chitty F.
Facultad de Ingenieria
Departamento de Matemfiticas Aplicadas
Universidad Central de Venezuela
49141, Caracas 1042, Venezuela
Eli S . Puchi C
Facultad de Ingenieria
Escuela de Ingenieria Metalùrgica
Universidad Central de Venezuela
49141, Caracas 1042, Venezuela
RESUMEN
En et presente trabajo se realiza un estudio de
grietas que se propagan por fatiga en muestras
preagrietadas. En primer término se logra correlacionar
la técnica de la microscopie ôptica con la técnica de
ondas ultrasonicas superficiales, en et crecimiento de
grietas. Se utilizan muestras planas de acero SAE 1010
con superficies mecânicamente pulidas sometidas a
flesiôn alternative, con ana relaciôn de esfueraos
aproximadamente igual a cero. También se logra estimar
los parâmetros C y m de la ecuaciôn de Paris v se
reportan las curvas tamaûo de grieta contra ninmero de
y velocidad de crecimiento de grietas contra
ciclos
intervalo del factor de intensidad de esfuerzos daidNAK. Con esto se demuestra la utilidad y facilidad de la
técnica ultrasénica para et estudio del crecimiento de
grietas por fatiga .
INTRODUCCIÔN.
Con et concepto de diserio con daiïo tolerable et
seguimiento del crecimiento de grietas es ana tarea vital
para la integridad de ana pieza y para poder predecir la
vida ûtil de un componente estructural sujeto a cargas
ciclicas.(3)
La realizaciôn de tel labor no ha sido fâcil debido a
machos problemas complejos. Uno de ellos, es et hecho
de que un largo periodo de vida del elemento soinetido a
fatiga es agotado antes de que et tamafo de la grieta sea
detectable por medio de técnicas convencionales . Este
periodo puede varier significativamente en bajo ciclaje y
es dificil predecirlo en base a consideraciones
tebricas.(2)
Este anomalia puede ser et producto de la
interacciôn de la zona microplâstica desarrollada en la
punta de la grieta. con la falta de homogeneidad local
debido a la microestructura de la aleaciôn . Esto incluve
ESTUDIO DE CRECIMIENTO DE GRIETAS POR FATIGA.J 2
et limite de grano, orientaciôn cristalogrâfica,
inclusiones y esfuerzos residuales.(3)
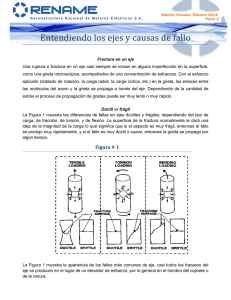
Cuando la grieta alcanza dimensiones mayores la
extensién de la misma comienza a ser estable v et
comportamiento de su crecimiento puede ser descrito pot
la ecuaciôn de Paris, en la cual él factor de intensidad de
esfuerzo (OK) es et parâmetro que controla et
crecimiento. (7)
La disponibilidad de cureras patrones de velocidad
de propagaciôn de grietas para un material particular de
una configuraciôn dada, asi como et intervalo de] factor
de intensidad de esfuerzos capacitan al disetiador a
predecir et comportamiento de un cuerpo agrietado
ciclicamente cargado, va que tel informacibn no se
encuentra hmitada a muestras empleadas para la
obtenciôn de tales datos .(12)
Se han realizado un gran nitmero de investigaciones
dirigidas al desarrollo de técnicas que permitan la
deteccion de grietas. asi como et seguimiento in situ del
crecimiento irregular de las mismas.
La observacibn directe de la longitud superficiel de
la gricta es posible recurriendo al uso de la microscopie,
ya sea, ôptica, o electrbnica .(4)
lnformaciôn referente a la profundidad de la grieta y
su mediciôn indirecte puede ser obtenida mediante et
uso de varios métodos, tales como: cailla de potencial,
corrientes inducidas e inspecciôn ultrasénica . Cada una
de estas técnicas posee ventajas v desventajas .(12)
Debido a esto, se desca desarrollar un sistema no
solo aplicable a los ensayos de laboratorio para la
investigacibn de fatiga, sino también a componentes
reales y estructuras sometidas a esfuerzos ciclicos .(1-4)
La inspeccibn ultrasonica empleando ondas
acûsticas superficiales se ha mostrado ùtil para la
obtencién de datos de crecimiento de grietas contas que
se propagan pot fatiga, obteniéndose buenos resultados
para la medicion de sus profundidades . Pot lo que surge
la inquietud acerca de la utilidad de esta técnica para la
evaluaciôn de grietas largas.
La determinacién de longitud de grietas mediante
ondas superficiales tiene la virtud de poder sen aplicada
a cualquier estructura v obtener curvas de calibraciôn
independientes del espesor de pared del elemento, esto
permitiria una evaluaciôn râpida del material en servicio
bajo condiciones de descarga.
En et presente trabajo se hase uso de la técnica
ultrasénica mediante ondas superficiales a fin realizar
un seguimiento periédico del crecimiento de la longitud
de la gricta pot fatiga en una muestra de acero de bajo
carbono sometida a un ensayo de fatiga pot flexiôn
alternativa, con et objeto de obtener en principio la curva
a versus N (tarnano de gricta contra niunero de ciclos) %
posteriormente la curva daldN-versus à K (velocidad de
crecimiento de grietas con variacién del factor de
intensidad de esfuerzo) .
PROCEDIMIENTO EXPERE«NTAL.
Se elaboraron cicoo muestras planas de fatiga segnn
la norma DIN 50100, a partir de planchones de
1 .200x2 .400x6 mm. de acero SAE 1010 laminado en
caliente. Las mismas fueron entalladas superficialmente
utilizando para ello un taladro vertical, con une broca de
1.6 mm de diâmetro y hasta una profundidad de 1 mm,
luego las muestras fueron pulidas mecanicamente, con
lijas de diferentes granulometria desde 180 hasta 600
obteniéndose de esta forma un pulido grueso para
posteriormente ser tratadas térmicamente médiate un
recocido de regeneraciôn, Pot ûltimo se logr6 et pulido
final mediante una pulidora automâtica utilizando polvo
de alumina de 0.03 gm como medio abrasivo.
Se obtuvo una resistencia a la fluencia y una
resistencia ûltima de 320 y 490 MPa respectivamente,
asi como un 61 % de reduccion en ârea v 74 de dureza
Rockwell B .
A continuacion las muestras fueron sometidas a
ciclos de fatiga pot flexiôn alterativa con amplitud de
flexiôn constantes en una mâquina SCHENCK PWSG. a
temperatura ambiente, esfuerzo mâximo de 80% de la
resistencia a la fluencia del material, una relacibn de
esfuerzos R= 0,06 y una frecuencia de 29 Hz.
Aproximadamente cala
100.000 ciclos se
interrumpiô et ensayo de fatiga (a lo sumo pot espacio
de 30 minutos) para haver las mediciones de los tamafos
de grieta.
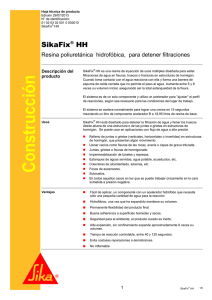
Figura 1 . Esquema del montaje de la técnica de mediciôn
por ultrasonido.
Esta mediciôn se hizo microscôpicamente con et uso
de un objetivo micrométrico UNITRON WFHIOX con
una reticula lineal calibrada de 100 divisiones pot
centimetro, y uttrasbnicamente con un equipo portâtil
ESTUDIO DE CRECMENTO DE GRIETAS POR FATIGA. . ./ 3
para inspecciones en campo Quantum QFT-2 con
impresora y un palpador de ondas superficiales
GILARDONI de 4MIlz . Tai como se ilustra en la Fig 1 .
Para la serial ultrasônica la velocidad de onda lue de
3 .000 in/s, empleandose a su vez 65 dB de ganancia y un
intervalo de 20 mm. También se selecciono et modo de
presentacion en pantalla de radio frecuencia, ya que
presento mayor resolucion y ademas este permitir un
mejor procesamiento de los datos por técnicas de
procesamiento digital .
El palpador fue colocado para todos los intervalos de
inspection a una distancia constante de la grieta.
permitiéndose tan solo la ejecucion de ligeras rotaciones
manuales, de manera que se pudiera lograr la maxima
amptitud de pantalla, la cual era asociada al tamano de
grieta. Adicionalmente, a fin de obtener una presion
acustica constante para todos los intervalos, se coloco
sobre et palpador una masa constante.
RESULTADOS Y DISCUSION DE RESULTADOS .
Correlaciôn Ultrasonido-Microscopia Optica
La fig. 2 presenta una correlacion experimental
obtenida en una muestra patron para la medicion de una
grieta que se propaga por fatiga. Se compara la serial
obtemda por meddo de ultrasomdo usando ondas
superficiales, y su respectiva medicion por microscopia
optica.
Figura 2. Correlaciôn Ultrasonido-Microscopio.
En ella, se observan dos zonas caracteristicas o
intervalos, limitados en et tamano de grieta por et valor
3,22 mm. La primera zona es una recta horizontal que
indica la imposibilidad de medicion para valores
menores al limite senalado, mientras que la segunda
exhibe un comportamiento estrictamente creciente y. no
lineal . Esta itltima porcion o zona se extiende hasta un
valor de 11,4 mm . La correlacion empirica obtenida se
ajusta, para la instrumentation y técnica empleada, a
tamaos de grieta comprendidos en un intervalo entre
3,2 y 11,4 mm., que abarcan una amplia region del
ancho de la muestra, y se corresponden, como se
observas en las curvas de crecimiento a valores
comprendidos en la zona de Paris .
Se ensayo una segunda muestra bajo las mismas
condiciones y en ella se midio et tamano de grieta por
microscopia (al que denominaremos tamano real, 2aR) y
simultâneamente se estimo et tamano de la misma
(tamano estimado, 2aE) haciendo uso de la correlacion
mostrada en la grafca 1 . En la grafica 2 se representan
los puntos (2aR, 2aE) junto a la recta de la estimation
ideal aR= aE. En licha figura se observa una muy buena
correlacion entre et tamano de grieta estimado y et
tamano de grieta real, encontrandose un error maximo
de un 6%, lo cual indica la validez de la técnica
desarrollada para tamaos de grieta entre 3 y 11 mm.
En la grafica Tmbén se observa la posibilidad de
medir incrementos en los tamanos de grieta de
aproximadamente 0,4 mm. y tal vez se puedan resolver
incrementos menores . Sin embargo . como se menciono
anteriormente, no se pudieron apreciar incrementos en
et tamano de grieta hasta que ella alcanzo una longitud
de 3,22 mm. Pueden existir tres posibles razones que
expliquen este comportamiento :
Figura.3 Comparacibn tamano estimado - tamai33o
mal.
La primera es que para estos valores de tamano de
grieta la serial ultrasonica reflejada por la mistna es,
comparable al ruido producto de la microestructura
del material, lo que enmascara la serial . La
eliminacion de los ruidos de fondo, indiscutiblemente
hubiese presentado la posibilidad de la medicion de
ESTUDIO DE CRECIMIENTO DE GRIETAS POR FATIGA-J 4
"
grietas de menor tamano que en este trabajo no
pudieron ser detectadas debido a su inclusién dentro
de las senales producidas por tales ruidos de fondo.
La dificultad de ampiiar la serial debido a que esto
impedia las mediciones para tamanos mayores bajo
las mismas condiciones. Todos los valores obtenidos
para et intervalo de medicion se lograron con una
ganancia de 65 dB., que aunada a la posicién del
palpador con su zapata cubriendo ioda la longitud
superficial de la grieta, garantizaban una minima
presentacién de la serial correspondiente a la entalla
inicial en pantalla del equipo, sin que la serial se
viera afectada por los efectos del campo cercano ni
los ruidos de fondo producidos por los bordes de
grano o las muchas anisotropias propias de la
microestructura del material . A fin de procurar la
obtencién de una mayor y mejor serial de pantalla, se
intenté la medicién con mayores margenes de
ganancia (80 dB), lo que en efecto consiguié mejores
apreciaciones para tamanos de grieta menores a la
obtenida con 65 dB, pero ello produjo un acclerado
desbordamiento de la serial de pantalla para tamanos
mayores, limitando considerablemente et espectro de
medicion en la muestra. Con base a este resultado se
pudiera pensar en la elaboracién de dos o mas curvas
de correlacién para diferentes valores de ganancia
que se correspondan para diversos intervalos de
tamano de grieta medidos.
partir del comportamiento exhibido por muestras
preliminares, hasta que se observé la nucleacién de la
grieta por medio del microscopio . A partir de entonces y
considerandose este ciclo inicial como valor cero, se
inicio la toma de datos para et crecinuento de la grieta,
bien por microscopia optica como por ultrasonido. Las
representaciones graficas a-:N~" correspondientes a estas
observaciones se hacen en las fig. 4 y fig. 5 .
Las curvas a-.f* obtenidas, una por microscopia
éptica y la otra a partir de la correlacién desarrollada, se
muestran bastante similares, lo que era de esperarse en
virtud de lo establecido anteriormente
Construcciôn de la curva
daldN- AK,
Fue utilizado et método de los incrementos
polinomiales (usando tres puntos adyacentes), como
rnétodo de reduccién de puntos para la generacién de
datas de las cuvas de r elocidad de
12,00-
a-N Ultrasonico
ô~ ~. 8'000
00 i
o-
~
"
" 0006
R
0,00
a-N Microscopio
0
60
500000
1000000
Nùmero de cllos, N
1500000
12,00
d
.~ ^ 8,00
9 É 4,00
é
0,00
Figura 5. a-N, Mediciôn hecha con et equipo de
ultrasonido.
" """ 0 0 "
46
0
E
500000
{
1000000
Nûmero de ciclos, N
-i
1500000
Figura 4. a-N, Mediciôn hecha con roieroscopio
"
El fenémeno de cerradura de la grieta se acentüa
para pequenos tamanos de la misma, por lo que la
serial ultrasénica no fue capez de detectar estos
incrementos cuando se reahzaba la medicién en la
muestra descargada.
Construccibn de la curva a-N.
Las muestras sometidas a ciclos de fatiga fueron
inspeccionadas periédicamente, segbn ciclos estimados a
crecimiento. A su vez, et intervalo del factor de
intensidad de esfuerzos, AK , se obtiene a partir de la
expresiôn para la grieta centrada en tension (CCT),
sugerido por Fedderson. (5)
Por su parte las representaciones grâficas de
crecimiento de grieta contra et intervalo del factor de
intensidad de esfuerzos daWA=AK, exhiben una buena
porcién de la regién de Paris. De tal porcién
de la curva se obtiene la completa caracterizacion del
material, la cual es:
daldiV = 6 .40* 10- "(AK )' °`'
obtenidos pot microscopie éptica .
da-df = 5.96* 10-' 3(AK
obtenidos por ultrasonido.
donde:
)-n611
;
para los datos
para los datos
ESTUDIO DE CRECIMIENTO DE GRIETAS POR FATIGA . . ./ 5
daïdN en m/ciclo; si AK, en MPa*(m` .~z)
Las constantes obtenidas para et maierial se
corresponden ton les valores tipicos del material
empleado, cuve exponente frecuentemente oscila entre 2
y 4.
da/dN-DK, Microscopia .
daldN = 6E-13(DK)2'671
RZ = O,s68<t
1,00E-07
estricto de las profundidades ; sujetas. corne es de
esperarse a errores en su ejecucién .
Un factor incidente en la propagacién de la grieta lo
représenté la inevitable invasién hecha per et palpador.
y su consiguiente movimiento rotatorio, a la superficie
de la misma. Con elle se produjeron una série de rayas
en la superficie de la muestra que pudieron alterar la
natural propagacién de la grieta . También la necesidad
de agregar un acoplante para la propagacién de la onda
acüstica superficial ocasion6 que tante la entalla coule et
fiente de grieta se Ilenara de acoplante, lo que daba
como resultado una fuerte atenuaci6n en la reflexiôn del
eco.
ô
Z
da/dN-DK, Ultrasonido
1,ODE-08 ,
I
1,00E-07 -
da/dN = 6E-13(DK)2'6M
R2 = 0,6456
0
1 .ODE-0œ -10
DK (Mpa'm112)
100
Figura 6. Da/dN-AK, Microscopie
La ecuacién conservativa para aceros ferriticos
perliticos sugerida per la ASME(13), es:
da-dN =6,y*lo - ' 2(ak )3. D
donde :
daidf en m/ciclo; si AK, en MPa*(m 1 ;=)
Las ccuaciones obtenidas presentan cierta similitud
con la anterior, que en todo case constituye una ecuacién
tentativa, que puede ser tomada como una referencia
bâsica, pero no concluyente respecte a la validez de otras
curvas determinadas experimentalmente .
Basado en la observacién de la alta sensibilidad en
la amplitud del eco cuando et palpador era ligeramente
rotado en ambos sentidos, lue que se intenté identificar
et tamano de grieta con la serial de maxima amplitud del
eco reflejado cuando se realizaba dicha rotaciôn,
conservando también en este case la presién acûstica
lograda per una masa constante sobre et mismo .
Las discrepancias que se observan entre la medicibn
obtenida a partir de la correlacién, 2aE, y la lograda per
la observacién microscopica, 2aR, en las primeras etapas
pueden ser atribuidas, entre otros factores, a las
diferencias en les tamanos de las entalla initiales . Las
mismas fueron producidas manualmente sin control
2
1,00E-08 -
10
DK (Mpa'm112)
100
Figura 7. da/dN-AK, Ultrasonido
La invasiôn resultb inévitable puesto que se utiliz6
un intervalo de alcance de 20 mm.. va que era et valor
de calibracién que permitia un mener efecto de
atenuaci6n en la onda. garantizando la fiel reproduccién
de la serial reflejada correspondiente a la grieta
detectada . Otros intervalos de alcance que no resultaran
invasives a la superficie de la muestra donde se
propagaba la grieta, no resultaron exitosos dada la fuerte
atenuaci6n de la onda que debilitaba la serial reflejada
hasta que la misma se vela envuelta en les ruidos de
fonde, tomandose imperceptible .
Otro factor de errer, de mener escala y a les efectos
de la construcciôn de la curva da; dti' , lo es aquel que se
comete en la medicién de les ciclos de fatiga, va que la
apreciaciôn del tacémetro de la maquina es de tien (100)
ciclos. Este rodunda en un errer importante en et trazado
de la curva de crecimiento en pequenos tamanos de
grieta .
La entalla initial, en base a sus caracteristicas
geométricas cilindricas y no contenidas en un plano
correspondiente al fiente de grieta, lie favorece a la
reflexiôn del eco de la onda incidente, la cual tiende a
dispersarse en muchas direcciones> con lo cual se pierde
una gran capacidad de detectién de la serial reflejada
ESTUDIO DE CRECIMIENTO DE GRIETAS POR FATIGA . . ./ 6
pot et fiente de grieta en la primeras etapas de
crecimiento.
El equipo ultrasonico empleado en este trabajo fue
un Quantum QFT-2, marcs Du-Pont, portâtil y de
sencilla Opeacion; pero recomendado esencialmente
para labores de inspection en campo . Ello posiblemente
explique su poca capacidad para la deteccion y medicion
de tamanos de grieta en las primeras ctapas de
propagation,
en general discontinuidades,
de
dimensiones inferiores a ciertos valores.
La evaluacion del tamano de grieta se rcalizo en las
muestras descargadas, a sabiendas que si la inspection
ultrasonica se hubiesc realizado ton las muestras
flexionadas hasta lograr la m&Mima apertura de la grieta,
se favoreceria la serial reflejada; pero ello no fue factible
debido a la imposibilidad de posicionarlo en virtud de
sus dimensiones .
CONCLUSIONES.
1 . La técnica ultrasonica mediante ondas superficiales
combinada ton microscopia optica permite, ton la
instrumentation y técnica empleada, la medicion de
tamano de grieta comprendidos en un intemalo de
3.6 a 11,4 mm ton un error màaimo de 6%.
2 . La técnica desarrollada permite resolver crecimientos
de grieta de aproximadamente 0,4 mm en et
inter% , alo antes mencionado
3 . El crecimiento de grieta pot fatiga para et acero SAE
1010 estudiado puede ser descrito en la zona de Paris
pot la ecuacion :
da / dN = 6,4 -10-13 (
AK) 2 .66
da/dN en m/ciclo, si AK cri Mpa*m' '`
AGRADECIMIENTO.
La presente investigation ha sido realizada ton et
financiamiento del Consejo National de Investigaciones
Cientificas y Tecnologicas (CONICIT) a través de la
subvention RP-II-40012 .
REFERENCIAS BIBLIOGRÀFICAS .
I . E. Hainbach, S. Nbller.1990.
Estimating The Residual Operation Life of Cracked
Welded Constructions .
En : the echo 35 . pâgs. 23-24.
2. B. Londos, D. V. Nelson and J. C. Shyne.1989.
The influence of tempenng temperature on Small
Fatigue Crack Beha-, ior Monitored with Surface
Acustic Wave in Queched and tempered 4140 Steel
Metalurgical Transaction A. Volume 208. July . Pâgs
1257-1265 .
3 . M. Hirao, K. Tojo, and H. Fukuoka .1993
Small Fatigue Crack Beahovior in 7075-T751
Aluminiun as Monitored with Rayleigh Wave
Reflection
Metallurgical Transactions A. Volume 248. August,
Pâgs. 1773-1783 .
4. D. V. Nelsom H. H. Yuce and L. G. Chow .1994 .
A Study of the Growth of Small Fatigue Cracks in a
High Strength Steel Using a Surface Acustic Wave.
Fatigue & Fracture of Engineering Materials &
Structure Ltd. August. Pâgs. 1357-1369.
5. Chitty, José . 1995 .
Nucleacion y Crecimientos de Grietas pot fatiga
Apuntes . Facultad de Ingenieria U .C . V.
6. American Society for Testing and Materials.
E 647-78T. A Tentative Method to: Constant-LoadAmplitude Fatigue Crack Growth Rates Avobe 10-8
m/cycle.
7. Klesnil, M., Lutas, P. 1980 .
FATIGUE OF METALIC MATERIALS.
Editorial Elsevier Scientific Publishing Company,
8.
W. J. Plumbridge. 1972 .
Review : Fatigue crack propagation in metallic and
polymeric materials .
Journal of Material Science . N° 7. Pags. 939-962.
10. CARL SCHENCK AG. Darmstadt.
Flat Bending and Torsion Testing Machine PWS.
Description and Operation.
N°. P4148. 1979.
11 . DUPONT. NDT SYSTEMS, 1991 .
Inc . Huntigton Beach, CA . QFT-2. Opcrator's
Manual .
12 . Frost, Marsh and Pook, 1974.
MÉTAL FATIGUE.
Bellfast, Edited by Oxford Clarendon Press, 499
pags.
13 . Fuchs, H. O., Stephens, R. 1., 1980 .
MÉTAL FATIGUE IN ENGEENERING .
New York Éditorial John Wilev & Sons. Inc. 318
pâgs .