universidad simón bolívar revisión técnica de refacciones
Anuncio

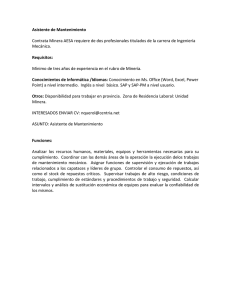
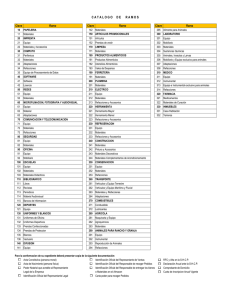
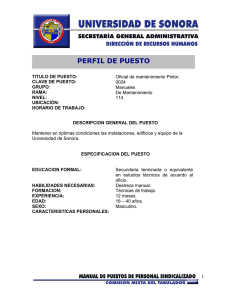
UNIVERSIDAD SIMÓN BOLÍVAR DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA MECÁNICA REVISIÓN TÉCNICA DE REFACCIONES INDUSTRIALES PARA COCA-COLA FEMSA DE VENEZUELA, PLANTA VALENCIA Por: Alexis Enrique Mora Hernández INFORME DE PASANTÍA Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Ingeniero Mecánico Sartenejas, Marzo de 2012 UNIVERSIDAD SIMÓN BOLÍVAR DECANATO DE ESTUDIOS PROFESIONALES COORDINACIÓN DE INGENIERÍA MECÁNICA REVISIÓN TÉCNICA DE REFACCIONES INDUSTRIALES PARA COCA-COLA FEMSA DE VENEZUELA, PLANTA VALENCIA Por: Alexis Enrique Mora Hernández Realizado con la asesoría de: Tutor Académico: Prof. Luis Medina Tutor Industrial: Ing. Merly Pérez INFORME DE PASANTÍA Presentado ante la Ilustre Universidad Simón Bolívar como requisito parcial para optar al título de Ingeniero Mecánico Sartenejas, Marzo de 2012 Resumen El presente informe corresponde a un proyecto de pasantía realizado en las instalaciones de Coca-Cola FEMSA, Planta Valencia. El objetivo principal de este estudio fué la optimización en la gestión de los repuestos presentes en la planta, para lo cual se contemplaron dos visiones íntimamente enlazadas: depurar la lista de refacciones presente y elaborar una matriz de correspondencia a un equipo en específico. Para alcanzar tales metas se plantearon metodologías de análisis, creadas en función a la información encontrada, con un orden lógico establecido y con ayuda del sistema operativo SAP, clave fundamental en este proyecto. En cuanto al proceso de depuración se logró catalogar y seleccionar repuestos, así como restringir o bloquear el uso de cierta cantidad de ellos, dentro de las distintas operaciones de la compañía. Con la elaboración de la Matriz de Correspondencia para la llenadora de la Línea 09 (Línea Nestea), se pudo vincular repuestos existentes en el sistema con partes o piezas constitutivas del equipo, para luego ser plasmadas en un archivo Excel de características autodidácticas que facilitan el acceso a la información pertinente y actualizada. Finalmente, como proyecto adicional a este informe, se anexa el estudio de retrolavados en filtros de arena, cuyo objetivo fundamental es la reedición de las curvas de retrolavado de los filtros realizadas en el año 2006, así como también encontrar el tiempo para el cual se alcanzan las condiciones mínimas de turbiedad, que según Ley venezolana, debe corresponder el agua potable usada dentro de la empresa. iv Agradecimientos y Reconocimientos En Agradecimiento a Dios y a la Virgen de Guadalupe por darme la oportunidad de vivir y tener salud, para alcanzar las metas que me propongo tanto en mi vida personal como en mi vida profesional. A mis padres y a toda mi familia, por ser el apoyo en cada uno de mis pasos, por los valores cosechados y por el cariño que profesan, lo agradezco infinitamente. A la Universidad Simón Bolívar por darme la oportunidad de gozar de una educación superior de alta calidad, con un personal docente y administrativo único, emprendedor, constante y luchador en todos sus aspectos, trabajando por materializar profesionales exitosos. A Coca-Cola FEMSA Venezuela y a la Ing. Merly Pérez por depositar en mi persona la confianza para realizar mi pasantía, por el buen apoyo y la dedicación prestada durante mi estadía en planta. A mi tutor académico Prof. Luis Medina, por tener la buena disposición y el interés de colaborar en mi crecimiento profesional como Ingeniero Mecánico. Agradezco a todos por colaborar en el trabajo que desempeño diariamente y por los nuevos retos que se avecinan. v Índice general Resumen .......................................................................................................................................... v Agradecimientos y Reconocimientos .............................................................................................. v Índice general ................................................................................................................................. vi Lista de símbolos ..........................................................................................................................viii Lista de abreviaturas .....................................................................................................................viii Introducción ..................................................................................................................................... 1 Antecedentes ................................................................................................................................ 1 Justificación e importancia del trabajo ........................................................................................ 2 Planteamiento del problema ........................................................................................................ 3 Objetivo general .......................................................................................................................... 4 Objetivos específicos ................................................................................................................... 5 CAPÍTULO I ................................................................................................................................... 6 MARCO TEÓRICO ........................................................................................................................ 6 1.1. Fundamentos teóricos de SAP R/3 PM ................................................................................ 6 1.1.1. Definición SAP R/3 PM ............................................................................................ 6 1.1.2. Características funcionales de SAP R/3 PM ............................................................. 6 1.1.3. Características técnicas SAP R/3 PM ........................................................................ 7 1.1.4. Transacciones SAP .................................................................................................... 7 1.1.5 Transacciones SAP utilizadas para el desarrollo del proyecto ................................... 8 1.1.6. Material Requierement Planning – MRP - Planificación de los Requerimientos del material. ............................................................................................................................... 9 1.2. Conocimientos básicos ....................................................................................................... 10 1.2.1. Codificación para refacciones industriales .............................................................. 10 1.2.2. Clasificación de materiales según tiempo de rotación ............................................ 10 vi 1.2.3. Matriz de Correspondencia ...................................................................................... 11 CAPITULO II ................................................................................................................................ 12 DISEÑO EXPERIMENTAL ......................................................................................................... 12 2.1. Diseño Metodológico ......................................................................................................... 12 2.1.1. Metodología planteada para la depuración de la lista de refacciones...................... 12 2.1.2. Metodología planteada para la elaboración de la Matriz de Correspondencia. ....... 18 CAPITULO III .............................................................................................................................. 21 RESULTADOS Y ANÁLISIS ...................................................................................................... 21 3.1. Depuración de Lista de Refacciones .................................................................................. 21 3.1.1. Análisis Depuración Lista de Refacciones .............................................................. 23 3.1.2. Restricciones para la Depuración de Lista de Refacciones ..................................... 25 3.2. Matriz de Correspondencia ................................................................................................. 25 3.2.1. Análisis Matriz de Correspondencia ....................................................................... 27 3.3. Optimización de retrolavados en filtros de arena (Actividad Complementaria) ............... 28 Conclusiones.................................................................................................................................. 36 Recomendaciones .......................................................................................................................... 39 Referencias .................................................................................................................................... 41 vii Lista de símbolos Símbolo Definición NTU ó UNT Unidades Nefelométricas de Turbiedad Lista de abreviaturas Acrónimo Significado VISA Valores Industriales S.A FEMSA Fomento Económico Mexicano S.A Panamco SAP MRP Panamerican Beverages Bebidas Panamericanas Sistemas, Aplicaciones y Procesos Material Requierement Planning Planificación de los Requerimientos del Material viii 1 Introducción El presente trabajo corresponde al desarrollo de una pasantía industrial realizada en las instalaciones de Coca-Cola FEMSA Venezuela, Planta Valencia, durante el período JulioDiciembre de 2011; en el cual bajo la coordinación del Departamento de Ingeniería, Proyectos y Mantenimiento, se realizaron un conjunto de actividades, dentro del Plan Maestro Nacional de Repuestos, cuyo principal objetivo fué el de optimizar la gestión de las refacciones industriales utilizadas en planta. A continuación se detalla brevemente los antecedentes históricos de CocaCola FEMSA a nivel nacional e internacional, para luego presentar los fundamentos y razones, así como también la importancia que transciende con la elaboración del presente trabajo dentro del proceso productivo de la empresa y como parte del crecimiento técnico del capital humano que labora en sus instalaciones. Es así como en función a la necesidad presentada, se orienta un objetivo general para el cual se plantean conjuntamente objetivos específicos donde se establecen metas particulares en pro de solventar las dificultades existentes. Antecedentes Coca-Cola FEMSA Coca Cola FEMSA comienza en el año de 1890 cuando el grupo VISA (Valores Industriales S.A) ahora FEMSA (Fomento Económico Mexicano S.A), fundan Cervecería Cuauhtémoc en Monterrey, primera productora de cerveza de la República Mexicana. En el año de 1979 el Grupo VISA adquiere las franquicias de The Coca-Cola Company, para producir y comercializar refrescos en el Valle de México y en la mayor parte del Sureste de la República Mexicana. En el año de 1993, considerado como el año de la consolidación, se materializa la sociedad entre The Coca-Cola Company y Grupo FEMSA, dando origen así a Coca-Cola FEMSA. Para el año 1994, Coca-Cola FEMSA rebasa las fronteras mexicanas al adquirir a Coca-Cola Sociedad Anónima, Industrial, Comercial y Financiera de Argentina, convirtiéndose en Coca-Cola FEMSA de Buenos Aires. En el 2003 Coca-Cola FEMSA integra a su operación a PANAMCO, constituyendo la principal empresa embotelladora de productos de Coca-Cola en América Latina con presencia en nueve países [1] . Coca-Cola FEMSA es el segundo embotellador de productos Coca-Cola en el mundo y pertenece al grupo de los diez (10) principales embotelladores de The Coca-Cola Company a nivel mundial [1]. 2 Coca-Cola FEMSA Venezuela Coca-Cola FEMSA Venezuela se constituyó en Mayo de 2003, cuando FEMSA adquiere el cien por ciento (100%) de la mayor franquicia del sistema Coca-Cola en América Latina, PANAMCO (Panamerican Beverages) [2]. Posicionándose así como el embotellador de refrescos más grande, en términos de ventas, en Latinoamérica. En Venezuela las operaciones incluyen 4 plantas embotelladoras con 20 líneas de producción, 33 centros de distribución, más de 211.500 clientes finales [2] y todo junto a un capital humano de 7200 trabajadores directos [3]. Dentro de sus plantas, la producción está enfocada principalmente en la elaboración de los productos líderes de The Coca-Cola Company tales como: Coca-Cola, Coca-Cola Light, Frescolita, Chinotto, Chinotto Light, Hit así como también de otras bebidas como: Nestea, Powerade, Schweppes, Sonfil, Kapo, Nevada y Fresh. Coca-Cola FEMSA Venezuela cuenta con un parque industrial constituido de la siguiente forma: - Planta Antímano, en el Distrito Capital. - Planta Valencia, en el Estado Carabobo. - Planta Maracaibo, en el Estado Zulia. - Planta Barcelona, en el Estado Anzoátegui. Planta Valencia, lugar en el cual se realizó el siguiente proyecto, se fundó el 15 de Agosto de 1979, se encuentra ubicado en la Zona Industrial Municipal Norte-Sur Av. 66 Norte-Sur. N° 81119, Valencia, Edo. Carabobo. Cuenta con 11 líneas de producción en total, de las cuales 7 producen bebidas carbonatadas, 2 líneas producen agua envasada, 1 línea produce jugos y 1 línea produce Bag in Box Bolsas en Cajas o mejor conocido como BIB. Justificación e importancia del trabajo Para Coca-Cola FEMSA Planta Valencia el presupuesto de Gasto Industrial representa el 84% del gasto anual de mantenimiento de la corporación, por lo que una correcta planificación en la gestión de los recursos garantiza el cumplimiento de las metas trazadas. Coca-Cola FEMSA como líder latinoamericano en la producción y distribución de los productos de The Coca-Cola Company, posee valores y principios institucionales que buscan optimizar las actividades que 3 desempeña el grupo, por lo que dentro de sus iniciativas se propone el Plan Maestro Nacional de Repuestos como herramienta para velar por la gestión de los repuestos dentro de la empresa. Es aquí donde el presente proyecto de pasantía representa una clara intención por mejorar el desarrollo logístico y manejo de las refacciones industriales, las cuales indiscutiblemente son parte fundamental del proceso productivo. Este proyecto cuenta con el uso de sistemas operativos en tiempo real, tal como SAP R/3 PM Sistemas, Aplicaciones y Procesos, el cual enlaza toda la información manejada dentro de la empresa, por lo que es un punto neurálgico dentro de la planificación y control de las actividades realizadas y en este caso en particular, es la herramienta fundamental para el desarrollo de este proyecto. Además este sistema posee la gran ventaja de lograr materializar resultados positivos a corto plazo que se traducen en mejores índices dentro de la gestión de la compañía. Dentro de este marco se justifica el presente proyecto ya que con el mismo se pretende alcanzar metas tales como: - Homologar a nivel nacional (Venezuela) las distintas refacciones industriales usadas. - Establecer controles sobre la rotación de las refacciones. - Optimizar el presupuesto destinado a las refacciones industriales. - Optimizar los tiempos de mantenimiento de los equipos. - Facilitar el acceso a la información adecuada y oportuna. - Vincular los repuestos a los equipos correspondientes. - Facilitar la gestión de los repuestos dentro de las actividades de mantenimiento planificadas. Finalmente, es importante acotar que este proyecto al corresponder a un Plan Maestro Nacional de Repuestos, que pretende corregir y mejorar las condiciones laborales dentro de la empresa, posee un alcance de estudio amplio, con repercusiones enlazadas a las otras plantas que posee Coca-Cola FEMSA. Planteamiento del problema Actualmente para Coca-Cola FEMSA Planta Valencia las paradas de operación por equipo representan el 30 % de la ineficiencia total de la planta, por lo que una adecuada y pertinente gestión de las refacciones industriales usadas, contribuye a disminuir este índice previamente 4 expuesto. Al contabilizar la cantidad de refacciones presentes en el sistema, se nota que Planta Valencia tiene 20610 refacciones con una valoración de Bs. 29.757.349,00 [4], lo que representa una gran cantidad de dinero acumulado sólo en activos dispuestos en almacén y un problema en cuanto a la gestión de los distintos repuestos que se utilizan en el proceso productivo. En tal sentido se propone depurar la lista de refacciones presentes, a razón de agilizar el control y manejo de los distintos repuestos de la empresa. La presencia de esta gran cantidad de refacciones dentro del sistema se debe principalmente a factores relacionados con el control inadecuado de la información dentro de la planta, presentándose errores tales como: - Codificación doble de refacciones idénticas. - Descripción de materiales poco específica e inadecuada, creando problemas en la identificación de los materiales. - Uso de idiomas distinto al español para la descripción de una refacción. - Presencia de materiales que poseen una codificación distinta a la designada para las refacciones industriales. Errores como éstos son los que siguen sumando elementos a la lista de repuestos, creando dificultad en la gestión eficiente de las distintas refacciones. Ahora bien, dentro del mismo marco y en medida a los objetivos de este trabajo, muchos de estos repuestos presentes en el sistema no se encuentran vinculados a los equipos a los cuales pertenecen, por lo que la creación de un archivo o documento de acceso y uso prácticos, es la mejor herramienta que puede proporcionar de forma adecuada y actualizada, la información correspondiente. Es así como para este proyecto se presentan dos necesidades: depurar la lista de refacciones y crear una matriz de correspondencia, íntimamente relacionadas a la gestión de las refacciones industriales, por lo que una correcta y pertinente gestión de los recursos tangibles e intangibles, representa una ayuda significativa para el desempeño de la corporación. Objetivo general Disminuir el costo financiero del capital de trabajo derivado del incremento de los repuestos y partes almacenados en las plantas de la compañía, específicamente en Planta Valencia. 5 Objetivos específicos Depurar el listado de códigos de repuestos y partes dispuesto en el almacén de Planta Valencia. Establecer una matriz de correspondencia de cada repuesto o parte, con los equipos y maquinarias de la planta. Revisar y homologar concordancia del texto en los códigos con el repuesto y/o parte al cual corresponde. Definir recomendaciones para la reducción de la cantidad de repuestos. Una vez definidas las razones y los parámetros que orientan el presente proyecto, a continuación se detalla a modo de capítulos los puntos fundamentales del estudio realizado. En el Capítulo I se abordará el marco teórico que sustenta el proyecto, se da una breve explicación de SAP, sistema operativo utilizado y sus principales características, así como las distintas aplicaciones que de él se usaron. De igual forma, en el mismo Capítulo I, se exponen conocimientos básicos en cuanto a la gestión de las refacciones industriales dentro de la empresa. Posteriormente, en el Capítulo II “Diseño Experimental” se desarrolla de forma sencilla y concisa, la metodología planteada y aplicada para cada una de las actividades desarrolladas durante la pasantía. Luego en el Capítulo III “Resultados y Análisis” se exponen y se interpretan los resultados obtenidos en función a los objetivos específicos planteados, del mismo modo, en este Capítulo, se anexan los resultados del proyecto ambiental referente a los retrolavados en filtros de arena. Finalmente se presentan las conclusiones y las recomendaciones que se proponen en función al estudio realizado. CAPÍTULO I MARCO TEÓRICO A continuación se detallan los fundamentos teóricos que sustentan el proyecto realizado. En las siguientes líneas se proporcionará información en cuanto al sistema operativo utilizado para la realización de este proyecto, así como los distintos elementos del software que fueron puestos en práctica. Del mismo modo se hace referencia a ciertos conocimientos básicos en cuanto a la gestión de las refacciones industriales dentro de la empresa. 1.1. Fundamentos teóricos de SAP R/3 PM 1.1.1. Definición SAP R/3 PM SAP R/3 PM es el acrónimo para Sistemas, Aplicaciones y Procesos. La R corresponde a la capacidad que tiene el programa de trabajar en Real time o Tiempo real y el 3 corresponde a otra capacidad del programa para trabajar en tres plataformas (base de datos, aplicación y presentación). El término PM corresponde a Plant Maintenance Mantenimiento de Planta. 1.1.2. Características funcionales de SAP R/3 PM R/3 ofrece funcionalidad integrada que permite procesos de negocio consistentes a través de la empresa. Las Transacciones son mostradas en un ambiente de tiempo real. - La información está disponible inmediatamente sin manejo manual intensivo. - La posibilidad de duplicación y error se reduce. R/3 facilita la incorporación de prácticas exitosas de numerosas industrias. - El ciclo de diseño y desarrollo es reducido. 7 R/3 permite compartir datos a través del establecimiento de estándares de datos comunes. 1.1.3. Características técnicas SAP R/3 PM R/3 es escalable a través de plataformas múltiples. El desarrollo se puede ejecutar en una plataforma y ser promovido a los sistemas SAP en otras plataformas. R/3 permite Deployment o Despliegue de servicios compartidos los cuales reducirán requerimientos de hardware y soporte. Existe flexibilidad para configurar el software a las necesidades específicas de la compañía. El sistema R/3 contiene: - 3.000 procesos de negocio. - 7.000 tablas. 1.1.4. Transacciones SAP Una transacción es un ejecutable dentro del sistema. En la ventana del menú principal se muestran al usuario los distintos módulos, que por defecto trae el programa. En SAP, las transacciones están dispuestas de la siguiente forma: Código - Nombre técnico (Véase Figura 1.1), bajo esta disposición se detallan las distintas opciones presentes en el menú principal. Figura 1.1 Menú principal SAP R/3 PM 8 Las transacciones se clasifican en dos grupos: transacciones generales (propias del software) y transacciones específicas (creadas para el uso único y exclusivo de la empresa), últimas las cuales están íntimamente relacionadas con el tipo de intercambio comercial que realiza la corporación. En Coca- Cola FEMSA las transacciones cuyo código comienza con las siglas “ZMM”, son identificadas como transacciones específicas de la empresa y por lo tanto ofrecen información de una actividad en particular realizada dentro de la compañía. 1.1.5 Transacciones SAP utilizadas para el desarrollo del proyecto Para la ejecución de las distintas fases que integran el proyecto de depuración de lista de refacciones, así como también para la elaboración de la matriz de correspondencia, fue necesario el uso de las siguientes transacciones: MB52 - Listado de Stock existencia Mediante este reporte se puede visualizar, para un material o un conjunto de materiales, todo el stock con cantidad y valoración en nivel de centro y nivel de almacén [5]. Esta ventana posee una herramienta de búsqueda de materiales de centro por denominación, en la cual dando características al texto breve del material o al código SAP del material, se despliega un menú de resultados que muestran todos los valores que corresponden a las características buscadas. ME5A – Listado de solicitudes de pedido Mediante este reporte se puede visualizar, para un material o un conjunto de materiales, el historial de solicitudes de pedido correspondientes, realizadas por la empresa. Desde esta ventana se visualiza la solicitud de pedido detallándose: datos del material, fuente de aprovisionamiento o proveedor, nombre del departamento o persona solicitante, cantidad de piezas requeridas, valor monetario convenido, texto explicativo adicional, fechas de entrega y una orden de compra vinculada a tal solicitud de pedido ( en caso de que aplique). ME2M – Pedidos por material Mediante este reporte se obtiene, para un material o un conjunto de materiales, el historial de documentos de compras correspondientes y realizadas por la empresa. Dentro de esta ventana se pueden detallar: datos del material, fuente de aprovisionamiento o proveedor, 9 nombre del departamento o persona solicitante, cantidad de piezas requeridas, valor monetario convenido, texto explicativo adicional, fechas de entrega y una solicitud de pedido vinculada a tal orden de compra (en caso de que aplique). ZMM027 – Reporte de Contratos Marcos Mediante este reporte se visualiza el contrato a largo plazo entre una organización de compras, en este caso Coca-Cola FEMSA de Venezuela y un proveedor relativo al suministro de materiales, o la prestación de servicios dentro de un período determinado, según unas condiciones y unos términos predefinidos. MM03 – Visualizar material Mediante esta transacción de SAP se visualiza el maestro de un material, es decir, lo correspondiente a: datos básicos del material, planificación de necesidades (MRP), texto explicativo y contabilidad relacionada a una refacción. IW38 – Modificar órdenes PM: Selección de órdenes PM En esta transacción SAP se pueden visualizar y modificar órdenes de servicio y mantenimiento [5]. En ella se gestionan y coordinan las distintas actividades relacionadas al mantenimiento de los equipos. La información básica contiene el número de orden, la clase de orden, fecha y el texto breve de todas las órdenes seleccionadas. IW3M - Lista movimientos mercancías por orden: selección movimientos de mercancía Mediante esta transacción SAP se pueden visualizar y vincular los repuestos utilizados o servicios prestados durante un período de tiempo, a un equipo en específico de la empresa. 1.1.6. Material Requierement Planning – MRP - Planificación de los Requerimientos del material. MRP refiere a la planificación de los materiales en el almacén, va relacionado a los máximos y mínimos de stock de una refacción, así como a su existencia y reservas. Este proceso corre automáticamente y revisa todos los factores mencionados con lo que emite un reporte que indica qué materiales y refacciones hay que pedir, ya sea porque han llegado a su mínimo de stock o 10 porque surge la necesidad de pedirlo por alguna reserva. Dentro de la empresa se catalogan como “MRP” al conjunto de repuestos que poseen una alta rotación, en consecuencia poseen prioridad ante las distintas solicitudes de pedido y órdenes de compra hechas por la empresa. 1.2. Conocimientos básicos 1.2.1. Codificación para refacciones industriales Para la correcta gestión de las actividades y de los recursos dentro de Coca-Cola FEMSA, se ha optado en conjunto con el sistema operativo SAP, la codificación de todos los parámetros que están involucrados dentro del proceso productivo. Es así como para todos los materiales se han dispuestos códigos SAP, únicos e irrepetibles, que los identifican y diferencian de los demás. Del mismo modo, se han asignados códigos a actividades que relacionan a tales materiales con operaciones dentro de la misma corporación. Dentro de Coca-Cola FEMSA todo repuesto cuyo código SAP comience por: 12000, 12150 o 1300, son identificados automáticamente como refacciones industriales, a las cuales se les ha proporcionado un texto descriptivo que las identifica, así como también se les ha anexado un conjunto de información, como stock existencia mínima y máxima, proveedores, datos del material o cualquier otro dato que se considere pertinente. 1.2.2. Clasificación de materiales según tiempo de rotación Dentro de Coca-Cola FEMSA las distintas refacciones industriales han sido pre-catalogadas según su rotación en almacén, a continuación se cita. - Estratégicos Son el conjunto de repuestos que pueden causar la paralización total o parcial de una(s) línea(s) de producción o de la planta en general. Su clasificación no está vinculada directamente con el tiempo de rotación sino por el orden de prioridad que tiene ante el proceso productivo. Dentro del escalafón se encuentran en el primer puesto, por sobre todas las refacciones, ante las distintas actividades vinculadas a las mismas, tales como solicitudes de pedido u órdenes de compra. 11 - Alta Rotación o MRP Son el conjunto de refacciones cuya rotación es menor o igual a 360 días. Son comúnmente llamados MRP. - Lento Movimiento Son el conjunto de refacciones cuya rotación es mayor a 360 días. A este grupo corresponden la mayor cantidad de refacciones de la empresa. - Obsoletos Corresponde al conjunto de repuestos que han sido sacados del sistema productivo ya sea porque no se encuentran en buen estado o porque los equipos a los cuales pertenecen han sido descontinuados de las líneas de producción. Representan el 1,41% [6] del total de repuestos en almacén. Para el desarrollo de este proyecto fue indispensable del conocimiento de esta información ya que se consideró como un parámetro dentro del proceso de depuración de la lista de refacciones. 1.2.3. Matriz de Correspondencia La Matriz de Correspondencia es un archivo digital en formato Excel que contiene de forma clara y sencilla todos los repuestos vinculados a un equipo en específico. En ella está contenida toda la información técnica: código SAP, material, cantidad, mantenimiento, subconjunto al cual corresponden u otras características importantes, según sea el caso, que identifican a cada refacción y la vincula directamente con el equipo correspondiente. Además, cuenta con planos descriptivos de las distintas partes del dispositivo en estudio, por lo que se ayuda del mundo visual para la disposición de la información. CAPITULO II DISEÑO EXPERIMENTAL En el presente capítulo se desarrollan los procedimientos y la metodología empleada para la realización tanto de la depuración de la lista de refacciones, así como para la elaboración de la Matriz de Correspondencia. 2.1. Diseño Metodológico Tanto para la depuración de la lista de refacciones como para la elaboración de la Matriz de Correspondencia, la metodología de análisis empleada se basó fundamentalmente en la información técnica encontrada, por lo que no se usó ningún concepto o procedimiento teórico, que pudiese orientar el proceso de estudio en cuestión. Para ambos casos se proponen estrategias claras y lógicas que hacen uso de las distintas transacciones del sistema operativo SAP, así como la información disponible para alcanzar los objetivos planteados. 2.1.1. Metodología planteada para la depuración de la lista de refacciones Fase I. Familiarización con el sistema operativo y pre-clasificación de la información. Durante esta primera fase se hizo una revisión visual y poco exhaustiva de la lista general de repuestos obtenida del sistema. Se hizo un primer paneo para visualizar la información contenida y la cantidad de repuestos en general. Al mismo tiempo se realizó la familiarización con el sistema operativo, haciendo uso de las transacciones que previamente se han descrito. Posterior a la familiarización del contenido, se hizo una primera clasificación de los materiales, para esto se crearon grupos de repuestos quedando dispuestos de la siguiente forma: 13 - Refacciones repetidas idénticas (Repetidos): a este grupo corresponden el conjunto de repuestos cuyo texto descriptivo es exactamente idéntico. Los repuestos que evidenciaban tal característica eran revisados en detalle tal como se explica en la Fase II. En la Tabla 2.1 colocada a continuación, se hace ejemplo de este tipo de repuestos. Tabla. 2.1. Ejemplo de refacciones repetidas idénticas Código SAP Texto Descriptivo 12000147400 FRENO SEW BMG8 440V 8687730 12000176647 FRENO SEW BMG8 440V 8687730 - Autopartes: a este grupo corresponden el conjunto de repuestos que pertenecen a la flota de transporte, montacargas y camiones de la empresa. Con respecto a este grupo de refacciones, se procedió a cambiar su estatus de refacción industrial con denominación 1300 a denominación 1600, ya que tales repuestos van a ser gestionados por un departamento distinto al de Mantenimiento. - Redacción: en este grupo fueron incluidos los repuestos que gozaban de las siguientes características en el texto descriptivo. a. Uso de idiomas distintos al español. b. Uso inadecuado de signos de puntuación y símbolos. c. Refacciones con descripciones poco inteligibles. d. Refacciones con problemas de ortografía. - Revisión: a este grupo corresponden todas las refacciones que tenían las siguientes características. a. Refacciones idénticas con leves diferencias en el texto descriptivo. b. Refacciones con texto descriptivo poco específico o muy general. 14 Este conjunto de repuestos fueron revisados en detalle según lo expuesto en la Fase II. - Sin observaciones: a este conjunto pertenecen todas aquellas refacciones que no hayan sido catalogadas dentro de los grupos anteriores. Fase II. Revisión y selección de materiales. En esta fase sólo fueron estudiados los repuestos catalogados como “Repetidos” y como “Revisión”. Siendo los “Repetidos” los principalmente analizados para luego proceder con los de “Revisión”. Para el desarrollo de esta fase fue necesario el uso de parámetros de selección los cuales se describen a continuación. a. MRP Mediante este parámetro se revisó si el material era o no de alta rotación, haciendo uso de la transacción SAP MM03 – Visualizar Material. En el sistema SAP los elementos catalogados como MRP están designados como “VB”. b. Código en Conjunto. Partiendo de una variante de visualización de la Transacción SAP MB52 – Listado de Stock Existencia, se procedió a revisar tanto el código SAP del material en estudio como del texto descriptivo del mismo. Este parámetro se utilizó principalmente para verificar la existencia del material así como su presencia en otras plantas de Coca-Cola FEMSA a nivel nacional o internacional. c. Stock o existencia Mediante el uso de la transacción SAP MB52 – Listado de Stock, se procedió a verificar la existencia física en almacén de los distintos materiales. d. Solicitudes de Pedido Mediante el uso de la transacción SAP ME5A – Listado de solicitudes de pedido, se procedió a verificar la existencia de solicitudes de pedido hechas para el material y su histórico correspondiente (en caso de que aplique). 15 e. Órdenes de Compra Mediante el uso de la transacción SAP ME2M – Pedidos por Material, se visualizaron las órdenes de compra relacionadas al material y su histórico correspondiente (en caso de que aplique). f. Contrato Marco Mediante la transacción SAP ZMM027 – Reporte de Contratos Marcos, se visualizaron los distintos contratos de compra vinculados al repuesto y su histórico correspondiente (en caso de que aplique). Para los parámetros de selección: MRP, Stock, Solicitudes de pedido, Órdenes de Compra y Contrato Marco, sólo se contó con la información de Planta Valencia, ya que el usuario creado tenía restricciones dentro del sistema SAP. A continuación se muestra en la Figura 2.1, el flujograma correspondiente al proceso de selección de materiales utilizado para la depuración de la lista de refacciones. En el mismo se detallan los parámetros de selección previamente expuestos. 16 AyB Revisar: - MRP (MM03) - Código en conjunto (MB52) - Solicitudes de Pedido (ME5A) - Órdenes de Compra (ME2M) - Contrato Marco (ZMM027) NO ¿MRP? SI NO ¿Tiene(n) Código en Conjunto Nacional o Internacional? SI NO ¿Tiene(n) existencia en almacén? SI NO NO ¿Tiene(n) solicitudes de pedido? ¿Tiene(n) órdenes de compra? SI SI SI NO ¿Tiene(n) contrato marco? NO BLOQUEADO Se selecciona el primer código creado FIN SI SELECCIONADO Figura 2.1. Flujograma para selección de materiales. 17 Para la Figura 2.1, se cumple: a. A y B son refacciones con texto descriptivo idéntico. b. En los casos para los que: - Ambas refacciones “SÍ” tengan solicitudes de pedido u órdenes de compra o contrato marco, se selecciona la refacción cuya solicitud de pedido u orden de compra o contrato marco sea la más reciente. - Ambas refacciones “NO” tengan ni solicitudes de pedido, ni órdenes de compra, ni contrato marco, se selecciona la refacción principalmente creada según codificación SAP. El flujograma de la Figura 2.1 explica que dadas dos refacciones A y B, con texto descriptivo idéntico, procede a la revisión de todos los parámetros de selección previamente expuestos, para luego en función al orden estipulado por el diagrama, determinar la selección o bloqueo de los materiales correspondientes. Esta fase fue complementada con visitas al almacén, para realizar inspecciones físicas a aquellos materiales que por su escasez de información en el sistema procedía tal revisión y en función a la misma generar un veredicto final. Igualmente, esta etapa contó con el apoyo del personal de mantenimiento de la planta, en cuanto a la identificación de los materiales y lograr así definir el estatus de los mismos para ser o no bloqueados. Fase III. Bloqueo de materiales seleccionados. Una vez realizada la selección de los materiales a bloquear, se procedió agrupar a los mismos en un formato creado por la empresa donde se colocaron tanto los códigos bloqueados como los códigos que se conservaban y junto a ellos se anexó la razón por la cual se procedía a tal al bloqueo. Dentro de este marco es importante mencionar que el bloqueo consiste principalmente en la restricción impuesta a un material para ser usado en cualquier transacción administrativa de la empresa. El bloqueo en sí fue gestionado por el departamento encargado y autorizado para tal fin, por lo que todos los resultados obtenidos fueron enviados al personal correspondiente. Finalmente, se levantaron estadísticas relacionadas a los resultados obtenidos. 18 2.1.2. Metodología planteada para la elaboración de la Matriz de Correspondencia. Fase I. Selección de equipo a estudiar. La selección se basó principalmente en el papel que juega cada equipo dentro del proceso productivo. Para la empresa todos y cada uno de los equipos son parte fundamental del conjunto, pero definitivamente las llenadoras representan la esencia del sistema y por lo tanto poseen prioridad ante cualquier evento. Ahora bien, dado que ya habían sido realizadas matrices de correspondencias a la Línea 08 (Línea Krones) y Línea 05 (Línea Lata), principales elementos dentro de la planta, proseguía en orden de prioridad la Llenadora de la Línea 09 o Línea Nestea, por lo que se escogió esta para el presente proyecto como objeto de estudio. Fase II. Búsqueda y clasificación de información. Una vez identificado el equipo a estudiar se procedió con la búsqueda de información correspondiente al mismo. Toda documentación tal como: manuales del fabricante, planos descriptivos, planes de mantenimiento e informes de mantenimiento, contemplan la base fundamental para la elaboración de la matriz de correspondencia. De igual forma, para esta fase, fue de gran valor el trabajo en conjunto con la contratista encargada del mantenimiento de la llenadora, así como del personal técnico de la empresa vinculado al manejo del equipo. El sistema operativo SAP jugó nuevamente un papel protagónico para la búsqueda de información, ya que contempló la plataforma a través de la cual se vincularon los repuestos al equipo estudiado. Dentro de este marco fueron usadas las transacciones SAP IW38 –Modificar órdenes PM: Selección de órdenes PM e IW3M – Lista movimientos mercancías por orden: selección movimientos de mercancía, con la primera transacción se buscaron las distintas órdenes de mantenimiento relacionadas con la llenadora de la línea 09 (Línea Nestea), luego con la transacción IW3M se logró conseguir los repuestos vinculados a tales órdenes de mantenimiento. Encontrados los repuestos correspondientes, se procedió a clasificar la información recolectada. Para esto se crearon distintos subsistemas tales como: a. Válvula Llenadora b. Conjunto de Manejo 19 c. Pistón Elevador d. Transmisión e. Sistema Neumático f. Sistema Eléctrico g. Tuercas, Tornillos y Arandelas h. General Estas categorías fueron sugeridas por la contratista encargada del mantenimiento del equipo y ampliada según la información obtenida previamente. Es importante resaltar que esta fase se extiende a lo largo de toda la elaboración de la Matriz, ya que indiscutiblemente pueden surgir elementos o piezas que están vinculadas con el equipo que no hayan sido consideradas previamente. Fase III. Elaboración de Matriz de Correspondencia. Posterior a la fase de búsqueda de información procede la elaboración de la matriz de correspondencia. El objetivo fundamental de esta etapa es la creación de un archivo digital en Excel con imágenes, de carácter sencillo y dinámico, donde esté dispuesta toda la información referente a la llenadora. Durante esta fase se realizaron tareas tales como: a. Digitalización del material encontrado como: planos de piezas o planos descriptivos. b. Visita al almacén. Luego de ser identificados los materiales y comprobada su existencia en almacén, fueron fotografiados para complementar la información presente en la matriz. c. Participación en el mantenimiento de la línea, esta actividad representa un papel importante en cuanto a la identificación de las distintas partes del equipo así como la función de cada una en el conjunto. d. Despiece de partes fundamentales del equipo con el objetivo de identificar las distintas piezas constitutivas. Es importante mencionar que para esta etapa fue necesario trabajar en conjunto con la lista de refacciones bloqueadas, esto para garantizar el uso de códigos SAP vigentes. 20 Fase IV. Revisión de Matriz de Correspondencia. Una vez creado el archivo con toda la información encontrada, se procedió a una rectificación de la información. Esto en conjunto con la contratista encargada del mantenimiento así como del personal técnico delegado para el uso y control del equipo. Durante esta fase se realizó una visita extraordinaria al almacén con un trabajador de mantenimiento con amplia experiencia y conocimiento de los repuestos vinculados al equipo en estudio, esta visita tuvo el principal objetivo de anexar a la matriz aquellas refacciones que no hayan sido consideradas previamente. Finalmente, se realizaron vínculos entre las distintas piezas encontradas. CAPITULO III RESULTADOS Y ANÁLISIS El presente capítulo contempla la exposición e interpretación de los resultados obtenidos para la depuración de la lista de refacciones y la elaboración de la Matriz de Correspondencia. Se presenta en detalle, de forma clara y sencilla, la información obtenida del proyecto realizado, así como la vinculación entre los temas. Finalmente, se anexan resultados del proyecto ambiental relacionado al estudio de retrolavados en filtros de arena, como complemento a las actividades desarrolladas durante la pasantía. 3.1. Depuración de Lista de Refacciones Culminadas las tres fases de la depuración, se procesó estadísticamente los resultados obtenidos. Es importante acotar que los resultados presentados a continuación, corresponden a la lista de refacciones obtenida para el 15 de Agosto de 2011, por lo que tal lista seguramente sufrió y sufrirá modificaciones, en pequeña escala, en cuanto a la gestión de códigos nuevos y bloqueados, ya que, como se mencionó anteriormente, SAP es una plataforma que trabaja en tiempo real, por lo que se pueden observar los distintos procesos administrativos y productivos que se realizan o ya fueron realizados dentro de la empresa. A continuación se detalla en la Tabla 3.1 el desglose de materiales por categorías, resultante de la depuración de la lista de refacciones. En ella se especifican por cantidad y porcentaje relativo al total, los grupos de repuestos encontrados durante el estudio. 22 Tabla 3.1. Desglose por categorías para depuración de lista de refacciones Categoría Cantidad Porcentaje Total Refacciones: Sin Observación 14782 71,7 % Total Refacciones: Autopartes 2460 11,9 % Total Refacciones: Redacción 887 4,3 % Total Refacciones Bloqueadas 493 2,4 % Total Refacciones No Bloqueadas 369 1,8 % Total Refacciones en Observación 293 1,4 % Otras Refacciones 1326 6,4 % Total 20610 100 % Ya definidos los grupos de repuestos y la cantidad de refacciones correspondientes, en la Tabla 3.2 presentada a continuación, se muestra la relación, en cantidad y porcentaje, de refacciones bloqueadas en el sistema SAP. Tabla 3.2. Relación Refacciones Bloqueadas Categoría Cantidad Porcentaje Total Refacciones Repetidas Bloqueadas 402 2,0 % Total Refacciones Sin Movimiento Bloqueadas 91 0,4 % Total Refacciones Bloqueadas 493 2,4 % 23 3.1.1. Análisis Depuración Lista de Refacciones Observando los resultados de la Tabla 3.1, se hace notar que las refacciones catalogadas como “Sin Observación” y “Autopartes” ocupan el primer y segundo lugar de la tabla respectivamente, en cuanto a cantidad de repuestos, integrando el 83,6% del total de repuestos en el sistema. Las 2460 refacciones de “Autopartes” encontradas, representan un gran avance para el proceso de depuración, ya que contempla un 11,9% de materiales, con respecto al total general, menos para ser gestionados por el Departamento de Mantenimiento, ya que como se había mencionado previamente, este conjunto de repuestos pasarán de ser refacciones industriales con denominación 1300 a denominación 1600. Se totalizaron una cantidad de 493 refacciones bloqueadas, lo que representa un 2,4 % del total general, la presencia de estos números tan bajos se debe principalmente a la poca cantidad de repuestos repetidos encontrados, representando estos últimos un 2,0 % equivalente a 402 refacciones repetidas. Sin embargo, este número de repuestos aumentó considerando la presencia de refacciones sin movimiento (91 refacciones). A estos códigos bloqueados se vinculan directamente 369 repuestos “No bloqueados”, los cuales fueron seleccionados y por lo tanto se conservarán en el sistema. Esta denominación “sin movimiento” se tomó como medida para aquellos materiales que luego de ser revisados en el sistema, no evidenciaban ningún dato relevante que lograra definir el material y servir como parámetro para su disposición final, en otras palabras, no eran MRP, ni compartían codificación SAP con otras plantas, tanto a nivel nacional como internacional, no poseían existencia, ni solicitudes de pedido, ni órdenes de compra vinculadas, ni algún texto descriptivo adicional que identificara el repuesto, es así como en estos casos se adoptó la iniciativa de catalogarlos como “sin movimiento” para luego ser bloqueados. En vista de lo explicado anteriormente es razonable pensar que la gran mayoría de las refacciones dispuestas en el sistema poseen esta misma condición “sin movimiento”, lo que se puede traducir en un aumento considerable de las refacciones bloqueadas. Sin embargo, a los efectos del tiempo y la ejecución de las distintas fases de depuración, esta afirmación queda cuestionada ya que habría que confirmar, revisando en el universo restante de repuestos, cada una de las características anteriormente detalladas. 24 Siguiendo en este orden de ideas y continuando con la Tabla 3.1, se presentan 293 refacciones en “observación”; conjunto para el cual a pesar de la poca información encontrada, no fue lo suficiente como para generar un dictamen final, por lo que fueron agrupadas en una lista a razón de ser revisadas posteriormente junto a un técnico de mantenimiento en planta. Se catalogaron 887 refacciones de “Redacción”, tomando en cuenta los parámetros previamente establecidos en el marco metodológico. Con respecto a estos repuestos se decidió agruparlos en una lista para luego ser corregidos, acotando que la depuración de los mismos conlleva un proceso lento en el que manualmente se deben realizan las correcciones pertinentes. Las 1326 refacciones catalogadas como “Otras Refacciones”, corresponden al trabajo en conjunto de otro pasante de ingeniería, copartícipe del proceso de depuración, en el cual fueron igualmente analizados y catalogados los repuestos correspondientes. La distribución del contenido a analizar, se basó fundamentalmente en la repartición equitativa de materiales, una vez definidos los grupos a estudiar. Ahora bien, en cuanto a la efectividad de repuesta para el bloqueo de las refacciones, se pudo constatar el bloqueo de las mismas en el sistema. Es decir, ciertamente se concretó el bloqueo total de los materiales seleccionados, sólo se necesitó la creación de una solicitud de pedido con cualquiera de los códigos bloqueados para confirmar tal acción. Es importante mencionar que en la medida que se correspondía a la revisión y al análisis de las distintas refacciones, se detallaron ciertos errores cometidos principalmente en la descripción del material. Parte de los errores encontrados fueron: - Uso de idiomas distinto al español. - Uso inadecuado de signos de puntuación y símbolos. - Refacciones con descripciones poco inteligibles. - Refacciones con problemas de ortografía. La presencia de errores como los mencionados, fue un factor determinante para la clasificación de los repuestos y en consecuencia a esto se plantean en la sección de recomendaciones puntos relevantes, creados para la orientación en cuanto a la descripción de refacciones nuevas. La depuración de la lista de refacciones se desarrolló en un período de tiempo de 9 semanas, en las cuales se realizaron todas las etapas expuestas en el marco metodológico. Aun así el proceso 25 de depuración continuó durante todo el proyecto de pasantía, ya que indiscutiblemente los repuestos fueron la principal razón y objeto de estudio. 3.1.2. Restricciones para la Depuración de Lista de Refacciones El proceso de depuración contó con la presencia de factores limitantes. A continuación se detallan los inconvenientes presentados. - La falta de información de algunos materiales estudiados dificultó el proceso de selección, análisis y posterior disposición de los mismos. - SAP como sistema operativo no permite eliminar del sistema los códigos creados, en su caso permite el bloqueo de los códigos, restringiendo su uso en las distintas transacciones del sistema. - El campo de análisis de las distintas transacciones SAP utilizadas fue muy limitado, principalmente porque el usuario creado por la empresa sólo permitía observar existencias, solicitudes de pedido, órdenes de compra, contratos marcos y MRP, presentes únicamente en Planta Valencia. - Muchas refacciones encontradas carecen de una descripción poco técnica y vaga, dificultando su identificación tanto para personas dentro de la planta y aún más para personas que no laboren dentro de la misma. Es por esto que el trabajo junto a los técnicos de mantenimiento es vital para la correcta depuración de la lista. - El tiempo juega un papel importante en la depuración de la lista ya que en este caso los resultados se basan principalmente en valores vinculados a un período de tiempo determinado, esto como consecuencia a la capacidad de SAP para trabajar en tiempo real. 3.2. Matriz de Correspondencia A continuación se detallan las principales características de la Matriz de Correspondencia creada. - Cantidad de partes o piezas encontradas: 223 - Cantidad de Códigos SAP vinculados: 127 - Subgrupos Se crearon 8 subgrupos dispuestos de la siguiente forma: 26 Válvula Llenadora Conjunto de Manejo Pistón Elevador Transmisión Sistema Neumático Sistema Eléctrico Tuercas, Tornillos y Arandelas General - Planos Descriptivos Se anexaron 16 planos descriptivos correspondientes a: Plano Válvula Llenadora Plano Conjunto Operador Plano Pistón Elevador Plano Soporte Estrellas Plano Eje Entrada Llenadora Plano Eje Salida Llenadora Plano Conjunto Estrella Entrada Llenadora Plano Guía Central Llenadora Plano Conjunto Estrella Salida Llenadora Plano Estrellas Bipartidas Coronador Plano Guía Posterior Coronador Plano Conjunto Estrella Salida Coronador Plano Guía Salida Coronador Plano Caja 1 27 Plano Caja 2 Plano Caja 3 - Información técnica vinculada: Código SAP Material (Materiales constitutivos del repuesto) Referencia (Respecto a los planos) Mantenimiento (Frecuencia de mantenimiento: trimestral, cuatrimestral, semestral o anual) - Características especiales: Hipervínculos que enlazan la información. Imágenes de cada parte o pieza encontrada tanto en almacén como en el equipo. 3.2.1. Análisis Matriz de Correspondencia Transcurridas 10 semanas en el proceso constructivo de la Matriz de Correspondencia se manifiesta la creación de un archivo digital en formato Excel con características sencillas, autodidactas e ilustrativas, donde están dispuestas todas las refacciones vinculadas a la llenadora de la línea 09 (Línea Nestea). Este archivo lo componen 223 partes o piezas y junto a ellas 127 códigos SAP. Las causas que motivan la diferencia entre elementos presentes y códigos SAP vinculados, yace en los siguientes puntos: - No todo el universo de partes o piezas del equipo cuentan con código SAP. A este hecho están vinculados distintos factores como: la mayoría de las piezas del equipo no están sujetas a cambios o reposiciones por uso, así que sólo aquellas partes que han sido necesarias en su reposición han sido catalogadas bajo una codificación SAP. Otro factor que influye en esto es el hecho en el que los subgrupos como: Válvula Llenadora, Conjunto de Manejo y Pistón elevador, siendo los subgrupos más grandes, están formados por piezas que sólo se detallan cuando se logra materializar el despiece respectivo, lo que trae como consecuencia un aumento en el número de elementos presentes. 28 - Muchas de las piezas o partes involucradas vienen en kit o juegos. Entre estos se pueden destacar: el kit de la válvula llenadora, el kit del pistón elevador, el conjunto de manejo y el kit del conjunto operador o kit para mariposa, los cuales están integrados por varias piezas. El archivo cuenta con la presencia de hipervínculos que enlazan la información, contiene un menú principal desde el cual se puede acceder a los distintos subgrupos mencionados así como a los repuestos y planos vinculados a los mismos. En cuanto a la información técnica presentada para cada repuesto, según lo encontrado, se asignaron las características correspondientes, de esta forma aquellos espacios sin contenido o información, estarán disponibles para su consideración y posterior utilización dentro de la empresa. Es importante mencionar que para la elaboración de la Matriz de Correspondencia fue necesario la utilización de la lista de códigos bloqueados, esto por la principal razón de garantizar la presencia de códigos SAP activos. 3.3. Optimización de retrolavados en filtros de arena (Actividad Complementaria) Esta parte corresponde a una actividad complementaria realizada durante el desarrollo de la pasantía industrial , en la cual bajo la disposición del Departamento Ambiental de Coca-Cola FEMSA, Planta Valencia, se procedió a la reedición del estudio de filtros de arena realizado en el año 2006. La presente actividad representa una clara intención de la empresa por mejorar y actualizar los procesos productivos que se realizan dentro de sus instalaciones. Su ejecución constituye un reto de superación principalmente para los índices que evalúan la efectividad de las prácticas laborales en planta, además representa el compromiso de la empresa por el cuidado y preservación de los medios naturales, específicamente, en cuanto al uso y preservación de las aguas. Ahora, como bien se mencionó anteriormente, dentro de los distintos índices que evalúan la eficiencia de los procesos realizados en la corporación se encuentra el “Indicador de rendimiento de agua”, el cual como su nombre lo expresa, mide la capacidad de gestión del agua potable dentro de las distintas actividades realizadas en planta. Para la empresa, generalmente se manejan valores de este Indicador cercanos al 1,67, el cual al compararlo con el promedio anual de Planta Valencia, 1,90, representa un 12%, aproximadamente, por encima al valor comúnmente aceptado. 29 Lo que se traduce en un alto consumo diario de agua y consecuentemente en un uso, poco óptimo, de los recursos hídricos. En razón a lo previamente expuesto se determina como objetivo principal de esta actividad, optimizar el proceso de retrolavado usado en filtros de arena, como parte del plan de recuperación y máximo aprovechamiento de las aguas. Para esto se propone: - Optimizar el tiempo de retrolavado (Tiempo mínimo necesario para que el agua tenga las características de turbiedad, que según Ley venezolana se exigen). - Establecer nuevas curvas de retrolavados para los filtros de arena operativos dentro de la empresa. - Establecer condiciones mínimas para reincorporar el agua usada en retrolavados al proceso de tratamientos de agua principal. El contenido teórico que sustenta esta actividad se basa principalmente en la Ley ambiental venezolana, donde en su Artículo 14, capítulo 3° “De los aspectos organolépticos, físicos y químicos”, Gaceta Oficial Número 36395 del Ministerio de Sanidad y Asistencia Social, “Normas Sanitarias de Calidad del Agua Potable”, se especifica lo siguiente: …..“Artículo 14.- El agua potable deberá cumplir con los requisitos organolépticos, físicos y químicos establecidos en los cuadros N° 1, 2, 3 y 4 que se presentan a continuación: Cuadro N° 01 Componentes relativos a la calidad organolépticos del agua potable Componente o Característica Unidad Turbiedad UNT (b) Valor deseable menor a Valor Máximo Aceptable (a) 1 5 (10) (a) Los valores entre paréntesis son aceptados provisionalmente en casos excepcionales, plenamente justificados ante la autoridad sanitaria. (b) Unidades Nefelométricas de Turbiedad……”. El previo artículo representa el componente legal y científico nacional, que ofrece los lineamientos en cuanto a las características mínimas necesarias para el agua potable manejada en los distintos procesos productivos de la empresa. 30 A estas disposiciones legales se suman las distintas normas de The Coca-Cola Company tales como: - Martínez, F. “Sand Filter Backwash Treatment & Recycling Tratamiento y reciclaje de aguas de retrolavados en filtros de arena”. Junio, 2006. Casbega, Fuenlabrada, España. - CORE. Coca-Cola FEMSA de Venezuela. Estas disposiciones regulan y orientan los distintos procesos llevados a cabo dentro de la empresa. Por lo que el compromiso no es sólo externo sino también interno, con el principal objetivo de presentar un producto de calidad, pero a la vez respetando y cuidando del impacto ambiental que incurren los procesos productivos de la compañía. Para el desarrollo de este trabajo, se desplegaron un conjunto de actividades que se describen a continuación: Fase I. Identificación del sistema y variables en cuestión. - Conocimiento del proceso de tratamiento de agua empleado en planta. - Identificar los distintos procesos físicos y químicos usados en planta para el tratamiento del agua. - Conocer el proceso de retrolavado aplicado en filtros de arena. - Identificar el foco de estudio y principal problema a solucionar, filtros de arena. Fase II. Realización de diagnóstico y pruebas de retrolavado. - Diagnóstico general del procedimiento empleado por cada operador para realizar los retrolavados. Esta fase tiene el fin de identificar fallas en el proceso y ver los parámetros usados por los operadores para verificar las condiciones físico-químicas del agua. - Ensayos de retrolavado en los distintos filtros de arena, tomando en consideración lo siguiente: frecuencia entre retrolavados y prueba de turbidez, tal como lo especifica la norma usada por The Coca-Cola Company y la norma venezolana. Fase III. Elaboración de Curvas de retrolavado, presentación de resultados y análisis. - Elaborar nuevas curvas de retrolavado. - Presentar resultados y análisis. 31 Antes de detallar los resultados encontrados es importante acotar las condiciones y parámetros que definieron los ensayos realizados. Características y variables de ensayos: - Los ensayos se realizaron en los filtros de arena operativos: Filtros 1, 2, 3 y 4. - Se tomaron dos variables en consideración: Tiempo [min] y Turbiedad [NTU]. - Los ensayos se hicieron con una frecuencia de 24 horas o lo que es lo mismo con una saturación de lodos de 24 horas. - Se tomaron muestras a razón de una (1) muestra por minuto. Para la medición de la turbidez se procedió de la siguiente manera: 1. Se lavó el envase de medición con agua destilada para evitar contaminar la muestra depositada en el mismo. 2. Se colocó una primera muestra en el frasco y se desechó el contenido. 3. Luego se volvió a tomar una segunda muestra, última la cual pasaba a ser introducida en el equipo. 4. Antes de introducir el frasco en el equipo se procedía a limpiarlo con papel absorbente para evitar que cualquier residuo de grasa corporal o sucio, pudiese alterar los resultados del valor de turbidez. 5. Se esperaba aproximadamente 1 minuto para estabilización de valores. Ya conocidos los parámetros y condiciones para los ensayos, se procedió con el desarrollo del mismo. A continuación se detallan en las Figuras 3.1, 3.2, 3.3 y 3.4, las curvas de retrolavado obtenidas para los filtros de arena #1, #2, #3, #4, respectivamente . Estas curvas representan el comportamiento del parámetro Turbiedad en el tiempo, durante el proceso de retrolavado de los filtros de arena. Es importante acotar que la leyenda de las distintas curvas de retrolavado corresponde a las fechas de realización de los ensayos. 32 Figura 3.1. Curva de retrolavado para Filtro de Arena # 1. Figura 3.2. Curva de Retrolavado para Filtro de Arena # 2. 33 Figura 3.3. Curva de Retrolavado para Filtro de Arena # 3. Figura 3.4. Curva de Retrolavado para Filtro de Arena # 4. 34 Una vez realizadas las curvas de retrolavado, se procedió a la determinación del tiempo mínimo necesario para alcanzar un valor de Turbidez de 5 NTU, que según norma venezolana, es el máximo valor de turbidez permitido en aguas de uso potable. Este período de tiempo se va a denominar como “Tiempo óptimo”, el cual es un valor promedio de los datos que alcancen el parámetro de turbidez predefinido. En la Tabla 3.3, expuesta a continuación, se detallan los valores de tiempo óptimo alcanzados para cada filtro con una sedimentación de lodos de 24 horas. Tabla 3.3. Tiempo óptimo para retrolavados en Filtros de Arena con 24 horas de sedimentación de lodos. Filtro # Tiempo óptimo [min] Turbiedad [NTU] 1 12 4,86 2 12 4,60 3 8 4,75 4 10 4,58 Tal como se puede observar en la Tabla 3.3, cada uno de los filtros presenta un comportamiento distinto en cuanto a los retrolavados, aun cuando las condiciones para los ensayos fueron las mismas. En este caso se puede notar que los Filtros 1 y 2 necesitan un tiempo de retrolavado mayor para garantizar el mínimo valor de turbiedad aceptado el cual es de 5 NTU, reglamentario según norma ambiental venezolana, en comparación con los Filtros 3 y 4 los cuales necesitan un tiempo menor para alcanzar tal estado requerido. Esta disparidad en los tiempos óptimos de retrolavado se puede explicar mediante una analogía entre el sistema hidráulico de los filtros y un circuito eléctrico, donde el caudal de agua se puede representar como la corriente eléctrica y los filtros como resistencias las cuales están dispuestas en paralelo. Es importante aclarar que la resistencia en los filtros está íntimamente vinculada con la disposición de las distintas arenas con 35 granulometría variada las cuales determinan la capacidad de filtrado. Según un principio eléctrico la mayor cantidad de corriente pasará por donde halla menor resistencia, es así como los Filtros 1 y 2 son los que al ofrecer menor resistencia al paso del agua, presentan la mayor cantidad de sedimentación de lodos, lo que se traduce en un mayor tiempo de retrolavado para alcanzar las condiciones mínimas de turbiedad. Dentro de las normas y reglamentos que orientan el desarrollo de las actividades de la empresa, se encuentra una que regula las actividades referentes a los retrolavados y en donde se especifica que, transcurridos 6 minutos, desde el comienzo del retrolavado y en los cuales se desecha toda el agua al drenaje público, es cuando se reincorpora el agua al sistema de recuperación de la empresa. Ahora bien, si se comparan estos 6 minutos necesarios con los 8 a 12 minutos óptimos, según sea el filtro, es claro ver que a una mayor cantidad de tiempo de retrolavado se incurrirá en un mayor gasto de agua, o lo que es peor aún, se desechará una mayor cantidad de agua al drenaje. Por lo que la norma manejada dentro de la empresa, según los resultados mostrados, no es reflejo de la realidad. De las gráficas expuestas (Figuras 3.1, 3.2, 3.3 y 3.4), es claro notar que los filtros presentan un comportamiento asintótico descendente con una caída brusca de los valores de turbiedad durante los primeros minutos del retrolavado, lo que representa un comportamiento lógico dentro de este tipo de procesos, en el cual durante sus primeros momentos descarga la mayor cantidad de sedimentos acumulados y en forma progresiva va disminuyendo la presencia de estos en el filtro, hasta llegar a un mínimo valor posible. Igualmente se puede distinguir variedad en cuanto a la cantidad de ensayos realizados a cada filtro, es decir, mientras al filtro de arena 1 fueron realizados 4 ensayos, apenas para el filtro de arena 3 se realizaron escasos 2 ensayos. La causa de esto fue principalmente el conjunto de inconvenientes presentados tales como: mantenimiento de los filtros, visitas de INPSASEL (Instituto Nacional de Prevención, Salud y Seguridad Laborales), poca coordinación y compromiso del personal encargado y principal apoyo del proyecto; factores los cuales influyeron en la postergación de muchos de los ensayos planificados. 36 Conclusiones Una vez presentados y discutidos los resultados expuestos en el Capítulo III, correspondientes a las distintas actividades realizadas durante la pasantía industrial como lo fueron: la depuración de la lista de refacciones, creación de matriz de correspondencia y estudio de retrolavados en filtros de arena, se concluye que los objetivos establecidos para este proyecto fueron alcanzados satisfactoriamente. En cuanto a la depuración de la lista de refacciones ciertamente se logró materializar la selección de materiales y el bloqueo de otros. Se pudieron clasificar y agrupar los distintos repuestos presentes, a modo de realizar acciones concretas sobre los mismos, ya sea una revisión detallada o cualquier modificación pertinente. Sin embargo, tal depuración realizada fue un proceso indirecto, ya que muchos de los procesos finales tales como el bloqueo o la modificación del texto descriptivo de los materiales era competencia del personal encargado dentro de la empresa, y si bien es cierto que este tipo de tareas deben ser controladas y gestionadas por una persona autorizada, otorgar esta responsabilidad a otras personas como los analistas de refacciones, los cuales están profundamente en contacto con el mantenimiento y la gestión de los distintos repuestos, agiliza el proceso de depuración y control de repuestos en el sistema. Indiscutiblemente la depuración de la lista de refacciones contó con limitaciones previamente catalogadas, muchas de las cuales fueron controladas, pertinentemente, durante el desarrollo de este proyecto. El hecho de que el sistema operativo SAP no permita eliminar por completo un código, genera dificultad en el proceso de depuración, ya que no permite acabar con el problema de raíz. Por otro lado, el objetivo de crear un manual para la creación de códigos dentro de la empresa no fue necesario, ya que tal información había sido previamente creada mas no era aplicada, por lo que está en manos de la empresa poner en práctica tales normas. La depuración de la lista más que eliminar códigos y reducir el número de elementos presentes, lo que logró fue bloquear materiales, interrumpiendo el uso de los mismos en las distintas transacciones del sistema. Continuando con este orden de ideas y ahora considerando la matriz de correspondencia se puede destacar que con su creación se proporciona a la corporación, una nueva y sencilla herramienta con características autodidactas que permite mejorar la gestión de los repuestos, creando una relación directa, uno a uno, entre la refacción y el equipo al cual le pertenece. Es 37 importante resaltar que la matriz de correspondencia es un documento abierto y por lo tanto presenta la gran ventaja de ser modificado y actualizado, en la medida que se vaya acumulando información nueva. Esta ventana informativa creada es un completo manual interactivo que igualmente facilita la gestión de los repuestos. Tanto la depuración de la lista de refacciones como la elaboración de la matriz de correspondencia son actividades que sin lugar a duda están íntimamente relacionadas, dado que para ambos casos el objeto de estudio fueron los repuestos y la gestión de los mismos dentro de la empresa. Es así como la depuración buscó simplificar los errores y preparar el campo de trabajo en el cual entra la matriz como mecanismo que establece vínculos reales con los distintos sistemas que operan dentro de la planta. En cuanto al proyecto ambiental, se puede concluir el alcance con éxito de los objetivos planteados. Específicamente en cuanto a la presentación de nuevas curvas de retrolavado para los filtros de arena. Se constató que cada filtro tiene un comportamiento distinto, por lo que sería lógico pensar que en sus funciones normales presentan desempeños variados, bajo iguales condiciones de uso. Sin embargo tomando en consideración los resultados obtenidos es inevitable pensar que los retrolavados sigan generando un gasto de agua en la empresa. De igual forma se pudo establecer los tiempos óptimos, de 8 a 12 minutos según sea el filtro, para alcanzar las condiciones mínimas necesarias (5 NTU), que según ley ambiental venezolana, debe tener el agua potable usada dentro de la empresa. Para el desarrollo de este tipo de actividades, como lo fue el proyecto ambiental, es necesario una buena planificación y apoyo por parte de todos los miembros involucrados con el proceso, garantizar los tiempos de sedimentación de lodos y realizar los ensayos según los procedimientos antes mencionados. La práctica de una mayor cantidad de ensayos garantizará resultados con una mejor representación de la realidad y en tal caso, y sólo de ser necesario, se puede pensar en replantear las normas que estipulan los procedimientos en cuanto a los retrolavados. Para cerrar, el presente proyecto de pasantía representa una clara intención por mejorar los procesos productivos de la empresa, principalmente en cuanto a la gestión de los repuestos, los cuales sin lugar a duda, son la clave fundamental para mantener el correcto funcionamiento de los equipos, garantizando de esta forma la producción planificada y mejorando el desempeño de la empresa. A través de la depuración de la lista de refacciones y de la matriz de correspondencia, 38 no sólo se logra optimizar el desempeño logístico de repuestos industriales sino también optimizar el gasto financiero que representa el manejo de los mismos dentro de la empresa, por lo que indiscutiblemente, actividades como la ejecutada en este proyecto, son beneficio directo a corto plazo en las áreas de desarrollo humano, desarrollo corporativo y desarrollo financiero, las cuales son la base fundamental y razón de trabajo de una empresa como lo es Coca-Cola FEMSA. 39 Recomendaciones A fin de optimizar el proceso de depuración de la lista de refacciones, a continuación se proponen detalladamente estrategias prácticas y sencillas para mejorar la gestión de los materiales con nuevo ingreso en el sistema SAP. a. Información a considerar para la creación de nuevos códigos - Revisar MRP, ¿La refacción es considerada de alta rotación?. - Fabricante. - Dimensiones. - Número de parte. (Opcional). - Tipo de material (Hierro Negro, Acero Inoxidable, PVC, Teflón, entre otros). - Descripción de uso. (Función en el equipo). - Equipo en el cual es usado. - Luego considerar las normas para crear descripción adecuada. b. Parámetros generales a considerar para la denominación de los repuestos: - Escribir toda información en mayúsculas. - No usar acentos, comillas, llaves, paréntesis, letras griegas o cualquier otro símbolo para denotar alguna dimensión. - Se pueden usar guiones, sólo para el caso en el que se quiera denotar número de parte. - Catalogar una refacción por su número de parte, preferiblemente. - Usar un lenguaje técnico y sencillo. - Hacer uso del español para la descripción. Se optará en el uso de otros idiomas sólo cuando sea estrictamente necesario. c. Realizar cursos de inducción al personal técnico encargado de la gestión de los repuestos tal como los Analistas de Refacción y Encargados del Almacén. Estos cursos pueden ser 40 vía On-line o En Línea, a modo de no interferir con las actividades normales del personal. d. Hacer uso de la guía “Recomendaciones para escritura”, donde se detalla claramente el procedimiento a seguir para definir nuevos materiales en SAP. e. Uso del vocabulario técnico adecuado y pertinente para la denominación de los materiales. Es importante que todo el personal involucrado use una terminología homogénea que permita la identificación sencilla de los materiales. f. Dado que el sistema operativo SAP no puede eliminar códigos, se debe tener mayor precaución al momento de crearlos. En la medida que se realice una pequeña búsqueda en el sistema, se puede garantizar la unicidad del repuesto, evitando la duplicación de información. 41 Referencias [1]. Presentación de Inducción Coca-Cola FEMSA. Disponible en intranet Coca-Cola Femsa: http//kofnet.kof.com.mx, consultado el 28 de Octubre de 2011. [2]. Unidades de Negocio: Venezuela. Disponible http://www.femsa.com/es/business/coca_cola_femsa/venezuela.htm, en consultado Internet: el 20 de Diciembre de 2011. [3]. Departamento de Recursos Humanos Planta Valencia. Inducción 2011. [4]. Pérez, M. Presentación Refacciones, Manufactura & Logística. Gerencia de Ingeniería, Proyectos y Mantenimiento. Octubre 2011. [5]. Tomado de Help SAP Ayuda SAP. [6]. Hernández, J y Mora, A. 2011. Seguimiento de Proyecto Maestro de Repuestos.