CUBIERTOS DE METAL.(ES2099201)
Anuncio
")
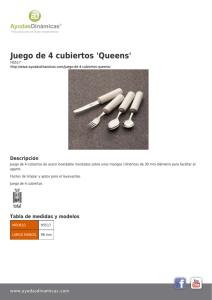
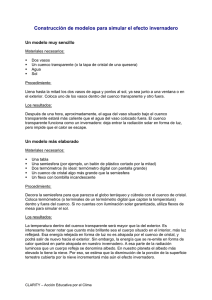
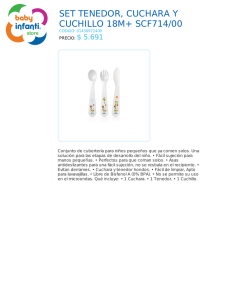
k OFICINA ESPAÑOLA DE PATENTES Y MARCAS 19 k ES 2 099 201 kInt. Cl. : A47G 21/00 11 N.◦ de publicación: 6 51 ESPAÑA k B22F 5/00 TRADUCCION DE PATENTE EUROPEA 12 kNúmero de solicitud europea: 92250179.6 kFecha de presentación : 09.07.92 kNúmero de publicación de la solicitud: 0 524 710 kFecha de publicación de la solicitud: 27.01.93 T3 86 86 87 87 k 54 Tı́tulo: Piezas de cuberteria de metal. k 73 Titular/es: k 72 Inventor/es: Wend, Eike Fritz; k 74 Agente: Carpintero López, Francisco 30 Prioridad: 23.07.91 DE 41 24 393 WMF Württembergische Metallwarenfabrik AG Postfach 14 01 73304 Geislingen, DE 45 Fecha de la publicación de la mención BOPI: 16.05.97 45 Fecha de la publicación del folleto de patente: ES 2 099 201 T3 16.05.97 Aviso: k k Fehse, Hans-Friedrich y Ritter, Rolf k En el plazo de nueve meses a contar desde la fecha de publicación en el Boletı́n europeo de patentes, de la mención de concesión de la patente europea, cualquier persona podrá oponerse ante la Oficina Europea de Patentes a la patente concedida. La oposición deberá formularse por escrito y estar motivada; sólo se considerará como formulada una vez que se haya realizado el pago de la tasa de oposición (art◦ 99.1 del Convenio sobre concesión de Patentes Europeas). Venta de fascı́culos: Oficina Española de Patentes y Marcas. C/Panamá, 1 – 28036 Madrid 1 ES 2 099 201 T3 DESCRIPCION La invención se refiere a piezas de cuberterı́a de metal de una sola pieza, en especial cubiertos de mesa, como cuchillos, tenedores y cucharas. Las piezas de cuberterı́ra de alta calidad conocidas hasta ahora y que se encuentran en el mercado, fabricadas de acero o de alpaca (plata alemana), especialmente de acero inoxidable al cromo-nı́quel o de alpaca, deben ser fabricadas mediante procedimientos de fabricación complicados. Los procedimientos de fabricación para fabricar las piezas de cuberterı́a de alpaca, que reciben luego un plateado, y para fabricar las piezas de cuberterı́a de acero al cromo-nı́quel, son aproximadamente iguales. Las unidades de tenedores y de cucharas de los cubiertos se cortan en una sola pieza a partir de chapas de acero. Estos cortes previos o piezas de cubiertos en bruto deben ser luego desbarbados y aplanados. Los cortes en bruto para la fabricación de las cucharas deben ser laminados para reducir el grosor del material en la zona donde luego se estampará el cuenco de la cuchara. A continuación, los cortes en bruto de cucharas y tenedores deben ser recortados con la forma adecuada para las medidas del modelo correspondiente. Seguidamente se realizan operaciones de lavado y de recocido, antes de que las piezas de cuberterı́a reciban luego su forma definitiva y su decoración mediante una operación de estampación y/o acuñación. A causa de la operación de estampación en una prensa se forma una rebaba inevitable en el “canto alto” de los cubiertos. Esta rebaba debe ser eliminada primeramente por abrasión mediante una muela y solo después de esto se pueden realizar las operaciones de trabajo de esmerilado y pulido para alisar la superficie y para obtener el brillo deseado sobre la superficie. Una operación de lavado sirve luego de conclusión a las operaciones de trabajo para la fabricación de las piezas de cuberterı́a de acero al cromo-nı́quel. En el caso de cubiertos de mesa plateados se realiza a continuación el plateado. Solo con esta exposición puede verse que la fabricación resulta muy complicada. Los problemas que se plantean en las diversas operaciones de trabajo impiden en gran parte una mecanización de la fabricación de los cubiertos, por lo cual la fabricación de los cubiertos de alta calidad resulta relativamente cara. A causa de las muchas operaciones de trabajo, se requiere también un largo tiempo de paso de cada pieza por el proceso de fabricación. En el caso de los cuchillos, para poder decorar las piezas de cuberterı́a del mismo modo que las correspondientes cucharas y tenedores, deben fabricarse los cuchillos en varias piezas. El mango del cuchillo se fabrica a partir de dos piezas en forma de medias cañas que se sueldan entre sı́ y que han sido previamente estampadas a partir de tiras de chapa. En la parte hueca del mango del cuchillo se sujeta la hoja de corte del cuchillo, preferentemente mediante soldadura o empotrado y unión con cemento. En esta clase de cuchillos, el mango está fabricado de un acero al cromo-nı́quel, que puede ser mecanizado fácilmente en su superficie. La hoja de corte del cuchillo, sin embargo, 2 5 10 15 20 25 30 35 40 45 50 55 60 65 2 consta de un acero inoxidable elástico templado. Para evitar este procedimiento complicado de fabricación, es conocida la fabricación de cuchillos “monobloque”. En este procedimiento de fabricación se fabrica un cuchillo de una sola pieza mediante laminación y/o forja a partir de acero al cromo-nı́quel apto para ser templado. Las diferentes exigencias, por ejemplo en cuanto a la resistencia mecánica y a la resistencia al rayado del mango y por otra parte en cuanto a la aptitud para el corte y a la elasticidad de la hoja de corte del cuchillo, no se pueden cumplir de forma óptima, sin embargo, si se utiliza una única calidad de chapa. Mediante la operación de trabajo de forja no se pueden conseguir decoraciones iguales o similares que con la operación de trabajo de estampación/acuñación. También es muy complicada la operación de trabajo de forja, en especial porque la superficie tiene que ser pulida a continuación durante largo tiempo. Con este sistema no se pueden realizar decoraciones finas. Si se realizan estas decoraciones durante la forja, quedarı́an borradas otra vez luego en la operación de esmerilado. Por eso, los cuchillos “monobloque” solo pueden ser realizados con decoraciones muy sencillas. Por consiguiente, las cucharas y tenedores a juego con los mismos solo pueden llevar decoraciones sencillas. En la fabricación de cuchillos, tenedores y cucharas existe por lo tanto una gran limitación para la elección de formas y decoraciones, a causa del procedimiento de fabricación. Las piezas de cuberterı́a habituales, para tomar los alimentos del plato y llevarlos hasta la boca, apenas si han cambiado de forma durante los últimos siglos. Esto se debe a que los procedimientos de fabricación no permiten fabricar económicamente otras formas. Pero, efectivamente existe la necesidad de configurar las piezas de cuberterı́a de modo que los alimentos puedan ser tomadas más fácilmente del plato y llevadas con mayor seguridad hasta la boca. Además, existe la necesidad de adaptar mejor que hasta ahora a la forma de la boca el cuenco de las cucharas y configurar los mangos de los cubiertos de modo que se puedan agarrar mejor con la mano. Además existe la necesidad de poder fabricar industrialmente cubiertos con decoraciones abundantes y con formas de configuración más pronunciadas. Por el documento JP -A- 2 057 604 es conocida la fabricación de cuerpos sinterizados con excelentes propiedades contra la corrosión a partir de acero inoxidable, mediante moldeo por inyección de mezclas de polvos metálicos amasadas con aglutinantes orgánicos provisionales, realizándose a continuación la eliminación del aglutinante, separándolo del material comprimido no sinterizado y efectuando seguidamente la sinterización de dicho material comprimido. La solicitante ha comprobado que es posible utilizar esta forma de trabajo de la tecnologı́a de la metalurgia de los polvos ya conocida para fabricar cubiertos de mesa de una sola pieza, que consten a lo largo de su longitud de por lo menos dos compuestos de aleación diferentes, uno de los 3 ES 2 099 201 T3 cuales tiene una mayor dureza. El objeto de la presente invención consiste en proporcionar piezas de cuberterı́a creadas según una nueva técnica de fabricación para cubiertos, comparativamente más sencilla y económica, de modo que los cubiertos, además de tener la sencilla configuración habitual, permitan una variedad de formas y de posibilidades de configuración prácticamente ilimitadas. El objeto de la invención se soluciona mediante las caracterı́sticas indicadas en la reivindicación 1. Las reivindicaciones dependientes 2 a 11 proponen otras configuraciones convenientes. Las piezas de cuberterı́a fabricadas según la presente invención son comparativamente menos complicadas en el aspecto técnico de su fabricación, son extremadamente variables en sus formas y permiten cualquier tipo de nuevas configuraciones de los cubiertos, como las que son ventajosas y convenientes para las costumbres gastronómicas cada vez más internacionalizadas, manteniéndose sin variación las buenas propiedades de utilización, en parte mejoradas. Las piezas de cuberterı́a fabricadas según la invención permiten cualquier posibilidad de implantar innovaciones de moda y configuraciones avanzadas. Para la fabricación de piezas de cuberterı́a según la presente invención se utiliza el procedimiento de moldeo por inyección (fundición inyectada) de la tecnologı́a de la metalurgia de los polvos, ya conocida para otros fines. Este procedimiento de trabajo ya conocido consiste en el moldeo por inyección de mezclas de polvos metalúrgicos amasados en pasta con aglutinantes provisionales, realizándose a continuación la eliminación del aglutinante, separándolo del cuerpo moldeado, y efectuándose luego el sinterizado del cuerpo moldeado. Con este método del moldeo de metales por inyección, denominado “MIM” (Metal Injection Moulding) se pueden fabricar piezas de cuberterı́a de acuerdo con la presente invención también con configuraciones complicadas, por ejemplo una configuración especial decorativa de los mangos de los cubiertos o bien formas de cubiertos especialmente “exóticas”. Los materiales de partida para las piezas de cuberterı́a fabricadas según la presente invención se pueden obtener comercialmente. En el mercado existen polvos metálicos con diferentes composiciones y en diferentes tamaños y formas de partı́culas, en especial con formas esféricas e irregulares de las partı́culas y con un tamaño relativamente pequeño de las partı́culas. En especial se pueden utilizar bien polvos metálicos de hasta 60 µm para piezas de cuberterı́a fabricadas según la presente invención. Para la fabricación de las piezas de cuberterı́a según la presente invención se recomiendan especialmente polvos metálicos con un tamaño de partı́culas de hasta 20 µm. La especial composición del polvo metálico de partida para la fabricación de piezas de cuberterı́a según la presente invención se orienta según las propiedades especiales deseadas para los cubiertos acabados. A diferencia del material de chapa convencional, con las mezclas de polvos metálicos como material de partida es posible conseguir aleaciones que no se pueden lograr mediante la fundición metalúrgica y de este modo se pueden alcanzar 5 10 15 20 25 30 35 40 45 50 55 60 65 4 propiedades de los materiales adecuadas para los fines de utilización previstos de las piezas de cuberterı́a preconizadas en la invención. Las propiedades de las piezas de cuberterı́a, para las piezas de cuberterı́a preconizadas en la presente invención, pueden ser influenciadas selectivamente con márgenes relativamente amplios a través de la composición de las mezclas de polvos metálicos utilizadas para la fabricación. La composición metálica no está limitada ya a las fases de aleación. Se pueden formar composiciones quı́micas de la metalurgia de los polvos metálicos ampliamente variables y, mediante la configuración y la cuantı́a de la relación de mezcla de partı́culas de polvos con diferentes configuraciones, se puede influir sobre las propiedades de las piezas de cuberterı́a acabadas, ya durante la fabricación de las mismas. Las piezas de cuberterı́a de una sola pieza fabricadas según la invención pueden tener dos y más composiciones de aleación diferentes a lo largo de su longitud. Son especialmente ventajosas unidades de cuchillos de una sola pieza fabricadas según la invención, cuya hoja de corte tiene una dureza mayor que su parte de mango. Según sea la composición de las mezclas de polvos metálicos de partida y según las respectivas condiciones especiales de fabricación elegidas en cada caso, las piezas de cuberterı́a preconizadas en la invención pueden tener una porosidad parcialmente deseada y una capa de recubrimiento decorativo, por lo menos parcial, por ejemplo en el mango. Las piezas de cuberterı́a preconizadas en la invención pueden tener, en cualquier lugar que se desee de la superficie del cubierto, unos elementos plásticos funcionales y/o decorativos, que no se pueden fabricar con métodos de fabricación industriales en la técnica de la estampación de chapa. Y además pueden recibir tratamientos en su superficie en forma ya conocida, por ejemplo pueden ser provistos de una decoración mediante pintura o esmaltado. Las superficies de las piezas de cuberterı́a preconizadas en la invención se pueden decorar ventajosamente en parte según el procedimiento descrito en el documento de patente alemana DE PS- 12 98 384 del solicitante. Se pueden platear los cubiertos en forma ya de por sı́ conocida. Las piezas de cuberterı́a preconizadas en la invención necesitan una pequeña cantidad de utilización de material en su fabricación, porque, al contrario de lo que ocurre con la fabricación en la técnica de la estampación de chapa, prácticamente no se produce aquı́ ningún desperdicio durante la elaboración. Ejemplo: Para la fabricación de una cuchara se ha utilizado una mezcla de polvos metálicos con la composición y distribución de grano siguientes: Tamaño de grano 18 partes de ferrocromo con el 6% de Cr, el 0,2% de C, el 0,05% de Si y el resto de Fe: 10 - 30 µm 9 partes de nı́quel carbonilo: 0,5 - 10 µm 73 partes de ferrocarbonilo: 0,5 - 10 µm 3 5 ES 2 099 201 T3 En un molino de bolas se han mezclado con el polvo el 2,5 % del volumen de óxido de polietileno como agente auxiliar de dispersión, y el 50 % del volumen de xilol como agente de suspensión. Se ha obtenido ası́ una masa de polvos metálicos viscosa y bien amasada. Como aglutinante se ha utilizado polietileno en forma de granulado. Se ha utilizado una instalación de extrusión tándem, como la ya conocida para la fabricación de tiras continuas de espuma y como la descrita, por ejemplo, en la revista técnica “Plastverarbeitet” (Elaborado de plástico) 32, 1981, n◦ 8, página 948. La extrusionadora de homogeneización de la instalación tándem estaba configurada con dos aberturas de alimentación situadas a una distancia de 20 D (D = Diámetro del tornillo sin fin). En la primera abertura de alimentación se ha alimentado continuamente un granulado de aglutinante, que se ha fundido en el tornillo sin fin. En la segunda abertura de alimentación se ha alimentado continuamente una suspensión de polvos metálicos y se ha mezclado con el caldo fundido de aglutinante. La operación de fusión y de homogeneización se ha controlado mediante el número de revoluciones del tornillo sin fin. La longitud de mezcla, es decir la longitud del tornillo sin fin de la extrusionadora de homogeneización, calculada desde la abertura de alimentación de la masa de polvos metálicos, ha sido de 12 D. A continuación, el caldo fundido de aglutinante en polvo, ya homogeneizado, ha sido introducido en la extrusionadora en frı́o, que tenı́a un dispositivo de desgasificación, a través del cual se ha evacuado el disolvente contenido en el caldo fundido. En la cabeza del tornillo sin fin se ha comprimido la masa a moldear liberada del disolvente y a continuación ha sido extruida a través de la tobera hacia un molde de cuchara. A continuación se ha eliminado mediante calor el aglutinante del cuerpo de cuchara desmoldeado (material comprimido no sinterizado) que constaba del 63 % del volumen de polvos metálicos y del 17 % del volumen de aglutinante y que prácticamente carecı́a de poros. Además, el material comprimido no sinterizado ha sido calentado hasta una temperatura de 350◦C en un horno de paso continuo con una progresión del calentamiento de 15◦C por minuto y se ha mantenido a esta temperatura durante 5 horas. Los productos de desintegración producidos en esta operación de calentamiento (esencialmente agua, CO2 y pequeñas cantidades de productos de craqueado) han sido evacuados en forma continua de la cámara del horno mediante difusión. A continuación se ha realizado el sinterizado del cuerpo de la cuchara sin aglutinante en un horno de sinterizado durante 10 horas a una presión de 0,01 mb y a temperatura de 1.260◦C, y a continuación se ha enfriado lentamente la cuchara hasta la temperatura ambiente del local. La cuchara obtenida de este modo ha podido ser acabada con un mecanizado posterior convencional, presentando un aspecto externo excelente y unas propiedades de utilización muy buenas. En los adjuntos dibujos se representan a tı́tulo de ejemplo piezas de cuberterı́a realizadas según la invención. En los dibujos se muestran: - en la figura 1 una vista desde arriba sobre 4 6 una forma de realización de una cuchara para cubiertos; 5 - en la figura 2 una vista lateral de la cuchara para cubiertos de la figura 1; - en la figura 3 una sección por la lı́nea I-I de la figura 1; 10 - en la figura 4 una sección por la lı́nea II-II de la figura 1; - en la figura 5 una vista desde arriba sobre otra forma de realización de una cuchara para cubiertos; 15 - en la figura 6 una vista desde arriba sobre otra forma de realización de una cuchara para cubiertos; 20 25 30 - en la figura 7 en seción transversal la configuración de un cuenco de una cuchara para cubiertos; - en la figura 8 en sección longitudinal otra configuración del cuenco de una cuchara para cubiertos; - en la figura 9 en sección transversal otra configuración del cuenco de una cuchara para cubiertos; y - en la figura 10 en sección longitudinal una configuración del cuenco y del mango de una cuchara para cubiertos. 35 40 45 50 55 60 65 En las figuras 1 a 4 se representa una cuchara 1 de acero inoxidable fabricada según la presente invención y compuesta de un cuenco 2 y un mango 3, fabricados en una sola pieza a partir de metal sinterizado. La cuchara está fabricada según la tecnologı́a de la metalurgia de los polvos. El cuenco 2, según puede verse por las figuras 1 y 2, es asimétrico respecto a los ejes longitudinal y transversal. El canto 4 del contorno del cuenco 2 forma una curva sinuosa, que tiene unos salientes. Esta curva consta en total de tres curvas individuales, que limitan entre sı́ en forma no continua. El cuenco 2 tiene en su lado delantero unos rebajes 5, como puede verse por la figura 3: un rebaje 5a tiene unas dimensiones mayores que el otro rebaje 5b. Además, como puede verse claramente en la figura 3, la distribución de grosores del cuenco de la cuchara es discontinua. En el tramo del rebaje 5b, el cuenco de la cuchara es más grueso en las cercanı́as del canto del contorno 4 que en la parte de rebaje que va hacia el centro del cuenco, y en el rebaje 5a el grosor del material en el canto 4 del contorno es menor que en el centro del cuenco. El cuenco 2 de la cuchara tiene además en su lado delantero una grabación 6, que sirve para la configuración decorativa, pero al mismo tiempo contribuye también a destacar los diferentes rebajes 5 del cuenco 2 de la cuchara. La diferente configuración de grosores del cuenco de la cuchara mejora las propiedades de utilización de la cuchara. Por medio de los diferentes rebajes 5a y 5b que se delimitan entre sı́, es posible separar los alimentos en esta cuchara, de modo que los alimentos recogidos con la cuchara 7 ES 2 099 201 T3 pueden ser tomados por separado de la cuchara arrastrándolos con los labios, por ejemplo, los alimentos lı́quidos y los sólidos separados. En la zona de transición entre el cuenco 2 y el mango 3 de la cuchara está previsto en la cuchara 1 un orificio pasante 7 de tres lóbulos, que sirve para fines decorativos. Sin embargo, también se puede utilizar este orificio pasante para dejar que caiga del cuenco 2 algo del lı́quido de la cuchara en una determinada posición de sujeción de la misma con la mano. A continuación de este orificio pasante 7 están situadas armónicamente a un lado la grabación 8 y al otro lado las lı́neas curvas del cuello 9 del mango. El mango 3 tiene una forma en todo su contorno y está configurado por todos sus lados con elementos estructurados en transición continua de uno a otro. Desde el cuello 9 del mango, el mango 3 se extiende con un perfil 10 que se va estrechando constantemente hasta llegar a la parte de empuñadura 11. El perfil 10 tiene en su superficie de sección una forma, que está configurada de un modo irregular por medio de diferentes curvas y destalonados, según se ve en la figura 4. A lo largo de todo el perfil va variando tanto su sección como también la forma del perfil 10. Aproximadamente en el centro del mango 3, éste aumenta de grosor progresivamente en varios escalones hasta la parte de empuñadura 11. La parte de empuñadura 11 va aumentando también su sección en forma discontinua hasta el extremo 13 del mango. El perfil 12 de la parte de empuñadura 11 se obtiene, hasta el extremo 13 del mango, por medio de una sección achaflanada con un ángulo determinado respecto al eje longitudinal del mango. Según se ve en la figura 2, en la parte de empuñadura 11 están previstos unos orificios pasantes ovalados 14. La cuchara 15 representada en la figura 5 consta de una sola pieza, compuesta del cuenco 16 y del mango 17, y por lo que se refiere al material es de metal sinterizado a partir de acero inoxidable. Ha sido fabricada mediante la tecnologı́a de la metalurgia de los polvos. El cuenco 16 está configurado con un canto recto 18 en uno de sus lados. Con una cuchara de este tipo construida según la invención, se pueden tomar de un plato en forma ventajosa los alimentos, en especial los lı́quidos. La distribución de materiales en la sección del cuenco 16 es discontinua. El grosor del cuenco es más delgado en el canto recto 18 que en el lado opuesto. Con esta clase de distribución del material, la cuchara es adecuada también para poder partir más fácilmente los alimentos. En la figura 6 se representa una cuchara 19 de servicio de mesa fabricada en una sola pieza según la presente invención a partir de acero inoxidable sinterizado, que consta del cuenco 20 y del mango 21, con forma cónica del cuenco y con la punta 22 del cuenco redondeada. En este cuenco 20 hay a ambos lados unos cantos laterales 23a y 23b aproximadamente rectos, que proporcionan el mismo efecto de utilización que se ha descrito ya en relación con la configuración de la figura 5. 5 10 15 20 25 30 35 40 45 50 55 60 8 Otras formas de configuración de un nuevo tipo de cuencos de cuchara, que hasta ahora no se podı́an fabricar industrialmente con las cucharas convencionales de cubiertos de mesa, están representadas en las figuras 7 a 10. Los cuencos 24, 26 y 29 de las cucharas, representados en las figuras 7, 8 y 9 respectivamente, son de un material para cuencos ventajosamente delgado, con lo cual se crean en la forma deseada unas piezas de cuberterı́a muy ligeras. La necesaria estabilidad para el uso de los cubiertos queda asegurada, según las formas de realización de las figuras 7 y 8, por medio de unos refuerzos 25 y 27 en los bordes, de modo que las piezas de cuberterı́a construidas según la invención y configuradas de este modo tienen una configuración estable para su utilización, gracias al borde engrosado y redondeado del cuenco, a pesar del pequeño grosor del material del cuenco. En la forma de realización de la figura 8, el cuenco 26 está configurado en un lado estirado lateralmente hacia arriba. El borde 28 del cuenco no se extiende en un mismo plano, lo cual tiene efectos tmbién ventajosos para las propiedades de utilización. El cuenco 29 de poco peso representado en la figura 9, fabricado de un material muy delgado, tiene un borde 30 del cuenco sin reforzar, pero con la punta doblada, el cual asegura la necesaria estabilidad de utilización y no es desagradable al efectuar su manejo y utilización. En la figura 10 se muestra una forma de cuchara de una sola pieza, compuesta del cuenco 31 y del mango 33, de una pieza de cuberterı́a de metal sinterizado realizada según la invención, en la que el mango 33 comienza ya en el borde lateral 32 del cuenco, y/o en la que el cuenco va aumentando de grosor en su parte 34 orientada hacia el mango, pasando en forma continua a formar el cuello engrosado del mango. Por medio de esta medida se aumenta la resistencia al doblado de la pieza de cuberterı́a en el punto crı́tico del cuello del mango, consiguiéndose ası́ una forma de realización especialmente robusta para su utilización. Las caracterı́sicas de configuración representadas en los dibujos para las cucharas de los cubiertos se realizan naturalmente en forma similar también en los tenedores y los cuchillos de los cubiertos fabricados según la invención. También es posible y ventajoso, por lo que se refiere al material y a la fabricación, prever las piezas de cuberterı́a, como cucharas, tenedores o cuchillos, en configuración convencional, pero compuestos de metal sinterizado en una sola pieza según la presente invención. Las piezas de cuberterı́a preconizadas en la invención, que están fabricadas mediante la tecnologı́a de la metalurgia de los polvos, pueden ser a continuación mecanizadas y acabadas por medio de una operación de pulido, de modo que tengan las mismas caracterı́sticas de superficie que un cubierto habitual hasta ahora, que ha sido fabricado y pulido mediante estampación a partir de material de chapa. 65 5 9 ES 2 099 201 T3 REIVINDICACIONES 1. Producto de acero, fabricado mediante moldeo por inyección de mezclas de polvos metálicos amasadas con aglutinantes orgánicos provisionales y mediante la eliminación posterior del aglutinante, separándolo del material comprimido no sinterizado, y mediante la sinterización de dicho material comprimido, caracterizado porque se trata de una pieza (1) de cuberterı́a de mesa de una sola pieza, que consta de por lo menos dos composiciones diferentes de aleación a lo largo de su longitud, una de las cuales tiene una mayor dureza. 2. Pieza de cuberterı́a (1) según la reivindicación 1, caracterizada porque una de las composiciones de la aleación puede ser endurecida. 3. Pieza de cuberterı́a (1) según la reivindicación 1, caracterizada porque, en cualquier parte que se desee de la superficie de la pieza de cuberterı́a se pueden prever elementos plásticos funcionales (5a, 5b) y/o decorativos (6, 7, 8). 4. Pieza de cuberterı́a (1) según una de las reivindicaciones 1 a 3, caracterizada porque por lo menos parcialmente es sometida en forma ya conocida a un tratamiento de su superficie y/o es decorada. 5. Pieza de cuberterı́a (1) según la reivindicación 4, caracterizada porque es esmaltada, 5 10 15 20 25 10 por lo menos parcialmente. 6. Cuchara (15) servicio de mesa según una de las reivindicaciones 1 a 5, caracterizada porque el cuenco (16) de la cuchara tiene un canto recto (18) en uno de sus lados. 7. Cuchara (19) de servicio de mesa según una de las reivindicaciones 1 a 5, caracterizada porque tiene un cuenco de forma cónica (20), con la punta (22) del cuenco redondeada y con cantos laterales (23a y 23b) parcialmente rectos a ambos lados. 8. Cuchara (1) de servicio de mesa según una de las reivindicaciones 1 a 7, caracterizada porque el borde del cuenco tiene un refuerzo (25, 27). 9. Cuchara (1) de servicio de mesa según una de las reivindicaciones 1 a 8, caracterizada porque el borde (28) del cuenco tiene un recorrido elevado en forma de curva por lo menos en un lado el cuenco (26). 10. Cuchara (1) y tenedor de servicio de mesa según una de las reivindicaciones 1 a 9, caracterizados porque el grosor del cuenco (31) va aumentando continuamente hasta llegar a un cuello (33) engrosado del mango. 11. Cuchara (15) y tenedor de servicio de mesa según una de las reivindicaciones 1 a 10, caracterizados porque el grosor del cuenco (16) es asimétrico, visto en su sección transversal, y va disminuyendo desde un lado hacia el otro lado. 30 35 40 45 50 55 60 NOTA INFORMATIVA: Conforme a la reserva del art. 167.2 del Convenio de Patentes Europeas (CPE) y a la Disposición Transitoria del RD 2424/1986, de 10 de octubre, relativo a la aplicación del Convenio de Patente Europea, las patentes europeas que designen a España y solicitadas antes del 7-10-1992, no producirán ningún efecto en España en la medida en que confieran protección a productos quı́micos y farmacéuticos como tales. 65 Esta información no prejuzga que la patente esté o no incluı́da en la mencionada reserva. 6 ES 2 099 201 T3 7 ES 2 099 201 T3 8 ES 2 099 201 T3 9