Capítulo 3: Procesos de Fabricación.
Anuncio

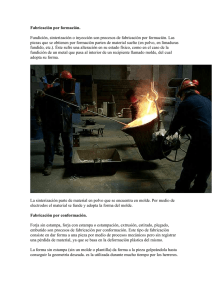
Diseño Mecánico y Técnicas de Representación. 39 Capítulo 3: PROCESOS DE FABRICACIÓN. 3.1. INTRODUCCIÓN. El fin primordial de la realización de un dibujo técnico o un plano es el contener toda la información necesaria para definir una pieza determinada. Entre esta información debe estar la necesaria para poder fabricar la pieza. Aunque no es el objeto de esta materia, consideramos necesario describir brevemente los distintos procesos de fabricación, ya que éstos deben tenerse muy en cuenta en la realización de los planos técnicos de un proyecto, tanto desde el punto de vista de diseñar elementos "construibles" o fabricables, como desde el punto de vista de diseñar elementos con procesos de fabricación económicamente viables. 3.2. CLASIFICACIÓN DE LOS PROCESOS DE FABRICACIÓN. Las piezas se obtienen por los distintos medios de fabricación que se describen en los siguientes apartados. 3.2.1. Fabricación por formación Fundición, sinterización o inyección son procesos de fabricación por formación. Las piezas que se obtienen por formación parten de material suelto (en polvo, en limaduras, fundido, etc.). Éste sufre una alteración en su estado físico, como en el caso de la fundición de un metal que pasa al interior de un recipiente llamado molde, del cual adopta su forma. La sinterización parte de material en polvo que se encuentra en el interior del molde. Por medio de electrodos el material se funde y adopta la forma del molde. 3.2.2. Fabricación por conformación Forja sin estampa, forja con estampa o estampación, extrusión, estirado, plegado, embutición son procesos de fabricación por conformación. Este tipo de fabricación consiste en dar forma a una pieza por medio de procesos mecánicos pero sin registrar una pérdida de material, ya que se basa en la deformación plástica del mismo. La forja sin estampa (sin un molde o plantilla) da forma a la pieza golpeándola hasta conseguir la geometría deseada. Es la utilizada durante mucho tiempo por los herreros. La forja con estampa o estampación consiste en dar forma a una pieza por percusión entre dos matrices. Al recibir el impacto, el material, introducido previamente en estado pastoso ( calentado de antemano) se deforma y se Capítulo 3: Procesos de Fabricación. 40 adapta a las matrices. Es la forma habitual de elaborar las piezas con geometrías complejas que deben soportar solicitaciones importantes, tales como bielas de motores. Si se obliga al material a pasar por una matriz de sección determinada por medio de una gran presión, empujando al material, el proceso se denomina extrusión. Si el material en vez de ser empujado, sufre un esfuerzo de tracción o es estirado se deforma al atravesar la matriz, produciéndose un fenómeno de estirado. La laminación consiste en hacer pasar el material por unos trenes de rodillos giratorios que dejan entre ellos espacios libres con la forma deseada de la sección de la pieza. El plegado es un procedimiento de doblado del material. Éste generalmente se presenta en forma de chapas, pletinas, tubos, etc. o que al ser golpeados se doblan en función de una cuña y del contramolde utilizados. Por último, la embutición consiste en ejercer presión sobre un material delgado (chapa) obligándole a adaptarse a la forma dejada entre la estampa y el contramolde. Se emplea fundamentalmente para chapa, como por ejemplo en las carrocerías de los automóviles y en las carcasas de los electrodomésticos. 3.2.3. Fabricación por arranque de material Cizallado, aserrado, taladrado, fresado, torneado, rectificado, o bruñido son procesos de fabricación por arranque de material. Este tipo de procedimientos son los más utilizados y los que permiten una diversidad mayor de formas. En todos ellos la pieza se fabrica mediante una pérdida de material llamada viruta, resultado del corte de la pieza con una pieza cortante. Diseño Mecánico y Técnicas de Representación. 41 Figura 3.1.- Procesos de fabricación. Según la norma DIN 8580 estos procesos pueden clasificarse según la forma de la herramienta cortante en: - Arranque de viruta por medio de filos determinados geométricamente: torneado, fresado, etc. - Arranque de viruta por medio de filos indeterminados: el material es arrancado por material abrasivo que no tiene ninguna forma determinada: bruñido, pulido, etc. Por medio del arranque de viruta se obtienen piezas con tolerancias pequeñas y buenos acabados superficiales, aunque se pierde gran parte de material en forma de viruta debido a que se parte de una pieza de tamaño aproximado (pieza en bruto o preforma). Seguidamente se describen los procesos de fabricación más usuales. Capítulo 3: Procesos de Fabricación. 42 3.3. TORNEADO El torneado se utiliza para la fabricación de piezas de revolución, la máquina que realiza la operación de torneado y sus variantes se llama torno. Permite pequeñas tolerancias y acabados superficiales buenos. Árboles, ejes, casquillos, mangos, etc., son piezas que normalmente se obtienen por torneado. El torneado consiste en arrancar viruta por medio de un filo o herramienta que avanza longitudinalmente mientras la pieza que se va a mecanizar gira accionada por el torno. Figura 3.2.- Torneado. El torneado puede ser interior o exterior. De esta forma se pueden fabricar cilindros ( denominándose entonces cilindrado, figuras 3.3a y 3.3f) cuando la herramienta se desplaza paralelamente al eje de giro; superficies planas (denominado refrentado, figuras 3.3b y 3.3g) cuando la herramienta se desplaza perpendicularmente al eje de giro; superficies cónicas si la trayectoria de la herramienta es oblicua respecto al eje de giro (figuras 3.3c y 3.3h); superficies de forma especial por medio de una plantilla, denominándose torneado de formas (figuras 3.3d y 3.3i), y tallado de roscas (figuras 3.3e y 3.3j). Diseño Mecánico y Técnicas de Representación. Figura 3.3.- Tipos de torneado. 43 Capítulo 3: Procesos de Fabricación. 44 3.4. TALADRADO. Por medio del taladro se pueden realizar agujeros pasantes o ciegos en las piezas. Éstos sirven como base para la sujeción de tornillos, roscas, remaches o para facilitar el engrase, etc. Como herramienta se emplean útiles de uno o varios filos llamados brocas. Figura 3.4.- Broca. En la operación de taladrado las brocas tienen un movimiento longitudinal de avance y uno de rotación, mientras que la pieza a taladrar permanece fija. Existen máquinas especiales para realizar taladros denominadas taladradoras, aunque en ciertas ocasiones pueden utilizarse tornos. También se pueden realizar agujeros sin arranque de viruta mediante punzonado y estampado. Para hacer agujeros de gran tamaño es frecuente realizarlos en varias fases, efectuando primero un agujero de pequeño diámetro en la pieza que permita posicionar la broca para que siga un camino recto al taladrar el material. Dependiendo del tamaño del agujero se realizan distintos taladros siempre de menor a mayor diámetro hasta alcanzar las dimensiones deseadas. Esto permite que la broca arranque en cada pasada menos cantidad de viruta, con lo cual la exigencia pedida a la máquina es menor. Figura 3.5.- Taladro realizado en varias fases. El avellanado permite trabajar agujeros previamente taladrados o provenientes de fundición. Esta broca avellanadora o avellanador posee varios filos y el trabajo de desbaste es menor que en el taladrado normal. Existen distintos tipos de avellanado, como se observa en la figura. Diseño Mecánico y Técnicas de Representación. 45 Figura 3.6.- Avellanado. Normalmente los taladros se rematan por medio de operaciones de escariado, que se llevan a cabo para obtener un buen acabado interior del taladro. El escariador es una herramienta de filos múltiples y rectos pero de irregular longitud para evitar el rayado del agujero. Figura 3.7.- Escariado. La operación de realizar taladros de gran tamaño se llama mandrinado. Las máquinas utilizadas deben tener gran potencia y robustez y se llaman mandrinadoras. 3.5. FRESADO El fresado es una operación donde el elemento que se desplaza longitudinalmente es la pieza a la que se le va a dar forma mientras que la herramienta tiene exclusivamente un movimiento de giro. Normalmente su aplicación principal es la fabricación de superficies planas y de ruedas dentadas (mediante fresas especiales denominadas fresas madre) con un buen acabado superficial. Las herramientas utilizadas se llaman fresas y tienen varios filos geométricos. Según su posición, el fresado puede ser cilíndrico, cuando el eje de giro de la fresa es paralelo a la superficie de corte (figura 3.8a), o frontal, cuando el eje de giro de la fresa es perpendicular a la superficie de corte (figura 3.8b ). Capítulo 3: Procesos de Fabricación. 46 Figura 3.8.- Fresado cilíndrico y fresado frontal. La máquina donde se realiza el proceso de fabricación de fresado se llama fresadora. Existe una gran variedad de fresas, lo cual permite un amplio rango de trabajos. Existe prácticamente una fresa para cada aplicación. En la figura 3.9 se muestra una fresa utilizada para construir colas de milano. Figura 3.9.- Fresa cónica. 3.6. CEPILLADO Y MORTAJADO El cepillado y el mortajado de piezas es un procedimiento muy adecuado para obtener piezas prismáticas. En ambas se utiliza una herramienta de un solo filo cuyo movimiento es discontinuo. Según quién tenga el movimiento de avance se denomina mortajado (la herramienta se desplaza, figuras 3.10a y 3.10c) o cepillado (la pieza es la que se mueve, figura 3.10b). Figura 3.10.- Mortajado y cepillado. Diseño Mecánico y Técnicas de Representación. 47 3.7. BROCHADO Es una operación muy frecuente en las grandes series de piezas de tamaño reducido. Consiste en arrancar viruta mediante una herramienta de múltiple filo que tiene un perfil determinado y de una sola operación. Los brochados pueden ser interiores y exteriores y se realizan en una máquina denominada brochadora. Suele aplicarse para realizar agujeros que no tengan forma cilíndrica. Figura 3.11.- Brochado interior y exterior. 3.8. ESMERILADO El afilado de herramientas y el rectificado de piezas se realizan con una herramienta llamada muela. Trata de eliminar las posibles irregularidades surgidas durante un mecanizado anterior y con ella se obtienen piezas con un buen acabado superficial. El proceso de fabricación se denomina esmerilado. Cuando el objetivo es obtener un buen acabado superficial la operación se llama rectificado, y se realiza en una rectificadora. El rectificado puede realizarse en interiores o exteriores de las piezas. En determinadas ocasiones, el acabado que ofrece el rectificado no es suficiente ya que, por ejemplo, ciertas irregularidades pueden ocasionar rozamientos no deseables. Entonces se recurre a las operaciones de pulido y bruñido. Figura 3.12.- Esmerilado. 3.9. ROSCADO Las piezas roscadas son muy frecuentes en el mundo industrial. La rosca puede ser interior o exterior y cumplir funciones de fijación (caso de un tornillo) o de movimiento ( como en un husillo). Capítulo 3: Procesos de Fabricación. 48 Las roscas se pueden fabricar en un torno, o mediante machos de roscar y terrajas. Los machos de roscar son parecidos a las brocas de taladrar, pero su filo tiene forma de hélice. Figura 3.13.- Macho de roscar. La figura siguiente muestra cómo se realizaría un taladro roscado ciego. Figura 3.14.- Agujero roscado ciego. Las terrajas se usan para roscas macho (tornillos). Son muy rápidas de realizar en materiales blandos. Están compuestas por un casquillo cuyo interior está mecanizado según la forma de la rosca. Éste se desliza por la pieza a roscar, creando en su desplazamiento la rosca. Figura 3.15.- Terraja.