Leccion10.VIDRIO.MateriasPrimas
Anuncio

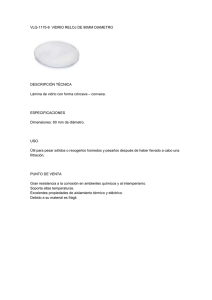
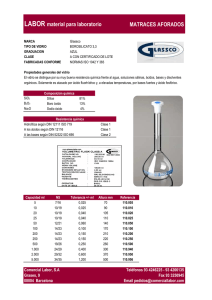
LECCION 10 .- VIDRIO / MATERIAS PRIMAS. 1.- Introducción. Las materias primas empleadas para la fabricación de los vidrios convencionales pueden clasificarse, siguiendo un criterio basado en el papel que desempeñan durante el proceso de fusión, en cuatro grupos principales: 1.- Vitrificantes 2.- Fundentes 3.- Estabilizantes 4.- Componentes secundarios Desde el punto de vista estructural, los vitrificantes corresponden a los óxidos formadores de red, los fundentes, a los óxidos modificadores, y los estabilizantes a aquellos óxidos que, bien porque pueden actuar de ambas maneras, o bien por su carácter intermedio, no son asimilables a ninguno de los dos grupos anteriores. Entre los componentes secundarios se incluyen las materias primas que se incorporan en proporciones generalmente minoritarias, con fines específicos, pero cuya intervención no es esencial en lo que a la formación de vidrio se refiere. Tales componentes pueden ser afinantes, colorantes, decolorantes, opacificantes, fluidificantes, etc. Su gran variedad y la diferente forma en que pueden asentarse en el retículo vítreo impiden clasificarlos en un único grupo estructural. En la tabla 1.1 pueden verse compendiados los elementos que comprende cada uno de estos grupos, y a continuación estudiaremos cada uno de ellos separadamente dando las indicaciones generales y sus efectos sobre el vidrio. Según su procedencia se pueden clasificar en: A.- Materiales de minas y canteras: Arena, caliza, dolomía, feldespatos, etc. B.- Productos químicos fabricados: Carbonato de sodio, borax, ácido bórico, hidrato de aluminio, etc. C.- Subproductos: Vidrio de desecho (calcin), escoria de horno alto beneficiada, etc. 2.-Vitrificantes . Bajo esta denominación genérica se agrupan todas las sustancias típicamente formadoras de vidrio. De ellas sólo se considerarán en lo que sigue las que por su más frecuente aplicación en los vidrios convencionales, revisten un mayor interés práctico. 2.1.-Sílice. La sílice es el constituyente principal de la mayoría de los vidrios comerciales, en los que interviene formando aproximadamente las tres cuartas partes de su composición. Existe en todos los vidrios y su campo de empleo es muy extenso, desde el 100 % en los vidrios de cuarzo, hasta el 50 % en ciertos vidrios. A pesar de la extension de su campo de empleo, es necesario tener en cuenta que la disminucion del porcentaje de SiO2, puede provocar la cristalizacion a desvitrificación. En cambio un aumento de SiO2 daria lugar a la fusion incompleta, obteniéndose un vidrio más duro y dificil de trabajar, en términos vidrieros se dice que el exceso de SiO2 endurece al vidrio.Esta propiedad de cristalizar o endurecer el vidrio para debiles variaciones en el contenido de SiO 2, es de una gran sensibilidad, lo que trae consigo la necesidad de vigilar atentamente su porcentaje. Además como es siempre la materia prima preponderante de las composiciones, ha de estar calculado con una gran precision para evitar que la modificación de las propiedades del vidrio constituya una inquietud en la fabricacion. Como inconvenientes que aparecen en los vidrios muy ricos en silice pueden citarse que funden y afinan mal, obteniéndose finalmente vidrios fácilmente atacables por los álcalis. Tabla 1.1.- Elementos constituyentes del vidrio. Se han llegado a identificar hasta veintidós fases diferentes de sílice, entre las que las más conocidas se encuentran el cuarzo, la cristobalita, dos de las seis tridimitas, la keatita, la stishovita y la sílice W. Las formas más frecuentes y las mejor estudiadas son las tres primeras. Su intervalo térmico de estabilidad y sus respectivas transformaciones polimórficas fueron determinados por Fenner. Además de estas formas estables, existen otras modificaciones inestables y metaestables originadas por transformaciones a baja temperatura, dando lugar a distintas variedades de la misma forma polimórfica. Todo ello puede verse en la figura 2.1.1. Figura 2.1.1.- Transformaciones polimórficas de la sílice Las fases anteriores y sus temperaturas de inversión se hallan resumidas en la figura 2.1.2 , debida a Sosman. Figura 2.1.2.- Clasificación gráfica de las fases de la sílice, con indicación de las temperaturas de inversión térmica β ↔ α @. Las líneas de trazo continuo indican estados estables y las de trazo discontinuo estados metaestables e inestables. Un buen conocimiento de las transformaciones polimórficas anteriores es de gran importancia práctica en muchos aspectos de la fabricación del vidrio. En el estudio de defectos, la caracterización de una u otra fase cristalina formada accidentalmente en el vidrio, ayudará a establecer el origen de la anomalía. Asimismo su conocimiento resulta de especial interés por las fuertes variaciones dimensionales que estas fases registran en función de su temperatura, como consecuencia de las anomalías de su dilatación ( Figura 2.1.3 ). Así, el cuarzo experimenta una dilatación regularmente creciente hasta su temperatura de transformación polimórfica a 573 ºC, a la que súbitamente se produce una expansión lineal del 0.2 %. La tridimita muestra dos bruscas dilataciones a 117 ºC y 160 ºC, con un aumento total de longitud del 0.3 %, y la cristobalita presenta la más importante variación dimensional de las tres fases consideradas, con un aumento lineal del 1.1 % por efecto de su acusada dilatación a 230 ºC. Figura 2.1.3.- Curvas de dilatación térmica de las fases cuarzo, cristobalita y tridimita. Estos cambios dimensionales desempeñan un papel especialmente importante y el intervalo térmico dentro del cual se producen resulta particularmente crítico durante el primer calentamiento de los hornos de fusión en que intervengan piezas de sílice, ya que la transformación del β —cuarzo ( ρ @= 2.65 g/cm3) en α -cristobalita ( ρ @= 2.21 g/cm3) transcurre con una fuerte disminución de densidad que corresponde a un aumento de volumen de ,aproximadamente, un 16 %. Ello exige que el calentamiento se efectúe gradualmente (muy lentamente). La formación de cristobalita también puede constituir un serio inconveniente durante el proceso de fusión de los vidrios. Los granos de cuarzo reaccionan fácilmente con los componentes de la mezcla vitrificable, pero, si eventualmente llegan a transformarse en cristobalita, su incorporación a la masa fundida resulta mucho más difícil, ya que al tener menor densidad que ésta, tienden a acumularse en su superficie La sílice libre o combinada constituye la especie química más abundante de la corteza terrestre, en la que interviene en un 60 %, formando parte de una gran diversidad de minerales, de rocas y de restos de origen orgánico. Las fuentes principales de esta materia prima son el cuarzo, las cuarcitas, las arenas y areniscas siliceas, de origen sedimentario, y la tierra de infusorios. Sin embargo, de todas ellas, y exceptuando las pequeñas aportaciones indirectas de sílice que resultan del empleo de feldespatos y de algunos otros silicatos que ocasionalmente forman parte de la mezcla, puede considerarse que es la arena silicea la única que masivamente consume la industria vidriera. Centrándose en las arenas siliceas, aparte de algunos yacimientos que contienen arenas excepcionalmente puras, existen infinidad canteras (areneros) que producen arenas más o menos siliceas, aportando ademas a la composicion otros elementos : sílice y hierro con alúmina, silice y cal con o sin magnesia, silice con alúmina y potasa. Todos pueden servir pare la vidrieria comun y la fabricación de botellas, pero no para la fabricación de luna. Si se tiene en cuenta que es la materia prima principal para la fabricación del vidrio (en España este sector consume más de un millón de toneladas de arena al año), se explica que sus características físicas y químicas sean rigurosamente determinantes de la calidad del producto y que sus especificaciones deban ajustarse al cuadro variable de exigencias de cada tipo de fabricación de vidrio. A pesar de ser una materia prima tan abundante en la naturaleza, son por desgracia relativamente pocas las arenas que cumplen los requerimientos exigidos. Dentro de Europa pueden citarse entre las más apreciadas para la fabricación de vidrio, las arenas alemanas de Dórentrup y Hohenbocka procedentes de la zona comprendida entre el Elba y el Weser, las de Nemours y Fontainebleau, en Francia, las arenas belgas de Mol en la provincia de Amberes, y en España, con calidad aceptable, las de Arija, San Vicente de la Barquera y Boñar. Los tres factores principales que limitan la utilidad de una arena como materia prima para la fabricación de vidrio son sus características químicas, mineralógicas y granulométricas. La proporción de sílice, según las normas British Standard (B.S.), debe ser superior al 99.5 % en las arenas de la clase A y nunca inferior al 98.5 % en las de la clase C. Con frecuencia acompañan a las arenas cantidades importantes de feldespato, caolín y otros minerales de la arcilla que pueden eliminarse de una manera prácticamente total por tratamiento de lavado, flotación y separación magnética y eléctrica. La tolerancia de estas impurezas depende principalmente de la cantidad de Al2O3 que introduzcan y es función de la que la composición del vidrio pueda admitir. Normalmente puede considerarse aceptable un contenido de alúmina entre un 0.1 y 0.5 %. Especialmente perturbadora resulta la presencia de impurezas de densidad superior a 2.9 g/cm3 conocidas en su conjunto con el nombre de minerales pesados, cuyas especies principales son las indicadas en la tabla 2.1.1. TABLA 2.1.1.- PRINCIPALES MINERALES PESADOS CONTAMINENTES DE LAS ARENAS Su efecto nocivo se debe, por una parte, a los iones colorantes que contienen, tales como los de cromo, hierro y manganeso, y por otra, a su difícil disolución en el vidrio fundido cuando rebasan el tamaño de 0.3 a 0.4 mm. Nunca debe permitirse su presencia en una proporción superior al 0.1 % y en ningún caso son admisibles aquellas especies, como la cromita, corindón y distena, que puedan dar lugar a la formación de inclusiones sólidas de difícil digestión. Algunas arenas pueden ir acompañadas de cantidades variables de carbonatos alcalinotérreos, que por lo general no perturban, toda vez que son componentes habituales del vidrio. A veces las arenas contienen carbono en forma de materia orgánica que por debajo de límites discretos tampoco es perturbadora. En cuanto a las características químicas resultan particularmente indeseables los iones de cromo por su intenso poder colorante. Las normas B.S. limitan el contenido máximo de Cr2O3 a un 0.0002 % en las arenas de la clase A y a un 0.0006 % en las de la clase C. El óxido de hierro es una impureza habitual de la arena, a la que en mayor o menor proporción siempre acompaña y que por lo tanto hay que aceptar como un mal inevitable. Las posibilidades de utilización de la arena vienen limitadas en la fabricación de cada tipo de vidrio por el porcentaje de óxido de hierro presente. Este valor, según las normas British Standard ( B.S.) es de 0.030 % para arenas de la clase C, de 0.013 % para las de la clase B y de 0.008 % para las de la clase A. A falta de una normativa general, que en cada caso dependerá de las exigencias impuestas por la calidad de cada producto, en la tabla 2.1.2 se exponen, a título orientativo, las proporciones máximas recomendables de Fe203 que debe contener una arena según el tipo de fabricación de vidrio a que vaya a ser destinada. TABLA 2.1.2.- CONCENTRACIONES MAXIMAS DE Fe203 PERMISIBLES EN LAS ARENAS PARA DISTINTOS TIPOS DE VIDRIO. Un análisis tipo de arena utilizada para la fabricación de luna se da en la tabla 2.1.3. Tabla 2.1.3.- Composición típica de la arena utilizada para la fabricación de luna. OXIDO SiO2 % 99.43 Al2O3 Fe2O3 CaO MgO Na2O K2O 0.29 0.027 0.01 0.03 0.01 0.04 Las restantes impurezas son menos críticas y su gravedad depende principalmente del tamaño de sus granos o de su incompatibilidad con otras impurezas o con ciertos componentes que puedan hallarse simultáneamente presentes. Así, la existencia de TiO2 es más perturbadora en presencia de Fe2O3, con el que puede producir la coloración parda oscura característica de la ilmenita. La concentración de TiO2 no debe sobrepasar en ningún caso del 0.06 %. El tercer factor determinante de la utilidad de una arena es su granulometría. En general, se fijan los límites del tamaño de grano entre 0.1 y 0.3 mm para la fusión en crisol. En el caso de hornos balsa el límite superior puede aumentarse hasta 0,5 mm o más, según criterios, siempre que se mantenga por debajo de 1 mm. La proporción de finos, de tamaño inferior a 0.1 mm debe ser insignificante, generalmente menor del 1 %. De lo contrario estos finos reaccionarían demasiado rápidamente y anticiparían la formación de una masa vítrea muy viscosa que requeriría un tiempo más largo de afinado. Los granos gruesos pueden dar lugar, con mucha probabilidad a la formación de infundidos. La tabla 2.1.4 muestra la distribución granulométrica de arenas de tamaño grueso, medio, fino y muy fino empleadas para vidrios, según Weiss. TABLA 2.1.4.- CLASIFICACION DE ARENAS POR SU DISTRIBUCION GRANULOMETRICA. SEGUN WEISS. La superficie específica de la arena es otro factor práctico de gran importancia. A igualdad de tamaño son siempre más reactivos los granos angulosos y rugosos que los redondeados, como corresponde a su mayor superficie específica. Este efecto se hace notar especialmente al acelerarse la velocidad de reacción durante las primeras etapas de la fusión. El valor de la superficie específica recomendable para una arena es de 40 a 60 cm2/g. La falta de arenas que reúnan las características exigibles obliga en muchos casos a recurrir a tratamientos de purificación para mejorar su calidad. Las operaciones más frecuentes de acondicionamiento de una arena son las de molienda, lavado, atrición, flotación y separación magnética. La molienda se emplea en el aprovechamiento de cuarcitas, o bien para ajustar la arena a la granulometría deseada. Generalmente se lleva a cabo en molinos vibratorios. La separación de los minerales pesados se suele efectuar por lavado, por atrición o por vibraciones mecánicas. En muchos casos estos procedimientos resultan insuficientes y hay que recurrir a operaciones de flotación o de separación magnética. En medios adecuados se puede llegar a separar hasta el 95 % del óxido de hierro. Halasz recomienda el empleo de compuestos de cianamida especialmente para la eliminación de óxidos de hierro y titanio. La separación magnética constituye también un medio adecuado para la eliminación de minerales de hierro cuando éstos se hallan presentes en cantidades elevadas. La conveniencia o no de recurrir a tales operaciones de purificación es una cuestión de rentabilidad que ha de decidirse atendiendo a diversos factores económicos. 2.2.- Anhídrido bórico. El anhídrido bórico, aunque es un excelente formador de vidrio, nunca se emplea, salvo casos muy excepcionales, como vitrificante único debido a su elevada solubilidad. Es un componente esencial de los vidrios neutros para laboratorio, de los vidrios termorresistentes de alta estabilidad a los cambios bruscos de temperatura, de las fibras de vidrio y de muchos vidrios especiales. Los vidrios de borosilicato constituyen un grupo aparte, tanto por sus particulares características estructurales como por sus aplicaciones tecnológicas. El ácido bórico ( H 3BO3 ) une a las cualidades de vitrificante el ser un verdadero fundente ácido. En proporciones discretas es un aditivo auxiliar de gran interés para los vidrios sódico-cálcicos ordinarios, ya que actúa acelerando su fusión y mejorando varias de sus propiedades, tales como su estabilidad química, su resistencia al choque térmico y su índice de refracción. Así, ayuda a la fusión de vidrios muy siliceos, tales como el "PIREX". El anhídrido bórico comparte con la sílice el papel de formador, y sus unidades estructurales en coordinación triangular y tetraédrica alternan en el retículo vítreo con los tetraedros [ SiO4 ] . En ausencia de óxidos modificadores, o para bajas concentraciones de éstos, los iones boro adoptan coordinaciones triangulares, que pasan a tetraédricas cuando se alcanza una relación molar determinada. Este cambio de coordinación se manifiesta con la aparición de un máximo o de un mínimo en las curvas de variación de algunas propiedades del vidrio en función de su composición, fenómeno que se conoce con el nombre de anomalía bórica. La aparición de estos puntos singulares corresponde a un robustecimiento de la estructura vítrea, que se traduce en un aumento de la resistencia al impacto, del módulo de elasticidad, de la dureza y de la resistencia hidrolítica, así como en una disminución del coeficiente de dilatación térmica, que determina un mejoramiento de la resistencia al choque térmico. La presencia de anhídrido bórico en la mezcla favorece la fusibilidad y disminuye la tensión superficial del vidrio fundido, lo que facilita el afinado y permite reducir los tiempos de fusión. Beyersdorfer ha demostrado que una sustitución de un 1.5 al 2 % en peso de SiO2 por B2O3 mejora el rendimiento de la extracción del vidrio en un 15 a un 20 % . En la naturaleza existen muchos minerales que contienen anhídrido bórico, si bien los que tienen importancia técnica se reducen a poco más de media docena ( Tabla 2.2.1 ), cuyos yacimientos se reparten entre Argentina, Turquía, la Unión Soviética y los Estados Unidos. De todos estos minerales los más puros son la pandermita y la rasorita, aunque el primero puede contener impurezas de óxido de cromo. La industria del vidrio acude con frecuencia al uso de colemanita y ulexita. Ambos suelen ir acompañados de impurezas de carbonato cálcico que normalmente no son perjudiciales. Más grave es la falta de homogeneidad química que suelen presentar estos minerales. Para remediar este inconveniente algunos recomiendan someter el mineral a una deshidratación previa. Con ello se consigue asimismo reducir las pérdidas de B2O3 que se producen por volatilización durante la fusión del vidrio. Además de estas fuentes naturales, y en muchos casos con preferencia a ellas, la industria vidriera emplea como principales materias primas bóricas, productos químicos preparados, tales como ácido bórico y borato sódico de diferente grado de hidratación ( Na2B4O7 .10H 2O ,...Na2B4O7 .5H 2O ,...Na2B4O7 ) . TABLA 2.2.1.- PRINCIPALES MATERIAS PRIMAS DE B2O3 2.3.- Anhídrido fosfórico. El tercer lugar de interés entre los óxidos formadores de vidrio lo ocupa el P2O5. No obstante, su empleo industrial es muy escaso y se limita únicamente a algunos vidrios opales o a vidrios de propiedades ópticas especiales por su transparencia en el intervalo ultravioleta y su baja transmisión en el dominio infrarrojo. Los vidrios de fosfato presentan el grave inconveniente de su elevada solubilidad, si bien, en ausencia de sílice y convenientemente estabilizados tienen el interés de ser resistentes al ácido fluorhídrico. Las principales materias primas empleadas para introducir este componente en el vidrio se resumen en la tabla 2.3.1. TABLA 2.3.1.- PRINCIPALES MATERIAS PRIMAS DE P2O5. 2.4.- Otros vitrificantes. Los restantes formadores de red no se emplean nunca como vitrificantes en los vidrios convencionales. Así, los óxidos de arsénico y de antimonio, aunque intervienen frecuentemente en su composición, lo hacen como componentes secundarios, generalmente en el papel de afinantes. El óxido de germanio, los óxidos de vanadio y otros formadores sólo se emplean en vidrios especiales, por lo que no tienen cabida en este lugar. 3.- Fundentes . La finalidad de este grupo de componentes es favorecer la formación de vidrio, rebajando su temperatura de fusión, y facilitar su elaboración. Los óxidos que así actúan son los modificadores de red y, dentro de ellos, son los alcalinos ( Na2O ,...K 2O ,..., Li 2O ) los que mejor cumplen este cometido. La adición de fundentes viene limitada por la estabilidad del vidrio. La incorporación de óxidos modificadores a la red vítrea determina la apertura de enlaces Si – O - Si y, por lo tanto, la creación de iones oxígeno no puente. Ello trae consigo una disminución de la cohesión del retículo que se manifiesta generalmente en un detrimento de las propiedades del vidrio (aumento del coeficiente de dilatación térmica, debilitamiento de la resistencia mecánica y de la estabilidad química, disminución de la viscosidad, mayor tendencia a la desvitrificación, etc.). El efecto de los fundentes es doble, por un lado rebajan el punto de transformación aumentando la fusibilidad y por otro acrecientan la extensión del "palier" de trabajo del vidrio .Es importante distinguir bien estos dos efectos, el uno se refiere a la fusibilidad, el otro a la viscosidad. Cabe todavía señalar que si la temperatura del comienzo de la fusión se rebaja, esto no significa que la temperatura de afinaje se rebaje también. Así se explica porque al añadir sosa a un crisol que contiene vidrio que funde mal, no se restablece siempre la fusión. Puede haber un mínimo de temperatura de afinado que no disminuye con la adición de fundente. En este caso es el régimen térmico el que habría que modificar pare conseguir la mejoría. Los vidrios ricos en sosa ( > 14.3 %) tienen un coeficiente de dilatación muy alto, rompen fácilmente al ser calentados, son blandos y son atacados por el agua con facilidad. Sin embargo, las propiedades mecánicas se modifican poco. 3.1.- Oxido de sodio. De todos los óxidos alcalinos es el de sodio el que en mayor proporción entra en los vidrios ordinarios. Los álcalis son indispensables en la fabricación industrial de vidrio y de todos los vidrios corrientes no hay ninguno que este exento de ellos. Las materias primas que se emplean industrialmente para aportar este componente al vidrio son las que a continuación se consideran. 3.1.1.- Carbonato sódico o sosa Solvay. La materia prima más frecuentemente utilizada para introducir el óxido de sodio en el vidrio es el carbonato sódico, comúnmente llamado sosa. El carbonato sódico o Sosa Solvay, funde a 850 ºC. Existen potentes yacimientos de carbonato sódico natural o trona (Na2CO3.NaHCO3.2H2O), sin embargo, en Europa la mayor parte del carbonato sódico que consume la industria vidriera se prepara por el método Solvay, que consiste en el tratamiento del cloruro sódico con bicarbonato amónico para formar bicarbonato sódico que posteriormente se somete a una descarbonatación. El proceso puede resumirse según las reacciones: NaCl + NH3 + CO2 + H2O (NH4HCO3) 2NaHCO3 → → NaHCO3 + NH4Cl Na2CO3 + CO2 + H2O Del cloruro amónico formado se recupera el amoníaco tratándole con hidróxido cálcico: NH4Cl + Ca(OH)2 → NH3 + CaCl2 + H2O La composición química aproximada de la sosa Solvay se indica en la tabla 3.1.1.1. Las impurezas que habitualmente la acompañan son restos de cloruro sódico sin reaccionar, óxido de aluminio y óxido de hierro que, en la concentración en que se encuentran, son inofensivas. La más crítica es el Fe2O3, cuyo contenido no debe exceder del 0.005 %. TABLA 3.1.1.1.- COMPOSICION QUIMICA MEDIA DE LA SOSA SOLVAY Comercialmente se fabrican dos variedades de sosa de distinto tamaño de grano, que se caracterizan por su diferente densidad aparente: sosa ligera ( ρ @= 0,8—0,9 g/cm3) y sosa densa ( ρ = 1,1—1,3 g/cm3). En la primera, la proporción mayoritaria está constituida por la fracción granulométrica menor de 0,1 mm y por la comprendida entre 0.1 y 0.3 mm. La sosa densa presenta un predominio de los tamaños de grano comprendidos entre 0.1 y 0.3 y entre 0.3 y 0.5 mm. Es muy importante que la sosa no contenga fracciones inferiores a 0.1 mm, con objeto de evitar la formación de polvo y que se produzcan segregaciones durante la preparación y transporte de la mezcla vitrificable. Por otra parte, cuanto más pequeño sea el tamaño de grano, más higroscópico resulta y más fácil y rápidamente toma el agua de la mezcla para formar hidratos. Al perderse la humedad, se facilita la segregación de los componentes. Por eso muchas veces se recurre a la formación previa de monohidrato. Se ha comprobado que el mejor rendimiento de fusión se obtiene cuando la granulometría de la sosa se mantiene ligeramente inferior a la de la arena. El vidrio rico en sosa tiene un coeficiente de dilatación muy alto, rompe fácilmente al calentarlo y es blando, siendo fácilmente atacado por el agua. Las propiedades mecánicas se modifican muy poco. 3.1.2.-Sulfato sódico. El sulfato sódico, que funde a 884 ºC, y que se adiciona a la mezcla en su papel de afinante, constituye siempre una aportación indirecta de óxido de sodio al vidrio. Sin embargo no puede considerarse como una materia prima suministradora de la totalidad de este componente, por los numerosos inconvenientes que su uso reporta. En ocasiones se ha empleado sulfato sódico como aportador mayoritario de sodio y se han realizado numerosos intentos sin éxito para generalizar su empleo en la industria vidriera. A principios del siglo pasado y en épocas de escasez de carbonato se ha utilizado en sustitución de éste. No obstante su mayor economía, que es la ventaja principal que puede ostentar frente a la sosa, no compensa inconvenientes tan importantes como son su fuerte acción agresiva sobre el material refractario, el difícil mantenimiento del equilibrio carbón-sulfato, las perturbaciones que puede inducir en el vidrio (burbujas de sulfato, coloración amarillenta) y la elevada contaminación atmosférica por efecto del SO2 resultante. Por esta razón sólo se suele introducir, como máximo, de un 20 a un 25 % del total de Na2O en forma de sulfato en algunas fabricaciones de vidrio plano. El empleo de sulfato exige aproximadamente la adición simultánea de un 6 a un 8 % de su peso en carbón (carbón de madera o antracita en polvo) para su reducción a sulfito. La cantidad añadida es función de la materia orgánica de la arena y el color del vidrio. Se evita que el sulfato con poca tensión de vapor, no quede flotando en el vidrio originando pequeños bullones. Un aumento de carbón o elementos reductores daría lugar a un vidrio amarillo, característico de los vidrios escasos de sulfato, muy apreciado en la vidriería de botellas pero no en la fabricación de luna. Como fuentes de sulfato sódico se pueden emplear algunas especies minerales naturales, como la thenardita (Na2SO4), glauberita (Na2SO4.CaSO4) y mirabilita (Na2SO4.10H2O). Sin embargo, lo más frecuente es recurrir al producto químico anhidro que se obtiene a partir del azufre residual del proceso de fabricación del ácido sulfúrico por tostación de piritas, o también a partir del proceso Leblanc en su primera fase. Puede llevar como impurezas pequeñas cantidades de cloruro sódico y de sulfatos de calcio, magnesio, aluminio y hierro. 3.1.3.- Otras materias primas aportadoras de óxido de sodio. En los últimos años se ha ensayado con gran éxito tanto en cuanto al acortamiento del tiempo de fusión se refiere, como al apreciable ahorro energético, el empleo de disoluciones muy concentradas de hidróxido sódico empapadas en el resto de la mezcla. La materia prima más económica para introducir el óxido de sodio en el vidrio sería indudablemente el cloruro sódico, pero su utilización no es posible, salvo en pequeñas proporciones como afinante en ciertos casos, debido a la agresividad de los vapores de clorhídrico. Por razones económicas, se están haciendo cada vez mayores esfuerzos para el aprovechamiento de rocas que contengan elementos alcalinos. Dentro de ellas figuran algunas rocas magmáticas, como la nefelina sienita, fonolita, traquita, granito, etc., y algunos vidrios volcánicos, como la obsidiana, perlita, etc. Las principales especies que componen las rocas magmáticas son cuarzo, mica, feldespato, feldespatoides, piroxenos y anfiboles. Entre los feldespatos más importantes figuran los de las series de la ortoclasa (K,Na)2O.Al2O3.6SiO2 y de la plagioclasa (Ca,Na2)O.Al2O3.6SiO2, y entre los feldespatoides, la nefelina Na2O.Al2O3.2SiO2 y la leucita K2O.Al2O3.4SiO2. Los factores que, de acuerdo con el tipo de vidrio, pueden limitar la aplicación de estas rocas son la concentración de sus impurezas de hierro y su contenido en alúmina. La proporción de alúmina oscila alrededor del 16 % en el granito y la traquita, y alrededor del 23 % en la nefelina-sienita y en la fonolita. No obstante su elevada proporción de alúmina, son estas últimas las que más se emplean como materias primas vidrieras, porque, con un contenido alcalino total del orden del 16 %, RO 15 − 16 8−9 son las rocas magmáticas que presentan la relación 2 más favorable ( frente a en el SiO2 54 − 56 68 − 70 granito). En cuanto al óxido de hierro, existe una notable ventaja por parte de la nefelina sienita, que no suele sobrepasar el .,1 % de Fe203, con respecto a la fonolita, en la que este óxido llega al 3 %. La fonolita también presenta el inconveniente, desde el punto de vista de contaminación ambiental, de tener contenidos elevados de iones F y de iones Cl que pueden alcanzar el 0.2 y el 0.3 % respectivamente. 3.2.-Oxido de potasio . El empleo del óxido de potasio en sustitución del de sodio lleva consigo un ennoblecimiento de la calidad del vidrio y un aumento del brillo. Debido al mayor volumen iónico del potasio, los vidrios potásicos son más viscosos que los sódicos y presentan un intervalo de moldeabilidad más largo. Sin embargo, las composiciones potásicas se reservan para vidrios más nobles o de aplicaciones especiales. Habitualmente el óxido de potasio se introduce en el vidrio a partir de carbonato potásico. Este se suele emplear anhidro, aunque, debido a su marcada higroscopicidad, tiende a formar carbonatos hidratados más 3 estables (K2CO3. H2O y K2CO3.2H2O). 2 La mayor parte del carbonato potásico se obtiene a partir de la silvina y la carnalita y de las melazas del azúcar de remolacha. Las impurezas que más frecuentemente le acompañan son KCl, K2SO4, Na2CO3, K3PO4, K2SiO3 y Fe2O3, que normalmente se hallan en concentraciones no perturbadoras. El nitrato potásico constituye otra fuente aportadora de este elemento, si bien, al intervenir siempre como afinante y oxidante en pequeña proporción, lo mismo que el nitrato sódico, no puede considerarse como materia prima potásica específica. Igualmente constituyen fuentes secundarias de potasio algunos feldespatos y rocas naturales, a las que generalmente se recurre como aportadoras de alúmina al vidrio. El feldespato (K2O.Al 2O3.6SiO 2), que se encuentra en abundancia en algunas arenas, permite disminuir en parte la adición de carbonato sódico, pero como aumenta considerablemente el porcentaje de alúmina, su empleo tiene un límite pues la cantidad de alúmina que admiten los vidrios es muy limitada. 3.3.- Oxido de litio. De los tres óxidos alcalinos principales, el de litio es el de empleo menos frecuente en la industria del vidrio. Aunque en los últimos años ha venido encontrando aplicaciones crecientes, por la favorable influencia que ejerce sobre algunas propiedades del vidrio, su uso no se ha generalizado por razones de índole económica. Entre los productos de síntesis el más empleado es el carbonato. Junto a él existen comercialmente diversos minerales , cuya composición y riqueza en Li2O se indican en la tabla 3.3.1. TABLA 3.3.1.- PRINCIPALES MATERIAS PRIMAS DE LITIO EMPLEADAS EN LA INDUSTRIA DEL VIDRIO. 4.- Bases u óxidos. 4.1.- Introducción. Son elementos estabilizantes que introducidos en la composición del vidrio en mayor o menor porcentaje, permiten desplazar en uno u otro sentido ciertas propiedades de éste. La cal (CaO), la magnesia (MgO), la barita (BaO) y los oxidos de cinc y plomo (ZnO y PbO) son los más importantes. Estos dos últimos óxidos solo se emplean en la composición de vidrios especiales. 4.2.- Oxido de calcio. El óxido de calcio es el componente que, después de la sílice y del óxido de sodio, ocupa el tercer lugar en proporción dentro de la composición de los vidrios comerciales ordinarios. Su presencia aumenta la estabilidad química y mecánica del vidrio, por lo que, desde el punto de vista funcional, actúa como estabilizante, aunque estructuralmente tenga el carácter de modificador de red. Un exceso de óxido de calcio puede facilitar la desvitrificación si la composición del vidrio entra dentro de la zona de estabilidad de ciertas fases cristalinas. Es el más importante de los elementos básicos del vidrio. En vidriería común y en particular en la fabricación de botellas se emplea la cal en un porcentaje más elevado que en la fabricación de vidrios blancos. Esta materia reúne economía y utilidad. Economía por dos razones, porque se encuentran a buenos precios y en todas partes calizas puras para la obtención de vidrios blancos, y porque economiza los fundentes mucho más costosos, al ser ella misma un fundente frente a la arena. Empíricamente los vidrieros saben que la cal facilita la fusión, mejora el afinado y da fluidez al vidrio a altas temperaturas, pero a bajas temperaturas lo hace más plástico y más difícil de trabajar por endurecer demasiado rápidamente, es decir, acorta el "palier" de trabajo, por lo que un vidrio rico en cal debe de ser trabajado rápidamente. El principal defecto de la cal es el de acrecentar la tendencia a la cristalización por formación de silicato cálcico cristalizado bajo la forma de wollastonita (CaO.SiO2) y devitrita (Na2O.3CaO.6SiO2), en función de los porcentajes de cal y sosa que entren en la composición. Esto limita su empleo y se opone a la introducción de un fuerte porcentaje de esta materia prima como dictaría la economía. Bajo el punto de vista de las propiedades en frío, la cal hace al vidrio menos soluble, aumentando su resistencia a la acción de la lluvia y los agentes atmosféricos. Lo hace también menos frágil y más brillante aumentando su resistencia mecánica. 4.2.1- Carbonato de calcio. La materia prima habitualmente empleada para introducir el óxido de calcio es la caliza natural. Las calizas son muy abundantes en la naturaleza y se encuentran en casi todas las formaciones geológicas. Se presentan bajo las dos variedades cristalinas de calcita y aragonito, en forma de rocas o de agregados granulares. La mayor parte de los yacimientos de caliza están constituidos por sedimentos marinos depositados en fosas de mares primitivos, como puede verse por sus abundantes inclusiones de fósiles. Debido a su origen biogenético, las calizas suelen tener una composición muy pura y homogénea, aunque a veces presentan concentraciones variables de sílice o de fosfato procedentes de esqueletos de microorganismos y de peces, así como pequeñas cantidades de óxido de magnesio, generalmente inferiores al 0.3 %. Cuando estos yacimientos han estado sometidos a la acción de corrientes continentales con arrastre de arcillas o de arenas, pueden formarse margas o areniscas calcáreas, que se observan sobre todo en las zonas próximas a la superficie o en los flancos de los yacimientos. Tales depósitos hacen perder el interés de estas materias para la industria del vidrio. A consecuencia de estas sedimentaciones o arrastres secundarios, las calizas van acompañadas, a veces, de sílice, alúmina y óxido de hierro. Como siempre, la presencia de este último es la más indeseable para su uso como materia prima vidriera. Según las normas B.S. las calizas para la fabricación de vidrio deben tener una riqueza mínima del 55.2 % de CaO. En cuanto a impurezas, la concentración de Fe2O3 no debe exceder del 0.035 % y el contenido de materia orgánica debe ser inferior al 0.1 %. Cualquier otro elemento colorante del vidrio debe estar ausente. El residuo insoluble en ácido clorhídrico, incluyendo la sílice, debe mantenerse por debajo del 1 % y otras impurezas, tales como manganeso, plomo, azufre y fósforo, consideradas individualmente, no han de exceder del 0.1 % expresadas en óxidos. El tamaño de grano de la caliza debe estar comprendido entre 0.3 y 1.2 mm cuando la fusión del vidrio se realice en crisol. Para la fusión en hornos de balsa el intervalo granulométrico debe ser más estrecho. Así, el tamaño de grano no puede ser mayor de 0.45 mm, pero la fracción inferior a 0.12 mm, no debe exceder del 25 % . Con carácter excepcional se ha introducido el óxido de calcio bajo la forma de cal viva (CaO) o de cal apagada (Ca(OH)2). La ventaja de ambas radica en su mayor grado de pureza. En el primer caso debe señalarse el inconveniente de su higroscopicidad, si bien ampliamente compensado por el aumento de la velocidad de fusión que puede llegar a ser de un 20 %. 4.2.2- Otras materias primas aportadoras de óxido de calcio. Con carácter excepcional se ha introducido el óxido de calcio bajo la forma de cal viva (CaO) o de cal apagada (Ca(OH)2). La ventaja de ambas radica en su mayor grado de pureza. En el primer caso debe señalarse el inconveniente de su higroscopicidad, si bien ampliamente compensado por el aumento de la velocidad de fusión que puede llegar a ser de un 20 %. En ocasiones, para introducir parte del óxido de calcio, también se recurre a otras materias primas naturales, como el feldespato cálcico o anortita (CaO.Al2O3.2SiO2), que es a la vez fuente de Al2O3. El elevado contenido de alúmina constituye al mismo tiempo una importante limitación de sus posibilidades de aplicación. 4.3.-Oxido de magnesio. Este óxido desempeña en el vidrio un papel semejante al del óxido de calcio y complementa en cierto modo la acción que éste ejerce, mejorando algunas propiedades. Los vidrios magnésicos son, por ejemplo, más estables que los de calcio, y basta en ellos una pequeña concentración de MgO para disminuir su tendencia a la desvitrificación. Al mismo tiempo, la presencia de este óxido en proporciones del 3 al 4 % eleva la viscosidad del vidrio y alarga el intervalo térmico de moldeabilidad. La presencia de MgO hace que el coeficiente de dilatación lineal sea menor, con lo que aumenta la resistencia a los cambios bruscos de temperatura (Choque térmico). También mejora las propiedades mecánicas y los vidrios son de menor densidad. Su principal ventaja es el obstaculizar la desvitrificación disminuyendo la formación de "wollastonita". A su vez permite rebajar la riqueza en SiO2 y en fundentes alcalinos. Tiene el inconveniente de que un vidrio rico en magnesia homogeniza mal. En resumen se puede decir que es un correctivo, de la desvitrificación o cristalización, permitiendo disminuir el porcentaje de sílice y paralelamente la cantidad de fundente. La materia prima más frecuente para su introducción en el vidrio es la dolomita. La magnesita nunca es aconsejable emplearla a causa de su elevado contenido de Fe2O3. Dolomita. La mayoría de los yacimientos de dolomita (MgCO3) o carbonato doble de calcio y magnesio (CaCO3.MgCO3) son de origen secundario, formados por procesos de alteración de las calizas por aportación de soluciones de magnesio. En general, son muy puras y presentan sobre la magnesita (MgCO3) la ventaja de que su contenido de Fe2O3 es considerablemente menor. Las restantes impurezas que pueden acompañarla, tales como sílice y alúmina, en la concentración en que comúnmente suelen estar presentes, no resultan nocivas. Respecto a su granulometría, se aconseja que no existan granos mayores de 0.5 mm ni menores de 0.1 mm, que podrían favorecer su segregación de la mezcla. 4.4.- Oxido de bario. Este componente, aunque químicamente emparentado con los dos óxidos alcalinotérreos anteriores, se comporta en el vidrio impartiéndole propiedades más parecidas a las que le comunica el óxido de plomo. Así, aumenta su densidad, índice de refracción y brillo, y mejora su sonoridad (de ahí el nombre de semicristal dado al vidrio barítico). Da igualmente elasticidad. Debido a su elevado radio iónico, aumenta la viscosidad del vidrio, le hace más moldeable y ensancha su intervalo de trabajo. Los vidrios a base de barita tienen sobre los de base de óxido de plomo, la ventaja de ser insensibles a la acción reductora de la llama y pueden ser fundidos, sin inconveniente, en crisoles descubiertos. El BaO aumenta la fusibilidad con relación a los vidrios cálcicos correspondientes y es muy recomendable para el trabajo a la prensa. Se suele emplear asociado al óxido de cinc y en la fabricación de vidrios blancos especiales para óptica y alumbrado, y de frasquería para perfumería. Sus defectos son: su precio y el disminuir la resistencia del vidrio, aunque menos qua el óxido de plomo. Materias primas aportadoras de óxido de bario. Ninguna de las dos especies minerales bajo las que más frecuentemente se presenta en la naturaleza, baritina (BaSO4) y whiterita (BaCO3), son materias primas empleadas por la industria vidriera. Esta recurre generalmente a productos de síntesis más puros, tales como el propio carbonato o el nitrato. 4.5.- Óxido de plomo. El óxido de plomo es uno de los componentes que más ennoblecen la calidad del vidrio, proporcionándole un alto índice de refracción y brillo, una elevada densidad y una buena sonoridad. Los vidrios de plomo deben fundirse en atmósfera fuertemente oxidante para evitar la reducción de este óxido a metal elemental. Funden con facilidad, su viscosidad es pequeña a alta temperatura y su afinado resulta fácil. Resultan muy moldeables dentro de un amplio intervalo térmico. El principal inconveniente que presentan estos vidrios es el de ser más blandos que los sódico-cálcicos ordinarios. También son poco elásticos. El óxido de plomo se emplea en muchos vidrios ópticos, en vidrios para aplicaciones eléctricas y electrónicas, en vidrios especiales absorbentes de radiación X y radiación gamma y en los vidrios artísticos y decorativos que, para contenidos mayores del 24 % PbO, reciben internacionalmente de forma tan convencional como inadecuada la denominación de “cristal” . El óxido de plomo se introduce casi siempre en la composición del vidrio bajo la forma de minio (Pb3O4), a veces como carbonato básico [2PbCO3.Pb(OH)2] y raramente como litargirio (PbO), puesto que este último suele contener Pb metal, que da la vidrio una coloración oscura. Las especificaciones que debe satisfacer el mínimo como materia prima para la fabricación de vidrio en lo que se refiere a su contenido de impurezas y a su granulometría, han sido establecidas por Stoch y Sura. 4.3.- Oxido de cinc. La adición de óxido de cinc en proporciones hasta del 5 % resulta generalmente favorable a la mayoría de los vidrios comunes. Este componente actúa mejorando la resistencia química del vidrio, elevando el índice de refracción, aumentando la dureza y reduciendo el coeficiente de dilatación térmica. A altas temperaturas disminuye la viscosidad del vidrio. El óxido de cinc se emplea casi siempre con la barita. Juntos contribuyen a acortar el "palier" de trabajo, haciendo el afinado más fácil y dando a los vidrios una transparencia y un brillo satisfactorios. Es muy empleado en los vidrios especiales para ampollas con objeto de corregir el bullón De las materias primas naturales pueden emplearse la smithsonita (ZnCO3), la cimkita (ZnO) y eventualmente la hemimorfita (2ZnO.SiO2.H2O). Sin embargo, casi siempre se recurre a los preparados de óxido de cinc, bien en su forma blanca, que es la de mayor pureza, o en su forma gris, que suele ir acompañada de alrededor de un 5 % PbO y de un 0.2 – 0.3 % Fe2O3. 5.- Estabilizantes. 5.1.- Introducción. A lado de los tres grandes grupos de constituyentes del vidrio que se acaban de estudiar, se encuentran dos cuerpos que forman una familia muy especial: la de los óxidos indiferentes, alúmina y óxido de hierro. Aunque algunos de los componentes ya señalados (CaO, MgO, BaO, …), desempeñan un papel estabilizante en el vidrio, se han incluido en el apartado anterior por tratarse de verdaderos modificadores de red, y se han reservado para este lugar aquellos óxidos que, además de estabilizar ciertas propiedades, actúan con un carácter intermedio entre el de los verdaderos formadores de red y el de los modificadores. Se dice que estos dos óxidos: alúmina y óxido de hierro son indiferentes, considerados desde el punto de vista químico, puesto que pueden colocarse al lado de la sílice y de los vitrificantes como elementos ácidos, o al lado de la cal y de las bases como elementos básicos. Pero desde el punto de vista vidriero, la importancia de su papel es grande. 5.2.- Oxido de aluminio. El ión aluminio puede actuar como modificador de red en coordinación octaédrica o como formador de red en coordinación tetraédrica [AlO4] alternando con los iones silicio. La formación de coordinaciones tetraédricas exige una mayor proporción de oxígeno que la que corresponde a la fórmula del óxido introducido (Al2O3). Para satisfacer estos requerimientos, parte de los oxígenos no puente se unen al ión aluminio, convirtiéndose en oxígenos puente que hacen disminuir el número de enlaces y aumentar la cohesión del retículo vítreo. La incorporación de alúmina al vidrio lleva aparejado, por lo tanto, un aumento de la resistencia mecánica, un mejoramiento de la estabilidad química, una elevación de la refractariedad, una disminución del coeficiente de dilatación térmica y, consecuentemente, una mejor resistencia al choque térmico. Por otra parte, la presencia de alúmina impide o retarda la tendencia a la desvitrificación, aumenta la viscosidad del vidrio, ensancha su intervalo de trabajo y eleva considerablemente su tensión superficial. Esto hace que los vidrios aluminosos, además de requerir temperaturas de fusión más altas, presenten mayores dificultades para su afinado. Una pequeña adición de alúmina en substitución de la cal, puede dar un vidrio mas sólido. Hace a este menos atacable por los agentes atmosféricos, y más resistentes a las roturas En la mayoría de los vidrios sódico-cálcicos comerciales es frecuente la incorporación de Al2O3 en una proporción del 1 al 3 %. Este contenido es mucho mayor en los vidrios especiales que hayan de estar sometidos a altas temperaturas durante su uso. Dependiendo de la proporción de alúmina que haya de introducirse en el vidrio y de las especificaciones requeridas en cada caso, se pueden emplear diferentes fuentes aluminosas naturales o de síntesis. Feldespatos. Las materias primas que más se utilizan habitualmente para aportar alúmina al vidrio son los feldespatos, cuyos representantes más típicos son los de las series de las ortoclasas [(K,Na)2O.Al2O 3 .6SiO 2 ] y de las plagioclasas [(Ca,Na2 )O.Al2O 3 .6SiO 2 ] , así como la anortita [CaO.Al2O 3 .2SiO 2 ] . Su uso es recomendable porque son compuestos que funden a temperaturas relativamente bajas y se incorporan fácilmente al vidrio sin producir perturbaciones. Hidróxido de aluminio. De los hidróxidos de aluminio naturales, como son el diasporo (Al2O3.H2O), bauxita (Al2O3.2H2O) e hidrargilita (Al2O3.3H2O), el más abundante y el que puede encontrar mayor repercusión industrial es la bauxita. Sin embargo, la elevada proporción de óxido de hierro que la acompaña limita su aplicación a algunos tipos de vidrio verde. Caolines. Los caolines, que constituyen una de las materias primas de mayor importancia en la industria cerámica, apenas tienen interés como aportadores de alúmina en la industria vidriera, con la excepción de algunas fabricaciones de fibra de vidrio. Los principales inconvenientes que presenta el uso de los caolines radican en el pequeño tamaño de sus partículas (< 2 µ m) que darían lugar fácilmente a su segregación de la mezcla, y en su relativamente elevado contenido de óxido de hierro. Otras rocas o productos aluminosos. En algunos países, especialmente en la Unión Soviética, se vienen empleando de una manera creciente en los últimos años diferentes rocas aluminosas, tales como granito, nefelina sienita, pegmatita, obsidiana, perlita, etc. Asimismo se están empleando, por su gran economía, escorias de hornos altos como materias primas aluminosas para la fabricación de vidrios verdes de botella. En Francia se ha impuesto la calumita® ( 30 40 % SiO2, 6 - 17 % Al2O3, 0.2 - 0.3 % Fe2O3, 42 % CaO, 6 - 16 % MgO, 0.5 - 1 % Na2O, 0.5 – 1.5 % K2O y 0.5 -1 .5 % S) . Ofrece la ventaja de aportar, además de Al2O3 y de CaO, sulfuros que aumentan el rendimiento de fusión del horno, a la par que permiten disminuir la cantidad de sulfato y el efecto de corrosión a que éste da lugar. Productos químicos aluminosos. Más raramente, y sólo en casos en que se requiera una elevada pureza, recurre la industria vidriera a productos químicos tratados, como la alúmina calcinada (Al2O3), el hidróxido de aluminio Al(OH)3] y el nitrato de aluminio [Al(NO3)3.15H2O] . La alúmina calcinada es la forma menos aconsejable, ya que, por ser la de más difícil digestión en el vidrio fundido, puede formar piedras y cuerdas con facilidad. Este peligro se atenúa con el empleo de materias primas hidratadas que favorecen la homogeneización del vidrio. La granulometría representa en las materias primas aluminosas un papel tan importante como en las arenas, y debe mantenerse dentro de límites inferiores a los de éstas. 5.3.- Oxido de hierro. Ha sido considerado durante mucho tiempo como una impureza de las arenas, que se usaba para obtener el color exigido por los consumidores de botellas de Champagne. Los fabricantes se limitaban a adoptar las composiciones en función de la cantidad de hierro impuesta por el color, sin preocuparse del papel vitrificante de este. Sin embargo, las adiciones que alcanzan hasta un 4 % en los vidrios obscuros, pueden intervenir como verdaderos fundentes, y_como, tales rebajar otro tanto la proporción de álcalis. El hierro presenta tres grados de oxidacion óxido ferroso (FeO), óxido ferrico (Fe2O3), y óxido ferrosoférrico (Fe 3O4). A estos tres compuestos corresponden propiedades diferentes. El óxido ferroso desempeña un papel análogo a la cal, pudiendo intervenir como una base en la constitución del vidrio. Puesto que el hierro es también un colorante, da al vidrio un tono verdoso, de diferente matiz en funcion del regimen de atmosfera seguido en el ho no. Este tono verdoso se reproduce por el equilibrio entre el azul que da el óxido ferroso, y el amarillo dado por el óxido ferrico, un horno con atmosfera reductora dara al vidrio un tono verde azulado (característico.del FeO), mientras que la coloracion verde amarillenta (característica del Fe2O3), se obtiene con una atmósfera ligeramente oxidante. Para una misma cantidad, el ferroso oscurece el vidrio 9 veces más que el férrico. En el tercer grado de oxidación, es decir, como oxido ferroso-férrico (Fe3O4) la acción fundente del oxido de hierro se acusa todavía, siendo particularmente sensibles a esta propiedad los vidrios muy obscuros. 6.- Componentes secundarios. 6.1.- Introducción. Además de las materias primas, en forma de óxidos comentadas anteriormente, en la fabricación de los vidrios entran a formar parte otras sustancias, que dan al vidrio el aspecto y textura de una variada gama de manufactura. Así, en la composición de los vidrios intervienen habitualmente otros constituyentes minoritarios con funciones determinadas: afinantes, decolorantes, colorantes, opacificantes, fluidificantes, etc. 6.2.- Afinantes. 6.2.1.- Introducción. Sirven para homogeneizar el producto de la fusión que contiene numerosas cuerdas y burbujas. La homogenización se consigue por adición a la composición de materias que se vaporizan en el seno de una masa fundida, produciendo una intensa agitación que homogeniza la masa, favorece la sedimentación de las partículas sólidas no vitrificadas y el desprendimiento de las oclusiones gaseosas. 6.2.2.- Sulfato sódico (SO4Na2). El sulfato sódico que es una materia prima aportadora de óxido de sodio (fundente), es el agente mas importante para el afinado de los vidrios – sódico - calcicos Tiene la ventaja de que solamente se descompone a las temperaturas elevadas del afinado, con lo cual la vaporización es muy limitada. Durante la fusión y afinado de un vidrio con sulfato, el peso especifico pasa de 2.25 a 2.50 por expulsión de gases. El desprendimiento de SO3 depende de la temperatura y de la velocidad de calentamiento. La utilización de sulfato trae consigo, generalmente, la necesidad de utilizar también cierta cantidad de carbón como reductor. 6.2.3.- Anhídrido arsenioso (As2O3). Vulgarmente conocido por el nombre de arsénico. A temperatura elevada y en presencia de carbono (C) se desprende en arsénico metálico y monóxido de carbono (CO), y este desprendimiento gaseoso es lo que clarifica la masa fundida. Además puede actuar como colorante y opacificante. Por su parte, el arsénico metálico funciona como reductor, tomando el oxigeno de los cuerpos presentes. No queda en el vidrio más que en débiles proporciones. Se presenta, generalmente, en forma de polvo blanquecino. Es muy venenoso. 6.2.4.- Anhidrido antimonioso (Sb 2O3). Este compuesto se oxida fácilmente a partir de los 580 ºC, dando lugar a un compuesto volátil que absorbe las burbujas de O2, formando burbujas más volátiles y ligeras que revuelven la masa del vidrio al desprenderse. En la tabla 6.2.4.1 se muestran los tipos de afinantes comúnmente utilizados y su dosificación máxima. Tabla 6.2.4.1.- Afinantes utilizados en la producción de vidrio. 6.3.-Decolorantes. 6.3.1.- Introducción. Evitan la coloración del vidrio fabricado, bien por un proceso de oxidación reducción, o por comunicar al vidrio una coloración complementaria a la que hubiere adquirido en el proceso de fabricación. 6.3.2.- Manganeso (Mn). La mas conocida es la pirolusita o dióxido de manganeso MnO2 utilizada desde antiguo con el nombre de “ Jabón de vidrieros “ por su acción decolorante al reducir los compuestos férricos en ferrosos, actúa químicamente al comunicar un color rojo complementario al verde producido por el hierro ferroso. Se puede emplear en dosis medias (250 gr/1000 kg. de arena). Actualmente se emplea cada vez menos por las dificultades que presenta su uso, ya que se trata de un elemento corrector de doble efecto. La coloración del manganeso es función de la duración del calentamiento, de la temperatura, de la atmósfera más o menos reductora y del posterior recocido del vidrio. Su elevado peso especifico (4.5 a 5 g cm 3 ) lo arrastra al fondo del baño de vidrio resultando difícil obtener un color uniforme. El bióxido de manganeso puede oxidarse o reducirse, en el primer caso tenemos: 2 MnO2 y en el segundo caso Mn2O3 → Mn2O3 + O (color violeta) → 2MnO + O (blanco o rosado) La decoloración con manganeso es una acción física, que se fundamenta en los colores complementarios. El tinte rosa o violáceo que da el manganeso asegura la compensación de los tintes verdes o amarillento del hierro, lo que puede dar como resultado una ausencia total de tinte. La decoloración es también una acción química ya que a alta temperatura se reduce el bióxido de manganeso (Mn 2 03) y oxida al ferroso (FeO) que pasa a férrico (Fe2O3). Mn2O3 + 2 FeO 2MnO + Fe2O3 Tal y como se indica esta reacción es reversible y se produce también a baja temperatura bajo la acción de la luz, pudiendo ocurrir que vidrios blancos vuelvan a ser rosa o violeta por retorno hacia el bióxido de manganeso. Juntamente con el MnO2 se suele utilizar también el nitrato sódico (oxidante). 6.3.3.- Oxido de níquel (NiO2). Los óxidos de níquel pueden jugar un papel análogo al del manganeso aunque su efecto es más simple. Producen una coloración muy persistente. Da coloración parda, que compensa la coloración dada por el oxido de hierro. Como su efecto es independiente de la atmósfera del horno, la decoloración al óxido de níquel suele sustituir en muchos casos a la decoloración al manganeso. Su empleo puede dar lugar a la formación de inclusiones sólidas de sulfuro de níquel si durante la fusión se dan localmente, condiciones reductoras. Estas inclusiones evolucionan con el tiempo en su estructura cristalográfica y pueden originar roturas espontáneas en el vidrio templado (Securit). Se utiliza en pequeña proporción. 6.3.4.- Oxido de cobalto - (CoO). Se use igualmente como auxiliar de la decoloración. El color azul intenso de los compuestos de cobalto, es capaz de corregir los vidrios demasiado amarillos del oxido de hierro, pudiendo asimismo obtener una compensación exacta con los rojos complementarios del níquel o del selenio. La atmósfera del horno no tiene influencia sobre la coloración por el cobalto. Su intensidad colorante es tal, que debe de emplearse en dosis pequeñisimas del orden de 0.5 partes por 100000 partes de arena. 6.3.5.- Selenio - (Se). El selenio aparte de correctivo decolorante, se utiliza igualmente para la coloración de los vidrios rojos bronce o rosados. La acción decolorante es un efecto de compensación del rosa sobre el verde del hierro. Se utiliza bajo la forma de selenio metálico, selenito sódico (SeO3Na2) y selenito de cinc (SeO3Zn). Se suele emplear asociado al nitrato sódico (NO3Na2) y al anhídrido arsesionoso (As2O3). 6.4.-Colorantes. Son sustancias empleadas para dar coloración al vidrio, o para volverlo incoloro anulando la tonalidad verde, que le es natural. Su presencia colorea toda la masa, aunque el efecto puede producirse también en un revestimiento superficial de esmaltes. El color en el vidrio es producido por la acción de los óxidos de los elementos pertenecientes a los grupos de transición de la tabla periódica de elementos siendo los más importantes: titanio, vanadio, cromo, manganeso, cobre y cobalto. Las proporciones en que estos óxidos entran en el vidrio, suelen ser pequeñas, pero varían con la intensidad de coloración que se quiere obtener y con el poder colorante del oxido en cuestión. En la tabla 6.4.1 se muestran los distintos compuestos utilizados en la coloración del vidrio. Tabla 6.4.1.- Elementos utilizados en la coloración del vidrio. Las coloraciones están influidas por múltiples factores como son: - El grado de oxidación de las substancias. Así, diferentes óxidos del mismo metal pueden dar lugar a coloraciones distintas, por ejemplo azul o verde. - La atmósfera del horno, oxidante o reductora. - La naturaleza del vidrio, pues, por ejemplo, la alúmina exagera la coloración debida al hierro y la cal y la potasa también influyen sobre aquella. En general la coloración es tanto mas intensa cuanto más básico es el vidrio. Cada uno de los colores pueden ser obtenidos por: Color amarillo. - Uranio: El óxido o combinado con la sosa. - Cadmio: Bajo forma de sulfuro. - Carbono y azufre: Grafito, antracita o carbón de madera. El carbono bajo la influencia del calor, reduce los sulfatos contenidos en el vidrio a sulfuros y estos clan coloración amarilla, apareciendo el vidrio bien afinado pero con poco sulfato para reaccionar con la sílice, lo que trae consigo una mala homogeneización de la masa del vidrio (ondas). En el caso contrario, exceso de sulfato sobre el carbón, el vidrio estaría mal afinado (bullon) pero no habría coloración amarilla. Plata: Bajo las formas de oxido o sales. Color verde. Hierro: Oxido y carbonato. Cromo: Oxido, cromatos y dicromatos. Color azul. Cobalto Oxido y Sales. El cobalto posee un poder colorante muy intenso. Cobre: Oxido Color violeta. Manganeso: Bióxido Color rojo. Oro: Bajo forma de cloruro. Cobre: Estado metálico. Selenio: Metálico o en forma de selenitos. El resto de los colores, bronce, gris, etc. con tonalidades mas o menos oscuras o combinaciones de los citados, se consiguen o bien con distintas proporciones de los mismos colorantes, o con la utilización simultánea de varios. En la tabla 6.4.2, damos un análisis práctico aproximado de luna de todos los colores comerciales en España. Tabla 6.4.2.- Composición centesimal para luna según el color. 6.5.- Opacificantes. Como su nombre indica, incorporados a la masa vítrea, comunican aspectos opacos. Como opacificantes se emplean: el talco, feldespato, fluoruro de calcio (espato fluor) criolita, ácido fosfórico, fosfato tricalcico y bióxido de estaño. Este ultimo se emplea también como fundente y clarificante debido no a su fusibilidad (1300 °C), sino a que volatiliza al oxido silícico en forma de fluoruro de silicio, que es un gas que clarifica y homogeniza la masa, pero la perdida de oxido silícico disminuye la calidad del vidrio y además el fluoruro calcico ataca a los crisoles, por lo que se debe de evitar emplearlo como fundente único. Son clarificantes clásicos el óxido de arsénico (As2O3), que, a temperatura elevada y en presencia de carbono (C) se desprende en arsénico metálico y monóxido de carbono (CO) , y este desprendimiento gaseoso es lo que clarifica la masa fundida, pero además puede actuar como colorante y opacificante. 6.6.- Fluidificantes : Fluoruros. Los fluoruros se utilizan casi siempre como opacificantes, si bien también ejercen una acción fluidificante, al hacer disminuir notablemente la viscosidad del vidrio. Este efecto se debe a que los iones fluoruro, por tener un radio iónico muy parecido al del oxígeno, sustituyen parcialmente a éste en el retículo vítreo y, al no disponer más que de una carga negativa, interrumpen la continuidad reticular, creando puntos de rotura: - - ≡ Si—O—Si ≡ + F → ≡ Si—F + O—Si ≡ En su intervención como fluidificante la concentración de fluoruro no debe exceder del 4 %, ya que en proporciones más elevadas puede producir opacificación del vidrio. El empleo de sustancias fluoradas presenta el grave inconveniente de la volatilidad de los fluoruros que ejercen una fuerte acción corrosiva sobre los materiales refractarios del horno y constituyen un peligroso agente de contaminación atmosférica. Las fuentes de flúor que normalmente emplea la industria vidriera son la criolita (Na3AlF6), el fluosilicato sódico (Na2SiF6), el espato flúor (CaF2), el fluoruro de aluminio (AlF3) y el fluoruro sódico (NaF). La criolita y el espato flúor se encuentran abundantemente en la naturaleza y como tales se suelen emplear en la fabricación de vidrio. Los otros tres son generalmente preparados químicamente. 7.- Otros componentes. Aunque no puedan ser considerados como materias primas propiamente dichas, deben también citarse aquí otros dos componentes, cuya adición a la mezcla vitrificable constituye una práctica habitual en la fabricación industrial. Se trata del agua y del denominado casco o calcín, consistente en fragmentos de vidrio de la misma composición, que habitualmente proceden de las roturas y desechos producidos en la propia fábrica. Ambas adiciones ejercen un efecto acelerador de las reacciones de formación del vidrio y contribuyen a mejorar su homogeneidad. El agua desempeña, por una parte, un papel físico como aglomerante de los granos de la mezcla, evitando la desagregación que durante las operaciones de almacenamiento, descarga y transporte podría tener lugar por arrastre de los polvos más finos y ligeros o por segregación de los más densos. Por otra, actúa como disolvente de los componentes más solubles, especialmente del carbonato sódico, dando lugar a una solución alcalina que se difunde por capilaridad en la mezcla y forma una película líquida alrededor de los granos de sílice que hace más íntimo el contacto de éstos con el álcali. El porcentaje de humedad alcanza un valor óptimo entre un 4 y un 5 %. Contenidos de agua superiores serían contraproducentes, pues no sólo desvirtuarían esta función homogeneizadora, sino que además requerirían un consumo inútil de energía adicional para su evaporación. La introducción de casco determina, inmediatamente después de su entrada en el horno, la aparición de fase líquida, que sirve como medio de reacción y disolvente de los otros componentes. En cuanto al tamaño que deben tener estos fragmentos de vidrio no existe un criterio unánime ni tampoco razones fundadas para poder establecerle. Así, mientras algunos autores consideran que no debe sobrepasar los 2 ó 3 cm de diámetro, otros recomiendan su utilización en dimensiones hasta diez veces mayores. 8.- Formas de expresión de la composición de los vidrios. Cuando se estudia el comportamiento de un vidrio desde el punto de vista estructural, o se desea comprobar la influencia que ejerce sobre sus propiedades la incorporación de un determinado componente o la sustitución de un óxido por otro, la composición debe expresarse en relaciones o en porcentajes molares y sobre esta base molar deben establecerse todas las consideraciones. En la práctica analítica habitual se acostumbra, sin embargo, a expresar la composición del vidrio en términos ponderales indicando la proporción porcentual en peso de cada óxido. A partir de los porcentajes en peso de los óxidos constituyentes se calcula la composición de la mezcla vitrificable multiplicando el tanto por ciento de cada óxido por el factor de equivalencia de la materia prima correspondiente (tabla 7.1). En las formulaciones industriales la dosificación de todos los componentes suele referirse a cien partes en peso de arena. La transformación de la composición molar a la composición ponderal se efectúa dividiendo el producto del porcentaje molar ami de cada óxido por su peso molecular Mi y por 100, entre la suma de los productos de todos los óxidos por su peso molecular: a pi = ami M i 100 a M ∑ mi i i La cantidad de componente ci que hay que incorporar a la mezcla vitrificable para introducir el tanto por ciento de óxido requerido, se obtiene multiplicando dicho porcentaje por el factor fi de equivalencia correspondiente a la materia prima bajo la que se desee introducirle: c i = a pi fi Finalmente la cantidad de cada componente Ci referida a cien partes en peso de arena se obtiene: Ci = c i 100 carena TABLA 8.1.- FACTORES PARA EL CALCULO DE COMPOSICIONES Y MEZCLAS VITRIFICABLES. Es frecuente que un mismo componente sea incorporado simultáneamente por dos o más materias primas, como sucede cuando con una misma materia prima se aportan simultáneamente dos o más óxidos, como es el caso de la dolomita o del feldespato. La cantidad máxima que podrá emplearse se halla limitada por aquél de sus componentes que entre en el vidrio en menor proporción. La diferencia restante de los demás componentes se completa con otras materias primas. En las especies sencillas constituidas por un sólo componente, como por ejemplo la arena, es necesario conocer su riqueza para hacer el ajuste de la formulación. En la tabla 8.2 se resumen, a título de ejemplo, las distintas formas de expresión de la composición básica de un vidrio. Así mismo, en la tabla 8.3 se exponen las composiciones de algunos vidrios industriales. TABLA 8.2.- COMPOSICON DE UN VIDRIO PARA ENVASES. TABLA 8.3.- COMPOSICION DE ALGUNOS VIDRIOS INDUSTRIALES.