MANTENIMIENTO PREDICTIVO EN PALAS
Anuncio

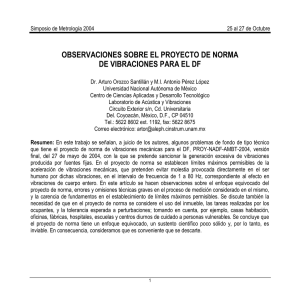
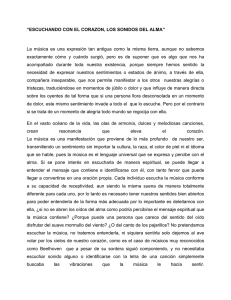
MANTENIMIENTO PREDICTIVO EN PALAS ELECTROMECANICAS DE LA MINERIA Pedro Saavedra González – Carlos Román Ledermann Universidad de Concepción Facultad de Ingeniería Departamento de Ingeniería Mecánica Casilla 53-C Concepción, CHILE. RESUMEN En este trabajo se presentan los fundamentos básicos para la aplicación de un mantenimiento predictivo a las palas electromecánicas utilizadas en la minería. En la primera parte se indica las ventajas y principios del mantenimiento predictivo y la aplicación de estos principios a las palas mineras. Estas son descritas mostrando sus unidades principales y sus transmisiones. Luego se presentan un resumen de las tecnologías predictivas poniendo énfasis en las técnicas especiales hacia las palas. Se detalla también, las condiciones de trabajo de las palas, y sus modificaciones para poder realizar mediciones correctas. Finalmente se presenta un ejemplo de un análisis de vibraciones realizadas a una de las transmisiones de una pala minera. Se concluye que es posible, utilizando las técnicas de análisis actualmente disponibles en los analizadores de vibraciones modernos, implementar un exitoso mantenimiento predictivo-proactivo en las palas electromecánicas de la gran minería del cobre. INTRODUCCION La industria moderna debe ser competitiva y por ello debe disminuir los costos de sus productos. Dentro de esto, la mantención juega un papel fundamental, ya que es la encargada de mantener los equipos productivos en la mejor condición de operación, y evitar dentro de lo posible, las paradas no programadas. Por este motivo, la aplicación de una estrategia de mantenimiento adecuada a la industria es fundamental para la competitividad. La práctica ha llevado que las industrias cambien el mantenimiento preventivo y correctivo por un mantenimiento predictivo-proactivo, con el objeto de disminuir sus costos de mantenimiento además, al desconocimiento de los usuarios en las técnicas especiales de medición requeridas y en el funcionamiento y partes de las maquinas. La experiencia mundial que existe son aplicaciones en máquinas de alta velocidades (>600 cpm), y que trabajen a velocidad y carga constante. Las palas electromecánicas, en cambio, tienen un funcionamiento bien particular, ya que tienen ejes que trabajan a muy bajas velocidades, además de carga y velocidad variable. Por este motivo, el estudio de las palas es un desafío para el mantenimiento predictivo. En la industria minera, la extracción de los minerales se realiza con las palas electromecánicas, donde con pocas paladas llenan un camión de gran tonelaje. Por este motivo, las palas son un elemento crítico en la minería, ya que si pararan por falla, se detendría la extracción, lo que traería consigo una interrupción en la producción. Un mantenimiento predictivo aplicado en las palas electromecánicas en la minería es la solución a los problemas de mantenimiento. Sin embargo, su aplicación ha tenido varias dificultades y sus resultados no han sido los esperados. Esto es debido fundamentalmente al complejo ciclo de ellas, pero Figura 1: Pala electromecánica de la minería. Para una aplicación exitosa de un plan de mantenimiento predictivo-proactivo en las palas, se requerirá entonces de una aplicación integrada de diferentes técnicas predictivas, junto a un conocimiento de los modos de fallas esperables de distintos elementos MANTENIMIENTO PREDICTIVO El mantenimiento predictivo, consiste en evaluar en todo instante la condición de la máquina a través de la medición de síntomas que ella emita al exterior, identificando cualquier problema presente o inminente y prediciendo cuándo deberían realizarse acciones correctivas. El mantenimiento predictivo es análogo a la medicina en seres humanos. Inspección visual, chequeos y completos exámenes médicos son para el cuerpo humano como el mantenimiento predictivo a las máquinas. Hay varios beneficios que pueden obtenerse utilizando una estrategia de mantenimiento predictivo, los cuales incluyen: • La detección de fallas con suficiente antelación permite evitar problemas mecánicos mayores, que podrían transformarse en fallas caras o potencialmente catastróficas. La tecnología predictiva se refiere a un grupo multidisciplinario de técnicas que son las herramientas con que se cuenta para poder evaluar la condición de la máquina. La tecnología para un mantenimiento predictivo incluye análisis de vibraciones, análisis de aceite, termografía infrarroja, detección de ultrasonido u otra técnica de medición de ondas de alta frecuencia y análisis de corriente. A continuación se ilustrará los principios del mantenimiento predictivo, antes mencionado, en las palas electromecánicas. Luego se mostrará su funcionamiento y las modificaciones requeridas, con el fin de poder realizar mediciones correctas. PALAS ELECTROMECÁNICAS Las palas de la minería, son maquinarias modernas de gran tamaño y peso, cuyos baldes son capaces de mover entre 23 y 28 metros cúbicos, es decir, entre 70 y 77 toneladas de mineral de una sola vez. Estas palas son eléctricas y su potencia la obtienen conectándose al tendido de alta tensión o a camiones generadores de electricidad. Las palas en general, constan de tres unidades principales: la maquinaria inferior, el puente giratorio y el equipo frontal. • La detección anticipadas de fallas permite planificar las necesidades de mantenimiento. • El diagnóstico de la condición de la máquina mientras está funcionando, evita abrirla a intervalos regulares de tiempo. La intervención de la máquina se limita a cuando es estrictamente necesario, evitando los problemas de toda partida. Los objetivos o metas que busca la implementación de un programa de mantenimiento predictivo son los siguientes: • Vigilancia de las máquinas: detectar la presencia de un problema y establecer cuan mala es la condición de la máquina. • Protección de las máquinas: Pretende evitar una falla catastrófica a través de paradas automáticas. • Diagnóstico de fallas: Identificar cual es el problema específico que afecta a la máquina. • Pronóstico de vida: Estimar cuanto tiempo más puede trabajar la máquina sin riesgo, una vez diagnosticado un problema en ella. Para una correcta aplicación de un mantenimiento predictivo se necesita los siguientes requisitos como mínimo: un conocimiento completo de la máquina y los potenciales modos de fallas de sus elementos, conocer todas las tecnologías predictivas, con sus respectivos métodos para detectar los “síntomas” de la máquina, y el historial del equipo para saber como ha sido su funcionamiento en el pasado. Figura 2: Esquema de una pala electromecánica. La maquinaria inferior sirve de base para el bastidor rotatorio y contienen el equipo necesario para propulsar la pala. El puente giratorio incluye, el bastidor rotatorio, el depósito de lastre y la casa de máquinas, conteniendo esta última, toda la maquinaria necesaria para las funciones de levante, giro y empuje, como asimismo, los controles para comandar las operaciones mecánicas. La casa de máquinas dispone además, de una sistema filtrador de aire para reducir al mínimo la acumulación de calor y polvo en su interior. La cabina del operador va montada en posición elevada sobre la casa de máquinas y contiene todos los controles para operar la pala. empuje. El esquema muestra el detalle de una maquinaria de empuje. El equipo frontal, ubicado en la parte delantera de la pala, comprende el caballete "A", el balde excavador, el brazo del balde, la pluma, los cables móviles y los tirantes estructurales de la pluma. Las palas electromecánicas tienen un funcionamiento bien característico. Están compuestas de varias maquinarias o transmisiones mayores, donde cada una de éstas se podría describir como una gran caja reductora, ya que a través de una configuración de varios engranajes, reducen la velocidad de giro que entrega un motor eléctrico, para transmitir la potencia a unos tambores que enrollan unos cables o a los ejes motrices para el desplazamiento. Estas maquinarias mayores dan las funciones de levante, giro, empuje y propulsión. Maquinaria de levante (Hoist) La máquina de levante es la encargada de elevar o bajar el balde. Para eso, acciona un motor eléctrico y a través de un tren de engranajes, acciona un tambor que enrolla los cables de acero que van hacia el balde y la pluma. La maquinaria de levante la constituye, un motor eléctrico, un tren de engranajes, freno del tipo de disco y de un interruptor limitador que evita que el extremo del balde tope con las poleas del extremo superior de la pluma. El tren de engranajes está compuesto por un eje motor que va unido, a través de una acoplamiento, al motor eléctrico. Este eje tiene un piñón helicoidal de doble sentido, que engrana con el eje intermedio, que acciona el engranaje intermedio. Este último engranaje, acciona al engranaje de levante que va unido al tambor de levante. Maquinaria de empuje (Crowd) La máquina de empuje o sistema crowd, es la encargada de empujar o recoger la pluma. Para eso, acciona un motor eléctrico y a través de un tren de engranajes, acciona un tambor que enrolla los cables de acero que van hacia el caballete "A" y la pluma. La maquinaria de empuje la constituye un motor eléctrico, un tren de engranajes, freno del tipo de disco y de un interruptor limitador, que previene y/o reduce los impactos entre los topes del brazo del balde y el caballete de soporte, al empujar o retraer el sistema. El tren de engranajes esta compuesto por un eje motor que va unido, a través de una acoplamiento, al motor eléctrico. Este eje tiene un piñón helicoidal simple, que engrana con el primer eje intermedio que acciona al primer engranaje intermedio. Esto se repite con el segundo eje intermedio y acciona al engranaje del tambor que está en el tambor de Figura 3: Esquema de la maquinaria de empuje (CROWD). Maquinaria de giro (Swing) La máquina de giro o sistema swing, es la encargada de hacer girar el puente sobre la maquinaria inferior. Para ello la pala tiene una unidad de giro a cada uno de sus costados. Estas dos unidades son idénticas, exceptuando la posición del motor de giro en cada caja de engranajes. La maquinaria de giro, se compone de un motor acoplado al eje intermedio que va a una caja de engranajes tipo normal o tipo planetarios, la que a su vez acciona el eje vertical. El motor lleva montado un freno del tipo de disco. Maquinaria de propulsión (Propel) La maquinaria de propulsión o sistema propel, se compone de dos unidades separadas, una de las cuales acciona la oruga derecha y la otra la oruga izquierda. Cada unas de estas unidades consiste en un motor acoplado a una caja de engranajes tipo normal o tipo planetarios, la que a su vez acciona el eje de mando de la rueda motriz de la respectiva oruga. Cada motor lleva montado un freno del tipo de disco, y un soplador común proporciona aire de enfriamiento a ambos motores. Esta transmisión es la menos usada en comparación a las otras transmisiones, pero es la que más "sufre" cuando se utiliza, debido a la gran masa que mueve. Al estudiar las maquinarias principales de las palas, como en el esquema anterior, se ve que los elementos críticos de cada transmisión son los rodamientos, engranajes y motores eléctricos. Las fallas características de estos elementos en las palas, son debido al ambiente adverso en que trabaja. En general, los rodamientos y engranajes fallan por una temprana fatiga, debido a las partículas duras de polvo que están entre las pistas de rodaduras, en los rodamientos, o en los flancos, en los engranajes. También, la suciedad produce desbalanceamiento en los motores eléctricos. Otro motivo de falla es por la lubricación inadecuada, ya que el aceite, y la grasa en general pierden sus propiedades, debido a contaminación con agua. la suciedad o a la magnitud medida. Para realizar esto, se utiliza los sensores o transductores. Hay que tener cuidado en utilizar el sensor adecuado y especialmente con un rango de frecuencia adecuado, ya que si la medida esta fuera del rango del sensor, este no lo registrará. Etapa de acondicionamiento: Aquí se acondiciona la señal eléctrica, sea amplificándola para que tenga suficiente potencia para ser captada, bajando la impedancia de manera que al conectarlas a un medidor no varíe su valor, demodularla, integrándola, etc. Figura 4: Engranaje intermedio dañado de la maquinaria de levante hoist. TECNOLOGIAS PREDICTIVAS. A continuación se describen las tecnologías, que ayudan en el mantenimiento predictivo, y sus métodos de utilización, que pueden servir en las palas electromecánicas. Los métodos se describen, en forma general y se indican sus aplicaciones más comunes en las palas. El objetivo es mostrar su existencia y no aprender su utilización. Análisis de vibraciones (Saavedra, 1998) Las vibraciones son el movimiento oscilatorio de una máquina o estructura, alrededor de su posición original de reposo o de equilibrio. El análisis de las vibraciones estudia el estado de la máquina en funcionamiento, pudiéndose detectar algún tipo de falla. Las vibraciones pueden ser ocasionadas por las siguientes causas: • Vibraciones propias al funcionamiento de la máquina: son las vibraciones normales inherentes al funcionamiento de la máquina. Por ejemplo, frecuencia de engrane, frecuencia de pasos de los alabes, etc. • Vibraciones generadas por condiciones inapropiadas de funcionamiento: por ejemplo vibraciones por cavitación en bombas. • Vibraciones provenientes de otras máquinas. • Vibraciones generadas por fallas en la máquina: por ejemplo desalineamiento, solturas, rozamientos, etc. Para realizar un análisis de vibraciones, primero se debe adquirir o medir la vibración emitida por una máquina. Para ello existe una cadena de medición típica con este propósito. Esta cadena la componen las siguientes etapas. Etapa transductora: Aquí se transforma la vibración mecánica a medir (desplazamiento, velocidad, aceleración) en una señal eléctrica proporcional a la Etapa de procesamiento: En esta etapa se procesa la señal con diferentes técnicas, con el fin de rescatar toda la información de la señal medida. Aquí se puede filtrar, analizar en diferentes dominios, ya sea tiempo o frecuencia, medir los valores picos o calcular el RMS de la señal, etc. Etapa de registro: En esta etapa se puede almacenar la señal en un computador o realizar gráficos. Otra forma de adquirir una señal vibratoria para luego ser analizada es a través de una grabadora digital o análoga que registra la vibración en terreno y luego procesa cuantas veces uno quiera. El procesamiento de las vibraciones se realiza en un analizador de vibraciones, que es un instrumento que descompone la señal global captada por un sensor de vibraciones, en sus componentes frecuenciales que la forman. A continuación se detallan algunas técnicas o métodos del análisis de vibraciones especiales para ser aplicadas a las palas. Hay que mencionar que estas técnicas no son las comúnmente conocidas como el análisis frecuencial, análisis de la forma de onda y el análisis de fase. Análisis de vibraciones promediadas sincrónicamente en el tiempo. El promedio sincrónico en el tiempo es una técnica que recolecta señales en el dominio tiempo, las que son sincronizadas mediante un pulso de disparo o de referencia repetitiva (trigger). Una señal sincronizada con un pulso de referencia significa que el inicio de la señal comienza cuando se activa dicho pulso. Estas señales sincronizadas son entonces promediadas en el dominio tiempo. Esta técnica tiene como finalidad separar en el dominio tiempo las componentes que son sincrónicas con el pulso de referencia usado, de las componentes que no son sincrónicas con dicho pulso. Como precaución hay que asegurarse que el trigger utilizado sea estable y repetitivo. Si no lo es, producirá desviaciones aleatorias en la regularidad de la duración del pulso, generando perdidas de datos y la forma de onda en el tiempo no representará la verdadera vibración sincrónica. Algunas aplicaciones del promedio sincrónico en el tiempo son: • Permite separar vibraciones de origen mecánico o eléctrico en el espectro vibratorio de motores de inducción, sea utilizando el trigger a 1x rpm del motor o a la frecuencia de la línea. • Permite aumentar significativamente la razón señal/ruido. Permite ver en el espectro sincrónico, pequeñas componentes escondidas en el ruido aleatorio en los espectros normales. • Permite separar del resto de las vibraciones, las vibraciones que provienen del engrane, efecto de ranuras en motores de inducción, etc. Análisis de las modulaciones en amplitud y frecuencia. Análisis de la envolvente. Análisis de demodulaciones. Es una técnica que permite analizar señales moduladas en amplitud y frecuencia. Esto es útil, ya que algunas fallas generan este tipo de señales. El análisis de envolvente, es una técnica para analizar los cambios de amplitud de las señales vibratorias, en especial, determinar si estos cambios son periódicos o aleatorios y si son periódicos determinar su frecuencia de repetición. Esto permite en muchos casos determinar en forma más fácil la causa de la falla. Los casos donde se producen vibraciones moduladas, son en los rodamientos dañados, engranajes defectuosos (excéntricos, desalineados, dientes agrietados o con errores geométricos) y problemas eléctricos en motores. Este método también es aplicado para capturar ondas de esfuerzos. El procedimiento más común para implementar la demodulación es: 1. Pasar la señal por un filtro pasa alto. (Para analizar la parte del espectro a analizar). 2. Aplicar ganancia apropiada a la señal filtrada. 3. Rectificar la señal. 4. Pasar la señal a través de un filtro pasa bajo para separar las bajas frecuencias moduladoras de las altas frecuencias de la portadora. (El filtro pasa bajo empleado, generalmente es el filtro antialiasing configurado cuando se define la banda de análisis). Análisis de vibraciones en máquinas de baja velocidad. Se entiende por máquina de baja velocidad aquellas máquinas que giran entre 300 cpm (5Hz) y el límite más pequeño de medición posible. La medición de vibraciones de baja frecuencia requiere de técnicas y equipos especiales, que puedan analizar bajas frecuencias, para obtener resultados satisfactorios. Además, es recomendable que para máquinas bajo 100 cpm, aparte de realizar el espectro frecuencial, también se realice la forma de onda. Se debe seleccionar un sensor adecuado para la medición. El sensor generalmente usado para bajas velocidades, son los acelerómetros, ya que los velocímetros miden sobre los 600 cpm y el sensor de desplazamiento, para bajas frecuencias, solo mide vibraciones relativas. Como es característico en los sistemas mecánicos, la aceleración de las vibraciones a bajas frecuencia son pequeñas, por ese motivo que deba usarse un acelerómetro de bajo ruido para que la vibración no quede escondida en el ruido propio del sensor. Se recomienda usar un acelerómetro con sensibilidad de 500 mV/g para máquinas que giren entre 30 a 300 cpm, y una sensibilidad de 1V/g para máquinas que giren bajo los 30 cpm. Esto es para bajar el nivel de ruido. Normalmente, para obtener buenas mediciones, se debería mantener al menos una razón señal/ruido de 5:1. Por otro lado, un acelerómetro de gran sensibilidad, por ejemplo 10 V/g, es bueno para la relación señal/ruido, pero tienen los problemas de ser extremadamente delicados, grandes y de baja frecuencia natural. Mientras menor es la velocidad de rotación de la máquina, menor es el efecto de volante que efectúa el rotor, lo que trae como resultado que la máquina tenga una pobre estabilidad de velocidad de rotación. Esto combinado con el gran tiempo de adquisición de datos que se requiere, hace que frecuentemente las componentes espectrales se dispersen, haciendo difícil su interpretación. Análisis de vibraciones en máquinas de velocidad variable. Se utiliza esta técnica, para analizar las vibraciones en máquinas de velocidad variable o en el análisis de parada o partida de un equipo. Para ello existen dos técnicas: análisis de cascada y el análisis con ajuste de la velocidad (tracking analysis). La primera técnica se basa en que la señal es analizada, dividiéndola en un conjunto de pequeñas señales, casi estacionarias (frecuencia de traslapo, en cada uno de los cuales, la velocidad es aproximadamente constante). Estos resultados son representados a través de un gráfico de cascada (waterfall ó cascade), donde el tiempo o velocidad de giro están en el eje de tercera dimensión. En estos gráficos son fácilmente separadas las componentes que cambian su frecuencia con la velocidad de la máquina, de aquéllas que permanecen a una frecuencia constante, independiente de la velocidad de rotación de la máquina, por ejemplo, resonancias o vibraciones provenientes de otras máquinas. La segunda técnica de análisis de una vibración no estacionaria, es usando un filtro seguidor o tracking filter, sintonizado con la velocidad del eje y registrar los resultados versus la velocidad de rotación de la máquina. Si se utiliza además un medidor de fase, es posible registrar tanto la fase, como la amplitud en función de la velocidad de rotación de la máquina, para obtener el diagrama de Bodé. Otra técnica que se está empezando a utilizar, aunque no esta implementada en los analizadores comerciales, son las Transformadas tiempofrecuencias. Estas transformadas de gran éxito en otras áreas de la Ingeniería (electrónica, radar, etc.), permite obtener la distribución de energía de una señal en el plano conjunto del tiempo y la frecuencia. Esto significa que podemos ver las variaciones en el tiempo de las componentes frecuenciales de la señal. Análisis Peak Value. Análisis S.E.E. Estos métodos consisten básicamente en medir y analizar ondas de esfuerzos generadas en un metal como resultado de impactos de metal con metal, grietas por fatigas, desgaste abrasivo, descostrado (spalling), etc. El análisis de valor pico (peak value), consiste en reemplazar los valores instantáneos tomados para cada intervalo de muestreo, por el valor máximo que ocurre en el más reciente intervalo de tiempo. Análisis de aceite (Troyer, 1995), (Saavedra, 1998) El análisis de aceite es una de las técnicas más importantes en el mantenimiento predictivo. De hecho, se puede catalogar como la segunda herramienta más importante, luego del análisis de vibraciones. Los objetivos por lo que se realiza un análisis de lubricante son los siguientes. • Control de la degradación del lubricante. • Monitorear daño mecánico de componentes. (Desgaste). • Control de contaminación por sólidos, fluidos o gases. • Verificar que se está usando el lubricante adecuado. Control de la degradación del lubricante. Como el lubricante desempeña varias funciones como el control del desgaste, de la corrosión, temperatura, aislamiento eléctrico, transmisión de potencia en máquinas hidráulicas, amortiguación de choques y remoción de contaminantes; es primordial que se encuentre en óptimas condiciones, y para ello se realiza un control para saber verificar sus propiedades, como son la viscosidad, contenido de agua, grado de oxidación, etc. Los problemas más comunes que presentan los aceites lubricantes usados son: • Oxidación con formación de ácidos que atacan y corroen los metales y polímeros de altísimo peso molecular. • Contaminación sólida o fluida. La contaminación por agua es indeseable porque promueve la corrosión y la formación de barros, espumas y emulsiones. • Agotamientos de aditivos. Monitoreo del daño mecánico de componentes. Análisis de residuos. La ventaja de monitorear los residuos de un fluido, es que éste es un verdadero circuito de comunicación entre las diferentes partes del sistema mecánico. Existe una alta probabilidad de obtener la evidencia de fallas, de una variedad de elementos, desde un punto donde se realiza el monitoreo. En algunos casos esto puede ser una desventaja, pues la ubicación precisa de una falla no es inmediatamente identificada. Existen varios tipos de monitoreo del daño mecánico, por ejemplo el análisis espectrométrico y la ferrografía analítica y directa. El análisis espectrométrico, espectrometría, espectrofotometría o espectroscopía de los residuos de aceite, determinan que elementos están presentes en él y sus concentraciones. Esto tiene muchas ventajas en la determinación de su origen. La gran limitación de este análisis es que los tamaños que detecta son menores a 10 micras, y además, detecta solo a veinte metales puros diferentes. La ferrografía analítica es una técnica física, la cual cuantifica y caracteriza la cantidad de desgaste en el sistema. Para ello, analiza las concentraciones, los tamaños y la morfología de las partículas de desgaste. Con estos datos se puede llegar a determinar el mecanismo de desgaste que esta sufriendo la máquina. Termografía infrarroja (Snell, 1995) La termografía Infrarroja es una técnica, no destructiva y sin contacto, por medio de la cual, se hace visible la radiación termal o energía infrarroja que un cuerpo emite o refleja. Esto permite visualizar las distribuciones superficiales de temperatura. Actualmente, existen equipos termográficos que son muy sensibles a las diferencias de temperatura, pudiendo llegar a discriminar décimas de grados Celcius o menos. Además tienen un rango amplio de temperatura de -20°C a 1500°C. Generalmente, cuando un equipo, o un elemento de él, aumenta de temperatura sin ninguna explicación aparente, quiere decir que en él posiblemente hay una falla. Las fallas típicas que hacen aumentar la temperatura son la fricción, exceso o falta de lubricante, chispas eléctricas, etc. En equipos mecánicos se pueden detectar rodamientos defectuosos y sobrecargados, fricción excesiva en superficies deslizantes, lubricación inadecuada en engranajes y rodamientos, desalineamiento en acoplamientos y resbalamiento en embragues y frenos. En equipos eléctricos se puede detectar sobrecalentamiento en motores, fallas en conexiones, desbalances de corriente en circuitos trifásicos, fallas en escobillas, falta de aislación en cables eléctricos, etc. Detección de ultrasonido (Morton, 1995) La detección por ultrasonido es una técnica que se usa para detectar componentes a frecuencias ultrasónicas o de altas frecuencias. Este tipo de frecuencias son emitidas en varios casos por los sistemas mecánicos y eléctricos cuando comienzan a fallar o cuando surgen anomalías en el funcionamiento. La gran ventaja de esta técnica es que detecta en forma incipiente una falla, en cambio el análisis de vibraciones, detecta la falla cuando ya esta formada y causando alteraciones. • Detectar si la corriente está balanceada entre las tres fases: consiste en comparar la amplitud de la corriente eléctrica en cada una de las tres fases. En general, la corriente en cada fase no deberá diferir entre ellas en más de un 3%. El origen de un problema así, se debe a un alambrado incorrecto en el estator, espiras o laminaciones en cortocircuito. • Detectar bandas laterales alrededor de la frecuencia de la línea, para identificar barras del rotor rotas o agrietadas. Esto puede ser producidos por barras rotas o agrietadas, anillos extremos del rotor rotas y en problemas de alambrado en el rotor en motor de inducción de anillos partidos. A continuación se describirá las principales aplicaciones y fallas que son posibles detectar con el método ultrasónico: • Detectar bandas laterales alrededor de la frecuencia de paso de las ranuras para identificar rotores no concéntricos con el estator. Esto se debe por un entrehierro variable, es decir, una excentricidad estática o dinámica. Descargas eléctricas: Los equipos eléctricos, cuando tienen malas conexiones o tienen mal aislamiento, emiten ondas de altas frecuencia. También es detectado el efecto corona eléctrica, que es cuando se ioniza el entorno de un conductor por un exceso de voltaje. Además, cuando la electricidad fluye por el espacio, produciéndose el fenómeno de arco eléctrico, también emiten ondas ultrasónicas. ANALISIS DE UNA PALA Se dice que el funcionamiento de una pala es particular, debido a la forma en que trabaja. Una pala trabaja con ciclos cortos, con velocidad de rotación baja y variable, además de una carga variable. Bajo estas condiciones de funcionamiento transientes, es difícil de analizar las mediciones de vibraciones. Fallas en los rodamientos: Cuando un rodamiento comienza a fallar, desarrollando pequeñas picaduras, se producen impactos que excitan las frecuencias naturales de los elementos del rodamiento. Estas frecuencias naturales son de altas frecuencias y se detectan con el equipo de ultrasonido. También la falta o el exceso de lubricante se puede detectar por ultrasonido. Los ciclos cortos de trabajo son debido a lo simple del proceso, ya que se llena el balde y se carga en el camión. Los movimientos son por ejemplo, subir y bajar el balde, o mover para adelante o para atrás la pluma. Esto demora algunos segundos. Análisis de corriente El análisis de corriente, es una herramienta de apoyo al análisis vibratorio en la evaluación de la condición de motores de inducciones. El análisis de corriente consiste en medir la corriente, mediante un amperímetro de tenazas alrededor de cada una de las fases del motor ensayado a la vez. La corriente medida se introduce entonces al analizador de vibraciones para su estudio. Se debe tener presente, que existen problemas mecánicos como el desbalanceamiento, desalineamiento o flexión del eje, que hacen que el entrehierro varíe entre el rotor y estator, produciendo un síntoma de falla eléctrica, siendo en verdad, un problema de origen mecánico. Por este motivo, cuando se analice un motor eléctrico con un análisis de corriente, primero se debe conocer los orígenes de los problemas mecánicos. Los objetivos del análisis de corriente son: La velocidad de rotación es baja, debido a las grandes masas que se trasladan. Para una mayor velocidad se necesitarían motores con mucha más potencia. Además, el movimiento de traslación de la pala es muy lento. En las palas hay ejes que giran apenas con 5 a 9 cpm. Esto trae consigo problemas de limitaciones de rango de frecuencia de los sensores, aceleración en bajas frecuencias, donde las componentes se esconden en el ruido por ser muy pequeñas. Esta es una característica de la aceleración de los sistemas mecánicos. La velocidad de rotación es variable, debido a lo corto del trabajo. La pala está programada para trabajar a una velocidad de rotación determinada, es decir, la pala acelera con un determinado valor y no alcanza a llegar a su velocidad cuando ya tiene que parar, debido a lo corto del ciclo. Esto tiene la desventaja de no tener una velocidad de giro constante lo que dificulta el análisis frecuencial. La carga es variable, debido al porte del material que levanta. Cuando son rocas pequeñas, levanta más carga, ya que llena más el balde que una gran roca. Por ese motivo, cada palada tiene una masa diferente de material. El problema de esta condición, es que a diferentes cargas, las deformaciones en los dientes de los engranajes son mayores y se pierde más el perfil de evolvente de ellos. Esto trae consigo el aumento de las amplitudes de las vibraciones. La figura 5 muestra la curva de velocidad de un ciclo de trabajo. son las de trabajo. El desafío y la tecnología existente, permite poder realizar mediciones en las condiciones de trabajo verdaderas. ANALISIS DE RESULTADOS A continuación se mostrará un ejemplo práctico de un análisis de vibraciones realizado a un eje de la maquinaria de levante, con el método de tracking analysis. Los datos que se escriben, pertenecen a una pala electromecánica de marca Bucyrus modelo 495-B. Esta pala es una de las más usada en la industria minera para la extracción de material. En la figura 7 se muestra un esquema de la transmisión de levante y datos característicos de ella. Figura 5: Curva de velocidad de un ciclo de trabajo. Por estas características de su funcionamiento, el análisis de datos en una pala es difícil, y hace que el mantenimiento predictivo no de los resultados esperados, sino se usan las técnicas apropiadas. Para poder realizar mediciones en las palas, se debe primero, cumplir unas condiciones que aseguren que las mediciones estén correctas. Estas condiciones se refieren en general a la corrección de la variabilidad de la velocidad y la carga. Una forma de solucionar el problema de velocidad variable es realizar las mediciones con velocidad constante. Para esto se debe bajar la velocidad de rotación programada de la pala. Así, se obtiene un tramo de velocidad más o menos constante, pero esto trae consigo que la aceleración y parada de los ciclos sea más bruscos. Esta situación, de acondicionamiento de la velocidad para que no sea variable, se muestra en la figura 6: Figura 7: Esquema de la maquinaria de levante (Hoist). Motor de levante (hoist) Tipo de motor: Inducción Potencia: 2240 Velocidad de rotación: 799 Datos eléctricos: 1578 700 Número de pares de polos: 3 Número de ranuras estator: 72 Número de barras rotor: 58 Nombre del engranaje Piñón del motor. Eng. Intermedio. Piñón intermedio. Eng. de levante. Figura 6: Curva modificada de velocidad de un ciclo de trabajo. La otra condición de medición, es la carga de trabajo. Para poder realizar mediciones a igual carga, se debe medir con el balde vacío. Esto no es muy real, pero práctico. En resumen, bajo estas dos condiciones se puede simplificar el análisis de las mediciones, aunque no Hp rpm A VAC Par ranuras barras Engranajes Tipo engranaje N° de dientes Helicoidal doble. Z1=16 Helicoidal doble. Z2=168 Helicoidal simple. Z3=17 Helicoidal simple. Z4=146 A continuación se muestra un análisis frecuencial del primer eje de la maquinaria de levante. El punto de medición está en uno de los descansos del eje motriz (descanso 3). Datos del análisis de vibraciones Tipo de sensor: Acelerómetro Sensibilidad del sensor: 0.1 V/G-s Rango de frecuencia en el espectro: 0-4000 Hz. Número de líneas: 1600 líneas Números de promedios: 4 Modalidad de medida: Order tracked Al analizar el espectro y la forma de onda en figura 8, de las vibraciones en el descanso 3 se detectan los problemas que se presentan a continuación. Al analizar la forma de onda, se puede apreciar una vibración modulada en amplitud que es típica de engranajes con un grado de excentricidad o con el eje flectado. Esto se puede apreciar mejor en figura 9. En el análisis espectral primero hay que ubicar las componentes normales a su funcionamiento. Estas son las frecuencias de engrane y sus armónicos y la velocidad de rotación. La frecuencia de engrane tiene como valor para el engrane en el primer eje: fe1= Z1 * rpm1 Donde Z1 es el número de dientes. La componente de la frecuencia de engrane, igual a 16 veces la velocidad de rotación y sus armónicas son claramente detectadas en el espectro Esto se aprecia en el espectro ampliado de figura 10. Por otro lado, se ve en el espectro en frecuencia, componentes en los armónicos de 100 veces la velocidad de rotación. Al analizar individualmente cada grupo de armónicos, se ve que es una señal modulada con una separación entre las bandas laterales de 4 veces la velocidad de rotación. Esto aparentemente son componentes anormales de origen desconocido. (Figura 11) Estas componentes sin razón aparente, no tienen porqué ser provenientes de los engranajes, lo que lleva a analizar vibraciones en los otros descansos. Así, en el descanso 2, del lado carga del motor, se encontraron las mismas componentes, con la misma separación de entre ellas, pero con mayor amplitud. Por lo que se concluye que el origen de esas vibraciones provienen de una falla del motor. 0.04 0.03 0.02 0.01 100 200 300 400 500 Frequency in Order 600 700 800 ROUTE WAVEFORM 22-JUN-99 13:02:03 (Order Tracked) RMS = .1116 PK(+) = .3658 PK(-) = .3021 CRESTF= 3.28 0.4 0.3 0.2 0.1 -0.0 -0.1 -0.2 -0.3 -0.4 SH - Motor Reductor Hoist Pala 57 SH57HO -A3H Aceleración Pto.3 Horizontal 0.020 Route Spectrum 22-JUN-99 13:02:03 (Order Tracked) OVRALL= .1143 A-DG RMS = .0609 CARGA = 100.0 RPM = 300. RPS = 5.00 0.016 RMS Acceleration in G-s ROUTE SPECTRUM 22-JUN-99 13:02:03 (Order Tracked) OVRALL= .1143 A-DG RMS = .1137 CARGA = 100.0 RPM = 300. RPS = 5.00 0 Acceleration in G-s n fe , con n = 1,2,3, ... 8 SH - Motor Reductor Hoist Pala 57 SH57HO -A3H Aceleración Pto.3 Horizontal 0.05 0 0.012 0.008 0.004 0 0 20 40 60 Time in mSecs 80 100 0 Figura 8: Espectro en frecuencia y forma de onda del descanso 3. RMS = .1057 CARGA = 100.0 RPM = 300. RPS = 5.00 0.2 0.1 PK(+) = .3658 PK(-) = .3021 CRESTF= 3.28 -0.0 -0.1 40 60 80 Frequency in Order 100 120 SH - Motor Reductor Hoist Pala 57 SH57HO -A3H Aceleración Pto.3 Horizontal 0.0030 Route Waveform 22-JUN-99 13:02:03 (Order Tracked) 0.3 20 Figura 10: Ampliación del espectro en frecuencia del descanso 3. SH - Motor Reductor Hoist Pala 57 SH57HO -A3H Aceleración Pto.3 Horizontal 0.4 Acceleration in G-s Esto hace que el engrane sea propenso a generar componente subarmónicas de la frecuencia de engrane, es decir, se generan componente a: Route Spectrum 22-JUN-99 13:02:03 (Order Tracked) OVRALL= .1143 A-DG RMS = .0030 CARGA = 100.0 RPM = 300. RPS = 5.00 0.0024 RMS Acceleration in G-s RMS Acceleration in G-s A baja frecuencia el espectro tiene varias componentes juntas entre ellas. Analizando la razón de engrane, se concluye que los engranajes tienen un factor en común 8. Z1 2 *8 4*4 8*2 = = = Z 2 2 * 84 4 * 42 8 * 21 0.0018 0.0012 -0.2 0.0006 -0.3 0 -0.4 25 30 35 40 45 50 55 60 65 70 75 Time in mSecs Figura 9: Ampliación de la forma de onda para ver la modulación en amplitud. 560 570 580 590 600 610 Frequency in Order 620 630 640 Figura 11: Ampliación del espectro en frecuencia del descanso 3 para apreciar las modulaciones. CONCLUSIONES Se puede concluir que el mantenimiento predictivo, aplicado correctamente en la palas electromecánicas de la minería, es una gran ayuda para aumentar la disponibilidad de la máquina de extracción del mineral, además de disminuir sus costos de mantención. REFERENCIAS Drago, R., Fundamentals Butterworths, 1988. Los costos a mediano plazo comienzan a disminuir, debido a la reducción del inventario de repuestos, a la minimización de tiempos improductivos productos de las fallas y a evitar fallas mayores cuando un problema se detecta a tiempo. Esto es a pesar del elevado costo inicial, debido a la adquisición de equipos, capacitación de trabajadores y/o implementación de un laboratorio de análisis de aceite. Ritzel, T. y Lenz, M., Shovel Maintenance at Sierrita, revista Mining engineering, octubre 1997, pp. 29-34. Para un mantenimiento predictivo exitoso, es esencial conocer bien la implementación de las técnicas predictivas y sobre todo, conocer las máquinas tanto en su funcionamiento como en sus elementos de máquinas. También es importante saber la causa y modos de fallas que puede presentar los diferentes elementos la máquina. DESAFIOS Como desafío para desarrollar en el futuro sería, hacer las mediciones en condiciones reales, sin alterar las velocidades normales de funcionamiento y además, con carga en el balde, es decir, con carga variable. Con esto se realizará un mantenimiento predictivo acertado, adquiriendo mediciones en las condiciones reales de trabajo, y no disminuirá la extracción de mineral mientras se efectúan las mediciones. Otro desafío, es la implementación de un sistema de medición que se transfiera por telemetría, es decir, medición de datos a distancia. Esto es muy útil ya que se puede monitorear constantemente la pala trabajando y sobre todo, como seguridad, ya que el lugar donde se toma los datos es muy peligroso e incómodo de trabajar. of Gear Desing, Mohr, G., Technology Overview: Ultrasonic Detection, revista P/PM Technology, agosto 1995, vol 8, N° 4, pp. 56-61. Saavedra, P., Análisis de Vibraciones de Máquinas Rotatorias, NIVEL I, “Bases del Mantenimiento Predictivo y del Diagnóstico de Fallas en Máquinas Rotatorias”, Departamento de Ingeniería Mecánica, Facultad de Ingeniería, Universidad de Concepción. 1998. Saavedra, P., Análisis de Vibraciones de Máquinas Rotatorias, NIVEL II, “Diagnóstico de Fallas en Máquinas Rotatorias Mediante Análisis de Vibraciones”, Departamento de Ingeniería Mecánica, Facultad de Ingeniería, Universidad de Concepción. 1998. Saavedra, P., Análisis de Vibraciones de Máquinas Rotatorias, NIVEL III, “Métodos de Diagnóstico de Fallas Avanzado y Técnicas de Reducción de Vibraciones”, Departamento de Ingeniería Mecánica, Facultad de Ingeniería, Universidad de Concepción. 1998. Snell, J., Infrared Thermography: New Solutions for Both Maintenance and Production Problems, revista P/PM Technology, octubre 1995, vol 8, N° 5, pp. 54-58. Steven, R., Motor Vibration Analysis: Key to Effective Troubleshooting, Revista Power, Enero 1988, pp. 46 – 48, 1988 Troyer, D. y Fitch, J., An Introduction to Fluid Contamination Analysis, revista P/PM Technology, junio 1995, vol 8, N° 3, pp. 54-59. Weaver, C., Time Waveform Analysis and Its Usefulness in Gear Analysis, revista P/PM Technology, octubre 1995, vol 8, N° 5, pp. 30-32.