böhler m303
Anuncio

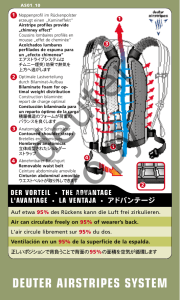
M303 M303 ACIER POUR MOULES DE MATIERES PLASTIQUES ACERO PARA MOLDES DE PLÁSTICO ACIER POUR MOULES DE MATIERES PLASTIQUES ACERO PARA MOLDES DE PLÁSTICO BÖHLER M303 Le nouveau standard El nuevo clásico Le BÖHLER M303 EXTRA est un acier inoxydable martensitique au chrome possédant d‘excellentes propriétés de ténacité, de résilience et de résistance à la corrosion, ainsi qu‘une usinabilité et une aptitude au polissage fortement améliorées. BÖHLER M303 EXTRA es un acero inoxidable martensítico al cromo con muy buena tenacidad, resistencia a la corrosión y buena resistencia al desgaste. Además posee una maquinabilidad y una pulibilidad mejoradas. Sa particularité – le BÖHLER M303 EXTRA se caractérise par une amélioration de son homogénéité, ce qui contribue à un excellent comportement lors de l‘utilisation. Le résultat de ce développement par rapport au 1.2316: une diminution de la ferrite delta dans la matrice. ¿Qué es lo que lo hace tan especial? BÖHLER M303 EXTRA ha sido desarrollado para obtener una homogeneidad mejorada y propiedades de uso extraordinarias. Esto significa –en comparación con el acero 1.2316– que se evita la presencia de delta-ferrita en la estructura matriz. BÖHLER propose aussi ce matériau dans la variante „High-Hard“, qui offre une résistance à la corrosion fortement plus élevée. BÖHLER ofrece este material también en la variante de producto “High-Hard” que posee una resistencia al desgaste notablemente más elevada. C Si 0,27 0,30 Composition chimique (%) / Composición química (%) Mn Cr Ni Mo N Éléments additionnels / Adiciones 0,65 14,50 0,85 1,00 + Autres / Otros Normes DIN / Norma DIN: ~1.2316 Domaines d‘application Su campo de aplicación Moules pour la transformation de matières plastiques chimiquement agressives, comme par exemple: • Moules pour appareil électroménager • Filières d‘extrusion • Modules de raccord Moldes para la transformación de plásticos químicamente agresivos, p. ej.: • Moldes para hidrosanitarios • Matrices de extrusión • Moldes para fittings M303 Traité / Templado y revenido a: 290 – 330 HB M303 Traité / Templado y revenido a: 350 – 390 HB 2 LES MEILLEURES PROPRIETES GRACE A SON HOMOGENEITE MEJORES PROPIEDADES GRACIAS A LA HOMOGENEIDAD Une structure homogène sur la section complète du bloc permet d‘éviter les mauvaises surprises lors de la production et l‘utilisation de l‘outillage. Estructura homogénea a lo largo de todo el bloque – ¡le ayuda a evitar sorpresas desagradables durante la fabricación de moldes y el uso de los mismos! es et mécaniqu s té é ri p lte des pro ulières. Il en résu rtic giques pa technolo piedades o son pro ll e e d o les. d El resulta cnológicas especia e -t mecánico N° de matériau: 1.2316 – Structure martensitique avec ferrite delta / Número de material 1.2316 – Estructura martensítica con inclusiones de delta-ferrita 3 BÖHLER M303 EXTRA – Structure homogène / Estructura homogénea sin inclusiones de delta-ferrita ACERO PARA MOLDES DE PLÁSTICO BÖHLER M303 Comparaison des états de surfaces / Comparación de acabados superficiales Profil de la surface / Perfil de superficie Zone douce de ferrite delta / Fase δ-ferrita blanda Zone dure / Fase dura gruesa 1.2316 Profil de la surface / Perfil de superficie M303 Structure homogène de la surface / Estructura homogénea de superficie M303 Dans le cas du 1.2316, la présence de carbures durs dans la ferrite delta plus douce peut provoquer des irrégularités lors du polissage. C‘est pourquoi nous vous proposons le BÖHLER M303 EXTRA qui présente une parfaite régularité de polissage. En el caso del acero 1.2316, las fases de carburos duros contenidas en la zona de delta-ferrita blanda producen un pulido irregular. En cambio, el acero BÖHLER M303 EXTRA presenta un pulido uniforme. Résilience / Tenacidad 250 Énergie de rupture / Energía de impacto (J) ACIER POUR MOULES DE MATIERES PLASTIQUES 200 150 100 50 Centre Centro Peau Borde Centre Centro Peau Borde Centre Centro Peau Borde Centre Centro Peau Borde 0 1.2316 30 HRC 1.2316 40 HRC M303 30 HRC La comparaison avec le 1.2316 montre que le BÖHLER M303 EXTRA possède des valeurs de résistances plus élevées et plus homogènes, quelque soit la zone de prélèvement dans le bloc. Cela entraîne une amélioration de la résistance à la rupture et évite les temps d‘arrêt imprévus. M303 40 HRC Las comparaciones con el 1.2316 muestran que el BÖHLER M303 EXTRA tiene una tenacidad más uniforme en todas las zonas del bloque. De este modo se asegura una mejor resistencia a la rotura y se evitan tiempos de parada imprevistos. 4 UNE ECONOMIE GRACE A UNE USINABILITE AMELIOREE BENEFICIO GRACIAS A UNA MECANIZABILIDAD MÁS EFICIENTE Usure / Anchura de la marca de desgaste (µm) Fraisage / Fresado Source: Outilleur/Autriche Fuente: Fabricación de herramientas / Austria 400 350 300 250 1.2316 200 150 M303 100 50 0 0 5 10 Paramètres de fraisage: Vitesse de coupe: vc = 200 m/min Avance: fz = 0,3 mm Diamètre de la fraise: D = 15 mm Nombre de dents: z = 1 Profondeur de passe: ap = 0,4 mm Largeur de coupe: ae = 8 mm 15 20 25 30 Durée de vie / Duración de la herramienta (m) 35 40 Parámetros de mecanización para el fresado: Velocidad de corte: vc = 200 m/min Avance de diente: fz = 0,3 mm Diámetro de la fresa: D = 15 mm Número de dientes: z = 1 Profundidad de corte: ap = 0,4 mm Anchura de corte: ae = 8 mm Usure / Anchura de la marca de desgaste (µm) Perçage / Taladrado 600 500 400 1.2316 300 200 M303 100 0 0 100 Paramètres de perçage: Vitesse de coupe: vc = 60 m/min Avance / rev.: fu = 0,15 mm Diamètre: 6,8 mm 5 200 300 Nombre de trous / Número de taladros 400 500 Parámetros de mecanización para el taladrado: Velocidad de corte: vc = 60 m/min Avance de labio / rev.: fu = 0,15 mm Diámetro: 6,8 mm ACIER POUR MOULES DE MATIERES PLASTIQUES ACERO PARA MOLDES DE PLÁSTICO BÖHLER M303 Courbe de revenu / Diagrama de revenido 55 Dureté / Dureza (HRc) 50 45 M303 40 M303 35 30 Température de trempe: 1020 °C / huile Temperatura de temple: 1020 °C / aceite 25 20 0 100 200 300 400 500 600 Température de revenu / Temperatura de revenido (°C) 700 Conductibilité thermique / Conductividad térmica Conductibilité thermique / Conductividad térmica (W/m.K) 28 M303 M303 26 1.2316 24 22 20 0 Usinage des matières plastiques: Moulage par injection / Tipo de transformación de plástico: moldeo por inyección 100 200 300 400 Température / Temperatura (°C) 500 600 Résistance à la corrosion / Resistencia al desgaste Matières plastiques usinées: ULTRAMID A3WG10 (BASF) avec une teneur en fibre de verre de 50% du poids / Plástico inyectado: ULTRAMID A3WG10 (BASF) con un contenido de fibra de vidrio de 50% en peso Perte de poids / Pérdida de peso (mg) 100 250 90 20080 Corrosion diminuée de 45% / 45% menos de desgaste 70 15060 50 10040 30 5020 10 30 HRC 40 HRC 00 M303 M303 6 EXCELLENTES PROPRIETES DE RESISTANCE A LA CORROSION EXCELENTES PROPIEDADES DE RESISTENCIA A LA CORROSIÓN Corrosion par piqûration Resistencia a la corrosión por picadura Nous avons enregistré les courbes de la densité du courant et du potentiel de piqûration pour le matériau 1.2316 et le BÖHLER M303 EXTRA. Le résultat est comparable pour ces aciers dans le milieu utilisé (eau de mer DIN synthétique + HCI, pH4) Se elaboraron las curvas de densidad de corriente/ potencial para el material 1.2316 y para BÖHLER M303 EXTRA. Ambos aceros son comparables en cuanto a resistencia a la corrosión en el medio de ensayo utilizado (agua de mar sintética DIN + HCl, ph4). Résistance à la corrosion / Resistencia a la corrosión Potentiel de piqûration à i= 10-4 A/cm2, Milieu: eau de mer DIN synthétique + HCL pH4 Potentiel de piqûration / Potencial de corrosión por picaduras (mVH) 300 Potencial de corrosión por picaduras a i= 10-4 A/cm2, Medio: Agua de mar sintética DIN + HCl, pH4 275 250 225 200 1.2316 M303 Lors du test au brouillard salin, le BÖHLER M303 EXTRA révèle, à un niveau de dureté identique, une attaque corrosive moindre que le 1.2083. En el ensayo con niebla salina, BÖHLER M303 EXTRA exhibe, en comparación con 1.2083, un ataque de corrosión más reducido en los respectivos niveles de dureza equivalentes. Test au brouillard salin selon DIN 50021 / Ensayo con niebla salina según DIN 50021 Résistance à la corrosion / Resistencia a la corrosión M303 250 Résistance à la corrosion / Resistencia a la corrosión 200 DIN 1.2083 M303 150 100 DIN 1.2083 50 0 30 HRC 40 HRC Dureté / Dureza 7 ACIER POUR MOULES DE MATIERES PLASTIQUES ACERO PARA MOLDES DE PLÁSTICO BÖHLER M303 Traitement thermique Tratamiento térmico Comme le BÖHLER M303 EXTRA est livré à l‘état pré-traité (290 – 330 HB ou 350 – 390 HB), il n‘est en général pas nécessaire d‘effectuer un traitement technique. El acero BÖHLER M303 EXTRA se suministra en estado templado y revenido (290 – 330 HB o bien 350 – 390 HB), por lo que generalmente no es necesario un tratamiento térmico. Recuit de relaxation après usinage mécanique en état pré-traité • max. 400 °C • Après chauffage à cœur, maintenir à température dans une atmosphère neutre pendant un minimum de 2 heures. • Refroidissement lent dans le four entre 20 °C/h et 200 °C, puis refroidissement à l‘air. Recocido de eliminación de tensiones después del desbaste en estado templado y revenido • máx. 400 °C • Tras el calentamiento integral mantener a temperatura durante al menos 2 horas en atmósfera neutra. • Enfriamiento lento en el horno a una velocidad de 20 °C/h hasta 200 °C, luego al aire. Dans le cas où une dureté plus importante serait requise, nous recommandons la procédure suivante: Recuits • 700 à 725 °C • Temps de recuit minimum 25 heures après le chauffage à cœur • Refroidissement lent et contrôlé dans le four à une vitesse entre 10 et 20 °C/h jusqu‘à approx. 500 °C, refroidissement supplémentaire à l‘air. • Dureté après le recuit: max. 250 HB En caso de ser necesaria una dureza superior se recomienda el siguiente tratamiento: Recocido blando • 700 a 725 °C • Duración del recocido: al menos 25 horas después del calentamiento integral. • Enfriamiento lento y controlado en el horno a una velocidad de 10 a 20 °C/h hasta aprox. 500 °C, luego enfriamiento en aire. • Dureza después del recocido blando: máx. 250 HB. Recuit de relaxation après usinage mécanique en état de recuit • approx. 650 °C • Après chauffage à cœur, maintenir à température dans une atmosphère neutre pendant un minimum de 2 heures. • Refroidissement lent dans le four entre 20 °C/h et 300 °C, puis refroidissement à l‘air. Recocido de eliminación de tensiones después del desbaste en el estado recocido blando • aprox. 650 °C • Tras el calentamiento integral mantener a temperatura 1 a 2 horas en atmósfera neutra. • Enfriamiento lento en el horno a una velocidad de 20 °C/h hasta 300 °C, luego al aire. Trempe • 1000 à 1020 °C/huile, N2, au bain chaud (400 à 450 °C) • Résistance après chauffage à cœur: 15 à 30 minutes • Dureté atteignable: 51 à 53 HRC Templado • 1000 a 1020 °C/aceite, N2, ó baño sales (400 a 450 °C) • Tiempo de mantenimiento después del calentamiento integral: 15 a 30 minutos. • Dureza alcanzable: 51 a 53 HRC. Revenus • Chauffage lent jusqu‘à la température de revenu immédiatement après la trempe • Temps de maintien au four: 1 heure par 20 mm d‘épaisseur, mais au minimum 2 heures. • Nous recommandons au moins deux revenus. Un 3ème revenu de relaxation, 30 – 50 °C en-dessous de la température de revenu est néanmoins vivement conseillé. • Veuillez vous référer à la courbe de revenu pour déterminer la dureté atteignable après le revenu. Revenido • Calentamiento lento a temperatura de revenido inmediatamente después del templado. • Tiempo de permanencia en el horno 1 hora por cada 20 mm de espesor de pieza de trabajo, pero no menos de 2 horas. • Se recomienda realizar por lo menos dos revenidos. Es beneficioso realizar un tercer revenido, para alivio de tensiones, a 30 – 50 °C por debajo de la temperatura de revenido. • Del diagrama de revenido pueden obtenerse valores orientativos para la dureza alcanzable después del revenido. Propriétés physiques / Propiedades físicas 20 100 200 300 400 500 600 °C Capacité thermique / Calor específico 460 484 529 564 615 694 795 J/kg.K 10,5 10,8 11,1 11,4 11,7 12,1 10-6m/m.K Dilatation thermique entre 20 °C et … °C / Dilatación térmica entre 20 °C y …°C Épaisseur / Densidad 7,7 7,7 7,7 7,7 7,6 7,6 7,6 kg/dm3 Module de Young / Módulo de elasticidad 218 214 207 200 191 181 168 103 MPa Conductibilité thermique / Conductividad térmica 22,8 23,5 24,8 25,1 25,7 26,7 25,9 W/m.K 8 RECOMMANDATIONS POUR LE TRAITEMENT THERMIQUE INDICACIONES PARA EL TRATAMIENTO TÉRMICO 1200 Diagramme TTT du refroidissement continu / Diagrama TTT para el enfriamiento continuo 1100 1000 Température d‘austénitisation: 1020 °C Temps de maintien: 30 minutes 0,4 … 400 parámetro de enfriamiento, es decir duración de enfriamiento de 800 – 500 °C en s x 10-2 KgM Martensita en el límite de grano Ms – Ms‘ Formación de martensita en el límite de grano Essai / Probeta a b c d e f g h HV10 0,4 1,1 3,0 8,0 23,0 65,0 180,0 400,0 800 700 600 500 400 300 200 628 631 633 606 610 604 551 525 100 0 Temps en secondes / Tiempo en segundos A Austénite / Austenita M Martensite / Martensita P Perlite / Perlita K Carbure / Carburo 1 En surface / Borde de pieza de trabajo 2 Au cœur / Núcleo de pieza de trabajo Huile/ Aceite Air/Aire Eau/ Agua Temps de refroidissement de 800 °C à 500 °C en secondes. / Tiempo de enfriamiento de 800 °C a 500 °C en seg. 9 Jours / Días Structure en % / Estructura en % Austénite résiduelle / Austenita residual Heures / Horas Paramètres de refroidissement λ / Parámetro de enfriamiento λ Diagramme quantitatif de structure / Diagrama cuantitativo de estructura RA Minutes / Minutos Diamètre en mm / Diámetro en mm Temperatura de austenitización: 1020 °C Tiempo de mantenimiento: 30 minutos Température en °C / Temperatura en °C 900 0,4 … 400 Paramètres de refroidissement, c-à-d durée de refroidissement de 800 à 500 °C en s x 10-2 KgM Martensite aux joins de grains Ms – Ms‘ Formation de martensite aux joins de grains ACIER POUR MOULES DE MATIERES PLASTIQUES ACERO PARA MOLDES DE PLÁSTICO RECOMMANDATIONS POUR L‘USINAGE INDICACIONES DE MECANIZADO Tournage avec métaux durs / Torneado con metal duro Profondeur de coupe / Profundidad de corte (mm) Avance / Avance (mm/rev.) Nuance de métaux durs BOEHLERIT / Calidad BOEHLERIT Nuance ISO / Calidad ISO Plaquettes amovibles / Placas de corte reversibles Durée de vie / Vida de herramienta: 15 min. Outils à mise rapportée en carbure métallique brasés / Herramientas de metal duro soldadas con latón Durée de vie / Vida de herramienta: 30 min. Plaquettes amovibles revêtues / Placas de corte reversibles recubiertas BOEHLERIT ROYAL 121 BOEHLERIT ROYAL 131 Angle de coupe pour outils à mise rapportée en carbure métalliques brasés / Ángulo de corte para herramientas de metal duro soldadas con latón Angle de coupe orthogonal / Ángulo de desprendimiento Angle de dépouille / Ángulo libre Angle d‘inclinaison / Ángulo de inclinación 0,5 – 1 1–4 4–8 0,1 – 0,2 0,2 – 0,4 0,3 – 0,6 SB10, SB20, EB10 SB20, EB10, EB20 SB30, EB20, HB10 P10, P20, M10 P10, M10, M20 P30, M20, K10 Vitesse de coupe / Velocidad de corte vc (m/min) 260 – 200 200 – 150 150 – 110 210 – 170 170 – 130 140 – 90 jusqu‘à / hasta 240 jusqu‘à / hasta 210 jusqu‘à / hasta 210 jusqu‘à / hasta 160 jusqu‘à / hasta 160 jusqu‘à / hasta 140 12° – 15° 6° – 8° 0° 12° – 15° 6° – 8° 0° 12° – 15° 6° – 8° -4° Tournages avec outils en acier rapide / Torneado con acero rápido Profondeur de coupe / Profundidad de corte (mm) Avance / Avance (mm/rev.) Nuance BÖHLER/DIN / Calidad BÖHLER-/DIN Durée de vie / Vida de herramienta: 60 min. Angle de coupe orthogonal / Ángulo de desprendimiento Angle de dépouille / Ángulo libre Angle d‘inclinaison / Ángulo de inclinación 0,5 0,1 3 6 0,5 1 S700 / DIN S10-4-3-10 Vitesse de coupe / Velocidad de corte vc (m/min) 55 – 45 45 – 35 35 – 25 14° – 18° 14° – 18° 14° – 18° 8° – 10° 8° – 10° 8° – 10° 0° 0° 0° Fraisage avec fraise à dents rapportées / Fresado con fresas de dientes insertados Avance (mm/dent.) / Avance (mm/diente) BOEHLERIT SBF/ISO P25 BOEHLERIT SB40/ISO P40 BOEHLERIT ROYAL 131/ISO P35 jusqu‘à / hasta 0,2 0,2 – 0,3 Vitesse de coupe / Velocidad de corte vc (m/min) 160 – 100 110 – 60 100 – 60 70 – 40 140 – 110 140 – 110 Alésage avec des outils à métaux durs / Taladrado con metal duro Diamètre du foret / Diámetro de broca (mm) Avance / Avance (mm/rev.) Nuance métaux durs BOEHLERIT/ISO / Calidad BOEHLERIT/ISO Angle de pointe / Ángulo en el vértice Angle de dépouille / Ángulo libre 3–8 0,02 – 0,05 8 – 20 20 – 40 0,05 – 0,12 0,12 – 0,18 HB10 / K10 Vitesse de coupe / Velocidad de corte vc (m/min) 50 – 35 50 – 35 50 – 35 115° – 120° 115° – 120° 115° – 120° 5° 5° 5° État de traitement thermique: traité 290 – 330 HB / Estado de tratamiento térmico: templado y revenido 290 – 330 HB Les valeurs citées sont approximatives / Los valores indicados son orientativos. 10 BÖHLER M303 Usinabilité: Vérifications comparatives / Maquinabilidad: Estudios comparativos M303 M303 Coupes / Cortar Vitesse d‘avance / Velocidad de avance vf (mm/min) Vitesse de coupe / Velocidad de corte vc (m/min) 4,50 23,00 3,00 20,00 Dégrossissage / Desbastado Outils / Herramienta Avance (mm/dent) / Avance fz (mm/diente) Vitesse de coupe / Velocidad de corte vc (m/min) Depo NTV-M40 0,40 180,00 0,30 180,00 Aplanissement / Acabado Outils / Herramienta Avance (mm/dent) / Avance fz (mm/diente) Vitesse de coupe / Velocidad de corte vc (m/min) Franken-Emuge 1966A.008 0,09 0,09 200,00 180,00 Perçage / Taladrado 5 x D Outils / Herramienta Avance (mm/rév.) / Avance f (mm/rev.) Vitesse de coupe / Velocidad de corte vc (m/min) Perceuse / Broca Titex VHM A3388TFT-6.8 0,15 0,15 77,00 77,00 Perçage profond / Taladrado de agujeros profundos 30 x D Outils / Herramienta Avance (mm/rév.) / Avance f (mm/rev.) Vitesse de coupe / Velocidad de corte vc (m/min) Outils / Herramienta Avance (mm/rév.) / Avance f (mm/rev.) Vitesse de coupe / Velocidad de corte vc (m/min) Hammond GM08000 A0320 EFHM (Perceuse à foret 3/4 / Broca de un solo filo) 0,02 0,02 36,00 36,00 Mitsubishi MSL 0700-L30C VP15TF (Perceuse à foret hélicoïdal / Broca espiral) 0,11 0,16 50,00 65,00 Taraudage / Roscado con macho M8 Outils / Herramienta Avance (mm/rév.) / Avance f (mm/rev.) Vitesse de coupe / Velocidad de corte vc (m/min) Franken-Emuge B04537010080 1,25 1,25 11,00 5,00 BÖHLER M303 EXTRA: État de traitement thermique: traité 290 – 330 HB / Estado de tratamiento térmico: templado y revenido 290 – 330 HB BÖHLER M303 EXTRA HIGH HARD: État de traitement thermique: traité 350 – 390 HB / Estado de tratamiento térmico: templado y revenido 350 – 390 HB Les valeurs citées sont approximatives. / Los valores indicados son orientativos. 11 Imprimé sur papier sans chlore et non polluant / Impreso sobre papel blanqueado sin cloro y sin efectos perjudiciales para el medio ambiente Votre partenaire: Entregado por: SPECIAL STEEL. FOR THE WORLD´S TOP PERFORMERS. BÖHLER Edelstahl GmbH & Co KG Mariazeller Straße 25 A-8605 Kapfenberg/Austria Phone: +43-3862-20-60 46 Fax: +43-3862-20-75 63 E-Mail: [email protected] www.bohler-edelstahl.com Les indications données dans cette brochure n‘obligent à rien et servent donc à des informations générales. Les indications auront caractère obligatoire seulement au cas où elles seraient posées comme condition explicite dans un contrat conclus avec notre société. Ces données sont des valeurs de laboratoire et peuvent être différentes de celles obtenues dans la pratique. Lors de la fabrication de nos produits, des substances nuisibles à la santé ou à l‘ozone ne sont pas utilisées. „Los datos contenidos en el folleto se facilitan a efectos meramente informativos y, por lo tanto, no serán vinculantes para la empresa. Estos datos serán vinculantes sólo si se especifican explícitamente en un contrato formalizado con nosotros. Los datos indicados son valores medidos en laboratorio y pueden diferir de los obtenidos en la práctica. En la fabricación de nuestros productos no se utilizan sustancias nocivas para la salud o la capa de ozono.“ M303 FSp – 01.2011 – 1.000 CD