Oct-2007 Compilación de microestructuras de piezas de acero al
Anuncio

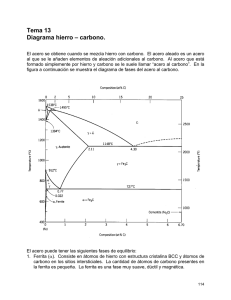
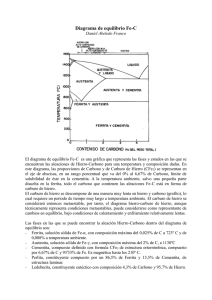
UNIVERSIDAD CENTROAMERICANA “JOSÉ SIMEÓN CAÑAS” COMPILACIÓN DE MICROESTRUCTURAS DE PIEZAS DE ACERO AL CARBONO DE USO FRECUENTE EN EL SALVADOR TRABAJO DE GRADUACIÓN PREPARADO PARA LA FACULTAD DE INGENIERÍA Y ARQUITECTURA PARA OPTAR AL GRADO DE INGENIERO MECÁNICO POR ERICK ALEXANDER MEJÍA PORTILLO OCTUBRE 2007 ANTIGUO CUSCATLÁN, EL SALVADOR, C.A. 1 2 RECTOR JOSÉ MARÍA TOJEIRA, S.J. SECRETARIO GENERAL RENÉ ALBERTO ZELAYA DECANO DE LA FACULTAD DE INGENIERÍA Y ARQUITECTURA EMILIO JAVIER MORALES QUINTANILLA COORDINADOR DE LA CARRERA DE INGENIERÍA MECÁNICA MARIO WILFREDO CHÁVEZ DIRECTOR DEL TRABAJO CARLOS ERNESTO RIVAS LECTOR MANUEL PINEDA 3 4 AGRADECIMIENTOS • A Dios Todopoderoso. • A mis Padres, hermana y abuela. • Ing. Carlos Rivas Director del Trabajo de Graduación. Universidad Centroamericana José Simeón Cañas, UCA. • Ing. Manuel Pineda Asesor y Lector del Trabajo de Graduación Consultora Metalúrgica, CONSULMET S.A. DE C.V. • Ing. Mario Chávez Coordinador de la Carrera de Ingeniería Mecánica. Universidad Centroamericana José Simeón Cañas, UCA. 5 6 DEDICATORIA Primero agradecer a DIOS TODOPODEROSO por haber permitido concluir mis estudios universitarios; a mis padres, Efraín y Margarita por su esfuerzo al proporcionarme lo necesario para salir adelante en todo el proceso de estudio. A la vez, a mi hermana Karla, abuela Maria del Carmen y Claudia Guerra por su apoyo incondicional. Erick Mejía 7 8 RESUMEN EJECUTIVO El término acero se utiliza para nombrar a una familia muy numerosa de aleaciones metálicas que se basa en la mezcla del hierro con pequeñas cantidades de otros elementos químicos. Cuando el elemento principal que se mezcla con el hierro es el carbono, a la aleación resultante se le conoce como acero al carbono. Cuando al acero al carbono se le añaden otros elementos de aleación (como pueden ser cromo, manganeso, etc.) al metal resultante se le conoce comúnmente como acero aleado. La adición de impurezas al hierro puro se hace con el propósito de mejorar sus propiedades mecánicas. Para el caso de los aceros al carbono, dichas propiedades dependen principalmente de la concentración del carbono en la aleación. La economía y el desarrollo tecnológico de un país se han medido con frecuencia en relación al volumen de producción y consumo de acero. Este aleado del acero se hace con el propósito de mejorar las propiedades del metal puro, cuya dureza y tenacidad son funciones de la concertación de C. El carbono influye en las propiedades mecánicas de los aceros al carbono de diversas maneras. Uno de los mecanismos de endurecimiento consiste en transformar la cantidad de las fases que se pueden formar a nivel microscópico en el acero. Cuando se incentiva la formación de una fase con dureza elevada, como la martensita o la cementita, el acero exhibe dureza y resistencia elevadas a nivel macroscópico. La forma mas sencilla de realizar el estudio, es examinando las superficies metálicas a simple vista, logrando determinar de esta forma las características macroscópicas. Este examen se denomina macrográfico y de ellos se extraen datos sobre los tratamientos mecánicos sufridos por el material, es decir, determinar si el material fue trefilado, laminado, forjado, entre otros, comprobar la distribución de defectos como grietas superficiales, de forja, rechupes, partes soldadas. Así mismo, los exámenes macroscópicos se realizan generalmente sin preparación especial, pero a veces es necesaria una cuidadosa preparación de la superficie para poner de manifiesto las características macroscópicas. En macroscopía, se utilizan criterios para el tipo de corte a realizar (transversal o longitudinal) para extraer la muestra dependiendo el estudio a realizar, por ejemplo: i - Corte transversal: Naturaleza del material, homogeneidad, segregaciones, procesos de fabricación, y otros. - Corte longitudinal: Proceso de fabricación de piezas, tipo y calidad de la soldadura y otros. Por otra parte, existe otro tipo de examen que es el examen micrográfico, que representa una técnica más avanzada y se basa en la amplificación de la superficie mediante instrumentos ópticos (microscopio) para observar las características estructurales microscópicas (microestructura). Este tipo de examen permite realizar el estudio o controlar el proceso térmico al que ha sido sometido un metal, debido a que los mismos colocan en evidencia la estructura o los cambios estructurales que sufren en dicho proceso. Como consecuencia de ello también es posible deducir las variaciones que experimentan sus propiedades mecánicas (dependiendo de los constituyentes metalográficos presentes en la estructura). Los estudios ópticos microscópicos producen resultados que no solo son útiles a los investigadores sino también a los ingenieros. Los ensayos micrográficos se realizan sobre muestras o probetas de los materiales que han de ser sometidos a estudio, preparamos una superficie que luego de ser pulida convenientemente, se ataca con reactivos químicos apropiados a la finalidad de la determinación a realizar. Si el examen se ejecuta para analizar una fractura, la que se sospecha provocada por irregularidades en el material, las muestras deberán ser por lo menos dos, una de la propia fractura y otra de una zona intacta de la misma pieza, con el objeto de observar y comparar las modificaciones que ha sufrido la estructura y de las que se podrán deducir y contar con una mayor cantidad de datos, es necesario tener en cuenta además, los tratamientos recibidos por la pieza en su fabricación, como forjado, laminado, recocido, temple, entre otros; pues en muchos casos (forjado y laminado) es beneficio contar con muestras en las distintas direcciones de sus fibras. Como se ha indicado, el estudio en si se hace sobre superficies convenientemente preparadas de dichas muestras o probetas. Esta preparación consiste en llegar a un pulido casi perfecto, para lo cual se parte de un desbaste que ii podríamos llamar grueso, con el fin de aplanar la superficie, lo que se consigue con un ajuste a lima o con el auxilio de devastadoras mecánicas de diseño especial. Los reactivos químicos y sus finalidades son muy variadas, pero en principio se busca con ellos la revelación, por coloración o por corrosión, de los distintos componentes de una estructura metalografica para poder diferenciarlos con facilidad. Por lo general, están constituidos por ácidos o álcalis diluidos en alcoholes, agua o glicerina. Y su elección se hará de acuerdo con la naturaleza química de la estructura a destacar en la muestra. Con tal fin, una vez pulida la superficie se hará en agua, frotándola con un algodón o tela suave para quitarle todo rastro de las operaciones anteriores que pueda presentar, concluyendo esta limpieza con alcohol etílico o solvente similar y secándola con un soplado de aire caliente. Las fotografías obtenidas de estos exámenes, genéricamente llamados "Microfotografías", se logran con la ayuda del microscopio metalográfico, cuyos principios ópticos y de observación no difieren mayormente de los comunes. En él, con iluminación adecuada, se observa por reflexión (los rayos luminosos al incidir sobre el objeto se refleja hacia el ocular), la imagen de la superficie atacada, a través de un sistema de lentes con los que se amplifica según lo que requiera la observación. Por otra parte, con la observación de las estructuras micrográficas y por comparación con microfotografías, es posible deducir el contenido aparente de carbono, finura y variedad de los componentes, clasificación de aceros, reconocer las inclusiones por defectos de fabricación (óxidos, silicatos, oxisulfuros, silicoaluminatos) En El Salvador se utilizan muchas piezas de acero al carbono, o de acero aleado, a nivel industrial. Las propiedades mecánicas de estas piezas dependen en alguna medida de la estructura microscópica que se forme en el material. A la fecha, no se ha realizado un esfuerzo por documentar la microestructura de dichas piezas. El presente documento busca mostrar de manera gráfica la estructura microscópica que se encuentra en algunas piezas de acero de uso frecuente en nuestro medio. iii iv ÍNDICE RESUMEN EJECUTIVO……………………………………………………………………i SIGLAS……………………………………………………………………………………..xi UNIDADES DE MEDIDA………………………………………………………………..xiii PRÓLOGO…………………………………………………………………………............xv CAPÍTULO 1. MICROESTRUCTURA DE LOS ACEROS…………………….................1 1.1 MICROESTRUCTURA……………………………………………………........1 1.2 DIAGRAMA HIERRO-CARBONO (Fe-C)………………………………….....2 1.2.1 FERRITA………………………………………………………............5 1.2.2 CEMENTITA…………………………………………………..……...7 1.2.3 PERLITA………………………………………………..……………..8 1.2.4 AUSTENITA……………………………….………………………….9 1.2.5 MARTENSITA………………………………………………………10 1.2.6 TROOSTITA………………………………………………………....11 1.2.7 SORBITA…………………………………………………………….12 1.2.8 BAINITA……………………………………………………………..12 1.2.9 LEDEBURITA……………………………………………………….13 1.3 DETERMINACION DEL TAMAÑO DEL GRANO…………………………14 CAPÍTULO 2. TRATAMIENTOS TÉRMICOS…………………………………………..15 2.1 CLASIFICACIÓN DE LOS TRATAMIENTOS TÉRMICOS…….…………15 2.2 TRATAMIENTOS TÉRMICOS MÁS COMUNES………………………..…15 2.3 TEMPLE………….……………………………………………………………18 2.3.1 MARTEMPERING……………………………….………………….20 2.3.2 TEMPLE SUPERFICIAL……………………………………………22 2.4 REVENIDO…………………………………………………………………….22 2.5 TEMPLE ISOTERMICO………………………………………………………23 2.6 RECOCIDO…………………………………………………………………….24 2.7 NORMALIZADO…………………...…………………………………………26 2.8 PRINCIPALES TRATAMIENTOS TERMOQUIMICOS…………………….27 2.8.1 CEMENTACIÓN…………….………………………………………27 2.8.2 NITRURACIÓN……………………….……………………………..27 v vi 2.8.3 CIANURACIÓN……………………………………………….…….28 2.9 INFLUENCIA DE LOS TRATAMIENTOS TÉRMICOS EN LAS PROPIEDADES DE LOS ACEROS………………………………………………28 CAPITULO 3 PREPARACIÓN DE MUESTRAS………..……………………………….29 3.1 OPERACIONES A SEGUIR PARA PREPARAR UNA MUESTRA METALOGRÁFICA……………………………………………………………….29 3.1.1 SELECCIÓN DE MUESTRAS…………………….………………...29 3.1.2 TAMAÑO DE MUESTRAS…………………………………………29 3.1.3 CORTE DE MUESTRAS……………………………………………30 3.1.4 MONTAJE DE MUESTRA………………………………………….32 3.1.5 DESBASTE DE MUESTRAS……………………………………….33 3.1.6 PULIDO DE MUESTRAS…………………………………………...35 3.1.7 ATAQUE QUIMICO………………………………………………...35 3.2 ALBUM DE MICROESTRUCTURA…………………………………………37 CAPITULO 4 CONCLUSIONES …………………………………………………..…......53 GLOSARIO ………………………………………………………………………..............55 BIBLIOGRAFÍA…………………………………………………………………...............59 vii viii ÍNDICE DE FIGURAS Figura 1.1 Estructura de granos de Cu……………………………………………………....1 Figura 1.2 Aleación de Al-Cu con precipitados……………………………………………..1 Figura 1.3 Micrografía de Acero (Fe-C)…………………………………………………….2 Figura 1.4 Diagrama Hierro-Carbono……………………………………………………….3 Figura 1.5 Microestructura de la Ferrita…………………………………………………….6 Figura 1.6 Estructura de Ferrita Widmanstaetten…………………………………………...7 Figura 1.7 Microestructura de la Cementita…………………………………………………8 Figura 1.8 Microestructura de la Perlita……………………………………………………..9 Figura 1.9 Microestructura de la Austenita………………………………………………...10 Figura 1.10 Microestructura de la Martensita……………………………………………...11 Figura 1.11 Microestructura de la Bainita………………………………………………….13 Figura 1.12 Tamaño de los granos en la microestructura del acero………………………..14 Figura 2.1 Diagrama de fases del acero……………………………….…………...………16 Figura 2.2 Diagrama TTT………………………………………………………………….18 Figura 2.4 Transformaciones de fase y tratamientos térmicos………………….………….20 Figura 2.8 Estructura de temple más revenido……………………………………………..23 Figura 2.9 Microestructura de un acero ferrítico…………………………………………..24 Figura 2.10 Estructura de normalizado…………………………………………………….26 Figura 3.1 Tamaño de muestras……………………………………………………………29 Figura 3.2 Piezas cortadas en su sección transversal………………………………………30 Figura 3.7 Proceso de embutido……………………………………………………………32 Figura 3.11 Proceso de desbaste y pulido………………………………………………….34 ix x SIGLAS UCA: Universidad Centroamericana José Simeón Cañas CONSULMET: Consultora Metalúrgica HBN: (Hardness Brinell Number) HRA, HRB, HRC: (Hardness Rockwell series A, B, C) HVN: (Hardness Vickers Number) xi xii UNIDADES DE MEDIDA. g gramo lbf Libra fuerza MPa Mega Pascal N Newton Pa Pascal psi Libra de fuerza por pulgada cuadrada ºC Grados Celsius xiii xiv PRÓLOGO Metalografía es la ciencia que estudia las características estructurales o constitutivas de un metal o aleación relacionándolas con las propiedades físicas y mecánicas. Entre las características estructurales están el tamaño de grano, forma, porcentajes y distribución de las fases que comprenden la aleación y de los defectos, tales como: las inclusiones no metálicas, así como la presencia de segregaciones y otras irregularidades que profundamente pueden modificar las propiedades mecánicas y el comportamiento general de un metal. Mucha es la información que puede suministrar un examen micrográfico. El principal instrumento para la realización de un examen micrográfico es el microscopio metalográfico, con el cual es posible examinar una muestra con aumentos que varían entre 50 y 2000. Objetivo principal de la metalografía es la realización de una reseña histórica del material buscando conocer su macroestructura y su microestructura, nivel de inclusiones no metálicas, tratamientos térmicos a los que haya sido sometido, calidad de los tratamientos térmicos y tratamientos termoquímicos, microrechupes, microporosidaes, macro y microsegregaciones con el fin de determinar si dicho material cumple con los requisitos para los cuales ha sido diseñado. Se conocerá los porcentajes y distribución de fases que componen la aleación y la calidad, forma y tamaño de las inclusiones no metálicas, así como la presencia de segregaciones y otras irregularidades. Es muy útil para determinar si un metal o aleación satisface las especificaciones en relación a trabajos mecánicos. Si bien para un estudio de la estructura microscópica se necesita una preparación aún más cuidadosa de la superficie, el procedimiento de preparación de la superficie es básicamente el mismo para ambos ensayos metalográficos (microscópico y macroscópico). Los cuatro pasos básicos que se requieren para preparar la superficie para su observación son: 1) Corte transversal, 2) Montaje, 3) Desbaste y pulido, 4) Ataque. Los pasos a seguir en el procedimiento de preparación es el mismo para todos los materiales difiriendo solo las herramientas de corte y el grado de finura de los papeles de esmeril, según la dureza del material. El reactivo de ataque a utilizar depende del tipo de aleación. xv xvi CAPITULO 1 1. MICROESTRUCTURAS DE LOS ACEROS 1.1 MICROESTRUCTURA • Microestructura: las propiedades mecánicas y físicas de un material dependen de su microestructura. Esta puede consistir en una “simple” estructura de granos o fases microscópicas en un material. Por ejemplo: Figura 1.1 Estructura de granos de Cu puro. Fuente: TECNUN, Diagramas de fase y transformaciones de fase, Capítulo 7. Figura 1.2 Aleación de Al-Cu con precipitados de CuAl2. Fuente: TECNUN, Diagramas de fase y transformaciones de fase, Capítulo 7. 1 • Fase: porción homogénea de un sistema que tiene características físicas y químicas uniformes: un material puro, un sólido, un líquido o un gas se consideran fases. Si una sustancia sólida, puede existir en dos o más formas (por ej., puede tener tanto la estructura FCC como BCC), cada una de estas estructuras es una fase separada. • Componente: un metal y/o un compuesto que forma parte de una aleación. Por ejemplo: Mezcla agua-hielo a 0ºC: tiene un componente: H20 y dos fases: sólido y líquido. En la micrografía (figura 1.3) de un acero al carbono enfriado lentamente se tienen dos componentes: Fe y C, y se observan dos fases, una de color claro y la otra de color oscuro. Figura 1.3 Micrografía de Acero (Fe-C) Fuente: TECNUN, Diagramas de fase y transformaciones de fase, Capítulo 7. 1.2 DIAGRAMA HIERRO-CARBONO (Fe-C) Los microconstituyentes que usualmente se presentan en las aleaciones de aceros al carbono son: ferrita, cementita, perlita, austenita, martensita, bainita. Existen otras fases como troostita, sorbita y ledeburita, las cuales no se presentan muy frecuentemente a nivel industrial. También pueden estar presentes constituyentes no metálicos como óxidos, silicatos, sulfuros y aluminatos. Los análisis de micro-estructura de los aceros al carbono recocidos deben realizarse en base al diagrama meta estable hierro-carbono. 2 Figura 1.4 Diagrama Hierro-Carbono Fuente: http://www.stes.es/extremadura/principal_archivos/diagramasdefases.pdf 3 La adición de elementos de aleación al hierro influye en las temperaturas a que se producen las transformaciones alotrópicas (propiedad del hierro de presentarse bajo estructuras cristalinas diferentes, o fases que ocurre a diferentes temperaturas cuando este se encuentra en estado sólido), entre estos elementos de aleación, el más importante es el carbono. En el diagrama (figura 1.4), aparecen tres líneas horizontales, las cuales indican reacciones isotérmicas. La parte del diagrama situada en el ángulo superior izquierdo de la figura se denomina región delta. En ella se reconocerá la horizontal correspondiente a la temperatura de 1493 ºC como la típica línea de una reacción peritéctica (reacción metalúrgica que contiene aproximadamente ¼ fase δ y ¾ fase liquido, y aparece la fase γ, por consiguiente habrá tres fases presentes, desaparece la fase δ y queda aproximadamente 50% fase γ y 50% fase liquido) la ecuación de esta reacción puede escribirse en la forma: Líquido + δ Enfriamiento γ (Ec. 1.1) Calentamiento Siendo la fase delta (derivada de la fase delta de hierro) con estructura b.c.c. y la fase gamma (derivada de la fase gamma del hierro) es conocida como austenita con una estructura f.c.c. La máxima solubilidad del carbono en el hierro delta (de red cúbica centrado en el cuerpo) es 0,10 % de C, mientras que el Fe γ (de red cúbica centrado en las caras) disuelve al carbono en una proporción mucho mayor. En cuanto al valor industrial de esta región es muy pequeño ya que no se efectúa ningún tratamiento térmico en este intervalo de temperaturas. La siguiente línea horizontal corresponde a una temperatura de 1130 ºC, esta temperatura es la de solidificación del eutéctico y la reacción que en ella se desarrolla es: Líquido Enfriamiento γ + Fe3C (Ec. 1.2) Calentamiento Mezcla eutéctica La mezcla eutéctica, por lo general, no se ve al microscopio, ya que a la temperatura ambiente la fase γ no es estable y experimenta otra transformación durante el enfriamiento. La última línea horizontal, se presenta a los 723 ºC, esta línea corresponde a la temperatura de formación del eutectoide, y al alcanzarse en un enfriamiento lento la fase γ debe 4 desaparecer. La ecuación de la reacción eutectoide (reacción metalúrgica que ocurre durante el enfriamiento del acero. Todas las fases involucradas en este proceso son sólidas: durante el enfriamiento, una fase se transforma en otras dos, por difusión en estado sólido. Esto se materializa en la diferente estructura que adoptan los átomos, agrupándose en zonas en las cuales los aleantes están claramente diferenciados, como por franjas, aunque no se aprecia sino en el microscopio) que se desarrolla puede expresarse por: Enfriamiento γ α+ Fe3C (Ec. 1.3) Calentamiento Mezcla eutectoide En función del contenido de carbono suele dividirse el diagrama de hierro-carbono en dos partes: una que comprende las aleaciones con menos del 2 % de carbono y que se llaman aceros, y otra integrada por las aleaciones con más de un 2 % de carbono, las cuales se llaman fundiciones. A su vez, la región de los aceros se subdivide en otras dos: una formada por los aceros cuyo contenido en carbono es inferior al correspondiente a la composición eutectoide (0,77 %C) los cuales se llaman aceros hipoeutectoides, y la otra compuesta por los aceros cuyo contenido se encuentra entre 0,77 y 2 %, y que se conocen por aceros hipereutectoides. Los microconstituyentes que presenta el diagrama de equilibrio para los aceros al carbono son: 1.2.1 FERRITA (Hierro α) Es una solución sólida de carbono en hierro α, su solubilidad a la temperatura ambiente es del orden de 0.008 % de carbono, por esto se considera como hierro puro, la máxima solubilidad de carbono en el hierro alfa es de 0,0259 % a 723 °C. 5 Figura 1.5 Microestructura de Ferrita. Fuente: http://www.esi2.us.es/IMM2/Pract-html/ferrita.html La ferrita es la fase más blanda y dúctil de los aceros, cristaliza en la red cúbica centrada en el cuerpo, tiene una dureza de 95 Vickers y una resistencia a la tracción de 28 kg/mm2, llegando hasta un alargamiento del 35 al 40 %. (http://www.uam.es/docencia/labvfmat/labvfmat/practicas/practica4/fases%20del%20acero. htm). La ferrita se observa al microscopio como granos poligonales claros. En los aceros al carbono de menos de 0.6 %C, la ferrita puede aparecer como granos mezclados con los de perlita; formando una red o malla que limita los granos de perlita, en los aceros de 0.6 a 0.85 %C aparece en forma de agujas o bandas circulares orientadas en la dirección de los planos cristalográficos de la austenita como en los aceros en bruto de colada o en aceros que han sido sobrecalentados y soldados. Este tipo de estructura se denomina Widmanstatten (ver figura 1.6) 6 Fig. 1.6 Estructura conocida como Ferrita Widmanstaetten, se muestra el interior de un grano de austenita de miles de micrómetros, correspondiente a una muestra metálica tomada de Veas-01, y analizada en la Universidad Técnica de Clausthal, Alemania. Fuente: http://rodolfonovakovic.blogspot.com/2005/11/widmanstaetten-fe-ni-y-widmanstaetten.html La ferrita también aparece como elemento eutectoide de la perlita formando láminas paralelas separadas por otras láminas de cementita, en la estructura globular de los aceros de herramientas aparece formando la matriz que rodea los glóbulos de cementita, en los aceros hipoeutectoides templados, puede aparecer mezclada con la martensita cuando el temple no ha sido bien efectuado. 1.2.2 CEMENTITA Es el carburo de hierro de fórmula Fe3C, contiene 6.67 %C y 93.33 % de hierro, es el microconstituyente más duro y frágil de los aceros al carbono, alcanzando una dureza Brinell de 700 (68 HRC) y cristaliza en la red ortorrómbica. (http://www.uam.es/docencia/labvfmat/labvfmat/practicas/practica4/fases%20del%20acero. htm). 7 CEMENTITA Figura 1.7 Microestructura del acero 1 %C, red blanca de cementita Como se observa en la figura 1.7, con un color blanco aparece cementita primaria o proeutéctica en los aceros con más de 0.9 %C, formando una red que envuelve los granos de perlita; así formando parte de la perlita como láminas paralelas separadas por otras láminas de ferrita (http://www.utp.edu.co/~publio17/laboratorio/micro_acero.htm). 1.2.3 PERLITA Es el micro-constituyente eutectoide formado por capas alternadas de ferrita y cementita, compuesta por el 88 % de ferrita y 12 % de cementita, contiene el 0.77 %C. Tiene una dureza de 250 Brinell, resistencia a la tracción de 80 kg/mm2 y un alargamiento del 15 %.(http://www.uam.es/docencia/labvfmat/labvfmat/practicas/practica4/fases%20del%20ace ro.htm). El nombre de perlita se debe a las irisaciones que adquiere al iluminarla, parecidas a las perlas. La perlita aparece en general en el enfriamiento lento de la austenita y por la transformación isotérmica de la austenita en el rango de 540 a 727°C. 8 Figura 1.8 Microestructura del acero al carbono, granos oscuros de perlita. Fuente: http://www.utp.edu.co/~publio17/laboratorio/micro_acero.htm Si el enfriamiento es rápido (100-200 °C/seg.), la estructura es poco definida y se denomina sorbita, si la perlita laminar se somete a un recocido a temperatura próxima a 723 °C, la cementita adopta la forma de glóbulos incrustados en la masa de ferrita, denominándose perlita globular. 1.2.4 AUSTENITA Es el constituyente más denso de los aceros y está formado por una solución sólida por inserción de carbono en hierro γ. La cantidad de carbono disuelto, varía de 0.8 al 2 % C que es la máxima solubilidad a la temperatura de 1130 °C. La austenita no es estable a la temperatura ambiente; pero existen algunos aceros inoxidables al cromo-níquel denominados austeníticos cuya estructura es austenita a temperatura ambiente. La austenita está formada por granos cúbicos centrados en las caras, con una dureza de 305 Vickers, una resistencia a la tracción de 100 kg/mm2 y un alargamiento del 30 %, no es 9 magnética.(http://www.uam.es/docencia/labvfmat/labvfmat/practicas/practica4/fases%20de l%20acero.htm). Figura 1.9 Microestructura de la austenita. Fuente: http://rodolfonovakovic.blogspot.com/2006/03/aleaciones-de-fierro.html En la figura 1.9, y semejando a un hexágono deformado, se puede apreciar la forma de un grano de austenita en un corte bidimensional plano. La austenita no puede atacarse con nital, se disuelve con agua regia en glicerina apareciendo como granos poligonales frecuentemente cuando sufrió deformación plástica, puede aparecer junto con la martensita en los aceros templados. 1.2.5 MARTENSITA Es el constituyente de los aceros al carbono y aceros especiales, está conformado por una solución sólida sobresaturada de carbono o carburo de hierro en ferrita y se obtiene por enfriamiento rápido de los aceros desde su estado austenítico a altas temperaturas. 10 El contenido de carbono suele variar desde muy poco carbono hasta el 1 % de carbono, su dureza varía con su contenido de carbono hasta un máximo de 0.7 %C. Figura 1.10 Microestructura de la martensita. Fuente: http://www.neokatana.com/web/nihonto/ciencia/ciencia_metal.htm La martensita tiene una dureza de 50 a 68 Rc, resistencia a la tracción de 170 a 250 kg/mm2 y un alargamiento del 0.5 al 2.5 %, muy frágil y presenta un aspecto acicular formando grupos en zigzag con ángulos de 60 grados. (http://www.utp.edu.co/~publio17/laboratorio/micro_acero.htm) Los aceros especiales suelen quedar demasiado duros y frágiles, inconveniente que se corrige por medio del revenido que consiste en calentar el acero a una temperatura inferior a la crítica inferior (727 °C), dependiendo de la dureza que se desee obtener, enfriándolo luego al aire o en cualquier medio. 1.2.6 TROOSTITA Es un agregado muy fino de cementita y ferrita, se produce por un enfriamiento de la austenita con una velocidad de enfriamiento ligeramente inferior a la crítica de temple por transformación isotérmica de la austenita en el rango de temperatura de 500 a 600 °C, o por 11 revenido a 400 °C. Como norma general la velocidad de calentamiento (calentamiento a la temperatura máxima y permanencia a dichas temperaturas), es moderada, se requiere una hora de calentamiento por cada 20 mm, de espesor o dimensión transversal media de la pieza. Sus propiedades físicas son intermedias entre la martensita y la sorbita, tiene una dureza de 400 a 500 Brinell, una resistencia a la tracción de 140 a 175 kg/mm2 y un alargamiento del 5 al 10%. Es un constituyente nodular oscuro con estructura radial apreciable a unos 1000X y aparece generalmente acompañando a la martensita y a la austenita. (http://www.utp.edu.co/~publio17/laboratorio/micro_acero.htm). 1.2.7 SORBITA Es también un agregado fino de cementita y ferrita. Se obtiene por enfriamiento de la austenita con una velocidad de enfriamiento bastante inferior a la crítica de temple por transformación isotérmica de la austenita en la zona de 600 a 650 °C, o por revenido a la temperatura de 600 °C. Su dureza es de 250 a 400 Brinell, su resistencia a la tracción es de 88 a 140 kg/mm2, con un alargamiento del 10 al 20 %. (http://www.utp.edu.co/~publio17/laboratorio/micro_acero.htm). Con pocos aumentos aparece en forma muy difusa como manchas; pero con 1000X toma la forma de nódulos blancos muy finos sobre fondo oscuro, de hecho tanto la troostita como la sorbita pueden considerarse como perlita de grano muy fino. 1.2.8 BAINITA Es el constituyente que se obtiene en la transformación isotérmica de la austenita cuando la temperatura del baño de enfriamiento es de 250 a 580 °C. Se diferencian dos tipos de estructuras: la bainita superior de aspecto arborescente formada a 500-580 °C, compuesta por una matriz ferrítica conteniendo carburos. Bainita inferior, formada a 250-400 °C tiene un aspecto acicular similar a la martensita y constituida por agujas alargadas de ferrita que contienen delgadas placas de carburos. 12 La bainita tiene una dureza variable de 40 a 60 HRC (da Costa, 2005: p.50) comprendida entre las correspondientes a la perlita y a la martensita. Figura 1.11 Micrografía 0.30%C 0.48%Mn 1.17%Cr 0.45%Mo 0.24%V 0.55%W 0.053Ti 0.0012B, bainita granular, aumento 100X. Fuente: ww.materia.coppe.ufrj.br/.../f10_13.html Los constituyentes que pueden presentarse en los aceros aleados son los mismos de los aceros al carbono, aunque la austenita puede ser único constituyente y además pueden aparecer otros carburos simples (que contiene aproximadamente un 0,5% de manganeso, hasta un 0,8% de carbono, y el resto de hierro) y dobles (que contiene otros elementos además del manganeso). 1.2.9 LEDEBURITA La ledeburita no es un constituyente de los aceros, sino de las fundiciones. Se encuentra en las aleaciones Fe-C cuando el porcentaje de carbono en el hierro aleado es superior al 25% es decir que consta de 1.75% de C, siendo el 100% un 7% de C. La ledeburita se forma al enfriar una fundición líquida de carbono (de composición alrededor del 4.3% de C) desde 1130 ºC, siendo estable hasta 723 ºC, decomponiéndose a partir de esta temperatura en ferrita y cementita 13 1.3 DETERMINACIÓN DEL TAMAÑO DEL GRANO La determinación del tamaño de grano austenítico o ferrítico, puede hacerse por la norma ASTM, por comparación de la microfotografías de la probeta a 100X, con las retículas patrón numeradas desde el 1 para el grano más grueso hasta el 8 para el grano más fino. En el sistema ASTM el tamaño del grano austenítico se indica con un número convencional n, de acuerdo con la formula: logG = (n-1) log2 Donde G es el número de granos por pulgada cuadrada sobre una imagen obtenida a 100 aumentos; este método se aplica a metales que han recristalizado completamente, n es el número de tamaño de grano de uno a ocho. 1 2 4 5 7 8 3 6 Figura 1.12 Forma, tamaño y distribución de los granos en la microestructura del acero para comparación a 100X. Fuente: http://html.rincondelvago.com/metalografia.html 14 CAPITULO 2 2. TRATAMIENTOS TÉRMICOS En general, un Tratamiento Térmico consiste en calentar el acero hasta una cierta temperatura; mantenerlo a esa temperatura durante un tiempo determinado y luego enfriarlo, a la velocidad conveniente. El objeto de los tratamientos térmicos es cambiar los microconstituyentes de los metales, principalmente de los aceros. 2.1 CLASIFICACIÓN DE LOS TRATAMIENTOS TÉRMICOS Los tratamientos térmicos pueden dividirse en dos grandes grupos: 1º Tratamientos sin cambio de composición, la composición química del metal no sufre ningún cambio. 2º Tratamientos con cambio de composición, los que añaden nuevos elementos a sus propios componentes o cambian la proporción de los existentes. De aquí que se llamen con más propiedad Tratamientos Termoquímicos. 2.2 TRATAMIENTOS TÉRMICOS MÁS COMUNES En todo tratamiento térmico se distinguen tres fases: 1° Calentamiento hasta la temperatura adecuada. 2° Mantenimiento a esa temperatura hasta obtener uniformidad térmica. 3° Enfriamiento a la velocidad adecuada. De acuerdo con las variantes de estas fases se obtienen los distintos tratamientos. Calentamiento Fase 1ª Si en esta fase se llega a la temperatura de transformación superior, toda la estructura se convierte en austenita. Si el calentamiento es suficientemente lento, la transformación se logra a las temperaturas que aparecen en la figura 2.1 15 Figura 2.1 Diagrama de Fases del Acero. Fuente: http://www.metalia.es/fichaarticulos.asp?id=68&sub=21 Si el calentamiento se hace a distintas velocidades, la transformación empieza y termina tanto más tarde cuanto mayor se la velocidad, aún para el mismo acero. 16 Mantenimiento a Temperatura constante Fase 2ª Esta fase tiene por objeto lograr el equilibrio entre la temperatura del centro y la periferia y con ello la homogeneización de la estructura. Deberá ser tanto más larga cuanto más rápido haya sido el calentamiento. Enfriamiento Controlado Fase 3ª Es la fase decisiva en la mayoría de los tratamientos. Para lograr el constituyente deseado hay que partir de la estructura austenítica, si queremos que haya transformación. Si esta tercera fase se hace escalonadamente, es decir, enfriando rápidamente hasta una cierta temperatura y luego se la mantiene a esa misma temperatura durante el tiempo suficiente, se comprueba que también se logra la transformación. Se dice de estas transformaciones que son a temperatura constante o isotérmica. Las transformaciones isotérmicas tienen la ventaja, sobre las logradas en el enfriamiento contínuo, de que la estructura resulta muy homogénea, mientras que en el enfriamiento contínuo pueden resultar varios tipos de fases. Uniendo los puntos de principio de transformación resulta una curva característica para cada acero. A la izquierda o por encima de ella, todo está en forma austenita. Uniendo los puntos finales de transformación se obtiene otra curva, detrás de la cual o debajo de ella toda la masa estará transformada. Estas se llaman de las "eses" por su forma característica, y al diagrama se le llama de las TTT (Transformación, Tiempo, Temperatura). Las temperaturas Ms y Mf son muy importantes y representan el principio y el final de la transformación en martensita, como se muestra en la figura 2.2. 17 Figura 2.2 Diagrama TTT. Fuente: http://www.metalia.es/fichaarticulos.asp?id=68&sub=21 Con estas curvas resulta fácil comprender los efectos de los tratamientos térmicos. Variando las fases se pueden variar los resultados. 2.3 TEMPLE El temple (quenching) tiene por fin formar martensita para dar a un metal aquel punto de resistencia que requiere para ciertos usos. Los constituyentes más duros y resistentes son las martensita y la cementita. Para lograr estos constituyentes, se sigue este proceso: Fase 1ª El calentamiento se hace hasta alcanzar la austenización completa en los aceros de menos de 0.9% de C; y entre la A1 y Acm para los que pasan de 0.9% de C. En la figura 2.3 aparece la zona adecuada de calentamiento, en función del C. 18 Figura 2.3 Fuente: http://www.metalia.es/fichaarticulos.asp?id=68&sub=21 Fase 2ª El mantenimiento debe ser suficiente para alcanzar la homogeneización entre el núcleo y la periferia. Las piezas gruesas necesitarán más tiempo que las delgadas. Si la velocidad en la fase 1ª fue grande, hay que alargar el tiempo de permanencia de la fase 2ª Fase 3ª La velocidad de enfriamiento debe ser tal, que no penetre la curva de enfriamiento en la S, hasta llegar a la temperatura Ms de la martensita. El éxito del temple estriba en el conocimiento exacto de los puntos de transformación y del empleo del medio adecuado para lograr la velocidad suficiente de enfriamiento A continuación se muestra la representación esquemática del tratamiento térmico en el diagrama TTT: 19 Fig. 2.4 Transformaciones de fase y tratamientos térmicos. Fuente: CTMat 2.3.1 Martempering Así se llama a cierto tipo de temple diferido, la primera y segunda fase son iguales a las del temple con enfriamiento continuo. En la fase tercera se enfría la pieza rápidamente, sin llegar a la temperatura Ms y se la mantiene así unos momentos sin alcanzar la curva de principio de transformación. Con ello se logra una uniformidad térmica; se vuelve a enfriar seguidamente y se logra la transformación deseada: martensita. Seguidamente se enfría hasta la temperatura ambiente. A continuación se muestra la representación esquemática del tratamiento térmico en el diagrama TTT: 20 Fig. 2.5 Transformaciones de fase y tratamientos térmicos. Fuente: CTMat Figura 2.6 Fuente: TECNUN, Diagramas de fase y transformaciones de fase, Capítulo 7. 21 2.3.2 Temple superficial Es un nombre que, como su mismo nombre indica, no alcanza más que a la superficie de la pieza. Se emplea para obtener piezas superficialmente duras y resilientes en el núcleo. Fase 1ª Se calienta la pieza a gran velocidad, cuidando que sólo llegue a la temperatura de austenización el espesor deseado de la periferia. Fase 2ª No existe, ya que no interesa lograr la homogeneización. Fase 3ª Se enfría rápidamente para lograr la transformación martensítica de la periferia. 2.4 REVENIDO Es un tratamiento posterior al temple y que tiene por objeto: 1º Eliminar las tensiones del temple y homogeneizar el total de la masa 2º Transformar la martensita en estructuras perlíticas finas, menos duras pero más resilintes que la martensita. Fase 1ª Se calienta siempre por debajo del punto crítico A1. La temperatura alcanzada es fundamental para lograr el resultado deseado. Fase 2ª En general, el mantenimiento no debe ser muy largo. Fase 3ª Se enfría en aceite, agua o al aire; en algunos aceros esta fase es muy importante. Durante el revenido, se consigue, por difusión atómica, la formación de martensita revenida (ver figura 2.7): es decir, la descomposición en las fases estables: ferrita y cementita, en forma de una dispersión muy fina de cementita en una fase ferrítica. De esta forma, se consigue aumentar la tenacidad del acero templado, conservando valores de resistencia considera 22 Figura 2.7 Fuente: TECNUN, Diagramas de fase y transformaciones de fase, Capítulo 7. 2.5 TEMPLE ISOTERMICO Pueden obtenerse efectos semejantes al del temple y revenido con un solo tratamiento, que consiste en lograr la transformación de austenita a temperatura constante y próxima a la Ms, pero por encima de ella. Se alcanza así una estructura bainítica, con buena dureza y resiliencia y se evitan peligros del temple tales como tensiones y grietas y la fragilidad del revenido. Este tratamiento se llama Austempering. Fig. 2.8 Estructura de Temple más Revenido. Temple 850 ºC 1h/agua. Revenido 525º C 2h/aire. HRB=104 250X Fuente:http://sisbib.unmsm.edu.pe/BibVirtual/Publicaciones/geologia/v02_n4/acero60_3.htm 23 2.6 RECOCIDO Consiste en un tratamiento térmico con el cual los metales adquieran de nuevo la ductilidad o cualidades perdidas por otros tratamientos térmicos u operaciones mecánicas, lo primero es calentar un material a alta temperatura durante un tiempo y luego enfriarlo lentamente para eliminar tensiones residuales, incrementar ductilidad y tenacidad. Los tratamientos de recocido se suelen aplicar a materiales deformados en frío para reducir los efectos del endurecimiento por deformación y aumentar así su ductilidad para su trabajo posterior. Durante el recocido tienen lugar procesos de: 1.Restauración: la densidad de dislocaciones disminuye gracias a la activación de la difusión a altas temperaturas. 2. Recristalización: nuevos granos sustituyen a los granos deformados. 3. Crecimiento de grano. En la figura 2.9 se muestra un ejemplo de ello. Figura 2.9 Microestructuras de un acero ferrítico antes de la deformación, después de la deformación y después de un tratamiento de recocido con recristalización. Fuente: TECNUN, Diagramas de fase y transformaciones de fase, Capítulo 7. 24 2.6.1 Recocido de regeneración Es el empleado para que un acero, que por distintas causas haya adquirido un grano muy grande, quede a grano normal y con pequeña dureza. 2.6.2 Recocido de ablandamiento Se emplea este recocido para ablandar aceros que ya sea por mecanizado, ya sea por forja o laminación han quedado duros y difíciles de mecanizar. Con él se logran durezas más pequeñas y una maquinabilidad más fácil. 2.6.3 Recocido contra acritud Se emplea este recocido para quitar acritud (estado en que se encuentra el acero que perdió su ductilidad y maleabilidad) a aceros pobres en carbono, cuando se han trabajado en frío, como sucede en el trefilado, estirado, embutido, etc. La acritud puede llegar a ser tal que resulte imposible continuar la operación que se realizaba sin peligro de rotura o de grietas. Es un recocido similar al de ablandamiento, pero a menor temperatura. 2.6.4 Recocido isotérmico Se emplea este recocido principalmente para herramientas de acero de alta aleación. 1º Se calienta y mantiene la herramienta por encima de la temperatura crítica superior. 2º Se enfría rápidamente por debajo de la A1 y próxima a ella. 3º Se mantiene a esa temperatura hasta terminar la transformación. 4º Y se deja enfriar hasta alcanzar la temperatura ambiente. 2.6.5 Recocido (annealing) Tratamiento a elevada temperatura, con máxima velocidad de transformación, seguido de enfriamiento lento. El objetivo de este tratamiento térmico es formar las fases de equilibrio 25 en el acero (ferrita + perlita ó cementita + perlita). El acero recocido adquiere su mayor ductibilidad y menor resistencia posible. 2.7 NORMALIZADO Es un tratamiento que solamente se da a los aceros al carbono y aleados Es similar al recocido de regeneración, pero la fase tercera se hace enfriando al aire ambiente. Fig. 2.10 Estructuras de Normalizado a 850º C 250X Fuente: http://sisbib.unmsm.edu.pe/BibVirtual/Publicaciones/geologia/v02_n4/acero60_3.htm Isotérmico Fig. 2.11 Transformaciones de fase y tratamientos térmicos. Fuente: CTMat 26 2.8 PRINCIPALES TRATAMIENTOS TERMOQUÍMICOS A este grupo pertenecen los tratamientos de cementación, nitruración y cianuración. La finalidad de todos ellos es la de obtener una capa exterior muy dura y resistente, mientras el núcleo de la pieza queda con menor dureza, esto se les aplican a las piezas que necesitan dureza superficial, considerando su tenacidad por ejemplo piezas como ejes, engranajes, y se logran haciendo que el acero absorba el elemento requerido aislándolo en una atmósfera controlada o dentro de un horno también con atmósfera controlada. 2.8.1 Cementación Consta este tratamiento de dos fases fundamentales: 1ª Enriquecimiento superficial de carbono. Se logra calentando el acero a unos 900º C, en presencia de sustancias ricas en carbono y capaces de cederlo, para unirse al hierro y formar carburo de hierro. La mayor o menor penetración, desde algunas décimas hasta 2 ó 3 mm de este enriquecimiento, depende de la duración de la operación de la energía de las sustancias y de la temperatura alcanzada. La duración puede ser de pocos minutos y hasta de varias horas. Las sustancias cementantes pueden ser sólidas, líquidas o gaseosas. 2ª La segunda fase es el temple; con él se logra que la capa exterior adquiera gran dureza mientras el núcleo permanece sin cambios. Cuando la primera fase ha sido muy larga, se suele intercalar entre la primera y la segunda un recocido de regeneración. Los aceros empleados para cementar deben ser pobres en carbono. 2.8.2 Nitruración Es un procedimiento en el cual, por la absorción de nitrógeno, se obtiene una fina capa de nitruros de hierro de gran dureza. Para ello se colocan las piezas en una caja herméticamente cerrada por la que se hace circular gas amoniaco, que a 500º C cede el nitrógeno y se combina con el hierro. La operación es lenta, de 20 a 80 horas, y el espesor de la capa muy pequeño. No necesita temple posterior. El acero debe ser adecuado. 27 2.8.3 Cianuración Es una variante de la cementación y nitruración por la que las sustancias ceden nitrógeno y carbono. Se realiza con sustancias en estado líquido y tiene la ventaja de que es muy rápido. Se obtienen pequeñas penetraciones y el temple se hace aprovechando el calor de la primera fase. 2.9 INFLUENCIA DE LOS TRATAMIENTOS TÉRMICOS EN LAS PROPIEDADES DE LOS ACEROS Cuando un acero está formado por un solo constituyente, sus características son las del constituyente. Cuando está formado por varios, que es lo más común, entonces sus propiedades son un promedio de las propiedades de los mismos constituyentes o fases. Los tratamientos cambian las fases de los aceros y por consiguiente cambian también sus propiedades mecánicas. En líneas generales se puede decir: Del temple: que aumenta la dureza, la resistencia a la tracción, el límite elástico, y que disminuye la resiliencia y el alargamiento. Del recocido: que aumenta el alargamiento y la resiliencia y disminuye la resistencia y la dureza. Del revenido: disminuye la resistencia, el límite elástico y la dureza; mientras que aumenta el alargamiento y la resiliencia. Hay que cuidar mucho la temperatura, entre los 200 °C y 400º C para evitar efectos contrarios en la resistencia. 28 CAPITULO 3 3. PREPARACIÓN DE MUESTRAS 3.1 OPERACIONES A SEGUIR PARA PREPARAR UNA MUESTRA METALOGRÁFICA. 3.1.1 Selección de muestra: parte más importante debido a que su resultado final dependerá de la buena elección de la muestra. Antes de seleccionar la muestra debe saberse lo que se quiere estudiar, analizando las caras longitudinales y transversales de la pieza. Las muestras analizadas son de naturaleza de estudio de investigación y se seleccionó hacer un corte transversal a las piezas para revelar la siguiente información: Las variaciones en la estructura del centro de la superficie. La distribución de impurezas no metálicas a través de la sección. 3.1.2 Tamaño de la muestra: siempre que se pueda, debe ser tal que su manejo no encierre dificultad en la operación. Generalmente el tamaño no es más de 12 a 25 milímetros si es cuadrado el material, o aproximadamente 12 a 25 mm de diámetro si el material es redondo. (Norma ASTM E3-95) En las muestras analizadas el tamaño se encuentra en el rango descrito anteriormente. En la figura 3.1 se muestran el tamaño de las muestras a utilizar. Fig. 3.1 Muestras ya cortadas dentro de tubos de PVC en donde serán embutidas. 29 3.1.3 Corte de la muestra: las muestras analizadas se cortaron con sierra de mano, aunque este método de corte no es ventajoso. El corte mediante este método ocasiona superficies irregulares con valles excesivamente altos, dando como efecto más tiempo de aplicación de las técnicas de preparación de las muestras. Generalmente este tipo de corte es utilizado para extraer probetas de piezas muy grandes, para poder luego proceder con el corte abrasivo y adecuar la probeta a los requerimientos necesarios. En las figuras 3.2 a 3.6 se muestran las piezas cortadas en su sección transversal. Fig. 3.2 Tensor galvanizado Fig. 3.3 Argolla cerrada de ½” 30 Fig. 3.4 Perno y tuerca hexagonal de ½” x 1” Fig. 3.5 Grillete Fig. 3.6 Eslabón de cadena de ¼” galvanizada 31 3.1.4 Montaje (Embutido) de muestras: Con frecuencia, la muestra a preparar, por sus dimensiones o por su forma, no permite ser pulida directamente, sino que es preciso montarla o embutirla. El material del que se componen estas puede ser Lucita (resina termoplástica) o Bakelita (resina termoendurecible). En las figuras 3.7 a 3.11 se muestra el proceso de embutido. Fig. 3.7 Primero se elaboró la resina. Fig. 3.8 Se colocó la resina dentro de los tubos de PVC. 32 Fig. 3.9 Se colocó un poco más de resina dentro de los tubos de PVC. Fig. 3.10 Muestras recién embutidas. Fig. 3.11 Muestras 48 horas después del embutido. 3.1.5 Desbaste de muestras: Después de montada las muestras, se inicia el proceso de desbaste sobre una serie de hojas de esmeril o lija con abrasivos más finos, sucesivamente. El proceso de desbaste se divide en 3 fases: Desbaste grueso, Desbaste intermedio y 33 Desbaste final. Cada etapa de preparación de probetas metalograficas debe realizarse muy cuidadosamente para obtener al final una superficie exenta de rayas. Desbaste Grueso: Es el desbaste inicial, que tiene como objetivo planear la probeta. El papel de lija utilizado es de carburo de silicio con granos de 80 a 120. En cualquier caso, la presión de la probeta sobre la lija debe ser suave, para evitar la distorsión y rayado excesivo del metal. Desbaste Intermedio: En esta fase se utilizó los papeles de lija No.320 y 400. Desbaste Final: Se realizó de la misma forma que los anteriores, con papel de lija No.500 y 600. En todo caso, en cada fase del desbaste se utilizó como sistema refrigerante agua. Cada vez que se cambie de papel, debe girarse 90 grados, en dirección perpendicular a la que se seguía con el papel de lija anterior, hasta que las rayas desaparezcan por completo. Se utilizó una pulidora de discos, a las que se le fijó los papeles de lija adecuado en cada fase de la operación. En la figura 3.11 se muestra el desbaste realizado. Fig. 3.11 Muestra siendo desbastada por una lija Nº 500. 34 3.1.6 Pulido de muestras: la última aproximación a una superficie plana libre de ralladuras se obtuvo mediante un paño húmedo cargado con partículas abrasivos de pasta de diamante. Se realizaron 3 procesos de pulido de cada muestra. En la figura 3.12 se muestra el pulido realizado. Fig. 3.12 Muestra siendo pulida por un paño y pasta de diamante. Fig. 3.13 Muestras pulidas sin ataque químico. 3.1.7 Ataque químico a las muestras: permite poner en evidencia la estructura del metal o aleación. El ataque químico que se realizó fue colocar gotas de Nital al 1% sobre la cara 35 pulida completa con un gotero, aproximadamente por unos 30 segundos. Luego se lavó la probeta con agua, y se secó en corriente de aire. El fundamento se basa en que el constituyente metalográfico de mayor velocidad de reacción se ataca más rápido y se verá más oscuro al microscopio, y el menos atacable permanecerá más brillante. Para cada muestra se tomaron dos fotomicrografia: la primera siendo sin ataque químico y la segunda siendo con ataque químico, el reactivo utilizado fue Nital 1. Se utilizo un microscopio metalográfico por medio de un haz de luz horizontal de una fuente de luz es reflejado, por medio de un reflector de vidrio plano, hacia abajo a través del objetivo del microscopio sobre la superficie de la muestra. Un poco de esta luz incidente reflejada desde la superficie de la muestra se amplifica al pasar a través del sistema inferior de lentes, y continuará hacia arriba a través del reflector de vidrio plano; luego, una vez más lo amplificará el sistema superior de lentes, el ocular. Cada objetivo posee un aumento diferente. El poder de amplificación inicial del objetivo y del ocular está generalmente grabado en la base del lente. Cuando se utiliza una combinación particular de objetivo y ocular y la longitud adecuada de tubo, la amplificación total es igual al producto de las amplificaciones del objetivo y del ocular. Por ejemplo, con un objetivo 20X y un ocular 10X se obtiene una amplificación de 200X. 36 3.2 ALBUM DE MICROESTRUCTURA PIEZA Nº 1 DESCRIPCIÓN.Consta de 3 segmentos: 1A – gancho 1B – cuerpo del tensor 1C - argolla CARACTERISTICAS.Nombre: Tensor Galvanizado de ½” Material: Acero al Carbono PROCESO.Se realizó el corte en la sección transversal de cada segmento luego se realizaron 3 micrografias confirmar la calidad del material. 1A 1B 37 1C para SEGMENTO 1A FOTOMICROGRAFIA Nº 1 SIN ATAQUE SE OBSERVAN PEQUEÑAS INCLUSIONES DE COLOR OSCURO, AUMENTO 100X INCLUSIÓN FOTOMICROGRAFIA Nº 2 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA FORMADA POR GRANOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS), AUMENTO 100X ATAQUE QUÍMICO NITAL 1. 38 SEGMENTO 1B FOTOMICROGRAFIA Nº 3 SIN ATAQUE SE OBSERVAN PEQUEÑAS INCLUSIÓN INCLUSIONES GLOBULARES DE COLOR OSCURO, AUMENTO 100X FOTOMICROGRAFIA Nº 4 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA FORMADA POR GRANOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS), Y SE ESPERARÍA UNA ORIENTACIÓN PREFERENCIAL ORIGINADA POR EL FORJADO EN CALIENTE DEL MATERIAL AUMENTO 100X ATAQUE QUÍMICO NITAL 1. 39 SEGMENTO 1C FOTOMICROGRAFIA Nº 5 SIN ATAQUE SE OBSERVAN POCAS INCLUSIONES PEQUEÑAS DE INCLUSIÓN COLOR OSCURO, AUMENTO 100X FOTOMICROGRAFIA Nº 6 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA FORMADA POR GRANOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS), AUMENTO 100X ATAQUE QUÍMICO NITAL 1. 40 PIEZA Nº 2 DESCRIPCIÓN.Consta de 2 segmentos: 2A – argolla 2B – tuerca hexagonal de ½” galvanizada CARACTERISTICAS.Nombre: Argolla Cerrada de ½” Material: Acero al Carbono PROCESO.Se realizó el corte en la sección transversal de cada segmento luego se realizaron 2 micrografias para confirmar la calidad del material. 2A 2B 41 SEGMENTO 2A FOTOMICROGRAFIA Nº 7 SIN ATAQUE SE OBSERVAN POCAS INCLUSIONES PEQUEÑAS PEQUEÑAS INCLUSIONES DE COLOR OSCURO, AUMENTO 100X FOTOMICROGRAFIA Nº 8 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA DE GRANOS FORMADOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS), AUMENTO 100X - ATAQUE QUÍMICO NITAL 1. 42 SEGMENTO 2B FOTOMICROGRAFIA Nº 9 SIN ATAQUE SE OBSERVAN PEQUEÑAS INCLUSIONES DE COLOR INCLUSIÓN OSCURO, AUMENTO 100X FOTOMICROGRAFIA Nº 10 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA DE ACERO DE BAJO CARBONO, LA DEFORMACIÓN PLÁSTICA ES EXTENSA EN LA ZONA DE FABRICACIÓN DEL HILO DE ROSCA, FORMADA POR GRANOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS), AUMENTO 100X ATAQUE QUÍMICO NITAL 1. 43 PIEZA Nº 3 DESCRIPCIÓN.Consta de 2 segmentos: 3A – Perno Hexagonal de ½” x 1” 3B – Tuerca hexagonal de ½” CARACTERISTICAS.Nombre: Perno Hexagonal de ½” Material: Acero al Carbono PROCESO.Se realizó el corte en la sección transversal de cada segmento luego se realizaron 2 micrografias para confirmar la calidad del material. 3A 3B 44 SEGMENTO 3A FOTOMICROGRAFIA Nº 11 INCLUSIÓN SIN ATAQUE SE OBSERVAN PEQUEÑAS INCLUSIONES DE COLOR OSCURO, AUMENTO 100X FOTOMICROGRAFIA Nº 12 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA FORMADA POR MÁS GRANOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS), ACERO BAJO EN CARBONO AUMENTO 100X - ATAQUE QUÍMICO NITAL 1. 45 SEGMENTO 3B FOTOMICROGRAFIA Nº 13 SIN ATAQUE SE OBSERVAN PEQUEÑAS INCLUSIONES DE COLOR OSCURO, AUMENTO 100X INCLUSIÓN FOTOMICROGRAFIA Nº 14 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA DE ACERO DE BAJO CARBONO, LA DEFORMACIÓN PLÁSTICA ES EXTENSA EN LA ZONA DE FABRICACIÓN DEL HILO DE ROSCA, FORMADA POR GRANOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS), AUMENTO 100X ATAQUE QUÍMICO NITAL 1. 46 PIEZA Nº 4 DESCRIPCIÓN.Consta de 2 segmentos: 4A – Cuerpo del Grillete 4B – Pin del Grillete CARACTERISTICAS.Nombre: Grillete Material: Acero al Carbono PROCESO.Se realizó el corte en la sección transversal de cada segmento luego se realizaron 2 micrografias para confirmar la calidad del material. 4A 4B 47 SEGMENTO 4A FOTOMICROGRAFIA Nº 15 SIN ATAQUE SE OBSERVAN INCLUSIONES DE COLOR OSCURO, AUMENTO 100X INCLUSIÓN FOTOMICROGRAFIA Nº 16 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA FORMADA POR MÁS GRANOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS), ACERO BAJO EN CARBONO AUMENTO 100X - ATAQUE QUÍMICO NITAL 1. 48 SEGMENTO 4B FOTOMICROGRAFIA Nº 17 SIN ATAQUE SE OBSERVAN PEQUEÑAS INCLUSIONES DE COLOR OSCURO, AUMENTO 100X INCLUSIÓN FOTOMICROGRAFIA Nº 18 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA FORMADA POR GRANOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS) CASI IGUALES, AUMENTO 100X - ATAQUE QUÍMICO NITAL 1. 49 PIEZA Nº 5 DESCRIPCIÓN.CARACTERISTICAS.Nombre: Cadena de ¼” galvanizada ¼” x 250 kg Material: Acero al Carbono PROCESO.Se realizó el corte en la sección transversal de la cadena luego se realizó 1 micrografía para confirmar la calidad del material. 5A 50 SEGMENTO 5A FOTOMICROGRAFIA Nº 19 SIN ATAQUE SE OBSERVAN PEQUEÑAS INCLUSIONES DE COLOR OSCURO, AUMENTO 100X INCLUSIÓN FOTOMICROGRAFIA Nº 20 CON ATAQUE SE OBSERVA UNA MICROESTRUCTURA QUE HA SIDO NORMALIZADA, ACEOR BAJO EN CARBONO, FORMADA POR GRANOS DE FERRITA (CLAROS) Y GRANOS DE PERLITA (OSCUROS), AUMENTO 100X ATAQUE QUÍMICO NITAL 1. 51 52 CAPITULO 4 4. CONCLUSIONES El trabajo de metalografía se realizó con el fin de obtener toda la información que es posible encontrar en la estructura de las probetas de algunas piezas de uso frecuente en la industria de acero al carbono. Durante la observación de las fotomicrografías la mayoría de las piezas presenta inclusiones pequeñas; estas piezas no tendrían que presentar inclusiones por el tipo de uso que tienen en la práctica. El tiempo de ataque químico a las probetas influye en el momento de diferenciar las fases. Las piezas 2, 3 y 5 son aceros de bajo carbono según lo que se observó en las micrografías, por lo tanto al realizar el proceso de preparación metalográfica se torno difícil porque se formaban muchos planos en la superficie transversal de las piezas y esto pudo ocasionar que al visualizar en el microscopio las fotomicrografías se vieran difusas en su contorno. 53 54 GLOSARIO Aleación: sustancia formada por la combinación de dos o más elementos donde por lo menos uno de ellos es un metal y eso le da carácter metálico. Alotropía: cambio de fase que ocurre en un metal puro a diferentes temperaturas cuando este se encuentra en estado sólido. Análisis Térmico: es uno de los métodos para lograr información necesaria para construir in diagrama de equilibrio. Brinell: el penetrador es una esfera de acero duro cuyos diámetros son 10, 5, 2.5, 1.25, 1 mm. Las cargas que se aplican son variables. La carga máxima aplicable es de 300 kg, Compuestos químicos: tipos de fase en estado sólido formada por elementos que poseen valencias opuestas. Curvas de enfriamiento: gráfico que relaciona la temperatura en función del tiempo, del comportamiento del material. Desbaste: consiste en someter la cara elegida de la pieza a la acción de un papel esmeril, tomándose 3 etapas. Diagrama de equilibrio: es un gráfico de temperatura vrs. composición donde sé interrelaciona todas las fases presentes a cualquier temperatura y concentración pueden ser totalmente soluble, insoluble parcialmente insoluble. Embutido: se utiliza cuando la pieza es muy pequeña, consiste en colocar la pieza, en una resina plástica; estas resinas son plásticas cuyas características son: no deben ablandarse, obstaculizando la preparación; no deben reaccionar con los reactivos químicos y con el metal. Deben ser aisladores eléctricos. En el embutido se selecciona la resina para el molde tomando en cuenta la presión y la temperatura de fusión de la resina. Estructura dendrítica: se forma en el primer proceso de solidificación cuando la temperatura del líquido es muy cercana a la de solidificación la que permite que se formen núcleos que comiencen a crecer en todas partes y en diferentes direcciones y cuando se consiguen en su interior queda líquido atrapado. Los núcleos se observan de un color brillante porque es el metal más puro, y menos brillante porque es la impureza del metal. 55 Fase: es toda parte homogénea de un sistema que es físicamente diferenciable de las de más partes de ese sistema. Fundición: proceso para el fabricar piezas, el cual consiste en vaciar un metal en estado líquido en un molde de manera que cuando el líquido solidifica ya está la pieza. La pieza obtenida por fundición tiene la ventaja que tienen las mismas propiedades en cualquier parte de ella. Heterogénea: cuando está formada por dos o más fases. Homogénea: cuando está formada por una sola fase. Metales puros: solidifican o funden a la misma temperatura la cual es constante y característica de cada metal presentan una sola fase. Método metalográfico: consiste en definir el sistema luego se toma muestras de una aleación calentándolas a diferentes temperaturas u manteniéndolas a esta temperatura hasta establecer un equilibrio, luego se enfría rápidamente la muestra con el objeto de conservar la estructura que sé tenia a altas temperaturas. Porosidades: se forman durante la solidificación son producto de aire o gases acumulados en el material líquido que al ser vertido en el molde quedan atrapados y no salen adecuadamente, formándose burbujas en el interior del metal. Las porosidades e el centro tienen forma redondeada y hacia los alrededores alargadas llamadas sopladuras. Probeta: llamadas también muestra, parte que se separa de la pieza para ser sometida a análisis. Rechupe: surge durante la solidificación, se forma a causa de las contracciones por la disminución de volumen cuando el metal pasa de líquido a sólido. También influye en su formación el escape de los gases. La disminución de volumen origina una cavidad en el centro de la pieza. Esta cavidad es la ultima en solidificarse y como esta en contacto con el aire presenta oxidación. Rockwell: se basa el medir la diferencia de penetración que hay en aplicar una carga inicial de 10 kg y una final mayor (60-100-150). Rockwell B: el penetrador usado es una esfera de acero duro de 1/16’’ de diámetro. La carga inicial es de 10 kg. y la final de 100 kG. Se utiliza para medir la dureza de materiales blandos. 56 Rockwell C: el penetrador utilizado es de diamante con forma esfero- cónica cuya esfera tiene un radio de 0.2 mm. La carga inicial es de 10 kg. y la carga final de 150 kg. Se utiliza para medir la dureza de los materiales duros. La dureza del material la da directamente el aparato de medición. Segregaciones: se forman durante la solidificación son producto de las impurezas contenidas en el metal o contenidas en la lingotera. Son las ultimas en solidificarse y se observan en el centro. Soluciones sólidas: formada por un soluto y un disolvente donde el disolvente está en mayor cantidad. A mayor temperatura mayor solubilidad. Tensión: esfuerzo aplicado a un cuerpo. Vicker: el penetrador utilizado es un elemento de base cuadrada que en sus caras opuestas forman un ángulo de 136º. Las cargas aplicadas van de 1-120 kg. (las más usadas son 30-50 kg). 57 58 BIBLIOGRAFÍA Ozols, Andrés, 2004, Materiales Aplicables a la Ortesica y Protésica, Universidad de Buenos Aires, Argentina Smith W.F., Fundamentos de la Ciencia de los Materiales, 2da. Edición, Editorial McGraw-Hill, México. http://www.orientaline.net/tecno/apuntes2.pdf, mayo 2007 http://webdeptos.uma.es/qicm/Doc_docencia/Tema4_CM.pdf, junio 2007 http://www.solomantenimiento.com/m_termicos-acero.htm, junio 2007 http://www.templamos.com/ster.htm, junio 2007 http://www.uam.es/docencia/labvfmat/labvfmat/practicas/practica4/fases%20del%20ac ero.htm, julio 2007 59