Norma API 600
Anuncio

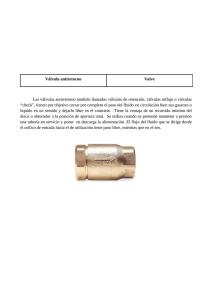
NORMA API 600 (ISO 10434) VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO Índice Sección 1 - Alcance 1. Alcance ……….….…………………….…………………………………….. 4 Sección 4 – Ratings de presión/temperatura 4 Ratings de presión/temperatura..……………………………………..……. 5 Sección 5 - Diseño 5.1 Espesores de las paredes del cuerpo ...…………………………………... 5.2 Espesor de pared del bonete ..……………………………………………. 5.3 Dimensiones del cuerpo ………………….……………………………….. 5.4 Dimensiones del bonete ……………..…….……………………………… 5.5 Junta entre el bonete y el cuerpo…………………………..………………. 5.6 Esclusa …………..…………………………………………………………… 5.7 Puente ……………………………………………………………………….. 5.8 Vástago y tuerca del vástago …………………………………………….. 5.9 Empaquetadura y caja de empaquetadura ……………………………… 5.10 Abulonado ………………………………………………………………… 5.11 La operación .…………….……………..……............................................. 5.12 Conexiones auxiliares ….…………..……………………………………. 6 7 8 12 13 15 16 17 20 21 22 22 Sección 6 - Materiales 6.1 Materiales que no sean los materiales de las piezas de ajuste ……….... 6.2 Los materiales de las piezas de ajuste ……………………………………. 6.3 Reparación . …………………………………………………………………. 25 25 27 Sección 7 - Ensayos e inspecciones 7.1 Prueba de presión …………………………….……………………………. 7.2 Inspección …………..……………………………………………………… 7.3 Exámenes ………………………………………………………………….... 7.4 Exámenes complementarios ………………………...…………..……….. 27 31 31 32 Sección 8 - Marcado 8.1 Legibilidad …………………………….…………………………………… 8.2 Marcado del cuerpo …………..………………………………………….. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 32 32 2 8.3 Marcas de anillos de junta ………………………………………………… 8.4 Placa de identificación ….……..………………………………………….. 33 33 Sección 9- La preparación para el envío 9 La preparación para el envío …..………………………………………….. 33 Apéndices 1. ANEXO A - Información a especificar por el comprador ……………… 2. ANEXO B – Identificación de términos de la válvula ………………….. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 35 36 3 VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 1 Alcance Esta Norma cubre los requisitos de válvulas del tipo esclusa para servicio pesado de refinería y aplicaciones relacionadas en las cuales la corrosión, erosión y otras condiciones de servicio indican la necesidad de paso total, espesores grandes de pared y vástagos de diámetros especialmente grandes. Esta Norma establece los requerimientos para las siguientes configuraciones de válvulas esclusa: - bonete abulonado - vástago ascendente - rosca del vástago al exterior y puente - volante no ascendente - esclusa simple o doble - asientos en cuña o paralelos - sellado entre superficies metálicas - extremos a platinas o para soldar Cubre a las válvulas de los siguientes diámetros nominales DN: 25; 32; 40; 50; 65; 80; 100; 150; 200; 250; 300; 350; 400; 450; 500; 600 y es aplicable para las siguientes presiones PN: 20; 50; 110; 150; 260; 420 cuando las platinas tienen sus orificios en medidas métricas y las designaciones PN están marcadas en el cuerpo de la válvula. También cubre las válvulas correspondientes al los diámetros nominales de caños NPS: 1; 1-1/4; 1-1/2; 2; 2-1/2; 3; 4; 6; 8; 10; 12; 14; 16; 18; 20; 24 y aplica para el rating nominal de la Clase: MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 4 150; 300; 600; 900; 1500; 2500 Cuando las platinas tienen sus orificios en pulgadas y las designaciones de Clase están marcadas en el cuerpo de la válvula. 4 Ratings de presión/ temperatura 4.1 Los ratings de presión/ temperatura aplicables a las válvulas especificadas en esta Norma deberán estar de acuerdo con aquellos especificados para las Clases Estándar de las tablas de ASME B16.34 para las especificaciones de materiales aplicables y la Clase (PN) aplicable. Las restricciones en las condiciones de presión y temperatura, por ejemplo, aquellas impuestas por sellados especialmente blandos o un trim de materiales especial deberán estar indicados en la placa de identificación de la válvula (véase 8.4). 4.2 La temperatura que corresponde para un rating de presión es la máxima temperatura para la presión que la válvula es capaz de contener. En general, esta temperatura es la misma que la del fluido que contiene la válvula. El uso fuera de estas condiciones es responsabilidad del usuario. 4.3 Para temperaturas por debajo de la más baja listada en las tablas de presión/temperatura (véase 4.1), la presión de servicio de la válvula no debe ser mayor que la presión a la menor temperatura listada. El uso fuera de estas condiciones es responsabilidad del usuario. También se debe considerar la pérdida de ductilidad y la baja resistencia al impacto de muchos materiales a bajas temperaturas. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 5 5 Diseño 5.1 Espesores de las paredes del cuerpo 5.1.1 El menor espesor del cuerpo, tm, se muestra en la tabla 1, excepto lo indicado en 5.1.2 para válvulas de extremos para soldar. (Véase la Figura 1 – Identificación de los términos) El espesor de metal adicional necesario por motivos de tensiones de montaje, concentraciones de tensiones, y formas distintas de la circular deben determinarse individualmente por los fabricantes debido a que esos factores varían ampliamente. Figura 1 – Identificación de los términos 5.1.2 La preparación de los extremos en válvulas de extremos soldados (véase 5.3.2) no reducirá el espesor de pared de cuerpo en menos que los valores especificados en 5.1.1 en el entorno de la región más cercana a la superficie exterior del cuello del cuerpo que tm medida a lo largo de la dirección de la carrera del cuerpo. La transición para la preparación de la soldadura será gradual y la sección será esencialmente circular a lo largo de toda la transición. Las discontinuidades agudas o los cambios abruptos en la sección de las áreas que infringen en la transición serán evitados, a excepción de los collares de MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 6 prueba o bandas, tanto soldado como integral. En ningún caso el espesor será menor que 0.77 tm a una distancia de 1.33 tm del extremo de la soldadura. Tabla 1 – Mínimos espesores de pared para cuerpo y bonete 5.2 Espesor de pared del bonete El menor espesor de pared del bonete en el momento de su fabricación, excepto para la extensión del cuello que forman el vástago y la via de entrada de la empaquetadura, deberá ser tm como se indica en la tabla 1. Para el vástago y la via de entrada de la empaquetadura el espesor mínimo localizado de pared deberá estar basado en el diámetro local, por ejemplo, el diámetro del vástago o el diámetro de la caja de empaquetadura, y deberá estar de acuerdo con la tabla 2. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 7 Tabla 2 – Mínimos espesores de pared para cuello del bonete (vía de entrada de la empaquetadura) a) Véase 5.2. 5.3 Dimensiones del cuerpo 5.3.1 Extremos a platinas 5.3.1.1 Los extremos a platinas del cuerpo de la Clase 150 a la 2500 (PN 20 a 420) deberán cumplir con los requerimientos dimensionales de ASME B16.5 o la Serie 1 de ISO 7005-1, lo que sea de fecha más reciente, excepto aquellas válvulas cuya designación de Clase deba tener orificios de bulones en pulgadas de acuerdo con ASME B16.5 y válvulas con designación PN con orificios MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 8 métricos de acuerdo con ISO 7005-1 [ 1 ]. A menos que se especifique de otro modo, las terminaciones superficiales de las caras de platinas deberán estar de acuerdo con ASME B16.5 o la Serie 1 de ISO 7005-1, lo que sea de fecha más reciente. A menos que se especifique de otro modo, las platinas serán de cara resaltada. Tabla 3 – Dimensiones entre extremos para válvulas con extremos para soldar 5.3.1.2 Las dimensiones entre los extremos de las caras de platinas de las válvulas de Clase 150, 300 y 600 (PN 20, PN 50, y PN 110) deberán estar de acuerdo con ASME B16.10 o ISO 5752 [ 2 ], series básicas 3, 4 y 5, lo que sea de fecha más reciente, excepto que la tolerancia aplicable esté de acuerdo con la nota en la tabla 3. Para Clases > 600 (PN > 110), las dimensiones entre los 1 ASME B16.5:1996, Pipe flanges and flanged fittings ISO 7005-1:1992, Metallic flanges — Part 1: Steel flanges 2 MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 9 extremos de las caras de platinas deberán ser las mismas que las dimensiones entre caras dadas en la tabla 3. a) Extremo para soldar a un caño de espesor de pared menor o igual que 22 mm b) Extremo para soldar a un caño de espesor de pared mayor que 22 mm A = diámetro exterior nominal del extremo a soldar B = diámetro interior nominal del caño T = espesor de pared nominal del caño NOTAS 1 Las superficies interior y exterior de los extremos para soldar deben maquinarse como terminación general. El contorneado junto a la envolvente es opción del fabricante a menos que se especifique lo contrario. 2 Las intersecciones deberán ser ligeramente redondeadas. 3 Las válvulas con un mínimo de espesor de pared igual o 3 mm o menos deberán tener extremos cortados perpendicularmente o ligeramente acordados. 4 Para diámetros exteriores nominales y espesores de pared de caños estándar de acero, véase ISO 4200. [ 3 ] Figura 2 – Extremos soldables 3 ISO 4200:1991, Plain end steel tubes, welded and seamless — Dimensions MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 10 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 5.3.1.3 Las caras de las platinas de los extremos y la platina del bonete deberán ser fundidas o forjadas integralmente con el cuerpo. No obstante, cuando el adquirente lo especifique, su pueden soldar platinas forjadas con técnicas y soldadores calificados; en este caso todas las platinas tendrán una unión del tipo butt-weld. Se deberán hacer los tratamientos térmicos de acuerdo con las especificaciones de materiales para asegurar que el material es adecuado para todo el rango de condiciones de servicio. 5.3.2 Extremos para soldar 5.3.2.1 Los extremos para soldar deberán estar de acuerdo con los detalles que se muestran en la figura 2, a menos de que el adquirente especifique otra cosa. 5.3.2.2 Las dimensiones entre extremos para válvulas con extremos para soldar deberán estar de acuerdo con la tabla 3, a menos de que el adquirente especifique otra cosa. 5.3.3 Asientos del cuerpo 5.3.3.1 Los valores del diámetro interior del asiento del cuerpo, excepto en el talón de montaje en los asiento postizos (asientos roscados) no deberán ser menores que los valores especificados en la tabla 4. 5.3.3.2 Los asientos integrales del cuerpo se pueden utilizar en válvulas de acero inoxidable austenítico. Cuando un acero inoxidable austenítico o un material de revestimiento duro se utiliza para el asiento del cuerpo, este material puede ser depositado mediante soldadura directamente en el cuerpo de válvula. Si no, los cuerpos de las válvulas tendrán un alojamiento en el que se roscan o se sueldan en el lugar los asientos salvo DN menor o igual a 50, los anillos de asiento puestos a presión en al alojamiento pueden ser utilizados. 5.3.3.3 Las superficies de asiento del cuerpo de no tendrán esquinas agudas en la circunferencia interna o externa del asiento. 5.3.3.4 Los compuestos e sellado o grasas no serán utilizados cuando se monte el asiento. Sin embargo, un lubricante ligero que tiene una viscosidad no mayor que el keroseno se puede utilizar para prevenir el engripado de las superficies roscadas. 5.3.4 Aberturas Las aberturas taponeadas están prohibidas a menos que se especifique por el comprador. Todas las aberturas estarán de acuerdo con 5.12. Cuando las MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 11 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO aberturas taponeadas se permiten para la prueba, no serán más grandes que DN 15. Tabla 4 – Diámetro mínimo de pasaje de fluido 5.4 Dimensiones del bonete 5.4.1 El agujero del vástago será diseñado para tener el huelgo apropiado para guiar el vástago y para prevenir la extrusión de la empaquetadura. 5.4.2 El bonete incluirá un asiento trasero cónico para el vástago en una de las formas siguientes: - un buje; MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 12 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO - una superficie integral en el caso de una válvula de acero inoxidable autenítico; - un depósito por soldadura de acero inoxidable austenítico o de endurecimiento superficial con un espesor mínimo de 1.6 milímetros. 5.4.3 Las restricciones de 5.3.4 en aberturas también se aplican al bonete. 5.4.4 Los bonetes serán fundidos o forjados de una pieza conforme con los mismos requisitos y excepciones según lo especificado en 5.3.1.3. 5.4.5 El abulonado de la platina de la empaquetadura no estará anclado al bonete o al puente a través de un accesorio soldado o de pernos o prisioneros (studs) soldados. El diseño del anclaje no incluirá agujeros ranurados o soportes que no mantengan engrilletados los bulones de la platina de la empaquetadura durante el re-empaquetado. 5.5 Junta entre el bonete y el cuerpo 5.5.1 La unión entre el bonete y el cuerpo será mediante platinas y junta. 5.5.2 Para las válvulas PN 20, la unión entre el bonete y el cuerpo será alguna de las siguientes según se ilustra en la figura 5 de ISO 7005-1: 1992: - Tipo A, cara plana; - Tipo B, cara resaltada; - Tipos C y D, lengüeta y ranura; - Tipos E y F, espita y hendidura; - Tipo J, junta de anillo (ring joint). 5.5.3 Para las válvulas que tienen presión nominal mayor que PN 20 el empalme del bonete al cuerpo estará de acuerdo con 5.5.2, salvo que el tipo A, cara plana, que no se permite. 5.5.4 La junta del bonete será adecuada para el rango de temperaturas - 29°C a 538°C y será una de las siguientes: - metal sólido, acanalado o plano; - metal con relleno, acanalado o plano; - junta de anillo (ring joint); - junta espiral del metal con relleno y un anillo de centrado/compresión; MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 13 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO - junta espiral del metal con relleno que se utilizará solamente en la junta entre el bonete y el cuerpo para proporcionar control de la compresión de la junta. Para PN 20, lo que sigue puede también ser utilizado: - hoja flexible del grafito reforzada con un inserto de acero inoxidable plano, perforado, o acanalado. 5.5.5 A excepción de todas las válvulas del PN 20 y de todas las válvulas de tamaños DN 65 y más pequeños, las platinas entre el bonete y el cuerpo serán circulares. 5.5.6 Las superficies de apoyo de las tuercas de la platina serán paralelas a las caras de unión del platinas de bonete y cuerpo dentro de ±1%. El proceso para cumplir el requisito del paralelismo estará de acuerdo con ASME B16.5 o ISO 7005-1. 5.5.7 La unión entre el bonete y el cuerpo estará asegurada por un mínimo cuatro pernos (espárragos con tuercas). El tamaño mínimo del perno, para cada tamaño de válvula, de acuerdo con su designación PN o de su Clase, será como sigue: - M10 o 3/8 cuando DN sea mayor o igual a 25 y menor o igual a 65; - M12 o el 1/2 cuando DN sea menor o igual a 80 y mayor o igual a 200; - M16 o 5/8 cuando DN sea mayor o igual a 250. 5.5.8 El abulonado del bonete de la válvula, como mínimo, deberá alcanzar los siguientes requerimientos de área de sección transversal: donde Sb es la tensión admisible del perno (espárrago) a 38°C, en megapascales (cuando es mayor a 138 MPa, usar 138 MPa); PN es el valor de la designación de la presión nominal; Clase es el valor del ratting de la clase; Ag es el área limitada por el borde exterior de la junta en milímetros cuadrados, salvo en el caso de ring joint el área limitada está definida por el diámetro primitivo (de pitch) del anillo; Ab es el área de la tensión total extensible del perno (espárrago), en milímetros cuadrados; MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 14 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO k es un coeficiente que tiene el valor siguiente: k PN 1,25 20 1,00 50 0,91 110 1,00 150 0,97 260 1,00 420 5.5.9 En el montaje, todas las superficies de contacto de la junta estarán libres de compuestos de aceites pesados, de grasa y de selladores. Una capa ligera de un lubricante, no más pesada que el keroseno, puede ser aplicada si es necesario ayudar el montaje apropiado de la junta. 5.6 Esclusa 5.6.1 Las configuraciones de la esclusa se categorizan según lo ilustrado en el anexo B. 5.6.1.1 La esclusa será de una sola pieza, de diseño tanto sólido como flexible, salvo especificación de lo contrario. 5.6.1.2 La esclusa de dos piezas o la esclusa de doble asiento paralelo puede ser suministrada cuando se especifique. Una esclusa separable consiste en dos piezas independientes de asiento que se ajusten a los asientos del cuerpo cuando están cerradas. Una esclusa de doble disco tiene un mecanismo de extensión que fuerza los dos discos paralelos a los asientos del cuerpo cuando está cerrado. 5.6.2 A excepción de la esclusa de doble disco, en la posición abierta, la esclusa dejará totalmente libre la aberturas del asiento de la válvula. 5.6.3 Las esclusas serán diseñadas de modo que todas las piezas puedan funcionar correctamente independiente de la orientación en que sea instalada la válvula. 5.6.4 Se contará con guías en la esclusa y el cuerpo y estarán diseñadas para reducir al mínimo el desgaste del asiento, así como para mantener la alineación MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 15 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO esclusa-vástago en todas las orientaciones de la válvula. El diseño esclusa-acuerpo considerará el desgaste que se puede causar por la corrosión, la erosión y la abrasión. 5.6.5 Las superficies de asiento de la esclusa serán integrales o por depósitos de metal por soldadura. A menos que se especifique, no se requieren superficies endurecidas de asiento. El espesor acabado de cualquier material de revestimiento será de no menos de 1.6 milímetros. 5.6.6 Las esclusas serán diseñadas para absorber el desgaste del asiento. Las dimensiones que fijan la posición de los asientos de la esclusa en relación a los asientos del cuerpo, a partir del momento de la fabricación, puede trasladarse a los asientos, como resultado de desgaste del asiento, una distancia definida como recorrido del desgaste. El recorrido mínimo requerido del desgaste varía con tamaño de la válvula, según lo dado en la tabla 5. Tabla 5 – Desplazamiento mínimo por desgaste 5.7 Puente 5.7.1 El puente puede ser una parte integrante del bonete o estar separado de éste. El puente contendrá la tuerca del vástago que vincula el volante al vástago. 5.7.2 Los puentes serán diseñados para permitir que la tuerca del vástago pueda ser quitada cuando la válvula está bajo presión sin necesidad de retirar el bonete del cuerpo de la válvula. 5.7.3 Los yugos que están separados tendrán superficies de ajuste con el bonete maquinadas para asegurar un alojamiento y montaje apropiado del cojinete. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 16 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 5.7.4 Las superficies de la tuerca del unir-a-vástago serán trabajadas a máquina completamente y paralelo. Se incluirá un puntero de lubricación para el cojinete. 5.8 El vástago y la tuerca del vástago 5.8.1 El diámetro mínimo del vástago, ds, en el momento de la fabricación estará de acuerdo con la tabla 6. El diámetro mínimo del vástago se aplica al vástago en el área del empaque, el diámetro principal en la rosca del vástago se puede reducir, como opción del fabricante, en no más de 1.6 milímetros. La superficie del vástago en contacto con el empaque tendrá un acabado superficial de 0.80 µm Ra o menor. 5.8.2 Los vástagos tendrán un accesorio de unión con la esclusa en un extremo y una forma trapezoidal de rosca en el otro. Las tuercas del vástago serán utilizadas para vincularlo al volante y para conducir mediante la rosca el funcionamiento del vástago. 5.8.3 Las roscas de la tuerca del vástago y del vástago serán de forma trapezoidal según lo especificado en ASME B1.5 o ASME B1.8, con las variaciones dimensionales nominales permitidas. La rosca del vástago será izquierda de modo que el volante funcionado directo rotando en el sentido horario cierre la válvula. 5.8.4 El vástago será material forjado de una sola pieza. La fabricación soldada no se permite. 5.8.5 El extremo del vástago que conecta con la esclusa tendrá forma de te. Sin embargo, para una esclusa de doble disco, la conexión del extremo puede ser roscada. 5.8.6 La conexión del vástago estará diseñada para evitar que se desvincule el vástago de la esclusa por el giro de éste. 5.8.7 El diseño del vástago será tal que el esfuerzo en la conexión entre el vástago y esclusa la parte del vástago dentro del límite de presión de la válvula, bajo carga axial, excederá la fuerza del vástago en la raíz la rosca en funcionamiento. 5.8.8 El vástago de una sola pieza incluirá una superficie levantada cónica o esférica que asiente contra el asiento posterior del bonete cuando la esclusa está en su posición totalmente abierta. El asiento posterior del vástago-capo es un requisito de esta norma, y como tal, no implica que exista una recomendación MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 17 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO del fabricante de que puede ser utilizado con el fin de agregar o de substituir el empaque mientras que la válvula está bajo presión. 5.8.9 El diseño de la tuerca del vástago permitirá el retiro del vástago mientras que mantiene el vástago (y la esclusa) en una posición fija. 5.8.10 El accesorio de interfase entre la tuerca del vástago y el volante podrá ser una interfase hexagonal, una interfase redonda que tenga una chavetera u otros medios de resistencia y durabilidad equivalentes. 5.8.11 Cuando la tuerca del vástago se retiene en el puente por medio de un buje roscado, el buje será asegurado al usar mediante soldadura o un dispositivo mecánico. 5.8.12 La saliente de la rosca del vástago más allá de la tuerca del vástago cuando la válvula está en la posición cerrada en una válvula nueva será una distancia que tiene un mínimo igual al recorrido del desgaste de la válvula y un máximo de cinco veces el recorrido del desgaste para válvulas de DN 150 o más pequeño y tres veces el recorrido del desgaste para las válvulas más grandes que DN 150. 5.8.13 Las válvulas con DN 150 o más grande con PN 110 o mayor, serán equipadas con rodamientos. Tabla 6 – Diámetro mínimo del vástago MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 18 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 19 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 5.9 Empaquetadura y caja de empaquetadura 5.9.1 La empaquetadura debe ser tanto de sección cuadrada como rectangular. El ancho nominal radial de la empaquetadura será según la tabla 7. Tabla 7 – Ancho nominal radial de la empaquetadura 5.9.2 La profundidad nominal de la caja de empaquetadura alojará un mínimo de cinco anillos de empaquetadura sin comprimir. Salvo especificación de lo contrario, la superficie de la caja de empaquetadura en contacto con el material de empaque tendrá una rugosidad superficial de 3,2 µm Ra. 5.9.3 El diámetro nominal de la caja de empaquetadura será igual al diámetro nominal del vástago más dos veces el ancho nominal de la empaquetadura más 0,8 milímetros (es decir d + 2w + 0,8). 5.9.4 La válvula tendrá una platina prensaestopa y un dispositivo de tensado para la compresión de la empaquetadura. El extremo superior del prensa tendrá un labio cuyo diámetro externo exceda el diámetro de la caja de empaquetadura para bloquear la entrada en ésta. El reborde de la platina de prensa tendrá dos agujeros para recibir los bulones de tensado. La platina del prensa no podrá tener ranuras para los bulones, solamente orificios. 5.9.5 La platina del prensa tendrá dos agujeros para los pernos (las ranuras para pernos en la platina no serán utilizadas). La platina del prensa será autoalineable. La platina tendrá un reborde en su borde exterior para prevenir la entrada completa de la misma en la caja de empaquetadura. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 20 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 5.9.6 Un anillo de linterna será proporcionado solamente si es especificado por el comprador. El anillo de linterna tendrá dos orificios localizados a 180º en cada extremo para facilitar su retiro. Estos agujeros pueden ser tanto agujeros para usar con un gancho o agujeros roscados de ½” rosca gruesa (No. 5-40 UNC) según lo especificado en ASME B1.1. Cuando un anillo de linterna está instalado, la caja de empaquetadura tendrá un tapón redondo o hexagonal enfrente del centro del anillo de linterna instalado mayor o igual DN 8 (NPS 1/4). El tapón estará de acuerdo con ASME B16.11. Para acomodar el anillo de linterna, la profundidad de la caja de empaquetadura será por lo menos equivalente a tres anillos de empaquetadura sin comprimir sobre el anillo de linterna y tres anillos sin comprimir debajo del anillo de linterna más la longitud del anillo de linterna. 5.10 Abulonado 5.10.1 La unión entre bonete y cuerpo será por pernos continuamente roscados con las tuercas hexagonales se sección profunda, de acuerdo con ASME B18.2.2. 5.10.2 La unión entre bonete y puente será pernos continuamente roscados o bulones con tuercas hexagonales. 5.10.3 Los pernos de la glándula serán pernos de argolla con bisagras, pernos dirigidos, pernos del perno prisionero o pernos prisioneros. Las tuercas hexagonales serán utilizadas. 5.10.4 El empernado de 25 milímetros y más pequeño tendrá pase de rosca gruesos (UNC) o pase de rosca métrico lo más cerca posible al correspondiente en pulgadas. El empernado de más de 25 milímetros será serie 8 de rosca (8UN) o la rosca métrica más cercana. Las roscas del perno serán clase 2A y las de la tuerca serán clase 2B, de acuerdo con ASME B1.1. Los pernos usados para el empernado de la platina del prensa utilizarán un ajuste de interferencia de la clase 5 conforme a ASME B1.12. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 21 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 5.11 La operación 5.11.1 salvo especificación de lo contrario por el comprador, la válvula se operará en forma directa por un volante que abra la válvula cuando está girando en el sentido antihorario. 5.11.2 El volante será un tipo de aro y rayos con un máximo de seis rayos y estará libre de rebabas y de bordes agudos. Salvo especificación de lo contrario, el volante será de una sola pieza fundida o forjada o construida en varias piezas de acero al carbono. Los volantes fabricados tendrán características de resistencia mecánica y de dureza comparables a la de los volantes hechos de una sola pieza fundida o forjada. 5.11.3 El volante será marcado con la palabra “ABRE” (“OPEN”) y una flecha que señala en la dirección de abrirse a menos que el tamaño del volante hace que tal marca sea impráctica. 5.11.4 El volante será mantenido unido al vástago por la tuerca roscada del volante. 5.11.5 Si se va a operar por catarina, o una caja de engranajes, o un actuador, se deberán agregar las siguientes especificaciones por parte del comprador - para la operación de la catarina, la distancia de la línea central del vástago de válvula la parte más baja de la cadena; - si el engranaje es recto o cónico y la posición del engranaje del volante con respecto de los ejes de la cañería; - tipo de actuador: eléctrico, hidráulico, neumático u otro del actuador; - diferencial máximo de presión y máxima temperatura del servicio a través de la esclusa de la válvula; - características de la fuente de alimentación para los actuadores. 5.11.6 Las dimensiones de la caja de engranajes o del actuador deben estar según ISO 5210 o se cumplirá con las especificaciones del comprador. 5.12 Conexiones auxiliares 5.12.1 Las conexiones auxiliares no se requieren, a menos que sean especificadas por el comprador. 5.12.2 A menos que el comprador especifique de otra manera, el tamaño nominal mínimo de las cañerías para las conexiones auxiliares estará de acuerdo con la tabla 8. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 22 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO Tabla 8 – Tamaño de las conexiones auxiliares 5.12.3 Las conexiones auxiliares serán identificadas según lo indicado en la figura 3. Cada una de las 11 localizaciones es señalada por una letra. 1) Nota: MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 23 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 5.12.4 Cuando se requiera un espesor adicional de metal para obtener el espesor de pared adecuado, el diámetro inscrito mínimo del refuerzo estará de acuerdo con la tabla 9. 5.12.5 La pared de la válvula puede tener tapones si el espesor del metal es suficiente para permitir la rosca, L, como se ve en la figura cuadro 4 y de acuerdo con la tabla 10. Donde el espesor de pared es insuficiente para la rosca o el orificio del tapón necesita mayor pared, un refuerzo será agregado según lo especificado en 5.12.4. Las roscas de la cañería serán del tipo ilustrado en la figura 4. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 24 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 6 Materiales 6.1 Materiales que no sean los materiales de las piezas de ajuste Los materiales para el cuerpo, el bonete, y las piezas de la válvula con excepción de las de ajuste serán seleccionados de la tabla 12. 6.2 Los materiales de las piezas de ajuste (trim) 6.2.1 Éstos incluyen el vástago, las superficies de asiento de la esclusa, las superficies de asiento del cuerpo (o anillos de asiento) y la superficie de contacto del vástago del asiento posterior. Los materiales del ajuste están indicados en la tabla 13 a menos que otros materiales se convengan en entre el comprador y el fabricante. El número de la combinación del ajuste, CN, identifica el material del vástago y las superficies de asiento asociadas. Tabla 12 – Materiales de las partes MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 25 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO Tabla 13 – Materiales de las piezas de ajuste NOTAS 1) Los vástagos serán de material forjado. 2) Las superficies del asiento posterior para CN 1 y 4 hasta 8A tendrán una dureza mínima de 250 HB. 3) No especificado. 1 2 3 4 5 Cr = cromo; Ni = níquel; Co = cobalto; Mo = molibdeno HF = endurecimiento superficial usando aleaciones mediante soldadura de CoCr o NiCr. El sufijo A aplica a NiCr. En aplicaciones de libre maquinado los grados de 13 Cr no serán utilizados. Para CN 1, una diferencia de dureza de por lo menos de 50 puntos Brinell se requiere entre las superficies en contacto. Cuando dos materiales son separados por una raya vertical esto denota dos materiales separados, uno para la superficie del asiento en el cuerpo y el otro para la superficie de asiento en la esclusa sin una preferencia sobre cual aplicar en cual. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 26 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 6.2.2 El material del ajuste será el material estándar de ajuste del fabricante para el número de la combinación, CN, especificado en la orden de compra. Para un CN especificado en una orden de compra se puede emplear un CN alternativo de acuerdo con la tabla 14. Tabla 14 – Alternativas de CN Sin el acuerdo del comprador no está permitido suministrar un CN especificado cuando una alternativa CN se especifica en una orden de compra. 6.3 Reparación Los defectos en la fundición o forja de la carcasa que aparecen durante operaciones de fabricación o la prueba se pueden reparar según lo permitido por la especificación aplicable que más se aproxima para las forjas o fundiciones. 7 Ensayos e inspecciones 7.1 Prueba de presión Cada válvula deberá tener una prueba de presión de la carcasa, una prueba de la cierre de los asientos y una prueba del asiento posterior del vástago de acuerdo con los requisitos de ISO 5208, excepto según lo modificado adjunto. Los compuestos de sellado, grasas o aceites serán quitados de superficies de asiento antes de la prueba de presión. Está permitido, sin embargo, para una película del aceite que no es más pesado que el keroseno se aplicará para evitar que las superficies de sellado se engripen. 7.1.1 Prueba de carcasa 7.1.1.1 La prueba de carcasa será como mínimo 1.5 veces la presión que corresponde al grado de presión de la válvula a 38°C. El prensa será ajustado para mantener la presión de la prueba. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 27 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 7.1.1.2 La duración de la prueba de carcasa y el período de tiempo mínimo que la presión de la prueba de la carcasa debe ser sostenida, estará de acuerdo con la tabla 15. Tabla 15 – Duración de la prueba de carcasa 7.1.1.3 Durante la duración de la prueba de carcasa no será perceptible ninguna fuga a través de la pared de la carcasa o en la junta del bonete. 7.1.2 Prueba de cierre de asientos 7.1.2.1 La prueba de cierre de asientos para cada válvula será como sigue: - para válvulas con DN £ 100 y Clase £ 1500 (PN£ 260) y para válvulas DN > 100 con Clase£ 600 (PN£ 110), una prueba de gas con el gas de prueba a una presión entre 4 bar y 7 bar (400 kPa y 700 kPa) o - para válvulas DN £ 100 y Clase > 1500 (PN> 260) y para válvulas DN > 100 con Clase> 600 (PN> 110), una prueba de líquido con el líquido de prueba en una presión no menor que 1.1 veces el máximo de la presión correspondiente a la Clase de la válvula a 38°C. 7.1.2.2 La prueba de cierre será aplicada una dirección a la vez para cada dirección del asiento. El método de la prueba incluirá el rellenado y presurización de la cavidad del cuerpo entre los asientos y el bonete con el líquido de la prueba para asegurarse de que ninguna pérdida del asiento puede dejar de ser detectada. 7.1.2.3 La duración de la prueba de cierre será el período del tiempo mínimo que la presión de la prueba deba ser sostenida con el fin de obtener una medida de la fuga del asiento, y estará de acuerdo con la tabla 16. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 28 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO Tabla 16 – Duración de la prueba de cierre 7.1.2.4 Durante la duración de la prueba de la cierre, la fuga permitida máxima por los asientos de válvula, estará de acuerdo con la tabla 17 o la tabla 18 lo que sea aplicable. Para la prueba de gas, cero pérdida se define como menos de 3 mm3 (1 burbuja) durante la duración especificada de la prueba. Para la prueba líquida, cero pérdida se define como ninguna fuga visible en la duración especificada de la prueba. 7.1.2.5 Durante la prueba de cierre no habrá ninguna evidencia visible de fuga a través de esclusa o de detrás los asientos del cuerpo. 7.1.2.6 Cuando se usan dispositivos para medir la fuga del asiento, éstos serán calibrados para medir resultados equivalentes a los de las tablas 17 o 18 para las válvulas bajo prueba. Estos dispositivos serán calibrados con el mismo líquido de la prueba, a la misma temperatura, según lo utilizado para las pruebas del cierre de la válvula. 7.1.2.7 Las válvulas a probar con gas según 7.1.2.1, tendrán elementos de cierre como para sostener las condiciones de la prueba líquida, 7.1.2.1, tendrán la capacidad de alcanzar los requerimientos de fuga especificados en la tabla 18 para la prueba líquida. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 29 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO Tabla 17 – Máxima fuga de gas admisible 7.1.3 Prueba del asiento posterior 7.1.3.1 La prueba del asiento posterior será una prueba del gas en la presión dada en 7.1.2.1 o una prueba líquida a una presión dada en 7.1.2.1. La duración de la estará de acuerdo con 7.1.2.3. 7.1.3.2 El vástago y el asiento posterior del vástago serán afirmados y el prensa se dejará flojo durante la prueba. No se permiten fugas durante la duración de la prueba. 7.1.3.3 El prensa se volverá a apretar después de la prueba. 7.1.4 Prueba opcional de cierre 7.1.4.1 No se requiere una prueba de cierre de alta presión para todas las válvulas, ver 7.1.2.1. Es, sin embargo, una opción que el comprador puede especificar. Sin embargo, como prueba estructural de cierre de la válvula, se espera que todas las válvulas puedan pasar esta prueba, ver 7.1.2.7. 7.1.4.2 El líquido de prueba estará a una presión de 1.1 veces la Clase de presión de la válvula a 38°C. 7.1.4.3 La duración de la prueba estará de acuerdo con 7.1.2.3. 7.1.4.4 La fuga máxima durante la duración de la prueba estará de acuerdo con la tabla 18. Tabla 18 – Máxima fuga de líquido admisible MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 30 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 7.2 Inspección 7.2.1 En fábrica Si la orden de compra requiere que el comprador presencie pruebas y de exámenes en fábrica de las válvulas, el inspector del comprador tendrá acceso libre a las partes de la fábrica donde estén en fabricación las válvulas cuando el trabajo de la orden está en curso. 7.2.2 Otras inspecciones fuera de la fábrica del fabricante de la válvula Si la orden de compra requiere exámenes que incluyen los cuerpos de válvula o los bonetes fabricados en otros lugares y no en la fábrica del fabricante de las válvulas, estos componentes estarán disponibles para la inspección en donde están siendo manufacturados. 7.2.3 Alcance de la inspección El grado de la inspección del comprador se puede especificar en la orden de compra y, a menos que se indicare contrariamente, estará limitado a lo siguiente: - inspección del montaje de válvula para asegurar conformidad con las especificaciones de la orden de compra que pueden incluir los métodos no destructivos que se hayan especificado. - presenciar las pruebas de presión requeridas y, si está especificado, las opcionales. - revisión de los informes de ensayos de materiales y, si está especificado, los informes de los ensayos no destructivos y radiografías. 7.3 Exámen 7.3.1 Para cada válvula, los items enumerados en el anexo A serán comprobados por el fabricante antes de envíar las válvulas. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 31 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 7.3.2 El fabricante de la válvula realizará un exámen visual de las superficies de las fundiciones usadas en los cuerpos, los bonetes, y las esclusas para asegurarse de que los requisitos de la norma MSS SP-55 han sido alcanzados. 7.3.3 El fabricante de las válvulas examinará cada válvula para asegurar conformidad con esta norma. 7.3.4 Todos los exámenes serán realizados de acuerdo con los procedimientos escritos que se cumplen con los estándares aplicables. 7.4 Exámenes suplementarios Los exámenes suplementarios se requieren solamente si están especificados en la orden de compra. Partículas magnéticas, examen radiográfico, líquidos penetrantes y la examen ultrasónicao de las fundiciones de acero o forjas se pueden especificar conforme a los procedimientos del comprador y las normas aceptadas o aquellos estandardizados en ASME B16.34, parte 8. 8 Marcado 8.1 Legibilidad Cada válvula fabricada de acuerdo con esta norma será marcada claramente de acuerdo con ISO 5209, salvo que se aplique los requisitos de esta sub cláusula. 8.2 Marcado del cuerpo 8.2.1 Para las válvulas de extremos a platinas las marcas obligatorias del cuerpo, conforme a los puntos 8.2.3 y 8.2.4, será como sigue: - nombre o marca comercial del fabricante; - material del cuerpo; - designación de la presión, como PN seguido por el número de la presión (ej.: PN 20 para las válvulas métricas) o el número de la Clase de la presión (ej.: 150 para las válvulas en pulgadas); - tamaño nominal, como o DN seguido por el número del tamaño (ej.: DN 500 para las válvulas métricas) o el número de NPS (ej.: 20, para válvulas en pulgadas). 8.2.2 Para las válvulas de extremos butt-weld las marcas obligatorias del cuerpo, conforme a 8.2.4, serán como sigue: - nombre o marca comercial del fabricante; - material del cuerpo; - designación de la presión, como PN o Clase MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 32 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO - tamaño nominal, como DN o NPS 8.2.3 Las válvulas de extremos a platina que tienen marcas del cuerpo de PN/DN (o Clase/NPS) fundidas o forjadas con el cuerpo tendrán el número correspondiente de la clase (o PN) estampado en el borde de cada platina. 8.2.4 Para las válvulas más pequeñas que DN 50, si el tamaño o la forma del cuerpo de válvula imposibilita la inclusión de todas las marcas requeridas, una o más pueden ser omitidas a condición de que se muestran en la placa de identificación. Las marcas que pueden ser omitidas son las siguientes: - tamaño nominal; - designación de presión; - material del cuerpo. 8.3 Marcas de anillos de junta (ring joint) Se marcará en la platina el tipo de anillo que lleva (ej: R25). Para los números de anillo de junta, ver ASME B16.5 o ISO 7005-1. 8.4 La placa de identificación La placa de identificación incluirá lo siguiente: - el nombre del fabricante; - designación de la presión; - número de identificación del fabricante; - presión máxima a 38°C; - temperatura límite, si fuera aplicable; - presión límite, si fuera aplicable; - identificación del ajuste (trim); - marca de la conformidad (es decir, API 600/ISO 10434). 9 La preparación para el envío 9.1 La válvula será enviada con el anillo de la linterna, si está especificada, y la empaquetadura instalada. La longitud restante del ajuste de empaquetadura, será 1.5 veces mayor que el ancho de la empaquetadura especificado en 5.9.1. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 33 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO 9.2 A excepción de las válvulas de acero inoxidable austenítico, las superficies exteriores de la válvula estará cubiertas con la pintura de color aluminio. 9.3 Las superficies maquinadas, incluyendo las roscas, estarán cubiertas con un inhibidor de corrosión fácilmente desprendible. 9.4 Las cubiertas protectoras de los extremos de la válvula pueden ser de madera, fibra de madera, plástico o metal, y estarán aseguradas a la válvula para proteger las superficies de la junta o las preparaciones para la soldadura. El diseño de la cubierta será tal que la válvula no se puede instalar en con la cubierta protectora puesta. 9.5 Todo tapón que posea la válvula estará apretado completamente. 9.6 En el momento del envío, la esclusa estará en la posición cerrada. MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 34 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO ANEXO A Información a especificar por el comprador NOTA - los números entre paréntesis son referencias a los sub cláusulas en esta norma. Tamaño nominal [1] (DN o NPS): Designación de presión [1] (PN o clase): Extremos del cuerpo [5.3]: Butt-weld A platinas Tipo de pernos: PN/métrico: . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Clase/pulgada: Tipo de platina: Cara levantada: . . . . . . . . . . . . . . . . . . . . . . . . . . .Ring joint: Otro Tipo de esclusa [5.6]: Conexiones auxiliares: Operación distinta de mediante volante [5.11]: Material [6] Presión de carcasa [6.1]: Número de ajuste (trim) [6.2]: Abulonado del bonete – especial para alta o baja temperatura: Prueba de cierre de alta presión opcional [7.1.4]: Grado de la inspección [7.2.3] MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 35 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO ANEXO B – Identificación de términos de la válvula 1 Tuerca del volante 13 Junta del bonete 2 Volante 14 Turecas y espárragos del bonete 3 Tuerca del vástago 15 Esclusa 4 Vástago 16 Asientos del cuerpo 5 Platina del prensa 17 Cuerpo 6 Prensa 18 Cara resaltada 7 Empaquetadura 19 Extremos a platinas 8 Anillo de linterna 20 Puerto de la válvula 9 Tapón 21 Tuercas y espárragos del ojo del abulonado del prensa 10 Empaquetadura de barrido 22 Tuercas y espárragos del prensa 11 Buje de asiento posterior 23 Abulonado del puente 12 Bonete 24 Puente MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 36 NORMA API 600 - VÁLVULAS ESCLUSA DE BONETE ABULONADO PARA INDUSTRIAS DE GAS Y PETRÓLEO MANTENIMIENTO REFINERÍA GERENCIA MANTENIMIENTO E INGENIERÍA 37