ontrol del Stock de Fármacos en Farmacia Hospitalaria
Anuncio

Control del Stock de
Fármacos en Farmacia
Hospitalaria
Proyecto Fin de Carrera
Ingeniería Química
Escuela Superior de Ingenieros
Universidad de Sevilla
Inmaculada Castillo Durán
Tutora: Ascensión Zafra Cabeza
Fecha: 02/02/2015
ÍNDICE DE CONTENIDO
CAPÍTULO 1: INTRODUCCIÓN ........................................................................ 5
1.1. Objetivos y motivación del Proyecto ................................................... 5
1.2. Resumen del proyecto ........................................................................... 6
CAPÍTULO 2: REVISIÓN DE COSTES HOSPITALARIOS Y SU GESTIÓN .... 8
2.1. Los costes hospitalarios ....................................................................... 8
2.1.1. COSTES DE ALMACENAMIENTO.................................................... 8
2.1.2. COSTES DE LANZAMIENTO DE PEDIDO ....................................... 9
2.1.3. COSTES DE ADQUISICIÓN ............................................................. 9
2.1.4. COSTES DE RUPTURA DE STOCK................................................. 9
2.2. Métodos de reducción de costes........................................................ 10
2.2.1. MÉTODO ABC ................................................................................. 10
2.2.2. CLASIFICACIÓN VEN ..................................................................... 11
2.2.3. MÉTODO FIFO ................................................................................ 12
2.2.4. MÉTODO LIFO ................................................................................ 12
2.2.5. SISTEMAS DE COSTE MEDIO ....................................................... 12
2.2.6. SISTEMAS DE COSTE ESTÁNDAR ............................................... 12
2.2.7. SISTEMAS DE COSTE DE REPOSICIÓN ...................................... 12
2.2.8. SISTEMAS DE COSTES REALES .................................................. 12
2.2.9. SISTEMAS DE COSTE DE VALOR AÑADIDO ............................... 13
CAPÍTULO 3: INTRODUCCIÓN A LA DEMANDA ......................................... 14
3.1. Introducción ......................................................................................... 14
3.2. Métodos simples de estimación de la demanda esperada ............... 15
3.2.1. MEDIA SIMPLE ............................................................................... 15
3.2.2. MEDIA MÓVIL ................................................................................. 16
3.2.3. MEDIA MÓVIL PONDERADA .......................................................... 17
3.2.4. MÉTODO DE RANDOM WALK O PASEO ALEATORIO................. 17
3.2.5. SUAVIZADO EXPONENCIAL .......................................................... 18
3.2.6. MODELO MULTIPLICATIVO DE HOLT-WINTERS ......................... 20
3.2.7. MODELO DE BOX-JENKINS .......................................................... 23
CAPÍTULO 4: CONTROLADOR PID APLICADO AL CONTROL DE STOCK
EN FARMACIA HOSPITALARIA .................................................................... 25
4.1. Introducción ......................................................................................... 25
4.2. Sintonización PID ................................................................................. 26
CAPÍTULO 5: MODELADO DEL SISTEMA DE CONTROL DE INVENTARIOS
......................................................................................................................... 31
5.1. Introducción ......................................................................................... 31
5.2. Sistemas de gestión de stocks ........................................................... 31
5.2.1. INTRODUCCIÓN ............................................................................. 31
5.2.2. SISTEMAS DE REVISIÓN CONTINUA ........................................... 31
5.2.3. SISTEMAS DE REVISIÓN PERIÓDICA .......................................... 33
5.2.4. SISTEMAS MIXTOS O DE MÍNIMO-MÁXIMO ................................ 35
5.3. MODELADO DEL SISTEMA DE CONTROL DE INVENTARIOS ......... 37
5.3.1. INTRODUCCIÓN ............................................................................. 37
5.3.2. MODELOS ESTÁTICOS .................................................................. 37
5.3.3. MODELOS DINÁMICOS .................................................................. 47
CAPÍTULO 6: CONTROLADOR PREDICTIVO GENERALIZADO APLICADO
AL CONTROL DE STOCK EN FARMACIA HOSPITALARIA......................... 58
6.1. Introducción ......................................................................................... 58
6.2. Selección del Modelo........................................................................... 62
6.3. Descripción de la función de coste .................................................... 62
6.4. Trayectoria de referencia .................................................................... 62
6.5. Restricciones........................................................................................ 63
6.6. Aplicación del Control Predictivo Generalizado ............................... 64
6.6.1. SIMULACIONES .............................................................................. 64
6.6.2. CONCLUSIONES ............................................................................ 69
CAPÍTULO 7: CONCLUSIONES ..................................................................... 70
CAPÍTULO 8: BIBLIOGRAFÍA ........................................................................ 71
ÍNDICE DE FIGURAS
Figura 1: Esquema del Proyecto ........................................................................ 7
Figura 2: Método ABC ...................................................................................... 11
Figura 3: Aplicación media simple .................................................................... 15
Figura 4: Aplicación media móvil ...................................................................... 17
Figura 5: Aplicación método Random Walk...................................................... 18
Figura 6: Aplicación alisado exponencial ......................................................... 20
Figura 7: Diagrama de bloques PID ................................................................. 25
Figura 8: Sistema sin controlar ......................................................................... 26
Figura 9: Situación inicial para todo el rango de datos ..................................... 27
Figura 10: Sintonización inicial PID 60 días ..................................................... 27
Figura 11: PI con SS=60 .................................................................................. 28
Figura 12: PI con SS=65 .................................................................................. 28
Figura 13: PI con SS=55 .................................................................................. 29
Figura 14: PI para 30 días ................................................................................ 29
Figura 15: PI para 30 días con SS=55 ............................................................. 30
Figura 16: Sistema de revisión continua .......................................................... 32
Figura 17: Sistemas de revisión periódica ........................................................ 34
Figura 18: Sistemas mixtos .............................................................................. 36
Figura 19: Modelo de cantidad fija de pedido ................................................... 48
Figura 20: Modelo de cantidad fija de pedido con simultaneidad en el consumo
y el reaprovisionamiento .................................................................................. 49
Figura 21: Modelo básico de período fijo ......................................................... 50
Figura 22: Modelo básico de cantidad fija de pedido con demanda aleatoria y
tiempo de suministro constante ........................................................................ 52
Figura 23: Esquema básico control predictivo .................................................. 61
Figura 24: Simulación con lambda=gamma=1 ................................................. 64
Figura 25: Simulación con retraso del proveedor en la entrega ....................... 65
Figura 26: Simulación con retraso de proveedor en la entrega y N=Nc=3 ....... 66
Figura 27: Simulación sintonizada con menor error en la salida ...................... 67
Figura 28: Simulación con incremento del 50% en la demanda ....................... 68
Figura 29: Simulación con incremento del 50% en la demanda y cambio en el
stock de seguridad ........................................................................................... 69
4
CAPÍTULO 1: INTRODUCCIÓN
1.1. Objetivos y motivación del Proyecto
La gran cantidad de medicamentos necesarios para el correcto funcionamiento
de un hospital supone un gran coste para la Administración.
La falta de instrumentos, criterios técnicos y la poca confiabilidad de las fuentes
de información ocasionan problemas como:
-
Constante escasez de medicamentos de uso común.
Sobrestock de medicamentos.
Abastecimiento desigual como consecuencia de la distribución no
acorde a las necesidades de cada prestador.
Prescripción ineficaz.
Forzosa adaptación a presupuestos limitados, lo cual origina el
abastecimiento de insumos que no concuerdan con las necesidades.
Supresión o distorsión de la demanda por la falta de atención con
medicamentos, lo cual aleja a la población de los establecimientos
prestadores de salud.
Todos estos problemas dan lugar a sobrecostes los cuales se desean reducir
en la medida de lo posible.
Las farmacias hospitalarias deben en todo momento suministrar al hospital de
los medicamentos que vayan siendo necesarios. La cantidad de fármacos que
puede manejar un hospital es muy elevada y variada.
Una medida conservadora y poco eficiente puede ser el mantener un volumen
de stock alto en almacén de todos los medicamentos. Ello conlleva un alto
coste de stock, espacio… teniendo que tener en cuenta la caducidad de ellos.
En el otro extremo se sitúa la actitud de almacén nulo, donde a medida que se
vayan necesitando se van solicitando a los laboratorios. Esta medida es
imposible de aplicar dada la urgencia que supone aplicar algunos
medicamentos en el instante en que se soliciten.
Nótese que se ha de contemplar los tiempos y costes de envío.
Este trabajo pretende dar una visión sobre técnicas de optimización aplicables
a la farmacia hospitalaria.
Se ha hecho un estudio del arte sobre las técnicas de gestión de costes
hospitalarios, así como para la estimación de demandas de medicamentos a lo
largo del tiempo.
Adicionalmente, se han programado bajo el entorno Matlab controladores para
mantener el stock en torno al stock de seguridad, satisfaciendo demandas y
minimizando costes. Como se puede observar, la optimización dependerá de la
importancia que se otorgue a cada uno de estos factores.
5
1.2. Resumen del proyecto
En capítulo 2 expone una revisión de los costes hospitalarios así como
métodos para la reducción de estos. También se exponen técnicas para
estimar la demanda futura de medicamentos.
En el capítulo 3 se describen, mostrando los resultados obtenidos para datos
de un medicamento proporcionados por el Hospital Reina Sofía de Córdoba,
técnicas tradicionales de cálculo de la demanda esperada, base para el cálculo
del stock que se necesita mantener en almacén para un correcto
funcionamiento del hospital.
El capítulo 4 muestra el uso de un controlador PID de forma que el stock siga a
un stock de seguridad propuesto.
Tras hacer un barrido de las técnicas de optimización de costes y de los
modelos de control de inventarios existentes, se propone en el capítulo 6 otra
técnica de control para gestionar el stock de forma que no se produzcan
rupturas: el controlador predictivo generalizado.
Por último en el capítulo 7 se muestran las conclusiones y líneas futuras de
trabajo.
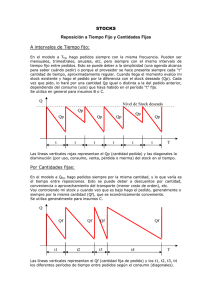
De forma gráfica la estructura del proyecto es la que sigue:
6
CAPÍTULO 1:
INTRODUCCIÓN
Costes
Almacenamiento, pedido,
adquisición y ruptura
Gestión
ABC, VEN, LIFO, FIFO, Coste
Medio, Coste Estándar, Coste
de Reposición, Costes Reales,
Coste de Valor Añadido
CAPÍTULO 2: REVISIÓN DE
COSTES Y SU GESTIÓN
Introducción
CAPÍTULO 3: ESTIMACIÓN DE
DEMANDA
Métodos
Media Simple, Media Móvil,
Media Móvil Ponderada,
Random Walk, Suavizado
Exponencial.
Diagrama bloques
CAPÍTULO 4: CONTROLADOR
PID
Sintonización
Modelos Estáticos
CONTROL DEL STOCK DE
FÁRMACOS EN FARMACIA
HOSPITALARIA
Gestión Determinista
Modelos Dinámicos
CAPÍTULO 5: MODELADO DEL
SISTEMA
Revisión Continua
Gestión no Determinista
Revisión Periódica
Introducción
Modelo
Función de Coste
CAPÍTULO 6: CONTROLADOR
GPC
Trayectoria de referencia
CAPÍTULO 7: CONCLUSIONES
Restricciones
CAPÍTULO 8: BIBLIOGRAFÍA
Aplicación
Figura 1: Esquema del Proyecto
7
CAPÍTULO 2: REVISIÓN DE COSTES HOSPITALARIOS Y SU GESTIÓN
2.1. Los costes hospitalarios
Los costes a los que se debe hacer frente para un correcto funcionamiento de
un almacén hospitalario se pueden clasificar como:
2.1.1. COSTES DE ALMACENAMIENTO: Estos costes incluyen todos los
gastos directamente relacionadas con la titularidad de los productos
almacenados tales como:
1.
2.
3.
4.
Gastos financieros de las existencias.
Gastos de almacén.
Seguros.
Deterioros y pérdidas.
La inversión en inventarios lleva asociado un capital inmovilizado no sólo en
stocks, sino en espacio, edificios, equipos, etc., necesarios para asegurar un
correcto almacenamiento y manipulación.
Otro grupo de costes derivados del almacenamiento incluye impuestos,
seguros sobre los materiales y edificios, personal, depreciación, energía,
deterioro, pérdida y robo, etc. Se presenta a continuación una clasificación
general de estos costos:
A. Costes directos de almacenaje:
o Costes fijos:
Personal.
Vigilancia y seguridad.
Cargas fiscales.
Mantenimiento de almacén.
Alquileres.
Amortización almacén.
Amortización de estanterías y equipos
almacenamiento.
Gastos financieros de almacenamiento.
de
o Costes variables:
Energía.
Agua.
Mantenimiento de estanterías.
Materiales de reposición.
Reparaciones.
Deterioros y pérdidas de productos almacenados.
Gastos financieros de almacenamiento.
B. Costes directos de mantenimiento de stocks:
o Costes fijos:
8
Personal.
Seguros.
Amortización equipos de manutención.
Amortización equipos informáticos.
Gastos financieros de almacenamiento.
o Costes variables:
Energía.
Mantenimiento equipos de almacenamiento.
Mantenimiento equipos informáticos.
Reparación equipos de almacenamiento.
Comunicaciones.
C. Costes indirectos de almacenamiento:
De administración y estructura.
De formación y del personal.
2.1.2. COSTES DE LANZAMIENTO DE PEDIDO: Incluye todos los costes
derivados de la realización del pedido. Estos costes son independientes de la
cantidad comprada y están únicamente relacionados con el hecho de lanzar el
pedido. Sus componentes son:
A. Costes implícitos de pedido: Costes de conseguir “lugar” en el
almacén, costes de transporte, costes de supervisión y seguimiento
de la necesidad de lanzar un pedido.
B. Costes Administrativos vinculados al circuito de pedido.
C. Costes de Recepción e Inspección.
2.1.3. COSTES DE ADQUISICIÓN: Es la cantidad total invertida en la compra.
Se deben tener en cuenta los posibles descuentos por cantidad que a veces
ofrecen los proveedores y que harán que en algunas ocasiones exista una
componente evitable de este tipo de costes.
2.1.4. COSTES DE RUPTURA DE STOCK: Costes que provoca el agotamiento
de existencias y dependen de las consecuencias de la ruptura. Son
consecuencia de una mala gestión de stock. Puede producir los siguientes
perjuicios:
A. Pérdida de continuidad de un tratamiento.
B. Abastecimientos de medicamentos de mayor precio (mayorista,
oficina de farmacia).
C. Gastos administrativos.
Este tipo de costes es el de más difícil evaluación.
9
Una buena herramienta de control, permitirá reducir ampliamente estos costes
debido al hecho de que se evitará realizar pedidos y por tanto almacenar
productos innecesarios. Esta herramienta será capaz de pronosticar, cuándo,
qué y cuánto pedir.
2.2. Métodos de reducción de costes
Existen métodos de valoración de stocks de gran utilidad a la hora de reducir
los costes como son:
2.2.1. MÉTODO ABC
Este método se basa en el hecho de que unos pocos productos normalmente
corresponden a la mayor parte del valor del inventario total.
Mediante este método se divide el inventario en tres grandes grupos usando
como criterio el valor anual de los artículos, de forma que:
-
Grupo A: un pequeño porcentaje de artículos, en torno al 10-20%,
representa un elevado valor de porcentaje acumulado del valor anual,
sobre un 50-70%. Cuando se trata de este tipo de productos, se debe
controlar su stock detalladamente, reducir todo lo posible las existencias
y minimizar el stock de seguridad.
-
Grupo B: un porcentaje intermedio de productos (20-30%) está asociado
a un valor porcentual también intermedio (20-30%). Se debe mantener
un sistema de control de stock aunque mucho menos estricto que en el
caso anterior. No es fácil la tarea de fijar políticas de compra para estos
artículos, ya que se encuentran en el centro de los extremos. Por lo
tanto, deberán fundamentarse en relación a la importancia relativa de los
artículos. Así, las políticas más adecuadas quedarán determinadas de la
siguiente forma:
1. Si los artículos de clase B, representan solamente un 20% del
consumo total, las políticas descritas relativas a la clase C, serán
las más adecuadas.
2. Pero si representan un 40% del consumo total, deberán
adoptarse las políticas recomendadas para la clase A, pero
aplicando controles menos estrictos.
3. En resumen, el factor más importante a tener en cuenta, lo
constituye la importancia que tienen los artículos de la clase B
respecto del inventario total.
-
Grupo C: un porcentaje elevado de artículos (50-70%) representa un
reducido porcentaje del valor anual acumulado.
Para determinar la importancia de cada artículo, se clasifican los inventarios de
la siguiente forma:
-
Para cada artículo, se determina la cantidad de unidades consumidas
promedio, durante un período de tiempo determinado, y el precio
promedio y se multiplican dichos valores.
10
-
Ordenar los artículos en orden descendente según los valores hallados
tras haber realizado la operación anterior.
Obtener el porcentaje representado por cada artículo respecto al total de
artículos.
Calcular el porcentaje acumulado de cada artículo.
Hasta el 80%, representarán los artículos de clase A, del 80 al 95%
representarán los artículos de clase B y del 95 al 100% será artículos de
clase C.
La representación gráfica vendría a ser la siguiente:
Figura 2: Método ABC
2.2.2. CLASIFICACIÓN VEN
De acuerdo con su repercusión sobre la salud, este sistema clasifica los
medicamentos como:
-
Vitales: Constituyen el grupo de medicamentos indispensables. Su
carencia o existencia parcial puede ocasionar graves consecuencias,
puesto que se compromete la vida del paciente o en el caso de una
enfermedad grave, su recaída.
-
Esenciales: Medicamentos requeridos para tratar enfermedades
frecuentes. Su urgencia es menor a las anteriores y la gravedad de las
patologías es también menor.
11
-
No esenciales: como su propio nombre indica, su ausencia no origina un
agravamiento de los problemas de salud, su cronicidad, acción
incapacitante o limitante.
2.2.3. MÉTODO FIFO
El método FIFO (First In First Out) es un método de valoración de existencias
en el que se asume que los primeros productos en entrar en el almacén son los
primeros en salir de él. Este criterio es muy lógico y responde al movimiento
real de un almacén de productos perecederos y con una fecha de caducidad
relajada en el envase.
2.2.4. MÉTODO LIFO
El método LIFO (Last In First Out) es un método de valoración de existencias
que asume que los últimos productos en entrar en el almacén son los primeros
en salir de él. Su uso se basa en el principio de que los precios de los
productos suben continuamente en el tiempo debido a la inflación. Mediante
este método se consigue reducir el pago de impuestos.
2.2.5. SISTEMAS DE COSTE MEDIO
La valoración de stocks según este método calcula el coste del stock como un
promedio de los costes de adquisición de distintos lotes. El promedio puede ser
tanto ponderado como no ponderado.
2.2.6. SISTEMAS DE COSTE ESTÁNDAR
Este método establece un coste estándar para el producto, independiente de la
valoración de las compras. Este coste estándar puede ser tanto un coste
histórico como un coste previsto.
2.2.7. SISTEMAS DE COSTE DE REPOSICIÓN
Mediante este sistema el stock se valora atendiendo al coste que supondría
reponer el producto. Se fija por tanto en el coste de reposición del producto.
2.2.8. SISTEMAS DE COSTES REALES
Para este sistema es necesario mantener un seguimiento pormenorizado de
qué productos se han comprado y qué productos han salido del almacén, y a
qué precio. Si esta información se mantiene se puede calcular el valor efectivo
del producto almacenado.
12
2.2.9. SISTEMAS DE COSTE DE VALOR AÑADIDO
Los sistemas de Valor Añadido se utilizan para abordar algunos problemas
especiales que aparecen cuando lo almacenado ha sido procesado de algún
modo, es decir, intentan reflejar los costes de procesamiento y los gastos
generados.
Estas formas de clasificar los medicamentos pueden ser de gran ayuda, sobre
todo a la hora de establecer el stock de seguridad.
Si bien, el factor que ayudará de forma más clara a la reducción de los costes
es la estimación de la demanda futura. Se describen a continuación distintas
técnicas simples para ello haciendo uso de los datos suministrados por el
Hospital Reina Sofía como se apuntó anteriormente.
13
CAPÍTULO 3: INTRODUCCIÓN A LA DEMANDA
3.1. Introducción
A la hora de conocer el stock que se debe mantener en el almacén es crítico
conocer con que demanda nos vamos a encontrar en el futuro. Es decir, el
factor clave para la estimación del stock necesario es el conocimiento de la
demanda futura. La demanda futura es imposible de calcular pero sí es posible
realizar estimaciones en base a datos históricos.
A partir del cálculo de la demanda media, del riesgo de ruptura y del
consecuente nivel de servicio, se puede establecer un stock que nos permita
cubrir la demanda, de todas formas, es claro que la demanda es una variable
aleatoria de la que se puede llegar a tener mucho desconocimiento en la
mayoría de las ocasiones, por tanto, estos datos, sólo serán útiles a la hora de
establecer un stock de seguridad. El cálculo del riesgo de ruptura y del nivel de
servicio a partir de la demanda media se realizaría de la siguiente forma:
Demanda
)
Frecuencia _ acumulada
Frecuencia _ acumulada
Nivel _ servicio = (
) * 100
Frecuencia _ total
Riesgo _ ruptura = 100 − Nivel _ servicio
Demanda _ media = Frecuencia * (
En estas fórmulas se refiere a frecuencia como la frecuencia de aparición de
las distintas demandas. Es claro, que para tener un riesgo de ruptura nulo, o un
nivel de servicio del 100%, sería necesario que se hubiera mantenido en
almacén un stock igual a la demanda máxima que apareció en el período del
cual contamos con datos, lo cual no garantiza que en el período siguiente, con
este stock calculado, podamos cubrir la demanda.
En muchas ocasiones, sobre todo cuando no es crítico que existan existencias
en almacén, se recurre a cálculos sencillos para estimar la demanda futura
como son el cálculo de la media para el período del cual contamos con datos
históricos, el suavizado exponencial o métodos más complejos como es el caso
del Método Multiplicativo de Holt-Winters o el método de Box Jenkins que
tienen en cuenta la tendencia, la estacionalidad y la aleatoriedad de la muestra
de datos con la que contamos.
Estos métodos pueden ser útiles a la hora de establecer un stock de seguridad
para cada medicamento, si bien, existen otros muchos factores que influyen en
la elección de este stock de seguridad como son los diferentes costes y el
hecho de que pueda ser sustituido por otro medicamento, para lo que es
necesario un gran conocimiento del uso del medicamento en cuestión y de su
urgencia.
14
3.2. Métodos simples de estimación de la demanda esperada
Como se apuntó anteriormente, el factor más determinante para la reducción
de los costes de inventario es el conocimiento de la demanda futura. A
continuación se presentan métodos muy simples de estimación de la demanda
esperada en los que únicamente se tiene en cuenta el consumo anterior y no
se tienen en cuenta los costes, los tiempos de suministros…. Estos métodos,
se utilizan frecuentemente en ocasiones donde no es tan importante la
existencia de stock en almacén, es decir, se podrían usar en este caso para
medicamentos que no sean de vital importancia o puedan ser sustituidos por
otros.
3.2.1. MEDIA SIMPLE
En este método todas las demandas tienen el mismo peso relativo. Se calcula
como:
P = (d1 + d2 + ..... + dk)/ k
Donde, di, i=1 hasta k, es la demanda de todos los períodos anteriores y k=
número de períodos.
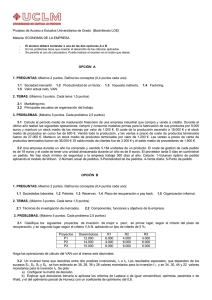
Para nuestro caso concreto, este método nos proporciona un valor de 12
unidades. Si representamos mediante gráfico los datos de demanda de dicho
medicamento (en azul) y el stock a mantener (en rojo) obtenido mediante este
método obtenemos:
70
60
Demanda
50
40
30
20
10
1
6
11
16
21
26
31
36
41
46
51
56
61
66
71
76
81
86
91
96
101
106
111
116
0
Día
Figura 3: Aplicación media simple
Este gráfico representa en el eje de abscisas la cantidad demandada del
medicamento y en el eje de ordenadas los días.
Como se puede observar si mantenemos en almacén la cantidad recomendada
por este método para estos datos de demanda, se producirían numerosas
rupturas.
15
Aunque pudiera resultar inútil, este método puede ser utilizado en ocasiones en
que un medicamento pueda ser sustituido por otros muchos en cuyo caso el
hecho de contar siempre con un stock elevado de dicho medicamento puede
no ser la mejor opción desde el punto de vista económico tanto más cuando se
trate de medicamentos perecederos.
3.2.2. MEDIA MÓVIL
En este caso el promedio se “mueve” en el tiempo en el sentido de que, al
transcurrir un período, la demanda del período más antiguo se descarta y se
agrega la demanda para el periodo más reciente. Se calcula mediante la
fórmula:
MMS = ΣDt / n
En donde, Dt es la demanda de cada uno de los n períodos anteriores y “t” va
desde 1 hasta “n” períodos.
Hay que prestar especial atención a la elección del número “n”.
Este método se puede utilizar cuando la demanda no presenta tendencia ni
estacionalidad.
Las limitaciones de este método son:
Es un método válido sólo a corto plazo.
La adaptación de la previsión a variaciones eventuales es lenta.
Una variación brusca de la ley (en forma de escalón o rampa) puede
tener una respuesta tardía por parte de la previsión.
A todos los valores históricos se les da el mismo peso.
Si hacemos la representación gráfica de este método para los primeros 20 días
el resultado es el que sigue:
16
70
60
Demanda
50
40
30
20
10
1
6
11
16
21
26
31
36
41
46
51
56
61
66
71
76
81
86
91
96
101
106
111
116
0
Día
Figura 4: Aplicación media móvil
Al igual que en el caso anterior, en este gráfico se representa en el eje de
abscisas la cantidad demandada de dicho medicamento y en el eje de
ordenadas los días. En color azul se representa la demanda diaria y en color
rojo la demanda que se prevé mediante este método.
Mediante este método también se producirían numerosas rupturas si el
resultado de la media móvil de los períodos anteriores da lugar a un valor
menor que la cantidad real necesaria para el período actual. Del mismo modo,
se almacenaría una cantidad elevada en caso en que el resultado de la
aplicación de la media móvil de los períodos anteriores da lugar a un valor
mayor que la cantidad real necesaria para el período actual.
3.2.3. MEDIA MÓVIL PONDERADA
Se aplica cuando no se quiere que todos los “n” períodos tengan la misma
importancia en la previsión. La ecuación viene dada por:
MMP = Σ Ct * Dt
0 <= Ct <= 1
Se tiene que escoger con mucho criterio los valores de los coeficientes pues de
ellos depende el éxito del modelo. Y éste es por tanto, un gran inconveniente
pues dicha elección es bastante compleja.
Las ventajas e inconvenientes de este método son similares a los de los caso
anteriores.
3.2.4. MÉTODO DE RANDOM WALK O PASEO ALEATORIO
Este método es muy sencillo tanto de aplicación como de concepto ya que
supone que la demanda prevista para el siguiente período será igual a la
demanda del último período, por tanto, el stock a mantener en almacén será
17
igual a la demanda del período anterior. Este método daría lugar al siguiente
gráfico:
70
60
Cantidad
50
40
30
20
10
1
6
11
16
21
26
31
36
41
46
51
56
61
66
71
76
81
86
91
96
101
106
111
116
0
Día
Figura 5: Aplicación método Random Walk
En el eje de ordenadas se representa la demanda del medicamento en
cuestión y en el eje de abscisas los días. Como se observa cuando se origina
una demanda se cuenta en almacén con una cantidad de medicamento igual a
la cantidad demandada en el período anterior. Si nos basamos en este método
para el cálculo del stock necesario y el día pasado la demanda fue menor que
la demanda actual se producirá una ruptura de stock. Por otro lado, si la
demanda si la demanda fue mayor tendremos un sobrecoste en cuanto al
almacenamiento de dicho medicamento al igual que ocurría en los métodos
anteriores.
3.2.5. SUAVIZADO EXPONENCIAL
Mediante este método, la previsión de la demanda se determina, a partir de la
expresión:
Dˆ t +1 = aDt + (1 − a ) Dˆ t
donde:
a = Constante prefijada y que varía entre 0 y 1.
Según este método, la predicción de la demanda en el período t+1 es una
suma ponderada de la última observación y de la previsión anterior. Si en la
expresión anterior se sustituye D̂ t por:
Dˆ t = aDt −1 + (1 − a ) Dˆ t −1
18
Se obtiene:
Dˆ t +1 = aDt + a (1 − a ) Dt −1 + (1 − a ) 2 Dˆ t − 2
Y si se repite este proceso indefinidamente se llega a una expresión en la que
la predicción en t+1 es una suma ponderada de las observaciones llevadas a
cabo en períodos anteriores:
Dˆ t +1 = aDt + a (1 − a ) Dt −1 + a (1 − a ) 2 Dt − 2 + a (1 − a ) 3 Dt −3 + ...
En dicha expresión, se aprecia como las observaciones más próximas a t+1
tienen mayor ponderación y ésta disminuye cuando se distancian las
observaciones con respecto al momento para el que se realiza la predicción.
La característica más importante de este método es que en vez de conceder
igual importancia a todas las observaciones, se da mayor ponderación a las
más recientes. Un inconveniente es la necesidad de tener que elegir la
constante “a”. Si se eligen valores altos de “a” las predicciones incluirán
rápidamente los cambios que se produzcan, mientras que para valores de “a”
pequeños la respuesta será más lenta. Si se dispone de datos históricos se
puede elegir “a” de forma que se minimice el valor de MCE (Media del
Cuadrado del Error). La Media del Cuadrado del Error se calcula como:
n
MCE =
∑r
t =1
2
t
n
Por lo tanto, es necesario ir realizando dos cálculos simultáneos, por un lado el
cálculo de la media del cuadrado del error (MCE) que nos permite elegir el
valor de la constante a y por otro el cálculo de la estimación de la demanda con
este valor de la constante a.
Este tipo de método, al igual que los anteriores, se puede utilizar cuando la
demanda no presenta tendencia ni estacionalidad observables, y se considera
que la demanda es estable, pero se desconoce el valor del nivel.
En caso de aplicar este método a los datos de demanda del medicamento y
utilizando un valor de 0.7 para el factor a, el resultado se muestra en el gráfico
siguiente:
19
70
60
Cantidad
50
40
30
20
10
1
6
11
16
21
26
31
36
41
46
51
56
61
66
71
76
81
86
91
96
101
106
111
116
0
Día
Figura 6: Aplicación alisado exponencial
3.2.6. MODELO MULTIPLICATIVO DE HOLT-WINTERS
Este método considera, como se apuntó anteriormente, los tres factores que
influyen en el cálculo de la demanda esperada: porción constante, tendencia y
estacionalidad.
El modelo parte de lo siguiente:
dt = ( a + bt) ct + εt
donde los parámetros son:
a= porción constante
b= pendiente de la componente de tendencia
ct= factor estacional para el período t
εt= aleatoriedad no controlable
El procedimiento para llegar a los pronósticos consiste, en términos generales,
en estimar los parámetros del modelo y usarlos para generar el pronóstico. De
esta forma, la componente constante se estima en forma independiente de la
tendencia y los factores estacionales, por lo que se llama constante no
estacional. Del mismo modo, el factor de tendencia debe ser independiente de
los factores estacionales. Los factores estacionales se pueden ver como un
porcentaje de las componentes constante y de tendencia para el período t.
Si la demanda en un período dado de una estación es menor que la
componente de tendencia constante, el factor estacional será mayor que uno
y, si la demanda es mayor, será mayor que uno. El número de factores
estacionales debe ser igual al número de estaciones al año. Para pronosticar,
se obtienen estimaciones iniciales de las componentes del modelo y se
actualizan utilizando suavizado exponencial.
20
Se exponen a continuación las variables y el procedimiento de utilización de
dicho método.
Variables:
dt = demanda en el periodo t
M = número de estaciones o meses en el año
P = número de periodos de datos disponibles; P= mM, donde m es el
número de años completos de datos disponibles
Kt = estimación para el término constante a calculado en el periodo t
Tt = estimación del término de tendencia b calculada en el periodo t
Et= estimación de la componente estacional para el período t
Procedimiento:
Teniendo en cuenta las variables anteriormente mencionadas, la ecuación
anterior se convierte en:
dt = (Kt + Tt) Et + εt
Entonces los pasos serán los siguientes:
1.- Calcular del valor inicial de kt (término constante “a” calculado en el periodo
t). Una estimación natural es el promedio global (D) de los datos de una o más
estaciones completas. (No debe usarse una parte de una estación: si se usa
sólo los primeros 9 datos de un conjunto de 12, puede obtenerse una mala
estimación, porque una demanda mayor o menor en el primer trimestre no
refleja la demanda promedio). El promedio de uno o más años históricos
completos nos proporciona una estimación inicial de “a”. Este promedio incluye
la demanda más baja del principio, lo mismo que la demanda más alta del final
de los datos históricos. Cuando hay tendencia, la porción constante del proceso
en el tiempo T debe corregirse. Por lo tanto para calcular kt, la estimación de a,
se necesita Tt, la estimación de “b”.
1.1 Calcular el valor de Tt (término de tendencia “b” calculada en el período t)
Se requieren al menos dos años completos de datos para calcular Tt; con
menos datos no se verá la diferencia entre la tendencia y la componente
estacional. Para ello se calcula la demanda promedio para cada uno de los dos
últimos años y se resta el promedio del más antiguo del promedio del más
reciente. El resultado es el crecimiento en los dos años, que debe convertirse
en un crecimiento estacional dividiendo entre M, el número de estaciones por
año.
Entonces para obtener el crecimiento por período se tiene:
Tt = (d2-d1)/M
El promedio global se obtiene:
21
D=
1 P
∑ dt
P t =1
Ahora ya se puede estimar el valor del término constante:
kt = D +
( P − 1)
Tt
2
2.- Estimación de la componente o factor estacional para el período t, Et.
Una vez que se tiene kt y Tt, una estimación del factor estacional parecería ser
la demanda en el período dividida entre el término constante. Sin embargo,
debe corregirse por la parte de tendencia de la constante.
La estimación para la porción constante, kt, se calculó de manera que reflejara
el proceso en el tiempo T. Intuitivamente la porción constante del proceso en P1 debe ser más pequeño en Tt, y más pequeño en 2Tt en P-2. En general una
estimación de la porción constante del proceso para el período t (t<P) es la
estimación de la constante períodos, esto es Kt-Tt*(P-t). Una vez hecho el
ajuste por tendencia, se puede dividir la demanda real entre este valor
ajustado, para obtener una estimación del factor estacional. Se calculan los
factores estacionales usando la fórmula:
Et = dt / Kt – Tt (P-l)
Luego se promedian los factores estacionales para la misma estación de cada
año para eliminar el ruido; el resultado es el promedio “pt”.
3.- Normalización de factores estacionales.
Los factores estacionales, sin embargo, no necesariamente suman M. Para
normalizarlos primero se determina R, que es el cociente de dividir la duración
de la estación entre la suma de los factores estacionales:
P
∑ Et
R=M/
t =P−M + I
Esta razón se multiplica por los factores estacionales que se tienen para
obtener nuevos factores:
Nt= RxEt
t = P- M+l, P- M+2,.....,P
El número de nuevos factores siempre es el mismo que los períodos en la
estación.
3.- Cálculo del pronóstico.
Con estos factores se calcula el pronóstico aplicando la fórmula siguiente:
Pron= (kt*t*Tt)*Nt
22
Donde N es el factor estacional normalizado.
3.2.7. MODELO DE BOX-JENKINS
Es una metodología que se utiliza ampliamente para obtener el proceso ARIMA
más apropiado. Se centra principalmente en determinar cuál es el modelo
probabilístico que mejor rige el comportamiento de la serie de datos.
Un proceso ARIMA es un modelo matemático que se usa para pronosticar
valores. La simplicidad de los modelos ARIMA, por tratarse de una suma lineal
de términos, supone una gran ventaja frente a otros modelos tradicionales.
Asimismo, existe amplia variedad de procesos ARIMA, por lo que generalmente
es posible encontrar un proceso que se ajuste adecuadamente a la serie
temporal en cuestión. El esquema general del modelo ARIMA es el siguiente:
X t = a1 X t −1 + ... + a p X t − p + ε t + b1ε t −1 + ... + bq ε t − q
Donde el acrónimo ARIMA proviene de los procesos que combinan: p términos
de un proceso autorregresivo (AR) y q términos de un proceso de medias
móviles. El autorregresivo modela la influencia de los valores Xt-p anteriores a
Xt. Por otro lado, el proceso de medias móviles modela la influencia del ruido E
en valores anteriores de la serie. La letra I se corresponde con el proceso de
integración que reestablece, una vez ha sido determinado el modelo y los
coeficientes del mismo, las características originales de la serie temporal. Esta
integración hace referencia a la diferenciación que se realiza en la primera
etapa de la metodología de Box-Jenkins que se mostrará más adelante.
La metodología de Box-Jenkins conlleva un proceso iterativo que permite
reflexionar acerca de los datos de la serie temporal y encontrar un modelo que
se ajuste adecuadamente. La metodología constaba inicialmente de tres
etapas: selección del modelo, estimación de los parámetros y validación del
modelo. Estudios posteriores añadieron una etapa preliminar de preparación de
los datos y una etapa final de aplicación del modelo en el pronóstico de valores
de la serie temporal. A continuación se describe el proceso iterativo:
1.- Preparación de los datos: se trata de comprobar que la serie temporal a
estudiar sea estacionaria y, en caso contrario, transformarla y diferenciarla
para que lo sea. Las transformaciones consisten en la aplicación de raíces
cuadradas y logaritmos neperianos a los datos de tal modo que la varianza de
la serie se estabilice (sea estacionaria) ante cambios de nivel de las series. La
diferenciación consiste en filtrar la tendencia (esto es, el cambio a largo plazo
de la media de la serie) para el período de observación dado, mediante la
aplicación de diferencias entre valores contiguos (diferenciación de primer
orden) o entre diferencias (diferenciación de orden n), de tal modo que la media
de la serie se estabilice (sea estacionaria); generalmente basta con llegar a una
diferenciación de orden 2 para la serie se estabilice.
2.- Selección del modelo: el estudio de regularidades en la serie, para poder
identificar el modelo ARIMA que mejor se ajuste a la estacionalidad de la
misma, se realiza a partir de las funciones de autocorrelación simple y parcial, y
se compara su forma con unos patrones gráficos, eligiendo el modelo que más
se acerque a unos de dichos patrones.
23
La función de autocorrelación mide la correlación entre los valores de la serie
distanciados por un período de tiempo r. Es decir, dada la serie temporal
[x1,x2,…,xn], se puede obtener el coeficiente de correlación de las parejas de
datos (xi,xk), tal que la diferencia de k-i es igual a r, el cual se denomina
coeficiente de autocorrelación de orden r. De este modo, en caso de existir
estacionalidad en la serie temporal, se observará una correlación entre los
valores separados entre sí por los períodos estacionales ri existentes (el
coeficiente de autocorrelación en dichos casos será muy distinto a cero).
La función de autocorrelación parcial proporciona la correlación entre parejas
de valores separados un período de tiempo r, pero habiendo eliminado el
efecto debido a la correlación producida por retardos anteriores a r.
3.- Estimación de los parámetros: consiste en la obtención de los parámetros y
coeficientes con el modelo seleccionado en la etapa anterior de la metodología.
Por ejemplo, en el caso de que el modelo que mejor se ajuste a la serie
temporal fuese un autorregresivo de orden 1, se trataría de calcular la
pendiente A1 y la constante c de la ecuación anterior.
4.- Validación del modelo: consiste en analizar los residuos resultantes del
modelo (diferencia entre el valor real observado y el valor que arroja el modelo)
con el fin de verificar que el modelo se ajusta adecuadamente a la serie
temporal. Por ejemplo, en el caso de que el modelo que mejor se ajuste a la
serie temporal fuese un autorregresivo, sería necesario aplicar un contraste de
normalidad a los residuos para comprobar que efectivamente se trata de un
ruido blanco.
5.- Aplicación del modelo: ser recurre a la simulación computacional para
pronosticar valores futuros de la serie temporal, una vez se ha deshecho la
transformación y diferenciación inicial para desestabilizar la serie.
24
CAPÍTULO 4: CONTROLADOR PID APLICADO AL CONTROL DE STOCK
EN FARMACIA HOSPITALARIA
4.1. Introducción
La Farmacia Hospitalaria de un medicamento se puede modelar como un
sistema destacando las siguientes variables:
-
Entrada: Demanda
Salida: Stock
Parámetro: Stock de seguridad
Este capítulo implementa en la herramienta Simulink de Matlab un controlador
convencional PID para el control del stock de un medicamento.
Este sistema se puede escribir en forma matemática como:
Stock(t+1)=Stock(t)-Demanda(t)+Pedidos(t+td)
siendo td el retraso de los proveedores.
Figura 7: Diagrama de bloques PID
Como se observa en el diagrama, se considera que la función de transferencia
que modela el sistema es simplemente un tiempo muerto y una ganancia que
se ha tomado unitaria pues representa el efecto de los pedidos sobre el
inventario. El hecho de modelar el sistema con un simple tiempo muerto
supone un gran error dado que no tiene en cuenta las posibles pérdidas y
deterioros, la capacidad máxima del almacén, el lote más económicamente
25
rentable que podemos pedir al proveedor, etc. Sin embargo nos puede servir
para comparar de forma somera ambos controladores.
Antes de proceder a la sintonización del PID, se adjunta a continuación la
respuesta del sistema con el PID sin sintonizar:
1500
1000
500
0
-500
-1000
0
20
40
60
80
100
120
140
Figura 8: Sistema sin controlar
4.2. Sintonización PID
En este apartado se procede a sintonizar mediante Ziegler-Nichols el
controlador utilizado para modelar nuestro sistema.
En primer lugar, el controlador proporcionado por Simulink es un controlador PI
cuyos parámetros son:
P: 0.06769
I: 0.58998
D: 0
Podemos observar el compartimiento de este controlador en el siguiente
gráfico:
26
100
80
60
40
20
0
-20
0
20
40
60
80
100
120
Figura 9: Situación inicial para todo el rango de datos
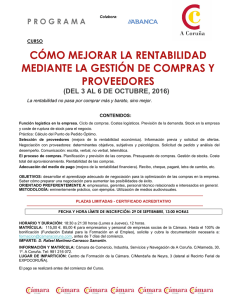
Se puede observar cómo se produciría alguna ruptura, suponiendo un stock de
seguridad de 45 unidades y sin tener en cuenta la acción del controlador.
Probamos entonces a implementar el PID suponiendo únicamente un período
de 60 días:
80
Stock de seguridad
Pedidos entrantes
Pedidos a realizar
Demanda
Stock
70
60
Cantidad(uds)
50
40
30
20
10
0
-10
0
10
20
30
Tiempo (días)
40
50
60
Figura 10: Sintonización inicial PID 60 días
Como se puede observar en el gráfico, simulando 60 días, existen también
algunas rupturas ya que el stock queda por debajo de la demanda en algunas
ocasiones.
Para que esto no ocurra, probamos un aumento en el stock de seguridad, hasta
60 unidades de forma que el resultado es el que sigue:
27
100
Stock de Seguridad
Pedidos entrantes
Pedidos a realizar
Demanda
Stock
80
Cantidad(Uds)
60
40
20
0
-20
0
10
20
30
Tiempo (Días)
40
50
60
Figura 11: PI con SS=60
Se observa también en este caso como, al final del período simulado se
produciría una ruptura. Además, por supuesto, los costes serían mayores dado
que la cantidad a mantener en almacén es mayor que en el caso anterior.
Si aumentamos aún más el stock de seguridad, el resultado es prácticamente
el mismo como se puede observar en el siguiente gráfico:
100
Stock de Seguridad
Pedidos entrantes
Pedidos a realizar
Demanda
Stock
80
Cantidad (Uds)
60
40
20
0
-20
0
10
20
30
Tiempo (Días)
40
50
60
Figura 12: PI con SS=65
Para un stock de seguridad de 55 unidades, el resultado es el que sigue:
28
90
Stock de Seguridad
Pedidos entrantes
Pedidos a realizar
Demanda
Stock
80
70
60
Cantidad (Uds.)
50
40
30
20
10
0
-10
0
10
20
30
Tiempo (Días)
40
50
60
Figura 13: PI con SS=55
Al igual que ocurría en el caso anterior, se producirían rupturas al final del
período.
En las simulaciones anteriores se ha podido observar además que el stock
queda a menudo por debajo del stock de seguridad lo cual debe ser evitado ya
que dicho stock de seguridad se fija con ese objetivo.
Teniendo en cuenta un período de 30 días, el resultado sería:
90
Stock de Seguridad
Pedidos entrantes
Pedidos a realizar
Demanda
Tiempo
80
70
60
Cantidad (Uds.)
50
40
30
20
10
0
-10
0
5
10
15
Tiempo (Días)
20
25
30
Figura 14: PI para 30 días
Queda claro que en este caso, si se podría disminuir el stock de seguridad de
forma considerable teniendo en cuenta estos datos, pero el número de rupturas
aumentaría evidentemente puesto que estos datos de demanda no representan
de forma fiable la realidad al ser demasiado escasos. Si se revisara el stock de
29
forma frecuente, con el consecuente incremento en el coste, si sería útil
disminuir el stock de seguridad. Es decir, si vamos a revisar el inventario cada
30 días, en este caso, podríamos fijar un stock de seguridad de 30 unidades sin
riesgo de ruptura.
Probamos distintos valores del stock de seguridad y llegamos a la conclusión
que el stock mínimo en este caso, con el conjunto total de los datos con los que
contamos, es de 55 unidades, tal y como se puede observar en la figura
siguiente:
90
Stock de Seguridad
Pedidos entrantess
Pedidos a realizar
Demanda
Stock
80
70
60
Cantidad (Uds.)
50
40
30
20
10
0
-10
0
5
10
15
Tiempo (Días)
20
25
30
Figura 15: PI para 30 días con SS=55
Se podría probar con un controlador PID con una constante derivativa pequeña
de forma que el tiempo de establecimiento y el sobrepico sean pequeños pero
daría lugar a un gran ruido lo que se traduciría en un coste mayor de
adquisición de los medicamentos.
Del mismo modo se podría pensar en hacer uso de un controlador anticipativo
que sea capaz de compensar el tiempo muerto pero para ello es necesario
contar con una representación de la evolución de la demanda lo
suficientemente exacta. Si bien, se pueden usar modelos que representen la
evolución de la demanda, estos nunca lo harán de forma exacta, debido a lo
cual se desecha la opción del uso de un controlador anticipativo.
Como alternativa
Predictivo basado
tendrá en cuenta
inventarios para
rentable a pedir.
a estos problemas se opta por el uso de un Controlador
en Modelos que se expone a continuación. Este controlador
los costes en que se incurre en un sistema de control de
obtener como salida la cantidad más económicamente
30
CAPÍTULO 5: MODELADO DEL SISTEMA DE CONTROL DE INVENTARIOS
5.1. Introducción
Se expondrán en este punto distintas formas de modelar el proceso que nos
ocupa de control de inventarios con objeto de utilizar uno de ellos en el
controlador predictivo generalizado expuesto en el Capítulo 6. No obstante, en
primer lugar se hará un resumen de los distintos sistemas de gestión de stocks
en el que se detallan los sistemas de revisión periódica, los sistemas de
revisión continua y los sistemas mixtos o de mínimo-máximo.
5.2. Sistemas de gestión de stocks
5.2.1. INTRODUCCIÓN
Existen tres preguntas básicas que es necesario responder para optimizar el
control de stocks. Estas son:
- ¿Cuál debe ser el tamaño del lote a pedir?
- ¿Cuándo (frecuencia) deben realizarse dichos pedidos?
- ¿Con qué frecuencia debe comprobarse el nivel de stocks existente?
La respuesta a estas pregunta está basada en la determinación de los costes
implicados lo cuales deben expresarse en función de la variable a determinar
para poder obtenerla a partir de la minimización de la expresión del coste total.
El modelo del caso real elaborado dependerá del conocimiento de la demanda.
Si la demanda es conocida con exactitud, los costes serán más fácilmente
calculables de forma que podremos obtener de forma sencilla el resultado que
minimice el coste total. Si, por el contrario, lo que se conoce es la distribución
de la demanda, se determinarán los costes esperados para cada posible
decisión y se escogerá aquella que minimice el coste total esperado. Si
además de tener incertidumbre en la demanda se tiene incertidumbre en el
tiempo de suministro el problema se torna más complicado.
5.2.2. SISTEMAS DE REVISIÓN CONTINUA
Estos sistemas consisten desde el punto de vista teórico, en realizar una
revisión continua del nivel de stock para determinar cuándo debe realizarse un
pedido. En artículos de alto movimiento la revisión es más costosa, sin
embargo, en artículos de bajo movimiento aunque la revisión es menos costosa
la información acerca de daños o pérdidas puede demorarse. Una de las
características más importantes de este tipo de sistemas es que se requiere
menor inventario de seguridad.
Un error muy típico cuando se utiliza este sistema es considerar el nivel de
inventario como las existencias físicamente presentes en el momento de
control, pues a éstas habrá que sumar las cantidades ya solicitadas y
31
pendientes de recibir, y restar los pedidos pendientes, es decir los pedidos
solicitados que aún no han sido servidos.
De este modo, si denominamos, NI al nivel de inventarios, S a las existencias
existentes físicamente en el momento de control, PR a los pedidos ya
realizados y pendientes de recibir y PP a los pedidos pendientes de realizar,
entonces, la ecuación que relaciona a estas variables es la que sigue:
NI = E + RP − PP
Una vez observado el nivel de inventarios, éste se compara con una cantidad
previamente establecida y que se denomina punto de pedido, Pp y se emite un
pedido de una cantidad constante cuando NI<Pp. Una vez transcurrido el
tiempo de suministro, esta cantidad llegará a almacén.
Este sistema implica utilizar un modelo de cantidad fija de pedido, que veremos
en un capítulo posterior, en el cual se determina el tamaño del lote óptimo a
pedir que minimiza los costes.
Las principales características del modelo de revisión continua son:
- El tamaño del lote pedido no varía, el momento de solicitud del lote depende
del punto de pedido R.
- Los intervalos de tiempo entre cada pedido son variables.
- Es un sistema ágil para detectar posibles faltantes en el inventario, dada su
revisión continua.
- Debe proporcionar cobertura de la demanda sólo durante el tiempo de
reaprovisionamiento.
-
Generalmente
requiere
de
un
menor
inventario
de
seguridad.
Figura 16: Sistema de revisión continua
32
Este tipo de política de revisión es muy adecuada para los casos en los cuales
no es previsible determinar un período fijo entre cada pedido como es el caso
de los artículos que presentan demandas muy variables.
La cantidad mínima que se debe mantener en inventario se corresponde con la
cantidad necesaria para cubrir el período de abastecimiento.
Este tipo de sistemas está experimentando gran auge dado que cada vez es
más sencillo lograr una buena comunicación entre el almacén y los
proveedores.
El diagrama de flujos asociado a esta política de revisión es el que sigue:
Cálculo del lote económico
Cálculo del punto de pedido
Espera de llegada de inventario
Llegada de inventario
No
Cálculo del nivel de inventario
¿Es NI≤Ppi?
Sí
Se realiza pedido del tamaño del lote
económico
5.2.3. SISTEMAS DE REVISIÓN PERIÓDICA
En estos casos se verifica el nivel de inventario, en intervalos de tiempo fijo
llamado “período de revisión”, y se realiza un pedido si el nivel de stock en
almacén es inferior que un cierto nivel predeterminado. El tamaño del pedido es
la cantidad requerida para aumentar el stock una cantidad predeterminada. En
artículos de alto movimiento, la revisión es menos costosa por ser menos
frecuente. Sin embargo, en artículos de bajo movimiento la revisión es más
33
costosa aunque existe un menor riesgo de falta de información acerca de
pérdidas o daños. Requiere de un mayor inventario de seguridad. Se puede
representar este sistema como sigue:
Figura 17: Sistemas de revisión periódica
Las características de este sistema de revisión son las siguientes:
- No tiene punto de pedido.
- Posee un nivel de inventario meta.
- El período entre pedidos es fijo.
- La cantidad a pedir es variable en la mayoría de las ocasiones.
- Proporciona cobertura de la demanda durante el tiempo del período más el
tiempo de aprovisionamiento.
- No detecta con facilidad las faltas de inventario.
- Requiere de un mayor stock de seguridad.
Este tipo de política de revisión es muy adecuada para los casos en los cuales
es previsible determinar un período fijo entre cada pedido como en el caso de
artículos que presentan demanda constante.
Este caso se puede resumir mediante el siguiente diagrama:
34
Cálculo del tiempo óptimo entre pedidos, T*
Cálculo de NImax
Espera de llegada de inventario
Llegada de inventario
Sí
¿Ha transcurrido T*?
Observar el nivel de inventario
No
Se realiza pedido Q=NImax-NI
5.2.4. SISTEMAS MIXTOS O DE MÍNIMO-MÁXIMO
Uno de los problemas que presenta el sistema de revisión periódica es que, en
el caso de que la demanda sea demasiado lenta, los pedidos emitidos serán
muy pequeños y por tanto no serán muy económicos, además, con frecuencia
serán incluso innecesarios, pues en el caso mencionado, el nivel medio de
stock mantenido puede ser bastante elevado, lo cual constituye otra desventaja
del sistema de revisión periódica. Para paliar estos problemas se utilizan
métodos de revisión que combinan características de los métodos de revisión
continua y de los métodos de revisión periódica. En estos sistemas, la revisión
del nivel de stock se realiza cada vez que transcurre un tiempo fijo, al igual que
en el sistema de revisión periódica, pero sólo se realiza un pedido si, en dicho
instante, el nivel de stock es igual o inferior a un determinado nivel mínimo de
stock.
35
Figura 18: Sistemas mixtos
A continuación se expone el diagrama de flujo de este sistema:
Cálculo del tiempo óptimo entre pedidos, T*
Cálculo de NImax
Llegada de inventario
Espera de llegada de inventario
Sí
¿Ha transcurrido T*?
Observar el nivel de inventario
No
No
¿Es NI≤NImax?
Se realiza pedido Q=NImax-NI
36
5.3. MODELADO DEL SISTEMA DE CONTROL DE INVENTARIOS
5.3.1. INTRODUCCIÓN
Podemos dividir los modelos de gestión de inventarios en dos grandes grupos,
modelos estáticos y modelos dinámicos. En los modelos estáticos, la variable
tiempo no desempeña un papel relevante, mientras que en los modelos
dinámicos la variable tiempo es fundamental y de ella dependen las restantes
variables, además, la variable tiempo se considera como una variable continua.
Si bien en el caso que nos ocupa la variable tiempo juega un papel
fundamental, en este apartado serán desarrollados tanto los modelos estáticos
como los dinámicos de los cuales elegiremos uno para la aplicación del
controlador GPC desarrollado en el capítulo siguiente.
5.3.2. MODELOS ESTÁTICOS
Estos modelos se pueden clasificar a su vez en dos grandes grupos, los
modelos deterministas en los que todos los datos del problema se conocen
con certeza y modelos en los no se conocen con certeza todos los datos del
problema que son los que se denominan modelos no deterministas.
5.3.2.1. Modelos deterministas
A.- Modelo estático determinista de lote económico sin ruptura y con entrega
inmediata.
Los supuestos en que se fundamenta este modelo son los siguientes:
1.- El horizonte temporal que afecta a la gestión de stock es ilimitado.
2.- La demanda es continua, conocida y homogénea en el tiempo.
3.- El período de entrega es constante y conocido.
4.- No se aceptan rupturas de stock.
5.- El coste de adquisición es constante y no depende del tamaño del lote.
6.- La entrada del lote al sistema es instantánea una vez transcurrido el
período de entrega.
7.- La demanda debe ser satisfecha siempre.
Bajo estas hipótesis, lo que resulta más económico es organizar los pedidos de
manera que se produzca la entrada de un lote al sistema en el momento en
que el nivel de stock sea nulo; por tanto las órdenes de emisión de los pedidos
se han de realizar en instantes en que el nivel de stock sea el mínimo
imprescindible para satisfacer la demanda durante el período de entrega.
Los datos de partida son:
d= tasa de demanda
37
Cu=coste unitario de compra
Cp=coste de orden o pedido
Ca= coste de almacenamiento
Cr=coste de ruptura
l=plazo de entrega
Las variables son:
Qo=cantidad a pedir o tamaño del pedido
To=instante del pedido inicial o duración del ciclo o tiempo entre pedidos
La duración del ciclo vendrá dado por:
To=Q/d
El coste total del ciclo será la suma del coste de orden de pedido, el coste de
compra y el coste de almacenamiento, estos es:
CT=Cp+Cu*Q+Ca(Q2/2d)
El coste total por unidad de tiempo, vendrá dado por la ecuación:
C(Q)= (Coste de ciclo/Tiempo de ciclo)=
= (dCp/Q)+Cud+(Ca*Q/2)
Derivando la ecuación anterior respecto de Q e igualando a cero, se obtiene el
tamaño óptimo de pedido, que viene dado por la fórmula de Wilson:
Q* =
2C P d
Ca
El tiempo óptimo entre pedidos será: T0 * =
Q*
d
El costo mínimo será:
CT = 2 * Cu * D * Ca
Si Q* debe ser un entero, se toman las siguientes decisiones:
-
Valores grandes: redondear.
Valores pequeños: ajustar según la siguiente ecuación:
Q*(Q*-1)<2DCL/CP<Q*(Q*+1)
Resuelta la cuestión de la cantidad óptima a emitir, queda saber cuándo
deberán realizarse las distintas emisiones. Ello se resuelve solicitando un
pedido cuando las existencias en almacén alcancen el nivel correspondiente al
denominado Punto de Pedido, PP. Dicho concepto suele definirse
frecuentemente, como el nivel de inventario necesario para soportar la
38
demanda durante el tiempo de suministros, TS, cuando, en realidad, debería
definirse en función de la demanda a cubrir hasta que llegue el próximo lote, lo
cual no es lo mismo. Para que sea correcta la primera definición, es necesario
que TS sea inferior al tiempo que existe entre la recepción de dos pedidos
consecutivos. En caso contrario, si realizamos dicho cálculo mediante la
formulación mencionada, el nivel de existencias resultante, sería superior al
nivel máximo de stocks que puede producirse en realidad, por lo que, no se
realizaría nunca un pedido. Para estos casos, es muy conveniente ver cuántos
períodos de reaprovisionamiento están incluidos dentro del tiempo de
suministro, para lo cual se haría el cociente TS/TR, donde TS es el tiempo de
suministro y TR el tiempo de reaprovisionamiento. Si denominamos E[TS/TR] a
la parte entera de dicho cociente, el intervalo de tiempo que hay que emplear
en la formulación será igual a TS-E[TS/TR]TR, por lo que la expresión más
general del punto de pedido en el tipo de modelo planteado será:
PP= (TS-E [TS/TR] TR) D/θ
siendo θ el horizonte temporal a considerar.
B.- Modelo estático determinista de lote económico, sin ruptura y sin entrega
inmediata.
En este caso, el plazo de espera (l) es mayo que cero. Para tomar la decisión
de cuando realizar un pedido nos fijamos en la duración del ciclo.
o Si el plazo de entrega es inferior a la duración del ciclo, es decir, l<To, el
pedido se realiza cuando el nivel de inventario sea l*d.
o Si el plazo de entrega es superior a la duración del ciclo, es decir, l>To,
se calcula el plazo de entrega efectivo como: le=l-nTo, siendo le<To y
por tanto el pedido se realiza cuando el nivel de inventario sea le*d.
C.-.Modelo estático determinista de lote económico, con ruptura y con entrega
inmediata.
En este modelo, se permite que el nivel de inventario sea nulo durante un cierto
tiempo. Cuando se recibe el pedido, se satisface primero la demanda
pendiente. El hecho de que el inventario pueda llegar a ser nulo, introduce en la
función de costes, el coste de ruptura. Por tanto el coste total será:
CT=CuQ+Ca(s2/2d)+Cr(Q-S)2/2d
El coste total por unidad de tiempo es:
C(Q,S)=(dCp/Q)+Cud+CaS2/2Q+Cr(Q-S)2/2Q
En este caso, la solución óptima vendrá dada por las siguientes ecuaciones:
Q* =
2dCp (Cr + Ca )
CaCr
S* =
2dCpCr
Ca (Cr + Ca )
39
La tasa de ruptura, r, viene dada por la ecuación:
r=
Cr
Cr + Ca
Como se observa, si r~1, Cr es mucho mayor que Ca, y por tanto, casi no se
permiten rupturas.
D.- Modelo estático determinista de lote económico, sin ruptura y con
descuento por cantidad.
En ocasiones, el precio del producto comprado varía con la cantidad. Si el
coste de compra va a variar en función de la cantidad comprada, éste debe
estar incluido en la fórmula de costes totales:
CT = Cp(D/Q)+kCu(Q/2)+DCu
Con una tarifa de esta naturaleza el coste de compra de cada unidad viene
afectado por una rebaja, que depende de la cantidad Q pedida. De tal forma
que:
0<Q<Q1
Q1≤Q<Q2
Q2≤Q<Q3
.
.
.
.
.
.
descuento nulo
descuento r1
descuento r2
.
.
.
.
.
.
.
.
.
De este modo, la función de costes será una función definida por tramos con la
siguiente expresión:
Cp(D/Q)+(kQ/2+D)Cu
Cp(D/Q)+(kQ/2+D)Cu(1-r1)
Cp(D/Q)+(kQ/2+D)Cu(1-r2)
Qϵ]0;Q1[
Qϵ[Q1,Q2[
Qϵ[Q2,Q3[
En forma general, se puede escribir el costo unitario como:
C1
Cu(Q) C2
C1≤Q≤q2
0≤Q≤q1
(C1>C2>…Cm+1)
Cm+1 Q≥qm
El coste total por unidad de tiempo viene dado por:
Ci(Q)=dCp/Q+Cid+CaQ/2 i=1,…,m+1
40
El tamaño óptimo de pedido es:
Y=
2dCp
Ca
Si qi-1<Y<qi, el valor óptimo Q* corresponde a:
min {Ci(Y), Ci+1(qi),…,Cm+1(qm)}
En el caso de que existan dos costes unitarios, se pueden dar tres situaciones:
Q*=Y
->-> Q*=q
Q*=Y
1. q<Y ->->
2. Y<q<Q’
3. q>Q’ ->->
Siendo Q’ el valor correspondiente a C2(Q’)=C1(Y).
El procedimiento es el siguiente:
1.- Hallar el Q óptimo para cada descuento, según la fórmula de
Wilson.
2.- Calcular el costo total para cada Q óptimo.
3.- La política óptima será la que tenga costo total mínimo.
E.- Modelo estático determinista de lote económico, sin ruptura y con varios
artículos y límite de almacenamiento.
El planteamiento general se describe con el siguiente conjunto de ecuaciones:
min ∑ C i (Q i ) = ∑ (
d i C ip
Qi
i
∑S Q
i
i
+ Cu i d i +
Ca i Q i
)
2
≤S
i
Qi ≥ 0
Siendo Si el espacio unitario ocupado por el artículo i y S el espacio total
disponible.
El procedimiento de cálculo, si las tasas de demanda son constantes para
todos los artículos y el número de pedidos no puede superar un valor P, es el
siguiente:
1.- Calcular λ óptimo, siendo λ la tasa de pedidos. Este cálculo se realiza
mediante las siguientes fórmulas:
Qi =
*
2 * Cp * Di − 2 * λ * di
Ca
41
−∑
di
+P=0
Qi *
Siendo, la última ecuación, la que lleva implícito, la capacidad de
almacenamiento.
2.- Una vez calculado, λ óptimo, se recalculan los valores de Qi*.
5.2.2.2. Modelos no deterministas
En los modelos deterministas de inventarios se requiere que se conozca con
certeza la demanda durante cualquier período, o que se pueda aplicar la
aproximación a los modelos que cumplen con un coeficiente de variación
pequeño. Pero en general, las demandas son de tipo probabilístico y dependen
de cierta distribución, de esta forma se presentan a continuación los modelos
de inventario probabilísticos más usados, llevando en cada caso una
metodología de pasos para poder generalizar a diferentes tipos de
distribuciones.
A.- Modelo estocástico de revisión continua
Se distinguen, a su vez, entre dos modelos:
A.1.-. Modelo Probabilista:
Este modelo tiene las siguientes características:
-
Refleja la naturaleza probabilística de la demanda:
1. Supone que la demanda xL durante el tiempo de entrega
(efectivo) L sigue una distribución normal con media µL y
desviación estándar σL.
2. Si la demanda por unidad de tiempo tiene media D y desviación
típica σ
µL=DL
σL2= σ2L
-
Considera el nivel de servicio y el inventario de seguridad (SS).
-
Se determina SS, tal que la probabilidad de agotamiento no exceda un
valor predeterminado α
P(xL≥SS+ µL)≤α
-
P(z≥SS/ σL)≤ α
Nivel de servicio=1-Probabilidad de que se agoten las existencias (α).
Un nivel de servicio mayor produce un mayor inventario de seguridad.
1. Cuanto mayor sea el inventario de seguridad, mayor es el punto
de pedido.
Los datos de partida para este modelo son los siguientes:
-
L plazo de entrega (u.t)
Dl demanda aleatoria durante el plazo de entrega.
42
-
f(d) función de densidad de la demanda aleatoria (con media μD)
cP coste de orden o pedido.
Ca coste de almacenamiento.
Cr coste de ruptura o carencia.
En este modelo los costes vienen caracterizados por:
-
-
Coste de pedido por unidad de tiempo: cP (μD/Q)
Coste de inventario por unidad de tiempo: Ca(Q/2+R- μDl)
1. Inventario medio: semisuma de inventario al inicio y al final del
ciclo.
2. Inventario inicial (Q+R- μDl), final (R- μDl).
Coste de ruptura por unidad de tiempo:
µ ∞
c r D ∫ ( x − R ) f ( x)dx
Q R
1. Cantidad de producto faltante (si Dl>R) por ciclo
∞
∫ ( x − R) f ( x)dx
R
2. Producto faltante por unidad de tiempo
µD
Q
-
∞
∫ ( x − R) f ( x)dx
x
Coste total esperado por unidad de tiempo:
C (Q, R ) = C P
µD
Q
+ Ca (
µ ∞
Q
+ R − µ D l ) + C r D ∫ ( x − R ) f ( x)dx
2
Q R
Derivando este coste total e igualando a cero:
∞
∞
∫
R*
f ( x)dx = C a
Q*
µ DCr
Q* =
2 µ D (C P + C r ∫ ( x − R * ) f ( x)dx)
R*
Ca
Para resolver este modelo se usa un proceso iterativo que converge si existe
solución factible.
Un método es partir del menor valor de Q posible (número esperado de
ruptura=0) y punto de pedido (R=0). Actualizar usando alternativamente las
ecuaciones anteriores hasta que la diferencia entre dos puntos de pedido es
menor que la tolerancia.
El algoritmo de resolución, denominado Algoritmo de Hadley-Whitin, es el
siguiente:
1.- Solución inicial: Qi =
2µ D C p
Ca
y R0=0
2.- Cálculo de Ri a partir de Qi
43
∞
Q*
∫ f ( x)dx = C a µ D C r
R*
3.- Comparar criterio de parada Ri − Ri −1 <∈
4.-Cáculo de Qi+1 a partir de Ri
∞
Q* =
2 µ D (C P + C r ∫ ( x − R * ) f ( x)dx)
R*
Ca
A.2.- Modelo Probabilizado o con stock de seguridad.
En este caso, es necesario introducir unos parámetros nuevos, que serán:
-
l=plazo de entrega.
Dl=Demanda aleatoria durante el plazo de entrega (con media µl)
α=máxima probabilidad permitida de agotar existencias durante el plazo
de entrega.
Además, será necesario introducir ciertas variables que son:
-
B=Stock de seguridad, es decir, nivel de inventario con el que la
probabilidad de ruptura es < α.
Se debe verificar, en este caso, que:
P{Di>B+µi}≤ α
Teniendo en cuenta estas consideraciones, el punto de pedido será: B+ µi
Un caso particular se da si la demanda sigue una distribución normal, es decir,
Di~N(µi,σi), en cuyo caso,
P{Dl- µl>B}≤α; P{z>(B/σl)}≤α; (B/σl)≥zα; B≥zα σl
Si la demanda está expresada por unidad de tiempo con media d y desviación
típica σ
µ l = dl
σ l = σ 2l
En este caso, la solución es similar al caso determinista, esto es:
Q* =
2C P d
Ca
Q*
T0 * =
d
44
B.- Modelo estocástico de revisión periódica
Una desventaja del modelo de revisión continua es que ocasiona un costo en
tiempo y dinero, y mucho más cuando se trata de muchos artículos, es por esta
razón que conviene utilizar una política de revisión periódica, la cual permita
que en los inventarios se revisen ciertos puntos fijos en el tiempo, por ejemplo,
una vez cada cuatro semanas y los pedidos se colocan en ese tiempo, si se
requiere inventario.
En general se distinguen dos modelos, los modelos estocásticos de revisión
periódica de un solo período y los modelos estocásticos de revisión periódica
multiperíodo.
Los modelos estocásticos de revisión periódica de un solo período se
caracterizan porque los pedidos se realizan una sóla vez en todo el período
dividen a su vez en dos modelos:
-
B.1. Modelos estocásticos de revisión periódica de un solo período
El pedido se realiza una vez en todo el período. Se utiliza fundamentalmente en
productos estacionales que caducan al final de la estación. Los datos de
partida para este modelo son:
1.
2.
3.
4.
D demanda aleatoria [unidades]
f(d) función de densidad
F(d) función de distribución
cp, ca, cu, cr costes de pedido, almacenamiento, compra y
ruptura
5. q0 inventario inicial [unidades]
Estos modelos se dividen a su vez en otros dos modelos, en función de que
exista o no coste de pedido, teniendo:
Modelo de un solo período sin coste de pedido: Considera demanda
instantánea al recibir un pedido. Se pueden dar dos situaciones:
Si se pide más que la demanda (D<Q) hay coste de
almacenamiento.
Si se pide menos que la demanda (D>Q) hay coste de
ruptura.
Por tanto el coste total esperado por ciclo viene dado por:
Q
∞
0
Q
E[C (Q)] = Cu (Q − q 0 ) + Ca ∫ (Q − x) f ( x)dx + Cr ∫ ( x − Q) f ( x)dx
Y la cantidad óptima será:
F (Q * ) = P( D ≤ Q * ) =
Cr − Cu
Cr + Ca
45
Y entonces, el pedido óptimo en unidades será Q*-q0.
La cantidad óptima para el caso de funciones discretas viene
dado por:
F (Q * − 1) = P( D ≤ Q * − 1) ≤
Cr − Cu
≤ F (Q * )
Cr + Ca
Modelo de un solo período con coste de pedido: Los distintos
costes vendrán dados por:
Coste esperado por ciclo (€):
Cp+Cu(Q-q0)+L(Q) si Q>q0
C(Q)=
L(q0) si Q=q0
Coste esperado de almacenamiento y ruptura (€):
Q
∞
0
Q
L(Q) = Ca ∫ (Q − x) f ( x)dx + Cr ∫ ( x − Q) f ( x)dx
Para determinar la conveniencia o no de realizar un pedido, nos basamos en la
siguiente fórmula:
Cp+Cu(Q-q0)+L(Q)≤L(q0)
Que reordenando queda:
Cp+CuQ+L(Q)≤Cuq0+L(q0)
La obtención de la función viene dado por la misma ecuación que en el caso de
modelo de un solo período sin coste de pedido, es decir:
F (S ) =
Cr − Cu
Cr + Ca
Entonces la política óptima de pedidos viene dada por:
S si q0<s (pedir S-q0)
Q*=
q0 si q0≥s (pedir 0)
46
5.3.3. MODELOS DINÁMICOS
La característica principal que diferencia los modelos estáticos de los modelos
dinámicos es que en estos últimos la variable tiempo juega un papel
fundamental y de ella dependen las restantes variables del problema.
Por otro lado, si se trata de un modelo determinista, al igual que en el caso
estático, la demanda diaria será continua y discreta, el coste de emisión del
pedido será independiente del tamaño del lote y el coste de almacenamiento
será proporcional a la cantidad almacenada y al tiempo en almacén. Sin
embargo, si se trata de un modelo probabilista la demanda, por lo general, será
variable siguiendo una determinada ley de probabilidad al igual que ocurre con
el tiempo de suministro. Esto dará lugar a que si se trabaja con sus valores
medios exista riesgo de ruptura de stocks y por lo tanto será necesario la
creación de un stock de seguridad si se quiere limitar dicho riesgo. El valor que
se elija para este stock de seguridad dependerá de la forma en que se mida la
demanda máxima probable y el riesgo, con los costes que supone, de una
ruptura de stocks. Estos costes deben ser comparados con los que supone
mantener un stock adicional. Para estudiar de forma clara la ruptura sobre las
diferentes políticas sería necesario poder asignar un coste a cada ruptura lo
cual es bastante complicado. Debido a ello se suele recurrir a lo que se
denomina nivel de servicio, NS y se compara los coste que este implica con el
de otros niveles de servicio para escoger el que se considere más adecuado.
Este nivel de servicio se puede medir de distintas maneras, por ejemplo:
- Cociente entre el número de períodos en los que no se produce ruptura y en
número total de períodos considerados.
- Cociente entre el número de unidades servidas sin retraso y el número de
unidades total demandadas.
También se puede hablar de riesgo de ruptura en lugar de nivel de servicio
considerando que este riesgo de ruptura es el número de períodos en que se
produce ruptura frente al número de períodos totales considerados o número
de unidades servidas con retraso frente al número de unidades total solicitadas.
5.3.3.1. Modelos deterministas
Los puntos clave en que se fundamentan estos modelos son los siguientes:
- La demanda diaria se considera continua y uniforme.
- El coste de emisión del pedido se considera independiente del tamaño del
pedido.
- El coste de almacenamiento se considera proporcional a la cantidad
almacenada y al tiempo en almacén.
Bajo estos supuestos se pueden identificar dos grandes grupos, los modelos de
cantidad fija de pedido en los que el objetivo de cálculo es el lote óptimo a pedir
y los modelos de período fijo en los que es el tiempo óptimo entre pedidos el
objetivo de cálculo.
47
En los modelos de cantidad fija de pedido se supone que siempre se pide una
misma cantidad Q* conocida como lote económico. Además, se considera que
el pedido se realiza cuando el almacén alcance un determinado nivel de
inventarios conocido como punto de pedido. En los modelos de período fijo la
clave está en cuanto pedir ya que el tiempo entre pedidos está fijado.
Se desarrollan a continuación dichos modelos.
A. Modelos de cantidad fija de pedido.
En estos modelos se utiliza la fórmula de Wilson para calcular el lote óptimo Q*
al igual que en el caso del modelo estático determinista. Además se considera
que el pedido se debería realizar de forma que llegara completo, de una sola
vez en el instante en que se hace cero el nivel de stock en almacén, evitando
las rupturas de stock. Por tanto, el nivel de stock varía con el tiempo según se
observa en la siguiente gráfica:
Figura 19: Modelo de cantidad fija de pedido
Como se puede observar la diferencia básica con el modelo estático es que el
pedido se realiza en el punto de pedido, en lugar de en Q/2.
En estos casos en que la ruptura de stock no está permitida los costes a
considerar serán únicamente los de emisión del pedido, posesión y adquisición.
A.1.- Modelo básico de cantidad fija de pedido con simultaneidad en el
consumo y el reaprovisionamiento del inventario.
La diferencia con el modelo anterior está en que el pedido no llega completo de
una vez sino que lo hace por lotes a un ritmo constante p que se suele
denominar tasa de entrega. Esta tasa debe ser superior a la demanda diaria a
la que denominaremos d. De esta forma, el nivel de stocks irá aumentando
48
durante todo el período de entrega a razón de p-d productos por unidad de
tiempo.
La representación gráfica de este caso es la que sigue:
Figura 20: Modelo de cantidad fija de pedido con simultaneidad en el consumo
y el reaprovisionamiento
El stock máximo que se alcanzará será inferior al Q solicitado, ya que, durante
las t unidades de tiempo en que se ha estado recibiendo Q, parte del mismo se
habrá estado consumiendo de forma simultánea.
A.2.-. Modelo de cantidad fija de pedido con posibilidad de descuentos en el
coste de obtención.
En estos casos en los que el coste de obtención de un medicamento puede
descender cuando la cantidad pedida sea superior a un determinado valor, es
necesario tener en cuenta esta diferencia a la hora de determinar el tamaño del
pedido.
Se tratará entonces de una función por partes con una discontinuidad de salto
que se produce al llegar a una determinada cantidad establecida por el
proveedor.
B.- Modelo básico de período fijo
Estos casos se fijan en cuanto pedir ya que el tiempo entre pedidos se
considera constante y conocido. El tamaño del pedido se calcula de forma que
se llegue a un cierto nivel máximo de stocks que no permita rupturas.
49
La representación gráfica de estos casos es la que sigue:
Figura 21: Modelo básico de período fijo
5.3.3.2. Modelos no deterministas
La demanda por lo general será variable siguiendo una determinada ley de
probabilidad al igual que ocurrirá con el tiempo de suministro. Esto da lugar a
que si se trabaja con sus respectivos valores medios como en el caso de los
modelos estáticos, exista riesgo de ruptura y por tanto será necesaria la
creación de un stock de seguridad si se quiere limitar dicho riesgo.
El valor escogido para ese stock de seguridad dependerá de la forma en que
se mida la demanda máxima probable y el riesgo, con los costes que supone,
de una ruptura de stocks que se esté dispuesto a asumir. Estos costes deben
ser comparados con los que supondría mantener un stock suplementario. Para
estudiar de forma clara la ruptura sobre las diferentes políticas sería necesario
poder asignar un coste a cada ruptura lo cual es bastante complicado. Debido a
ello se suele recurrir a lo que se conoce como nivel de servicio y se comparan
los costes que este implica con el de otros niveles de servicio para escoger el
que se considere más adecuado. Este nivel de servicio se puede medir de
diversas maneras por ejemplo como el cociente entre el número de períodos en
los que no se produce ruptura y el número total de períodos considerados o el
cociente entre el número de unidades servidas sin retraso y el número de
unidades total demandadas.
También se puede hablar de riesgo de ruptura en lugar de nivel de servicio
considerando que este riesgo de ruptura es el número de períodos en que se
produce ruptura frente al número de períodos totales considerados o número
de unidades servidas con retraso frente al número de unidades servidas
totales.
50
A.1. Modelo básico de cantidad fija de pedido con demanda aleatoria y tiempo
de suministro constante.
En el modelo básico se realiza un pedido cuando el nivel de stocks en almacén
alcanza un valor igual al punto de pedido, es decir, cuando se disponga de
inventarios suficientes para satisfacer un cierto nivel de demanda durante el
tiempo de suministro.
Teniendo en cuenta lo anterior y llamando d a la demanda media diaria, el
punto de pedido sería: Pp = d × TSp . En este caso, la ruptura sólo se podría dar
a partir del momento de emisión del pedido y si se quiere disminuir este riesgo
es necesario añadir un stock de seguridad, SS. Por tanto, la expresión del
punto de pedido pasa a ser:
Pp = SS + d × TSp
siendo TSp = TS − E[TS / TR ]TR donde TS es el tiempo de suministro, TR es el
tiempo de reaprovisionamiento y E[TS/TR] es la parte entera del cociente
TS/TR.
Y llamando DTS a la demanda media durante el tiempo de suministro,
obtenemos:
Pp = SS + DTS
Esto implica un aumento en el coste de posesión en cpSS en cada unidad de
tiempo, pero el tamaño del lote óptimo a pedir no variará ya que los costes no
dependen de Q.
Teniendo en cuenta que la demanda utilizada es la demanda media, el término
2CeD / Cpθ , que define a Q* se puede
D/θ que aparece en la expresión
sustituir por d obteniéndose:
Q* = 2Ced / Cp
donde Ce es el coste unitario de emisión del pedido y Cp es el coste unitario de
posesión.
La representación gráfica de este caso sería:
51
Figura 22: Modelo básico de cantidad fija de pedido con demanda aleatoria y
tiempo de suministro constante
Se puede observar en la figura que la demanda es variable pudiendo darse el
caso de que el stock de seguridad sea utilizado antes de la llegada del
reaprovisionamiento (punto A), cumpliendo así que se pueda hacer frente a la
ruptura de stocks cuando la demanda sea superior a la media durante el tiempo
de suministro. La forma de calcular el stock de seguridad y el punto de pedido
dependerá de que la demanda siga o no alguna distribución aleatoria concreta.
A.2. Modelo básico de cantidad fija de pedido con demanda constante y tiempo
de suministro aleatorio.
Anteriormente hemos considerado que lo que variaba era la demanda. En este
caso lo que varía será el tiempo de suministro.
Como la variable fundamental sigue siendo la demanda durante el tiempo de
suministro el procedimiento a seguir será análogo de forma que el punto de
pedido se define de la misma forma, como: Pp = SS + DTS . La diferencia estriba
en que en este caso el punto de pedido o demanda máxima aceptable durante
el tiempo de suministro se define como DTS max = d × TS max siendo TSmax el valor
máximo de TS que se deberá cubrir con el stock de seguridad. Por tanto:
Pp = DTS max = SS + DTS → DTS max = d × T S p + c , de donde SS = d (TS max − T S p ) . En
este caso se considera que el tiempo de suministro no sea superado un
determinado número de veces ya que es el que introduce la aleatoriedad en
DTS.
52
A.3. Modelo básico de período fijo con demanda variable y tiempo de
suministro constante.
Este tipo de modelos se centra en el cálculo del período óptimo, T*, entre dos
pedidos consecutivos. El pedido a realizar junto al stock con el que se contaba
en el momento en que se realiza el pedido, NI, deben cubrir la demanda que se
produzca durante T*+TS, DT*+TS; por lo tanto Q = d (T * +TS ) − NI , donde d es
la demanda por unidad de tiempo. Se ve claramente que la cobertura frente a
las rupturas durante T*+TS dependerá del valor que se tome para d en la
expresión anterior.
Generalmente se supone una d máxima, dmax, que no sea superada un
determinado número de veces denominado nivel de servicio deseado. Es este
caso, el stock de seguridad necesario sería la diferencia entre el Qmax
obtenido con esta demanda y el Q calculado a partir de la demanda media, d ,
es decir:
SS = Qmax − Q = [d max (T * + TS ) − NI ] − [d (T * + TS ) − NI ] = [d max − d ](T * + TS )
Para el cálculo de dmax se usará un procedimiento u otro dependiendo de si se
conoce o no la función de distribución de la demanda.
A.4. Modelo básico de período fijo con demanda constante y tiempo de
suministro variable.
En estos casos para calcular un stock de seguridad se opera de la misma
forma pero teniendo en cuenta que ahora la variable aleatoria es el tiempo de
suministro, TS.
Por tanto, para un cierto nivel de servicio deseado, NSD, habrá que considerar
un valor máximo del tiempo de suministro, TSmax que no sea sobrepasado en
un porcentaje de veces igual al indicado para NSD. De esta forma, el lote a
pedir vendría dado por: Qmax = d (T * + TS ) − NI y el stock de seguridad vendría
definido como:
SS = Qmax − Q = [d (T * + TS max ) − NI ] − [d (T * + T S p ) − NI ] = d (TS max + T S p )
A.5. Aleatoriedad en la demanda y en el tiempo de suministro.
Cuando tanto la demanda como el tiempo de suministro están sujetos a
variaciones significativas en torno a sus valores medios, el cálculo del stock de
necesario se complica considerablemente. Este tipo de casos se suele resolver
recurriendo a la simulación y aplicando métodos como el Método de
Montecarlo.
Si aplicamos el método de Montecarlo a los datos de los que contamos y
tomamos el tiempo de suministro como el tiempo transcurrido entre dos
53
entradas consecutivas lo cual es conocido, el resultado se muestra en las
siguientes tablas:
54
Medicamento 4
Probabilidades
acum.
Demanda
Frecuencia
Frecuencia acumulada
0
3
4
6
7
8
9
10
11
12
13
14
15
59
2
3
1
1
1
1
1
2
1
1
1
2
59
61
64
65
66
67
68
69
71
72
73
74
76
0,5043
0,5214
0,5470
0,5556
0,5641
0,5726
0,5812
0,5897
0,6068
0,6154
0,6239
0,6325
0,6496
0-50
51-52
53-54
55-56
56-57
57-58
58-59
58-59
59-60
60-61
62-63
63-64
64-65
0
0,0513
0,1026
0,0513
0,0598
0,0684
0,0769
0,0855
0,1880
0,1025
0,1111
0,1196
0,2564
16
2
78
0,6667
65-67
0,2735
17
18
19
20
21
22
23
26
27
28
29
31
32
33
34
37
40
41
43
44
46
58
62
2
2
3
2
4
1
1
3
3
1
2
1
3
1
1
1
1
1
1
1
2
1
1
80
82
85
87
91
92
93
96
99
100
102
103
106
107
108
109
110
111
112
113
115
116
117
0,6838
0,7008
0,7265
0,7436
0,7778
0,7863
0,7949
0,8205
0,8461
0,8547
0,8718
0,8803
0,9059
0,9145
0,9231
0,9316
0,9402
0,9487
0,9573
0,9658
0,9829
0,9914
1
67-68
68-70
71-72
73-74
75-77
78-79
79-80
81-82
83-85
85-86
87-88
88-89
90-91
91-92
92-93
93-94
94-95
94-95
95-96
96-97
97-98
98-99
99-100
0,2906
0,3077
0,4872
0,3418
0,7179
0,1880
0,1966
0,6667
0,6923
0,2393
0,4957
0,2649
0,8205
0,2821
0,2906
0,3162
0,3419
0,3504
0,3675
0,3761
0,7863
0,4957
0,5299
117
Demanda
Intervalos Media
0
55
En este gráfico aparecen las distintas demandas dadas en el período del cual
contamos con datos así como su frecuencia de aparición. Aparece también la
frecuencia acumulada como suma de las frecuencias anteriores y el cálculo de
la probabilidad acumulada que se calcula como el cociente de la probabilidad
acumulada entre la frecuencia total. Aparecen también unos intervalos que se
definen a raíz de los datos de probabilidades acumuladas obtenidos y en la
última columna de la tabla aparece la demanda media calculada como producto
de la demanda por la frecuencia dividido entre la frecuencia total.
De la misma forma se opera con los distintos tiempos entre la recepción de dos
pedidos consecutivos para los datos con que contamos, obteniéndose los
siguientes resultados:
Tiempo
suministro
de
Frecuencia
Frecuencia acumulada
Probabilidades
Tiempo
de
acum.
Intervalos suministro medio
2
2
2
0,125
0-12
0,2353
4
2
4
0,25
13-24
0,4706
5
1
5
0,3125
25-30
0,2941
6
3
8
0,5
31-48
1,0588
7
3
11
0,6875
49-65
1,2353
8
2
13
0,8125
66-77
0,9412
10
1
14
0,875
78-83
0,5882
12
2
16
1
84-100
1,4118
Para los tiempos de suministros obtenidos se asignan valores de la demanda y
se calcula el producto de dichos valores que será lo que se denomine demanda
media para el tiempo de suministro. Se calcula después, el sumatorio de la
demanda media total para dar lugar a lo que sería el stock de seguridad a
mantener que nos proporciona este método. La asignación de los valores se ha
hecho de forma aleatoria y por tanto, el resultado del método no es del todo
preciso ya que para que esto fuera así sería necesario un estudio de la
distribución de los valores antes de realizar la asignación.
TS medio
0,2353
0,4706
0,2941
1,0588
1,2353
0,9412
0,5882
1,4118
Total
Demanda
59
3
4
6
7
8
9
10
Demanda para
TS
13,8827
1,4118
1,1764
6,3528
8,6471
7,5296
5,2938
14,118
58,4122
56
Por tanto, lo que el método de Montecarlo sugiere sería mantener un stock de
60 unidades siempre en almacén, lo cual es muy costoso sobre todo desde el
punto de vista de costes de almacenamiento, puesto que para este caso
concreto, la demanda sólo supera ese valor en una ocasión, manteniéndose
muy por debajo la mayoría de los días.
Es necesario apuntar, que en este caso concreto se ha considerado que la
demanda sigue la forma de una distribución normal, lo cual no siempre será
así. El inconveniente principal de este método es que es necesario conocer la
función de distribución tanto de la demanda como de los tiempos de suministro
para que su aplicación sea efectiva.
57
CAPÍTULO 6: CONTROLADOR PREDICTIVO GENERALIZADO APLICADO
AL CONTROL DE STOCK EN FARMACIA HOSPITALARIA
6.1. Introducción
El Control Predictivo Generalizado se ha convertido en uno de los métodos
más populares de Control Predictivo basado en Modelos tanto en el ámbito
industrial como en el ámbito académico debido tanto a los buenos resultados
que proporciona como a su robustez.
La idea básica de un controlador GPC es calcular una secuencia de señales
futuras de control tal que se minimice una función de coste definida sobre un
horizonte de predicción. Esta función de coste viene dada por:
N2
NC
k = N1
k =1
J ( N 1 , N 2 , N u ) = ∑ δ (k )[ yˆ (t + k t ) − r (t + k )] 2 + ∑ λ (k )[∆u (t + k − 1)]2
(2)
donde N1 y N2 son los horizontes de coste mínimo y máximo,respectivmente
(este último también se conoce como horizonte de predicción u horizonte de
salida), Nu es el horizonte de control y r(t+k) es la trayectoria de referencia. δ(k)
y λ(k) son las secuencias de ponderación. Se puede tomar δ(k) igual a 1 y
actuar sobre el valor de λ(k) sin perder generalidad. Se trata pues de que la
salida del sistema y(t+j) se aproxime lo más posible a la referencia w(t+j).
Antes de minimizar la función de coste se obtiene la predicción óptima de y(t+k)
para los valores de k entre N1 y N2. Considérese la siguiente ecuación
diofántica:
1 = E k ( z −1 )∆A + z − K Fk ( z −1 )
(3)
~
1 = E k ( z −1 ) A + z − K Fk ( z −1 )
Los polinomios Ek y Fk están definidos con grados k-1 y na (grado del
polinomio A) respectivamente. Para calcularlos se divide 1 entre Ã(z-1) hasta
que el resto pueda ser factorizado como z-kFk(z-1). El cociente de la división
es entonces el polinomio Ek(z-1).
Si se multiplica la ecuación (1) Ek ( z −1 ) z k ∆ por se obtiene:
~
A( z −1 ) E k ( z −1 ) y (t + k ) = E k ( z −1 ) B ( z −1 )∆u (t + k − d − 1) + E k ( z −1 )e(t + k )
(4)
Teniendo en cuenta la ecuación (3), la ecuación (4) se puede escribir como:
(1 − z − k Fk ( z −1 )) y (t + k ) = E k ( z −1 ) B ( z −1 )∆u (t + k − d − 1) + E k ( z −1 )e(t + k )
que reordenando queda como sigue:
y (t + k ) = Fk ( z −1 ) y (t ) + E k ( z −1 ) B ( z −1 )∆u (t + k − d − 1) + E k ( z −1 )e(t + k )
58
Dado que el grado del polinomio Ek(z-1) es igual a k-1, los términos de ruido
están todos en el futuro y por tanto, la mejor predicción de y(t+k) será:
yˆ (t + k ) = E k ( z −1 ) B ( z −1 )∆u (t + k − d − 1) + Fk ( z −1 ) y (t )
Es decir:
yˆ (t + k ) = Gk ( z −1 )∆u (t + k − d − 1) + Fk ( z −1 ) y (t )
con
Gk ( z −1 ) = E ( z −1 ) B ( z −1 ) = g k , 0 + g k ,1 z −1 + g k ; 2 z −2 ...
El objetivo del GPC es obtener el conjunto de señales de control u(t),
u(t+1),…,u(t+N) que minimicen la función de coste (2). Hay que tener en
consideración que el proceso tiene un retardo de d períodos de muestreo con
lo que la salida sólo se verá influenciada por la señal u(t) tras el instante d+1.
Esto significa que si tomamos N1<1+d los términos de la ecuación (2) sólo
dependerán de las señales de control pasadas y si tomamos N1>1+d, los
primeros puntos de la secuencia de salida, que además serán los mejor
estimados, no se tendrán en cuenta. Es por esto, que los horizontes se definen
como:
N1=1+d
N2=d+N
Nu=N
El conjunto de las k predicciones óptimas se puede escribir como:
yˆ (t + d + 1 t ) = Gd +1 ( z −1 )∆u (t ) + Fd +1 ( z −1 ) y (t )
yˆ (t + d + 2 t ) = Gd + 2 ( z −1 )∆u (t + 1) + Fd + 2 ( z −1 ) y (t )
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
yˆ (t + d + N t ) = Gd + N ( z −1 )∆u (t + N − 1) + Fd + N ( z −1 ) y (t )
que en forma matricial queda:
y = Gu + F ( z −1 ) y (t ) + P ( z −1 )∆u (t − 1)
(5)
donde:
59
yˆ (t + d + 1 t )
yˆ (t + d + 2 t )
.
y = .
.
yˆ (t + d + N t )
g0
g
1
.
G=
.
.
g N −1
∆u (t )
∆u (t + 1)
.
u=
.
.
∆u (t + N − 1)
0
g0
. . .
.
. . .
.
. . .
.
. . .
g N −2
. . .
. . .
0
0
.
.
.
.
g 0
(Gd +1 ( z −1 ) − g 0 ) z
(Gd + 2 ( z −1 ) − g 0 − g1 z −1 ) z 2
.
P( z −1 ) =
.
.
−1
−1
− ( N −1)
) z N
(Gd *N ( z ) − g 0 − g1 z − ... − g N −1 z
Fd +1 ( z −1 )
Fd + 2 ( z −1 )
.
−1
F (z ) =
.
.
F ( z −1 )
d+N
Se observa cómo los últimos términos de la ecuación (5) sólo dependen del
pasado por lo que se pueden agrupar en f dando lugar a:
y = Gu + f
Teniendo en cuenta lo anterior, podemos escribir la función de costes de forma
matricial como:
J = (Gu + f − r ) T (Gu + f − r ) + λu T u
que agrupando términos queda como sigue:
J=
1 T
u Hu + bu + f 0
2
con
60
H = 2(G T G + λI )
b = 2( f − r ) T G
f 0 = ( f − r )T ( f − r )
El mínimo de J se puede calcular igualando a cero el gradiente, lo que conduce
a:
u = − H −1b T
Esta ecuación da la expresión de la secuencia de control que minimiza la
función de coste.
Sólo se calculará el primer elemento de la secuencia, que será el que se
aplique como señal de actuación. Si expandimos los términos de la ecuación
anterior obtenemos:
u = HG (r − Fy + P∆u k −1 )
donde HG es la primera fila de la matriz H-1G.
El esquema general de funcionamiento de un controlador predictivo
generalizado es el que sigue:
Figura 23: Esquema básico control predictivo
Vamos a proceder por tanto a desglosar los distintos elementos para nuestro
caso concreto de control de inventario.
61
6.2. Selección del Modelo
De los modelos expuestos en el capítulo 5 de este proyecto desechamos los
modelos estáticos puesto que el tiempo juega un papel fundamental y más
cuando, como es en este caso, se refiere al movimiento del stock de
medicamentos en un almacén hospitalario.
Por otro lado, la demanda de dichos medicamentos será desconocida a priori y
por tanto, debemos rechazar también los modelos dinámicos deterministas, por
tanto, escogeremos un modelo dinámico no determinista o probabilístico.
Dado que es muy importante en el caso de los medicamentos, detectar
posibles rupturas, desechamos también los sistemas de período fijo de pedido.
Elegiremos entonces un sistema de cantidad fija de pedido, que por un lado es
más costoso en cuanto a que requiere una revisión continua pero por otro lado
no se producirán pedidos antieconómicos pues los pedidos se retrasarían hasta
que los inventarios lleguen al punto de pedido. Además, se detectan antes las
rupturas dado el carácter continuo de la revisión por lo que es necesario un
menor volumen de stock.
6.3. Descripción de la función de coste
Como se apuntó anteriormente, el algoritmo del Control Predictivo
Generalizado consiste en la aplicación de un conjunto de señales de control tal
que se minimice la ecuación:
J ( N1 , N 2 , N u ) =
2
2
∑ δ ( j )[yˆ (t + j t ) − w(t + j )] + ∑ λ ( j )[∆u (t + j − 1)]
N2
j = N1
Nu
j =1
Esta es la llamada función de coste donde yˆ (t + j t ) es la predicción óptima de
la salida del proceso j pasos hacia delante de la salida del proceso con datos
conocidos hasta el instante t, N1 y N2 son los horizontes mínimo y máximo de
coste respectivamente, Nu es el horizonte de control, δ(j) y λ(j) son las
secuencias de ponderación y w(t+j) es la futura trayectoria de referencia.
Como se apuntó anteriormente, al tener el proceso un retardo de d períodos de
muestreo, la salida sólo se verá influenciada por la señal u(t) después del
instante d+1. Los valores de N1, N2 y Nu que marcan los horizontes de
predicción y control pueden ser definidos como N1=d+1, N2=d+N y Nu=N. No
tiene sentido hacer N1<d+1 ya que los términos de la ecuación anterior sólo
dependerán de las señales de control pasadas. Por otro lado, haciendo N1>d+1
los primeros puntos de la secuencia de salida, que serán los mejor estimados,
no se tendrán en cuenta.
6.4. Trayectoria de referencia
Para que el Control Predictivo Generalizado se pueda considerar de forma
óptima para controlar el proceso es necesario conocer un conjunto de señales
futuras de referencia.
62
Dentro de los cálculos del GPC se obtiene un vector de trayectoria de
referencia ym que es la diferencia entre la salida medida del proceso y(t) y el
valor de la referencia actual ym. De forma práctica, esto se obtiene por medio
de una ecuación diferencial de primer orden dada por:
ym (t + k ) = αym (t + k − 1) + (1 − α ) ym
para k=1,2,…,N2 donde α es el factor de peso de la curva exponencial
(0 ≤ α < 1) y ym (t ) = y (t ) . Si α = 0 se tendrá que ym (t + k ) = ym , ∀k ≤ N 2 . Un
valor más grande que cero del factor de peso lleva a un crecimiento
exponencial lento de la trayectoria de referencia.
Si se considera que en el tiempo t se genera un cambio de referencia ym como
se muestra en la siguiente figura, el controlador deberá predecir dentro de un
intervalo determinado por N1 y N2 una señal de control para el momento actual
con las restricciones impuestas por Nu (después de Nu las predicciones son
iguales a cero) y además considera como se sigue a la señal de referencia.
Estos serán por tanto los parámetros de ajuste del controlador.
6.5. Restricciones
La capacidad del GPC para producir un control estable se debe a la suposición
hecha acerca de las acciones de control futuras en la que después del intervalo
Nu, los incrementos de control proyectados se consideran nulos. Es decir:
∆u (t + k − 1) = 0, k > N u
Por tanto, la función de coste obtendrá un cálculo sobre ∆u (t ) desde k=1 hasta
k=Nu. Si Nu es igual a 1, los cálculos se reducirán considerablemente.
Existen tres tipos de restricciones que se deben considerar en el cálculo de la
señal de control óptima a aplicar:
Restricción en la amplitud de la señal de control
U ≤ u (t ) ≤ U
∀t
En nuestro caso, se refiere al tamaño de los pedidos.
Restricción en la velocidad de cambio de la señal de control
u ≤ u (t ) − u (t − 1) ≤ u
∀t
En nuestro caso hará referencia al tiempo entre pedidos.
Restricción en la salida
y ≤ y (t ) ≤ y
∀t
En el caso que nos ocupa esta restricción hace referencia a la cantidad
almacenada.
63
El cálculo de la señal de control consistirá en minimizar la función de coste
sujeta a las restricciones escritas anteriormente. La señal de control óptima se
calcula con la ayuda de la función quadprog de Matlab.
6.6. Aplicación del Control Predictivo Generalizado
Teniendo en cuenta lo expuesto anteriormente sobre el Control Predictivo
Generalizado, se aplica dicho controlador en la optimización del stock del
almacén para los datos con los que contamos. En el apéndice se muestra el
código utilizado en Matlab para realizar dichas simulaciones.
6.6.1. SIMULACIONES
La primera simulación que se realiza se basa en los datos de demanda del año
anterior de un medicamento, donde existe un único proveedor y se supone que
no se tiene retardo en la entrega. El horizonte de control así como el de
predicción se han establecido inicialmente iguales a 1, es decir, N=Nc=1 y
gamma y lambda se consideran de la misma forma, iguales a 1. Se establece
el stock de seguridad en 25 unidades de forma que podemos ver la respuesta
del controlador en la siguiente figura:
Figura 24: Simulación con lambda=gamma=1
Como se puede observar, el controlador predictivo consigue mantener el stock
del medicamento en las unidades que se le exigen, pidiendo al proveedor un
número de unidades iguales a las demandas. Esta simulación sería el caso
64
ideal en el que la demanda real diaria sea igual que la estimada, y no exista
retardo.
Se realiza seguidamente una simulación en la cual se considera que existe un
retardo en la entrega por parte del proveedor de dos días. El resto de
parámetros tienen los mismos valores que en la simulación anterior. El
resultado se puede observar en la siguiente figura:
Figura 25: Simulación con retraso del proveedor en la entrega
Como puede observarse, existen días en los cuales el stock queda por debajo
del stock de seguridad. Se procede entonces a sintonizar dicho controlador.
En primer lugar se opta por incrementar tanto el horizonte de control como el
de predicción que se establecen ahora en 3. El resultado se puede ver en la
siguiente figura:
65
Figura 26: Simulación con retraso de proveedor en la entrega y N=Nc=3
Como se puede observar en la gráfica, se cumple que el stock quede igual o
por encima del stock mínimo de seguridad en el almacén, pero se podría
optimizar más si se consiguiera que el stock estuviese aún más próximo al
stock de seguridad. Se procede entonces a sintonizar el controlador predictivo
con los siguientes parámetros:
- N=5
- Nc=5
- Lambda= 0.000001
- Gamma=1.7
El resultado se puede observar en la siguiente figura:
66
Figura 27: Simulación sintonizada con menor error en la salida
La simulación siguiente pone de manifiesto cómo se comportaría el controlador
ante cambios en la demanda estimada, es decir, se expone en la siguiente
simulación como responde el controlador ante un cambio en la demanda del
50% manteniendo los parámetros de sintonización en los mismos valores que
tenían en la simulación anterior.
67
Figura 28: Simulación con incremento del 50% en la demanda
Como se puede observar, ante cambios bruscos en la demanda, existen días
en los que el stock queda por debajo del stock de seguridad establecido. En
caso de que se trate de un producto crítico, se podría solucionar incrementando
el stock de seguridad como se puede observar en la siguiente figura donde se
ha incrementado el stock de seguridad hasta 30 unidades para garantizar esta
restricción.
68
Figura 29: Simulación con incremento del 50% en la demanda y cambio en el
stock de seguridad
En este caso, ya se observa cómo se cumple de forma clara la restricción del
stock de seguridad y por tanto, se supone capacidad para satisfacer la
demanda claramente.
6.6.2. CONCLUSIONES
Tal y como se ha comentado, el stock de seguridad influye fundamentalmente
en los costes de adquisición y almacenamiento del medicamento en cuestión y
por supuesto, en el riesgo de ruptura.
En cuanto al esfuerzo de control, se llega a la conclusión de que debe ser un
valor bajo entre cero y uno, excluidos ambos, para que se tenga un control
eficaz. Ello conlleva que los pedidos puedan realizarse en el momento que se
necesite.
Por otra parte, como se apuntó anteriormente, en cuanto al error en la salida,
conviene desde el punto de vista económico, que adopte un valor elevado para
que el stock se mantenga lo más cercano posible al stock de seguridad, con
objeto de reducir costes.
Tanto el valor del horizonte de control como el valor del horizonte de predicción
que se elijan dependerán del retraso de los proveedores. En cualquier caso,
estos valores deben ser siempre superiores al mayor retraso existente en el
sistema.
69
CAPÍTULO 7: CONCLUSIONES
Es base de un buen funcionamiento del hospital contar con las existencias
justas y necesarias en todo momento. Si bien existen métodos tradicionales tal
y como se ha expuesto en el CAPÍTULO 3 de este proyecto (en el apartado de
cálculo de la demanda esperada) que permiten un cálculo del stock necesario,
dicho cálculo es aproximado y además conlleva una gran carga de trabajo. Por
supuesto, estos cálculos no tienen en cuenta los costes asociados.
El Controlador PID reduciría esta carga de trabajo bastante en cuanto al
seguimiento de un stock de seguridad impuesto, si bien no tendrá en cuenta las
restricciones necesarias para que este control sea el óptimo.
Se mostró por tanto, en el CAPÍTULO 6, como el Controlador Predictivo
Generalizado permite incorporar las restricciones de capacidad de
almacenamiento, tamaño de pedido…, lo que conlleva que se pueda conseguir
un control más preciso en torno al punto óptimo de operación que será aquel
en el que el stock siga a la demanda teniendo en cuenta tanto las
características de almacenamiento como la minimización de los costes
descritos en el CAPÍTULO 2 de este proyecto.
70
CAPÍTULO 8: BIBLIOGRAFÍA
E. Fernández Camacho, Carlos Bordons Alba. Model Predictive Control.
Ed.Springer. 2004.
Heikki Rasku, Juuso Rantala, Hannu Koivisto. Model reference control in
inventory and supply chain management. Ed. Springer. 2006.
Cgae An, Hansjörg Fromm. Supply chain management on demand. Ed.
Springer. 2005.
Lee Krajewski, Larry Ritzman, Manoj Malhotra. Administración de Operaciones.
Ed. Prentice Hall. 2008
Max Muller. Fundamentos de Administración de Inventarios. Ed. Norma. 2005
D.W. Clarke, C.Mohtadi,P.S. Tuffs. Generalized Predictive Control. Artículo
académico.
71
APÉNDICE: CÓDIGO MATLAB
Controlador GPC
Na =size(A,2)-1;
Nam =size(Am,2)-1;
Nb =size(B,2)/entradas-1;
Nbm =size(Bm,2)/entradas-1;
G =zeros(sum(N),sum(Nu));
yGPC =0*ones(salidas ,puntos);
uGPC =zeros(entradas,puntos);
ureal=0*ones(entradas,puntos);
ref=ones(salidas,puntos);
z=zeros(salidas,1);
Avir=[A z]-[z A];
Amvir=[Am z]-[z Am];
offsetcoste=zeros(1,puntos);
offsetcosteacum=zeros(1,puntos);
for j=1 : salidas,
for k=1 : entradas,
G(Nacum(j)+1:Nacum(j+1),Nuacum(k)+1:Nuacum(k+1)) =...
bloqueg
(Bm(j,(k-1)*(Nbm+1)+1+dm(j):k*(Nbm+1)),Amvir(j,:),N(j),Nam,Nu(k));
end
end
H=(G'*G + L);
cal_a2;
for bucle = (max(max(Na,Nb),max(Nam,Nbm)))+1:puntos
bucle
f=zeros(sum(N),1);
facum= zeros(sum(Nyd),1);
for j=1 : salidas,
yaux=flipud(yGPC(j,bucle-Nam:bucle)');
IncU=fliplr(uGPC(:,bucle-Nbm:bucle));
for l=1 : Nyd(j),
aux=0;
for k=1 : entradas,
aux = aux + Bm(j,(k-1)*(Nbm+1)+1:k*(Nbm+1))*IncU(k,:)';
end
facum(Nydacum(j)+l) = facum(Nydacum(j)+l)-Amvir(j,2:Na+2)*yaux + aux;
yaux=[facum(Nydacum(j)+l);yaux(1:Nam)];
72
IncU=[zeros(entradas,1),IncU(:,1:Nbm)];
end
end
for j=1 : salidas,
f(Nacum(j)+1:Nacum(j+1))=...
facum(Nydacum(j)+dm(j)+1:Nydacum(j)+dm(j)+N(j))-demanda_real(bucle);
end
w=[];
for iw=1:salidas
w=[w;refy(iw,bucle)*ones(N(iw),1)];
end
cal_b2;
h=G'*(f-w);
h=beta1*h;
options = [];
options.solver = 'quadprog';
x = H \ (G'*(w-f));
aux=quadprog(H,h,Ar,br,lob,upb,x);
uGPC(:,bucle)=aux(1:Nu:entradas*Nu);
ureal(:,bucle)=ureal(:,bucle-1)+ uGPC(:,bucle);
for j=1 : salidas,
yaux=flipud(yGPC(j,bucle-Na:bucle)');
aux=0;
IncUp=fliplr(uGPC(:,bucle-Nb:bucle));
for k=1 : entradas,
aux = aux + B(j,(k-1)*(Nb+1)+1:k*(Nb+1))*IncUp(k,:)';
end
yGPC(j,bucle+1) = -Avir(j,2:(Na+2))*yaux + aux-demanda_real(bucle);
end
end
Simulación del Sistema
clear all;
close all;
npi=1;
r1=2;
costes_p=[0 0];
tiempos_p=[r1 0];
nacciones=0;
nvar=nacciones+npi;
73
load asunv6;
entradas=nvar;
salidas=1;
sg=medicamento(4).stock_alerta;
sg=25;
stock_ini=sg;
A=[1 1;];
beta1=1;
beta2=1;
N =3*ones(salidas,1);
Nc=3;
puntos=117;
TT=puntos;
i=4;
demanda_real=medicamento(i).demanda(1:TT)';
refy=[0*ones(1,1) sg*ones(1,puntos+1); zeros(1,puntos+2) ];
refy(1,:)=refy(1,:)+[demanda_real(1,:) demanda_real(117) demanda_real(117)];
de=zeros(nvar,1);
de(1:nvar)=r1;
d=[0;0];
dm=d;
Nacum=[0; cumsum(N)];
Nyd=N+dm;
Nydacum=[0; cumsum(Nyd)];
for i=1:nvar
Nu(i)=Nc;
end
Nuacum=[0; cumsum(Nu)'];
lambda = [1*ones(entradas,1)];
for j=1:entradas
for i=Nuacum(j)+1:Nuacum(j+1)
L(i,i) = lambda(j);
end
end
restry=0;
ymin=0;
ymax=70;
74
restrU=0;
Umax=[1000 1000 1000 1000 1000 1000];
Umin=[0 0 0 0 0 0];
restru=0;
umax=[500; 500;500;500;500;500];
umin=[0;0;0;0;0;0];
Am=A;
B=zeros(salidas,entradas*(r1+1));
B(1,nacciones+1:nacciones+npi)=1;
B(1,entradas*(r1+1))=1;
Bm=B;
gpchospital_PFC;
pintasim1hospital_PFC;
Representación gráfica
figure
subplot(3,1,1);
plot(demanda_real,'b','LineWidth',2);
title('Demanda de medicamento');
grid on;
axis([0 TT -1 100])
yGPC(1,1:TT)=yGPC(1,1:TT);
box on
subplot(3,1,2);
hold on;
plot(0:puntos-1,25,'m:','LineWidth',3);
plot(0:TT,[yGPC(1,1:TT+1)],'r','LineWidth',2);
axis([0 TT -1 100])
title('Stock del medicamento');ylabel('Unidades')
grid on;
grid on;
subplot(3,1,3);
plot(0:TT,[uGPC(1,1) uGPC(1,2:TT) uGPC(1,TT)],'r','LineWidth',2);
hold on;
hold on;
grid on;
axis([0 TT -1 100])
title ('Pedidos a proveedor')
xlabel('Dias')
75