Casing Corrosion Measurement to Extend Asset Life
Anuncio

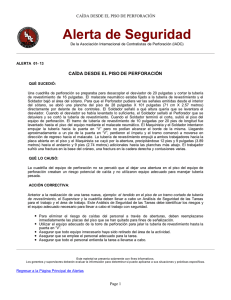
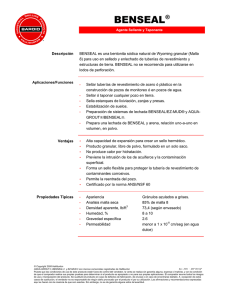
Medición de la corrosión en las tuberías de revestimiento para prolongar la vida de los activos Dalia Abdallah Mohamed Fahim Abu Dhabi Company for Onshore Oil Operations Abu Dhabi, Emiratos Árabes Unidos Khaled Al-Hendi Mohannad Al-Muhailan Ram Jawale Kuwait Oil Company Ahmadi, Kuwait Adel Abdulla Al-Khalaf Qatar Petroleum Doha, Qatar Zaid Al-Kindi Abu Dhabi, Emiratos Árabes Unidos Los desafíos que plantea la corrosión no son nuevos para la industria del petróleo y el gas, y las compañías productoras buscan constantemente nuevas formas de frenar la corrosión. Los especialistas han logrado avances en materia de monitoreo de la corrosión a lo largo de varios frentes. La implementación de estas tecnologías puede ayudar a los operadores a optimizar la utilización de la infraestructura, maximizar la producción y minimizar el impacto negativo en el medio ambiente. Las compañías de petróleo y gas se enfrentan a una permanente disyuntiva. Por un lado, la rentabilidad impone que las compañías productoras maximicen la producción en el largo plazo y a la vez minimicen los costos operativos. Por el otro, el cumplimiento de la legislación ambiental requiere que las compañías lleven a cabo las operaciones de exploración y producción de manera ambientalmente segura y responsable. Abdulmohsen S. Al-Kuait Hassan B. Al-Qahtani Karam S. Al-Yateem Saudi Aramco Dhahran, Arabia Saudita Nausha Asrar Sugar Land, Texas, EUA Syed Aamir Aziz J.J. Kohring Dhahran, Arabia Saudita Energía incorporada durante la refinación de metales Abderrahmane Benslimani Ahmadi, Kuwait M. Aiman Fituri Doha, Qatar Mahmut Sengul Houston, Texas Traducción del artículo publicado en Oilfield Review Otoño de 2013: 25, no. 3. Copyright © 2014 Schlumberger. Por su colaboración en la preparación de este artículo, se agradece a Ram Sunder Kalyanaraman, Clamart, Francia. Avocet, EM Pipe Scanner, FloView, Petrel, PS Platform, PipeView, Techlog, UCI y USI son marcas de Schlumberger. Mineral de hierro (óxidos) y productos de corrosión Metal o aleación refinada Energía liberada por la corrosión > Ciclo de evolución habitual de la corrosión durante la refinación de metales. La energía se almacena en un metal cuando el mismo se refina a partir de su estado natural (tal como mineral de hierro) y se convierte en una aleación. La corrosión se produce espontáneamente y libera la energía almacenada, lo que retorna al metal a un estado de energía inferior. Ese proceso puede retardarse en el campo mediante la aplicación de una o más medidas de mitigación. 18 Oilfield Review Y ambos mandatos tienen un enemigo en común. La corrosión, que es la tendencia natural de los materiales a volver a su estado termodinámicamente más estable a través de la reacción con los agentes del medio adyacente, ataca a casi todos los componentes de un pozo. Los pozos se construyen principalmente con acero, que se refina a partir del mineral de hierro natural. El proceso de refinación del mineral de hierro para obtener una aleación de acero adecuada para las operaciones de perforación y producción de petróleo y gas lleva al mineral a un estado de energía superior. La corrosión invierte este proceso y retorna el metal a su estado de energía inferior original (página anterior).1 El proceso de corrosión, que comienza en el momento en que se funde el acero, se acelera en el campo petrolero debido a la presencia de especies ácidas —tales como el ácido sulfhídrico [H2S] o el dióxido de carbono [CO2]— en muchos fluidos de formación, y a causa de las presiones y temperaturas elevadas de las formaciones productivas. Entre las consecuencias de la corrosión se encuentran la reducción del espesor de las paredes y la pérdida de resistencia, ductilidad y resistencia al impacto del acero que compone los tubulares de fondo de pozo, los cabezales de los pozos y las tuberías de superficie, y el equipo de procesamiento ubicado aguas abajo (derecha). La falta de reacción temprana a los ataques corrosivos incide en la rentabilidad de los pozos porque los operadores deben implementar métodos de mitigación potencialmente costosos y probablemente extensivos. Las medidas de mitigación no sólo incrementan los costos operativos, sino que además pueden obligar a los operadores a cerrar un pozo durante un cierto tiempo. En el peor de los casos, si no se encara, la corrosión puede producir fugas o rupturas, que constituyen amenazas para la seguridad del personal petrolero, generar pérdidas de producción e introducir hidrocarburos y otros fluidos de yacimiento en el medio ambiente. . Resumen de los problemas de corrosión y sus soluciones. En el campo petrolero, la corrosión es un fenómeno generalizado y adopta diversas formas. Mediante la identificación correcta de la fuente del ataque corrosivo, un operador puede implementar un programa adecuado de monitoreo y control de la corrosión. 1. Para obtener más información sobre el proceso de corrosión, consulte: Brondel D, Edwards R, Hayman A, Hill D, Mehta S y Semerad T: “Corrosion in the Oil Industry,” Oilfield Review 6, no. 2 (Abril de 1994): 4–18. Volumen 25, no.3 Problema Métodos de control Monitoreo • Agua oxigenada • Ataque interno • Ataque externo • Materiales resistentes • Secuestradores de oxígeno • Muestreo de agua y oxígeno • Niveles de hierro • Probetas de corrosión • Sensores de oxígeno • Análisis de cupones • Estudios de espesor de pared • Inspecciones visuales internas • Análisis visuales Picaduras de corrosión por ácido sulfhídrico • Agua de un acuífero de producción u otro acuífero profundo • Agua contaminada con gas de desorción o gas para levantamiento artificial • Desgasificación a baja presión • Control del gas contaminado • Utilización de materiales resistentes • Probetas • Niveles de hierro • Estudios de espesor de pared Bacterias sulfato reductoras (SRB) • Fluidos anaeróbicos • Fluidos estancados • Condiciones debajo de incrustaciones u otros depósitos • Biocidas • Cloración • Recuentos de bacterias anaeróbicas • Mediciones de residuos de cloro Corrosión por dióxido de carbono • Agua de un acuífero de producción u otro acuífero profundo • Agua contaminada con gas de desorción o gas para levantamiento artificial • Desgasificación a baja presión • Control del gas contaminado • Utilización de materiales resistentes • Probetas • Niveles de hierro • Estudios de espesor de pared Fisuración por tensocorrosión producida por ácido sulfhídrico • Fluidos producidos que contienen ácido sulfhídrico • Sistemas anaeróbicos contaminados con SRB • Materiales adecuados • Control de calidad de los materiales Corrosión por ácido • Ácidos para tratamientos de estimulación y limpieza • Inhibidores de ácidos • Controles de inhibidores de ácidos Corrosión galvánica (bimetálica) • Dos metales con diferentes potenciales iónicos en un medio corrosivo • Aislamiento eléctrico de metales (revestimiento catódico) • Diseño mejorado • Revisiones de diseños Corrosión por picadura (corrosión rápida en los defectos de las películas superficiales inertes) • Inmersión • Películas superficiales inertes • Selección de materiales • Inspecciones de equipos Corrosión por subdepósitos • Depósitos de sólidos húmedos • Biopelículas • Empaquetaduras porosas • Limpieza con diablo • Biocidas • Sellado y diseño mejorados • Diseño de velocidad mínima • Inspecciones de equipos • Recuentos de bacterias Corrosión fisurante • Diseño pobre • Imperfecciones en el metal • Diseño mejorado • Selección de materiales • Desmontaje e inspecciones de equipos • Detectores de fugas Corrosión por cloruros (fisuración rápida por exposición a medios con cloruros calientes) • Solución salina • Oxígeno y calor • Selección de materiales • Inspecciones de equipos • Análisis de oxígeno Fatiga • Equipo rotativo • Carga inducida por oleaje, vientos o corrientes • Diseño contra vibraciones • Inspecciones de equipos Corrosión por oxígeno Fisuración inducida por hidrógeno Causa de la corrosión • Desorción de oxígeno • Diseño de sellos mejorado • Revestimientos • Protección catódica Oilfield Review AUTUMN 13 Corrosion Fig. Table 1 ORAUT 13 CORSN Table 1 19 Perforación y terminaciones Producción Declinación del pozo Puesta fuera de servicio Producción Diseño del pozo • Modelado de • Selección del yacimientos • Análisis de núcleos • Selección de materiales • Análisis de riesgos lodo de perforación adecuado • Selección de las aleaciones adecuadas para las tuberías y los equipos • Selección de secuestradores de oxígeno y sulfuros adecuados • Utilización de herramientas y servicios • Implementación de evaluaciones de integridad • Utilización de tecnologías de mitigación • Implementación o expansión de las operaciones de monitoreo de la corrosión de la corrosión (inhibidores de corrosión, sistemas de control de la producción de arena y secuestradores de oxígeno) de los activos más estrictas y más expansivas de separación de petróleo y agua • Evaluación del estado de la infraestructura y rastreo de los índices de corrosión • Aseguramiento de la contención del pozo abandonado en el largo plazo • Aseguramiento del cumplimiento de la legislación ambiental aplicable • Implementación de reparaciones y de estrategias de reemplazo, cuando sea necesario > Consideraciones acerca de la corrosión en cada etapa del ciclo de vida de los activos. Durante cada etapa de la vida productiva de un pozo, los ingenieros deben considerar los factores operacionales para controlar la corrosión y minimizar la amenaza de pérdidas de los fluidos de producción en el ambiente adyacente. El costo anual total de la corrosión en EUA solamente se estima en alrededor de USD 1 400 millones, de los cuales USD 589 millones corresponden a costos de líneas de conducción e instalaciones de superficie, USD 463 millones son costos de tuberías de producción de fondo de pozo y USD 320 millones corresponden a erogaciones de capital.2 Estas estimaciones no contemplan las multas que pueden imponer los organismos normativos gubernamentales a los operadores que experimentan descargas de fluidos de producción relacionadas con la corrosión en el medio ambiente. Además, los costos y los riesgos pueden incrementarse a medida que se descubren fuentes de hidrocarburos en ambientes más desafiantes —yacimientos más profundos con temperaturas y presiones más elevadas, y mayores concentraciones de gases ácidos— que pueden constituir ambientes de corrosión más agresivos. La industria ha propuesto diversos métodos para combatir la corrosión y prolongar la vida operativa de un pozo. Estos métodos pueden dividirse en líneas generales en cuatro categorías principales: •Metalurgia: sustitución de los tubulares tradicionales de los pozos por tubulares fabricados con aleaciones resistentes a la corrosión (CRA) •Química: modificación de los fluidos de producción para reducir la intensidad de los ataques corrosivos o creación de barreras que aíslan el metal de los fluidos producidos a través de la aplicación de un revestimiento de protección 20 •Inyección: bombeo de fluidos a base de surfactantes que se congregan en la superficie del metal y obturan el contacto entre el agua y el metal, inhibiendo la corrosión •Protección catódica: utilización de corriente continua (CC) para generar una protección catódica por corriente impresa.3 La primera opción —mejoramiento de los tubulares para que se equiparen con los compuestos de CRA— puede ser prohibitiva en términos de costos en gran escala. En EUA solamente, existen más de 100 000 pozos productores de petróleo y gas con tuberías de revestimiento, tuberías de producción, cabezales, equipos de procesamiento y redes de recolección. Los fabricantes pueden emplear otra opción de mitigación: aplicar revestimientos permanentes que combaten la corrosión mediante la formación de una barrera resistente entre los medios Oilfield con fluidos corrosivos y laReview superficie del metal. AUTUMN 13 Existen muchos tipos de revestimientos, pero en Corrosion Fig. 2 general se dividen ORAUT en las siguientes categorías: 13 CORSN 2 •metálicos: zinc, cromo y aluminio •inorgánicos: esmaltes, vidrios, cerámicos y revestimientos con vidrio reforzado •orgánicos: resinas epóxicas, acrílicos y poliuretanos.4 Al igual que con las CRAs, los revestimientos ofrecen una vida operativa más larga con un mantenimiento reducido, pero su costo es elevado.5 Los operadores pueden utilizar la inhibición con medios químicos durante la etapa de produc- ción del pozo para mitigar la corrosión en la superficie interna de las tuberías y los equipos. Los inhibidores de corrosión suelen ser formulaciones químicas a base de surfactantes, que se agregan a la corriente de producción en concentraciones oscilantes entre decenas y varios cientos de partes por millón (ppm). Las moléculas de inhibidor migran y se agrupan en las superficies; en el caso de la infraestructura de producción de un pozo, las moléculas se agrupan en la superficie del metal para formar una barrera entre ésta y la fase de fluido corrosivo. De esta manera, actúan de manera similar a un revestimiento, pero a un costo inferior al de un revestimiento permanente o una CRA. Además, a diferencia de un revestimiento, un inhibidor de corrosión debe ser reaplicado para reponer la película de inhibidor que ha sido degradada o eliminada por la acción de flujo de la corriente de producción.6 En la prevención de la corrosión mediante la protección catódica, se hace que las superficies anódicas del metal —las superficies susceptibles al ataque corrosivo— se vuelvan catódicas o no corrosivas. Para ello, los operadores aplican una corriente continua a través del metal a fin de contrarrestar la corriente de corrosión —técnica denominada protección catódica por corriente impresa (ICP)— o utilizan ánodos de sacrificio, que están compuestos por un metal con una mayor tendencia a la corrosión que el metal a proteger.7 Oilfield Review Este artículo se centra en las técnicas de monitoreo y medición de la corrosión de la infraestructura de fondo de pozo durante la producción. Algunos casos de estudio de Medio Oriente demuestran cómo las herramientas de monitoreo de la corrosión y las tecnologías de mitigación han ayudado a los operadores a identificar la localización y la gravedad de la corrosión producida en la infraestructura del subsuelo, proporcionando a cada compañía la información básica para seleccionar la solución más adecuada de mitigación. La corrosión y el ciclo de vida del pozo La corrosión constituye una preocupación importante durante toda la vida productiva de un pozo y en cada etapa se requieren consideraciones y estrategias de mitigación específicas. El personal a cargo de los activos de las compañías usualmente comienza tomando decisiones relacionadas con la mitigación de la corrosión de un pozo antes de la perforación. Durante la etapa de diseño del pozo, el operador lleva a cabo estudios integrales del yacimiento, lo que incluye el modelado del yacimiento, estudios de núcleos y análisis de fluidos a partir de los datos de pozos vecinos. Los ingenieros utilizan la información obtenida de estos estudios con el fin de evaluar riesgos para las amenazas de corrosión en las etapas subsiguientes del pozo. Y luego desarrollan e implementan estrategias de mitigación que incluyen la selección de materiales adecuados, tasas de producción óptimas, programas de monitoreo y tratamientos con inhibidores de corrosión (página anterior, arriba). Durante el proceso de perforación, los operadores centran las estrategias de mitigación de la corrosión en la prolongación de la vida útil de la columna de perforación, que se encuentra expuesta a grandes esfuerzos operacionales y a lodos de perforación y fluidos de formación potencial2. Koch GH, Brongers MPH, Thompson NG, Virmani YP y Payer JH: “Corrosion Costs and Preventive Strategies in the United States,” Washington, DC: Administración Federal de Autopistas del Departamento de Transporte de EUA, Oficina de Investigación y Desarrollo de Infraestructura, Publicación Nº FHWA-RD-01-156, septiembre de 2001. 3. Nalli K: “Corrosion and Its Mitigation in the Oil & Gas Industry—An Overview,” PetroMin Pipeliner (Enero- marzo de 2010): 10–16. 4. Heim G y Schwenk W: “Coatings for Corrosion Protection,” en von Baekman W, Shwenk W y Prinz W (eds): Handbook of Cathodic Corrosion Protection, 3a ed. Houston: Gulf Coast Publishing Company (1997): 153–178. 5. Craig BD, Lane RA y Rose DH: Corrosion Prevention and Control: A Program Management Guide for Selecting Materials, Spiral 2, 2nd ed. Rome, Nueva York, EUA: Centro Avanzado de Análisis de Información de Materiales, Manufactura y Pruebas, Alion Science & Technology (Septiembre de 2006): 40. Volumen 25, no.3 mente corrosivos. La columna de perforación puede experimentar diversos tipos de mecanismos de corrosión, incluidas picaduras localizadas, en las que el H2S, el cloruro o el oxígeno de los lodos de perforación a base de agua generan una tasa de corrosión que excede los 25 cm [9,8 pulgadas] por año.8 Otras fuentes de corrosión son la presencia de CO2 a una presión parcial que oscila entre 20 y 200 kPa [3 y 30 lpc] o mayor, la corrosión influida microbiológicamente (MIC) causada por la presencia de ciertas bacterias (microbios) en los fluidos producidos y la corrosión fisurante en la que los índices de corrosión localizada en las interfaces entre un metal y otro metal o entre un metal y un no metal, tal como en los acoplamientos de juntas o en las empaquetaduras, alcanzan niveles elevados y producen picaduras o fisuras.9 El ingrediente en común de estos diversos fenómenos de corrosión es el lodo de perforación. Para evitar que los lodos de perforación se vuelvan corrosivos, los ingenieros de lodo utilizan tratamientos químicos específicos en el lodo. Estos tratamientos se centran en mantener el pH del lodo dentro de un rango aceptable —habitualmente entre 9,5 y 12— mediante su dosificación con álcali o el agregado de secuestradores de oxígeno para reducir los niveles de oxígeno disuelto por debajo de 1 ppm o la incorporación de secuestradores de sulfuro que eliminan el H2S del sistema de lodo.10 La fase de terminación de un pozo se refiere al montaje y la instalación de los tubulares y equipos de fondo de pozo, tales como empacadores y sistemas de bombeo para operaciones de levantamiento artificial. La información recolectada durante la etapa de planeación del pozo, incluidos datos de temperatura y presión del yacimiento y la composición de los fluidos de producción, ayuda a proveer información al operador para la toma de decisiones sobre las medidas de mitigación de la corrosión que han de ser incluidas en la fase de terminación. Por ejemplo, la anticipación de la producción de H2S o CO2 puede conducir al operador a utilizar aleaciones CRA en las sartas de revestimiento para la terminación del pozo, las válvulas de control, los medidores de fondo de pozo instalados en forma permanente y las líneas de control hidráulicas y eléctricas.11 Al final del ciclo de vida del pozo, los niveles de producción de hidrocarburos caen —a menudo con un incremento correspondiente de las tasas de producción de agua— hasta un punto en el cual el pozo deja de ser redituable y el operador debe taponarlo y abandonarlo (P&A). Las estrategias de mitigación de la corrosión del operador se desplazan entonces hacia la prevención permanente de las descargas de fluidos de yacimiento en el medio ambiente después de abandonar el pozo. Los pasos básicos de una operación de P&A comprenden la remoción del equipamiento de terminación, la colocación de tapones de aislamiento y la inyección forzada de cemento en los espacios anulares, a diferentes profundidades, para aislar permanentemente las zonas productivas de las zonas acuíferas.12 Las operaciones de P&A representan un costo neto, por lo que los operadores llevan a cabo estas actividades de la forma más rápida y eficiente posible. Al mismo tiempo, una operación de P&A debe ser llevada a cabo respetando estrictamente los requisitos normativos gubernamentales. Si bien estas regulaciones varían significativamente en cuanto a severidad y medidas punitivas, si un organismo regulador descubre una fuga en un pozo previamente abandonado, es responsabilidad del operador retornar para efectuar las reparaciones necesarias y volver a taponar el pozo; a menudo a un costo significativamente más elevado que el de la operación de P&A original. 6. Los inhibidores de corrosión son aplicados en forma continua mediante su inyección estratégica en el pozo o en la sarta de producción, a una velocidad constante, para mantener una concentración deseada o bien por medio de la aplicación por lotes, proceso en el cual se aplica periódicamente en el pozo un volumen más grande de inhibidor al que se alude a menudo como lote, bache, camada o bolsón. La inyección continua ofrece una ventaja adicional ya que el inhibidor puede ser aplicado sin cerrar el pozo. 7. Para obtener más información sobre la protección catódica por corriente impresa, consulte: Brondel et al, referencia 1. 8. El índice de corrosión es el espesor de metal que podría perderse en un año como consecuencia de la corrosión. Este índice indica claramente que en mucho menos de un año podría formarse un agujero en la columna de perforación. 9.Para obtener más información sobre la corrosión influida microbiológicamente, consulte: Augustinovic Z, Birketveit O, Clements K, Freeman M, Gopi S, Ishoey T, Jackson G, Kubala G, Larsen J, Marcotte BWG, Scheie J, Skovhus TL y Sunde E: “Microbios:¿ Enemigos o aliados de los campos petroleros?,” Oilfield Review 24, no. 2 (Diciembre de 2012): 4–17. 10.Sloat B y Weibel J: “How Oxygen Corrosion Affects Drill Pipe,” Oil and Gas Journal 68, no. 24 (Junio de 1970): 77–79. 11.Saldanha S: “Intelligent Wells Offer Completion Solution for Lower Tertiary Fields,” Offshore Magazine 72, no. 8 (1º de agosto de 2012): 54–57. 12.Para obtener más información sobre las operaciones de taponamiento y abandono de pozos, consulte: Abshire LW, Desai P, Mueller D, Paulsen WB, Robertson RDB y Solheim T: “Abandono permanente de los pozos de áreas marinas,” Oilfield Review 24, no. 1 (Septiembre de 2012): 48–57. 21 Recubrimiento de cemento Fisuras inducidas por la corrosión Arenisca acuífera tra dentro del sistema, el operador no podría utilizar el cupón sólo para determinar su tiempo de ocurrencia con precisión. Además, la técnica de los cupones es aplicable solamente en los lugares del sistema a los que el acceso para colocar y extraer el cupón resulta fácil o práctico. Esta segunda limitación imposibilita esencialmente el monitoreo de los cupones, o cualquier técnica de inspección visual, para las sartas de revestimiento y los tubulares de fondo de pozo. Las otras opciones disponibles son las técnicas de medición indirecta, que incorporan una o más de las diversas herramientas de adquisición de registros (perfilaje) desplegadas en el fondo del pozo mediante cable, tractor o tubería flexible. Empacador Disparos Arena petrolífera > Impacto de la corrosión en la integridad de la tubería de revestimiento. Las fugas en la tubería de revestimiento se producen generalmente como resultado de la corrosión excesiva del sistema de producción. Es probable que estas fugas, que pueden ser costosas y perjudiciales para el medio ambiente, permitan el ingreso de agua de formación adicional y arena en la sarta de producción del pozo (flecha azul). Alternativamente, pueden producirse flujos cruzados (flechas verdes), difíciles de caracterizar y tratar, y en casos severos, puede ser necesario que el operador extraiga y reemplace toda la sarta de revestimiento. Los operadores obtienen ganancias durante estas herramientas se exponen a la corriente de la fase de producción de un pozo, que puede flujo de producción. Otras técnicas proporcionan durar desde tan sólo algunos años hasta varias el análisis de los efectos de la corrosión, a postedécadas. En esta fase, los esfuerzos para mitigar riori, en un ambiente de laboratorio.13 la corrosión se centran generalmente en manteLa técnica de pérdida de peso que utiliza ner bajos los índices de corrosión y prevenir las cupones, un método de identificación visual fugas (arriba). El operador debe monitorear e directa, constituye un proceso de monitoreo siminspeccionar continuamente la infraestructura ple y conocido. En esta técnica, una muestra de para medir la integridad de las tuberíasOilfield y de losReview material —el cupón— se expone al ambiente del AUTUMN equipos de superficie y fondo de pozo y la efecti- 13proceso durante un tiempo dado y luego un técnico Corrosion Fig. 3 vidad de la mitigación. lo extrae del sistema y lo analiza para determinar ORAUTde13 CORSN 3 físico y la cantidad de peso perdido.14 Las compañías utilizan diversas técnicas su estado monitoreo de la corrosión en los campos de petró- La técnica de los cupones de corrosión es ventaleo y gas. En parte, las técnicas se seleccionan josa porque los cupones pueden ser fabricados sobre la base de la facilidad de implementación con la misma aleación del sistema en estudio, el del sistema para una aplicación o una localización índice de corrosión puede ser calculado fácildada dentro del sistema de producción, la facili- mente a partir de la pérdida de peso del cupón dad con que pueden implementarse los resultados durante el tiempo de exposición y la técnica pery la severidad relativa del ataque corrosivo. mite la verificación visual de los depósitos de Algunas técnicas de medición de la corrosión uti- corrosión o de la corrosión localizada. No obslizan herramientas de monitoreo en línea coloca- tante, si se produjera un problema de corrosión das directamente en el sistema de producción; tal como una fuga mientras el cupón se encuen- 22 Avances en el monitoreo de la corrosión en el fondo del pozo Las técnicas de perfilaje para el monitoreo de la corrosión en el fondo del pozo incluyen métodos ultrasónicos, electromagnéticos y mecánicos, que proporcionan información detallada sobre la localización y el alcance de un problema de corrosión. El monitoreo ultrasónico emplea una sonda centralizada que se sumerge en el fluido del pozo y utiliza un subconjunto que contiene un transductor rotativo para obtener las mediciones.15 La mayoría de las herramientas ultrasónicas funcionan sobre la base del principio de las mediciones de ecos de pulsos y los operadores escogen un transductor con las características necesarias para el tipo de medición a obtener. Las mediciones incluyen la evaluación del cemento, la generación de imágenes en agujero descubierto y la generación de imágenes de la corrosión. Un transductor generador de imágenes ultrasónicas USI, que transmite una señal ultrasónica con una frecuencia que oscila entre 200 y 700 kHz para hacer resonar la tubería de revestimiento, está diseñado habitualmente para la evaluación de la adherencia del cemento y la inspección de las tuberías. La calidad de la adherencia del cemento se relaciona directamente con el grado de resonancia de la tubería de revestimiento: una buena adherencia del cemento amortigua la señal acústica y hace que una señal secundaria de baja amplitud retorne al transductor; una operación de cementación deficiente o una tubería suelta permite que la tubería de revestimiento repique y retorne un eco de mayor amplitud. Además, las mediciones USI incluyen la generación de imágenes 2D del radio interno de la tubería de revestimiento —derivadas del tiempo de tránsito del eco principal proveniente de la superficie interna— y el espesor 2D de la tubería de revestimiento, derivado de la respuesta de frecuencia. Oilfield Review 13.“Introduction to Corrosion Monitoring,” Metal Samples: Corrosion Monitoring Systems, www.alspi.com/ introduction.htm (Se accedió el 20 de marzo de 2013). 14.“Introduction to Corrosion Monitoring,” referencia 13. 15.Hayman AJ, Hutin R y Wright PV: “High-Resolution Cementation and Corrosion Imaging by Ultrasound,” Transcripciones del 32o Simposio Anual de Adquisición de Registros de la SPWLA, París, 16 al 19 de junio de 1991, artículo KK. 16.Hayman AJ, Parent P, Rouault G, Zurquiyah S, Verges P, Liang K, Stanke FE y Herve P: “Developments in Corrosion Logging Using Ultrasonic Imaging,” Transcripciones del 36o Simposio Anual de Adquisición de Registros de la SPWLA, París, 26 al 29 de junio de 1995, artículo W. Volumen 25, no.3 Tubería de revestimiento Transductor Señal ultrasónica Amplitud Con el generador de imágenes ultrasónicas de la tubería de revestimiento UCI, que utiliza un transductor de 2 MHz enfocado con resolución mejorada respecto de la herramienta USI, pueden obtenerse mediciones de mayor resolución de la tubería de revestimiento (derecha).16 La herramienta UCI registra dos ecos: el eco principal proveniente de la superficie interna de la tubería de revestimiento y el eco más pequeño proveniente de la superficie externa. El radio y el espesor de la tubería de revestimiento se computan a partir de los tiempos de arribo de los dos ecos. Los tamaños relativos, o amplitudes, de los dos ecos son indicadores cualitativos del estado de la tubería de revestimiento. Si bien el dispositivo UCI proporciona una mejor indicación del estado de la tubería de revestimiento que el generador de imágenes USI, su utilización se limita a aquellas operaciones en las que el fluido del pozo consiste en salmueras, petróleo y lodos a base de petróleo liviano o agua. Los lodos espesados producen una atenuación acústica que es demasiado intensa para permitir la obtención de una medición válida. La inspección ultrasónica ofrece numerosas ventajas como herramienta de medición de la corrosión, lo que incluye su sensibilidad tanto a los defectos internos como a los defectos externos y la notificación instantánea en el campo cuando se detecta un defecto. Además, la técnica requiere el acceso a un solo lado del material para medir el estado de todo el objeto y obtener imágenes exteriores e interiores detalladas del mismo. No obstante, la inspección resulta ardua para los materiales de composición heterogénea, de forma irregular o de escaso espesor; para mejorar los resultados de la inspección, los técnicos deben preparar la superficie interna, previo a la medición, mediante la remoción de las incrustaciones u otros detritos. Los operadores también pueden emplear otro método de monitoreo de la corrosión: la inspección electromagnética (EM). El principio básico de esta técnica consiste en medir los cambios producidos en un campo magnético a medida que pasa a través de un objeto metálico; los cambios se relacionan Tiempo Amplitud Radio Espesor > Principios básicos de la herramienta ultrasónica de imágenes de corrosión UCI. La herramienta UCI utiliza un transductor enfocado de 2 MHz para mejorar la resolución de la medición ultrasónica. El transductor actúa además como receptor de la señal reflejada y registra su amplitud y su tiempo de arribo. Esta señal es emitida (o pulsada) a través del fluido del pozo hacia el interior de la tubería de revestimiento (extremo superior). Cuando encuentra una discontinuidad, tal como la pared interna o externa de la tubería de revestimiento (centro), la señal se refleja. La mayor parte de la energía se refleja en el eco inicial, en la pared interna de la tubería de revestimiento, debido al gran contraste de impedancia existente entre el lodo y el acero; la energía remanente transmitida hacia el interior de la tubería de revestimiento se vuelve a reflejar en la pared externa. La señal que se vuelve a reflejar en la pared interna puede ser utilizada para evaluar el estado y el radio de la tubería de revestimiento. La diferencia de tiempo entre los dos primeros ecos puede ser utilizada para determinar el espesor de la tubería de revestimiento (extremo inferior). En comparación, la herramienta USI se utiliza con más frecuencia para la inspección ultrasónica de las tuberías y emplea un transductor ultrasónico no enfocado de 200 a 700 kHz para inducir una resonancia en la tubería de revestimiento. En la medición USI, el espesor se determina a partir de la frecuencia de la resonancia. (Adaptado de Hayman et al, referencia 15.) con el estado del material, lo que incluye su espesor dañada o un agujero en el material, parte del flujo magnético se pierde fuera del metal; esta pérdida y sus propiedades electromagnéticas. Oilfield Review Actualmente, la industria utiliza dos herramienAUTUMN 13es detectada por las bobinas de los sensores de 4 la herramienta. Si bien este método es útil para tas de monitoreo EM de la corrosión. LaCorrosion primera, Fig. ORAUT 13 CORSN 4 medir cambios abruptos en el espesor de las una herramienta de pérdida de flujo, magnetiza el objeto metálico utilizando un electroimán. tuberías, tales como picaduras o agujeros en la Cuando el flujo magnético encuentra una sección sarta interna, y la localización de esos cambios, resulta menos efectivo para monitorear el incre17.Para obtener más información sobre la inducción mento regular de la corrosión o la corrosión que electromagnética como método de monitoreo de la corrosión, consulte: Acuña IA, Monsegue A, Brill varía gradualmente a lo largo de una sección TM, Graven H, Mulders F, Le Calvez J-L, Nichols EA, grande de tubería o de configuraciones de tubeZapata Bermúdez F, Notoadinegoro DM y Sofronov I: “Detección de la corrosión en el fondo del pozo,” rías de revestimiento concéntricas. Oilfield Review 22, no. 1 (Septiembre de 2010): 46–55. La segunda tecnología de monitoreo electro Brill TM, Le Calvez JL, Demichel C, Nichols E y Zapata Bermúdez F: “Electromagnetic Casing Inspection magnético —la herramienta de corrientes paráTool for Corrosion Evaluation,” artículo IPTC 14865, sitas de campo remoto— mide la señal no sólo presentado en la Conferencia Internacional de Tecnología del Petróleo, Bangkok, Tailandia, 7 al del campo EM primario sino también del campo 9 de febrero de 2012. secundario a partir de las corrientes parásitas inducidas de la tubería adyacente.17 23 Discriminación 2D Diámetro externo de la herramienta Transmisor discriminador, TH TH RP Tubería Receptor de patín, RP RP RP TL RLL Espesor 2D TH Espesor promedio RP RLL RLS RLS TL RLS RLL d TL Decaimiento en la profundidad de penetración efectiva RLS RLL RZ Propiedades Z RZ RZ TZ RZ TZ τ= 1 1 μ0 ID μ ωσ La herramienta electromagnética de inspección de la tubería de revestimiento EM Pipe Scanner obtiene cuatro mediciones bien diferenciadas. Mediante la utilización de un transmisor —que opera en tres frecuencias— y dos receptores, la herramienta EM Pipe Scanner obtiene una medición de la impedancia (Z), que depende de las características eléctricas y magnéticas de la tubería de revestimiento. Si se utiliza un transmisor de señales de baja frecuencia en la porción central de la herramienta y dos conjuntos de receptores —uno por encima y el otro por debajo del transmisor— la herramienta mide el espesor promedio del metal normalizado por la profundidad de penetración efectiva.18 Las dos mediciones restantes proporcionan imágenes 2D de la tubería; la herramienta obtiene estas mediciones presionando los sensores del patín contra la pared interna de la tubería. Una medición utiliza una señal de baja frecuencia para obtener información del espesor 2D y la otra utiliza un 24 , Herramienta EM Pipe Scanner. La herramienta (izquierda) obtiene cuatro mediciones. La medición de las propiedades Z (extremo inferior derecho) utiliza un transmisor (Tz ), que opera en tres frecuencias, y uno de los dos receptores de la herramienta (R z ). La señal de respuesta de impedancia depende considerablemente de la cantidad adimensional, τ, que es una función del diámetro interno (ID) de la tubería, la frecuencia angular, ω, y las propiedades electromagnéticas del metal de la tubería: la permeabilidad μ y la conductividad σ. El término μ0 es la permeabilidad constante del espacio libre. El espesor promedio de la pared de la tubería, d, se determina con el transmisor de baja frecuencia (TL ) ubicado en la porción central de la herramienta, junto con dos receptores por encima y dos por debajo del transmisor (extremo derecho central). Los dos receptores de baja frecuencia (RLL ) se denominan receptores con espaciamiento largo y los otros dos, receptores con espaciamiento corto (RLS ). El corrimiento de fase de la señal —que es una función de la profundidad de penetración efectiva δ— conforme la señal atraviesa la tubería desde el transmisor y retorna hacia cada receptor, se utiliza para determinar el espesor de la tubería d/δ. Cerca de la parte superior de la herramienta, los 18 brazos de los calibradores presionan los receptores de patines (RP ) contra el interior de la tubería (extremo superior derecho). La combinación de las mediciones de estos sensores con la señal de baja frecuencia del transmisor (TL ), en la parte central de la herramienta, proporciona una medición del espesor 2D. Los 18 sensores se utilizan además con un transmisor discriminador de alta frecuencia (TH ) localizado en el mandril de la herramienta, alineado con los patines de los sensores (extremo superior izquierdo). La señal de alta frecuencia no penetra la pared de la tubería; esta parte de la herramienta proporciona un mapa 2D que distingue el daño existente en la pared interna de otras señales que pueden indicar otros fenómenos. transmisor discriminador de alta frecuencia localizado en el mandril de la herramienta para generar señales que no penetran en la pared de la tubería, creándose un mapa 2D en el que se diferencia el daño de la pared interna del daño de la pared externa. Los cambios producidos en las propiedades geométricas del metal, tales como el espesor o el diámetro, provocarán cambios en la impedancia mutua, que es producida por los defectos de la tubería de revestimiento. Desde el año 2009, la sonda EM Pipe Scanner ha sido utilizada en pozos de todo el mundo para detectar agujeros grandes, grietas en las tuberías de revestimiento y pérdidas de metal asociadas con la corrosión tanto desde la superficie interna como desde la superficie externa de la tubería de revestimiento; además, puede medir las pérdidas desde una sarta de revestimiento externa si existen múltiples sartas presentes. La herramienta consta de 18 brazos radiales con sensores de patines adosados en torno a un pequeño mandril. Los sensores exploran la superficie interior y el espesor local de la tubería de revestimiento de producción; la medición del mandril ayuda a identificar la pérdida de metal promedio, los daños y las grietas de la tubería de revestimiento (izquierda). Las compañías operadoras pueden obtener estas mediciones sin extraer la tubería de producción del pozo, lo que ahorra tiempo de equipo de reparación de pozos y costos de operaciones de intervención. Mientras el ingeniero baja la herramienta EM Pipe Scanner en el pozo con cable, tractor o tubería flexible, ésta efectúa un reconocimiento inicial a alta velocidad a fin de rotular las áreas de interés para la obtención de exploraciones de diagnóstico detalladas a medida que la herramienta se lleva a la superficie. La herramienta graba un registro continuo tanto del diámetro interno promedio de la tubería de revestimiento como del espesor total del metal y proporciona estimaciones de la corrosión. La herramienta responde al espesor total del metal, permitiendo la detección de la corrosión de la tubería de producción o de la tubería de revestimiento externa. Las mediciones del radio interno del metal de la tubería de revestimiento son válidas en presencia de la mayoría de los diferentes tipos de incrustaciones. Su diámetro de 21/8 pulgadas posibilita el acceso a través de restricciones estrechas. La herramienta opera en medios gaseosos o líquidos. Mejor prevenir que curar En el año 2011, utilizando la sonda EM Pipe Scanner, Saudi Aramco llevó a cabo una campaña de monitoreo de la corrosión en las tuberías de revestimiento de los pozos de un campo que contenía pozos terrestres y marinos. Las exploraciones iniciales de siete pozos de tierra firme indicaron pérdidas de metal relativamente pequeñas y confirmaron que el sistema ICP existente estaba funcionando satisfactoriamente. Debido a la falta de una fuente de alimentación suficientemente importante, el ICP de los pozos marinos era limitado, lo que incrementaba la posibilidad de que los índices de corrosión fueran más elevados. Para determinar la magnitud de la pérdida de metal en las tuberías de revestimiento de los pozos de la porción marina del campo y ayudar al operador a mapear geográficamente los pozos que exhibían las pérdidas de metal más severas, se desplegó la herramienta EM Pipe Scanner. Durante una campaña, en cuatro pozos adyacentes terminados originalmente en el año 1976, Saudi Aramco realizó controles para determinar si alguno de estos pozos estaba provisto de tuberías de revestimiento concéntricas que pudieran presentar fugas rápidamente.19 Si los ingenieros observaban una pérdida de metal, planificaban el Oilfield Review 18.Cuando el campo electromagnético (EM) encuentra un material conductor, tal como el metal de una tubería, la amplitud del campo se reduce exponencialmente con una tasa característica dada por la profundidad de penetración efectiva. Un material conductor y ferromagnético, tal como la tubería de revestimiento, tiene una profundidad de penetración efectiva corta. Todos los medios, salvo el vacío, poseen profundidades de penetración efectiva más cortas en las frecuencias más altas. 19.Dado que se sabía que los fluidos de producción de estos pozos no eran corrosivos y que el espacio anular existente entre la tubería de producción y la tubería de revestimiento contenía diésel e inhibidor de corrosión, se asumió que cualquier pérdida de metal medida era externa solamente. Volumen 25, no.3 pulgadas 1 000 2 000 Pérdida de metal del 65% de las tuberías de revestimiento dobles 1,5 0 pulgadas 1,5 1 000 1 000 2 000 2 000 Pérdida de metal del 62% de las tuberías de revestimiento dobles 3 000 3 000 4 000 4 000 Zapata de tubería de revestimiento de 95/8 pulgadas 5 000 Espesor total derivado de la herramienta EM Pipe Scanner 0 pulgadas Pérdida de metal del 65% de las tuberías de revestimiento dobles 3 000 1,5 Profundidad vertical verdadera, pies 0 Espesor total derivado de la herramienta EM Pipe Scanner Profundidad vertical verdadera, pies Espesor total derivado de la herramienta EM Pipe Scanner Profundidad vertical verdadera, pies Profundidad vertical verdadera,pies análisis del perfil de pérdidas con el fin de mapear y anticipar la probabilidad de corrosión en las tuberías de revestimiento de los pozos cercanos no registrados. Los registros adquiridos con la herramienta EM Pipe Scanner mostraron pérdidas variables de metal en cada uno de los cuatro pozos de referencia, si bien aquellos indicaron una clara correlación en profundidad entre los mismos. Se observó una correlación notable entre 760 y 850 m [2 500 y 2 800 pies], donde los cuatro pozos exhibieron pérdidas de metal en las tuberías de revestimiento, oscilantes entre 62% y 65% (derecha). El operador llegó a la conclusión de que los otros pozos de estas inmediaciones geográficas eran susceptibles de experimentar pérdidas de metal significativas y corrían el riesgo de presentar fugas por la tubería de revestimiento en este intervalo de profundidad. Es probable que esta conclusión guíe las decisiones de terminación de los pozos futuros del área, lo que podría incluir el asentamiento de la sarta de revestimiento más externa —habitualmente de 13 3/8 pulgadas— a mayor profundidad que en los pozos previos. La profundidad de asentamiento original de 213 m [700 pies] podría extenderse hasta 914 m [3 000 pies] para proporcionar a la sarta interna una capa adicional de protección contra la corrosión. Otra solución consistiría en agregar un nivel adicional de protección mediante la utilización de tubería de revestimiento de 13 3/8 pulgadas con revestimiento o aleación de cromo, desde 300 m [1 000 pies] hasta 914 m [3 000 pies]. Los perfiles de pérdida de metal de estos pozos también pueden incidir en la decisión del operador de implementar reacondicionamientos más eficientes y económicamente efectivos para reparar las fugas. Por ejemplo, el operador podría reducir los costos de reacondicionamiento de pozos mediante la ejecución de una operación de inyección forzada de cemento limitada a la profundidad de la pérdida significativa de metal en vez de incurrir en los costos adicionales de una tubería de revestimiento corta (liner), un parche Espesor total derivado de la herramienta EM Pipe Scanner 0 pulgadas 1,5 1 000 2 000 Pérdida de metal del 63% de las tuberías de revestimiento dobles 3 000 4 000 4 000 Zapata de tubería de revestimiento de 95/8 pulgadas 5 000 Zapata de tubería de revestimiento de 95/8 pulgadas Zapata de tubería de revestimiento de 95/8 pulgadas 5 000 > Registros obtenidos con la herramienta EM Pipe Scanner. Los registros correspondientes a los cuatro pozos de Saudi Aramco mostraron grados variables de pérdida de metal (rojo), espesor remanente (gris) y espesor medido total (verde) con respecto a la profundidad. Entre los pozos se observó una clara correlación de patrones y una reducción similar del espesor total con la profundidad. Todos los pozos mostraron pérdidas de metal variables entre el 62% y el 65% de las tuberías de revestimiento dobles externas a una profundidad de aproximadamente 2 500 pies. El operador utilizó esta información para anticipar patrones de pérdida de metal similares y esperó una severidad de la corrosión comparable en los pozos adyacentes aún no registrados. Oilfield Review AUTUMN 13 Corrosion Fig. 6 ORAUT 13 CORSN 6 25 Centralizadores motorizados Calibradores Centralizadores motorizados PMIT-24 brazos PMIT-40 brazos > Calibradores de brazos (o dedos) múltiples. Los calibradores de brazos múltiples miden el diámetro interno de las tuberías de revestimiento. Numerosos calibradores, o brazos, presionados contra la pared de la tubería detectan pequeños cambios en el diámetro interno de la tubería, que pueden ser interpretados como fenómenos de desgaste o corrosión. En general, los calibradores de brazos múltiples cuentan con un número variable de brazos; para los diámetros internos más grandes se necesita un mayor número de brazos.Oilfield El generador Reviewde imágenes de brazos múltiples de los servicios de producción de nueva AUTUMN 13 generación PipeView PS Platform, la herramienta PMIT de 24 brazos (izquierda), Corrosion Fig. 7 requiere centralizadores mecánicos (no mostrados).ORAUT La herramienta PMIT7 PipeView de 40 brazos 13 CORSN (derecha) cuenta con centralizadores motorizados incorporados. Una tercera versión, no mostrada aquí, posee 60 brazos. 26 de tubería de revestimiento o una tubería de revestimiento de reparación (scab), lo que se recomendaría normalmente si una pérdida de metal masiva cubriera un intervalo largo.20 Además de las técnicas acústicas y electromagnéticas de monitoreo analizadas, resultan de utilidad los métodos mecánicos. Existe un calibrador mecánico de brazos múltiples basado en un criterio esencialmente diferente. Los dispositivos de calibradores se basan en el contacto físico directo con la pared de la tubería para la obtención de mediciones y la detección de cambios pequeños en las paredes de los tubulares, tales como las deformaciones que se producen como consecuencia de la acumulación de incrustaciones o las pérdidas de metal ocasionadas por la corrosión. Aunque bien establecidos para evaluar problemas internos, los calibradores no proporcionan datos sobre el estado de la pared externa. El calibrador de brazos múltiples PipeView de Schlumberger para la sarta de sonda PS Platform ha sido desplegado para investigar la corrosión en numerosos tipos de pozos, pero especialmente en aquellos que presentan excesiva corrosión e incrustaciones, en los que no pueden correrse herramientas acústicas. La sonda, que puede ser desplegada con 24, 40 o 60 brazos y utilizarse con diámetros de tuberías de revestimiento oscilantes entre 13/4 pulgadas y 14 pulgadas, proporciona una imagen mecánica de la corrosión interna de los tubulares utilizando un software de visualización y análisis 3D (izquierda). Las mediciones con el tiempo Abu Dhabi Company for Onshore Oil Operations (ADCO) desplegó la herramienta PipeView para medir la corrosión producida con el tiempo en un pozo de un campo maduro prolífico. El pozo fue perforado originalmente en el año 1969 y ha sido sometido a numerosas operaciones de reacondicionamiento. Durante el reacondicionamiento más reciente llevado a cabo en el año 2006, se corrió y se cementó hasta la superficie una tubería de revestimiento corta de empalme de 7 pulgadas, para cubrir una sección corroída de tubería de revestimiento de 9 5/8 pulgadas. Luego, el operador perforó un pozo horizontal de 5 7/8 pulgadas en una formación carbonatada previamente pasada por alto. Este tramo lateral fue terminado como un pozo productor de petróleo mediante levantamiento artificial por gas.21 Los ingenieros de la compañía utilizaron el gas producido naturalmente sin tratamiento alguno de inhibición de la corrosión como gas de inyección, que ingresaba en el sistema a través de un mandril de cavidad lateral para el levantamiento artificial por gas. Preocupados por el potencial de Oilfield Review X 550 Pérdida de metal promedio, % Profundidad, pies X 500 Pérdida de metal promedio, 2009 Pérdida de metal promedio, 2010 Pérdida de metal promedio, 2011 50 40 30 20 10 0 1 000 pies Y 050 Pérdida de metal promedio, % Profundidad, pies Y 000 Profundidad Pérdida de metal promedio, 2009 Pérdida de metal promedio, 2010 Pérdida de metal promedio, 2011 50 40 30 20 10 0 500 pies Profundidad > Registros de corrosión obtenidos con un calibrador. Los datos obtenidos con el servicio PipeView (extremo superior izquierdo) y la pérdida de metal promedio versus la profundidad (extremo superior derecho) fueron registrados en los años 2009, 2010 y 2011 para la tubería de producción en el punto de inyección de gas. Los registros del carril 1 (extremo superior y extremo inferior izquierdos) incluyen una medición del radio interno nominal (línea negra de guiones), el radio externo nominal (línea verde de guiones), la excentricidad (línea roja de guiones), el radio interno mínimo (línea azul sólida), el radio interno máximo (línea roja sólida) y el radio interno promedio (línea negra sólida) por encima y por debajo del punto de inyección de gas (extremo superior y extremo inferior izquierdos, respectivamente). El carril 2 es una traza de cada calibrador. El carril 3 es un registro de imagen de la pérdida de espesor de la tubería de revestimiento. El azul oscuro indica la presencia de incrustaciones, el azul al blanco indica una pérdida de espesor del 0% al 20%, el blanco al rosado representa una pérdida del 20% al 40% y el anaranjado al rojo indica una pérdida del 40% al 80%. El rojo puro (no mostrado) indicaría una pérdida del 100% y la presencia de un agujero en la tubería de revestimiento. La pérdida de metal promedio por encima del punto de inyección de gas (extremo superior derecho) no cambió significativamente durante los tres años, lo que indica que el gas produjo un efecto de mitigación de la corrosión. Una gráfica similar para la tubería de producción por debajo del punto de inyección de gas (extremo inferior derecho) indicó una pérdida de metal mayor, que se incrementó durante un período de tres años, lo que insinúa un fenómeno de corrosión más agresivo. corrosión que planteaba el gas de inyección, los ingenieros de ADCO optaron por ejecutar levantamientos de monitoreo entre lapsos de tiempo (técnica de repetición) con el generador de imágenes de brazos múltiples para identificar, cuantificar y rastrear el desarrollo de la corrosión interna en la tubería de producción y estimar un índice de corrosión y el tiempo hasta la falla. 20.La inyección forzada de cemento es una operación de remediación diseñada para forzar cemento en los trayectos de las fugas existentes en los tubulares de los pozos y en las sartas de revestimiento. Las operaciones de inyección forzada de cemento se llevan a cabo para reparar operaciones deficientes de cementación primaria, aislar disparos o reparar tuberías de revestimiento o tuberías de revestimiento cortas (liner) dañadas. 21.El levantamiento artificial por gas es un método de terminación en el que se inyecta gas en la tubería de producción para reducir la presión hidrostática de la columna de fluido del pozo y la presión de fondo de pozo. Este método permite que los fluidos del yacimiento ingresen en el pozo con una tasa de flujo más alta. Volumen 25, no.3 ADCO efectuó los levantamientos durante un período de tres años —desde 2009 hasta 2011— utilizando una versión de la herramienta de 111/16 pulgadas y 24 brazos. Los registros de calibración revelaron una corrosión variable en dos secciones de la sarta de producción, una por debajo y otra por encima del punto de entrada del Review gas de inyección en el manOilfield dril de cavidadAUTUMN lateral (arriba). 13 La sección inferior, Corrosion desde el extremo inferiorFig. de 8la tubería de produc13 inyección CORSN 8del gas, había ción hasta elORAUT punto de experimentado una corrosión significativa y la subsiguiente pérdida de metal, que se incrementó entre el año 2009 y el año 2011. El intervalo superior, comprendido entre el mandril de levantamiento artificial por gas hasta el extremo superior de la sarta de producción, experimentó una corrosión mínima durante el mismo período y conservó las dimensiones de manufactura originales. El operador presupuso que el gas de inyección, que ingresa en el flujo de petróleo-agua producida en el mandril y fluye hacia arriba, genera un efecto inhibidor en los fluidos de producción. Este efecto redujo el índice de corrosión en el intervalo superior, pero dado que los fluidos producidos por debajo del mandril no contenían gas para el levantamiento artificial, esa sección experimentó una corrosión más severa. Los ingenieros de ADCO aún continúan conjeturando acerca del mecanismo de inhibición exacto; según una teoría muy verosímil, el gas inyectado agrega turbulencia al flujo de producción y altera el régimen de flujo, lo que reduce la fracción volumétrica del agua y el contacto del agua con la superficie interna de la tubería de producción. Este mismo fenómeno de menor corrosión por encima del punto de inyección de gas ha sido observado en otros pozos que producen mediante levantamiento 27 Profundidad, pies Rayos gamma, 2011 0 ºAPI 100 0 Rayos gamma, 2010 0 ºAPI 100 0 Rayos gamma, 2009 0 ºAPI 100 0 Pérdida de metal promedio, 2011 % 100 Pérdida de metal promedio, 2010 % 100 Vista en imagen Pérdida de metal promedio, 2009 % 100 0 Fracción volumétrica del agua, volumen de flujo corregido 0,9 0,4 1 Régimen de flujo Distribución de la fracción volumétrica del agua en sección transversal D 500 E 000 E 500 F 000 Por encima del mandril de cavidad lateral, el gas rompe el contacto agua/metal F 500 G 000 Inyección de gas G 500 H 000 H 500 Por debajo del mandril de cavidad lateral, el contacto agua/metal se mantiene estable I 000 I 500 J 000 > Cambios producidos en el perfil de la fracción volumétrica del agua. Un registro de calibración corrido en combinación con las sondas de medición de la fracción volumétrica del agua FloView en un pozo de ADCO muestra el incremento de la corrosión con el tiempo (carril 2) por debajo del punto de inyección de gas y muy poca corrosión por encima de dicho punto. Este fenómeno se atribuye a una reducción de la fracción volumétrica del agua por encima del punto de entrada del gas. Según los analistas, existe un incremento del gas en el régimen de flujo (derecha, puntos rojos), lo que también incluye un volumen significativo de agua (azul) y petróleo (puntos verdes). La fracción volumétrica del agua, corregida por el volumen de la línea de flujo (carril 4), se reduce en la sección superior; el índice de corrosión es más bajo en la sección superior que en la inferior, en la que existe menos gas presente. El carril 3 es una imagen de la fracción volumétrica del agua; el azul Oilfield Review representa el agua y el rojo, el petróleo y el gas. artificial por gas, en los que se efectuaron levantamientos con calibradores. Un registro de calibración de un pozo similar, en combinación con una medición de la fracción volumétrica FloView, corrobora la teoría de que la inyección de gas puede estar reduciendo el contacto del agua con la tubería de producción (arriba). El operador tiene previsto utilizar estos resultados para refinar el diseño de las terminaciones de pozos futuros que produz- 28 AUTUMN 13 Corrosion Fig. 9 ORAUT 13artificial CORSNpor9 gas a fin can mediante levantamiento de aprovechar este efecto. Combinación de mediciones para el mejoramiento del monitoreo de la corrosión Los operadores pueden incrementar su conocimiento de la localización y extensión de la corrosión en los tubulares de fondo de pozo combinando la información proveniente de múltiples herramientas. Kuwait Oil Company (KOC) aplicó este criterio en un pozo de un campo de tierra firme que contiene pozos que producen desde hace más de 60 años. Diversos factores, incluida la antigüedad, el incremento de la mezcla de la producción de agua de formación y el alto contenido de CO2 y H2S de los fluidos producidos, instaron a KOC a examinar el potencial de corrosión de estos pozos. Oilfield Review Sección: 3 1/2 pulgadas 5 y 9 /8 pulgadas Herramienta de inspección de la tubería de revestimiento EM Pipe Scanner Calibrador de brazos múltiples PipeView Espesor de la tubería de producción de 3 1/2 pulgadas Pérdida de metal total Radio interno máximo 1,4 pulgadas Radio interno mínimo 1,4 pulgadas Pérdida de metal en la tubería de producción de 3 1/2 pulgadas 1,9 Profundidad, pies Radio interno nominal Esquema del pozo 1,4 pulgadas V 1 1,4 pulgadas 0 Radios menos promedio 1,9 –0,8 pulgadas 0,8 0,2 pulgadas Pérdida de metal en la tubería de revestimiento de 9 5/8 pulgadas 9 Espesor de la tubería de revestimiento externa 0,649 pulgadas 0,4 Bobina doble B Fase de espaciamiento largo Espesor nominal de la tubería de producción 0,254 pulgadas pulgadas Espesor total nominal Pseudo-espesor de la tubería de producción 1,9 Radio externo nominal Profundidad del localizador de los 1,4 pulgadas 1,9 collares de la tubería de revestimiento Radio interno promedio –8 Espesor de la tubería de producción más la tubería de revestimiento 1,9 0 grado 0 360 pulgadas 1 Línea de base del espesor de la tubería de revestimiento externa 0,395 pulgadas X 000 100% de pérdida de metal Y 000 Z 000 > Comparación en paralelo. Los registros adquiridos con el calibrador de brazos múltiples PipeView y la herramienta de inspección de la tubería de revestimiento EM Pipe Scanner, corridos a través del intervalo que contenía las sartas de revestimiento de 3 1/2 pulgadas y 9 5/8 pulgadas, mostraron la existencia de daños y agujeros en la tubería de producción de 3 1/2 pulgadas y pérdida de metal (carriles 4, 5 y 6, sombreado verde) en la tubería de revestimiento de 9 5/8 pulgadas, lo que incluye una sección que experimentó una pérdida de metal del 100%. Durante una operación de reacondicionamiento destinada a ejecutar una inyección forzada de cemento en los disparos existentes y reterminar el pozo —que había sido perforado y terminado en septiembre de 2001 como pozo productor— los ingenieros descubrieron una fuga en el pozo. Para localizar la zona de la fuga a través de la cuantificación de la pérdida de metal en la tubería de producción de 3 1/2 pulgadas y en las sartas de revestimiento de 7 pulgadas y 9 5/8 pulgadas, el operador consideró la extracción de la tubería de producción fuera del pozo y la ejecución de pruebas de presión en la tubería de revestimiento. No obstante, esto habría sumado Volumen 25, no.3 un costo significativo y habría puesto el pozo fuera de producción durante varias semanas. En cambio, los ingenieros de KOC decidieron evaluar la integridad de las sartas de producción y Oilfield Review revestimiento utilizando las herramientas PipeView AUTUMN 13 de perfilaje consistió y EM Pipe Scanner. El plan Corrosion Fig. 10 en correr el calibrador PipeView para evaluar la ORAUT 13 CORSN 10 pérdida de metal de la tubería de producción y utilizar la herramienta EM Pipe Scanner para medir el espesor total de las sartas de revestimiento. Mediante el conocimiento del espesor combinado total de las sartas de producción y revestimiento desde el principio y la substracción de la pérdida de metal de la tubería de producción, los ingenie- ros pudieron atribuir cualquier pérdida de metal a las sartas de revestimiento. La operación de perfilaje se dividió en tres secciones de acuerdo con el diseño de la tubería de revestimiento. La primera sección consistió en tuberías de revestimiento de 3 1/2 pulgadas y 9 5/8 pulgadas; la segunda sección, en tuberías de revestimiento de 3 1/2 pulgadas, 7 pulgadas y 9 5/8 pulgadas; y la tercera sección consistió en una tubería de revestimiento de 7 pulgadas. Los registros calibradores mostraron daños en la tubería de producción, en el intervalo del pozo con tuberías de revestimiento de 3 1/2 pulgadas y 9 5/8 pulgadas, lo que indicó la presencia de agujeros (arriba). 29 Radios menos promedio Excentricidad 0 pulgadas 1 Radio interno promedio 2 pulgadas Orientación relativa Visualización obtenida con el calibrador de brazos múltiples 3 0 grado 360 Radio interno máximo 2 pulgadas 3 Radio interno mínimo 2 pulgadas 3 Collar Excentralización 0 pulgadas 1 Radio externo nominal 2 pulgadas 3 Espesor de la tubería de producción de 31⁄2 pulgadas Radio interno máximo Radio interno mínimo Radio interno nominal Radio interno menos promedio PMIT-A Radio externo nominal –0,08 pulgadas 0,08 También en la primera sección, la medición del espesor promedio obtenida con la herramienta EM Pipe Scanner reveló la pérdida de metal en la sarta externa de la tubería de revestimiento de 9 5/8 pulgadas. Sobre la base de estos resultados, KOC extrajo la tubería de producción para confirmar el daño. El registro de calibración procesado y una fotografía del daño de la tubería de producción muestran una correlación directa entre las mediciones de la corrosión y la localización del daño (izquierda). Los resultados de este levantamiento inspiraron la confianza de KOC en cuanto a que podría medir con exactitud la corrosión e identificar un intervalo con pérdidas detrás de la tubería de producción en los pozos futuros sin tener que extraer la tubería de producción del pozo. Qatar Petroleum implementó además una estrategia combinada de medición de la corrosión en un pozo de un campo marino. El pozo, perforado en 1998, contenía sartas de revestimiento de 9 5/8 pulgadas, 13 3/8 pulgadas y 20 pulgadas, una tubería de revestimiento corta de 7 pulgadas y una sarta de producción de 3 1/2 pulgadas (abajo). Radio interno promedio Radios menos promedio 1,4 pulgadas 1,9 –0,16 pulgadas 0,44 Zapata de tubería de revestimiento de 20 pulgadas Agujeros visibles en la imagen 3D y en el perfil Zapata de tubería de revestimiento de 133/8 pulgadas Tubería de producción de 31/2 pulgadas Calibrador, pulgadas 1,500 1,625 1,750 > Registro de calibración procesado. Los registros de campo obtenidos con el calibrador de brazos múltiples PipeView en el intervalo con tuberías de producción de 3 1/2 pulgadas y de revestimiento de 9 5/8 pulgadas (extremo superior) se correlacionaron con precisión con el daño visual observado en la tubería de producción recuperada (extremo inferior derecho). El registro de calibración (extremo superior izquierdo) incluye mediciones correspondientes a la excentricidad (línea roja de guiones), el radio interno promedio (línea negra sólida), el radio interno máximo (línea roja sólida), el radio interno mínimo (línea azul sólida), la excentralización (línea negra de guiones) y el radio externo nominal (línea verde de guiones). El registro de calibración (extremo superior, centro) se compone de tres trazas que indican los collares de la tubería de revestimiento utilizados para la correlación en profundidad (línea roja horizontal). El registro de imagen (extremo superior derecho) de la tubería de revestimiento indica pérdidas de espesor. El azul oscuro indica la escala, el azul al blanco indica una pérdida de metal del 0% al 20%, el blanco al rosado representa una pérdida del 20% al 40% y el anaranjado al rojo indica una pérdida del 40% al 80%. El rojo (círculo) indica una pérdida del 100% y un agujero en la tubería de revestimiento. Una imagen del procesamiento 3D (extremo inferior izquierdo) basada en los datos derivados del calibrador de brazos múltiples muestra además una Oilfield Review fuerte correlación con el daño observado en la tubería de producción recuperada, como lo hacen los AUTUMN registros procesados (extremo inferior, centro).13 Zapata de tubería de revestimiento de 95/8 pulgadas Zapata de tubería de revestimiento corta (liner) de 7 pulgadas > Programa de entubación. El pozo de referencia de un campo del área marina de Qatar contenía una tubería de producción de 3 1/2 pulgadas, una tubería de revestimiento corta (liner) de 7 pulgadas y sartas concéntricas de tuberías de revestimiento de 9 5/8 pulgadas, 13 3/8 pulgadas y 20 pulgadas. Corrosion Fig. 11 ORAUT 13 CORSN 11 30 Oilfield Review 0 Azimut ultrasónico Agua Agua grado Espacio anular Espacio anular Tubería de revestimiento Tubería de revestimiento Radio interno máximo Radio interno máximo 0,5 Velocidad del cable 0 Velocidad del motor Profundidad, pies 6 RPM pulgadas dB 0,5 Amplitud máxima de onda 0 0,5 Localizador de los collares de la tubería de revestimiento, ultrasónico –20 pulgadas –6 8 Amplitud de excentricidad 0 Amplitud de onda menos máximo pies/h 1 000 0 20 0 dB 100 4,2 5 Radio interno máximo pulgadas Amplitud mínima de onda Radio interno promedio dB pulgadas 100 4,2 Amplitud promedio de onda Radio interno mínimo dB pulgadas 100 4,2 pulgadas 3,5 5 Radio interno mínimo 4,7 5 pulgadas pulgadas 3,5 5 pulgadas pulgadas Relación de micro pérdida de adherencia Espesor mínimo 3,5 Radio interno promedio 3,5 5 Radio externo promedio 4,7 5 Líquido 3,5 Radio interno mínimo Radio interno promedio 4,7 5 pulgadas Ligado Micro pérdida de adherencia pulgadas 0,1 3,5 Radios internos menos promedio Radio externo promedio 3,5 5 pulgadas pulgadas Espesor máximo 0,1 pulgadas 1 0,6 0,6 Espesor promedio de la tubería de revestimiento Impedancia acústica del cemento 1 0,08 0,1 pulgadas 0,6 –0,08 0,08 0 Mrayl 0 Mediciones de gas / Total Espesor promedio 3,5 –0,08 0 Mediciones de cemento / Total 8,0 1 Micro pérdida de adherencia 0 –2,0 Mrayl 8,0 300 310 320 330 340 350 360 Sin pérdidas de metal severas detectadas Tope del cemento 370 380 390 400 410 420 430 440 > Tope del cemento. Los ingenieros utilizaron los registros de la herramienta USI para localizar con precisión el tope del cemento por detrás de la tubería de revestimiento de 95/8 pulgadas (carriles 10 y 11); los datos de la herramienta USI estándar indicaron que la tubería de revestimiento corta de 7 pulgadas y la tubería de revestimiento de 95/8 pulgadas estaban libres de cualquier problema de corrosión significativo. En el año 2011, el operador observó que la tubería de revestimiento de 13 3/8 pulgadas se había hundido en el cabezal del pozo. Una prueba de presión, diseñada para verificar la integridad de cada sarta de revestimiento, demostró la presencia de flujo de fluido en el espacio anular existente entre las sartas de 9 5/8 pulgadas y 13 3/8 pulgadas, y en el espacio anular que separaba las sartas de 13 3/8 pulgadas y 20 pulgadas. Esto indicó que había una fuga en la sarta de revestimiento de 13 3/8 pulgadas. Los ingenieros de Qatar Petroleum implementaron una operación de reacondicionamiento, a la que se puso en marcha mediante la evaluación de Volumen 25, no.3 la integridad del cemento y la presencia de corrosión en la tubería de revestimiento corta de 7 pulgadas y la tubería de revestimiento de 9 5/8 pulgadas. Una prueba de inspección ultrasónica identificó el tope del cemento por detrás de la tubería de revestimientoOilfield de 9 5/8 Review pulgadas y confirmó que la AUTUMN 13corta de 7 pulgadas y la tubería de revestimiento Corrosion Fig. tubería de revestimiento de 13 9 5/8 pulgadas estaban ORAUT 13 CORSN 13 libres de cualquier tipo de corrosión significativa o de la presencia de un agujero que pudiera permitir la comunicación de los fluidos. En base a la localización del tope del cemento, que fue identificado con el registro de adherencia del cemento adquirido con la herramienta USI, los ingenieros de Qatar Petroleum lograron determinar el intervalo a cortar para la recuperación de la tubería de revestimiento (arriba). Luego, pudieron evaluar directamente la tubería de revestimiento de 13 3/8 pulgadas para determinar los defectos producidos por la corrosión. A continuación, los ingenieros desplegaron la herramienta EM Pipe Scanner para evaluar las sartas de revestimiento externas. A pesar de que las mediciones se efectuaron fuera de las especificaciones recomendadas, la herramienta identificó una anomalía a una profundidad por encima 31 del lecho marino; el nivel de amplitud en la anomalía era alto y el nivel de fase bajo, lo que en ambos casos sugería que existía menos metal presente a través de la anomalía del que cabría esperar en circunstancias normales. Esta información reforzó la interpretación de los datos de la prueba de presión anular y señaló la localización precisa del agujero en la tubería de revestimiento de 13 3/8 pulgadas. Luego, se corrió el generador de imágenes de brazos múltiples PipeView para evaluar la tubería de revestimiento de 13 3/8 pulgadas; el registro indicó que la tubería de revestimiento estaba corroída y completamente partida a la misma profundidad en la que la herramienta EM Pipe Scanner había detectado la pérdida de metal (abajo). Estas mediciones proporcionaron a Qatar Petroleum un conocimiento claro de la localización y la extensión del daño producido por la corrosión a fin de que los Calibrador, pulgadas 6,250 6,359 6,469 6,578 6,688 Pérdida de metal Bobina doble B Fase de espaciamiento largo 40 grados 78 82 400 Bobina doble B Amplitud de espaciamiento largo –60 dB 86 90 Profundidad, pies Tubería de revestimiento de 95⁄8 pulgadas Profundidad, pies Tubería de revestimiento de 20 pulgadas Tubería de revestimiento de 133⁄8 pulgadas 74 0 90 94 98 102 100 Calibrador, pulgadas 106 6,688 6,578 6,469 6,359 6,250 110 114 118 122 > Pérdida de metal significativa. Si bien la herramienta EM Pipe Scanner fue corrida fuera de su rango especificado de amplitud y fase, detectó una pérdida de metal significativa en las tres sartas de revestimiento (recuadro rojo de guiones, extremo superior izquierdo). Las visualizaciones 3D (extremo superior central) y 2D (extremo superior derecho), producidas a partir del registro de calibración de la herramienta de brazos múltiples PipeView corrido en la tubería de revestimiento de 13 3/8 pulgadas, indican que la tubería de revestimiento se había corroído al punto de fracturarse (extremo inferior izquierdo y derecho) a la profundidad en que la herramienta EM Pipe Scanner había detectado una pérdida de metal. Oilfield Review AUTUMN 13 Corrosion Fig. 14 ORAUT 13 CORSN 14 32 Oilfield Review ingenieros de la compañía pudieran planificar una estrategia para recuperar la tubería de revestimiento de 13 3/8 pulgadas y colocarle un parche. Qatar Petroleum había efectuado varias operaciones de reacondicionamiento en otro pozo marino del campo y lo está utilizando como pozo inyector de agua, en el que el agua producida se inyecta en otra formación. Dado que el agua inyectada es agua sin tratamiento, la tubería de revestimiento de producción experimenta regularmente problemas de corrosión. El pozo fue entubado originalmente con tres conjuntos de tuberías de revestimiento de acero: una tubería de revestimiento de superficie de 20 pulgadas, una tubería de revestimiento intermedia de 13 3/8 pulgadas y una tubería de revestimiento de producción de 9 5/8 pulgadas. Después de detectar problemas de corrosión en el año 2002, los ingenieros superpusieron la tubería de revestimiento de producción con la tubería de revestimiento de 7 pulgadas. El pozo se encuentra disparado en una formación entre 1 918 y 1 926 m [6 290 y 6 320 pies] y en otra, entre 1 988 y 2 143 m [6 523 y 7 030 pies]. El agua producida de ambas formaciones es inyectada en una formación, entre 2 284 y 2 344 m [7 492 y 7 690 pies]. Como parte del monitoreo operacional regular y de la evaluación del pozo, los ingenieros de Qatar Petroleum desplegaron la herramienta EM Pipe Scanner para evaluar la corrosión del pozo. Los resultados obtenidos con esta herramienta indicaron una pérdida de metal significativa en las secciones de 7 pulgadas y 9 5/8 pulgadas. A aproximadamente 1 900 m [6 250 pies], la herramienta indicó un espesor de aproximadamente 0,71 cm [0,28 pulgadas], mucho menor que el espesor nominal esperado de 2,03 cm [0,797 pulgadas], lo que significó una pérdida de metal de aproximadamente 65%. La historia del pozo y la experiencia local del operador en el campo indicaron que toda la tubería de revestimiento de 9 5/8 pulgadas estaba corroída y que la tubería de revestimiento de 7 pulgadas presen- Volumen 25, no.3 taba una corrosión parcial con una pérdida de metal de aproximadamente 10%. La medición con imágenes de alta frecuencia obtenida con la herramienta EM Pipe Scanner confirmó que la tubería de revestimiento interna de 7 pulgadas no había sido penetrada completamente por la corrosión, lo que indicó que la pared interna de la tubería se encontraba en buen estado. Mitigación mejorada de la corrosión a través de la gestión Las herramientas de monitoreo de la corrosión de fondo de pozo ayudan a los ingenieros a conocer el estado físico de las sartas de producción y revestimiento. Luego, los operadores pueden tomar decisiones más informadas y económicamente efectivas de mitigación y reparación. Pero conforme las compañías continúan buscando métodos holísticos y más simplificados para proteger sus activos y prolongar la vida productiva de sus pozos, los proveedores de servicios trabajan para mejorar las capacidades de monitoreo. Por ejemplo, la introducción de las capacidades de obtener mediciones en línea, en tiempo casi real, produjo una progresión natural hacia el desarrollo de flujos de trabajo de monitoreo de la corrosión y plataformas de software que maximizan la utilidad de los datos registrados. Estas plataformas utilizan los avances de la tecnología de la información y la comunicación para mejorar las gestiones de E&P de las compañías de petróleo y gas con los objetivos de optimizar las operaciones de campo y evitar el tiempo no productivo. Los ingenieros de Schlumberger están trabajando para integrar el proceso de recolección de datos de mediciones de corrosión en las operaciones de campo generales. Estos esfuerzos se centran en tres plataformas de gestión basadas en aplicaciones de computación. La plataforma del software Petrel E&P proporciona a los operadores y las compañías de servicios una visión de la optimización de los campos petroleros a nivel de yacimiento, ya que permite a los equipos a cargo de los activos de las compañías construir flujos de trabajo en ambientes de colaboración basados en las propiedades geomecánicas, geoquímicas y de los fluidos de yacimiento. Junto con información tal como la temperatura y la presión de yacimiento y las características corrosivas previstas de los fluidos de producción del mismo, el software Petrel ayuda a guiar a los planificadores de pozos en la toma de las decisiones adecuadas para asegurar la construcción de pozos de alta integridad con aleaciones adecuadas. La plataforma del software para pozos Techlog mejora aún más esta evaluación a través de la provisión de flujos de trabajo centrados en el pozo para identificar los riesgos de corrosión. Estos flujos de trabajo incorporan datos sobre composición de fluidos y tasas de flujo para rotular cualquier problema del pozo inducido por la corrosión, permitiendo que el operador tome decisiones de construcción y terminación que minimicen el impacto de la corrosión. La plataforma del software de operaciones de producción Avocet combina las operaciones de pozos con los sistemas de manejo de datos de producción para generar una imagen clara e integral de las operaciones en la superficie. El software Avocet acepta los datos de corrosión registrados con diversas técnicas de monitoreo y los analiza para determinar su impacto en la producción. El software rotula las áreas con mayor corrosión o con una historia de fenómenos relacionados con la corrosión, y como resultado, el operador puede priorizar las operaciones de mitigación de la corrosión e implementar medidas preventivas adecuadas. A medida que la industria accede a ambientes de corrosión más agresivos y regiones de producción técnicamente exigentes, este tipo de avances en materia de monitoreo de la corrosión debe continuar expandiéndose y evolucionando si se pretende que los operadores continúen siendo redituables y a la vez ambientalmente responsables. — TM 33