FRESADO ASISTIDO POR PLASMA DE SUPERALEACIONES
Anuncio

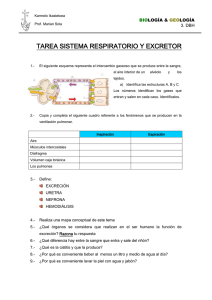
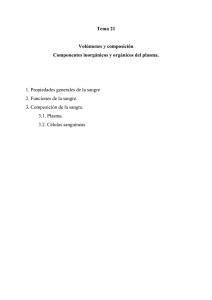
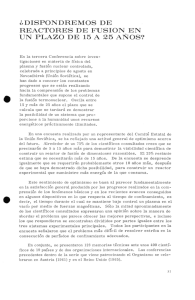
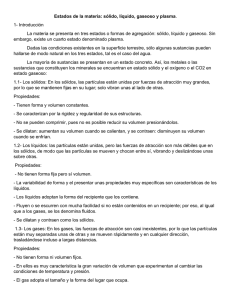
1 FRESADO ASISTIDO POR PLASMA DE SUPERALEACIONES López de Lacalle, L.N. , Lamikiz, A.; Grijalba, D. Departamento de Ingeniería Mecánica. Universidad del País Vasco Escuela Superior de Ingenieros de Bilbao C/Alameda de Urquijo s/n. 48013 Bilbao Fx: 94 6014216 Tf: 94-6014215 Email: [email protected] RESUMEN Un proceso de mecanizado asistido es básicamente un proceso de corte convencional pero que se ve facilitado por el uso de una fuente de energía externa que facilita el proceso de arranque y generación de viruta. Entre estas técnicas se encuentran los procesos asistidos por aportación térmica (TEM Thermal Enhanced Machining), en sus dos variantes, el corte asistido por láser (LAM Láser Assisted Machining) y el asistido por plasma (PAM Plasma Assisted Machining). Este último tiene como ventaja fundamental su bajo coste con relación a la máquina-herramienta donde se instala. En este trabajo se presentan los fundamentos y resultados obtenidos al aplicar la tecnología de asistencia por plasma al proceso de fresado, siendo aplicado al mecanizado de materiales de muy baja maquinabilidad, concretamente a aleaciones termo-resistentes, base níquel y base cobalto, y a aleaciones de titanio. La orientación que ha seguido el trabajo es doble. En primer lugar la asistencia térmica actúa sobre los aspectos más intrínsecos del corte de materiales, como es el comportamiento ante la cizalladura muy intensa del material propia del arranque de viruta con herramienta de geometría definida. Por este motivo la eficiencia del proceso de asistencia debe evaluarse desde su influencia en este mecanismo físico de deformación, estudiado en el presente trabajo desde el punto de vista teórico y experimental. En segundo lugar se trata de un proceso susceptible de ser industrializado, por lo que se deben definir de forma concreta las herramientas, condiciones de corte y parámetros de funcionamiento del generador de plasma. Así se han explorado soluciones basadas en el uso de herramientas de metal duro recubiertas y de cerámica reforzada por whiskers. Otro aspecto estudiado es la posible alteración de las propiedades y estructura del material tras el proceso de mecanizado asistido, lo que dado su aplicación al sector aeronáutico y su alto valor añadido es de gran importancia. Los resultados del proyecto dejan entrever las posibilidades futuras de esta tecnología, y han servido para generar una importante base de conocimiento sobre el corte de los materiales implicados. 1. INTRODUCCIÓN Las técnicas de corte asistido buscan favorecer el mecanizado actuando en los mecanismos intrínsecos de formación de la viruta. A fecha de hoy las dos tecnologías 2 que poseen mayor viabilidad y despiertan mayores expectativas son la asistencia con lubricantes a alta presión (JAM, Jet Assisted Machining)1, y las de asistencia térmica, objeto de este trabajo. La aplicación de calor a la zona de corte durante el mecanizado de aleaciones para la industria aeroespacial, ha sido tenida en cuenta en muy pocos proyectos 2, 3, 4. Mediante esta técnica, conocida como Thermal Enhanced Machining (TEM), el proceso de corte se lleva a cabo a temperaturas entre 400 y 600ºC entre las cuales la resistencia a la cizalla es mucho menor que a temperatura ambiente. Por otra parte, las fuerzas asociadas al proceso de corte descienden considerablemente. Esta técnica sólo se justifica económicamente cuando el material es de muy baja maquinabilidad y por ello, los parámetros de corte, como anchura de corte, avance por diente o velocidad de corte son muy pequeños. Este es el caso de las aleaciones termo-resistentes, como las de base de níquel (Inconel 718: AMS 5596,UNS N07718, 52Ni-19Fe-18Cr-5(Cb+Ta)-3Mo0.9Ti-0.5Al) o las aleaciones de base cobalto (Haynes 25: AMS 5537,L605, UNS R30605, 51Co-20Cr-15W-10Ni-1.5Mn-0.10C-3Fe-0.4Si). Estas aleaciones mantienen sus propiedades mecánicas y buena resistencia a la corrosión incluso por encima de 600ºC.5 El Haynes 25 6, así como el Inconel 718 combinan propiedades que los hacen útiles para ser aplicados en la fabricación de multitud de componentes en la industria aeroespacial, incluidas partes de motores de turbinas de gas para aviones tanto comerciales como militares. El láser 7, 8, así como el plasma 2, 9, pueden ser utilizados como fuentes de calor. El generador láser tiene la ventaja de concentrar mucha energía en el punto de aplicación, pero su gran desventaja es su alto coste. Por el contrario, el equipo de plasma tiene unos costes mucho más reducidos aunque proporciona menor densidad de energía al material y su punto de aplicación es mayor. El que el punto de aplicación sea mayor es en realidad una ventaja ya que puede evitarse la utilización de un sistema preciso de posicionamiento. En esta investigación se ha utilizado la técnica del calentamiento por plasma aplicado al proceso de fresado del Haynes 25, del Inconel 718 y del Ti6Al4V. Tanto los análisis experimentales como los numéricos que se presentan, están orientados hacia la medición de las fuerzas de corte, desgaste de herramienta y la influencia del calentamiento sobre la estructura del metal. 1.1 Bases de la tecnología del fresado asistido por plasma En la figura 1 se aprecia el sistema de aplicación del plasma (gas ionizado). La boquilla de plasma apunta 8-10 milímetros por delante de la fresa en la dirección del avance; esta distancia es suficiente para evitar que la fresa sea afectada por el chorro de plasma, cuya temperatura es mayor de 10000ºC. La boquilla se sitúa a una altura sobre la pieza de 5-6 mm. Con estos parámetros el tamaño del spot calentado es aproximadamente de 3-4 mm de diámetro. El spot de plasma debe ser focalizado justo en el material que va a ser arrancado, evitando calentar la zona ya mecanizada en pasadas previas, tal como se aprecia en la figura 1. Dentro del spot de plasma se distinguen dos zonas: un círculo de máximo calentamiento, en el que la temperatura supera los 700º C, y el área cercana alrededor del spot, donde la transferencia de calor se realiza por conducción a la pieza. La selección correcta de las profundidades axial y radial así como el avance lineal permiten eliminar todo el material calentado en forma de viruta. 3 El centro de fresado utilizado es de 3 ejes, con valores convencionales de giro del cabezal y velocidad de avance (menos de 6000 rpm y no más de 5 m/min). La geometría de la pieza ha de ser simple, con pocas características geométricas que impliquen una variación de la dirección de avance durante el mecanizado, ya que el spot de plasma debe estar aplicado siempre en el camino de la herramienta. Las trayectorias han de ser lineales o con curvas muy suaves. Como se explicará más tarde esta técnica es apropiada para operaciones de desbaste, y no para acabados. Sistema de acople ajustable gas 12 mm F electrodo fresa boquilla ⊕ 5-6 mm 8 mm Zona de máx. calentamiento Zona cercana afectada 2-3 mm viruta Fig. 1 Componentes principales del sistema de asistencia de plasma. Debajo, vista en planta del spot de plasma y la fresa. El fresado asistido por plasma está recomendado para materiales de difícil maquinabilidad, cuyas propiedades mecánicas decrecen solamente cuando se alcanzan altas temperaturas. Entre estos materiales se encuentran las aleaciones de base níquel y cobalto, aceros inoxidables, o aleaciones de alta resistencia. Los parámetros de corte aplicados comúnmente para estas aleaciones son muy conservadores. Otra solución para su mecanizado es la utilización de herramientas caras como PCBN (Polycrystalline Cubic Boron Nitride) y cerámicas reforzadas (Al2O3) por whiskers (CSi). También podría pensarse el uso de esta técnica en aleaciones de titanio, como la Ti6Al4V 8, pero los cambios en la estructura debido a transformaciones metalúrgicas lo desaconsejan, tal como demostraremos. En las tablas 1, 2 y 3 se presentan las propiedades de los materiales ensayados en función de la temperatura. En las tablas 1 y 2 cabe destacar que la resistencia se mantiene elevada aun por encima de los 800º . 4 Calor Densidad Conductividad (g/cc) térmica Temp., ºC específico (J/g K) (W/m K) Room 0.439 8.196 11.4 500 600 750 0.512 0.576 7.979 7.938 14.85 15.9 Tensión residual al 0.2% def. MPa Módulo dinámico. Elasticidad Gpa Punto de fusión 1359 1175 200 12601335 1130 995 173 1155 1000 167 855 760 153 Tabla 1. Propiedades principales del Inconel 718 (Recocido). Calor Densidad Conductividad (g/cc) térmica Temp., ºC específico (J/g K) (W/m K) Room Tensión última Mpa 0.420 9.13 9.4 Tensión última Mpa Tensión residual al 0.2% def. MPa Módulo dinámico. Elasticidad Gpa Punto de fusión 1005 475 225 13201410 19 770 330 210 500 20.7 745 330 203 600 640 285 198 750 Tabla 2. Propiedades principales del Haynes 25 (Laminado en frío-recocido). Calor Densidad (g/cc) Temp., ºC específico (J/g K) Room 0.526 Conductividad térmica (W/m K) Tensión última Mpa Tensión residual al 0.2% def. MPa 4.43 6.7 950 Tabla 3. Propiedades principales del Ti6Al4V. Módulo dinámico. Elasticidad Gpa Punto de fusión 113.8 1660 2. MÉTODO EXPERIMENTAL Los ensayos han sido realizados en un centro de mecanizado convencional con un husillo de 10,5 Kw. de potencia y una velocidad de giro máxima de 6000 rpm. El equipo de generación de plasma es de tipo comercial de arco transferido, con una intensidad máxima de 200 A. La antorcha de plasma consiste en una boquilla de cobre con un orificio de 2 mm de diámetro. Los electrodos utilizados son de tungsteno. Las piezas para los ensayos (Haynes 25 o Inconel 718) se atornillan a una mesa de medición de fuerzas Kistler 9255B. Los primeros ensayos fueron realizados con una velocidad de corte de 94,25 m/min, 500 mm/min de avance, 0,05 mm de avance por diente y 0,5 mm de profundidad de corte. La figura 2 muestra el equipo experimental de mecanizado asistido por plasma. 5 c f a b d e g Fig. 2. Equipo experimental PAM. (a) Inconel 718 o Haynes 25, (b) fresa, (c) antorcha de plasma, (d) Equipo de medición Kistler, (e) generador de plasma, (f) centro de mecanizado de 3 ejes, (g) sistema de posicionamiento de la antorcha en 2 ejes. Todos los ensayos han sido llevados a cabo usando varios equipos de medida, con el fin de registrar las siguientes magnitudes: • Fuerzas de Corte: Las piezas se amarran a una mesa de medición dinamométrica Kistler 9255B que aprovecha sus 8 canales analógicos para medir los valores de Fx, Fy, Fz. La fuerza tangencial es conocida y se obtiene de la proyección de la Fx 2 + Fy 2 . • En algunas piezas de ensayo han sido mecanizados agujeros de un diámetro pequeño con el fin de introducir termopares de tipo K de 1,5mm de diámetro y 70mm de longitud hasta 0,5mm de la superficie calentada. Con estos ensayos se pretende conocer el calentamiento máximo por debajo de la superficie atacada por el plasma. • También se dispuso de una cámara de infrarrojos Nikon LAIRD-S270 para obtener la temperatura máxima en la pieza tras la aplicación del plasma. La frecuencia de escaneado fue de 2 imágenes por segundo. En la figura 3 se muestra una imagen del proceso tomada con esta cámara, y simultáneamente con una cámara CCD dotada de filtro. Virutas Fig. 3. Imagen del proceso PAM tomada por infrarrojos. Imagen del mismo instante con cámara CCD y filtro de luminosidad 6 3. SIMULACIÓN DEL PROCESO DE CORTE DE LAS ALEACIONES TERMO-RESISTENTES Antes de llevar a cabo los ensayos en máquina, se simuló en proceso de corte para conocer el efecto del calentamiento en la reducción de las fuerzas de corte. En la simulación del fresado, se asume corte ortogonal con profundidad variable. Como se muestra en la figura 4, la profundidad inicial que corresponde a fz (avance por diente) decrece gradualmente durante la longitud de corte (ldc). Por otra parte la profundidad axial, ap, será la anchura de corte (adc). No se tendrá en cuenta el ángulo de la hélice. La velocidad periférica de la herramienta es equivalente a la velocidad de corte (Vc). Como el tamaño del spot de plasma (3 o 4 mm) es mayor que fz y ae (ver Fig. 4), la temperatura inicial del material es considerada la misma que la proporcionada por el plasma durante la operación de corte. Para la simulación se ha utilizado un paquete de software de elementos finitos lagrangiano de dos dimensiones 14. Las diferentes condiciones de fresado han sido asumidas incrementando la temperatura del proceso desde la ambiente hasta por encima de los 1000ºC. Las fuerzas de corte (Fx, Fy), el ángulo de corte, la temperatura en la zona de corte, la deformación plástica y la tasa de generación de calor son algunas de la variables analizadas en los cálculos. Vc Fresado Y simulado Fx Ft=Fx fz ae Vc fz ldc adc = ap ldc Fig. 4. Modelización del fresado como un proceso de corte ortogonal. Parámetros de simulación. Third Wave AdvantEdge 1 0.95 0.9 3.4 3.45 3.5 X (mm) 3.55 1.05 1 0.95 3.45 3.5 X (mm) 3.55 976.66 976.66 944.33 944.33 911.99 879.65 911.99 847.31 879.65 814.98 782.64 847.31 750.30 814.98 717.96 685.63 782.64 653.29 750.30 620.95 588.61 717.96 556.28 685.63 523.94 653.29 620.95 588.61 556.28 523.94 3.6 1.1 Y (mm) Y (mm) 1.05 1.1 Y (mm) 1.1 808.11 808.11 755.11 702.12 755.11 649.12 702.12 596.13 543.14 649.12 490.14 596.13 437.15 384.16 543.14 331.16 490.14 278.17 225.17 437.15 172.18 384.16 119.19 66.19 331.16 278.17 225.17 172.18 119.19 663.619 1 0.9 3.4 3.5 3.6 X (mm) Fig. 5. Mallado y campo de temperaturas a 20ºC (izquierda.), 500ºC (centro) y 900ºC (derecha). 1047.88 1047.88 1037.75 1037.75 1027.63 1017.50 1027.63 1007.38 997.25 1017.50 987.13 1007.38 977.00 966.88 997.25 956.75 987.13 946.63 936.50 977.00 926.38 966.88 916.25 906.13 956.75 946.63 936.50 926.38 916.25 906 13 7 160 140 120 100 80 60 40 20 0 1.80 1.70 1.60 1.50 1.40 1.30 1.20 1.10 1.00 0 200 400 600 800 Fx Fx/Fy Fx Fy (N) La figura 5 muestra las temperaturas durante el proceso de corte a 20ºC, 500ºC y 900ºC en los alrededores de la zona de corte para una aleación recocida. Las fuerzas de corte se representan en la figura 6. La componente Fx corresponde a la fuerza tangencial de fresado y Fy es la transversal. En esta figura 6 se aprecia la disminución de Fx; A 500ºC, el valor de la fuerza se reduce un 34%. La otra componente también se reduce aunque más lentamente. Fy Fx/Fy 1000 Temperatures (ºC) Fig. 6 Fuerzas de corte Fx y Fy en función de la temperatura. El cociente Fx/Fy también está representado. 4. RESULTADOS EN ALEACIONES DE COBALTO (HAYNES 25) 4.1 Calentamiento de la aleación Los primeros ensayos estuvieron encaminados al cálculo de la temperatura del material justo después del calentamiento del plasma en la dirección de la profundidad. La temperatura desciende rápidamente a medida que crece la profundidad, con un alto gradiente. En cualquier caso, la superficie y las capas cercanas que serán eliminadas como viruta, alcanzarán diferentes niveles de temperatura. La técnica del plasma, trata de calentar el material sin llegar a fundir su superficie, cosa que no ocurre en la figura 7. En esta caso aparece cordón de soldadura debido a una intensidad den plasma demasiado grande y/o a un avance pequeño. Este hecho debe evitarse 8 Fig. 7. Cordón de soldadura producido por el plasma. Esto ocurre cuando el avance elegido es demasiado pequeño con relación a la intensidad del generador de plasma. Si existe en algún instante fusión del material, el proceso se vuelve impredecible, ya que la fresa corta el material un segundo después de actuar el plasma y para ese instante ya puede haber ocurrido una resolidificación. En la figura 8 se representa la temperatura de un punto a 1mm de profundidad, el pico máximo representa justo el instante en el que el plasma pasa por encima de la superficie del material. ºC 450,000 Intensidad Arc Nozzle Avance Feed mm/min intensity plasma height(mm/min) 350,000 A (A) mm 30 40 50 110 90 90 90 60 6 6 6 60 250,000 6 650 850 650 650 650 850 650 1000 650 Temp 1mm Temp 1 mbajo m under la surface superf.(ºC) (ºC) 171 424 200 429 243.3 345 317 311 247.5 150,000 0 1 2 3 4 5 6 7 8 9 10 11 12 13 Time (s) Fig. 8. Temperatura de un punto 1 mm por debajo de la superficie para una aleación de Haynes 25, a avance constante (650mm/min) y moderada intensidad de plasma (90 Amperios). En la tabla de la figura 8 se muestran los diferentes máximos de temperatura en función del avance de la herramienta y de la intensidad de plasma. Como se puede apreciar, para la misma intensidad la temperatura máxima disminuye al aumentar el avance, mientras que para un avance constante la temperatura aumenta con la intensidad. La altura de la boquilla en todos los ensayos fue de 6mm, aunque éste no es un valor demasiado influyente siempre y cuando se mantenga dentro del rango (47mm). Si se utiliza una cámara de infrarrojos y se toma una imagen de la superficie verticalmente justo después de desactivar el plasma, la temperatura se puede medir aproximadamente, como se ve en la figura 9. Aquí observando el color del spot se aprecia una temperatura máxima superficial de 700-800ºC. 9 700º Avance 400º 100º 3 mm Fig. 9. Temperatura del spot de plasma después de desactivar el arco, en Haynes 25. El diámetro de dicho spot es aproximadamente de 3mm (a 60A y 650mm/min) 4.2 Reducción de las fuerzas de corte Los ensayos realizados en la aleación Haynes 25 se llevaron a cabo con una fresa de 12mm de metal duro (CW) de calidad micrograno (K10), dotadas de recubrimiento TiAlN monocapa (3µm). La geometría de la herramienta es la siguiente: ángulo de hélice 30º, ángulo de incidencia de 10,6º, y ángulo de desprendimiento de 2.5º, como se aprecia en la figura 10. Los parámetros de corte son los abajo indicados salvo el valor de la intensidad del arco de plasma que va cambiando en los ensayos, como se muestra en la tabla 4. El valor en METCUT 1 normal de la velocidad de corte es 20 m/min para esta aleación, así que esto supone un incremento en la productividad del proceso (x3). Ancho de incidencia 1mm Ángulo de desprendimiento 2,5º ap (mm) 1 ae (mm) 2 n (rpm) 1860 fz (mm) 0.05, 7 dientes F (mm/min) 651 Vc (m/min) 70.12 Ángulo de incidencia 10,6º Ángulo de la hélice 30º Fig. 10. Ángulos de la herramienta representados en corte axial de fresa tipo de Z=4. Con estas condiciones la temperatura máxima 1mm por debajo de la superficie (medida con termopares) fue de 350º; dado que ap es 1 mm, se puede conseguir que 10 todo el material arrancado se encontraba entre esta temperatura y los 700ºC de la superficie (Fig. 9). Acerca de la reducción de las fuerzas de corte, se midió Fx 2 + Fy 2 , (directamente relacionada con la Fz) y sus valores se representan en la tabla 4. A la vista de los datos se puede concluir que la reducción de fuerzas es apreciable al aplicar una intensidad de plasma mayor 30A. Por otra parte, para intensidades superiores a 60A aparece cordón de soldadura. Así se delimita para el Haynes 25 y para el avance de 650mm/min el rango de intensidad del plasma entre 30 y 60 amperios. Si se incrementase el avance lineal (usando una fresa de diámetro 16 o 20 por ejemplo) y manteniendo constante el avance por diente, sería posible utilizar una intensidad de plasma más elevada. Intensidad del arco (A) 15 30 40 50 60 Más de 60ª Reducción de Fx 2 + Fy 2 (%) 11.52 21.56 21.60 21.52 28.70 soldadura Tabla 4. Reducción de la fuerza de corte tangencial con relación a la intensidad del arco de plasma. A más de 60A aparece cordón de soldadura en la superficie. 4.3 Desgaste de la herramienta El desgaste de flanco ha sido medido a lo largo de los sucesivos ensayos. En el fresado sin asistencia de plasma el desgaste para 500 mm de longitud de mecanizado es demasiado elevado (más de 0.5mm), y en algunos dientes aparece el fenómeno de chipping o desconchado. En la figura 11 se muestran fotos de este fenómeno. Debe tenerse en cuenta que la velocidad de corte recomendada para esta aleación es 21 m/min como máximo, y los ensayos llevados a cabo han sido a 70 m/min. Para eliminar el chipping o se reduce el avance o se aplica la técnica PAM. 11 Fresado 250 mm Fresado asistido por plasma 500 mm 250 mm 500 mm 1er diente 0 1mm 2o diente chipping 3er diente 4o diente 0.3 mm Fig. 11. Desgaste de franco en cuatro de los siete dientes de la herramienta, con y sin plasma aplicado. En el proceso sin plasma aparece chipping. En las mismas condiciones pero con una intensidad de arco de 60A, los ensayos muestran que el desgaste baja hasta 0.1mm o incluso menos para los mismos 500mm de longitud de mecanizado. Por otra parte ahora no se aprecia el fenómeno de chipping. 4.4 Influencia del proceso de asistencia de plasma en la integridad del material Los ensayos han sido llevados a cabo en la aleación Haynes 25 solubilizada y recocida, con estructura austenítica y una pequeña cantidad de partículas de WCo2. Las aleaciones Haynes 25 son muy sensibles al endurecimiento por deformación debido a las fuerzas de corte. De este modo, pasadas anteriores de mecanizado han endurecido la superficie. La profundidad de las capas afectadas (por el mecanizado) no es muy grande, sólo de medio milímetro. Superficie mecanizada X200 X200 X500 Fig. 12. Endurecimiento por deformación de la aleación de Haynes después del PAM a) superficie previa al mecanizado, b) superficie mecanizada x200, c) ídem x 500. 12 El efecto del calentamiento que se muestra en la estructura del metal en la figura 12 es muy reducido, ya que no hay variación de las fases austeníticas de la aleación. Los valores reales de microdureza en función de la profundidad se muestran en la tabla 5. Profundidad superficie mecanizada 0.05 0.09 0.17 0.23 0.29 0.35 mm bajo la superficie Microdureza 666 (58HRC) 665 584 557 552 487 453 HV50 (45 HRC) ap 1mm eliminado Tabla 5. Microdureza de las piezas mecanizadas por PAM, medida desde la superficie después de haber eliminado la profundidad de corte ap. La dureza del material puro es en HV500 250-270 (24-28 HRC). El incremento de la dureza es debido a un cambio en la estructura cristalográfica de la aleación originada por una transformación alotrópica de fcc a hcp. Esta transformación es debida a la deformación en frío, y el calor actúa oponiéndose a esos cambios 11. Por ello el calentamiento por plasma tiene un buen efecto con respecto a la estabilidad de la aleación de cobalto. 5. RESULTADOS EN ALEACIONES DE NIQUEL (INCONEL-718) 5.1 Introducción Observando los resultados obtenidos en los ensayos del Haynes 25 se demuestra que la aplicación del PAM reduce las fuerzas de corte. Sin embargo este hecho no se refleja en un aumento de la vida de la herramienta, que hubiera sido el efecto deseado. Una hipótesis que explique este de los filos de la herramienta, es que el calor generado en el proceso afecta negativamente a la vida de la fresa. El recubrimiento de TiAlN no es suficiente para garantizar que las elevadas temperaturas que alcanza el material (más de 900ºC) no influyen en el desgaste. Para que el calor generado no afecte negativamente a la herramienta, se eligieron plaquitas de cerámica para continuar los ensayos. Las plaquitas seleccionadas fueron las CC670 de sandvik, de óxido de aluminio con whiskers de carburo de silicio, que son estables hasta casi 2000ºC . El proceso de fresado con este tipo de plaquitas requiere de una gran cantidad de calor en todo momento para evitar la fatiga térmica de la cerámica, por lo tanto la aplicación de plasma es a priori muy recomendable. 5.2 Condiciones de los ensayos El porta-plaquitas utilizado para los ensayos es de diámetro 50mm con capacidad para 3 plaquitas redondas de cerámica. La profundidad de pasada recomendada por el fabricante es ap=3.175mm (1/4 de su diámetro). La profundidad radial máxima de corte está determinado por el spot de calentamiento del plasma; ae=4mm. Las revoluciones máximas que se pudieron obtener del centro de mecanizado utilizado fueron de 13 6000rpm. Con estos parámetros la velocidad de corte es de 942.5 m/min. El avance por diente que recomienda el fabricante para el proceso es 0.096mm/diente. 5.3 Resultados experimentales Todos los ensayos llevados a cabo han mantenido estos parámetros, siendo variable la intensidad de plasma. Con el avance lineal constante y la intensidad variable se consiguen diferentes grados de calentamiento; se ha procedido a medir el desgaste observado en las plaquitas para cada intensidad. En la figura 13 se puede observar que a medida que el calentamiento aumenta el desgaste disminuye, lo cual es el efecto buscado. Pero no es posible incrementar la intensidad del plasma todo lo deseado, ya que para valores superiores a 110A aparece de nuevo cordón de soldadura. A la vista de estos resultados se decidió que los siguientes ensayos fueran a 110 amperios todos ellos, que es el valor para el que existe un menor desgaste y a su vez no llega a haber fusión del material superficial. Desgaste medio (Vbmedio) en función de la intensidad de plasma aplicada 0.4 Vbmedio 0.35 0.3 0.25 0.2 0 30 60 90 110 Intensidad Plasma (A) Fig. 13. Evolución del desgaste medio de la plaquita para una longitud de 273mm mecanizados en función de la intensidad de plasma utilizada. Derecha: detalle del desgaste. 14 La siguiente figura muestra las diferencias en el patrón de desgaste de las plaquitas. Para el proceso de mecanizado sin plasma se produce mayor desgaste de entalladura (en la parte de la plaquita en contacto con la superficie del material) que de flanco (en la parte inferior de la plaquita). Sin embargo a 110A el desgaste de flanco pasa a ser el mayor ya que el de entalladura desciende hasta valores muy inferiores. Con la aplicación de plasma se consigue pues evitar el desgaste excesivo de la plaquita en la entalladura Sin Plasma Desgaste de Flanco Vbmax Flanco Con Plasma a 110A Desgaste de Entalladura Vbmedio Vbmax Entalla Desgaste de Flanco Vbmax Flanco Desgaste de Entalladura Vbmedio Vbmax Entalla Fig. 14. Comparativa de patrones de desgaste de la plaquita para las mismas condiciones de mecanizado sin y con aplicación de plasma. Posteriores ensayos muestran la evolución del desgaste de las plaquitas en función de los milímetros mecanizados. Tomando un desgaste fijo es posible comparar el tiempo que tardan los filos en alcanzar dicho desgaste. Así para Vbmedio=0.4 la plaquita dura sólo 16.85 segundos, mientras que calentando el material a 110A su duración se dobla (33.7 seg.). Lo mismo ocurre para desgaste de 0.8mm, donde la duración pasa de 55 segundos a más de 100. En ambos se ha conseguido doblar la vida de la herramienta, lo cual confirma las posibilidades del proceso. 15 0.9 Posible evolución Sin Plasma 0.8 Plasma 110A 0.7 0.6 23º 12º 0.5 0.4 ap ae N F 0.3 0.2 3,175mm 4mm 6000rpm 972mm/min 0.1 0 0 273 546 819 1092 1365 1638 mm (longitud) s (tiempo) 0.00 3.47 6.93 10.40 13.87 17.34 20.80 cm3 (volumen) Fig. 15. Evolución del desgaste de flanco medio en función de la longitud, volumen y tiempo de mecanizado. Marcadas a trazos las líneas de igual desgaste. Derecha: Geometría de la herramienta utilizada. En estos ensayos no se han medido las fuerzas de corte como en el caso del Haynes 25, pero su reducción puede ser bastante similar a la mostrada en la figura 6, donde se hallaba teóricamente su disminución en función del incremento de temperatura provocado con la técnica PAM. A la vista de los resultados, se puede concluir que la utilización de la técnica PAM para el fresado de Inconel 718 con cerámicas aumenta la productividad del proceso, ya que queda demostrado el aumento de la vida de las plaquitas al 200% aproximadamente. Esto es debido a que el desgaste de entalladura, que es el más acusado en fresado en ausencia de plasma, desaparece casi por completo. No se consigue sin embargo reducir el desgaste de flanco en la parte inferior de las plaquitas, muy probablemente porque no es suficiente el calor que penetra hasta esa profundidad (más de 3 mm). Por otra parte no es posible aumentar dicho calentamiento con un incremento de la intensidad del plasma, ya que fundiría el material superficial y sería perjudicial para el proceso. Una limitación del proceso es que sólo puede ser aplicado a operaciones de desbaste debido a dos motivos: - No es recomendable reducir la profundidad axial (ap), ya que la plaquita cerámica pierde rigidez y aumenta su desgaste. - La trayectoria a seguir por la herramienta ha de ser prácticamente lineal o con curvas muy suaves ya que el spot de plasma debe preceder en todo momento a la herramienta, calentando ésta el material que el plato de plaquitas va a desbastar un instante después. - El ciclo enfriamiento/calentamiento impide una gran precisión en las cotas. 16 6. RESULTADOS EN ALEACIONES DE TITANIO (Ti6Al4V) La aplicación de la técnica de PEM a materiales de baja maquinabilidad podría hacer pensar su conveniencia en el mecanizado de aleaciones de titanio, y más concretamente en la muy utilizada aleación Ti6Al4V, de tipo α+β. Esta tecnología se intentó aplicar en los años 95 en USA y en Europa, en un proyecto Brite Euram III, [Laser Assisted Machining Processes (1990-04-19)], y parece ser se abandonó. Esta misma idea fue corroborada por Von Turkovich 12 en su presentación de 1997 en Bilbao. Sin embargo se han realizado una serie de pruebas de fresado sobre esta aleación, dado que en la referencia 8 se aborda esta posibilidad, y no estaban a priori claras las razones que no aconsejaban su utilización en Titanio, esta “idea genérica” es semejante a la recomendación de no utilización de herramientas recubiertas debido a la contaminación de las piezas que existió en los 90 (se hablaba de ello pero no estaba claramente demostrado). 6.1. Condiciones de los ensayos Se han utilizado herramientas de metal duro (CW) de calidad micrograno, dotadas de recubrimiento TiAlN al igual que las utilizadas en cobalto. Los parámetros de corte son: ap 1mm, ae 2mm, n 1860rpm, fz 0.05mm, F 651mm/min, Vc 70.1m/min. 6.2. Calentamiento producido Se ha procedido a estudiar el aumento de temperatura a 1 mm de la superficie tras el paso del plasma. Todos los datos son con la boquilla a una altura de 6mm y con un avance de 650mm. Con plasma a 30A la temperatura es de 171ºC mientras que a 60A es 247.5ºC. Las temperaturas alcanzadas en este caso son menores que para el Haynes 25 o para el Inconel 718. Esto es debido sin duda a la menor conductividad térmica del material. 6.3. Reducción de fuerzas de corte Las fuerzas de corte disminuyen en las 3 direcciones (Fx, Fy, Fz). Para reflejar cuantitativamente este hecho se compara la Fx 2 + Fy 2 en mediciones de similares características y a diferentes intensidades con los datos de mecanizado sin plasma. Los resultados son los siguientes: A 25A la reducción de fuerzas es del 18%, mientras que a 60A pasa a ser del 31%. Al igual que para el Haynes 25 queda demostrado que existe una reducción en los esfuerzos de corte. 6.4. Estudio metalúrgico tras el PAM de las aleaciones de titanio Se ha procedido a analizar las estructuras metalúrgicas del material tras ser sometido a calentamiento, y a calentamiento con mecanizado posterior. Una primera conclusión es que casi siempre hay fusión del material en la zona calentada, debido a la gran concentración de calor en la zona de aplicación, consecuencia sin duda de la baja conductividad térmica del titanio. La estructura que presenta la zona de transición de sólido a fundido es de tipo widmanstatten, dotada de una mayor dureza (400HV) que el metal base, previamente medida de valor 320 HV. Por tanto es peor en cuanto a mecanizado, además de ser más 17 frágil e impredecible. Así se muestra en la figura 16, que ha sido calentada con intensidad de 60 A, sin mecanizado posterior. 1.35 mm 5.5 mm Fig. 16. Zona calentada sin mecanizar X20, y estructura de la zona límite En conclusión, la estructura del material revela zonas de fusión en todos los casos, y una muy pequeña zona de transición afectada. Tras la solidificación, la estructura es de tipo widmanstatten, cuyo comportamiento al mecanizado es peor que el material original. Este hecho, sumado a los anteriormente comentados, es una de las principales razones por lo que la técnica de asistencia térmica es desaconsejada en el caso de aleaciones de titanio, lo que ha conducido a la no continuación del estudio del PAM sobre este material. CONCLUSIONES Los resultados de los ensayos de mecanizado con plasma llevan a las siguientes conclusiones: Para el Haynes 25: • El nuevo proceso implica una reducción del 25% en las fuerzas de corte cuando se utilizan herramientas de metal duro recubiertas. Esta mejora se da además trabajando a muy altas velocidades, más de 70 m/min. Los valores convencionales son de 20m/min, así que se ha conseguido un 300% de incremento en productividad. • El desgaste de herramienta se reduce con respecto al proceso sin asistencia de plasma, en el cual es frecuente el fenómeno de chipping en los filos. • El calentamiento actúa de forma positiva en el mecanizado del Haynes 25, ya que retarda la transformación alotrópica que implica el endurecimiento por deformación. Para el Inconel 718: • Si bien no ha sido medida en los ensayos, la reducción teórica de las fuerzas de corte se sitúa en valores cercanos al 25%, al igual que para el Haynes 25. • La velocidad de corte en estos ensayos es cercana a los 1000m/min y el caudal de viruta eliminado es de 12.3 cm3/min. Estos valores hacen que el proceso sea altamente recomendado para operaciones de desbaste. • El desgaste de las plaquitas de cerámica se reduce considerablemente, llegando a doblarse la vida de la herramienta en servicio. El desgaste de entalladura desaparece casi por completo. 18 Para el Ti6Al4V: • La técnica de asistencia de plasma queda invalidada para este material ya que la baja conductividad térmica del titanio provoca una concentración de calor en el punto de aplicación, produciéndose fusión y apareciendo una nueva estructura con peor comportamiento al fresado y en condiciones de servicio. Las dificultades para orientar el plasma justo por delante de las diferentes direcciones de avance de la herramienta y las posibles variaciones dimensionales en la pieza mecanizada debido al calentamiento, recomiendan esta técnica para operaciones de desbaste. Se descarta pues la posibilidad de acabados por los posibles problemas dimensionales. Por otra parte el uso de cerámicas para el fresado tiene también su campo de aplicación en operaciones de desbaste, ya que la rigidez de las plaquitas está muy unida a la profundidad de las pasadas de mecanizado, requiriendo éstas alta tasa de evacuación de viruta. La combinación de cerámicas y calor ofrecen pues un excelente resultado cuando se aplican conjuntamente. Para completar el estudio, sólo quedaría tratar temas de la industrialización del proceso tales como las protecciones con que habría que dotar a la máquina para el destello del plasma, o el sistema de acople de la antorcha de plasma a la herramienta. Estos y otros temas serán tratados en una segunda etapa del proyecto. AGRADECIMIENTOS Se agradece a E. Sasía y S. Escudero sus aportaciones a la realización de este trabajo. Se agradecen también los consejos aportados por J. Albóniga y A. Gutiérrez de I.T.P., y las aportaciones de J. González y J.L. Arana del departamento de Materiales de la UPV/EHU. REFERENCIAS 1. METCUT, (1980), Machining data handbook, Institute of Advanced Manufacturing Sciences IAMS. 2. Novak, J.W. , Shin, Y.C. & Incropera, F.P., (1997) Assessment of Plasma Enhanced Machining for Improved machinability of Inconel 718, Journal of Manufacturing Science and Engineering, vol. 119, pp. 125-129 3. Kitagawa,T. & K. Maekawa, K. (1990) Plasma Hot Machining for New Engineering Materials, Wear, vol. 139, pp. 251-267. 4. Weinert, K. (1994), Relation between Process Energy and Tool Wear when Turning Hardfacing Alloys, Annals of the CIRP, vol. 43, n. 1. 5. López de Lacalle, L.N. ; J.Pérez, Llorente, J.I. ; Sánchez, J.A., Advanced Cutting conditions for the milling of aeronautical alloys, Journal of Materials Processing Technology, Vol 100, n, Marzo 2000, pp 1-11 6. L.N. López de Lacalle, A. Lamikiz, Gutiérrez, A. , Turning of thick thermal spray coatings, Journal of Thermal Spray Technology, Vol 10, pp 249-254, 2001 7. Kónig, W., Cronjäger, L., Spur, G., Tónshoff, M. Vigneau & Zdebelick, W.J. , (1990), Machining of New Materials, Annals of the CIRP, vol. 39/1, pp. 673-681. 8. Lesourd, B., Lemaitre, F. & Thomas, T,(1994), Laser assisted hot machining processes, Proceedings of LANE-94, vol 1, pp 389-404. 19 9. Kitagawa, T. , Katsuhiro, K. & Kubo, A., (1988), Plasma Hot Machining for High Hardness Metals, Japan Society of Precision Engineering, vol. 22, n. 2, pp. 145151. 10. Weinert, K. (1994), Relation between Process Energy and Tool Wear when Turning Hardfacing Alloys, Annals of the CIRP, vol. 43, n. 1. 11. ASM HANDBOOK, (1990), vol. 1, Properties and Selection: Irons, Steels and High performance alloys, American Society of Materials. 12. Von Turkovitch, Conferencia sobre Tendencias en Mecanizado, Congreso de Ingeniería Mecánica, 1998, Bilbao 13. López de Lacalle, L.N. , A.Gutiérrez , Llorente, J.I. , Sánchez, J.A. , J.Albóniga, (2000), Using high pressure coolant in the drilling and turning of low machinability alloys, International Journal of Advanced Manufacturing technology, vol. 16, nº 2, pp 85-91. 14. Thirdwave Advantedge V4.0, (2000), Third wave system, Available from: http://www.thirdwavesys.com.