SINTERIZACIÓN DEL ALUMINIO ALEADO MECÁNICAMENTE
Anuncio

VIII Congreso Nacional de Propiedades Mecánicas de Sólidos, Gandía 2002
425-433
SINTERIZACIÓN DEL ALUMINIO ALEADO MECÁNICAMENTE
ASISTIDA POR ADICIÓN DE 1% Cu
J.J. Fuentes, J.A. Rodríguez y E.J. Herrera
Universidad de Sevilla, Grupo de Metalurgia e Ingeniería de los Materiales
Escuela Superior de Ingenieros, Camino de los Descubrimientos s/n, 41092 Sevilla.
RESUMEN
Polvos metálicos de aluminio se han sometido a molienda mecánica en un attritor,
durante 10 h, en aire confinado y en presencia de un agente orgánico (cera), para obtener
polvos de Al aleado mecánicamente, Al AM. Parte de estos polvos se han mezclado con 1 %
de Cu con la intención de mejorar la sinterabilidad de las partículas de Al AM y, por
consiguiente, las propiedades mecánicas de los compactos finales. Los compactos se
fabricaron por una ruta de consolidación, consistente en un prensado mecánico en frío y una
sinterización en vacío a 650 ºC. Se ha estudiado la influencia de la citada adición de Cu, de la
presión de compactación y, eventualmente, el tiempo de sinterización. Se han realizado,
asimismo, diversos ensayos sobre propiedades mecánicas, y estudios microestructurales y
fractográficos. Los resultados ponen de manifiesto que la adición de cobre mejora,
significativamente, la densidad, la dureza, la resistencia a la tracción y la ductilidad del
material. Esto se debe al incremento de la sinterabilidad de las partículas de Al AM,
producido por la presencia de fases líquidas durante la sinterización. Por su parte, bajas
presiones de compactación y tiempos cortos de calentamiento deterioran las cualidades del
material, ya que, con ello, se disminuye el grado de cohesión entre las partículas del
compacto.
Palabras claves
Pulvimetalurgia, aluminio aleado mecánicamente, sinterización en fase líquida, fractura.
1. INTRODUCCIÓN
Mediante molienda mecánica de alta energía, en un attritor, polvos de Al de pureza
comercial se han aleado mecánicamente. Durante este proceso las partículas del polvo son
repetidamente fracturadas y soldadas en frío a través de la acción de impactos continuos de
bolas de acero. Un agente controlador del proceso (A.C.P.) se adiciona para prevenir la
soldadura excesiva de las partículas entre sí, o con las bolas, paletas y la vasija del attritor; y
establecer un equilibrio dinámico entre la soldadura y fractura de las partículas [1]. Como
resultado del procesado por aleado mecánico se obtienen polvos metálicos compuestos
(composites), Al AM, cuyas partículas individuales contienen, eventualmente tras el
tratamiento térmico subsiguiente, una fina y homogénea distribución de dispersoides [2],
Al2O3 y Al4C3, y tamaño de grano nanocristalino [3], que le confieren una alta dureza. Por
otro lado, este polvo de aluminio se oxida en la atmósfera, ya que el aluminio tiene una gran
afinidad por el oxígeno. Las capas de óxidos formadas permanecen durante la sinterización y
la inhiben [4]; dando lugar, en consecuencia, a bajas propiedades mecánicas. La afinidad del
aluminio por el oxígeno es tan elevada que, incluso, presiones parciales bajísimas lo oxidan,
por ejemplo, a 600 ºC, una Po2 < 10-45 Pa es suficiente para oxidarlo [5]. La unión entre
partículas se realiza, principalmente, en lugares donde las películas de óxido han sido rotas
durante la compactación. Las propiedades de materiales de Al sinterizado, por tanto, pueden
425
Fuentes, Rodríguez y Herrera
resultar poco atractivas, si no se toman las debidas precauciones durante el procesado de
consolidación. Por ello, los productos pulvimetalúrgicos (P/M) de Al AM requieren de una
gran deformación, debido a la presencia de estas películas estables de óxido sobre unas
partículas de polvo de por sí muy duras. En consecuencia, la consolidación del polvo Al AM
se realiza por intermedio de una etapa de extrusión en caliente. El óxido se disgrega por
esfuerzos de cizalladura, obteniéndose materiales de alta densidad y buenas uniones
metalúrgicas ínter-partículas. No obstante, la extrusión es, generalmente, un proceso de
conformación de productos semiacabados. En nuestro Laboratorio se ha puesto a punto un
método de procesado alternativo, que elimina la necesidad de la deformación en caliente,
consistente en un ciclo doble de prensado mecánico en frío y sinterización en vacío [6, 7]. En
esta línea de trabajo, los autores están desarrollando un procesado de consolidación más
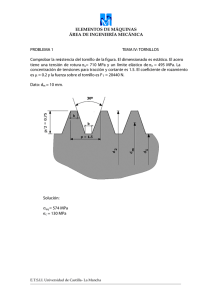
simple (Figura 1), que utiliza un solo ciclo de prensado y sinterización. Este procedimiento
podría ser aplicable a la producción, a escala industrial, de piezas de Al AM de interés en la
industria del automóvil.
F
Polvo de Al AM
Aditivo (Cu)
Mezclado
Prensado en Frío
Sinterización
Producto
Figura 1. Esquema de las etapas de consolidación (simple) de los polvos.
El propósito de este trabajo es investigar la respuesta mecánica de compactos
sinterizados de Al AM a los que, previo a la etapa de compactación, se les ha adicionado
1% Cu en polvo. La finalidad de este aditivo es mejorar su sinterabilidad, mediante la
formación de fases líquidas a temperatura. Se han empleado diversas presiones de
compactación, y se han variado, también, las condiciones de sinterización, con el fin de
encontrar las más apropiadas.
2. MÉTODO EXPERIMENTAL
El material de partida fue un polvo de aluminio de pureza comercial (99.7% mínimo),
siendo su principal impureza un 0.15% Fe. El tamaño medio de partícula es de 44 µm y su
microdureza 22 HV0.02. El polvo de Al fue molido en un attritor Szegvari (Union Process,
USA), habiéndose descrito las condiciones de molienda en un trabajo anterior [2]. Tras la
molienda de alta energía, el polvo de aluminio resultante, Al AM, adquiere una granulometría
algo más basta, puesto que el tamaño medio de partícula pasa desde 44 a 78 µm. Por su parte,
la microdureza de las partículas de Al AM (101 HV0.02) es de, aproximadamente, 5 veces la
del polvo inicial (22 HV0.02).
Como aditivo de sinterización se empleó polvo de cobre electrolítico. Las partículas
presentan una morfología de tipo dendrítica. El 50% de la masa de polvos de Cu es menor de
31 µm, mientras que el 90% es inferior a 62 µm.
El polvo Al AM y el resultante de la mezcla con 1% Cu, designado Al AMCu, fueron
consolidados, independientemente, por el ciclo simple descrito anteriormente, en las
condiciones que se indican en la Tabla 1. Se emplearon presiones de compactación
comprendidas entre 600 y 1120 MPa. La sinterización se llevó a cabo en vacío de 5 Pa, a
650 ºC durante 1 hora, siendo seguida de enfriamiento al aire. Excepcionalmente, en el caso
de la muestra Al AMCu/850*, prensada a 850 MPa, el tiempo de sinterización fue de 0.3
426
VIII Congreso Nacional de Propiedades Mecánicas de Sólidos
horas. En la designación de las distintas muestras se recoge la presión de compactación, en
MPa, utilizada.
Tabla 1. Condiciones experimentales del procesado de consolidación.
PRENSADO SINTERIZADO
MATERIAL POLVO BASE
ADITIVO
(MPa)
T (ºC), t (h)
Al AM/1120
Al AM
1120
650, 1
Al AM/850
Al AM
-
850
650, 1
Al AMCu/850
Al AM
1% Cu
850
650, 1
Al AMCu/800
Al AM
1% Cu
800
650, 1
Al AMCu/700
Al AM
1% Cu
700
650, 1
Al AMCu/600
Al AM
1% Cu
600
650, 1
Al AMCu/850*
Al AM
1% Cu
850
650, 0.3
La medida de las propiedades se hizo sobre dos tipos de probetas, a saber, cilíndrica y
de tracción plana. Detalles dimensionales de estos compactos se recogen en un trabajo
anterior [8]. La probeta de tracción es una modificación de la recomendada en la norma MPIF
Standard 10 [9]. Las muestras cilíndricas se utilizaron para la determinación de la dureza
Brinell, densidad aparente, densidad relativa y cambios dimensionales. Por su parte, las
probetas de tracción sirvieron para determinar las propiedades mecánicas a tracción, así como
para estudios fractográficos. El examen microestructural se llevó a cabo sobre la sección
longitudinal de una probeta cilíndrica, tanto en estado verde como sinterizada. Los estudios
microfractográficos se hicieron por microscopía electrónica de barrido, SEM-SE.
3. RESULTADOS Y DISCUSIÓN
3.1
Microestructura del material consolidado
La microestructura de los compactos depende, como era de esperar, de su historial de
procesado. Así, el material Al AMCu/850 (Figura 2a), en estado verde, consta de una matriz
metálica compuesta por un agrupamiento de partículas de Al AM en estrecho contacto, entre
las cuales se hallan finas partículas de cobre. También, asociados a la matriz, existen poros o
intersticios ínter-partículas, que resultan de la acomodación de las mismas por la presión [7].
Sin embargo, debido a las películas de óxidos que las envuelven, puede fácilmente observarse
que permanece la individualidad de las partículas, aunque distorsionadas por la deformación
plástica. Existen, desde luego, puntos o áreas esporádicas de íntimo contacto metálico, que se
originan por la soldadura en frío entre las partículas debido a la deformación mecánica
durante la compactación. Ello hace suponer que durante el reacomodo y movimiento de las
partículas que tiene lugar durante el prensado se produce rotura parcial de los óxidos
superficiales promovida por la fricción.
Por otro lado, el material Al AMCu/850, tras prensado y sinterizado (Figura 2b), tiene
una microestructura que difiere notablemente de la correspondiente a la condición de sólo
prensado (Figura 2a). En efecto, como resultado de la sinterización, la microestructura del
material ha evolucionado desde un agrupamiento de partículas individuales a la
homogeneidad típica de un material sólido P/M. Este fenómeno puede atribuirse a la
interdifusión atómica, que promueve la desaparición de las fronteras ínter-partículas.
También, es visible una fase de color gris claro, de morfologías diversas, dispersa por la
matriz, y que, en algunas regiones, adquiere forma redondeada. Esto sugiere que dicha fase
427
Fuentes, Rodríguez y Herrera
proviene de un líquido originado durante la sinterización. El líquido, por acción capilar, llena
probablemente fronteras ínter-partículas y poros. Cabe destacar, en la misma figura, una fase
gris clara en las inmediaciones del poro central, que parece que se ha formado en un lugar
previamente ocupado por una partícula de Cu. En cambio, la fase matriz proviene,
básicamente, del Al AM que ha permanecido sólido durante la sinterización, estando formada
por aluminio enriquecido con átomos de cobre, solubilizados por difusión en estado sólido.
Además, existen en la estructura metalográfica poros residuales, en general redondeados, y en
porcentaje (3.5%) significativamente inferior al del compacto en estado verde (10.5%).
(a)
(b)
Cu
Figura 2. (a) Al AMCu/850 en estado verde; (b) Al AMCu/850 en estado sinterizado.
Para comparación con este material (Al AMCu/850), se presenta en la Figura 3 la
microestructura del Al AM, sin adición de Cu, procesado en las mismas condiciones. La
microestructura de la Figura 3a es similar a la de la Figura 2a, excepto que carece de
partículas de Cu. Por otra parte, en la Figura 3b se observa, al comparar con la Figura 2b, la
presencia de restos de fronteras ínter-partículas. Estas características reflejan que existe un
menor grado de cohesión entre las partículas o, dicho de otra manera, una menor
sinterabilidad de este material.
(a)
(b)
Figura 3. (a) Al AM/850 en estado verde; (b) Al AM/850 en estado sinterizado.
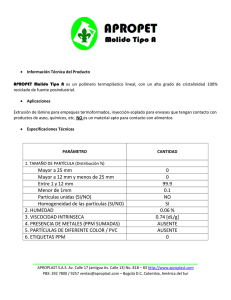
Los fenómenos metalúrgicos esbozados en los párrafos precedentes pueden explicarse,
si se considera el diagrama de equilibrio para el sistema Al-Cu y el esquema adjunto (Figura
4). Antes de la sinterización, en lugares donde la capa de óxido ha sido fragmentada por el
movimiento relativo de las partículas durante el prensado, existen algunos contactos metálicos
entre las partículas de aluminio y cobre. En tales áreas, muy localizadas, tienen lugar
fenómenos de interdifusión durante el calentamiento hasta la temperatura de sinterización. A
428
VIII Congreso Nacional de Propiedades Mecánicas de Sólidos
este respecto, la difusividad del cobre en el aluminio es del orden de 5000 veces mayor que en
sentido inverso, así, por ejemplo, la difusividad del Cu en el Al, a 600 ºC, es 5.01x10-13 m2/s,
mientras, la difusividad del Al en el Cu es 1.14x10-16 m2/s [10]. Por tanto, en las regiones de
contacto de partículas de Al AM con Cu, se producen zonas locales, con composición tal, que
originan una serie de fases intermetálicas Al-Cu (Figura 4). Farzin [11] observó a 530 ºC
considerable difusión y formación de intermetálicos. Por encima de la temperatura eutéctica
(548 ºC) una fase líquida se genera en la intercara Al - θ(Al2Cu). Cabe esperar que a 591 ºC
toda la fase θ, previamente formada durante el calentamiento, se vuelva líquida, y otros
intermetálicos entren en contacto con el líquido. Por otra parte, a la temperatura de
sinterización (650 ºC), el aluminio, enriquecido por difusión del Cu, produce también una fase
líquida, ya que la solubilidad máxima del Cu a dicha temperatura es de 0.53% Cu, y, supuesto
que se hubiese alcanzado el equilibrio para un contenido de 1% Cu (porcentaje añadido),
estaríamos en una región bifásica {(Al) + líquido}. Es decir, una fracción de líquido
permanecería durante la sinterización a 650 ºC.
(a)
(b)
Intermetálicos
Al AM
Cu
Al AM
Líquido
- - Tamaño inicial
__ Tamaño intermedio
Figura 4. (a) Diagrama Al-Cu; (b) Fases en una etapa intermedia de sinterización.
Asimismo, otros fenómenos pueden tener lugar durante el proceso de sinterización
como: (i) creación de poros secundarios en los lugares previamente ocupados por las
partículas de cobre, (ii) disgregación o fragmentación de los óxidos residuales, presentes
sobre las superficies de las partículas, por penetración del líquido, preferentemente, a lo largo
de la interfaz metal/óxido [12] o, también, debido a la expansión del volumen de las partículas
de Al AM al entrar en solución sólida con el cobre, (ii) mojado y propagación del líquido, por
acción capilar, a los espacios o intersticios entre las partículas de Al AM, (iii) reordenamiento
de las partículas en aquellas regiones de baja densidad, y (iv) sinterización en fase sólida en
las regiones de íntimo contacto metalúrgico de las partículas de Al AM. Sobre la base de estas
observaciones, cabe esperar que el material de Al AM con adición de cobre desarrolle una
matriz sinterizada más cohesionada que la del material Al AM, y, por consiguiente, presente
unas mejores propiedades mecánicas.
3.2
Propiedades mecánicas de los compactos
En la Tabla 2 se recogen, tras la etapa de sinterización, los valores de las propiedades
tecnológicas y mecánicas de las probetas (P/M) estudiadas: densidad aparente (d), densidad
relativa (D), densificación (ψ), cambios dimensionales de probetas cilíndricas -∆φ (diámetro)
y ∆h (altura)-, dureza Brinell (HB), resistencia a la tracción (R), límite elástico (L.E.), y
alargamiento (A). La densificación de un compacto se define como: ψ = (d – dv)/(dt – dv),
donde dv es la densidad en verde y dt es la densidad teórica. Este parámetro mide el grado de
429
Fuentes, Rodríguez y Herrera
contracción o expansión relativo que experimenta el compacto durante la sinterización. Un
valor positivo de ψ indica contracción.
Tabla 2. Propiedades finales de los compactos P/M.
d (D)
ψ
∆φ (∆h)
R
L. E.
A
kg/mm
MPa
MPa
%
0.96(0.66)
77
228
180
2.6
0.23
0.78(0.69)
62
195
142
1.6
2.70 (96.3)
0.62
2.51(1.66)
95
308
204
5.4
Al AMCu/800
2.70 (96.2)
0.64
2.62(2.04)
93
283
210
4.6
Al AMCu/700
2.69 (95.9)
0.65
2.86(2.56)
86
281
177
4.1
Al AMCu/600
2.67 (95.4)
0.67
3.29(3.60)
84
277
203
3.7
Al AMCu/850*
2.61 (93.3)
0.30
1.52(0.27)
91
255
187
1.6
MATERIAL
3
g/cm (%)
-
% (%)
Al AM/1120
2.64 (96.3)
0.37
Al AM/850
2.56 (93.6)
Al AMCu/850
HB
2
En general, el empleo de presiones relativamente altas (1120 MPa para el Al AM) y el
uso del cobre como aditivo a presiones moderadas (del orden de 800 MPa o algo superiores)
dan lugar a un incremento de la densidad de los compactos, lo cual, a su vez, se traduce en
una mejora de las propiedades tecnológicas y mecánicas, como puede observarse en la Tabla
2 y en la Figura 5. De este modo, el Al AM, prensado a 850 MPa, tiene una densidad relativa
de 93.6%, que pasa a ser de 96.3%, en los compactos prensados a 1120 MPa. Esto se refleja
en los correspondientes valores de dureza, límite elástico, resistencia a la tracción y
alargamiento. Por ejemplo, la dureza pasa de 62 a 77 HB, la resistencia a la tracción de 195 a
228 MPa y el alargamiento de 1.6 a 2.6%, respectivamente. La intensa deformación a altas
presiones, a temperatura ambiente, produce un contacto atómico extenso entre las partículas
de polvo [13] y, por tanto, una mejora de la sinterabilidad del material.
Por su parte, la adición de cobre mejora también, sustancialmente, la densidad.
Comparando la densidad relativa de los materiales Al AM850 y Al AMCu/850, ambos
compactados a la misma presión, se observa que la presencia del cobre incrementa la densidad
de 93.6 a 96.3%. De la misma manera, es claramente mayor el grado de densificación (0.23
frente a 0.62). Esta mayor densificación, conseguida por sinterización en fase líquida, tiene su
contrapunto en los cambios dimensionales (movimientos), que son claramente superiores en
los compactos que contienen Cu (Tabla 2). La buena densificación mejora, por supuesto, las
propiedades mecánicas de estos compactos, así, la resistencia a la tracción pasa de valer 195 a
308 MPa, y el alargamiento se incrementa de 1.6 a 5.4%. En general, al disminuir la presión
de compactación, disminuye la densidad final alcanzada y, con ella, las propiedades
mecánicas.
El material Al AMCu/850*, que fue sinterizado durante un tiempo más corto (0.3 h),
muestra una menor densidad relativa y densificación (93.3% y 0.30) e inferiores propiedades
mecánicas (R = 255 MPa, A = 1.6%), significativamente inferiores a las obtenidas con el
material sinterizado durante el tiempo ordinario de 1 h (material Al AMCu/850), es decir, 308
MPa y 5.4%, respectivamente. No obstante, las propiedades mecánicas obtenidas en este
material sinterizado a un tiempo más corto, excepto el alargamiento que es el mismo (1.6%),
son superiores (91 HB y R = 255 MPa) a las obtenidas en el material Al AM/850, que no tiene
adición de cobre (62 HB y R = 195 MPa).
Como se ha mencionado repetitivamente, durante la sinterización del aluminio con
adición de Cu, se forma una fase líquida que favorece la sinterización. Este efecto positivo se
430
VIII Congreso Nacional de Propiedades Mecánicas de Sólidos
traduce en un mayor grado de cohesión entre las partículas y, por consiguiente, en un
350
4
300
3
Tensión, MPa
250
2
200
1
150
1 Al AM/850
2 Al AM/1120
3 Al AMCu/600
4 Al AMCu/850
100
50
0
0
1
2
3
4
5
6
7
Deformación, %
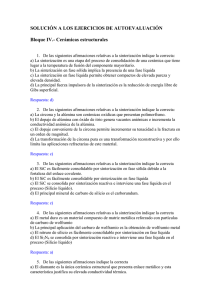
incremento de la resistencia a la tracción y de la ductilidad. Esto se deduce claramente de la
contemplación de la Figura 5, resultante del ensayo a tracción de varios de los materiales
estudiados. En general, el incremento de la presión de compactación es positivo para la
mejora de las propiedades a tracción (Curvas 1 y 2), si bien, el efecto más significativo lo
produce la adición de Cu (Curvas 3 y 4). El efecto positivo del Cu es también observable a
presiones de compactación relativamente bajas (600 MPa) para este tipo de materiales (Curva
3). Así, la resistencia a la tracción (277 MPa) y el alargamiento (3.7%) del Al AMCu/600 son
superiores a los conseguidos (R = 228 MPa, A = 2.6%) en el material Al AM/1120, a pesar de
ser compactado a una presión más elevada. Por su parte, el límite elástico convencional,
determinado al 0.2% de deformación, sigue la tendencia natural de la resistencia a la tracción.
El valor de esta propiedad está comprendido en el rango de 65 a 80% de la resistencia a la
tracción, en los materiales estudiados (Tabla 2).
Figura 5. Curvas de tracción de los materiales estudiados.
3.3
Microfractografía
La apariencia de la superficie de fractura de los materiales investigados depende,
básicamente, del grado de sinterización de su estructura. El estudio microfractográfico de los
compactos, rotos a tracción, se inició con un examen previo de la fractura de los compactos en
estado verde, tras prensados a 850 MPa. La Figura 6a, que muestra la superficie de fractura
del compacto Al AMCu/850, revela que la fractura es de tipo intergranular o, más
propiamente dicho, interparticular, es decir, que las partículas se han separado por
descohesión de las mismas. Asimismo, se observa la presencia de partículas de Cu dendríticas
dentro del compacto. Los mismos detalles microfractográficos se observan en los compactos
rotos de Al AM/850, excepto que no tienen Cu. Por su parte, este material Al AM/850, sin
adición de cobre, prensado y sinterizado, presenta también (Figura 6b) una rotura que sigue
siendo principalmente interparticular, si bien pueden observarse algunos signos de ductilidad
(hoyuelos o dimples). Esto significa que los puntos de unión local entre las partículas,
resultantes del prensado, se han fortalecido por interdifusión durante la etapa de sinterización.
No obstante, las uniones quedan limitadas a zonas restringidas de las partículas.
431
Fuentes, Rodríguez y Herrera
(a)
(b)
Cu
Figura 6. Fotomicrografía SEM-SE de la superficie de fractura: (a) Al AMCu/850 en
estado verde; (b) Al AM/850 tras sinterizado.
(a)
(b)
Figura 7. Fotomicrografía SEM-SE del material Al AMCu/850 tras sinterizado: (a)
Superficie de fractura; (b) Detalle de un charco fundido cristalizado.
Por su parte, el material Al AMCu/850 muestra una fractura de tipo dúctil y
transgranular (o transparticular) en un extenso grado, como se pone de manifiesto por la
presencia de abundantes hoyuelos (Figura 7a). Las partículas de aluminio han perdido, en
general, su individualidad, puesto que, como consecuencia de la sinterización en fase líquida,
han logrado establecer uniones con sus vecinas, bien directamente o por intermedio de una
capa cementante. Todo ello se traduce en una mejora notable de la ductilidad, que pasa de un
alargamiento de 1.6%, en el material Al AM/850, a 5.4% en el Al AMCu/850. En la Figura 7b
se muestra un curioso poro, cuyas paredes interiores están revestidas por, al parecer, unas
capas líquidas solidificadas. Los materiales sinterizados pueden presentar poros residuales o
primarios, procedentes de la etapa de prensado, o secundarios, originados durante la
sinterización, por ejemplo, por efecto Kirkendall u otras causas. Los poros suelen influir en
las propiedades a tracción, ya que, reducen el área bajo carga y alteran el estado de tensiones,
en particular si la geometría de los poros es de tipo anguloso. En una investigación anterior
[8], se ha señalado, precisamente, como posible origen de la fractura, a las regiones
pobremente sinterizadas o de baja densidad, provenientes de una distribución inhomogénea de
presiones durante la compactación.
4. CONCLUSIONES
La adición de 1% Cu al aluminio aleado mecánicamente, previamente a la
compactación, tiene un efecto beneficioso sobre la sinterización de este material. El cobre
432
VIII Congreso Nacional de Propiedades Mecánicas de Sólidos
promueve la formación de fases líquidas, durante el ciclo térmico, lo cual mejora la
densificación y la sinterabilidad. Esto se traduce, en el caso de probetas prensadas a 850 MPa
y sinterizadas a 650 ºC durante una hora, en una disminución de la porosidad del 42% y un
incremento de la resistencia a la tracción y del alargamiento del 60 y 237%, respectivamente,
por la adición de 1% Cu.
5. AGRADECIMIENTOS
Los autores agradecen la financiación recibida de la CICYT, a través del proyecto de
investigación TRA99-0525.
6. REFERENCIAS
1. J. S. Benjamin, M. J. Bomford. Dispersion strengthened aluminum made by mechanical
alloying, Met. Trans. A, 8A, 1301-1305, 1977.
2. J. A. Rodríguez, J. M. Gallardo, E. J. Herrera. Structure and properties of attrition-milled
aluminium powder, J. Mat. Sci., 32, 3535-3539, 1997.
3. J. L. Herrero, J. A. Rodríguez and E. J. Herrera, Crystallite size and microstrains in
degassed mechanically alloyed aluminium powder. 1998 Powder Metallurgy World
Congress, Vol. 1, EPMA, Shrewsbury, UK, 384-389, 1998.
4. Z. A. Munir. Surface oxides and sintering of metals, Powder Metall., 4, 177-180, 1981.
5. L. S. Darken, R. W. Gurry. Physical chemistry of metals, McGraw-Hill, N. Y., 1953.
6. J. A. Rodríguez, J. M. Gallardo, E. J. Herrera. Consolidation of mechanically alloyed
aluminium by double cold pressing and sintering, J. Mat. Proc. Tech., 56, 254-262, 1996.
7. J. A. Rodríguez, J. M. Gallardo, E J. Herrera. An alternative route to the consolidation of
mechanically alloyed aluminium powder, Mater. Trans., JIM, 36, 312-316, 1995.
8. J. J. Fuentes, J. A. Rodríguez, E. J. Herrera. Rotura de probetas sinterizadas de Al AM con
adición de silicio, Anales de Mecánica de la Fractura, 18, 137-144, 2001.
9. Tension test specimen for pressed and sintered metal powders, MPIF Standard 10, Metal
Powder Industries federation, 1963.
10. H. Mehrer. Numerical data and functional relationships in science and technology, III/26,
Springer, Berlin, 1991.
11. F. Farzin-Nia, B. L. Davies. Production of Al-Cu and Al-Cu-Si alloys by PM methods.
Powder Metall., 25 (4), 209-215, 1982.
12. W. Kehl, H. F. Fischmeister. Liquid phase sintering of Al-Cu compacts, Powder Metall.,
3, 113-119, 1980.
13. E. Y. Gutmanas. Cold sintering under high pressure-mechanism and application, Powder
Metall. Int., 15, 129-132, 1983.
433