EFECTO DEL ENFRIAMIENTO DEL LÍQUIDO Y LA
Anuncio

UNIVERSIDAD SIMÓN BOLÍVAR
Decanato de Estudios Profesionales
Coordinación de Ingeniería de Materiales
EFECTO DEL ENFRIAMIENTO DEL LÍQUIDO Y LA SOLIDIFICACIÓN
PRIMARIA EN LA ALEACIÓN Al - 0,55%Fe - 0,37%Si
Realizado por:
Reinaldo Javier Chung Carrero
PROYECTO DE GRADO
Presentado ante la ilustre Universidad Simón Bolívar
como requisito parcial para optar al título de
Ingeniero de Materiales
Opción:
Metalmecánica
Sartenejas, Octubre de 2004
EFECTO DEL ENFRIAMIENTO DEL LÍQUIDO Y LA SOLIDIFICACIÓN PRIMARIA EN LA
ALEACIÓN Al-0,55%Fe-0,37%Si
Realizado por:
Reinaldo Javier Chung Carrero
RESUMEN
Los 80.000 datos experimentales provenientes de la historia térmica del enfriamiento y de la
solidificación grabados con cuatro termopares, a una velocidad de enfriamiento de 0,25 ºC/s, de un
lingote en la aleación Al- 0,55Fe-0,35Si-0,01Cu-0,01Zn, han sido procesados con ayuda computacional
para evaluar cuantitativamente tanto el enfriamiento del líquido como la solidificación primaria,
para correlacionar esas características con el desarrollo macroestructural del lingote.
En el software Matlab 6.5 se escribe el programa de suavización de datos experimentales
según el método de Savitzky y Golay, que produce gráficas base para el análisis realizado. El análisis
de la suavización requiere de iteración matemática y del uso de parámetros de suavización: orden de
polinomio y número de puntos a convolucionar, conducentes a la generación de gráficas donde no se
alteran ni la temperatura de nucleación ni el tiempo al cual sucede este evento.
La determinación de la curva cero, se efectúa escribiendo en Excel un programa polinomial
basado en el método de mínimos cuadrados, para la extrapolación de los datos experimentales de las
regiones líquida y sólida. Las iteraciones del orden de polinomio conducen a un ajuste de grado dos
para describir su comportamiento monofásico.
Durante el enfriamiento del líquido, se estudia su comportamiento mediante consideraciones
de transferencia de calor hacia la intercara líquido–sólido, junto a la pérdida de capacidad calorífica
durante esta etapa. Se encuentran evidencias que demuestran el comportamiento ondulatorio del
flujo calórico durante el enfriamiento del líquido.
Para el análisis de solidificación se utilizaron gráficas que describen parámetros del proceso,
que interpretados junto a los efectos del comportamiento del líquido se correlacionan con la
macroestructura del lingote en las regiones entre termopares. Las gráficas producidas por el
procesamiento matemático son: curvas de enfriamiento, velocidad de enfriamiento, curva cero,
diferencias de temperaturas entre termopares consecutivos, subenfriamiento constitucional; además,
se determinó la fracción solidificada y la velocidad fraccional de solidificación a partir de dos
modelos que las describen.
El análisis conjunto de transferencia de calor en el líquido y de pérdida de la capacidad
calorífica, permite visualizar las siguientes características de ese líquido: la naturaleza ondulatoria
del flujo calórico; la continuidad de ese flujo a través de las intercaras líquido-sólido; y, el
comportamiento cuasi-estacionario de su enfriamiento.
Desde el punto de vista macroestructural se encuentran las siguientes evidencias: granos
equiaxiales de diferente tamaño, los ligeramente mayores se ubican en la zona donde la coherencia
dendrítica se produce para una mayor fracción solidificada y donde se detecta que existe flujo
calórico bidireccional.
ii
A Dios y a la Virgen,
por haberme bendecido en todo momento
con la compañía de personas excepcionales.
A mis Padres,
a quienes les debo todo lo que soy
y todo lo que tengo.
iii
AGRADECIMIENTOS
Gracias Mamá y Papá, por su inmenso amor, cariño y comprensión.
Por sus tantos
sacrificios y su gran esmero en hacer de mí una mejor persona, por su valiosa dedicación,
sabiduría y apoyo incondicional. A ustedes les debo todos mis logros y triunfos. ¡Muchísimas
Gracias!
Gracias Diana por compartir conmigo el día a día, por ser mi consejera, entusiasta y amiga,
por siempre darme alegría y ánimo cuando más lo necesitaba. Por tu valiosa ayuda, todo tu
cariño, paciencia y amor, por ser mi apoyo de siempre.
A mi tutor, el Profesor Omar Quintero, por su sabia dirección y guía. Por su apoyo
incondicional, tiempo, paciencia, dedicación y amistad.
A la Profesora Sonia Camero, que con su bondad, afecto, y sus palabras siempre me
dieron ánimo para seguir adelante.
A la Profesora Belkis Velásquez por sus palabras de apoyo y ánimo en los momentos
difíciles.
A la Profesora Judith Gómez, gracias por su amistad y por siempre contar con su ayuda
incondicional.
Al Profesor Adalberto Rosales, por ayudarme a culminar este proyecto.
Gracias a todas aquellas lindas personas (amigos, compañeros, personal del laboratorio, etc.)
quienes de una u otra manera han participado en este proyecto, les agradezco todo su apoyo,
ánimo, disposición y constante colaboración.
iv
Gracias Diosito por otorgarme la oportunidad de vivir grandiosas experiencias en tan
sublime universidad, por privilegiarme con una familia única y con amigos inigualables. Por
siempre estar junto a mí, aunque en ocasiones yo me haya mantenido distante.
¡MUCHISIMAS GRACIAS A TODOS!
v
Índice
ÍNDICE GENERAL
CAPÍTULO 1. INTRODUCCIÓN ....................................................................................................... 1
CAPÍTULO 2. OBJETIVOS................................................................................................................... 4
CAPÍTULO 3. FUNDAMENTOS TEÓRICOS................................................................................... 6
3.1 Método de Análisis Térmico....................................................................................................... 6
3.1.1 Método de Análisis Térmico con dos Termopares ......................................................... 9
3.2 Principios de Solidificación ...................................................................................................... 11
3.2.1 Solidificación de Aleaciones............................................................................................. 14
3.2.1.1 Solidificación en Equilibrio ....................................................................................... 16
3.2.1.2 Solidificación sin difusión en la fase sólida y completa difusión en el líquido . 17
3.2.2 Inestabilidad de la Intercara Líquido – Sólida............................................................... 19
3.2.2.1 Crecimiento Celular ................................................................................................... 21
3.2.2.2 Crecimiento Dendrítico de la Intercara Líquido – Sólido..................................... 22
3.3 Transferencia de Calor en el Estado Líquido ......................................................................... 27
CAPÍTULO 4. METODOLOGÍA EXPERIMENTAL ...................................................................... 29
4.1 Caracterización del material a trabajar ................................................................................... 29
4.2 Obtención de la geometría del lingote y la ubicación de los 4 termopares ....................... 30
4.3 Nomenclatura utilizada para los termopares y las diferentes zonas de estudio en el
lingote.......................................................................................................................................... 31
4.4 Cortes realizados al lingote para el estudio macro y microestructural .............................. 32
4.5 Suavización de los datos experimentales ............................................................................... 33
4.6 Generación de la línea base o curva cero................................................................................ 36
4.7 Obtención de las curvas generales para todo el ensayo ....................................................... 36
4.7.1 Curvas de Enfriamiento.................................................................................................... 36
4.7.2 Curvas de velocidad de enfriamiento............................................................................. 37
4.7.3 Curvas de diferencia de temperaturas............................................................................ 37
4.8 Criterios para la identificación de eventos importantes del proceso de solidificación.... 38
4.8.1 Temperatura de nucleación, Tn. ....................................................................................... 38
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
vi
Índice
4.8.2 Temperatura de liquidus, TL. ........................................................................................... 38
4.8.3 Inicio y final de solidificación .......................................................................................... 38
4.8.4 Punto de coherencia dendrítico ....................................................................................... 39
4.8.5 Temperatura de reacción eutéctica, TE.. .......................................................................... 39
4.9 Obtención de las curvas para el análisis del líquido ............................................................. 40
4.9.1 Gradiente de temperatura ................................................................................................ 40
4.9.2 Velocidad de Extracción de Calor, dq/dt. ...................................................................... 40
4.9.3 Pérdida de Capacidad Calorífica, dQ/dt. ....................................................................... 40
4.10 Curvas determinadas para la solidificación primaria......................................................... 41
4.10.1 Fracción Sólida (fs) y Velocidad Fraccional (dfs/dt).................................................... 41
4.10.1.1 Método de Scheil ...................................................................................................... 41
4.10.1.2 Modelamiento de Tamminen ................................................................................. 42
4.10.2 Subenfriamiento constitucional ..................................................................................... 44
4.11 Determinación de la fracción volumétrica de fases............................................................. 44
4.12 Cálculo del parámetro de retrodifusión................................................................................ 45
CAPÍTULO 5. RESULTADOS ........................................................................................................... 46
5.1 Suavización de datos experimentales ..................................................................................... 46
5.2 Curvas generales obtenidas para todo el ensayo .................................................................. 49
5.3 Curvas para el análisis del enfriamiento en la región líquida ............................................. 53
5.4 Proceso de Solidificación Primaria .......................................................................................... 57
CAPÍTULO 6. ANÁLISIS DE RESULTADOS ................................................................................. 64
6.1 Procesamiento de datos y suavización ................................................................................... 64
6.2 Curvas generales obtenidos para todo el ensayo .................................................................. 67
6.3 Análisis del enfriamiento en la región líquida....................................................................... 71
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
vii
Índice
ÍNDICE DE FIGURAS
Figura 3.1 (A) Curva de enfriamiento obtenida en el centro de una muestra de aleación de
base Aluminio; (B) Curva derivada obtenida a partir de la curva de enfriamiento
representada en (A)........................................................................................................ 7
Figura 3.2 (A) Curvas de enfriamiento obtenidas por el método de dos termopares a una
aleación de Al356 en un crisol de 50mm de diámetro aproximadamente; (B)
Curva de diferencias de temperaturas obtenida a partir de las curvas de
enfriamiento mostradas en (A)................................................................................... 11
Figura 3.3 Dibujo esquemático de la estructura de lingote que se obtiene durante la
solidificación. En ella se señalan las zonas características de las piezas vaciadas.
......................................................................................................................................... 13
Figura 3.4 Solidificación de una aleación con equilibrio en la intercara líquido – sólido. (A)
Diagrama de Fase; (B) Perfil de concentración a través de la intercara. [2] ........... 15
Figura 3.5 Solidificación de una aleación con equilibrio en la intercara líquido – sólido sin
difusión en el estado sólido. (A) Diagrama de Fase; (B) Perfil de concentración a
través de la intercara. ................................................................................................... 18
Figura 3.6 (A) Perfil de concentración delante de la intercara sólido – líquido;
(B)
Distribución de temperaturas en la intercara. .......................................................... 20
Figura 3.7 Modos de crecimiento de la intercara líquido – sólido en función de la relación
GL/R1/2. ............................................................................................................................ 21
Figura 3.8 Dibujo esquemático de la morfología de la subestructura celular. .......................... 22
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
viii
Índice
Figura 3.9 Dibujo esquemático de la transición entre la subestructura de crecimiento celular a
dendrítica, correspondiendo a las siguientes etapas de crecimiento: (A) Celular;
(B) Celular – dendrítica; (C) Dendrítica..................................................................... 23
Figura 3.10Relación entre los brazos dendríticos secundarios λ2 y el tiempo local de
solidificación, determinado para una aleación Al-4,5%Cu. ................................... 25
Figura 3.11Variación del ancho de banda o zona pastosa para una aleación monofásica en
función del tiempo de solidificación y del espesor solidificado a partir del borde
de extracción de calor .................................................................................................. 27
Figura 4.1 Dimensiones del lingote y ubicación de los 4 termopares. Obtenidas a partir de la
digitalización y procesamiento de la imagen en el software Autocad 2004. ....... 30
Figura 4.2 Nomenclatura utilizada para cada uno de los 4 termopares y las diferentes zonas
de estudio en el lingote................................................................................................ 31
Figura 4.3 Cortes realizados al lingote de manera de dejar expuesta las superficies de interés
para el estudio de la macroestructura y la microestructura................................... 32
Figura 4.4 Esquema de los criterios utilizados para definir el inicio y el final del proceso de
solidificación. ................................................................................................................ 39
Figura 5.1 (A) Curvas de enfriamiento sin suavizar para los 4 termopares durante todo el
tiempo de ensayo; (B) Ampliación de la curva de enfriamiento del termopar
inferior (Ti) durante los primeros 1000 segundos.................................................... 47
Figura 5.2 Curvas de enfriamiento del termopar inferior (Ti) utilizando n = 3 y m variable
entre 10 y 20. En ella se muestran diferentes ampliaciones de manera de poder
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
ix
Índice
apreciar el efecto del número de puntos convolucionados (m) sobre la
suavización. ................................................................................................................... 48
Figura 5.3 Curvas de enfriamiento del termopar inferior (Ti) utilizando m = 20 y n variable
entre 1 y 10. En ella se muestran diferentes ampliaciones de manera de poder
apreciar el efecto del grado del polinomio (n) sobre la suavización..................... 48
Figura 5.4 Curvas de enfriamiento para los 4 termopares ubicados en el lingote. En ella se
señalan las regiones A, B, C y D las cuales corresponden a lo siguiente: A.Enfriamiento en estado líquido; B.- Formación y crecimiento de la fase primaria;
C.- Formación y crecimiento del eutéctico; D.- Enfriamiento en estado sólido... 49
Figura 5.5 Curva de velocidad de enfriamiento y línea base para el termopar inferior (Ti). Los
puntos 1, 2, 3 corresponden a lo siguiente: 1.- Instante en que se alcanza la
temperatura de liquidus; 2.- Finalización de la solidificación primaria e inicio de
la reacción eutéctica; 3.- Final de la solidificación. Las regiones señalas con las
letras A, B, C y D son las mismas que se muestran en la figura 5.4. ..................... 50
Figura 5.6 Curva de velocidad de enfriamiento y línea base para el termopar medio inferior
(Tmi). Los puntos 1, 2, 3 corresponden a lo siguiente: 1.- Instante en que se
alcanza la temperatura de liquidus; 2.- Finalización de la solidificación primaria
e inicio de la reacción eutéctica; 3.- Final de la solidificación. Las regiones señalas
con las letras A, B, C y D son las mismas que se muestran en la figura 5.4. ........ 51
Figura 5.7 Curva de velocidad de enfriamiento y línea base para el termopar medio superior
(Tms). Los puntos 1, 2, 3 corresponden a lo siguiente: 1.- Instante en que se
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
x
Índice
alcanza la temperatura de liquidus; 2.- Finalización de la solidificación primaria
e inicio de la reacción eutéctica; 3.- Final de la solidificación. Las regiones señalas
con las letras A, B, C y D son las mismas que se muestran en la figura 5.4. ........ 51
Figura 5.8 Curva de velocidad de enfriamiento y línea base para el termopar superior (Ts).
Los puntos 1, 2, 3 corresponden a lo siguiente: 1.- Instante en que se alcanza la
temperatura de liquidus; 2.- Finalización de la solidificación primaria e inicio de
la reacción eutéctica; 3.- Final de la solidificación. Las regiones señalas con las
letras A, B, C y D son las mismas que se muestran en la figura 5.4. ..................... 52
Figura 5.9 Curvas de diferencias de temperaturas para las tres zonas en estudio. En ellas se
muestra los puntos de inicio y final de solidificación primaria, así como también
la finalización de la solidificación y los puntos de coherencia dendrítica (tcd). Las
regiones señaladas con las letras A, B, C y D corresponden a las mismas que se
muestran en las figuras de la 5.5 a la 5.8. .................................................................. 53
Figura 5.10 Curvas de enfriamiento en la región de enfriamiento en estado líquido para los 4
termopares ubicados en el lingote. Corresponde a lo siguiente: (A) Ampliación
de los primeros 204s de ensayo; (B) Ampliación de los primeros 100s; (C)
Ampliación de los 104s restantes. .............................................................................. 54
Figura 5.11 Curvas de velocidad de enfriamiento para la región de enfriamiento en estado
líquido para los 4 termopares ubicados en el lingote.............................................. 54
Figura 5.12Gradiente de temperaturas en la región de enfriamiento en estado líquido para las
tres zonas en estudio del lingote. ............................................................................... 55
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
xi
Índice
Figura 5.13 Velocidad de extracción de calor desde el líquido hacia la intercara líquido –
sólido para cada una de las zonas en estudio del lingote....................................... 55
Figura 5.14 Pérdida de capacidad calorífica en las diferentes zonas en estudio del lingote.. 56
Figura 5.15 Ancho de banda o zona pastosa obtenida para el lingote bajo estudio. ................. 57
Figura 5.16 Evolución de la fracción solidificada (fS) y de la velocidad fraccional (dfs/dt) en
función del tiempo de solidificación para el termopar inferior (Ti). Corresponde
a lo siguiente: (A) Método de Scheil; (B) Método de Tamminen........................... 58
Figura 5.17 Evolución de la fracción solidificada (fS) y de la velocidad fraccional (dfs/dt) en
función del tiempo de solidificación para el termopar medio inferior (Tmi).
Corresponde a lo siguiente: (A) Método de Scheil; (B) Método de Tamminen... 59
Figura 5.18 Evolución de la fracción solidificada (fS) y de la velocidad fraccional (dfs/dt) en
función del tiempo de solidificación para el termopar medio superior (Tms).
Corresponde a lo siguiente: (A) Método de Scheil; (B) Método de Tamminen... 60
Figura 5.19 Evolución de la fracción solidificada (fS) y de la velocidad fraccional (dfs/dt) en
función del tiempo de solidificación para el termopar superior (Ts). Corresponde
a lo siguiente: (A) Método de Scheil; (B) Método de Tamminen........................... 61
Figura 5.20 Subenfriamiento constitucional durante el proceso de solidificación primaria. En
ella se muestran las variaciones de la relación del GL/R en función de tiempo de
solidificación, para las zonas en estudio del lingote. .............................................. 62
Figura 5.21Estructuras obtenidas en el lingote bajo diferentes escalas. En ella se presentan:
(A) Macroestructura de la sección longitudinal del lingote; (B) Ampliación de la
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
xii
Índice
región central de cada una de las zonas señaladas en (A); (C) Fotomicrografías
tomadas en la sección transversal donde estaba ubicado cada uno de los
termopares..................................................................................................................... 63
Figura 6.1 Detalle de la figuras 5.13 y 5.14 donde se muestra una ampliación del intervalo de
tiempo entre los 13 y 25 segundos para cada una de ellas. Corresponde a lo
siguiente: (A) Curva de pérdida de capacidad calorífica (dQ/dt); (B) Velocidad
de extracción de calor (dq/dt). .................................................................................... 76
Figura 6.2 Pérdida de capacidad calorífica y velocidad de extracción de calor para
cada
una de las zonas del lingote en estudio. En ella se señalan los 4 primeros
máximos (en módulo) cuyos instantes de tiempo en que se alcanzan para cada
una de las curvas se muestran en tabla 6.2, 6.3 y 6.4 para las zonas III, II y I
respectivamente. ........................................................................................................... 81
Figura 6.3 Ampliación del intervalo de tiempo entre los 200 y 230 segundos de ensayo en las
curvas de enfriamiento mostradas en la figura 5.4.................................................. 85
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
xiii
Índice
ÍNDICE DE TABLAS
Tabla 4.1 Composición química de la aleación en estudio. ........................................................... 29
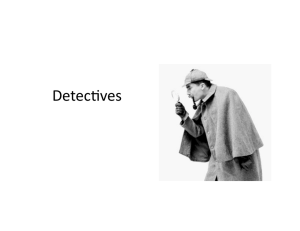
Tabla 4.2 Reactivos utilizados para el ataque químico de las muestras. ..................................... 33
Tabla 4.3 Suavizaciones realizadas sobre las curvas de enfriamiento y de
velocidad de
enfriamiento en el termopar inferior (Ti), utilizadas para la selección de los
parámetros de suavización “n” y “m”. ..................................................................... 35
Tabla 4.4 Valores seleccionados para los parámetros de suavización. ........................................ 35
Tabla 4.5 Número de suavizaciones y parámetros utilizados para cada una de las curvas
donde se hizo necesario la aplicación del programa de suavización.................... 35
Tabla 4.6 Propiedades termofísicas para el Aluminio comercialmente puro en estado líquido,
utilizadas para el cálculo de la velocidad de extracción de calor y la pérdida de
capacidad calorífica...................................................................................................... 41
Tabla 4.7 Propiedades físicas utilizadas para el cálculo de la fracción solidificada (fS) y la
velocidad fraccional (dfS/dt) por el método de Tamminen. ................................... 43
Tabla 4.8 Parámetros utilizados para el cálculo del valor crítico para que ocurra
subenfriamiento constitucional .................................................................................. 44
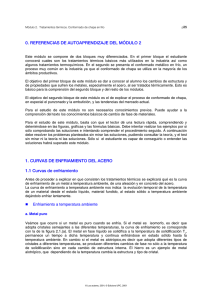
Tabla 5.1 Parámetros importantes durante el proceso de solidificación ..................................... 56
Tabla 5.2 Fracción solidificada para el punto de coherencia dendrítica en las diferentes zonas
de estudio en el lingote................................................................................................ 61
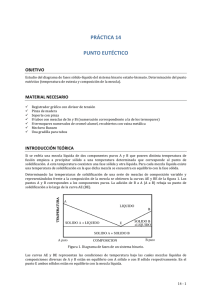
Tabla 5.3 Parámetros relativos al desarrollo macro y microestructural, obtenidos para la
región donde se encontraban ubicados cada uno de los 4 termopares. ............... 62
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
xiv
Índice
Tabla 6.1 Parámetros relativos al estudio de las curvas de enfriamiento en la región líquida. 72
Tabla 6.2 Tiempos de desfase entre los 4 primeros máximos en magnitud para las curvas de
pérdida de capacidad calorífica y velocidad de extracción de calor en la zona III.
......................................................................................................................................... 79
Tabla 6.3 Tiempos de desfase entre los 4 primeros máximos en magnitud para las curvas de
pérdida de capacidad calorífica y velocidad de extracción de calor en la zona II.
......................................................................................................................................... 80
Tabla 6.4 Tiempo de desfase entre los 4 primeros máximos en magnitud para las curvas de
pérdida de capacidad calorífica y velocidad de extracción de calor en la zona I.80
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
xv
Índice
LISTA DE SÍMBOLOS Y ABREVIATURAS
cp
Calor específico
TE
Temperatura Eutéctica
CE
Composición eutéctica
Tf
Temperatura de Fusión.
Co
Composición nominal de soluto
Ti
Termopar Inferior
C L*
Composición del líquido en el
TL
Temperatura de liquidus
equilibrio
TN
Temperatura de nucleación
CL
Tms
Termopar Medio Superior
Tmi
Termopar Medio Inferior
To
Temperatura inicial
equilibrio
Ts
Termopar Superior
CS
TS
Composición del líquido enfrente
de la intercara líquido-sólido
CS*
Composición
del
sólido
en
el
Composición del sólido enfrente de
la intercara líquido-sólido
DL
Coeficiente
de
TW
difusividad
del
Temperatura de solidus
Temperatura en la Pared
t
sólido en el líquido
V
Volumen
fS , fL
x
Distancia
Fracción de sólido y de líquido,
desde
respectivamente
líquido-sólido
GL
Gradiente en el líquido
α
k
Coeficiente
parámetro de retrodifusión
de
conductividad
térmica
ko
Coeficiente
de
distribución
de
soluto en el equilibrio
mL
la
intercara
Coeficiente de difusividad térmica,
ρ
Densidad
ΔTS
Sobrecalentamiento
ΔH
Calor latente de solidificación
Pendiente de la temperatura de
liquidus
Subíndices
Pcd
Punto de coherencia dendrítica,
R
Velocidad de avance de la intercara
i
Termopar Inferior
líquido-sólido
mi
Termopar Medio Inferior
TC
ms
Termopar Medio Superior
s
Termopar Superior
Temperatura en el Centro
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
xvi
1
CAPÍTULO 1. INTRODUCCIÓN
La manufactura de piezas, en una gran mayoría de los casos, involucra a la
transformación del estado líquido al estado sólido, es decir, al proceso de solidificación, el cual
es de vital importancia desde el punto de vista metalúrgico debido a que características como:
composición química, estructura de los granos y la distribución y tamaño de las fases resultantes
de la solidificación, notablemente afectan tanto a los tratamientos térmicos que se les debe
aplicar, como a las propiedades de servicio obtenidas en los productos solidificados.[1] Por esta
razón el conocer las características, las etapas y la evolución del proceso de solidificación de
aleaciones, permite obtener mejoras en cuanto a la calidad y la eficiencia de los productos, tanto
para el caso de piezas vaciadas como semielaborados (lingotes).[2] Esto es importante de
considerar debido a que la industria metalúrgica mundial a requerido en los últimos años, el
mejoramiento de las propiedades de servicio de las aleaciones producidas, junto a la
optimización de sus procesos de vaciado, lo cual hace necesario la implementación de tecnología
de vanguardia para el control del proceso de solidificación.[3] Sin embargo, en el país, tanto la
tecnología como la investigación en ésta área ha quedado relegada a unos pocos avances; por lo
cual, el propósito de este trabajo es el de aportar una contribución a la investigación y al
desarrollo de tecnología en el área de solidificación de aleaciones comerciales de uso en la
industria venezolana, en este caso, de una aleación no ferrosa de base Aluminio.[2-4]
A partir de finales del siglo XIX las aleaciones de base aluminio han tomado una gran
importancia industrial, debido a que combinan su relativa baja densidad con buenas
propiedades mecánicas y físicas, las |cuales permiten un uso ingenieril muy versátil,
desplazando en gran medida a materiales tradicionales como el hierro fundido y el acero.[4]
Entre sus principales características se encuentra su excelente relación resistencia – peso, buena
maleabilidad y conformabilidad, alta resistencia a la corrosión, altas conductividades eléctrica y
térmica y alta reflectividad a la luz.[5]
2
Una de las herramientas importantes para el estudio del proceso de solidificación de
aleaciones es la técnica de análisis térmico asistida por computadora, la cual simula la técnica
clásica de análisis térmico diferencial (ATD), utilizando un sistema adquisidor de señales junto a
la aplicación de métodos numéricos en un computador.[6] Este engloba las técnicas de medición
y de registro, basadas en la recopilación de las variaciones de temperatura con respecto al
tiempo, que se evidencian en los materiales cuando son sometidos a un proceso de
calentamiento o de enfriamiento.[2] A partir del análisis térmico asistido por computadora se
puede obtener información acerca de los parámetros que describen la transferencia de calor
durante el enfriamiento de la aleación en estado líquido, como la pérdida de capacidad calorífica
y la velocidad de extracción de calor; también se puede obtener información de los eventos y los
parámetros importantes del proceso de solidificación, los cuales junto al análisis del líquido
pueden ser utilizados para predecir el desarrollo de la macroestructura y la microestructura de
la aleación.[7,8]
La técnica de la curva de enfriamiento con dos termopares asistida por computadora,
correctamente procesada, genera datos, que aportan la información necesaria para realizar
análisis fundamentales mediante la aplicación de los principios del análisis térmico
diferencial.[2,6] Este método fue desarrollado por el profesor Backerud[6] en la Universidad de
Estocolmo y ha sido ampliamente utilizado en la Universidad Simón Bolívar por el grupo de
investigación en el área de solidificación.[2] Una modificación del análisis térmico con dos
termopares, consiste en la utilización de cuatro termopares ubicados en el eje longitudinal del
crisol, permitiendo grabar la historia térmica a lo largo de la pieza solidificada.[9] A partir de
estos datos se pueden construir las curvas de enfriamiento y de velocidad de enfriamiento para
cada uno de los 4 termopares, así como las curvas de diferencias y los gradientes de
temperaturas en las zonas delimitadas por termopares adyacentes, y a través de ellos se puede
determinar la fracción solidificada, la velocidad fraccional y las condiciones de subenfriamiento
constitucional entre otros parámetros.
3
El presente trabajo forma parte del proyecto de investigación relativo al estudio de la
solidificación y caracterización de aleaciones comerciales de base aluminio producidas en el
país, realizado por el grupo de investigación en el área de solidificación de la Universidad
Simón Bolívar encabezado por el
Profesor Quintero. Se plantea entonces el análisis de
parámetros relacionados con la transferencia de calor durante el enfriamiento del líquido y la
solidificación de la fase primaria, de forma de correlacionarlos con su evolución
macroestructural, utilizando el lingote solidificado en la aleación Al - 0,55%Fe - 0,37%Si 0,01%Cu - 0,01%Zn y su historia térmica de solidificación grabada a través de 4 termopares
ubicados en el eje longitudinal del lingote, a una distancia aproximadamente constante a partir
de la base del molde, siendo este último construido por el Bachiller Adolfo Castillo en su Trabajo
de Grado y diseñado, evaluado en sus características térmicas y mecánicas por la Ingeniera
Laura Méndez en su Trabajo de Grado [9] para optar al titulo de Ingeniera de Materiales.
4
CAPÍTULO 2. OBJETIVOS
El objetivo principal del proyecto presentado es el análisis de los parámetros de la
transferencia de calor durante el enfriamiento en estado líquido y la solidificación primaria en la
aleación Al - 0,55%Fe - 0,37%Si - 0,01%Cu - 0,01%Zn y su correlación con la evolución de la
macroestructura.
Como objetivos específicos se tienen:
¾
Escritura de un programa de suavización en el software Matlab 6.5 que permita una
adecuada suavización de los datos experimentales, con la finalidad de obtener curvas
que evidencien claramente los eventos del proceso de solidificación.
¾
Obtención de parámetros y características de la aleación durante el enfriamiento del
estado líquido y durante la solidificación primaria para las zonas ubicadas entre
termopares adyacentes, esto a través de:
o
Curvas de enfriamiento, de velocidad de enfriamiento y curva cero para los
cuatro termopares.
o
o
Modelamiento matemático de la curva cero
Desarrollo de metodología para generar la curva cero.
Construcción de un programa para la obtención de la curva cero.
Curvas de gradientes de temperaturas, pérdida de capacidad calorífica y de
velocidad de extracción de calor para cada zona entre termopares adyacentes,
durante el enfriamiento de la región líquida.
5
o
Curvas de fracción solidificada, velocidad fraccional y subenfriamiento
constitucional para la solidificación primaria en las zonas delimitadas por dos
termopares adyacentes.
¾
Correlación entre la macroestructura obtenida en la sección longitudinal del lingote y los
parámetros determinados para el enfriamiento en estado líquido y la solidificación
primaria de la aleación.
6
CAPÍTULO 3. FUNDAMENTOS TEÓRICOS
3.1 Método de Análisis Térmico
Para caracterizar con propiedad la precipitación de una nueva fase sólida a partir de un
líquido, es necesario definir los siguientes aspectos: el campo térmico, el diagrama de equilibrio
de fases, y el comportamiento de los eventos de nucleación y crecimiento del sólido formado.
Esto es posible de ser alcanzado a través de técnicas de análisis térmico, que son usadas para
monitorear la historia térmica continua del enfriamiento y de la solidificación de una muestra, a
partir de su estado líquido hasta que alcanza su estado sólido.
El procesamiento matemático de los datos experimentales, permite cuantificar los
siguientes eventos: la velocidad de enfriamiento, las condiciones para el inicio de la
solidificación, el tiempo de evolución de la fracción sólida, y también la velocidad promedio de
crecimiento dendrítico. La evidencia de estos eventos puede ser directamente correlacionados
con los rasgos macroestructurales y microestructurales realizados a la muestra ensayada o a una
muestra paralela producida bajo exactamente las mismas condiciones de enfriamiento. [1]
El análisis térmico es el proceso que determina la temperatura de cada una de las
transformaciones de fase que se suceden, a través de la observación de los cambios en el
contenido de calor como consecuencia de los cambios de temperatura en la pieza. [2]
A medida que un material pasa de un estado de agregación a otro, debido a la
solidificación o al calentamiento, la transformación de fase tiene asociada una evolución de un
calor latente, lo cual establece la importancia de medir y de cuantificar la historia térmica del
7
material. Con el fin de analizar los eventos más importantes que se suceden a medida que
solidifica un material o una aleación, se han implementado algunas técnicas que incluyen: el
análisis térmico diferencial, el análisis térmico derivativo, el análisis térmico de diferencias de
temperaturas, y más recientemente el análisis térmico asistido por computadora. Todos estos
métodos involucran el análisis interpretativo y el estudio de las curvas de enfriamiento. [7,10]
Una curva de enfriamiento es la relación tiempo/temperatura en un punto especifico de la
pieza bajo estudio. La figura 3.1 (A) muestra la curva de enfriamiento correspondiente al centro
de la muestra de una aleación de base Aluminio. En ella se señalan los puntos correspondientes
al inicio del proceso de solidificación, donde se genera el desarrollo de la red dendrítica (1) y la
reacción eutéctica que va acompañada de la precipitación de algunas segundas fases (2). [6]
(A)
Figura 3.1
(B)
(A) Curva de enfriamiento obtenida en el centro de una muestra de
aleación de base Aluminio; (B) Curva derivada obtenida a partir de la
curva de enfriamiento representada en (A). [6]
En esencia, las curvas de enfriamiento continuo describen el balance que existe entre el
calor generado por la masa de material que solidifica y su transporte hacia el medio que rodea a
la pieza; por lo tanto, la derivada puntual en cada instante es numéricamente igual a la
velocidad de enfriamiento durante las distintas etapas del proceso.[1] A partir allí es posible
obtener otra curva de importancia como lo es la curva derivada (dT/dt), mostrada en la figura
8
3.1 (B), esta se define como la derivada en cada punto de la curva de enfriamiento y es
numéricamente igual a la pendiente en dicha curva, por lo tanto representa la velocidad de
enfriamiento del metal en la muestra que está solidificando en función del tiempo. [1,2]
A partir del cálculo de la primera curva derivada es posible obtener información más
detallada sobre el proceso de solidificación. Cuando ocurre un incremento en la curva derivada,
esto significa que algo esta sucediendo para que produzca un descenso en la velocidad de
enfriamiento, lo que puede ser la aparición de una nueva fase que libera su calor latente de
transformación. [6]
En principio, la muestra esta completamente líquida. Si no ha ocurrido ningún proceso
de cristalización, la velocidad de enfriamiento ira gradualmente decreciendo, como lo muestra la
línea punteada en la figura 3.1 (B). La línea punteada representa la “Línea Base” de la curva de
enfriamiento de la muestra, la cual esta gobernada por radiación y convección natural del aire
circundante a los crisoles hacia los alrededores, para el enfriamiento en arena o en moldes sin
refrigeración. Esta línea base de la curva de enfriamiento es función de la diferencia de
temperatura entre la muestra y sus alrededores, de tal manera que disminuye en valor absoluto
a medida que transcurre el tiempo de enfriamiento.
En el punto 1 de la curva derivada, mostrada en la figura 3.1 (B), hay una brusca
desviación del comportamiento de la línea base, y la derivada alcanza rápidamente un máximo
para luego descender, lo cual quiere decir que en el máximo de la derivada, la muestra esta
liberando calor. Esta rápida liberación de calor es causada por la repentina nucleación de la fase
primaria en la muestra. A medida que transcurre el tiempo, la velocidad de nucleación se
apacigua (disminuye), para que, a partir de las paredes que están ligeramente más frías, ocurra
el crecimiento frontal de las dendritas hacia el centro de la muestra, para llenarla toda a medida
que transcurre el tiempo, como se señala en la región 2 de la figura 3.1 (B). Después de un
tiempo, las dendritas llenan la fundición, y el crecimiento de estas sólo puede ocurrir
lateralmente, este engrosamiento o embastecimiento de las dendritas ocurre en la región 3
9
mostrada en la misma figura. El hecho de que la curva derivada aún esté por encima de la línea
base de enfriamiento es una evidencia que se está liberando calor latente por el continuo
crecimiento de los cristales de la fase primaria. En la región 4 hay otro rápido incremento de la
curva derivada, a consecuencia de la repentina nucleación del eutéctico a partir del remanente
líquido interdendrítico; en la región 5 de la curva, se produce el continuo crecimiento del
eutéctico formado. Finalmente, en el punto 6, hay la aparición de una segunda fase, cuya
presencia es muy difícil de detectar en la curva de enfriamiento original; sin embargo, se puede
apreciar que en la curva derivada su presencia es muy marcada.
Cuando se ha completado la solidificación (región 7) la curva derivada desciende a
menores valores de la línea base, donde el valle es debido a que como el termopar esta en el
centro de la pieza, al final de la solidificación, hay el repentino cese del calor producido por
cristalización para producir un equilibrio de la temperatura durante una etapa transitoria,
donde se sucede la rápida normalización del gradiente de temperaturas, desde el centro hacia
las paredes en la muestra que se esta enfriando. [1,6,7]
3.1.1 Método de Análisis Térmico con dos Termopares
Otro de los desarrollos importantes en el análisis térmico es el uso de la técnica de dos
termopares, donde se coloca uno de ellos en las cercanías a las paredes del molde y el otro en el
centro de la pieza de geometría cilíndrica, generalmente de pequeño diámetro (menores a
50 mm). Al usar dos termopares, situados de la forma que se menciono anteriormente, durante
el enfriamiento es posible apreciar las ondas de calor producidas al formarse nuevas fases, es
decir, las ondas de inicio y final de solidificación. Esto se muestra en la figura 3.2 (A), donde Tc
es el termopar ubicado en el centro y Tw corresponde al termopar colocado en las cercanías de
las paredes del molde. De esta manera es posible apreciar el inicio de la solidificación, es decir la
nucleación que sucede sobre la superficie del molde; el sólido así formado progresa en su
10
crecimiento hacia el centro de la pieza donde se produce la continua evolución del calor latente
de solidificación; por estas razones, se dice que es posible ver las ondas calóricas al formarse
nuevas fases.
La magnitud de la diferencia de temperaturas (Tw - Tc) se muestra en la figura 3.2 (B); en
ella se ve que la nucleación de la fase sólida primaria, región 1, produce un calentamiento de la
superficie, generando un incremento (en módulo) en la curva de diferencia de temperaturas vs.
tiempo. Dado que se considera que las conductividades térmicas del aluminio en sus estados
líquido y sólido son similares, los gradientes térmicos establecidos en la muestra antes y después
de la solidificación son aproximadamente los mismos, y producen una diferencia de
temperaturas del orden de 2 ºC. A medida que se suceden tanto la nucleación como el
crecimiento de fases dentro de la pieza, el centro de la muestra se encuentra a una mayor
temperatura que las zonas cercanas a las paredes del molde, lo que produce un descenso en la
curva de diferencias de temperaturas, región 2, donde se produce el llenado dendrítico de la red.
En la región 3 se produce el crecimiento lateral o embastecimiento de todo el entramado
dendrítico existente en la pieza. Durante el embastecimiento, el punto mínimo del valle entre las
regiones 2 y 3 corresponde al punto de coherencia dendrítica.
También se puede ver en la figura 3.2 (B) que la curva de diferencias de temperaturas no
regresa a su estado estacionario; se aprecia que la zona designada como 3a corresponde a una
reacción en las regiones interdendríticas, no detectable ni en la curva de enfriamiento ni en la
curva derivada cuando se usa un solo termopar; por lo tanto, desde las zonas 4 a la 7 se
describen una secuencia de reacciones en la región interdendrítica, que son explicadas con los
mismos argumentos dados en la figura 3.1 (B). Es importante tomar en cuenta que la magnitud
en las diferencias de temperaturas entre la pared y el centro, debe ser lo suficientemente
pequeña para que las reacciones que se producen durante la solidificación puedan separarse; eso
quiere decir, que si la velocidad de enfriamiento es muy rápida y produce una diferencia de
temperaturas de 50 ºC, las diferentes fases que simultáneamente se están produciendo son
difíciles o imposibles de analizar. [1,6]
11
(A)
Figura 3.2
(B)
(A) Curvas de enfriamiento obtenidas por el método de dos termopares
a una aleación de Al356 en un crisol de 50mm de diámetro
aproximadamente; (B) Curva de diferencias de temperaturas obtenida a
partir de las curvas de enfriamiento mostradas en (A). [6]
3.2 Principios de Solidificación
En forma general, se puede decir que la solidificación de metales y aleaciones es el
proceso mediante el cual ocurre la formación de la red dendrítica cristalina debido a la
transformación desde el estado líquido al estado sólido, iniciado gracias a un proceso de
nucleación y crecimiento de una nueva fase cuya interfaz sólido-líquido avanza continuamente,
sucediéndose cambios en la morfología de esa intercara. [1,11]
En función de la composición química del líquido, la solidificación puede ocurrir a través
de tres procesos diferentes: [2,11,12]
¾
A una temperatura constante, para metales puros y para aleaciones de composición
eutéctica.
¾
A través de un intervalo de temperaturas, en el caso de las que forman soluciones sólidas
monofásicas.
¾
A través de una combinación de ambos procesos, para el caso de aleaciones que
involucran reacciones eutécticas y proeutécticas.
12
La solidificación comienza cuando un metal líquido llena la cavidad de un molde, y por
efectos del fenómeno de nucleación heterogénea sobre las rugosidades de las paredes se
produce la inmediata aparición de una delgada capa de sólido, que rápidamente incrementa su
espesor, a medida que se produce la extracción del calor que evoluciona por la transformación
de fase, incrementando su espesor hasta que todos los frentes chocan entre sí en el centro de la
pieza. Esta primera capa solidificada está constituida por cristales al azar en forma dendrítica,
como se esquematiza en la figura 3.3; a medida que progresa la solidificación, los cristales crecen
en forma dendrítica en dirección perpendicular a la superficie de extracción de calor; en esta
figura, también se muestra la estructura equiaxial central. Todo ello constituye lo que se
denomina estructura de lingotes. [1]
Los modos de extracción de calor que ejercen una mayor influencia sobre el sistema son:
por conducción a través de la capa solidificada, por convección en el espacio entre el molde y la
pieza; por conducción y convección dentro del molde, y finalmente por convección desde el
molde hacia sus alrededores. [1,2]
Para el estudio del proceso de solidificación se consideran las diversas escalas físicas a las
cuales se sucede el fenómeno, a través de ellas se presenta la visión magnificada de las regiones
del sólido, de la zona pastosa (líquido y sólido), y del líquido, donde se encuentra un número
infinitamente grande de estructuras microscópicas; todas ellas, caracterizadas por diferentes
escalas, por diferentes fenómenos físicos, y por diferentes dinámicas de crecimiento. [1]
13
Figura 3.3
Dibujo esquemático de la estructura de lingote que se obtiene durante
la solidificación. En ella se señalan las zonas características de las piezas
vaciadas. [1]
Una descripción macroscópica del proceso de solidificación puede ser la detallada a través
de los siguientes eventos: cuando el metal líquido entra en contacto con el molde, en principio,
este molde extrae completamente el calor de sobrecalentamiento de la aleación; luego al
comenzar la solidificación empieza a evolucionar el calor latente de transformación, que debe
ser extraído tanto por la pieza como por el molde hacia los alrededores, antes que termine el
proceso de solidificación. Posteriormente, el metal sólido transfiere su calor a través de las
paredes del molde y éste hacia la atmósfera hasta que el sistema alcanza la temperatura
ambiente. [2,11]
Evaluando el desarrollo del proceso de solidificación de una pieza desde el punto de vista
microscópico y submicroscópico, en la escala atómica se considera la intercara líquido – sólido.
En ella es donde ocurren dos procesos importantes: el flujo de los átomos desde el líquido hacia
el sólido (solidificación), y el flujo atómico del sólido al líquido (fusión); estos constituyen el
flujo neto para diferenciar su predominio y definir si el sistema solidifica o funde. Al considerar
que el sistema consiste en un metal puro en el equilibrio, lo cual ocurre cuando el sistema
alcanza la temperatura de fusión Tf; esos flujos atómicos a través de la intercara son
idénticamente iguales y por lo tanto su flujo neto es cero. Para que exista un avance de la
intercara líquido – sólido, que se traduce en el crecimiento de la fase sólida y en el aumento del
espesor de la capa solidificada, la intercara debe encontrarse a una temperatura Ti tal que Ti <
14
Tf, lo cual garantiza que la velocidad de la reacción líquido – sólido sea mayor a la velocidad de
la reacción de fusión. Esta diferencia de temperaturas Tf – Ti es importante en el proceso de
solidificación de aleaciones y se le conoce como subenfriamiento.
Durante el crecimiento cristalino del frente de solidificación el mecanismo fundamental de
control de la velocidad de enfriamiento, es la remoción del calor latente de fusión. Este calor
liberado calienta el material en los alrededores del frente de solidificación y debe ser removido
del sistema para que se suceda la solidificación de la aleación. El proceso de crecimiento es
morfológicamente inestable y es el causante de la producción de las dendritas, las cuales son la
microestructura más frecuentemente encontrada en piezas obtenidas por procesos de vaciado de
aleaciones. [1,2,11]
3.2.1 Solidificación de Aleaciones
La gran mayoría de las aleaciones utilizadas en ingeniería solidifican bajo un rango de
temperaturas ∆Ts, conocido como rango de temperaturas de solidificación primaria,
a
diferencia de los metales puros que solidifican a una única temperatura Tf. [3,13]
El proceso de solidificación en materiales metálicos y no metálicos se ajusta en gran
medida a la suposición de que se alcanza un completo equilibrio termodinámico en la intercara
durante cada una de las etapas del proceso de solidificación, tanto así, que se puede formar un
amplio gradiente de concentración en el sólido y en el líquido durante la solidificación. Si se
considera en una aleación de composición Co el crecimiento de un cristal con un frente planar
(ver figura 3.4), el equilibrio en la intercara sólido – líquido se puede alcanzar a temperaturas
por debajo de la temperatura de liquidus, TL. Si la solidificación se esta sucediendo a una
temperatura T*, la condición de equilibrio en la intercara requiere que la composición tanto del
líquido como del sólido en la intercara a dicha temperatura sean CL* y CS* respectivamente,
como lo índica el diagrama de fases, figura 3.4 (A). Sin embargo, las composiciones en regiones
15
lejanas a la intercara pueden ser muy diferentes, pero la condición de equilibrio requiere que en
ella las composiciones del líquido y del sólido sean las que predice el diagrama de fases, como se
muestra en la figura 3.4 (B). [11,13]
(A)
Figura 3.4
(B)
Solidificación de una aleación con equilibrio en la intercara líquido –
sólido. (A) Diagrama de Fase; (B) Perfil de concentración a través de la
intercara. [2]
Cuando se describe la solidificación bajo estas condiciones, es conveniente definir el
coeficiente de distribución en el equilibrio:
ko =
C S*
C L*
[ 3.1 ]
En el caso donde las líneas de liquidus y de solidus del diagrama de fases son líneas
rectas, este coeficiente de distribución será constante e independiente de la temperatura para el
intervalo de aleaciones del sistema considerado; puede ser menor que la unidad ko < 1, cuando
el efecto de la adición de soluto conduce a una disminución de la temperatura de liquidus. [1,2]
Para simplificar el estudio de la solidificación de un sistema de aleaciones donde el
coeficiente de distribución en el equilibrio ko < 1, se asume una intercara líquido – sólido planar
que solidifica unidireccionalmente, con lo cual se estudiarán dos casos particulares:
solidificación en equilibrio y solidificación sin difusión en la fase sólida. [2,13]
16
3.2.1.1 Solidificación en Equilibrio
Durante el crecimiento de los cristales, el proceso de solidificación muy pocas veces es lo
suficientemente lento como para aproximarse a la solidificación de equilibrio, sin embargo, es
posible, y resulta cuando:
L2 << DS ⋅ t
[ 3.2 ]
Donde L es la longitud del cristal que crece, DS es el coeficiente de difusividad del soluto
en el sólido, y t es el tiempo. También se debe cumplir la suposición acerca de que exista una
completa difusión en el estado líquido y completa difusión en el estado sólido. [13]
Una vez que se alcanza la temperatura de liquidus, TL, se comienza a formar el primer
sólido, de composición koCo, siendo esta de menor composición de soluto que la inicial para el
líquido. El rechazo de soluto se produce desde el sólido formado hacia la intercara sólido –
líquido, para luego difundirse en el líquido. A medida que continua la solidificación, tanto el
líquido como el sólido se enriquecen de soluto; a la temperatura T* el sólido de composición CS*
se encuentra en equilibrio en la intercara líquido – sólido con un líquido de composición CL*.
Debido a que hay una completa difusión en el sólido y en el líquido, el sólido formado alcanzara
una composición CS = CS* y en el líquido existirá una composición uniforme CL = CL*. [13,14]
La solidificación en equilibrio se caracteriza porque a cualquier temperatura T* durante
la solidificación, la conservación de soluto en la intercara permite determinar la regla de de la
palanca en equilibrio: [13]
X S ⋅ fS + X L ⋅ fL = X o
[ 3.3 ]
Donde las fracciones de sólido, fS, y de líquido, fL, cumplen
fS + fL = 1
[ 3.4 ]
A pesar de la naturaleza de la solidificación de equilibrio, durante el proceso se produce
una sustancial redistribución de soluto, lo que conduce a que el material sea homogéneo
17
solamente antes y después de la solidificación, pero nunca durante el proceso. Es conveniente
hacer énfasis que la difusividad determina la velocidad a la que los átomos se pueden mover en
el sistema considerado; en los metales y aleaciones líquidas, el coeficiente de difusividad, D, es
del orden de 10-5 cm2/s que es mucho mayor que en el sólido a temperaturas justo por debajo de
la temperatura de fusión, 10-8 cm2/s. [1]
3.2.1.2 Solidificación sin difusión en la fase sólida y completa difusión en el líquido
Un caso de mayor interés en la práctica es aquel donde se cumplen todas las
suposiciones realizadas para la solidificación en equilibrio, a excepción que se asume que no hay
difusión en el sólido. Si se considera una aleación de composición Co, al igual que en la
solidificación en equilibrio, el primer sólido formado tiene una composición koCo a la
temperatura de liquidus TL; a medida que sucede la solidificación, el líquido se va enriqueciendo
de soluto, es decir, el sólido que se forma rechaza soluto hacia el líquido, lo cual genera que el
sólido formado a partir de ese líquido tenga una mayor concentración de soluto conforme la
solidificación avanza. Como no hay difusión en el estado sólido, cada capa de sólido formada es
ligeramente más rica en soluto que la anterior, lo que trae como consecuencia la formación de un
perfil creciente de concentración de soluto en el sólido, como se representa en la figura 3.5 (B).
[1,3,11,12]
Al alcanzarse en la intercara líquido – sólido la temperatura T*, se formará un sólido de
composición CS* a partir del líquido de composición CL*, figura 3.5 (A); haciendo un balance de
masa en ese instante, se obtiene: [13]
(C
L
)
− C S* ⋅ dfs = (1 − f S ) ⋅ dC L
[ 3.5 ]
Donde CL es la composición del líquido delante de la intercara. Pero como se asumió
completa difusión en el líquido, entonces se cumple que CL = CL*. Sustituyendo por el coeficiente
de distribución en el equilibrio ko, e integrando desde CS* = koCo, para una fracción solidificada
fs = 0 se tiene que:
18
C S* = k o ⋅ C o ⋅ (1 − f S )
( ko −1)
[ 3.6 ]
También se puede expresar en función de la composición de líquido como:
C L = Co ⋅ f L
( ko −1)
[ 3.7 ]
Las ecuaciones 3.6 y 3.7 corresponden a diferentes expresiones de la ecuación de Scheil,
también llamadas “regla de la palanca de no equilibrio”. Estas ecuaciones describen la
redistribución de soluto en la intercara líquido – sólido durante el crecimiento de cristales en un
amplio intervalo de condiciones experimentales en función de la fracción solidificada, y permite
analizar la microsegregación que se produce durante la solidificación dendrítica. [1,3,13]
(A)
Figura 3.5
(B)
Solidificación de una aleación con equilibrio en la intercara líquido –
sólido sin difusión en el estado sólido. (A) Diagrama de Fase; (B) Perfil
de concentración a través de la intercara. [2]
Otro caso importante de resaltar es cuando hay limitaciones en la difusión de soluto y no
hay convección en el líquido. Aquí el soluto rechazado delante de la intercara es transportado
por difusión, lo cual ocasiona la formación de una capa límite de soluto. Si el cristal es lo
suficientemente largo para que alcance las condiciones de estado estacionario, el sólido que se
forma tiene una composición Co, mientras que para mantener el equilibrio local de la intercara
líquido – sólido, el líquido debe tener una composición Co/ko. Por lo tanto se establece un perfil
de distribución de composición delante de la intercara CL (x´) que se expresa a través de:
19
R
1− k
⋅ x´
−
o
DL
(
)
C x´ = Co ⋅ 1 +
⋅e
ko
*
L
[ 3.8 ]
Donde x´ es la distancia en el líquido a partir de la intercara, DL/R es denominado
distancia característica, es decir, es la distancia a la que la cantidad (CL-Co) cae el valor (1/e) de la
cantidad máxima [(Co/ko)-Co]. [3,11]
3.2.2 Inestabilidad de la Intercara Líquido – Sólida
Uno de los fenómenos que ejerce de fuerza motora y es conducente a la inestabilidad del
frente planar en la intercara líquido – sólido es el subenfriamiento proveniente de la diferencia
de composiciones existentes en el líquido delante de ella, y que constituyen la capa límite. En la
figura 3.6 (A) se observa la acumulación de soluto delante de la intercara sólido – líquido en la
capa límite, como lo describe la ecuación 3.8, lo cual produce un aumento en la temperatura de
liquidus con la distancia; como se aprecia en la figura 3.6 (B), donde también se esquematiza el
perfil lineal del gradiente de temperaturas G tanto en el sólido, GS, como en el líquido GL a partir
de la interfaz. A temperaturas instantáneas menores a las de liquidus se forma un gradiente de
temperaturas delante de la intercara, simultáneamente y debido a un cambio de composición en
la aleación a medida que el sólido cristaliza se genera un gradiente de concentración frente a la
intercara, estos dos gradientes actúan en conjunto para desestabilizar el frente planar, creando
una región de líquido subenfriado delante de la intercara líquido – sólido. A este fenómeno se le
conoce como Subenfriamiento Constitucional, el cual es el responsable de las diferentes
morfologías de crecimiento de la intercara. [1,2,13]
Estas morfologías de crecimiento se explican a través de la relación entre el gradiente de
temperaturas en el líquido, GL, y la velocidad de crecimiento de la intercara líquido – sólido, R.
Donde se establece que el criterio para que no exista subenfriamiento constitucional, es decir,
para que se mantenga un frente planar de crecimiento es: [3]
20
(A)
(B)
Figura 3.6
(A) Perfil de concentración delante de la intercara sólido – líquido;
(B) Distribución de temperaturas en la intercara. [2]
GL − mL ⋅ Co ⋅ (1 − k o )
≥
R
DL ⋅ k o
[ 3.9 ]
En la ecuación anterior, DL, es el coeficiente de difusión de soluto en el líquido, mL es la
pendiente de la línea de liquidus en el diagrama de fases. En presencia de subenfriamiento
constitucional, cualquier formación o protuberancia que se genere en la intercara estará en
contacto con un líquido subenfriado, por lo cual tendera a crecer con distintas morfologías
dependiendo de la magnitud de la relación expresada por la ecuación 3.9. En la figura 3.7 se
indican cómo los valores de la relación GL/R producen cada modo de crecimiento de la intercara
líquido-sólido durante la solidificación. De su observación, se desprende que a medida que los
valores de GL/R disminuyen, la cantidad de subenfriamiento constitucional aumenta, y por
consiguiente, se produce la aparición de una morfología cada vez más inestable. Cada modo de
solidificación produce una microestructura característica que normalmente se denomina
Subestructura de Solidificación, entre ellas se encuentran las siguientes subestructuras: planar,
celular, celular-dendrítico, columnar – dendrítico, equiaxial - dendrítico. [1,3]
21
Figura 3.7
Modos de crecimiento de la intercara líquido – sólido en función de la
relación GL/R1/2. [2]
3.2.2.1 Crecimiento Celular
Este tipo de subestructura de solidificación surge cuando un pronunciado gradiente de
soluto, causado por la distribución en equilibrio de átomos de soluto y de solvente, crea una
acumulación de soluto delante de la interfaz planar, que tiende a desestabilizar ese frente, para
iniciar la presencia de subenfriamiento constitucional. En consecuencia, el efecto solutogradiente de temperaturas es el dominante y crea las oportunidades de desarrollar
protuberancias a partir de ese frente planar, y hacer que sea suavemente ondulado donde las
protrusiones se desarrollan en completas celdas; esas protrusiones van a ser cada vez más
pronunciadas para producir microsegregación.
Una subestructura celular contenida dentro de un solo grano consiste en un arreglo
paralelo, normalmente hexagonal de celdas que están separadas entre sí por bordes de grano de
bajo ángulo, como se esquematizan en la figura 3.8; en presencia de átomos de soluto, estos
bordes responden fácilmente al ataque químico, aún en ausencia de segregación. Las
subestructuras obtenidas también dependen de la orientación cristalográfica.
22
Figura 3.8
Dibujo esquemático de la morfología de la subestructura celular. [1]
La relativamente pequeña cantidad de soluto en aleaciones diluidas con altas relaciones de
GL/R, independiente de la orientación cristalográfica, produce una subestructura regular similar
a la esquematizada en la figura 3.8, donde las celdas inicialmente son el resultado de la difusión
de soluto; sin embargo, la cristalografía ejerce su influencia especialmente a altas velocidades de
crecimiento, donde la dirección celular se desvía de la dirección del flujo calórico hacia la
dirección dendrítica, es decir, <100> para metales cúbicos. [1]
3.2.2.2 Crecimiento Dendrítico de la Intercara Líquido – Sólido
Cuando se incrementan las velocidades de crecimiento, los efectos cristalográficos
empiezan a ejercer influencia y la dirección de crecimiento celular se desvía hacia direcciones
cristalográficas preferenciales de crecimiento, como la <100> para metales cúbicos. De manera
simultánea, la sección transversal de la celda generalmente empieza a desviarse de su previa
geometría circular, debido a efectos cristalográficos para producir una estructura denominada
de rebordes o como cruz maltesa en materiales cúbicos, figura 3.9. Esta figura muestra la
transición de crecimiento celular a crecimiento dendrítico, durante el crecimiento direccional en
un gradiente de temperaturas positivo; solamente bajo estas condiciones las celdas pueden
existir como crecimiento estable, figura 3.9 (A). Cuando la inestabilidad intercelular puede
conducir a formación de celdas dendríticas, se produce el modo de crecimiento celular
dendrítico, figura 3.9 (B). El tipo de crecimiento de la interfaz similar a la figura 3.9 (B) se
23
denomina celular-dendrítico porque es una morfología intermedia entre las celdas regulares y
las dendritas.
(A)
Figura 3.9
(B)
(C)
Dibujo esquemático de la transición entre la subestructura de
crecimiento celular a dendrítica, correspondiendo a las siguientes etapas
de crecimiento: (A) Celular; (B) Celular – dendrítica; (C) Dendrítica. [1]
La porción central de la estructura en la figura 3.9 (C) que está creciendo en
aproximadamente la dirección opuesta a la de extracción del calor, se denomina brazo
dendrítico primario; las protrusiones en forma de rodillos que crecen perpendicularmente a los
brazos dendríticos primarios, se les llama brazos dendríticos secundarios. Es importante tomar
en cuenta que esos brazos corresponden a un mismo grano, debido a que estos últimos han
crecido a partir de un mismo núcleo y tienen la misma orientación cristalográfica. [1,13]
El crecimiento dendrítico es difícil de describir, debido a que en la dirección de
crecimiento, la forma y la cinética de las dendritas están fuertemente afectadas por la anisotropía
de la energía interfacial. Sin embargo, hay estudios que han encontrado algunos parámetros de
importancia para el análisis de las características del crecimiento dendrítico, como son: el
espaciado entre brazos dendríticos primarios λ1, y el espaciado entre brazos dendríticos
secundarios λ2, la longitud de la dendrita y el engrosamiento o embastecimiento de la dendrita
medidos a través del parámetro de embastecimiento dendrítico M, que puede ser usado para
estimar los valores de λ2. [1,2]
24
Estos parámetros son muy importantes de determinar cuando se quiere evaluar la
microestructura de vaciado de piezas y lingotes; debido a que están relacionadas a las
propiedades de servicio alcanzadas por las aleaciones. El tiempo local de solidificación tf, es
definido como el tiempo transcurrido entre el inicio y el final de solidificación en un
determinado punto del sistema; es decir, es el tiempo que transcurre entre la formación de la
punta y de la raíz dendrítica, estando relacionado a las dimensiones de los brazos dendríticos
primarios y secundarios a través de la siguiente relación. [2]
λ = a ⋅ (t f )n
[ 3.10 ]
Donde a es una constante que depende de parámetros como: la energía interfacial en la
intercara sólido – líquido, el coeficiente de difusión de soluto en el líquido DL,, y del intervalo de
enfriamiento en equilibrio de la aleación; el exponente n varía entre 1/3 y 1/2 para los brazos
dendríticos secundarios y toma el valor de 1/2 para los brazos dendríticos primarios.
La medida experimental del espaciado entre brazos dendríticos secundarios λ2, es muy
utilizada al hacer evaluaciones de la solidificación, debido a que a medida que cambia la
temperatura en la aleación, el soluto rechazado en la intercara sólido – líquido es redistribuido
por difusión en los espacios entre los brazos dendríticos secundarios, lo cual conduce a la
microsegregación dendrítica. Este proceso ejerce el control de la microestructura y de la
composición final, así como también de la fracción de eutéctico y de las distintas fases que
precipitan durante la solidificación de la aleación. [1,2]
El espaciado entre brazos dendríticos secundarios λ2 permite describir la finura
microestructural de una pieza vaciada, y debido a que fundamentalmente está determinada por
el tiempo de contacto entre las ramas dendríticas y el líquido, es decir, dependen directamente
de la velocidad de enfriamiento. En la figura 3.10 se puede apreciar como se puede relacionar el
25
espaciado entre brazos dendríticos secundarios con el tiempo local de solidificación. De igual
forma el tiempo local de solidificación esta relacionado con el GR mediante la expresión 3.11.
tf =
∆TS
G⋅R
[ 3.11 ]
Donde ΔTS es el rango de temperaturas de solidificación de no – equilibrio, es decir, la
diferencia de temperaturas (TL-TS) obtenidas experimentalmente; el valor GR corresponde a la
velocidad de enfriamiento (dT/dt) que continuamente se puede determinar cuando se registra la
historia térmica de solidificación mediante las curvas de enfriamiento. [2,13]
Figura 3.10
Relación entre los brazos dendríticos secundarios λ2 y el tiempo local de
solidificación, determinado para una aleación Al-4,5%Cu. [2]
La fuerza motora que lideriza el proceso de embastecimiento entre los brazos dendríticos
secundarios es la diferencia de potencial químico entre dos curvaturas diferentes entre sí, y por
lo tanto, con diferentes energías interfaciales; en consecuencia, el espaciado entre brazos
dendríticos secundarios se relaciona al tiempo local de solidificación a través de la expresión:
λ2 = 5.5 ⋅ (M ⋅ t f )1 / 3
[ 3.12 ]
26
En esta expresión, M es el parámetro de embastecimiento que se obtiene mediante la
ecuación:
Cm
Γ ⋅ DL ⋅ Ln L
Co
M=
mL ⋅ (1 − k o ) ⋅ Co − C Lm
(
)
[ 3.13 ]
Donde Г es el parámetro de Gibbs-Thomson, el cual para aleaciones se aproxima a 10-7
m*K.
Cuando se graba la historia térmica del enfriamiento y de la solidificación de una pieza a la
que se le colocan termopares a diferentes distancias a partir del borde de extracción de calor, el
uso de los datos experimentales hace posible generar gráficas como la de la figura 3.11. En ella,
se representan las temperaturas del liquidus y del solidus en función de la distancia a partir del
borde de extracción de calor para una aleación monofásica; estas gráficas son muy útiles para
determinar parámetros metalúrgicos importantes como son: tiempo local de solidificación e
intervalo de temperaturas de solidificación o intervalo de temperaturas de solidificación de noequilibrio, ΔTS. [1,2,13]
Para cualquier distancia a partir del borde de extracción de calor, la horizontal trazada
permite determinar el tiempo local de solidificación cuando se toma la diferencia entre los
puntos de intercepción con esas dos líneas isotérmicas. El tiempo local de solidificación definido
como el tiempo en una determinada región de una pieza o de un lingote entre el inicio y la
finalización de la solidificación, es inversamente proporcional a la velocidad de enfriamiento,
(dT/dt), en dicha región, este parámetro fuertemente influye sobre aspectos importantes que
conducen a rasgos microestructurales como espaciado entre brazos dendríticos y tamaño de
inclusiones. [1]
27
Figura 3.11
Variación del ancho de banda o zona pastosa para una aleación
monofásica en función del tiempo de solidificación y del espesor
solidificado a partir del borde de extracción de calor. [1]
3.3 Transferencia de Calor en el Estado Líquido
Como se explico anteriormente, las curvas de enfriamiento describen el balance entre la
evolución del calor contenido en la muestra y el calor transferido desde ella hacia sus
alrededores. Sin embargo, este balance de calor puede ser descrito de diferentes maneras,
dependiendo de las condiciones experimentales. Una forma de describir el transporte de calor
desde la muestra hacia los alrededores es suponiendo que éste debe ser igual a la evolución de
calor en la muestra, y es balanceado por la pérdida de capacidad calorífica (dQ/dt), como se
muestra en la siguiente expresión: [8,12,14]
dQ
df
dT
= V ⋅ ρ ⋅Cp ⋅
+ ρ ⋅ ∆H ⋅ s
dt
dt
dt
[ 3.14 ]
Si se quiere realizar el balance hasta un instante justo antes de que se inicie el proceso de
solidificación, es decir, para el enfriamiento del líquido, se tiene que la variación de la fracción
solidificada en función del tiempo sería igual a cero, de manera que la expresión 3.14 quedaría
de la siguiente forma: [8]
28
dQ
dT
= V ⋅ ρ ⋅Cp
dt
dt
[ 3.15 ]
Donde V es el volumen de la muestra, ρ es la densidad del líquido, Cp es la capacidad
calorífica, y dT/dt es la pendiente en cada instante de la curva de enfriamiento, hasta justo antes
de que se inicie la solidificación.
A través de la expresión 3.15 se puede determinar la curva de pérdida de capacidad
calorífica en función del tiempo durante el enfriamiento del líquido. Esta curva representa la
cantidad de calor que libera una cierta cantidad de masa en función del tiempo, cuando no
ocurre ninguna transformación de fase.
El principal mecanismo de transferencia de calor en metales y aleaciones líquidas es por
conducción, el cual se calcula mediante la ley de Fourier, la cual establece que, en una sustancia
homogénea, el flujo de calor local es proporcional a menos el gradiente de temperatura local, es
decir:
dq
dT
=k⋅
dt
dx
[ 3.16 ]
Donde (dq/dt) es la velocidad por unidad de área transversal (perpendicular a la
velocidad) con que se transfiere el calor en la dirección x, dT/dx es el gradiente de temperaturas
en el líquido entre las zonas en consideración, y k es la conductividad térmica de la aleación
líquida. [15,16]
29
CAPÍTULO 4. METODOLOGÍA EXPERIMENTAL
En el presente trabajo se utilizó el lingote solidificado a 0,25 ºC/s en molde refractario,
diseñado para obtener solidificación direccional por Adolfo Castillo
[17]
. El ensayo de
solidificación se ejecutó de la siguiente forma: el molde donde se vació la aleación líquida se
precalentó en el horno junto a la aleación, sin embargo, este fue retirado con anticipación para
instalarle (fuera del horno) 4 termopares para ser ubicados en el eje longitudinal del lingote, de
forma que al momento de realizar el vaciado el molde se encontraba cercano a los 520 ºC
mientras que la aleación líquida a 720 ºC; luego se grabó el proceso de solidificación a través del
sistema adquisidor modificado para 4 termopares. [9]
4.1 Caracterización del material a trabajar
A partir del lingote solidificado se extrajo viruta de diferentes zonas del lingote, de forma
tal que se hizo un barrido longitudinal y radial sobre el mismo, con la finalidad de obtener una
muestra representativa de la aleación.
El análisis químico realizado se hizo por el método de absorción atómica, el cual arrojo los
siguientes resultados:
Tabla 4.1 Composición química de la aleación en estudio.
Elementos
w/o
Cu
0,01
Zn
0,01
Fe
0,55
Si
0,37
Al
Balance
30
4.2 Obtención de la geometría del lingote y la ubicación de los 4 termopares
Debido a la importancia de conocer tanto las dimensiones del lingote como la ubicación
de los 4 termopares, se procedió a tomar las medidas de los mismos. Para ello, dado la dificultad
de efectuar mediciones directamente sobre el lingote, se realizó un procedimiento el cual
consistió en la digitalización del lingote, para luego mediante el software Autocad 2004 acotar
todas las medidas necesarias.
Las dimensiones obtenidas (en mm) fueron las que se muestran a continuación.
Vista Frontal. Se señalan las dimensiones
acotadas a través del AutoCad 2004.
Figura 4.1
Vista Superior. Las líneas punteadas
señalan la posición de los 4 termopares
Dimensiones del lingote y ubicación de los 4 termopares. Obtenidas a
partir de la digitalización y procesamiento de la imagen en el software
Autocad 2004.
31
4.3 Nomenclatura utilizada para los termopares y las diferentes zonas de estudio en el lingote
Debido a la gran cantidad de termopares ubicados en el lingote y las diferentes zonas
delimitadas por dichos termopares, las cuales son objeto de estudio en este trabajo, se hace
necesario proporcionar la terminología en la cual serán nombrados cada uno de ellos, de forma
de facilitar el entendimiento de los resultados obtenidos y la discusión de los mismos.
A continuación se muestra la nomenclatura utilizada para cada uno de los 4 termopares y
se indican las tres zonas de estudio en el lingote, las cuales están delimitadas por termopares
consecutivos.
Superficie en contacto con el aire
Termopar Superior (Ts)
Zona I
Termopar Medio Superior (Tms)
Zona II
Termopar Medio Inferior (Tmi)
Zona III
Termopar Inferior (Ti)
Base del Lingote
Figura 4.2
Nomenclatura utilizada para cada uno de los 4 termopares y las
diferentes zonas de estudio en el lingote.
32
4.4 Cortes realizados al lingote para el estudio macro y microestructural
Con la finalidad de realizar el estudio de la macro y microestructura, se realizaron diversos
cortes al lingote de manera de dejar expuesta las superficies de interés. Estas se muestran en la
siguiente figura.
(A)
(B)
Superficie para el estudio
de la Macroestructura
Superficies para el estudio
de la Microestructura
(C)
Figura 4.3
(D)
Cortes realizados al lingote de manera de dejar expuesta las superficies
de interés para el estudio de la macroestructura y la microestructura.
Posteriormente se prepararon metalograficamente cada una de las superficies y se
atacaron químicamente mediante el uso de los reactivos que se muestran en la tabla 4.2. La
microestructura se resolvió utilizando microscopía óptica a 100 aumentos y la macroestructura
se digitalizó utilizando un scanner AGFA SnapScan, de forma de poder realizar ampliaciones
que permitan apreciar en mejor forma la macroestructura.
33
Tabla 4.2 Reactivos utilizados para el ataque químico de las muestras. [18]
Reactivo
Microestructura
HF
Macroestructura
Poulton´s
reagent
Composición
1 mL HF (48%),
200 mL H2O
12 mL HCl(conc),
6 mL HNO3 conc),
1 mL HF (48%),
1 mL H2O
Modo de Uso
Inmersión entre
30 y 45 s
Inmersión
rápida y luego
abundante
agua a
temperatura
ambiente
Para la toma de las fotomicrografías se realizó un barrido metalográfico de forma tal que se
tomaron tres fotomicrografías cada 2 mm, estando estas a la misma distancia, medida desde el
borde de extracción de calor. De esta manera se completo el barrido y se tomaron 27
fotomicrografías (a 100 aumentos) en cada sección transversal del lingote donde estaba ubicado
un termopar, sumando un total de 108 fotomicrografías.
4.5 Suavización de los datos experimentales
A partir de los 20000 datos de temperatura – tiempo registrados a una frecuencia de
adquisición de 5 datos por segundo para cada termopar, se pueden construir las curvas de
enfriamiento para cada uno de ellos, sin embargo, debido a las fluctuaciones que poseen los
datos experimentales se producen gráficas de apreciable dispersión donde identificar puntos se
hace muy complejo.
Las fluctuaciones existentes en las curvas de enfriamiento se ven amplificadas cuando se
calculan las curvas de velocidades de enfriamiento, es decir, las curvas de las derivadas de la
temperatura con respecto al tiempo; esta amplificación de las fluctuaciones en los cambios de
pendientes en las curvas de enfriamiento hace muy difícil apreciar alguna tendencia o
34
comportamiento de ella, al igual que en todas las curvas que se generan que dependen directa o
indirectamente de los datos experimentales registrados a través de los 4 termopares.
De manera de poder identificar los eventos importantes del proceso de solidificación y
tener una mayor precisión en el procesamiento matemático de los datos experimentales, se hace
necesario remover la gran dispersión que existe entre ellos, causada por errores casuales
conocidos como ruido, generados durante la adquisición
suavización desarrollado por Savitzky y Golay
[19]
[19]
. Para ello se utilizó un método de
y validado por Suinaga
[20]
, el cual se basa en
la aplicación de un modelamiento matemático simplificado de mínimos cuadrados. [19]
Utilizando el software Matlab 6.5 se escribió un programa el cual utiliza la función de
suavización basada en el método de Savitzky y Golay
[19]
que viene incorporada en dicho
software (ver Apéndice B). Para ello es necesario especificar al programa el número de puntos a
convolucionar (m) y el grado del polinomio por el cual se realizará el ajuste (n). Estos dos
parámetros son de suma importancia ya que de ellos dependerá obtener una adecuada
suavización de manera de no degradar la tendencia general de los datos experimentales. Para
facilitar la escogencia de estos parámetros, se diseñó una metodología que consistió en realizar
variaciones tanto en el grado del polinomio (n) como en el número de puntos a convolucionar
(m), estudiando la influencia de dichos parámetros en la curva de enfriamiento y en la de
velocidad de enfriamiento del termopar inferior (Ti), que se toma como base. Se seleccionaron
estas dos curvas debido a que todo el procesamiento matemático realizado posteriormente y las
curvas generadas a partir de ellas, dependen siempre de alguna de sus magnitudes, por lo que
los comportamientos de las curvas generadas son aproximadamente similares a los mostrados
en las curvas de enfriamiento y de velocidades de enfriamiento.
La metodología utilizada para la selección de los parámetros de suavización “n” y “m” se
basó en fijar el grado del polinomio (n), y realizar variaciones en el número de puntos a
convolucionar (m); posteriormente se fijó este último y se efectuaron variaciones en el grado del
polinomio. Las diferentes combinaciones de “n” y “m” efectuadas se muestran en la tabla 4.3,
35
sumando un total de 40 suavizaciones realizadas al termopar inferior (Ti). A partir de los
resultados obtenidos de estas suavizaciones fue posible determinar los valores adecuados del
orden del polinomio (n) y el número de puntos a convolucionar (m) para suavizar los datos
experimentales, así como los obtenidos mediante procesamiento matemático.
Tabla 4.3 Suavizaciones realizadas sobre las curvas de enfriamiento y de velocidad de enfriamiento en
el termopar inferior (Ti), utilizadas para la selección de los parámetros de suavización “n” y “m”.
Pruebas
1
2
3
4
5
6
Grado del Polinomio (n)
n=1
n=3
n=5
n=7
n=9
n = 1, 2, 3, 4, 5, 6, 7, 8, 9, 10
Número de puntos a convolucionar (m)
m = 10, 12, 14, 16, 18, 20
m = 10, 12, 14, 16, 18, 20
m = 10, 12, 14, 16, 18, 20
m = 10, 12, 14, 16, 18, 20
m = 10, 12, 14, 16, 18, 20
m = 20
A partir de efectuar las diferentes combinaciones de los parámetros de suavización
mostradas en la tabla 4.3, se seleccionaron las parejas de valores de “n” y “m” reportadas en la
tabla 4.4. En la tabla 4.5 se señala el número de suavizaciones y los parámetros utilizados para
las curvas donde se hizo necesario la aplicación del programa de suavización.
Tabla 4.4 Valores seleccionados para los parámetros de suavización.
Tipo de Curva
Grado del Polinomio (n)
Número de puntos a convolucionar
(m)
Enfriamiento
3
20
Velocidad de
enfriamiento
1
20
Tabla 4.5 Número de suavizaciones y parámetros utilizados para cada una de las curvas donde se hizo
necesario la aplicación del programa de suavización.
Curvas Suavizadas
Número de
Suavizaciones
Número de datos
convolucionados (m)
Grado del
polinomio (n)
Enfriamiento
4
20
3
Velocidad de enfriamiento
4
20
1
Diferencia de temperaturas
4
20
1
36
4.6 Generación de la línea base o curva cero
La generación de la línea base o curva cero se realizó estableciendo una interpolación de
los datos que pertenecen a las zonas líquida y sólida en las curvas de la velocidad de
enfriamiento, es decir, se utilizaron los datos de la región de la curva donde no hay evolución de
calor producido por la solidificación
[6,7,12]
. Ella representa el comportamiento que presentaría la
aleación si no existiera la evolución del calor latente de solidificación.
La interpolación de los datos de la región líquida y la región sólida se realizó mediante la
función “línea de tendencia polinomial” del programa Excel, que ajusta una función polinómica
a un conjunto de datos mediante el principio de mínimos cuadrados, determinando los
coeficientes de la función g(x) y minimizando las discrepancias entre la función determinada y
los puntos de datos
[10,21,22]
. Para determinar el grado del polinomio (n) que mejor se ajusta a los
datos experimentales, se realizaron variaciones del grado del polinomio desde n = 1 hasta n = 6
para el termopar inferior (Ti). De esta manera se determino que el grado de polinomio 2 era el
que lograba un mejor ajuste, representando en gran medida el fenómeno físico en estudio. Para
corroborar el método de mínimos cuadrados que se realizó en el software Excel 2004 se realizó el
mismo procedimiento anteriormente descrito en el software Matlab 6.5, obteniéndose resultados
similares.
4.7 Obtención de las curvas generales para todo el ensayo
4.7.1 Curvas de Enfriamiento
Para la construcción de las curvas de enfriamiento se realizaron gráficas de temperatura
vs. tiempo para cada uno de los 4 termopares, luego, estas gráficas fueron sometidas a 4
procesos de suavización, utilizando en cada uno de estos casos un número de puntos a
convolucionar de 20 y un grado de polinomio de 3 (tabla 4.5).
37
4.7.2 Curvas de velocidad de enfriamiento
En principio, se determinó utilizando la ecuación 4.1 el valor puntual de la derivada en
cada instante de tiempo registrado para el ensayo.
Ti − Ti −1
dT
=
t i − t i −1
dt i
[ 4.1 ]
Posteriormente, se construyeron las gráficas derivada vs. tiempo para cada uno de los
termopares. Finalmente, estas gráficas fueron sometidas a 4 procesos de suavización, utilizando
en cada uno de estos casos un número de puntos a convolucionar de 20 y un grado de
polinomio de 1.
4.7.3 Curvas de diferencias de temperaturas
Se calculó el valor de la diferencia de temperatura para cada instante de tiempo de ensayo,
según la ecuación 4.2.
(∆T )i
= Ti − Tmi
[ 4.2 ]
El subíndice i representa, a manera de ejemplo al termopar inferior, y el mi al medio
inferior, sin embargo, estos valores dependen de los termopares que compongan la zona en que
se quiera calcular las diferencias de temperaturas. En la ecuación 4.2 se coloca a modo de
ejemplo el cálculo para la zona III, que esta compuesta por los termopares inferior y medio
inferior (figura 4.2), sin embargo, este procedimiento se realizó para las tres zonas en estudio.
Una vez obtenido los valores de diferencias de temperaturas, se procedió a graficar dichos
valores en función del tiempo transcurrido de ensayo. Finalmente fueron sometidas a 4 procesos
de suavización utilizando un número convolucionador de 20 y 3 como grado del polinomio.
Este procedimiento se realizo para cada uno de los termopares.
38
4.8 Criterios para la identificación de los eventos importantes del proceso de solidificación
Una vez construidas las gráficas básicas para todo el ensayo se procedió a identificar los
puntos (t,T) donde ocurre la nucleación, el inicio y final de solidificación, el punto de coherencia
dendrítica, y la reacción eutéctica. Para ello se utilizaron los siguientes criterios:
4.8.1 Temperatura de nucleación, Tn.
Esta temperatura define el instante en el cual sucede la formación de la fase sólida en el
líquido que esta solidificando. Ella se determina a partir del punto en el cual la derivada de la
temperatura registrada por el termopar inferior cambia bruscamente su comportamiento basal.
[1,6,23]
.
4.8.2 Temperatura de liquidus, TL.
Es la temperatura a la cual en la aleación utilizada pueden coexistir en equilibrio dinámico
la fase líquida y la fase sólida. Esta corresponde a un punto sobre la línea de liquidus en el
diagrama de fases correspondiente a la aleación. Ella se determina a partir del punto en el cual la
derivada de la temperatura registrada en el termopar inferior (Ti), medio inferior (Tmi), medio
superior (Tms) y superior (Ts) cambia bruscamente su comportamiento basal. Es importante
señalar que según el criterio establecido en este trabajo para el análisis térmico utilizando 4
termopares ubicados en el eje longitudinal del lingote, en el termopar inferior la temperatura de
liquidus será la misma que la temperatura de nucleación en dicho termopar. [1,6]
4.8.3 Inicio y final de solidificación
El inicio de la solidificación se define cuando el sistema alcanza la temperatura de liquidus,
TL, es decir cuando la curva derivada de la temperatura en cada uno de los termopares cambia
bruscamente de su comportamiento basal, como se muestra en la figura 4.4 (A); mientras que el
final de la solidificación viene dado por el punto en el cual el comportamiento basal coincide con
la curva derivada generada, figura 4.4 (B). También el inicio de la solidificación se puede
identificar a partir de las curvas de diferencia de temperaturas entre termopares, ya que una vez
39
que se sucede el inicio de la solidificación se producirá el primer cambio brusco de las
pendientes de las curvas de diferencias de temperaturas. [6,12,22]
dT/dt
dT/dt
Línea
Línea base
Inicio de la
solidificación
Fin de la
solidificación
(A)
Figura 4.4
(B)
Esquema de los criterios utilizados para definir el inicio y el final del
proceso de solidificación. [12,22]
4.8.4 Punto de coherencia dendrítica, Pcd.
El instante en el cual se alcanza la coherencia dendrítica en cada zona del lingote se
determina a partir de las curvas de diferencia de temperaturas para las diferentes zonas en
estudio (figura 4.2), y es definido como el primer mínimo que ocurre en las diferencias de
temperaturas cuando estas son de signo negativo; sí por el contrario las diferencias de
temperaturas son de signo positivo el punto de coherencia dendrítica estará representado en el
primer máximo que se obtenga en dichas curvas, teniendo en consideración, en ambos casos,
que el primer mínimo o el primer máximo, respectivamente, se refiere a después de iniciada la
solidificación, ya que en las curvas de diferencia de temperaturas el primer cambio brusco de
pendiente se debe a la nucleación de la fase primaria. [1,6]
4.8.5 Temperatura de reacción eutéctica, TE..
La temperatura a la cual sucede la reacción eutéctica es aquella que produce un segundo
cambio brusco de pendiente en la curva de velocidad de enfriamiento, una vez iniciada la
solidificación. [6]
40
4.9 Obtención de las curvas para el análisis de la transferencia de calor en el líquido
Los datos utilizados para las curvas correspondientes al enfriamiento del líquido son
tomados desde que se inicia el ensayo hasta un instante antes que se inicie la solidificación.
4.9.1 Gradiente de temperaturas, GL
Se construyeron los gradientes de temperatura para las diferentes zonas de estudio en el
lingote (ver figura 4.2). Para ello se utilizó la ecuación 4.3; en ella se muestra a modo de ejemplo
el cálculo del gradiente de temperatura para la zona delimitada por el termopar inferior y el
medio inferior, Gi > mi, sin embargo, en forma similar se calcularon para las otras zonas, sólo con
la diferencia de sustituir las temperaturas y la distancia entre los termopares que delimitan la
zona de interés, las cuales se reportan en la figura 4.1
Gi →mi =
Ti − Tmi
x
[ 4.3 ]
Donde Ti es la temperatura en el termopar inferior; Tmi la temperatura en el termopar
medio inferior; x representa la distancia entre los dos termopares en cuestión. Luego de
calculado los gradientes de temperatura para las diversas zonas de interés, se graficaron en
función del tiempo de enfriamiento en estado líquido.
4.9.2 Velocidad de Extracción de Calor, dq/dt.
A partir de la ecuación 3.16 se determinó la transferencia de calor por conducción para las
diferentes zonas en estudio del lingote (figura 4.2). Posteriormente estos valores de velocidad de
extracción de calor se graficaron para cada instante de tiempo durante el enfriamiento en estado
líquido. Las propiedades termofísicas utilizadas para la determinación de la velocidad de
extracción de calor (dq/dt) se reportan en la tabla 4.6.
4.9.3 Pérdida de Capacidad Calorífica, dQ/dt.
La cantidad de calor evolucionado (dQ/dt) por la masa contenida en cada una de las zonas
en estudio del lingote (figura 4.2) se calcularon a través de la ecuación 3.15. En ella el término de
la velocidad de enfriamiento (dT/dt) se toma como el promedio para cada instante entre los dos
termopares que conforman la zona en estudio. Luego de calculados los valores se procedió a
41
graficar estos en función del tiempo de enfriamiento en estado líquido. Las propiedades
termofísicas utilizadas para el cálculo de la pérdida de capacidad calorífica se muestran en la
tabla 4.6.
Tabla 4.6 Propiedades termofísicas para el Aluminio comercialmente puro en estado líquido, utilizadas
para el cálculo de la velocidad de extracción de calor y la pérdida de capacidad calorífica. [13,15]
Propiedad
Conductividad Térmica (k)
Capacidad Calorífica(Cp)
Densidad (ρ)
Valor
0,57 cal / (cm ºC s)
0,22 cal / (g ºC)
2,7 g / cm 3
4.10 Obtención de las curvas para el análisis de la solidificación primaria
Los datos utilizados para las curvas correspondientes a la solidificación primaria son
tomados desde que se inicia la solidificación en el termopar inferior hasta que todos los
termopares han alcanzado la solidificación primaria.
4.10.1 Fracción Sólida (fs) y Velocidad Fraccional (dfs/dt)
La evolución de la fracción solidificada de fase aluminio α (fase primaria) durante la
solidificación se determinó mediante dos métodos. Primero, según la ecuación de Scheil, donde
a partir de ella se grafica la cantidad de fracción solidificada en función del tiempo de
solidificación [2]. El segundo método, fue a partir de la evolución de calor desde la muestra hacia
la intercara metal molde, el cual fue propuesto por Tamminen [12] .
4.10.1.1 Método de Scheil
A partir de la ecuación de Scheil, ecuación 3.6, sustituyendo las composiciones por las
temperaturas, mediante el uso de la ecuación de la regla de la palanca, ecuación 3.1, se puede
deducir una ecuación muy simple y única que depende de la temperatura, fS (T), la cual es una
útil herramienta para el modelamiento macroscópico de la solidificación, como una primera
aproximación para evaluar la evolución de la fracción solidificada y de la velocidad fraccional.
42
T f − T *
(
)
fS T = 1−
T f − TL
−
1
1− k o
[ 4.4 ]
De esta ecuación, derivando con respecto a la temperatura (dfs/dT) se obtiene:
df s (T )
1
=
dT
1 − ko
T f − T
⋅
T f − TL
*
2 + ko
k o −1
1
⋅
TL − T f
[ 4.5 ]
Esta expresión (Ecuación 4.5) es de gran utilidad para predecir la microestructura en
aleaciones binarias vaciadas. [2]
A partir de la ecuación 4.5 se deduce la velocidad fraccional (dfS/dt), ya que
df S df S dT df S
=
⋅
=
dt
dT dt
dt
[ 4.6 ]
Una vez obtenida la fracción sólida calculada mediante la ecuación 4.4, se gráfica la
fracción solidificada en función del tiempo, tomando en consideración que para cada
temperatura donde fue calculada la fracción sólida, se conoce a que instante pertenece, lo que es
equivalente a que se tuviera una ecuación que relacionara la temperatura con el tiempo,
permitiendo construir las graficas de fracción sólida (fS) y velocidad fraccional (dfs/dt) en
función del tiempo de solidificación, junto a las gráficas obtenidas por el método de Scheil.
4.10.1.2 Modelamiento de Tamminen
A partir de la línea base o curva cero se puede obtener la fracción sólida (fS) y la velocidad
fraccional (dfS/dt) de formación de la fase primaria en función del tiempo de solidificación,
utilizando el modelamiento propuesto por Tamminen
[12]
. Este método se basa en la ecuación
3.14 la cual describe el balance de calor evolucionado por la muestra durante el enfriamiento de
la aleación, y a través de ella, Tamminen obtiene la siguiente relación:
fS =
t
1
dT (t )
⋅ ∑ C p ⋅ ∆
⋅ ∆t
∆H t =0
dt
[ 4.7 ]
43
En donde Δ(dT(t)/dt) es la diferencia entre la curva de velocidad de enfriamiento y la
curva cero, en cada instante durante la solidificación. La capacidad calorífica se puede expresar
de la siguiente manera: [12]
C p = f S ⋅ C pS + (1 − f S ) ⋅ C pL
[ 4.8 ]
Los valores de CpS y CpL corresponden a los calores específicos del sólido y del líquido
respectivamente; se asume que Cp es el calor específico del aluminio puro ya que la fase
primaria que solidifica esta conformada por una solución sólida de aluminio. Las propiedades
físicas utilizadas en la ecuación 4.7 y 4.8 para el desarrollo del método de Tamminen se reportan
en la tabla 4.7
Tabla 4.7 Propiedades físicas utilizadas para el cálculo de la fracción solidificada (fS) y la velocidad
fraccional (dfS/dt) por el método de Tamminen.
ΔH (J/mol) Aluminio
10470
Cp (J/ºC.mol) Aluminio Líquido
29,30
Cp (J/ºC.mol) Aluminio Sólido
4,19(4,94+2,96e-3(T+273)
Como se observa en la ecuación 4.8, el Cp depende de la fracción solidificada, para lo cual
se realizó una aproximación inicial en la que se supone que el Cp varía linealmente según la
ecuación: [12,16]
fS =
t
∆t S
[ 4.9 ]
Donde ΔtS es el intervalo de tiempo de solidificación primaria.
Luego de obtener estos valores, se sustituyen en la ecuación 4.7 para calcular la fracción
solidificada. Posteriormente se derivó dicha ecuación con respecto al tiempo (punto a punto en
los datos experimentales) para obtener la velocidad fraccional (dfS/dt) de formación de fase
primaria.
4.10.2 Subenfriamiento constitucional
Con la finalidad de determinar las condiciones de subenfriamiento constitucional delante
de la intercara en cada una de las zonas en estudio, se determinó la relación de GL/R utilizando
44
la ecuación 3.9 en cada una de dichas zonas. Para ello es necesario determinar la velocidad de
avance de la intercara, R, la cual se calcula igualando:
dT
dt
dT
GL ⋅ R =
→R=
GL
dt
[ 4.10 ]
Considerando que la velocidad de enfriamiento (dT/dt) y el gradiente de temperaturas
delante de la intercara sólido – líquido (GL) han sido determinados previamente a partir de los
datos experimentales. El lado derecho de la ecuación 3.9 representa la condición límite para
determinar si se establecieron las condiciones de subenfriamiento constitucional durante la
solidificación primaria. Para el cálculo de este valor se utilizan los parámetros reportados en la
tabla 4.8.
Tabla 4.8 Parámetros utilizados para el cálculo del valor crítico para que ocurra subenfriamiento
constitucional. [24]
Propiedad
Pendiente de la línea de liquidus en
el sistema Al-Si (mL)
Coeficiente de distribución en el
equilibrio en el sistema Al-Si (ko)
Difusividad del Si en el Al (DL)
- 8,26
0,13
1x10-5 cm2/s
4.11 Determinación de la fracción volumétrica de fases
Para evaluar cuantitativamente las fotomicrografías obtenidas a partir del análisis
microestructural, se procedió a realizar análisis estereológico para la determinación del
porcentaje de fases, siguiendo el método de conteo de puntos Pp, donde se determina la cantidad
de puntos (nodos) que coinciden con el rasgo microestructural de interés (fase primaria), en una
rejilla de 39x39 cuadriculas; cada una de las cuadriculas tiene un área de 1 mm2; este valor se
divide entre el número total de puntos presentes en la rejilla. Si un punto de la rejilla coincide
con un borde de grano de la fotomicrografía, es contado como un medio punto (1/2). La relación
que expresa la fracción volumétrica de la fase en estudio viene dada por:
45
%α p =
∑ Pα ⋅100
PT
[ 4.11 ]
Donde Pα es el número de puntos que caen dentro de la fase de interés (α), PT es el
número total de puntos de la cuadricula, y %αp es el porcentaje en peso de la fase primaria de
aluminio. [2,25]
4.12 Cálculo del parámetro de retrodifusión
Cuando se utiliza el modelo de Scheil modificado que toma en cuenta la difusión en el
estado sólido, el cual permite determinar las concentraciones de soluto en equilibrio en la
interfaz líquido – sólido, tanto en el líquido como en el sólido, a cada temperatura, CL(T), CS(T) y
la fracción sólida fs(T) dada por la ecuación 4.4, es fundamental la utilización del parámetro
adimensional de Fourier α que representa la retrodifusión en el estado sólido, y viene dado por:
α=
4 ⋅ DS ⋅ t f
λ2 2
[ 4.12 ]
A partir de la ecuación 4.12 se calculó el parámetro de retrodifusión para cada termopar,
ya que el tiempo local de solidificación (tf) se obtiene a partir de los puntos (t,T) para el inicio y
final de solidificación, identificados en las curvas de velocidad de enfriamiento; el espaciado
entre brazos dendríticos se calcula introduciendo el tiempo local de solidificación de cada
termopar en las correlaciones experimentales presentadas en la figura 3.10. [2]
46
CAPÍTULO 5. RESULTADOS
A continuación se presentan los resultados obtenidos del análisis térmico con 4
termopares efectuados a la aleación Al - 0,55%Fe - 0,37%Si - 0,01%Cu - 0,01%Zn. Estos
resultados se organizan en cuatro secciones, entre las cuales se encuentran la suavización de
datos experimentales, las curvas generales para todo el ensayo, las curvas para el enfriamiento
del líquido y las curvas obtenidas para el proceso de solidificación. Posteriormente se muestran
fotografías correspondientes a la macroestructura del lingote en su sección longitudinal y
fotomicrografías representativas de la sección transversal donde se encontraba cada termopar.
5.1 Suavización de datos experimentales
Una vez adquiridos los datos de temperatura – tiempo para cada uno de los 4 termopares,
se procedió a construir las curvas de enfriamiento para cada uno de ellos, las cuales se presentan
en la figura 5.1 (A). Debido a la gran cantidad de fluctuaciones que muestran los datos
experimentales se producen curvas de una apreciable dispersión. Tomando como base la curva
del termopar inferior (Ti), se presenta en la figura 5.1 (B) una ampliación de los primeros 1000
segundos de ensayo, de forma que se que se pueda observar en más detalle la gran dispersión
que sufren los datos experimentales. Las curvas de enfriamiento sin suavizar para los otros
termopares presentan un ancho de banda de las fluctuaciones similar al mostrado para el
termopar inferior (Ti).
.
47
(A)
(A)
(B)
Figura 5.1
(A) Curvas de enfriamiento sin suavizar para los 4 termopares durante
todo el tiempo de ensayo; (B) Ampliación de la curva de enfriamiento
del termopar inferior (Ti) durante los primeros 1000 segundos.
Para producir un mejoramiento de la información experimental obtenida se sometieron las
curvas de enfriamiento y de velocidad de enfriamiento a múltiples procesos de suavización,
utilizando un programa escrito en el software Matlab 6.5, desarrollado para este trabajo, el cual
utiliza el método de suavización de Savitzky y Golay. Para la escogencia de los parámetros de
suavización requeridos para ser introducidos al programa antes de efectuar cada proceso de
suavización, se estudió el efecto de cada uno de ellos, es decir, del número de puntos a
convolucionar (m), figura 5.2 y del grado del polinomio convolucionador (n), figura 5.3. En las
figuras 5.2 (A) y 5.3 (A) se muestran las curvas producto de las diferentes suavizaciones para
todo el tiempo de ensayo, sin embargo, debido a problemas de escala no se pueden apreciar los
48
efectos de los parámetros de suavización, por lo que se realiza una ampliación de los primeros 5
segundos de ensayo en cada una de ellas, figura 5.2 (B) y 5.3 (B) respectivamente.
(A)
Figura 5.2
Curvas de enfriamiento del termopar inferior (Ti) utilizando n = 3 y m
variable entre 10 y 20. En ella se muestran diferentes ampliaciones de
manera de poder apreciar el efecto del número de puntos
convolucionados (m) sobre la suavización.
(A)
Figura 5.3
(B)
Curvas de enfriamiento del termopar inferior (Ti) utilizando m = 20 y n
variable entre 1 y 10. En ella se muestran diferentes ampliaciones de
manera de poder apreciar el efecto del grado del polinomio (n) sobre la
suavización.
(B)
49
5.2 Curvas generales obtenidas para todo el ensayo
A partir de la suavización de las curvas de enfriamiento y de velocidad de enfriamiento
para los 4 termopares, se construyeron una serie de curvas que permiten tener una visión
general del ensayo, así como también permiten identificar los eventos importantes del proceso
de solidificación.
Las curvas de enfriamiento (T vs. t) para los 4 termopares se muestran a continuación, en
ella se señala las regiones A, B, C y D. Cada una de estas regiones comprende fenómenos de
naturaleza diferente que suceden durante el enfriamiento de la aleación desde el estado líquido,
donde A representa el enfriamiento en estado líquido; B el proceso de formación y crecimiento
de la fase primaria; C la formación y crecimiento de productos de reacción eutéctica y D el
enfriamiento en estado sólido.
A
B
C
D
Figura 5.4
Curvas de enfriamiento para los 4 termopares ubicados en el lingote.
En ella se señalan las regiones A, B, C y D las cuales corresponden a lo
siguiente: A.- Enfriamiento en estado líquido; B.- Formación y
crecimiento de la fase primaria; C.- Formación y crecimiento del
eutéctico; D.- Enfriamiento en estado sólido.
50
Debido a la dificultad que se encuentra para identificar los puntos que delimitan cada una
de las regiones señaladas en las curvas de enfriamiento, es necesario determinar las curvas de
velocidad de enfriamiento, es decir, las curvas derivadas de la temperatura en función del
tiempo (dT/dt vs. t), ya que estas permiten apreciar los cambios de pendiente que ocurren en
cada instante del ensayo. En las figuras de la 5.5 a la 5.8 se presentan las curvas de velocidad de
enfriamiento y las curvas ceros para cada uno de los 4 termopares, en ella se señalan los puntos
1, 2 y 3, donde 1 representa el instante donde la curva derivada se desvía del comportamiento
basal, en ese punto se alcanza la temperatura de liquidus, que para efectos de este trabajo va a
ser considerada igual a la temperatura de nucleación; 2 muestra el instante en que ocurre un
incremento en los valores de la curva derivada, posterior al tiempo en que se alcanza la
temperatura de liquidus, este representa el instante donde sucede la
finalización de la
solidificación primaria y el inicio de la reacción eutéctica; 3 representa el final de la
solidificación, el cual ocurre en el momento en que la curva derivada es cortada por la tangente
trazada a esta curva, en un punto donde se ha estabilizado la curva derivada.
B
C
D
2
A
1
Figura 5.5
3
Curva de velocidad de enfriamiento y línea base para el termopar
inferior (Ti). Los puntos 1, 2, 3 corresponden a lo siguiente: 1.- Instante
en que se alcanza la temperatura de liquidus; 2.- Finalización de la
solidificación primaria e inicio de la reacción eutéctica; 3.- Final de la
solidificación. Las regiones señalas con las letras A, B, C y D son las
mismas que se muestran en la figura 5.4.
51
B
C
D
2
A
1
Figura 5.6
3
Curva de velocidad de enfriamiento y línea base para el termopar medio
inferior (Tmi). Los puntos 1, 2, 3 corresponden a lo siguiente: 1.Instante en que se alcanza la temperatura de liquidus; 2.- Finalización
de la solidificación primaria e inicio de la reacción eutéctica; 3.- Final de
la solidificación. Las regiones señalas con las letras A, B, C y D son las
mismas que se muestran en la figura 5.4.
B
C
2
A
1
Figura 5.7
D
3
Curva de velocidad de enfriamiento y línea base para el termopar medio
superior (Tms). Los puntos 1, 2, 3 corresponden a lo siguiente: 1.Instante en que se alcanza la temperatura de liquidus; 2.- Finalización
de la solidificación primaria e inicio de la reacción eutéctica; 3.- Final de
la solidificación. Las regiones señalas con las letras A, B, C y D son las
mismas que se muestran en la figura 5.4.
52
B
C
D
A
2
1
3
Figura 5.8
Curva de velocidad de enfriamiento y línea base para el termopar
superior (Ts). Los puntos 1, 2, 3 corresponden a lo siguiente: 1.- Instante
en que se alcanza la temperatura de liquidus; 2.- Finalización de la
solidificación primaria e inicio de la reacción eutéctica; 3.- Final de la
solidificación. Las regiones señalas con las letras A, B, C y D son las
mismas que se muestran en la figura 5.4.
En la figura 5.9 se presentan las curvas de diferencias de temperaturas para las 3 zonas en
estudio del lingote, estas son las delimitadas por dos termopares consecutivos, las cuales se
denominan: Zona I, entre los termopares medio superior y superior; Zona II, entre los
termopares medio inferior y medio superior y Zona III entre los termopares inferior y medio
inferior. Estas zonas se encuentran señaladas en la figura 4.2. El orden en que se efectuó la
sustracción para obtener las diferencias de temperaturas es el mismo como fueron nombrados
anteriormente. La importancia de la obtención de estas curvas es que aportan información sobre
el inicio de la fase primaria, que se determina al tomar en cuenta el primer cambio brusco de
pendiente, el cual produce un cambio significativo en el comportamiento de las curvas; también
se puede obtener información del final de la transformación líquido-sólido, la cual corresponde
al punto donde la curva estabiliza su comportamiento hasta el final del ensayo. Otro parámetro
importante que se obtiene a partir de estas curvas es el punto de coherencia dendrítica, en donde
se completa la formación de la red dendrítica primaria y se denota como tcd, este punto se
identifica como el primer máximo para gradientes positivos y como el primer mínimo para el
caso de gradientes negativos en las curvas de diferencias de temperaturas, después de iniciada
la solidificación.
53
Final de solidificación primaria
Coherencia dendrítica (tcd)
Final de solidificación
B
C
A
Inicio de solidificación
Figura 5.9
Curvas de diferencias de temperaturas para las tres zonas en estudio. En
ellas se muestra los puntos de inicio y final de solidificación primaria,
así como también la finalización de la solidificación y los puntos de
coherencia dendrítica (tcd). Las regiones señaladas con las letras A, B, C y
D corresponden a las mismas que se muestran en las figuras de la 5.5 a
la 5.8.
5.3 Curvas para el análisis del enfriamiento en la región líquida
Para realizar el estudio cuantitativo del enfriamiento del líquido, es necesario apreciar en
mayor detalle algunas de las curvas mostradas en la sección anterior, como las curvas de
enfriamiento (T vs. t) y las velocidades de enfriamiento (dT/dt vs. t) para los 4 termopares.
Debido a que estas curvas construidas para todo el tiempo de ensayo presentan una gran
cantidad de puntos, se hace difícil poder apreciar en detalle los eventos que suceden durante el
enfriamiento del líquido. Por esta razón, se construyen nuevamente las curvas de enfriamiento y
de velocidad de enfriamiento pero sólo graficando el intervalo de tiempo hasta justo antes del
inicio de la solidificación. Estas se muestran en las figuras 5.10 y 5.11.
54
tiempo (s)
(A)
(B)
Figura 5.10
Curvas de enfriamiento en la región de enfriamiento en estado líquido
para los 4 termopares ubicados en el lingote. Corresponde a lo
siguiente: (A) Ampliación de los primeros 204s de ensayo; (B)
Ampliación de los primeros 100s; (C) Ampliación de los 104s restantes.
Figura 5.11
Curvas de velocidad de enfriamiento para la región de enfriamiento en
estado líquido para los 4 termopares ubicados en el lingote.
(C)
55
A partir de las diferencias de temperaturas presentadas en la figura 5.9 y utilizando las
distancias entre cada uno de los termopares (figura 4.1) se construyeron los gradientes de
temperatura en el líquido (GL), figura 5.12. Estos permiten conocer como fue la direccionalidad
del calor a medida que transcurría el tiempo de enfriamiento del líquido, y son una herramienta
básica para determinar la velocidad de extracción de calor por conducción, a través de la
primera ley de Fourier, desde el líquido hacia la intercara líquido – sólido, como se presenta en
la figura 5.13.
Figura 5.12
Gradiente de temperaturas en la región de enfriamiento en estado
líquido para las tres zonas en estudio del lingote.
Figura 5.13
Velocidad de extracción de calor desde el líquido hacia la intercara
líquido – sólido para cada una de las zonas en estudio del lingote.
56
La figura 5.14 muestra la pérdida de capacidad calorífica (dQ/dt) de la masa contenida en
cada una de las zonas en estudio del lingote a medida que transcurre el proceso de enfriamiento
de la aleación líquida. Esta se determina al hacer un balance entre el calor contenido en la
muestra y el calor extraído y absorbido por conducción por el molde y los alrededores antes del
inicio de la solidificación.
Figura 5.14
Pérdida de capacidad calorífica en las diferentes zonas en estudio del
lingote.
Tabla 5.1 Parámetros importantes durante el proceso de solidificación
Termopares
Parámetro
Inferior
Medio
inferior
Medio
superior
Superior
Velocidad de enfriamiento (ºC/s)
0,25
0,25
0,25
0,25
Temperatura de liquidus, TL (ºC)
656
655
654
652
Tiempo para TL (s)
200,4
224,6
240,2
223,2
Temperatura de solidus, TS (ºC)
640
640
638
637
Tiempo para TS (s)
1064,8
1068,2
1067,6
1045,6
Rango de solidificación primaria,
ΔTS (ºC)
16
15
16
15
Intervalo de tiempo para ΔTS (s)
864,4
843,6
827,4
822,4
Temperatura final de solidificación,
TFS (ºC)
613
613
612
615
Tiempo para TFS (s)
1216,2
1221,4
1214,2
1198,2
57
5.4 Proceso de Solidificación Primaria
A partir de los tiempos obtenidos para el instante en que se alcanza la temperatura de
liquidus y de solidus (tabla 5.1) en cada uno de los 4 termopares, se construye la gráfica de
ancho de banda o zona pastosa, la cual se presenta en la figura 5.15. Este tipo de gráficas es muy
importante al evaluar piezas vaciadas porque da una medida del tiempo local de solidificación,
tf, es decir, del tiempo requerido para que por un cierto lugar de la pieza pasen las isotermas del
liquidus y de solidus, lo cual influye notablemente sobre aspectos estructurales de la
microestructura de solidificación, tales como el espaciado entre brazos dendríticos y en los
defectos que se pueden formar en la pieza. [3]
Zona I
Zona I
Zona II
Zona II
Zona III
Zona III
0,0
Figura 5.15 Ancho de banda o zona pastosa obtenida para el lingote bajo estudio.
Utilizando la ecuación de Scheil (Ecuación 4.4) es posible determinar la fracción
solidificada en función de la temperatura (fS vs. T), sin embargo, como se conoce la relación
entre la temperatura y el tiempo a través de los datos de la historia térmica, se pueden construir
las gráficas de fracción solidificada en función del tiempo (fS vs. t). También derivando la
ecuación de Scheil con respecto a la temperatura (ecuación 4.4) se obtiene la expresión 4.5, la
cual si es multiplicada por la velocidad de enfriamiento para cada instante de la solidificación se
obtiene la velocidad fraccional (dfS/dt). En las figuras 5.16 (A) a 5.19 (A) se muestran las curvas
58
de fracción solidificada (fS) y la velocidad fraccional (dfS/dt) en función del tiempo de
solidificación, determinadas a través de la ecuación de Scheil. También se determinaron estos
parámetros por un método propuesto por Tamminen [12], el cual se basa en la evolución del calor
latente a través de la intercara metal – molde, este según lo que predice la bibliografía arroja
resultados más precisos ya que se acerca más a las condiciones experimentales en la cual ocurre
la solidificación de la muestra [2]. Las curvas de fracción solidificada (fS) y de velocidad fraccional
(dfS/dt) determinadas según este modelo se muestran en las figuras 5.16 (B) a la 5.19 (B).
Pcd (690,2s; 0,79fs)
(A)
Pcd (690,2s; 0,80fs)
(B)
Figura 5.16
Evolución de la fracción solidificada (fS) y de la velocidad fraccional
(dfs/dt) en función del tiempo de solidificación para el termopar inferior
(Ti). Corresponde a lo siguiente: (A) Método de Scheil; (B) Método de
Tamminen.
59
Pcd (650,6s; 0,64fs)
(24,1s; 0,05fs)
(A)
Pcd (650,6s; 0,74fs)
(B)
Figura 5.17
Evolución de la fracción solidificada (fS) y de la velocidad fraccional
(dfs/dt) en función del tiempo de solidificación para el termopar medio
inferior (Tmi). Corresponde a lo siguiente: (A) Método de Scheil; (B)
Método de Tamminen.
60
Pcd (517,2s; 0,47fs)
(40,8s; 0,1fs)
(A)
Pcd (517,2s; 0,56fs)
(B)
Figura 5.18
Evolución de la fracción solidificada (fS) y de la velocidad fraccional
(dfs/dt) en función del tiempo de solidificación para el termopar medio
superior (Tms). Corresponde a lo siguiente: (A) Método de Scheil; (B)
Método de Tamminen.
61
Pcd (423,4s; 0,37fs)
(24,8s; 0,03fs)
Pcd (423,4s; 0,46fs)
Figura 5.19
Evolución de la fracción solidificada (fS) y de la velocidad fraccional
(dfs/dt) en función del tiempo de solidificación para el termopar
superior (Ts). Corresponde a lo siguiente: (A) Método de Scheil; (B)
Método de Tamminen.
Tabla 5.2 Fracción solidificada para el punto de coherencia dendrítica en las diferentes zonas de
estudio en el lingote.
Zonas
Parámetro
Punto de coherencia dendrítica (Pcd)
I (ms-s)
II (mi-ms)
III (i-mi)
(423s;653ºC) (609,6s;653ºC) (653s;652ºC)
fs (Scheil) para el Pcd
0,43
0,56
0,71
fs (Tamminen) para el Pcd
0,51
0,65
0,77
62
Con la finalidad de poder conocer las morfologías de crecimiento de la intercara líquido –
sólido durante el proceso de solidificación, se calcularon los valores de la relación GL/R, figura
5.20, la cual de forma cualitativa predice las subestructuras de crecimiento que se pueden formar
durante la solidificación.
Valor Crítico de
ruptura del frente
de
solidificación
2500ºC*s/mm^2
Figura 5.20
Subenfriamiento constitucional durante el proceso de solidificación
primaria. En ella se muestran las variaciones de la relación del GL/R en
función de tiempo de solidificación, para las zonas en estudio del
lingote.
A partir del análisis estereológico realizado a las 108 fotomicrografías tomadas en las
secciones transversales del lingote, donde se encontraban cada uno de los 4 termopares, se
determinó la fracción volumétrica de fase primaria, las cuales se reportan en la tabla 5.3. En ella
también se colocan los valores obtenidos para el parámetro de retrodifusión en cada termopar.
Tabla 5.3 Parámetros relativos al desarrollo macro y microestructural, obtenidos para la región donde
se encontraban ubicados cada uno de los 4 termopares.
Termopar
Fracción Volumétrica
de fase primaria (fV)
Parámetro de
Retrodifusión
(α)
Inferior (Ti)
0,94
0,43
Medio inferior (Tmi)
0,92
0,42
Medio superior (Tms)
0,88
0,41
Superior (Ts)
0,87
0,41
63
(A)
Macroestructura en la sección
longitudinal del lingote.
(B)
Detalle del área central de
cada una de las zonas.
(C)
Microestructura de la sección transversal
donde estaba ubicado cada termopar.
100 µm
Zona I
Ts
2 mm
Zona II
100 µm
Tms
Zona III
2 mm
100 µm
Tmi
10 mm
2 mm
100 µm
Figura 5.21
Estructuras obtenidas en el lingote bajo diferentes escalas. En ella se
presentan: (A) Macroestructura de la sección longitudinal del lingote;
(B) Ampliación de la región central de cada una de las zonas señaladas
en (A); (C) Fotomicrografías tomadas en la sección transversal donde
estaba ubicado cada uno de los termopares.
Ti
64
CAPÍTULO 6. ANÁLISIS DE RESULTADOS
6.1 Procesamiento de datos y suavización
Las curvas de enfriamiento sin suavizar se muestran en la figura 5.1 (A) para los 4
termopares, en donde se puede observar las fluctuaciones que poseen los datos de temperatura
– tiempo, los cuales producen gráficas de apreciable dispersión donde identificar puntos se hace
muy complejo. A modo de ejemplo se muestra una ampliación de la curva de enfriamiento para
el termopar inferior en los primeros 1000 segundos de ensayo, figura 5.1 (B). Las fluctuaciones
existentes en las curvas de enfriamiento se ven amplificadas cuando se calculan las curvas de
velocidades de enfriamiento, es decir, las curvas de las derivadas de la temperatura con respecto
al tiempo; esta gráfica es la representación de las pendientes de la curva de enfriamiento para
cada instante de tiempo en que se registra la información. Esta amplificación de las fluctuaciones
en los cambios de pendientes en las curvas de enfriamiento hace muy difícil apreciar alguna
tendencia o comportamiento de ella. En consecuencia, es imprescindible someter los datos
experimentales a procesos de suavización.
Los comportamientos observados en la figura 5.1 se deben a que los datos de
temperatura – tiempo registrados a través del sistema adquisidor presentan una gran
interferencia o ruido que hace muy difícil o prácticamente imposible extraer información
relacionada a los eventos que ocurren durante el enfriamiento de la aleación líquida y durante la
solidificación; igualmente se dificulta el procesamiento matemático de los datos experimentales,
ya que las fluctuaciones que se producen en ellos son bastante grandes. A medida que se
aumenta la frecuencia de adquisición de datos, se registra una mayor cantidad de información
del ruido presente en el sistema, por lo tanto, mientras mayor es la frecuencia de adquisición de
datos, mayor es el ruido almacenado en los datos registrados por el sistema adquisidor. [19,20]
65
La suavización desarrollada por Savitzky y Golay
[19]
, basada en el método de mínimos
cuadrados es un procedimiento matemático que conduce a un notable mejoramiento de la
información experimental obtenida, lo cual se facilita con el uso del computador porque permite
la rápida convolución de los datos. Este método de suavización ha sido ampliamente utilizado
para el análisis térmico ya que se ajusta muy bien a los fenómenos físicos que se suceden
durante el enfriamiento y la solidificación de aleaciones; por lo tanto, fue el programa que se
utilizó en el software Matlab 6.5. [20]
De acuerdo al programa para lograr una buena suavización, donde se obtenga una
máxima reducción del ruido sin degradar la tendencia general de los puntos experimentales de
cada ensayo, es necesario conocer el número de datos a convolucionar (m) y el grado del
polinomio de ajuste (n); estos dos valores representan los parámetros de suavización que
necesariamente hay que introducirlos al programa antes de que se ejecute la acción de
suavización. [19,20]
A partir de las pruebas realizadas (tabla 4.3) se pudo conocer el efecto de estos parámetros
sobre la suavización de los datos registrados por la curva de enfriamiento y por los
determinados para la velocidad de enfriamiento. El criterio utilizado para la escogencia de los
parámetros “n” y “m” para ambas curvas, fue la pareja que produjera el mayor grado de
disminución de la amplitud de las fluctuaciones que poseen los datos originales; es decir, de la
obtención de una menor magnitud en cuanto al intervalo de las oscilaciones, teniendo en cuenta
que no se produjera un desplazamiento de los puntos importantes del proceso de solidificación
en el eje de las abscisas (tiempo) y que no generara una degradación de la tendencia general de
los puntos.
Algunas de las curvas de enfriamiento y de velocidad de enfriamiento producidas en
Matlab 6.5 para cada una de las combinaciones de “n” y “m” (tabla 4.3) se muestran en la figura
5.2 y 5.3. En ellas se puede apreciar que los efectos del número de puntos a convolucionar
(figura 5.2) y del grado del polinomio (figura 5.3) no se pueden detectar a la escala de tiempo de
66
todo el ensayo, ya que son muy pequeños; debido a esto se realizó un barrido en todas las
curvas aplicando una herramienta de zoom, para observar en mayor detalle los efectos de los
parámetros de suavización sobre las curvas y así poder discernir para aplicar el criterio
establecido. En las figuras 5.2 (B) y 5.3(B) se muestra una ampliación de los primeros 5 segundos
de ensayo de las curvas de enfriamiento mostradas en las figuras 5.2 (A) y 5.3 (A)
respectivamente, las cuales evidencian los efectos de los parámetros de suavización sobre la
curvas de enfriamiento y de igual manera se corrobora que la suavización utilizando la pareja de
n = 3 y m = 20 elegida como adecuados parámetros de suavización de las curvas de enfriamiento
son las que más se ajustan al criterio establecido.
En la tabla 4.4 se muestran los valores escogidos para ambos parámetros de suavización en
la curva de enfriamiento y en la curva de velocidad de enfriamiento. Las diferencias de selección
entre el grado de polinomio utilizado para la suavización de ambas curvas proviene de las
múltiples pruebas con las diferentes combinaciones de “n” y “m”. Esta decisión se explica en
base a que el comportamiento de la curva de velocidad de enfriamiento es totalmente diferente
al que presenta la curva de enfriamiento, la primera muestra las pendientes instantáneas de la
curva de enfriamiento, lo cual conduce a una gran cantidad de fluctuaciones producto de
amplificación de las variaciones en el tiempo de las curvas de enfriamiento. Estas fluctuaciones
que ocurren en períodos de tiempo muy pequeños ocasiona que al utilizar grados de polinomio
mayores que 1 se aumente el número de oscilaciones en el número de puntos elegidos para su
convolución; en consecuencia, no es posible alcanzar una buena suavización. Es esta la razón
por la cual se prefirió utilizar el grado de polinomio 1 para suavizar las curvas de velocidad de
enfriamiento. Es recomendable que el número de puntos a convolucionar (m) sea el mismo que
el elegido para las curvas de enfriamiento, para no generar inconsistencias entre ambas
curvas.[20]
Para todas las iteraciones realizadas, el desplazamiento de los puntos en el eje de las
abscisas es muy pequeño, prácticamente despreciable; sin embargo, es importante destacar que
debido a la relativa alta frecuencia de adquisición de datos (5 por segundo) ocurre una pérdida
67
de precisión a la hora de identificar las magnitudes a las cuales ocurren los eventos de interés en
las diferentes curvas producidas. Esto significa que al tratar de ubicar un punto en el
computador, es nuevamente muy difícil ubicarse en el mismo punto, debido a la alta densidad
de datos registrados en una pequeña zona de la gráfica.
Basado en los anteriores argumentos, en la tabla 4.5 se presentan los parámetros “n” y
“m” utilizados así como el número de suavizaciones efectuadas para cada una de las curvas, que
condujeron a una mejor visualización de los eventos importantes a ser evaluados en cada una de
ellas.
6.2 Curvas generales obtenidas para todo el ensayo
Debido a su similar comportamiento para todo el ensayo, es difícil, diferenciar entre sí, las
curvas de enfriamiento correspondientes a los 4 termopares ubicados en el eje vertical del
lingote, que se presentan en la figura 5.4.
El comportamiento de las curvas de velocidad de enfriamiento mostradas en las figuras 5.5
a la 5.8 correspondientes a cada unos de los termopares, permite visualizar cuatro regiones bien
definidas, señaladas con las letras A, B, C y D que corresponden a las mismas regiones de la
figura 5.4. Cada una de ellas, comprende fenómenos de naturaleza distinta entre sí que ocurren
durante el enfriamiento de la aleación, donde A representa el enfriamiento en estado líquido, B
la formación y crecimiento de la fase primaria, C la formación y crecimiento de productos de
reacción eutéctica y D el enfriamiento en estado sólido. [6]
La ampliación de las diferentes zonas designadas con las letras A, B, C y D en la figura 5.4
permite apreciar que durante el transcurso del ensayo las temperaturas registradas por el
termopar superior (Ts) casi siempre se encuentran a una menor temperatura que para los demás
termopares, siguiendo, en orden ascendente, el medio superior (Tms), el inferior (Ti) y el medio
inferior (Tmi).
68
En la región señalada como A se muestra el tiempo donde ocurre el enfriamiento del
líquido; que tiene un comportamiento progresivo y uniforme del descenso de temperatura en
función del tiempo de enfriamiento, figura 5.4. En ella, el mecanismo predominante de
extracción de calor es por conducción, expresado mediante la ley de Fourier [15,16,22]. En las figuras
5.5 a la 5.8 inclusive se aprecia un comportamiento similar entre sí, presentando una tendencia
lineal con pendiente negativa, sin apreciables cambios en sus valores numéricos.
Una vez que es alcanzado el punto 1 en las curvas de velocidad de enfriamiento, se inicia
la región señalada como B, a partir del instante en que se produce el primer cambio brusco de
pendiente en la curva de velocidad de enfriamiento. Esa brusca disminución en la velocidad de
enfriamiento es producto de la nucleación de la fase sólida rica en aluminio que libera calor
latente debido a la transformación de fase, evento que genera cambios difíciles de detectar en la
curva de enfriamiento. A medida que la temperatura desciende, los cristales formados debido a
fenómenos de subenfriamiento inestabilizan la intercara líquido – sólido creando protuberancias
que forman estructuras de morfología arborescente llamadas dendritas. Estas estructuras poseen
brazos dendríticos primarios que van creciendo dentro del líquido en dirección opuesta a la
extracción de calor, y que
de manera progresiva van liberando el calor latente de
solidificación.[1,6,24]
En la región B la velocidad de enfriamiento tiende a mantenerse constante con valores muy
cercanos a 0º C/s, debido a que en esta etapa mayoritariamente se produce el crecimiento de los
brazos dendríticos primarios, junto al crecimiento y al embastecimiento de los secundarios y de
mayor orden. En toda esta región, a medida que se esta sucediendo el proceso de solidificación,
a través de la intercara líquido – sólido se produce la segregación de los solutos para crear una
interfase donde hay enriquecimiento de ellos si el coeficiente de distribución en el equilibrio es
ko < 1 o empobrecimiento sí ko > 1
[3,13]
. En el caso de la aleación en estudio, si se considera el
sistema binario aluminio – hierro o el sistema binario aluminio - silicio se puede apreciar a
través de sus diagramas de equilibrio de fases (Apéndice A) que las composiciones de la fase
sólida primaria que se forman a una temperatura cualquiera dentro del rango de temperaturas
69
de solidificación primaria, son menores que las de el líquido, conduciendo a que ko< 1,
produciendo el enriquecimiento de solutos en la intercara líquido – sólido. El coeficiente de
distribución en el equilibrio calculado a partir del diagrama de fases del sistema binario
aluminio – silicio es de aproximadamente 0,14, en adición a lo antes mencionado.
En esta región B, el posterior incremento progresivo de la velocidad de enfriamiento es
indicación del dominio del proceso de embastecimiento de la red dendrítica, evento que finaliza
en el punto 2 de las figuras 5.5 a 5.8. Durante esta región, una vez que se ha formado el
entramado o la red dendrítica donde eventualmente un frente de solidificación choca con otro
frente que viene en la misma dirección pero en sentido inverso, proveniente de otras zonas de
rápida extracción de calor, ocurre un cese en el crecimiento de los brazos dendríticos y es aquí
cuando ocurre el fenómeno de embastecimiento dendrítico. Este evento sucede hasta que se
alcanza la temperatura de inicio de reacción eutéctica, TE, instante en que se detiene el
embastecimiento de las dendritas de la fase primaria, para dar paso a la nucleación y formación
del eutéctico. [1,2,6]
A partir de este instante, se inicia la región C, donde el líquido sobre saturado solidifica
generando una mezcla bifasica, de aluminio - hierro, aluminio - silicio, o de eutécticos ternarios
que generalmente en las aleaciones de aluminio precipitan durante estas zonas, sin embargo, su
identificación es un problema complejo. [24]
En las figuras 5.5 a la 5.8 también se representa la línea base o también llamada curva
cero que simula el enfriamiento de la aleación como si no existiera el calor latente de
solidificación, es decir, como si no ocurriera transformación de fase y simula el comportamiento
de un enfriamiento Newtoniano. Estas curvas pueden ser utilizadas para identificar los puntos
de inicio y de final de solidificación (puntos 1 y 3), debido a que se estableció como criterio de
selección, (1) para inicio de solidificación el instante donde la curva de velocidad de
enfriamiento se desvía de la tendencia uniforme con la línea base, el cual corresponde al tiempo
donde se alcanza la temperatura de liquidus (tL) reportado en la tabla 5.1; (2) para el final de
70
solidificación, tFS, reportado en la tabla 5.1, se considera el momento en el cual la curva derivada
es cortada por la tangente trazada a esta curva, en un punto donde se ha estabilizado la curva
derivada. Los puntos 1 y 3 señalados en las curvas de velocidad de enfriamiento y reportados en
la tabla 5.1 se identificaron utilizando este criterio, la finalidad de utilizarlos es porque permite
consistencia en el procesamiento matemático de los datos al realizar el cálculo de la línea base,
etapa necesaria para la determinación de la fracción sólida (fs) y de la velocidad fraccional de
solidificación (dfs/dt). [12]
Las curvas de diferencias de temperaturas para las tres zonas delimitadas por
termopares adyacentes se muestran en la figura 5.9. En ella se observa que los mayores valores
(en módulo) de diferencia de temperatura se alcanzan para la zona I, es decir, entre los
termopares medio superior y superior (Tms-Ts); luego le sigue la zona II, entre los termopares
medio inferior y medio superior (Tmi-Tms) y por último la zona III entre los termopares inferior
y medio inferior (Ti-Tmi). La esquematización de cada de estas zonas se muestra en la figura 4.2
Es importante señalar las siguientes características del comportamiento genérico de cada
una de las curvas de diferencias de temperatura (figura 5.9). La curva (Tms-Ts) vs. t
correspondiente a la zona I del lingote, presenta en toda su extensión, valores positivos; la curva
(Ti-Tmi) vs. t siempre corresponde a valores negativos; sin embargo, la curva (Tmi-Tms) vs. t
presenta valores mixtos, donde en la región líquida los valores son negativos y en las demás
regiones son positivos. Estos comportamientos indican que a diferencia de la zona I y III donde
los termopares superior e inferior siempre se mantuvieron a menor temperatura que los
termopares medio superior y medio inferior, respectivamente, en la zona II, el termopar medio
inferior se mantiene a una mayor temperatura que el termopar medio superior, con excepción
de la región A, correspondiente al enfriamiento del líquido, donde el termopar medio superior
estuvo a una mayor temperatura que el medio inferior. Estas curvas de diferencias de
temperaturas permiten conocer acerca de la direccionalidad del calor en cada una de las zonas
en estudio del lingote, lo que se estudiara más adelante tomando como apoyo las curvas de
71
velocidad de extracción de calor, las cuales dependen directamente de las diferencias de
temperaturas.
6.3 Análisis del enfriamiento en la región líquida
La figura 5.10 (A) muestra las curvas de enfriamiento en la región líquida para cada uno de
los 4 termopares ubicados en el lingote. Esta región líquida se ha considerado, para el sistema
bajo estudio, que corresponde al proceso de disminución de temperaturas para tiempos previos
a 204 s, siendo este último el correspondiente a la nucleación de la fase sólida, que por primera
vez se alcanza en el termopar inferior (Ti), temperatura considerada de liquidus, TL, de la
aleación Al-0,55%Fe - 0,37%Si - 0,01%Cu - 0,01%Zn. En ella se puede apreciar que para las 4
curvas existe cierto paralelismo entre sí, donde el comportamiento global pareciera ser similar,
pudiéndose aproximar a una tendencia lineal.
Utilizando el método de mínimos cuadrados para determinar la pendiente de ajuste lineal
en las curvas de enfriamiento de los 4 termopares, se obtienen valores numéricos muy cercanos
entre sí, como se presentan en la tabla 6.1. En ella, también se presentan los valores promedio de
la velocidad de enfriamiento en el líquido, calculados según la expresión:
n
dT
=
dt promedio
dT
∑ dt
n =i
n
i
[ 6.1 ]
Obteniéndose mínimas diferencias con los calculados por ajuste mediante mínimos
cuadrados.
Para observar en detalle las características que presentan las curvas de enfriamiento en la
región líquida se realiza una ampliación sectorizada de la figura 5.10 (A), las cuales se muestran
en la figura 5.10 (B) para los primeros 100 segundos de ensayo y en la figura 5.10 (C) para los
siguientes 104 segundos.
72
Tabla 6.1 Parámetros relativos al estudio de las curvas de enfriamiento en la región líquida.
Termopar
Pendiente
de la curva
Velocidad promedio de
de
enfriamiento (ºC/s)
enfriamiento
(ºC/s)
Intervalo de oscilación máxima
de la velocidad de enfriamiento
(ºC/s)
Inferior(Ti)
Medio Inferior (Tmi)
-0,25
-0,26
0,25
0,25
(-0,20:-0,36)
(-0,21:-0,42)
Medio Superior (Tms)
-0,25
0,25
(-0,20:-0,41)
Superior (Ts)
-0,25
0,25
(-0,26:-0,47)
En los dos sectores resultantes producto de la ampliación, se puede apreciar con claridad
que existen continuas intercepciones entre las curvas de los termopares superior e inferior y
entre el medio inferior y el medio superior, donde al parecer no exhiben un patrón particular a
lo largo del enfriamiento del líquido. Estos cruces o intercepciones entre las curvas deja en
evidencia que las condiciones de estado estacionario durante el enfriamiento del líquido no se
cumplieron a cabalidad, sin embargo, es importante resaltar que haciendo una inspección en las
figura 5.10 (B) y 5.10 (C), se puede apreciar que las variaciones de temperatura en los instantes
donde se producen esas intercepciones entre las curvas son muy pequeñas, menores a 2 ºC,
pudiéndose originar estas por las oscilaciones que sufren las curvas de enfriamiento durante la
región líquida.
Otra característica importante visualizada en las gráficas de las figuras 5.10 (B) y 5.10 (C) es
que existe un cierto paralelismo entre las curvas de enfriamiento para los termopares inferior y
medio inferior; y otro para el superior y medio superior, pero diferente entre ellos. Este
comportamiento se reproduce en toda la región de enfriamiento del líquido, corroborado a
través de un gran número de ampliaciones en diferentes sectores de las curvas de enfriamiento
en dicha región, las cuales no se muestran en el capitulo de los resultados.
A partir de las curvas derivadas calculadas para los 4 termopares en la zona de
enfriamiento del líquido, mostradas en la figura 5.11, se registraron los puntos máximos y
73
mínimos de oscilación de la velocidad de enfriamiento, los cuales se reportan en la en la tabla
6.1. Estos se encuentran bastante cercanos para los 4 termopares, variando desde los -0.20 a -0.26
ºC/s en los puntos mínimos y de -0.36 a -0.47 ºC/s para los máximos, lo cual indica que los
intervalos de variaciones en cuanto a las velocidades de enfriamiento sufridas en la aleación
durante el estado líquido fueron relativamente cercanos para los 4 termopares. Sin embargo,
para los puntos máximos se produce una mayor desviación con respecto a la velocidad de
enfriamiento promedio (tabla 6.1), que es de 0,25ºC/s; estos picos es posible que representen los
pulsos calóricos originados por la naturaleza intrínseca de la transferencia de calor, y son
importantes a ser tomados en cuenta ya que a pesar de presentarse la misma velocidad de
enfriamiento promedio, esos máximos (picos) tiene influencia en diferentes parámetros a
considerar para el estudio de la transferencia de calor durante el estado líquido.
En la figura 5.11, a manera de ejemplo la curva (dTs/dt) presenta un comportamiento
general oscilante en toda su expansión con tendencia a descenso en sus valores absolutos de
oscilación hasta alcanzar los primeros 60s del enfriamiento. A partir de este instante el
comportamiento sigue una tendencia asintótica. Se puede apreciar en esta figura 5.11 que el
comportamiento general para el termopar medio superior (Tms) es idéntico al descrito, y que
para los otros dos termopares (inferior y medio inferior) es idéntico entre sí; sin embargo,
claramente se observa que a los 60 segundos y a los 130 segundos hay una amortiguación
conjunta del comportamiento oscilante de la velocidad de enfriamiento en la región líquida para
los cuatro termopares.
Al analizar el comportamiento de los gradientes de temperatura en la región líquida,
mostrados en la figura 5.12 se puede ver los siguientes aspectos: (a) todos los valores numéricos
en la zona I, para (GL)ms-s, son positivos en toda su extensión; (b) en la zona III, (GL)i-mi son
siempre negativos; y (c) en la zona intermedia, zona II, para (GL)mi-ms los valores del gradiente
son negativos excepto entre los 13 y 25s cuando adquiere valores positivos. Valores positivos del
gradiente de temperaturas en el líquido indican que existe flujo calórico dirigido hacia el
termopar de referencia, el cual es el primero que se señala como subíndice de (GL).
74
La observación del comportamiento de las curvas de gradiente de temperaturas en el
líquido establecería direccionalidad de calor hacia la parte superior y hacia la parte inferior del
lingote, manteniéndose un gradiente casi nulo en la zona II, figura 5.12. En consecuencia, es
necesario estudiar con mayor profundidad el comportamiento del líquido durante la primera
etapa del enfriamiento; lo cual se puede realizar al tomar en cuenta como fluye el calor que está
siendo extraído a través de la intercara líquido – sólido. Para ello, es imprescindible seleccionar
un determinado volumen de líquido entre dos termopares consecutivos, sin embargo, en base al
comportamiento de las curvas ΔT vs. t que permitieron definir tres zonas, designadas como I, II
y III (ver figura 4.2), se utilizan esas mismas (figura 4.2) como volúmenes de estudio, estas son
las porciones cilíndricas delimitadas por dos termopares consecutivos.
El análisis de las características de transferencia de calor en cada una de las zonas del
lingote se realizará tomando en consideración de manera individual como se transfiere el calor
dentro del líquido (Ecuación 3.16) hacia la intercara líquido – sólido, a través de la cual pasa y de
como evoluciona la pérdida de capacidad calorífica del volumen líquido contenido en cada una
de las zonas en estudio (Ecuación 3.15).
En las curvas de pérdida de capacidad calorífica (dQ/dt), figura 5.14, se puede apreciar que
para las tres zonas en estudio, los valores siempre son negativos durante todo el enfriamiento
del líquido, lo cual indica que el calor es desprendido por la masa correspondiente a la zona en
estudio, comprobando que hay liberación del calor contenido en ese volumen. Durante el
enfriamiento del líquido, la zona III es la que alcanza los mayores valores (módulo) de
capacidad calorífica, mientras que por el contrario la zona I alcanza los menores, sin embargo, la
zona II se mantiene en valores intermedios entre la zona III y la zona I.
El comportamiento de las curvas de velocidad de extracción de calor (dq/dt) durante el
enfriamiento del líquido para la zona I, II y III (figura 5.13) es similar al presentado por el
gradiente de temperaturas para las mismas zonas, mostrado en la figura 5.13, ya que como se
75
puede ver en la expresión 3.16 la velocidad de extracción de calor depende directamente de la
variación de temperaturas en función de la distancia, o lo que es lo mismo, del gradiente de
temperaturas.
A partir de la información suministrada por las curvas de velocidad de extracción de calor
y las características antes descritas para cada una de ellas, se puede interpretar que la
transferencia de calor sucede desde la zona II hacia la zona III y simultáneamente desde la zona
II hacia la zona I, manteniéndose en valores muy bajos, cercanos a 0ºC/s en la zona II, lo que
proporciona condiciones favorables para que se presente acumulación de calor en la zona
central del lingote, es decir, en la zona II.
En la figura 6.1 se presenta una amplificación de la pérdida de capacidad calorífica (dQ/dt)
y de la velocidad de extracción de calor (dq/dt) para el intervalo de tiempo entre los 13 y los 25
segundos donde ocurre el cambio de signo en el gradiente de temperaturas y en la velocidad de
extracción de calor en la zona II. Utilizando la información que aportan las figuras 5.12 a la 5.14,
junto con las ampliaciones de la figura 6.1 en ese intervalo de tiempo, es posible explicar la
aparición de este comportamiento de cambio de signo de los parámetros en estudio.
76
Figura 6.1
Detalle de la figuras 5.13 y 5.14 donde se muestra una ampliación del
intervalo de tiempo entre los 13 y 25 segundos para cada una de ellas.
Corresponde a lo siguiente: (A) Curva de pérdida de capacidad
calorífica (dQ/dt); (B) Velocidad de extracción de calor (dq/dt).
En las amplificaciones de la figura 6.1(A) y 6.1 (B), en ese intervalo de tiempo se observa
que para la zona II tienden a un valor máximo, aproximadamente en fase para estos dos
parámetros, sin embargo, para la zona I la pérdida de capacidad calorífica adquiere un máximo
desplazado hacia mayor tiempo, mientras que para la velocidad de extracción de calor hay
tendencia descendente pasando por un “plateau” en la mayor parte del tiempo bajo
77
consideración; por otro lado, para la zona III hay tendencia descendente. Estos comportamientos
significan que en las zonas I y II hay tendencia a acumulación de calor siendo mayor para I;
mientras que en la zona III hay tendencia estacionaria lo cual quiere decir que habría un flujo de
calor desde las zonas I y II hacia la III, lo que puede tener influencia en la evolución de
macroestructural de la pieza.
Con el propósito de conocer si hay o no condiciones de estado estacionario durante el
enfriamiento del líquido, a continuación se realiza un análisis más detallado de los primeros 4
puntos máximos en magnitud alcanzados por las curvas de pérdida de capacidad calorífica
(dQ/dt) y de velocidad de extracción de calor (dq/dt) en las diferentes zonas en estudio. En las
figuras 6.2 (A), 6.2 (B) y 6.2 (C) se identifican con las letras del alfabeto griego α, β, γ, y δ
respectivamente. En cada una de ellas se han graficado la pareja de parámetros para las zonas I,
II y III.
En las zonas I y II se observa un comportamiento semejante entre sí para las dos curvas,
presentándose un desfase entre ellas, donde la velocidad de extracción de calor se encuentra en
retraso con respecto a la perdida de capacidad calorífica. Este comportamiento es el esperado
debido a que la velocidad de extracción de calor en una cierta región sufre variaciones en el
tiempo a consecuencia de la cantidad de calor evolucionado. Una vez que se produce un pulso,
o un máximo (en magnitud) en el calor evolucionado es de esperarse que también deba
producirse a consecuencia de esto un máximo en la velocidad de extracción de calor; si por el
contrario no se viera reflejado este fenómeno habría indicios para pensar que existe acumulación
de calor en ciertas zonas del líquido.
En la zona I se presentan intervalos de tiempo donde se aprecia un comportamiento
semejante a las dos regiones descritas anteriormente, sin embargo existen otros intervalos donde
a primera vista pareciera diferir esta observación. En los puntos α, γ y δ los comportamientos
entre la velocidad de extracción de calor y la pérdida de capacidad calorífica son semejantes y
presentan un pequeño desfase, de la misma manera que la encontrada en las otras regiones en
estudio, donde la pérdida de capacidad calorífica se encuentra en adelanto. Sin embargo entre
78
los puntos β y γ, al igual que en los primeros 20 segundos de ensayo se encuentra que no hay
una correspondencia directa entre el comportamiento de las dos curvas mostradas en la figura
6.2 (C) y 6.2 (D). Las diferencias encontradas entre el punto β y γ no se atribuyen a algún
proceso de acumulación de calor, más bien es posible que sean causadas debido a que la zona I
es la que extrae gran parte del calor evolucionado de la zona II, lo que origina que el calor
transferido entre los termopares medio superior y superior no sea únicamente el que índica la
pérdida de capacidad calorífica en esa región, sino también se vea influenciado por el que viene
ascendiendo desde la zona II del lingote. Por esta razón se puede explicar que en el intervalo de
tiempo entre los puntos β y γ ocurra una tendencia constante en la transferencia de calor en la
zona I a diferencia del aumento de capacidad calorífica que sucede en esa zona durante esos
instantes, ya que simultáneamente esta ocurriendo una disminución en la pérdida de capacidad
calorífica en zona II.
Los tiempos de desfase que se observan en las figuras 6.2 (A), 6.2 (B) y 6.2(C) entre la
curva de pérdida de capacidad calorífica y la velocidad de extracción de calor son muy
pequeños, lo que sugiere que hubo una rápida transferencia de calor en el líquido.
Considerando que el mecanismo principal por la cual se transfiere el calor en este medio es por
conducción, este hecho deja en evidencia la alta conductividad térmica (k) que poseen las
aleaciones de aluminio diluidas.
En las tablas 6.2, 6.3 y 6.4 se registran los tiempos en que se alcanzan los 4 primeros
máximos (en módulo) en las curvas de perdida de capacidad calorífica y velocidad de extracción
de calor en las tres zonas en estudio, mostrados en la figura 6.2. Allí se reportan los tiempos de
desfase entre las dos curvas en consideración, determinados como la diferencia de tiempo en
que alcanzan los máximos (en modulo) señalados como α, β, γ y δ. En la zona III (tabla 6.2) los
valores de tiempo de desfase aumentan a medida que transcurre el tiempo, y difieren para el
primer máximo “α” en 2 segundos mientras que para el punto “ρ” (cuarto máximo) en 4
segundos. Estas diferencias se van acentuando en el transcurso tiempo, debido a que las
temperaturas tienden a igualarse a medida que se va transfiriendo el calor, es decir, el sistema
79
busca alcanzar el equilibrio térmico, que no es otra cosa que lograr que exista la misma
temperatura en cualquier zona de la aleación. A medida que los gradientes de temperaturas
disminuyen sus pendientes y sus magnitudes, la transferencia de calor sufre como consecuencia
directa una disminución en su velocidad.
Tabla 6.2 Tiempos de desfase entre los 4 primeros máximos en magnitud para las curvas de pérdida de
capacidad calorífica y velocidad de extracción de calor en la zona III.
tiempo (s)
Punto
α
β
γ
δ
(dQ/dt)
23,60
60,60
101,80
118,20
(dq/dt)
25,6
63,2
104,4
122,6
Δt (s)
2
3
3
4
La tendencia explicada anteriormente para la zona III difiere en gran medida de la
encontrada en las zonas
II y III, estas dos últimas se reportan en las tablas 6.3 y 6.4
respectivamente. En ellas aunque existe una tendencia global de aumento del tiempo de desfase
a medida que transcurre el tiempo de enfriamiento del líquido, es difícil precisar que se presenta
una clara tendencia de aumento en todo momento, ya que existen oscilaciones, donde los
tiempos aumentan y disminuyen. Sin embargo, los tiempos de corrimiento o desfase entre los
puntos no superan los 5 segundos, lo que indica que siguen siendo tiempos muy pequeños,
evidenciando la alta conductividad térmica de la aleación, añadido al hecho de que las
dimensiones del lingote son pequeñas, favoreciendo la disminución (en módulo) de los
gradientes de temperatura, ya que las distancias para el movimiento de los pulsos calóricos son
pequeñas.
80
Tabla 6.3 Tiempos de desfase entre los 4 primeros máximos en magnitud para las curvas de pérdida de
capacidad calorífica y velocidad de extracción de calor en la zona II.
tiempo (s)
Punto
α
β
γ
δ
(dQ/dt)
28,6
61,2
76,6
120
(dq/dt)
33,0
62,8
80,8
125,4
Δt (s)
4
2
4
5
Tabla 6.4 Tiempo de desfase entre los 4 primeros máximos en magnitud para las curvas de pérdida de
capacidad calorífica y velocidad de extracción de calor en la zona I.
tiempo (s)
Punto
α
β
γ
δ
(dQ/dt)
31,8
62,4
84,4
108,4
(dq/dt)
30,4
65
86,6
113,2
Δt (s)
-1
3
2
5
Para explicar las diferencias encontradas entre la zona III y las zonas I y II, se puede
considerar el hecho que la pérdida de capacidad calorífica en la zona III, es decir, la evolución de
calor en esa zona se transfiere unidireccionalemente hacia el termopar inferior, como se pudo
apreciar en los gradientes de temperatura y en la velocidad de transferencia de calor (figuras
5.13 y 5.14), esto sin tomar en cuenta la gran cantidad de calor que se extrae por las paredes
cilíndricas del molde la cual no se toma en cuenta para este estudio. También el hecho de que los
comportamientos entre la pérdida de capacidad calorífica y la velocidad de transferencia de
calor en esa zona III sean similares hace indicar que el calor evolucionado por esa región se
transfirió unidireccionalmente hacia la parte inferior, sin que se produjera transferencia desde
esa zona hacia las superiores del lingote.
81
α
β
γ
δ
(A)
α
β
γ
δ
(B)
α
β
γ
δ
(C)
Figura 6.2
Pérdida de capacidad calorífica y velocidad de extracción de calor para
cada una de las zonas del lingote en estudio. En ella se señalan los 4
primeros máximos (en módulo) cuyos instantes de tiempo en que se
alcanzan para cada una de las curvas se muestran en tabla 6.2, 6.3 y 6.4
para las zonas III, II y I respectivamente.
82
Este hecho puede generar que exista una gran concordancia entre los pulsos calóricos
emitidos por la capacidad calorífica y los transferidos a través de la extracción de calor en la
zona I, como se evidencio en los tiempos de corrimiento, Δt(s), en la tabla 6.2.
En la zona II se observan diferencias en cuanto al comportamiento de la capacidad
calorífica y la velocidad de extracción de calor, en ciertos intervalos de tiempo no hay
paralelismo entre ellos, sin embargo, al observar en detalle la figura 6.2 (B) se pude apreciar que
estas diferencias ocurren en los puntos que se encuentran antes de los primeros 30 segundos de
ensayo, abarcando el punto α y parte de la trayectoria hacia β, para luego si presentar un
comportamiento similar ambas curvas y los valores de corrimiento de los puntos, o de desfase,
siguen un patrón como la zona I. Es importante recordar que entre los 13 y 25 segundos de
ensayo, como se menciono anteriormente, existe un cambio de signo en el gradiente de
temperaturas (Zona II) durante esos instantes, esto cambia drásticamente durante ese intervalo
de tiempo la dirección de transferencia de calor, de manera que se invierta, y se transfiera el
calor desde el termopar medio inferior hacia el medio superior, lo que debe ocasionar cambios
en el comportamiento de las curvas mostradas en la figura 6.2 (B) y haciendo que los intervalos
de tiempo registrados para el corrimiento de los puntos mostrados en la tabla 6.3, para esta
zona, difieran significativamente de los valores esperados. A partir de los 30 segundos, si se
observa un comportamiento similar entre las dos curvas, y los valores de corrimientos presentan
una tendencia similar a la zona I.
Debido a que el calor en la zona II, en su mayoría es transferido hacia el termopar superior,
donde predomina la mayor extracción de calor, los pulsos calóricos provenientes de las zonas
medias del lingote influyen directamente sobre los pulsos provocados por la pérdida de
capacidad calorífica en la zona I, esto representa el encuentro de varias ondas mecánicas. Por
esta razón la zona I es donde se presentan mayores diferencias entre el comportamiento de la
capacidad calorífica y la velocidad de transferencia de calor, ya que se debe “sumar” el efecto
del calor que viene desde las zonas entre los termopares medio inferior – medio superior, y
añadido a esto, todas las inestabilidades que se producen durante los 13 y 25 segundos de
83
ensayo, ya explicado anteriormente, donde ocurre un cambio drástico en la direccionalidad del
calor en la zona central del lingote, lo cual debe tener influencia sobre la velocidad de extracción
de calor en la zona I.
6.4 Proceso de solidificación primaria
En la tabla 5.1 se reportan los valores obtenidos para la temperatura de liquidus (TL) y el
tiempo (tL) en el cual se alcanzan cada una de dichas temperaturas para los 4 termopares. Estos
tiempos corresponden al punto 1 señalado en las curvas de velocidad de enfriamiento
mostradas en las figuras 5.5 a 5.8; en ese instante se produce el primer cambio brusco de
pendiente en las curvas de velocidad de enfriamiento, desviándose del comportamiento que
sigue la línea base o curva cero para cada una de ellas, representadas en las mismas figuras.
Este evento evidencia que al ocurrir la nucleación de los primeros cristales en la aleación líquida,
se altera la extracción de calor del sistema a consecuencia del calor latente de solidificación, lo
que provoca el aumento de la temperatura en el líquido cercano a la intercara líquido – sólido, lo
cual puede verse reflejado en las curvas de diferencias de temperaturas para las diferentes zonas
en estudio (figura 5.9), señalado con el nombre de inicio de solidificación.
A diferencia de trabajos anteriores donde se utilizo el análisis térmico con 2 termopares, en
este trabajo se considera que la temperatura de liquidus (TL) es igual a la temperatura de
nucleación (TN), ya que debido a que los 4 termopares estaban ubicados en el eje vertical del
lingote (figura 4.2) no se tiene información de lo sucedido en las zonas cercanas a la pared del
molde. Añadido a esto, según la bibliografía
[2]
, no es aconsejable determinar la temperatura de
nucleación con termopares ubicados en el centro del lingote, ya que tanto la nucleación como el
posterior crecimiento de los núcleos en las cercanías de la pared del molde, genera en el líquido
delante de la intercara líquido-sólido, ondas de calor que se van moviendo hacia el centro de la
pieza, lo cual distorsiona la exactitud de la medición.
El inicio de la solidificación en la muestra se considera como aquel en donde se haya
alcanzado la temperatura de liquidus por primera vez, lo cual según la tabla 5.1, sucede en el
84
termopar inferior (656ºC; 200,4s), seguido del superior (652ºC; 223,2s), el medio inferior (655ºC;
224,6) y el medio superior (654ºC; 240,2s). Evaluando los tiempos en que se alcanza la
temperatura de liquidus en cada uno de los termopares, se puede afirmar que la solidificación
en el volumen de control en consideración (zonas I, II y III) se sucede desde la zona III hacia la
zona II, mientras que luego de 19,2 segundos de alcanzarse la temperatura de liquidus en el
termopar inferior, ocurre simultáneamente desde la zona I hacia la II.
Es importante tomar en consideración las diferentes temperaturas de liquidus obtenidas
para cada termopar, debido a que entre ellas se encuentran variaciones de hasta 4 ºC, que
aunque en principio no parezcan significativas, se deben estudiar en más detalle, ya que se
espera que estas sucedan a una misma temperatura, donde el termopar que tenga los valores
más bajos de dicha magnitud sea el primero en alcanzar la temperatura de liquidus, debido a
que no se añadió ningún tipo agente nucleante y considerando la pureza de la aleación. El
termopar inferior (Ti) fue el que registró un menor tiempo para alcanzar la temperatura de
liquidus, sin embargo, este se encontraba a una mayor temperatura que el termopar superior
(Ts) y menor que los termopares medio superior (Tms) y medio inferior (Tmi), para unos
instantes previos al tiempo que en se alcanza la temperatura de liquidus en el termopar inferior
(Ti). Esto se puede ver en detalle en la figura 6.3, la cual es una ampliación del intervalo de
tiempo entre los 200 y 230 segundos de ensayo en las curvas de enfriamiento mostradas en la
figura 5.4.
Utilizando las curvas de pérdida de capacidad calorífica (dQ/dt) durante el enfriamiento
del líquido es posible explicar este comportamiento, ya que en la figura 5.14 se puede apreciar
que la zona III fue la que presentó los mayores pulsos de pérdida de capacidad calorífica (en
módulo), seguida en orden decreciente por la zona II y la zona I. El hecho que hasta un instante
antes de que se alcanzara la temperatura de liquidus en el termopar inferior (Ti) se hayan
producido los máximos picos de pérdida de capacidad calorífica para la zona III hace pensar
que aunque las velocidades de enfriamiento promedio sean aproximadamente iguales para
todos los termopares, la magnitud de los pulsos difiere, y esto provoca que la velocidad del
85
calor evolucionado desde la zona III sea mayor que para las otras zonas, ocasionando que el
sistema pueda alcanzar la temperatura de liquidus a mayores valores, como sucedió para los
dos termopares que componen la zona III, siendo estos el termopar inferior (Ti) y el medio
inferior (Tmi), que presentan los valores de 656 y 655 ºC como temperatura de liquidus.
Figura 6.3
Ampliación del intervalo de tiempo entre los 200 y 230 segundos de
ensayo en las curvas de enfriamiento mostradas en la figura 5.4.
A diferencia de la zona III, la zona I fue la que registro los menores picos de pérdida de
capacidad calorífica, es decir, esta última fue la zona en donde el calor contenido en su masa
evolucionó a una menor velocidad, lo que posiblemente pueda influir en que para el termopar
superior (Ts) se obtuviera la menor temperatura de liquidus, la cual fue 652ºC, sin embargo, el
termopar medio superior (Tms) que es el otro que compone la zona I presenta una temperatura
de liquidus de 654ºC, la cual se acerca más a los valores obtenidos para esta magnitud en los
termopares inferior (Ti) y medio inferior (Ti) que la obtenida en el termopar superior, esto puede
ocurrir debido a que los pulsos de pérdida de capacidad calorífica en la zona II son mayores (en
módulo) que la zona I, pero menores que la zona III, ocasionando que se alcance la temperatura
de liquidus en dicha zona a una temperatura intermedia entre la presentada en los termopares
inferior (Ti) y superior (Ts).
86
Una vez alcanzada la temperatura de liquidus, se da inicio a la región señalada como B en
las curvas de enfriamiento, velocidad de enfriamiento y diferencias de temperatura; sucediendo
en esta región los fenómenos de crecimiento y embastecimiento de la fase primaria
[1,13]
.
A medida que la temperatura desciende, las inestabilidades creadas por las condiciones de
subenfriamiento promueven el continuo crecimiento de proyecciones de sólido que se extienden
hacia el líquido, como se muestra en la figura 3.9. [1,3]
Durante el crecimiento dendrítico se va formando el entramado o red dendrítica donde
eventualmente el frente de solidificación choca con el otro frente que viene en esa misma
dirección proveniente de la pared opuesta pero en sentido contrario; cuando esto ocurre, los
brazos dendríticos dejan de crecer y es aquí donde empieza el fenómeno de embastecimiento.
Este evento sucede hasta que se alcanza la temperatura de inicio de la reacción eutéctica, TE,
instante en que se detiene el embastecimiento de las dendritas de la fase primaria para dar paso
a la nucleación del eutéctico, señalado por el punto 2 en las curvas de enfriamiento (figuras 5.5 a
la 5.8) donde se observa un segundo cambio brusco de pendiente, aumentando hacia menores
valores las curvas de velocidades de enfriamiento, producto de la liberación del calor latente de
solidificación que corresponde a la formación de una nueva microestructura
[1,2,14]
; la
temperatura de inicio de reacción eutéctica, TE, y el instante en que se alcanza (tE) para cada uno
de los 4 termopares se reporta en la tabla 5.1.
En esta región señalada como B es donde se define el rango de temperaturas de
solidificación primaria (ΔTS) y el intervalo de tiempo para ΔTS en cada uno de los termopares,
los cuales se presentan en la tabla 5.1, obteniéndose valores de (864,4s; 16ºC) para el termopar
inferior (Ti); (843,6s; 15ºC) para el medio inferior (Tmi); (827,4s; 16ºC) para el medio superior
(Tms) y (822,4s; 15ºC) para el superior (Ts). Estas diferencias ocurren probablemente por los
cambios en la velocidad de extracción de calor (dq/dt) que se suceden en el lingote durante el
enfriamiento de la aleación, ya que en el transcurso del enfriamiento del líquido la velocidad de
extracción de calor predominante en el lingote se presenta en la zona III y en la zona I, figura
5.13, favoreciendo que se alcance la temperatura de liquidus en ellas, sin embargo, a medida que
87
transcurre el tiempo de enfriamiento, y hasta un instante antes de comenzar el proceso de
solidificación, el molde alrededor de la zona III se satura térmicamente y la extracción de calor
disminuye significativamente, como lo indica la curva inferior de la figura 5.13. En ella se
aprecia que para la zona I, gráfica superior el comportamiento de transferencia de calor es
aproximadamente constante durante el enfriamiento; sin embargo, los valores absolutos son
mayores que para las otras zonas, convirtiéndose como la zona dominante en la extracción de
calor. Esto puede ocasionar que luego de alcanzarse la temperatura de liquidus en cada uno de
los termopares a medida que transcurre el tiempo de solidificación, se produzcan cambios en la
extracción de calor que conduzcan a que el orden de aparición de las temperaturas de liquidus
en los 4 termopares se diferencia del orden en que se alcanza la temperatura de solidus en los
mismos. También es importante resaltar que luego que se inicia el proceso de solidificación en el
lingote las condiciones de evolución del calor, es decir, la pérdida de capacidad calorífica
(dQ/dt) son completamente diferentes a las estudiadas en la figura 5.14, ya que habría que
tomar en consideración la evolución de calor de la fracción solidificada, que viene representado
por el segundo término de la ecuación 3.14.
Utilizando los valores del rango de temperaturas de solidificación primaria (ΔTS) y del
intervalo de tiempo para ΔTS se construye la figura 5.15, la cual muestra cómo varía el ancho de
banda o zona pastosa en función tanto del espesor solidificado como del tiempo transcurrido
desde el inicio de la solidificación. En ella se señala las líneas correspondientes al inicio y al final
la solidificación primaria [3].
La inspección de la figura 5.15 permite conocer un aspecto metalúrgico muy importante
como es la distancia horizontal entre las curvas de liquidus y de solidus, la cual da una medida
del tiempo local de solidificación, tf, es decir, del tiempo que tardan en pasar las isotermas de
liquidus y de solidus por un mismo punto de la pieza. El tiempo local de solidificación es
inversamente proporcional a la velocidad de enfriamiento en determinada región de la pieza
durante la solidificación, ecuación 3.11, y a su vez, este último parámetro influye notablemente
88
sobre aspectos estructurales de la microestructura de solidificación como el espaciado entre
brazos dendríticos (ecuación 3.12) y el tamaño de las inclusiones.
En esta figura 5.15 se puede apreciar que durante la solidificación primaria la línea de final
de solidificación se mantiene aproximadamente constante a medida que se incrementa la
distancia, es decir, que el tiempo en que se alcanza el final de solidificación no sufre cambios
significativos en las tres zonas; se presentan estos valores en la tabla 5.1. El tiempo local de
solidificación (tf) es un parámetro que posibilita determinar el parámetro de retrodifusión, α, a
través de la ecuación 4.12 cuyos valores se colocan en la tabla 5.3 para cada uno de los cuatro
termopares, arrojando valores muy cercanos entre sí, aproximándose a un valor de 0,4. Cuando
este parámetro se aproxima al valor de 0,5 indica que no se cumplen las características físicas de
la solidificación en equilibrio, por lo que se pueden presentar incongruencias utilizando el
modelo matemático propuesto para el equilibrio. [2,3,14,27]
Una forma de estudiar la formación de la fase primaria a partir de la aleación líquida es
mediante el análisis de la evolución de la fracción sólida (fs) en función del tiempo de
solidificación, así como también la velocidad fraccional (dfs/dt) para cada instante. Para la
obtención de estas curvas se utilizaron los modelamientos de Scheil, ecuación 4.4 y el de
Tamminen, ecuación 4.7.[12,27]
En las figuras 5.16 a 5.19 se presentan las curvas obtenidas para la evolución de la fracción
solidificada (fs vs. t) y para la velocidad fraccional de solidificación primaria (dfs/dt vs. t). En
ellas, la letra (A) señala las curvas calculadas usando la ecuación 4.4 y también las gráficas
(dfS/dt) mediante el uso de la ecuación 4.5 multiplicada por (dT/dt) como lo expresa la ecuación
4.6. Estas mismas figuras identificadas con la letra (B) producen el mismo tipo de curvas
utilizando el modelamiento de Tamminen, según la ecuación 4.7 y realizando las derivadas
puntuales de la curva de fracción sólida (fS) previamente obtenidas.
89
De acuerdo al modelo de Scheil la evolución de la fracción solidificada en las figuras 5.16
(A) a 5.19 (A) para cada uno de los 4 termopares, tienen el siguiente comportamiento genérico:
inicialmente se produce un brusco ascenso en los puntos para tres termopares, sin embargo,
para el superior esto no sucede; posteriormente hay un ascenso progresivo de la fracción
solidificada hasta alcanzar el final de la solidificación primaria, alrededor de fS = 0,90 (ver tabla
5.2). En estas figuras, el comportamiento de la velocidad fraccional (dfS/dt), inicialmente hay
brusco descenso que coincide con el ascenso en la evolución de la fracción sólida; el
comportamiento posterior es aproximadamente estacionario.
Al comparar estos parámetros con las correspondientes figuras 5.16 (B) a 5.19 (B) según
el modelo Tamminen, el inicio de la fracción sólida es muy lento, para seguir un
comportamiento lineal ascendente; para la velocidad fraccional hay aumento brusco inicial,
seguido de un progresivo descenso, excepto para el termopar medio superior (Tms) donde no
hay ascenso brusco. Las diferencias encontradas entre los métodos utilizados para el estudio de
la fracción solidificada se pueden atribuir a las diferentes formas de modelar el fenómeno físico.
El método de Scheil proviene de aplicar la regla de la palanca (expresión 3.3) asumiendo que la
aleación es binaria; sin embargo, es multicomponente, donde es probable que el soluto hierro
tenga sustanciales efectos de desviación, debido a su bajo coeficiente de distribución en el
equilibrio. En contraste, para determinar la evolución de la fracción sólida se basa en
condiciones experimentales interpoladas a la región que simula el enfriamiento de la aleación
como si no hay transformación de fase, lo cual permite calcular la curva base. Es a partir de esta
gráfica que se determina el comportamiento de la evolución de la fracción sólida, fS. Por estas
razones el modelo Tamminen es el que permite una mejor descripción del comportamiento del
calor en cada zona. [25]
Desde el punto de vista de acumulación de calor, en la zona II, desde el termopar medio
superior hacia el superior, es donde es más pronunciado, este efecto, como ya se discutió y se
observa en la figura 5.13, 5.14 y 6.2.
90
Durante la solidificación primaria una vez que se ha sucedido el crecimiento dendrítico de
los brazos primarios, ocurre un segundo evento muy importante para el estudio de la
solidificación de aleaciones, que es el punto de coherencia dendrítica (Pcd), determinado a partir
del análisis de las curvas de diferencia de temperaturas para las zonas delimitadas entre
termopares adyacentes en función del tiempo de ensayo (figura 5.9) y complementado con el
comportamiento de la velocidad de enfriamiento en el termopar de referencia en cada zona. El
Punto de coherencia dendrítica (Pcd) es definido como el primer mínimo que ocurre en las
diferencias de temperaturas cuando estas últimas son de signo negativo; sí por el contrario, las
diferencias de temperaturas son de signo positivo el punto de coherencia dendrítico estará
representado en el primer máximo que se obtenga en dichas curvas. En las graficas de velocidad
de enfriamiento vs. tiempo, figuras 5.5 a 5.8, este punto corresponde al instante donde la
tendencia estacionaria cambia hacia un aumento en la velocidad de enfriamiento. Esto es
verdadero, porque como finaliza el crecimiento del entramado dendrítico, la extracción de calor
ahora es más eficiente gracias a la continuidad del sólido.
En la tabla 4.3 se aprecia que los valores de coherencia dendrítica para las tres zonas es
diferente entre sí; siendo el mayor valor, fS = 0,77 para la zona III que en orden descendiente es
zona II, fS = 0,65 y zona I fS 0,50. No se tienen argumentos para discutir estas discrepancias que
también surge en los resultados obtenidos por Scheil.
Las figuras 5.21 (A) y 5.21 (B) presentan la macroestructura obtenida en la superficie
resultante a partir del corte longitudinal del lingote (ver figura 4.3). En ella se aprecia una
estructura de granos equiaxiales en todas las zonas en estudio, encontrándose ligeras diferencias
entre ellas, donde los granos de menor tamaño se encuentran en la zona III, mientras que los
más grandes en la zona I; para la zona II se encuentran granos de tamaño intermedio con
respecto a los obtenidos en las otras dos zonas.
La ausencia de granos columnares, al igual que la similitud entre las morfologías
encontradas para las tres zonas en el lingote se puede explicar debido a que a medida que las
91
aleaciones se encuentran más concentradas, es decir, tienen una mayor cantidad de elementos
aleantes, se favorece la formación de la zona de granos columnares, sí por el contrario, la
aleación es muy diluida habrá una tendencia a la disminución de dicha zona; dependiendo del
grado de pureza del material también se puede generar estructuras de menor tamaño. [9,11]
Una medida cuantitativa del subenfriamiento constitucional esta dada por la relación
GL/R, donde GL es el gradiente de temperaturas en el líquido a una distancia x´ de la intercara, y
R es la velocidad de crecimiento de la intercara sólido – líquido. La condición necesaria para que
sea planar es que se cumpla la condición de la ecuación 3.9.
En la figura 5.20 se muestran los valores obtenidos para la relación de GL/R en cada una de
las zonas en función del tiempo de solidificación; esto, con la finalidad de poder conocer los
efectos del subenfriamiento constitucional sobre el crecimiento del frente de solidificación,
durante el desarrollo de la macroestructura de cada unas de las zonas en consideración. En ella
es importante hacer referencia que los valores de GL/R para la zona III están representados por el
eje auxiliar de las ordenadas (lado derecho de la gráfica), ya que estos son bastante menores que
los determinados para la zona I y II; ocasionando, debido a la amplitud de la escala, que fuera
difícil detectar el comportamiento de las curvas si se utilizaba un solo eje de las ordenadas. En
dicha gráfica, la curva correspondiente a la zona I alcanza en todo el intervalo de tiempo de la
solidificación primaria los mayores valores de GL/R, por lo que se esperaría que el frente de
solidificación en esta zona tuviera una mayor tendencia planar; a diferencia de la zona I, la zona
III presenta los menores valores de GL/R durante todo el tiempo de solidificación primaria,
siendo estos valores cercanos a 0 ºC*s/mm2, sólo en los últimos instantes de la solidificación
primaria, específicamente a partir de los 600 segundos de ocurrir el proceso de solidificación los
valores aumentan bruscamente alcanzando las curvas de las otras zonas. Para la zona II la curva
GL/R se encuentra en valores intermedios con respecto a la zona I y III, por lo que se espera que
esta pueda producir morfologías de crecimiento intermedias en comparación con las otras dos
zonas.
92
A través de la figura 3.7 se puede apreciar, de forma cualitativa, cómo para una
determinada aleación influyen los valores de la relación GL/R en el modo de crecimiento de la
intercara líquido – sólido durante la solidificación. Mediante su observación se desprende que a
medida que los valores de GL/R disminuyen, la cantidad de subenfriamiento constitucional
aumenta, y por consiguiente, se produce la aparición de una morfología cada vez más inestable.
Sin embargo, también es importante resaltar que para aleaciones muy diluidas, donde la
concentración de los elementos solutos es prácticamente despreciable, los valores de la relación
de GL/R no ejercen prácticamente ninguna influencia sobre el modo de crecimiento de la
intercara líquido – sólido, lo cual es sumamente importante y sirve de apoyo para justificar los
resultados encontrados en la macroestructura de la sección longitudinal del lingote (figura 5.21
B) y en la microestructura de la sección transversal del mismo (figura 5.21 C), ya que a pesar de
las diferencias encontradas en cuanto a la relación de GL/R determinadas para cada zona, tanto
la macroestructura como la microestructura no revela claramente diferencias en cuanto a la
morfología de los granos en las tres zonas en estudio; más bien se pueden detectar ligeras
diferencias en tamaño, lo cual no se ve influenciado por el subenfriamiento constitucional. A
partir de lo antes mencionado, es posible explicar estos resultados debido a que la aleación
utilizada en este trabajo es una aleación diluida de Al de 99% de pureza.
Como se muestra en la tabla 5.2, en la zona III se presenta la mayor cantidad de fracción
solidificada en el instante en que se alcanza el punto de coherencia dendrítica, siendo esta de
0,77 según el modelo de Tamminen; esto indica que al momento en que ocurre el choque entre
los brazos dendríticos primarios que crecen durante el desarrollo del entramado dendrítico, en
esta zona, existe un 77% de fracción solidificada. A partir de esto se puede interpretar que la
velocidad de nucleación fue bastante grande para esta zona y probablemente no así para la
velocidad de crecimiento de las puntas dendríticas, generándose una gran cantidad de núcleos
que crecen en forma limitada debido a la rápida velocidad de nucleación, por lo que se espera
que haya una morfología de granos uniformes, posiblemente equiaxiales, de tamaño pequeño y
con muy poca presencia de defectos como cavidades de rechupe, porosidad dispersa,
desgarramiento en caliente, debido a las favorables condiciones de alimentación que
93
proporciona el hecho que el punto de coherencia dendrítico se alcanzará a una alta fracción
solidificada (tabla 5.2). Tomando en consideración los resultados obtenidos en la región del
enfriamiento en estado líquido, donde se evidenció que el movimiento de los pulsos calóricos en
esta zona (III) estaba fuertemente controlado por la extracción de calor desde el termopar
inferior, debido a la similitud de los comportamientos de las curvas de pérdida de capacidad
calorífica y de velocidad de extracción de calor, junto al poco tiempo de desfase entre ambas
curvas se pudo conocer que las condiciones eran desfavorables para la acumulación de calor, y
probablemente conducen a que se obtenga en esta zona del lingote una macroestructura más
refinada, donde los granos tengan un menor tamaño que los encontrados en las otras zonas en
estudio. Estas características macroestructurales inferidas a partir de los resultados obtenidos
para el enfriamiento en estado líquido y la solidificación primaria en la zona III coinciden con las
encontradas en la macroestructura de la sección longitudinal del lingote, figura 5.21 (B).
En la zona I se obtuvo la menor fracción solidificada en el instante en que se alcanza el
punto de coherencia dendrítica, siendo este de 0,51 fs (tabla 5.2), lo que a diferencia de los
descrito para la zona III, produce una menor cantidad de núcleos una vez que se alcanza la
coherencia dendrítica, originando que esos pocos núcleos que logran la estabilidad puedan
crecer en mayor medida hasta que se encuentran y ocurra el choque entre los brazos dendríticos
primarios en esta zona, conduciendo posiblemente a la formación de granos o estructuras
dendríticas de mayor tamaño que los encontrados en la zona III, y probablemente generándose
una gran cantidad de defectos como cavidades de rechupe y desgarramiento en caliente, debido
a que por la baja fracción solidificada en el instante que se alcanza el punto de coherencia
dendrítica (tabla 5.2), la alimentación del metal líquido hacia los espacios interdendríticos se
dificulta notablemente, la cual es necesaria para proporcionar la cantidad de material necesario
para cubrir las contracciones líquido-sólido que se suceden durante el proceso de enfriamiento y
de solidificación de la aleación.
Durante el enfriamiento en estado líquido, la zona I a pesar de que presento la mayor
velocidad de extracción de calor luego de unos instantes de iniciado el ensayo, sufrió la menor
pérdida de capacidad calorífica; sin embargo, como a medida que transcurría el tiempo de
ensayo durante el enfriamiento del líquido la zona III comenzaba a disminuir los valores de la
94
velocidad de extracción de calor, la zona I se consolidaba como la predominante en dicha
magnitud, la cual remueve gran parte del calor evolucionado en la zona II y en la zona I,
presentando cierta acumulación en algunos instantes, debido a que el calor evolucionado en ella
sumado al transferido desde la zona II hacia la zona I, probablemente superan la velocidad a la
cual se extrae el calor por conducción desde el termopar superior (Ts), el cual debe estar
controlado por la velocidad de extracción mediante el mecanismo de convección desde la
superficie superior del lingote hacia los alrededores. En la zona II del lingote se obtuvo una
fracción solidificada de 0,65 en el instante en que se alcanza la coherencia dendrítica (tabla 5.2),
el cual es un valor intermedio comparado con los obtenidos para las zonas I y III; esto induce a
pensar que probablemente las características macroestructurales que se deben presentar en esta
zona corresponderían a morfologías intermedias entre las descritas para la zona I y III,
probablemente granos equiaxiales de mediano tamaño. Sin embargo, debido a la alta fracción
solidificada es probable que no se genere una gran cantidad de defectos como los encontrados
en la zona I. En la zona II se presentaron valores intermedios en la pérdida de capacidad
calorífica, sin embargo, en la velocidad de extracción de calor se mantienen valores muy bajos,
cercanos a 0ºC/s, de lo que se infiere que en esta zona la extracción de calor fue muy baja, lo que
puede generar acumulación de calor, acentuado en la región central de dicha zona, pudiendo
conducir a un mayor crecimiento de los granos.
En la tabla 5.3 se reportan los resultados obtenidos a partir del análisis estereológico
utilizado para la determinación de la fracción volumétrica de la fase primaria, los cuales arrojan
diferencias de hasta un 7% entre ellas, donde el valor más alto corresponde a 94% de fase
primaria para el termopar inferior (Ti) y los valores más bajos se presentaron en el termopar
superior (Ts) con un 87%. Estos resultados van en concordancia con la fracción sólida alcanzada
en el punto de coherencia dendrítico en cada termopar, los cuales se indican en cada una de las
curvas de fracción solidificada, figura 5.16 a 5.19. En ellas se puede apreciar que los mayores
valores de fracción solidificada en el punto de coherencia dendrítico se alcanzan en el termopar
superior (0,80 fS), seguida en orden decreciente, por el termopar medio inferior (0,74 fS), el medio
superior (0,56 fS) y el superior (0,46 fS). Una baja fracción solidificada en el punto de coherencia
95
dendrítico significa que probablemente sucedió a una mayor velocidad de crecimiento de las
puntas dendríticas, por lo que se esperaría que haya una mayor cantidad de líquido segregado
en los espacios interdendríticos, como se evidencia en la figura 5.21 (C) para las fotomicrografías
correspondientes al termopar superior (Ts) y medio superior (Tms). Si por el contrario, se
alcanza una alta fracción solidificada, la segregación al igual que las porosidades tienden a
disminuir, siendo la segregación interdendrítica mucho más fina que en el caso anterior, como se
puede observar en la figura 5.21 (C) correspondiente al termopar inferior (Ti) y el medio inferior
(Tmi).
96
CAPÍTULO 7. CONCLUSIONES Y RECOMENDACIONES
7.1 Conclusiones
¾
La técnica de suavización programada en Matlab 6.5, basada en el orden de polinomio y
el número de datos a convolucionar (Savitzky-Golay) es adecuada para la suavización de
los datos experimentales.
¾
A través de las curvas de pérdida de capacidad calorífica (dQ/dt) y velocidad de
extracción de calor (dq/dt), se puede explicar el fenómeno de acumulación de calor en las
zonas entre termopares; sin embargo, esta información es limitada ya que se hace
necesario conocer el comportamiento de estos parámetros en zonas cercanas a la pared
del molde.
¾
A partir de las curvas de pérdida de capacidad calorífica (dQ/dt) y velocidad de
extracción de calor (dq/dt), se corroboró el comportamiento ondulatorio del flujo
calórico.
¾
En todos los termopares se alcanzaron condiciones de estado cuasi-estacionario, debido a
que las curvas de enfriamiento para la región del líquido presentan una tendencia lineal,
con pendientes similares, exhibiendo algunos entrecruzamientos.
¾
La similitud de morfología encontrada en la macroestructura, para las tres zonas en
estudio, demuestran que las condiciones de enfriamiento de la pieza, fueron similares
para todo el lingote.
97
¾
Desde el punto de vista macroestructural se encuentran las siguientes evidencias: granos
equiaxiales de diferente tamaño, los ligeramente mayores se encuentran en la zona
donde la coherencia dendrítica sucede a una mayor fracción solidificada y donde existe
flujo calórico bidireccional.
¾
El método que mejor se ajusta al comportamiento de la aleación en estudio para hallar la
fracción solidificada (fs) es el modelamiento de Tamminen.
7.2 Recomendaciones
¾
Realizar ensayos de solidificación con al menos un termopar ubicado cerca de la pared
del molde, para poder analizar mejor el comportamiento del flujo calórico en el lingote.
¾
Efectuar los ensayos de solidificación utilizando una frecuencia de adquisición de datos
menor a 5 datos por segundo.
¾
Realizar simulaciones para la región del enfriamiento del líquido bajo programas
especializados en transferencia de calor, a fin de corroborar los efectos de acumulación y
transferencia de calor durante esta zona.
98
CAPÍTULO 8. REFERENCIAS BIBLIOGRÁFICAS
[1] Quintero, O., “Solidificación”, Departamento de Ciencia de los Materiales, Universidad
Simón Bolívar, (2003).
[2] Díaz, Y., “Evaluación de la Microestructura de Solidificación de la Aleación
Multicomponente Al - 5,7% Si - 1% Cu- 0,47% Fe”, Tesis, Maestría en Ingeniería de Materiales,
Universidad Simón Bolívar, (2003).
[3] Quintero, O., “Principios de la Tecnología de Fundición”. Departamento de Ciencia de los
Materiales, Universidad Simón Bolívar, (1998).
[4] Quintero, O., “La Metalografía de Aleaciones Comerciales Aluminio-Silicio” Trabajo de
Ascenso a la categoría de Profesor Titular, Universidad Simón Bolívar, (1991).
[5] ASM Handbook, “Properties and Selection: Nonferrous Alloys”, Vol. 2, Materials Park, 9na
Edición, USA, (1999).
[6 ] Backerud, L.; Chai, G. y Tamminen, J., “Solidifications Characteristics of Aluminum Alloys”,
Vol. 2, Foundry Alloys, Skanaluminium. (1990).
[7] Escobedo, J., “Computer-Aided Cooling Curve Análisis (CA-CCA), Applied to an Al-Si
System”, Light Metals, (1997).
[8] Fredriksson, H y Rogberg, B., “Thermal Analysis for Interpretation of Solidification Cycle”,
Metal Science, (1979).
99
[9] Méndez, L., “Diseño y Construcción de un Sistema Enfriante para Producir Solidificación
Direccional”, Tesis, Ingeniería de Materiales. Universidad Simón Bolívar, (2003).
[10] Delvasto, P., “Simulación de una Referencia Térmica Basal a través del Uso de la Técnica de
dos Termocuplas”, Tesis, Ingeniería de Materiales, Universidad Simón Bolívar, (1999).
[11] Verhoeven, J., “Fundamentals of Physical Metallurgy”, John Wiley & Son, U.S.A, (1975).
[12] Tinoco, J., “Análisis de la solidificación de una aleación Al - 7,9% Si”, Tesis, Ingeniería de
Materiales. Universidad Simón Bolívar, (1995).
[13] Flemings, M., “Solidification Processing”, McGraw-Hill, U.S.A, (1974).
[14] Kurz, W. y Fisher, D., “Fundamentals of Solidification”, Trans Tech Publications, Suiza,
(1992).
[15] Incropera, F. y De Wit, D., “Fundamentos de Transferencia de Calor”, Prentice Hall, Cuarta
Edición, 1999.
[16] Romano, G., “Análisis de la solidificación de aluminio comercialmente puro”, Tesis,
Ingeniería de Materiales, Universidad Simón Bolívar.
[17] Adolfo Castillo… (OJO… Preguntar si entrego el libro)
[18] Avner, S., “Introducción a la Metalurgia Física”, McGraw Hill, U.S.A, (1979).
[19] Savitzky, A. y Golay, M., “Smoothing and differentiation of data by simplified least squares
procedures”, Analitical Chemistry, Vol. 36, Nº 8, Julio 1964, Pag 1627 – 1638.
100
[20] Suinaga, W., “Validación de un programa de suavización de datos experimentales”, Tesis,
Ingeniería de Materiales, Universidad Simón Bolívar, (1998).
[21] Verhoeven, J., “Fundamentals of Physical Metallurgy”, John Wiley & Son, U.S.A, (1975).
[22] Rodríguez, M., “Efecto de la Velocidad de Enfriamiento en la Solidificación de una Aleación
de Aluminio Refinada con Alambre de Al-5Ti-1B”, Tesis, Ingeniería de Materiales, Universidad
Simón Bolívar, (2004).
[23] Quintero, O., “Ciencias de los Materiales II”, Departamento de Ciencias de los Materiales,
Universidad Simón Bolívar, (1998).
[24] Mondolfo, L., “Aluminium Alloys: Structure and Properties”, Editorial Butterworths, (1976).
[25] Tzimas, E. y Zavaliangos, A. Evaluation of Volume Fraction of Solid in Alloys Formed by
Semi Solid Processing, Journal of Materials Science, (2000).
[26] Stefanescu, D.; Upadhya, G. y Bandyopadhyay, D., “Heat Transfer-Solidification Kinetics,
Modeling of Solidification of Casting”, Metall Trans, Vol 21A, (1990).
[27] Ettedgui, J., “Estudio de la solidificación de la fase primaria de una aleación Al-Si-Cu”,
Tesis, Maestría en Ingeniería de Materiales, Universidad Simón Bolívar, (2001).
[28] ASM Handbook, “Alloy Phase Diagrams”, Vol. 3, Materials Park, 9na Edición, USA, (1999).
[29] Quintero, O., “Aleaciones de Aluminio”, Departamento de Ciencias de los Materiales,
Universidad Simón Bolívar, (2001).
101
APÉNDICE A. DIAGRAMAS DE EQUILIBRO DE FASES
A continuación se muestran los diagramas de equilibrio de fases considerados para la
composición química de la aleación en estudio:
Figura A.1. Diagrama de equilibrio de fases del sistema binario Al – Fe. [28]
Figura A.2. Diagrama de equilibrio de fases del sistema binario Al – Si. [29]
102
APÉNDICE B. PROGRAMA DE SUAVIZACIÓN
B.1. Programa para llamar a la acción de suavización
T=smooth(n,m,1) %n=grado del polinomio, m=# de datos a convolucionar
load Ti.m
y=conv(T(1,:),Ti),%#de columna o se hace la entrada de Ts, Ti, Tms Tmi
como archivo o lo defino Ti=datostemperatura.m(:,#de colum);
time=(1:1:length(y)); t =time./5,
figure%enter
plot(t,y),xlabel('time(s)'),ylabel('Temp(C)')
B.2. Programa de Suavización
Function [T] = smooth(n,m,x);
%n grado del polinomio
%m # de datos a convolucionar
%x arreglo de entrada
%T arreglo de salida
F=zeros(n,2*m+1);
i=-m:m;
for r=0:n,
F(r+1,:)=i.^r;
for k=0:n,
if rem(r+k,2)==0
B(r+1,k+1)=sum(i.^(r+k));
else
B(r+1,k+1)=0;
end
end
end
T=inv(B)*F;