Materiales para palas de aerogeneradores
Anuncio

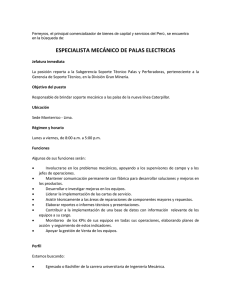
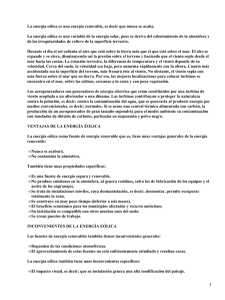
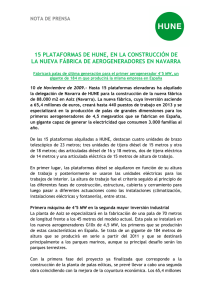
DISEÑO ESTRUCTURAL DE PALAS Francesc Xavier Sanz Cano, Mayo 2011 Índice • • • • • • • Introducción Soluciones estructurales Materiales para palas de aerogeneradores Unión pala buje Sistema de protección contra rayos Fabricación de palas de aerogeneradores Ensayos a escala completa Índice • • • • • • • Introducción Soluciones estructurales Materiales para palas de aerogeneradores Unión pala buje Sistema de protección contra rayos Fabricación de palas de aerogeneradores Ensayos a escala completa Introducción Un diseño de pala optimizado debe de satisfacer un amplio rango de objetivos, alguno de los cuales entran en conflicto entre ellos: 1) Maximizar la producción energética anual para unas determinada distribución de velocidad de viento 2) Limitar la máxima potencia eléctrica generada (en el caso de aerogeneradores regulados por entrada en pérdida) 3) Resistir cargas extremas y de fatiga 4) Limitar deflexiones de punta de pala para evitar la colisión entre la pala y la torre (en caso de aerogeneradores barlovento) 5) Evitar resonancias 6) Minimizar el peso y el coste Introducción Un diseño de pala optimizado debe de satisfacer un amplio rango de objetivos, alguno de los cuales entran en conflicto entre ellos: 1) Maximizar la producción energética anual para unas determinada distribución de velocidad de viento 2) Limitar la máxima potencia eléctrica generada (en el caso de aerogeneradores regulados por entrada en pérdida) 3) Resistir cargas extremas y de fatiga 4) Limitar deflexiones de punta de pala para evitar la colisión entre la pala y la torre (en caso de aerogeneradores barlovento) 5) Evitar resonancias 6) Minimizar el peso y el coste interacción Diseño aerodinámico Diseño estructural (raíz, espesor, borde salida) Introducción Diseño aerodinámico − Selección de la familia de perfiles (NACA, DU-airfoils, Risø-B1) − Distribución de espesor relativo 10 100% - 40% 20 40% - 35% 30 35% - 30% − Distribución de cuerdas y de torsión 40 30% - 25% 50 25% - 18% Introducción Diseño estructural − Selección de los materiales y determinación de las secciones estructurales: Para resistir cargas extremas y de fatiga Limitar deflexiones de la pala Evitar resonancias Minimizar el peso y el coste Ω· R λ= U∞ Wind Speed [m /s] − − − − Waterfall diagram 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 Out-Plane BW #1 Out-Plane FW #1 Out-Plane Col #1 Out-Plane BW #2 Out-Plane FW #2 Out-Plane Col #2 In-Plane BW #1 In-Plane FW #1 In-Plane Col #1 Tower 1st FA Tower 2nd FA Tower 1st StS Tower 2nd StS Drivetrain 1st 1P 3P 6P 9P 12P 0 0,5 1 1,5 2 frequency [Hz] 2,5 3 3,5 4 Índice • • • • • • • Introducción Soluciones estructurales Materiales para palas de aerogeneradores Unión pala buje Sistema de protección contra rayos Fabricación de palas de aerogeneradores Ensayos a escala completa Soluciones estructurales Cargas aplicadas a un perfil de una pala de aerogenerador: Medgewise Fflapwise Mz Mflapwise Fz Fedgewise Soluciones estructurales Tipos de secciones estructurales: 1) 2) 3) 4) 5) Viga no continua Viga continua o viga cajón Monocasco D-SPAR Costillas Soluciones estructurales Viga no continua Sección formada por: - 2 largueros (shear web) 2 almas (spar caps) Piel resistente Las cargas son soportadas por estos elementos de la siguiente manera: - Largueros: aumentan la rigidez de la sección en la dirección fuera del plano del rotor. Soportan esfuerzos tangenciales debido a fuerzas cortantes y momentos torsionales. - Almas: Soportan esfuerzos normales debido a momentos flectores fuera del plano y esfuerzos cortantes debido a momentos torsionales. - Piel resistente: Soporta esfuerzos cortantes debido a momentos torsionales y esfuerzos normales debido a momentos flectores dentro del plano (elevada inercia) Soluciones estructurales Viga continua o cajón Sección formada por: - 1 cajón Piel resistente Las cargas son soportadas por estos elementos de la siguiente manera: - Cajón: aumentan la rigidez de la sección en la dirección fuera del plano del rotor. Soporta esfuerzos normales debido a momentos flectores fuera del plano, y esfuerzos tangenciales debido a fuerzas cortantes y momentos torsionales. - Piel resistente: Soporta esfuerzos cortantes debido a momentos torsionales y esfuerzos normales debido a momentos flectores dentro del plano (elevada inercia) Soluciones estructurales Monocasco Sección formada por: - Piel resistente Todas las cargas son soportadas por este elemento: - Piel resistente: Tiene una elevada rigidez (espesor limitado). Soporta esfuerzos normales debido a momentos flectores fuera del plano y dentro del plano del rotor. Soporta esfuerzos tangenciales debido a momentos torsionales y a fuerzas cortantes. Soluciones estructurales D-SPAR Sección formada por: - Estructura D-SPAR Piel resistente Nido de abeja (Honeycomb) Las cargas son soportadas por estos elementos de la siguiente manera: - Estructura D-SPAR: Tiene una elevada rigidez. Soporta esfuerzos normales debido a momentos flectores fuera del plano y dentro del plano del rotor. Soporta esfuerzos tangenciales debido a momentos torsionales y fuerzas cortantes. - Piel resistente: Soporta esfuerzos cortantes debido a momentos torsionales y esfuerzos normales debido a momentos flectores dentro del plano (elevada inercia). - Nido de abeja: Aporta estabilidad al conjunto. Soluciones estructurales Costillas Sección formada por: - 1 cajón (o 2 largueros y 2 almas) Piel resistente Costillas Las cargas son soportadas por estos elementos de la siguiente manera: - Cajón: Soporta esfuerzos normales debido a momentos flectores fuera del plano, y esfuerzos tangenciales debido a fuerzas cortantes y momentos torsionales. - Piel resistente: Soporta esfuerzos cortantes debido a momentos torsionales y esfuerzos normales debido a momentos flectores dentro del plano (elevada inercia) - Costillas: Mantienen la forma del perfil, transmiten las fuerzas aerodinámicas de la piel al cajón, y aportan estabilidad al perfil aerodinámico. Índice • • • • • • • Introducción Soluciones estructurales Materiales para palas de aerogeneradores Unión pala buje Sistema de protección contra rayos Fabricación de palas de aerogeneradores Ensayos a escala completa Materiales para palas de aerogeneradores A la hora de elegir los materiales para las palas de aerogeneradores se busca que tengan las siguientes propiedades: 1) Buena relación propiedades mecánicas/peso: masa ∝ L2.4 2) Resistencia a la fatiga, erosión, agentes atmosféricos y temperaturas de servicio: las palas están diseñadas para durar 20 años, sin embargo en la práctica es necesario realizar un mantenimiento periódico a partir de los 5 años 3) Fabricabilidad: es un componente de gran tamaño y peso con zonas de espesor muy diferente 4) Relación calidad/precio: el coste de los materiales supone un porcentaje importante sobre el precio de la pala (entre 40% y 80%) 5) Reciclabilidad: el material es tóxico. En algunos países está regulado 6) Disponibilidad: existen problemas de suministro con algunos materiales Materiales para palas de aerogeneradores Actualmente las palas comerciales están compuestas de los siguientes materiales: 1) Material Compuesto: fibra + matriz polimérica (GFRP=Glass-Fibre Reinforced Plastic, CFRP= Carbon-Fibre Reinforced Plastic) 2) Sándwich: FRP + núcleo + FRP 3) Adhesivo 4) Recubrimiento Materiales para palas de aerogeneradores Material Compuesto Fibras: ofrecen la resistencia y la rigidez Matriz: ofrece la cohesión y transmisión de cargas Las propiedades del material compuesto vienen determinadas principalmente por: 1) Las propiedades de la fibra 2) Las propiedades de la matriz 3) La adhesión entre la fibra y la matriz 4) La geometría y orientación de las fibras en el material compuesto 5) La proporción de la fibra/resina existente en el material compuesto Materiales para palas de aerogeneradores Material Compuesto Matriz Matriz Termoplásticos Termoestables Resina+Catalizador POLIÉSTER VINILÉSTER Resina+Endurecedor EPOXI Termoestables: − Mezcla de dos componentes líquidos − Proceso: paso de líquido a sólido por curado − El curado es una reacción química irreversible. Se obtiene material insoluble e infusible que no se puede reprocesar Materiales para palas de aerogeneradores Material Compuesto Matriz Propiedades de la matriz: − Buenas propiedades mecánicas: deformación de rotura = ó > a la fibra − Buenas propiedades de adhesión para una buena transmisión de cargas (epoxi > poliéster) − Tenacidad (resistencia al microagrietamiento) (epoxi > poliéster) − Resistencia al medio ambiente y a la temperatura (epoxi > poliéster) − Procesabilidad: mojabilidad con la fibra (epoxi > poliéster), viscosidad, temperatura de procesado (epoxi > poliéster), exotermia, contracción (epoxi < poliéster), … − Precio (epoxi > poliéster) − Disponibilidad (epoxi ≈ poliéster) Materiales para palas de aerogeneradores Material Compuesto Fibra (refuerzo) Función principal de la fibra en el material compuesto: - aumentar las propiedades mecánicas de la matriz Comparativa fibras-propiedades típicas: ACERO D (g/cc) E (GPa) σ (Mpa) 7.8 210 400-500 EXPANSIÓN TÉRMICA VENTAJAS/INCONVENIENTES CARBONO 1.6-1.8 100-200 4000 MUY BAJA BUENA RELACIÓN PESO/PROPIEDADES FRAGILIDAD Y BAJA RESISTENCIA A FATIGA PRECIO ALTO DISPONIBILIDAD VARIABLE KEVLAR 1.4-1.5 60-80 3000 NEGATIVA TENACIDAD ALTA DIFICULTAD DE PROCESADO PRECIO MUY ALTO VIDREO S 2.4-2.5 80-90 3800 MEDIA PROPIEDADES/PRECIO INTERMEDIAS ENTRE CARBONO Y VIDREO E BASALTO 2.6-2.8 80-90 3500 MEDIA-ALTA PROPIEDADES ALGO MÁS BAJAS QUE VIDREO S POR AHORA PRECIO/ACCESIBILIDAD NO COMPETITIVA VIDREO E 2.4-2.5 70-80 2500 MEDIA BAJO COSTE PEORES PROPIEDADES Materiales para palas de aerogeneradores Material Compuesto Fibra (refuerzo) Las fibras utilizadas en las palas de aerogeneradores son básicamente: − Fibra de vidrio − Fibra de carbono (se suele utilizar junto con matriz de epoxi por compatibilidad) Tejidos Las fibras suelen estar ordenadas en forma de hilos y éstos en forma de tejidos, bien por una unión mecánica o mediante agentes pegados. En función de la orientación que tengan se pueden clasificar en: − MATS: al azar (se pone en la capa mas superficial del material compuesto) − Unidireccionales: 0º − Bidireccionales: ±45º, 0/90º − Tejidos 3D Materiales para palas de aerogeneradores Sándwich Se utilizan para proporcionar estabilidad a la estructura. Su función es aumentar el espesor del laminado, aumentando el momento de inercia con el menor aumento de peso posible. Propiedades del núcleo: − − − − − Bajo peso Resistencia a cortadura y compresión Buena adhesión Adaptabilidad al molde y facilidad de impregnación Reciclabilidad Tipo de núcleo utilizados: PVC, BALSA, NOMEX. − PVC (mas ligero / peores propiedades) − BALSA (mejores propiedades / mas pesado) − NOMEX Materiales para palas de aerogeneradores Adhesivos Se utilizan para unir paneles de material compuesto entre sí. Los adhesivos que se utilizan son de resinas similares a las utilizadas en los materiales compuestos que une. Suelen ser de base epoxi, poliéster o poliuretano. Propiedades del adhesivo: − − − − − − − Resistencia a la cortadura Contaminación de las superficies a unir (tratamiento: lijado, etc.) Espesor de la línea de adhesivo Fluidez y viscosidad del adhesivo Facilidad para la puesta en obra Necesidad de curado a altas temperaturas Entorno químico (agentes atmosféricos, agua marina, …) Materiales para palas de aerogeneradores Recubrimientos La mayoría de las piezas realizadas en material compuesto llevan un recubrimiento cuyo objetivos son la protección de la superficie contra productos químicos, intemperie o humedad y la consecución de un buen acabado de la pieza que permita cumplir los criterios aerodinámicos. Estos recubrimientos pueden aplicarse como primera capa sobre el molde (gel coat = resinas con color) o bien como pintura que se aplica posteriormente. Suelen ser de poliéster o uretano, con una serie de aditivos (cargas estabilizadoras UV) para proporcionarles resistencia a la intemperie y abrasión. El top coat es un producto similar al gel coat, pero contiene parafinas y por ello endurece fácilmente en contacto con el aire. Se utiliza para reparaciones. Materiales para palas de aerogeneradores Viga no continua Material compuesto: fibras unidireccionales Material compuesto: fibras unidireccionales Gel coat o pintura Sándwich: núcleo + fibras bidireccionales (±45º) Zonas con adhesivo Índice • • • • • • • Introducción Soluciones estructurales Materiales para palas de aerogeneradores Unión pala buje Sistema de protección contra rayos Fabricación de palas de aerogeneradores Ensayos a escala completa Unión pala buje Las palas deben de poder unirse al buje, a través de un rodamiento circular. Es por este motivo que la sección aerodinámica no puede mantenerse hasta la raíz de la pala, sino que debe haber una transición de perfil aerodinámico a un cilindro cerca de la raíz de la pala : Unión pala buje La unión pala buje es uno de los puntos mas críticos en el diseño de una pala, por los siguientes motivos: - Diferencia de rigideces entre el tornillo metálico y la pala de material compuesto, cosa que hace difícil la transferencia de cargas. - Importantes concentraciones de tensiones debido a los agujeros realizados en la pala para ubicar los tornillos metálicos Tipos de uniones: Casquillo embebido T-BOLT Brida metálica con unión mecánica Brida metálica en forma de trompeta Unión pala buje Casquillo embebido Consiste en una tuerca embebida en la pala antes o después del curado (difícil inspección). Provoca tensiones de cortadura (τ) en la zona de contacto entre el casquillo y el material compuesto (FRP). Toda la fuerza debe de ser transmitida a través de la unión, con pegamento o con la propia resina del material compuesto. La unión adhesiva es crítica. Unión pala buje T-BOLT Consiste en insertos metálicos (bulones) embebidos en el compuesto y unidos al rodamiento mediante varillas metálicas. La unión se pretensa para mejorar el comportamiento mecánico del sistema (vida de fatiga). Respecto a la unión a través de casquillos embebidos, la unión T-BOLT es mas sencilla pero mas cara (es necesario, después de perforar la pala para ubicar los bulones, rebobinar mas material compuesto para tapar los agujeros y reforzar la zona). Índice • • • • • • • Introducción Soluciones estructurales Materiales para palas de aerogeneradores Unión pala buje Sistema de protección contra rayos Fabricación de palas de aerogeneradores Ensayos a escala completa Sistema de protección contra rayos Los rayos son descargas transitorias de alta corriente. Sus efectos dañinos son de gran importancia por las consecuencias tanto en personas como en componentes del aerogenerador. En aerogeneradores, el sistema de protección contra rayos debe de estar integrado en las diferentes partes de la turbina para asegurar que cualquier parte que pudiera ser impactada por una descarga pueda soportarlo, conduciendo asimismo la corriente de forma segura por toda la estructura desde el punto de impacto hasta el terreno. Las palas, siendo el componente mas elevado del aerogenerador, está equipado con un sistema de captación y conducción del rayo, desde su impacto hasta la raíz de la pala donde, a través del rodamiento del pitch, es evacuado hasta el terreno. Sistema de protección contra rayos El sistema más habitual en las palas de fibra de vidrio (GFRP) consiste en colocar uno o varios receptores en ambas caras a lo largo de la pala para que el rayo impacte en ellos y no en otras zonas. El captador está unido a la puesta a tierra a través de un bajante de forma que se crea un camino de baja impedancia para derivar la corriente hacia el terreno: Sistema multireceptor Drain receptor receptor Sistema de protección contra rayos La normativa existente indica 4 niveles de protección en función del pico de corriente que deben soportar, aunque en la práctica todos los sistema de protección contra rayos utilizados en palas eólicas cumplen los requisitos del nivel I (mayor pico de corriente). Según los datos estadísticos, se estima que una media de 6 fallos por cada 100 aerogeneradores al año están causados por impacto de rayo. En palas de fibra de carbono (CFRP) este sistema no es efectivo ya que tienen mayor conductividad, y se están experimentando otros dispositivos para complementar el sistema de captación. Índice • • • • • • • Introducción Soluciones estructurales Materiales para palas de aerogeneradores Unión pala buje Sistema de protección contra rayos Fabricación de palas de aerogeneradores Ensayos a escala completa Fabricación de palas de aerogeneradores La fabricación de palas, comparado con la fabricación de otros componentes, sigue siendo poco automatizada. Para la fabricación de palas, se requiere de dos moldes, uno para la valva de succión, y otro para la valva de presión. La secuencia básica de moldeo es la siguiente: 1) 2) 3) 4) 5) 6) 7) 8) 9) 10) 11) Limpieza del molde y aplicación desmoldeante (Aplicación del gel coat) Colocación de tejido y núcleo sobre el molde (seco/impregnado) Colocación de auxiliares de proceso (malla infusión, peel ply, tejido perforado, ...) Colocación de bolsa de vacío Aplicación de vacío Etapa de impregnación con/sin Temperatura Curado de valvas y preparación pegado Pegado de valvas entre sí Curado de pala con/sin Temperatura (Aplicación de pintura) Fabricación de palas de aerogeneradores Fabricación de palas de aerogeneradores Actualmente las técnicas más utilizadas para la laminación en el molde son: - Laminación mediante prepreg Laminación mediante infusión con vacío (RIM) Laminación mediante presión externa (RTM) Laminación mediante prepreg El prepreg es un material que ha sido impregnado previo a su uso y almacenado generalmente a bajas temperaturas (-20ºC). La resina se encuentra en un estado de “semicurado”, lo que le da un tacto semipegajoso que facilita el apilamiento de capas en el molde. Al aumentar la temperatura, la resina se convierte en líquida/viscosa y termina el curado de la pieza bajo condiciones de presión y temperatura controladas. Laminación mediante infusión con vacío / presión externa En este caso el tejido se coloca en seco sobre el molde, se compacta mediante una bolsa de vacío (RIM) o mediante otro molde cerrado (RTM) y se inyecta la resina mediante vacío (RIM) o mediante presión externa (RTM). Una vez curada la pieza se desmoldea. Índice • • • • • • • Introducción Soluciones estructurales Materiales para palas de aerogeneradores Unión pala buje Sistema de protección contra rayos Fabricación de palas de aerogeneradores Ensayos a escala completa Ensayos a escala completa La finalidad de ensayar las palas de aerogeneradores es verificar sus propiedades estructurales: - Masa y centro de gravedad Distribución de rigidez Frecuencia natural y amortiguamiento (estructural) Resistencia última Resistencia a fatiga La secuencia de los ensayos consiste en: - Ensayo de frecuencia natural y amortiguamiento Ensayo estático (ensayo de resistencia estática) Ensayo a fatiga (ensayo de resistencia a fatiga) Ensayo estático (ensayo final de resistencia estática) Ensayos a escala completa Ensayo de frecuencia natural y amortiguamiento El ensayo consiste en excitar manualmente el modo de vibración que va a ser analizado a través de acelerómetros montados en la punta de la pala y en el borde de ataque y de salida de una sección de la pala. Las magnitudes a determinar son: - 1ª frecuencia natural y amortiguamiento estructural en dirección flapwise 2ª frecuencia natural en dirección flapwise 1ª frecuencia natural y amortiguamiento estructural en dirección edgewise 2ª frecuencia natural en dirección edgewise 1ª frecuencia natural de torsión El amortiguamiento aerodinámico contribuye a los resultados medidos, sobretodo en dirección flapwise. Por esta razón es importante determinar el amortiguamiento con muy poca deflexión de la pala. Ensayos a escala completa Ensayo estático El ensayo consiste normalmente en aplicar uno a varios actuadores a la pala, en dirección vertical u horizontal. Las magnitudes a ensayar son: - ENSAYO FLAPWISE o Dirección de la cara de succión hacia la de presión o Dirección de la cara de presión hacia la de succión - ENSAYO EDGEWISE o Dirección del borde de ataque hacia el borde de salida o Dirección del borde de salida hacia el borde de ataque La pala debe de ser ensayada a una carga mayor que la de diseño, para tener en cuenta las condiciones de temperatura, humedad y producción: Carga de ensayo = 1.1 * Carga de diseño Ensayos a escala completa Ensayo estático Cimentación actuadores clamps Ensayos a escala completa Ensayo a fatiga El ensayo trata de reproducir el daño calculado para toda la vida útil de la pala (típicamente 20 años). Para eso, la pala es sometida a una carga de amplitud constante durante un número de ciclos equivalente a la vida útil de la pala. Para reducir la energía aplicada en el ensayo, la pala es excitada a su frecuencia natural para hacerla vibrar dicho número de ciclos equivalentes (alrededor de 5 millones). Cuanto mayores son las palas, menores son sus frecuencias naturales, y por lo tanto, mas tiempo durará el ensayo (entre 3 meses y 1 año, en función del tamaño). Las magnitudes a ensayar son: FLAPWISE y EDGEWISE La pala debe de ser ensayada a una carga mayor que la de diseño, para tener en cuenta errores de cálculo, producción y consecuencias de fallo: Carga de ensayo = 1.33 * Carga equivalente de diseño Ensayos a escala completa Ensayo a fatiga Los ensayos a fatiga se pueden llevar a cabo de distintas formas: - Excitando la pala a su frecuencia natural por medio: o una masa excéntrica rotativa sujeta a la pala a través de una estructura o una masa oscilante con movimiento en la dirección perpendicular a la pala - A través de actuadores hidráulicos que provocan una deflexión controlada de la pala Ensayos a escala completa Ensayo a fatiga