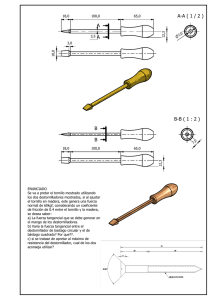
Rebatimiento de la cabeza:
Se introduce el tornillo en el agujero, del diámetro correspondiente, de un
yunque cuya cara superior forme un ángulo de 60º con el eje del agujero
(figura 2.5.6.A). Se rebate la cabeza en frío, a golpes de martillo, hasta que
acople a la superficie del yunque, es decir, hasta que la superficie de
apretadura forme 30º con el eje del tornillo. El resultado es aceptable si no
aparecen grietas.
Estrangulación:
Se aplica solamente a tornillos de 10 ó 12 mm de diámetro. El tornillo se
dispone en un banco con el dispositivo de la figura 2.5.6.B y se aprieta la
tuerca para producir una tracción en el vástago.
El resultado es aceptable si se alarga el vástago con una estrangulación
marcada o se rompe por la caña o por la espiga, sin que se rompa o
arranque la cabeza ni la tuerca.
Rotura con entalladura:
Se sierra la caña del tornillo con una sierra de acero, hasta la mitad de su
sección. Se sujeta en un tornillo de banco y se rompe a martillazos.
El resultado es aceptable si la rotura no es frágil y presenta señales de
deformación plástica.
Ensayo de mandrilado para las tuercas:
Este ensayo sirve para comprobar la capacidad de ensanchamiento de la
tuercas. Se utiliza un mandril cónico engrasado, cuyo semiángulo de
abertura sea de 1:100. El ensayo se realiza sobre una tuerca cuya rosca ha
sido eliminada por escariado, ejerciendo presión uniforme en el mandril y
debe soportar un ensanchamiento, medido sobre el diámetro del agujero,
de un 5 por 100 aproximadamente.
Marcado del tornillo:
Los tornillos de acero de tipo A4t no es preceptivo que lleven marca; los de
acero tipo A5t tendrán esta sigla, marcada en relieve o en hueco, en su
cabeza.
 0
0