(LINEA DE ENSAMBLAJE FINAL).
Anuncio
.")
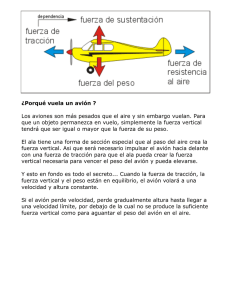
6 FAL (LÍNEA DE ENSAMBLAJE FINAL) El ensamblaje final de los aviones civiles de Airbus se concentra en las dos principales plantas, Toulouse y Hamburgo. La secuencia de fabricación del avión está influenciada por la manera en que se diseña el avión, el método de transporte de cada sección, el funcionamiento del sistema logístico, etc. Para establecer la secuencia se tienen que tener en cuenta una serie de reglas o de principios generales. Los principios fundamentales son: • Minimizar el inventario (ej. los equipos de alto valor no se instalan en las plantas de origen, sino que se instalan en FAL) • Minimizar los lead-times y los tiempos por ciclo • Que el proceso sea compatible con todas las versiones del modelo de avión • Consideración de las exigencias del diseño estructural y de optimización de peso • Consideración de las exigencias del transporte • Consideración de las exigencias de fabricación (tecnología de fabricación/limitaciones de los equipos) • Sopesar costes, calidad, lead-times, y requerimientos técnicos • Las secciones entregadas a FAL deben estar equipadas y ensayadas para optimizar el proceso • Principios de base de la instalación de equipos y sistemas • Usar la experiencia existente • El Diseño y la construcción se deben realizar en la misma ubicación 52 6.1 Estaciones de Trabajo de la FAL A continuación se van a describir las diferentes estaciones de trabajo de la FAL del Airbus A380. En la Figura 42 se pueden observar éstas esquemáticamente. Se pueden agrupar en: - Estaciones de Preparación: son aquellas en las que se reciben las secciones o partes del avión y se preparan antes de entrar en el puesto de integración principal. Como ejemplos de trabajos, se quitan todas las protecciones que se han usado durante el transporte, se acondicionan las zonas con ventilación, iluminación, etc. - Estaciones de Montaje Estructural: se trata de las estaciones de integración. En ellas se ensamblan y montan todas las partes estructurales y de sistemas del avión de manera que a la salida de estas estaciones el avión debe estar preparado para empezar con los ensayos. - Estaciones de Test indoor: Son básicamente estaciones de ensayos al interior de la nave, en ella se conectan los sistemas eléctricos, hidráulico, se ensayan las trampas de aterrizaje, etc. - Estaciones de Test outdoor: Se trata de estaciones donde se realizan los ensayos que por seguridad sólo se pueden realizar al exterior, como ensayos de presurización, combustible, etc. - Estaciones de Línea de vuelo1: En estas estaciones se prepara el avión para el Power On y el Primer vuelo. - Estaciones de Acondicionamiento de la Cabina: Se acondiciona y personaliza la cabina en función de la configuración elegida por la compañía aérea. - Estaciones de pintura: Se pinta el avión respetando los diseños, colores y logos de cada compañía. - Estaciones de Línea de vuelo2: Se prepara el avión para realizar vuelos de prueba una vez acondicionada la cabina y personalizado el avión a la compañía. - Estaciones de Entrega a cliente: Es el último eslabón de la cadena, en estas estaciones se recibe al cliente de la compañía aérea que viene a recoger el avión. 53 Se hacen vuelos de aceptación, se comprueba que no hay ningún punto técnico abierto y se realiza el traspaso. Figura 42. Estaciones de Trabajo Toulouse/Hamburgo A380 54 6.1.1 Estaciones de PREPARACIÓN Cuando las secciones principales llegan a la FAL éstas se sitúan en las Estaciones de Preparación para acondicionarlas antes de llevarlas a la estación principal de ensamblaje. El tiempo aproximado que las secciones pasan en estas estaciones es de dos semanas. • Estación 36 : Preparación del Estabilizador Vertical (Figura 43) Elementos de Entrada: Los elementos de entrada son el estabilizador vertical (VTP) y el Timón inferior de dirección (Lower Rudder) Utillaje e Infraestructura necesaria: Grúas Escaleras de acceso y plataformas Útiles de Transporte Intervenciones en los Sistemas: Instalación de los actuadores Test y Reglajes: Verificación del reglaje del timón inferior de dirección Los actuadores vienen ya reglados por el fabricante del VTP Figura 43. Preparación del VTP 55 • Estación 37 : Preparación del Estabilizador Horizontal (Figura 44) Elementos de Entrada: Estabilizador horizontal (HTP), Timones de profundidad externos, HTP Tips (extremos del HTP), Costillas del Borde de salida externo, Paneles de acceso al Borde de salida externo Utillaje e Infraestructura necesaria: Grúa Escaleras de acceso y plataformas Útiles de transporte (trailers) Intervenciones en la Estructura: Montaje: Timones de profundidad externos, HTP Tips, Costillas del Borde de salida externo, Paneles de acceso al Borde de salida externo Intervenciones en los Sistemas: Conexiones: Actuadores / Timones de profundidad externos Test y Reglajes: Verificación del reglaje de los Actuadores de los Timones de profundidad externos Los actuadores vienen ya reglados por el fabricante del HTP. Figura 44. Preparación del HTP 56 • Estaciones 53 (S15/21) / 51 (S18/19) / 50 (S11/13) Preparación del Fuselaje (Figura 45) Elementos de Entrada: Fuselaje Anterior, Fuselaje Central y Fuselaje Posterior Sección de cola Armario eléctrico 2500 VU Utillaje e Infraestructura necesaria: Plantillas de taladrado Grúas, Escaleras de acceso, plataformas y Útiles de transporte (tráiler) Power Packs: (Hidráulico, Eléctrico) Intervenciones en la Estructura: Quitar las protecciones del transporte Quitar las uniones de cogida para el transporte Instalar las alfombras de protección en cabina e instalar en el suelo los paneles de madera en los compartimientos de carga Quitar los actuadores de las puertas de los compartimientos de carga delantero y trasero e instalar los actuadores eléctricos de utillaje. Intervenciones en los Sistemas: Instalar el armario eléctrico 2500VU Acondicionar la zona de trabajo con iluminación, ventilación y protecciones de seguridad. Figura 45. Preparación del Fuselaje 57 • Estación 45 : Instalación de las partes móviles de las Alas (Figura 46) Elementos de Entrada: Tanto en el lado derecho como en el izquierdo: Alas equipadas, Slats, Flaps 2 & 3, Spoilers, Alerones, Actuadores de tipo EHA que son actuadores electrohidráulicos y de tipo EBHA que son los actuadores electrohidráulicos de emergencia. Utillaje e Infraestructura necesaria: Útiles de ayuda, Equipos y útiles de ensamblaje y Equipos de medida Grúa, Escaleras de acceso, plataformas y Útiles de transporte (tráiler) Power Packs: (Hidráulico, Eléctrico) Intervenciones en la Estructura: Instalar: Slats, Flaps N° 2 & 3, Spoilers y Alerones Intervenciones en los Sistemas: Conexiones: Actuadores de Alerones y Spoilers Conectar elementos móviles a los sistemas Conexión del Sistema Antihielo al Slat 4 Montaje: Actuadores de los spoilers y los alerones Test y Reglajes: Reglaje de Slats, Flaps N° 2 & 3, Spoilers 3 al 8 y Alerones Control de la presión hidráulica Figura 46. Instalación de las partes móviles de las Alas 58 6.1.2 Estaciones de MONTAJE En estas estaciones se realiza la integración del avión y se montan todos los elementos estructurales y de sistemas. A pesar de que estas estaciones están destinadas exclusivamente a procesos de montaje, en los primeros años del programa se han tenido que realizar en estas, lo que se denominan “trabajos pendientes”. Se trata de trabajos que debían realizarse en las plantas de producción de cada elemento y debido a retrasos de fabricación o problemas de definición no se realizaron. De manera que quedaron pendientes para hacerlos en la planta de ensamblaje de Toulouse. Además de trabajos pendientes, se tuvieron que realizar y se siguen realizando, aunque ya en menor medida, trabajos de mejoras y modificaciones resultado de los test que se realizan en los Ensayos en Vuelo. El tiempo aproximado de permanencia del avión en estas estaciones es de unas cinco a seis semanas. • Estación 41-40 : Estación de Ensamblaje Principal (Figura 47) Es la estación principal del proceso de montaje, en ella entran las partes estructurales principales del avión separadas y de ella sale el avión rodando hacia el siguiente puesto. Sólo hay una estación de este tipo por cada programa, por lo que en caso de retrasos o problemas se convierte en el cuello de botella del proceso. El avión permanece en esta estación unas dos semanas. Elementos de Entrada: Fuselaje Anterior, Central y Posterior Ala derecha e izquierda HTP, VTP y Sección de cola (Sección 19.1) Pilones Tren de aterrizaje principal WLG(ala) y BLG(cuerpo) con frenos ajustados Trenes de aterrizaje delantero NLG y trampas del mismo Cajón central 59 Paneles de encima del ala y Belly Fairing lateral HTP y timones de profundidad internos Utillaje e Infraestructura necesaria: Grúas, Plataformas de acceso y Útiles de transporte (trailers) Plantilla utillaje para el montaje del ala con el fuselaje Máquina de posicionamiento y reglaje del ala Equipos de taladrado, escariado, remachado y apriete Intervenciones en la Estructura: Uniones de secciones de fuselaje Unión del Ala con Fuselaje Estructura de refuerzo de la sección 19 Montaje: HTP, VTP y Sección de cola HTP timones de profundidad internos y Bordes de ataque internos Pilones, carenados y contrapesos Tren delantero NLG y Trampas del tren delantero Tren principal del ala y del cuerpo del avión Neumáticos Paneles por encima del ala y partes laterales de la Belly fairing Intervenciones en los Sistemas: Conexiones: En las uniones de las secciones de fuselaje: Hidráulica, combustible, agua/residual, sangrado, drenaje. En la unión de la sección 19: tubos de combustible y sangrado Actuadores de los timones internos del HTP Conexiones de los trenes de aterrizaje Conexiones de los Pilones con las Alas En la unión de las Alas con el Fuselaje: Hidráulica Ruteado eléctrico y conexiones en la Belly fairing Montaje: Mantas de aislamiento en las uniones del fuselaje 60 En la unión del fuselaje con el Radom: Mazos eléctricos Racks electrónicos en la Cabina de mandos, Armarios VUs Equipos: Antenas Tanques hidráulicos Arneses eléctricos y Conexiones en entre las secciones Acondicionamiento Acondicionamiento de la estructura de la Cabina de mandos Sellado/Pintura Limpiar, sellar, proteger, pintura primaria en las uniones del fuselaje Test y Reglajes: Reglaje: Trampas del tren delantero Verificación del reglaje de los actuadores de los timones internos del HTP Tests de continuidad eléctrica Presurización de los acumuladores hidráulicos Figura 47. Estación de Ensamblaje Principal 61 • Estación 32 - 31 : Finalización de los Montajes Estructurales y Sistemas antes de los ensayos (Figura 48) En esta estación se terminan los trabajos estructurales y se instalan los últimos sistemas para preparar el avión para los ensayos. En los primeros aviones debido a la cantidad de trabajos pendientes y de modificaciones, en estas estaciones se realizaban muchos trabajos de estructura. A medida que avanza el programa se realizan muchos menos trabajos y por lo tanto se reduce el tiempo de permanencia en la estación. El tiempo de permanencia en esta estación oscila entre tres y cuatro semanas. Elementos de Entrada: Parte anterior y posterior de la Belly Fairing Borde de ataque interior del ala, Flaps n°1, Wing tips o dispositivos de punta alar. Trampas del tren de aterrizaje principal Utillaje e Infraestructura necesaria: Grúas, Plataformas de acceso y Útiles de transporte (trailers) Plantillas utillaje Equipos Hidráulicos, eléctricos y neumáticos Equipos de test Intervenciones en la Estructura: Retrabajos en las uniones Ala/Fuselaje Fijar Bordes de ataque interiores del ala Belly Fairing: Anterior, Posterior y paneles en zonas alrededor del tren de aterrizaje Montaje: Flaps n°1 y Wing tips Paneles Bajo el Ala y piezas móviles de las trampas de aterrizaje Intervenciones en los Sistemas: Conexiones: Hidráulicas: Fuselaje con Ala, Sección 19 con VTP Eléctricas: Cajón del tren de aterrizaje, HTP, Sección 19, cajón central, etc. 62 Montaje: Antena: radar meteorológico, VHF1 Equipos en el fuselaje delantero y Cockpit Sellado/Pintura Limpieza y sellado: zona de unión Ala/Fuselaje Test y Reglajes: Reglaje de los Flaps n°1 Test de Continuidad eléctrica (fuselaje/ala) Test Ethernet network (cables coaxiales) Verificación de masas eléctricas Figura 48. Estaciones 31/32 63 6.1.3 Estaciones de TEST INDOOR • Estación 30/19 : Instalación de Equipos y Motores / Test de Sistemas Esta estación está consagrada básicamente a ensayos en el interior de la nave, los accesos para otro tipo de intervenciones están muy limitados. Esto es debido a que mientras se realizan ensayos en una zona, no debe haber nadie ajeno a los ensayos trabajando, en gran medida por razones de seguridad. Esta es la última estación dentro de la nave de montaje (Figura 49) El tiempo de permanencia del avión en esta estación es de unas tres o cuatro semanas. Elementos de Entrada: Paneles de la Belly Fairing, Carenados y Entradas de aire Pilones, Carenados del HTP y VTP Motores y APU (Auxiliary Power Unit o Motor auxiliar) Capots e inversores de los motores Equipos en general Utillaje e Infraestructura necesaria: Plataformas de acceso / Plantillas utillaje Grúas y útiles de transporte (tráiler) Equipos Hidráulicos, eléctricos y neumáticos Equipos de test varios y computadoras especificas de pruebas de equipos Intervenciones en la Estructura: Paneles Belly Fairing Montaje: Trampas de aterrizaje principal Carenados Pilones, VTP / HTP, Dorsal Fin Tapas de manhole de las Alas Paneles del suelo en cabina Puertas APU 64 Desmontar: Contrapesos de los pilones Intervenciones en los Sistemas: Conexiones: Oxigeno en las uniones del fuselaje Sistema de ventilación Pilones con Motores Motores con barquillas, APU Actuadores de las trampas de aterrizaje Conexiones de Combustible y eléctricas del VTP Montaje: Unidades de Generación de Aire Ram Air Turbina (RAT) Motores, APU y Botellas de extinción de la APU y de los Pilones Capots de motores e Inversores de propulsión Antenas, Baterías, Equipos en la Cabina de mando y softwares Sellado/Pintura Identificación exterior del avión Triangulo cero: HTP Triangulo cero: Timón VTP Inspecciones de Calidad - Inspecciones de área - Cierre de zonas - Inspección de cliente Test y Reglajes: Reglajes: Puerta de pasajeros y Puertas de Cargo Spoilers Trampas del tren de aterrizaje Tests: Generación Eléctrica 65 Llenado de depósitos Hidráulicos, Sangrado Puesta en marcha del sistema hidráulico Tapas de manhole de las alas Aire acondicionado y de sangrado Trimado de VTP / HTP Trenes de aterrizaje Mandos de vuelo, slats, flaps Pruebas de fuga de combustible en los tubos con helio Test eléctricos en Motores y APU Antihielo, Detección de fuego Luces exteriores, Masas eléctricas Figura 49. Finalización de los Montajes Estructurales y Sistemas 66 6.1.4 Estaciones de TEST OUTDOOR En estas estaciones se realizan pruebas que por razones de seguridad sólo se pueden realizar al exterior. Por ejemplo, pruebas con combustible, presurización, funcionamiento de la RAT (Ram Air Turbine o turbina de emergencia movida por aire), etc. Se comprueban todos los sistemas y se prepara el avión para el siguiente puesto. El tiempo de permanencia del avión en estas estaciones es de unas dos semanas. • Estación 18 : Tests OutDoor (Figura 50) Elementos de Entrada: Asientos de la tripulación Equipos de emergencia Equipos del fuselaje delantero Válvulas de seguridad Utillaje e Infraestructura necesaria: Instrumentos de medida de presión Instrumentos de calibración del combustible Power Packs – Bancos Eléctricos e Hidráulicos Útiles de seguridad de la RAT Plataformas de acceso / Plantillas utillaje Utillajes de instalación de motores e inversores Utillajes de ensayos Intervenciones en la Estructura: Inspección visual de todas las secciones Zonas que se inspeccionan y cierran por parte de los equipos de Calidad: - Pilones - Cabina de mandos y Asientos tripulación - Puertas del Cargo y APU Desmontar: Utillaje de los actuadores eléctricos y Puerta del Cargo delantero 67 Intervenciones en los Sistemas: Montaje: Equipos del fuselaje delantero Válvulas de seguridad en el fuselaje posterior Botellas extintoras: - Botella de Oxígeno de la Cabina de mandos - Botella de Oxígeno de la tripulación Actuador de la puerta del Cargo delantero Etiquetas del armario eléctrico 2500VU Cierre general de zonas: - Compartimento de aviónica - Cabina de mandos y Cabina de pasajeros Elementos provisionales para el Ferry flight, que es el vuelo que el avión realiza desde la planta de Toulouse a la planta de Hamburgo: Iluminación mínima, Baños, Asientos, etc. Acondicionamiento: Montaje: En la Cabina de mandos - Moqueta y Asientos de la tripulación - Equipamiento de emergencia Test y Reglajes: Test de fuga de aire en Cabina Test de calibrado de Combustible y test de transferencia de Combustible Test de Radio Test de Presión hidráulica en los trenes de aterrizaje y de aire en los neumáticos Test de funcionamiento y Reglaje de las puertas del Cargo delantero y trasero Ensayo de la RAT (Ram Air Turbine), Motores y APU (Auxiliary Power Unit) Masas eléctricas Test de Oxígeno, Test finales y de seguridad 68 6.1.5 Estaciones de LÍNEA DE VUELO 1 • Estación 15: Línea de Vuelo 1a – Vuelos de Aviones en Producción (Figura 50) En esta estación el avión realizará su primer arranque de motores y su primer vuelo. Estos son dos Hitos muy importantes del proceso de fabricación (Figura 2), ya que son la consecuencia y el resultado de todos los trabajos realizados en las estaciones anteriores. Se comprueba que todo está conforme a la configuración y que se cumplen las condiciones de seguridad para el vuelo. En esta estación también se procede al pesado del avión para establecer su peso real que debe estar muy próximo al definido en el diseño. El tiempo de permanencia del avión en esta estación es de unas dos semanas. Utillaje e Infraestructura necesaria: Puente de pesado del avión Power Packs – Bancos Eléctricos e Hidráulicos Plataformas de acceso Utillajes de instalación de motores e inversores Instalaciones de puesta en marcha de motores Actividades: Instalar equipamientos provisionales de seguridad y emergencia para los vuelos Test finales y de seguridad antes de la puesta en marcha de los motores y la APU Puesta en marcha de motores y APU Simulación del procedimiento de despegue Pesado del avión Preparación al vuelo y Primer Vuelo Inspecciones Pre y Post Vuelo Ferry flight a Hamburgo 69 Figura 50. Estaciones 18 y 15 en la FAL de Toulouse • Estación 23 – Línea de Vuelo 1b: Recepción del avión en Hamburgo tras el Ferry Flight (Figura 51) La actividad principal es preparar al avión tras el vuelo desde Toulouse para volver a meterlo en una nave y realizar el acondicionamiento de la cabina. El tipo de permanencia en esta estación no llega a una semana. Elementos de Entrada: Avión tras el vuelo proveniente de Toulouse Utillaje e Infraestructura necesaria: Útiles y equipos necesarios para el remolcado del avión y de mantenimiento Escaleras para puertas de pasajeros Power Packs - Eléctricos Instalaciones de Línea de Vuelo para puesta en marcha de los motores y APU Plataforma de compensación Lavado y Deshielo Actividades anteriores al Acondicionamiento de cabina y Pintura: Remolcado del avión, Vaciado y drenado de combustible Traspaso administrativo del avión (Hand-Over) 70 Figura 51. Estación 23 en la Planta de Airbus en Hamburgo 6.1.6 Estaciones de ACONDICIONAMIENTO DE LA CABINA • Estación 20 : Acondicionamiento de la Cabina (Figura 52) La actividad principal de esta estación es el acondicionamiento de la cabina según la configuración elegida por cada compañía. Se desmotan todos los elementos provisionales y se instalan los definitivos, asientos, baños, armarios, paneles de las paredes, iluminación, equipos de entretenimiento para pasajeros (pantallas individuales, etc.) y todos los acabados necesarios para dejar el avión conforme a la configuración. El tiempo de permanencia en esta estación es alrededor de ocho semanas. Figura 52. Acondicionamiento de la Cabina 71 6.1.7 Estaciones de PINTURA En estas estaciones se costumiza el avión según los logotipos y colores de cada compañía. En la Figura 53 se observan tres zonas principales, una zona de pintura primaria, una zona intermedia y una zona de pintura final. La capa intermedia permite que en caso de intervenciones posteriores, debido a reparaciones, se pueda desprender con facilidad la capa superior de pintura final usando los productos necesarios y sin riesgo de dañar a la pintura primaria. Figura 53. Capas de pintura en la parte exterior del A380 • Estación 16 : Pintura del VTP (Figura 54) Esta estación se encuentra en Hamburgo. El estabilizador vertical se pinta antes de que las secciones lleguen a Toulouse. El hecho de pintarlo antes del ensamblaje final es por razones comerciales y de identificación. Elementos de Entrada: Estabilizador Vertical, incluidos Timón vertical y Dorsal Fin. Carenados del VTP Utillaje e Infraestructura necesaria: Grúas, Escaleras y plataformas de acceso Útiles de transporte (trailers) 72 Intervenciones en la Estructura: Montaje: Carenados del VTP Desmontaje: Dorsal fin, Carenados del fuselaje Timón inferior Sellado/Pintura Inspección Enmascarado, limpieza, desengrasado Lijado y limpieza con disolventes Pintura (Primaria mas dos capas) Enmascarar las zonas a decorar y pintar según especificaciones de cada compañía Carteles, marcados, etc. Figura 54. Pintura del VTP • Estación 12 : Pintura del Avión (Figura 55) En esta estación se pinta el avión completo excepto las zonas no visibles, algunas zonas que ya vienen pintadas y las partes móviles como timones, etc. que ya vienen pintados por el fabricante. Para cada compañía existe una paleta de colores, plantillas para los logos, etc. El tiempo de permanencia del avión en la estación de pintura oscila entre una y dos semanas. Elementos de Entrada: Pinturas y Etiquetas 73 Utillaje e Infraestructura necesaria: Instalaciones de pintura automatizadas, Plataformas de acceso y Puente de pesado Equipamientos, útiles de pintura y plantillas Equipos de medición Sellado/Pintura Inspección del avión Enmascarado, limpieza, desengrasado Lijado del avión y limpieza con disolventes Pintura (Primaria mas dos capas) Enmascarar zonas a decorar y hacerlo según especificaciones de cada compañía Carteles, marcados, matrícula, etc. Inspección final, retoques y aceptación del cliente Test y Reglajes: Pesado del avión para compararlo al contrato hecho con la compañía. Para ello se lleva el avión a una nave especial donde se posiciona sobre unas plataformas. Se obtienen además del peso total, una serie de parámetros que sirven para elaborar el informe de Peso del Avión (Weighing Report) que usarán las compañías para establecer configuraciones de vuelo, transferencias de combustible, etc. Figura 55. Pintura del Avión 74 6.1.8 Estaciones de LÍNEA DE VUELO 2 • Estación Final Test: Tests Finales (Figura 56) Se realizan test finales y de seguridad. El tiempo de permanencia del avión es de unos pocos días. Utillaje e Infraestructura necesaria: Grúas y Plataformas de acceso Power Packs: Hidráulicos, Eléctricos, Aire Equipos de test varios Equipos informáticos de soporte para los test Test y Reglajes: Repetición de los test finales y de seguridad Actividades temporales ligadas a los trabajos pendientes Figura 56. Estación de Tests Finales 75 • Estación 11- Línea de Vuelo 2: Vuelos de prueba tras en Acondicionamiento de la Cabina El tiempo de permanencia en esta estación es de entre dos y tres semanas. Utillaje e Infraestructura necesaria: Utillaje y equipos necesarios para el remolcado del avión Escaleras para puertas de pasajeros Equipos y útiles de mantenimiento Power Packs – Eléctricos Puente de pesado del avión Equipos de medida y test Instalaciones de Línea de Vuelo Instalaciones para puesta en marcha de los motores y APU Plataforma de compensación Lavado y Deshielo Actividades: Tras el acondicionamiento de la cabina y la pintura: Rellenado de los depósitos de agua y desinfección Llenado de combustible Inspección de Pre-vuelo y preparación al vuelo Vuelos de prueba Reuniones de Post–vuelo, localización de averías y rectificaciones en caso de necesidad Evaluación y tratamiento de los parámetros grabados en vuelo Test de comunicación del Satcom, pruebas del software de los equipos de entretenimiento de pasajeros, que deben estar de acuerdo a las especificaciones de cada compañía. Engrasado de los trenes de aterrizaje antes del paso del avión al Delivery Center Preparación del avión para otro Ferry Flight en caso de que este se entregue a la aerolínea en la Planta de Toulouse Puesta en marcha de los motores Traspaso a la estación de Entrega a Cliente (Delivery Center) 76 6.1.9 Estaciones de ENTREGA A CLIENTE Estas son las últimas estaciones del proceso, donde se entregan los aviones a las aerolíneas, que son los clientes finales. El ciclo total desde que las partes del avión llegan a la FAL hasta que se entrega al cliente se va mejorando a lo largo del tiempo y a medida que se van fabricando aviones. Este tiempo oscila entre cinco y seis meses. A pesar de estar todo el proceso de fabricación y ensamblaje tan organizado y estructurado, la realidad es que en los primeros aviones, incluso en estas estaciones finales se tuvieron que realizar trabajos relacionados con modificaciones y mejoras de última hora. La complejidad de organización de esos trabajos es enorme en todos los aspectos. En términos de responsabilidades, antes de que el avión sea entregado a la aerolínea, es cada planta de producción quién debe asegurar que la parte del avión que ha fabricado se entrega conforme a los requisitos. Por lo tanto en la mayor parte de las ocasiones, las intervenciones las realizan equipos especializados de cada planta que se desplazan a donde se encuentre el avión (Toulouse o Hamburgo). La coordinación de estos equipos internacionales es complicada. Además, en los primeros aviones, al haber tantas zonas de intersección, no siempre era obvio definir la responsabilidad de los trabajos, y en muchas ocasiones se han hecho modificaciones de planos para definir esa responsabilidad o para cambiarla. Una vez entregado el avión, en la mayoría de los casos hay acuerdos entre el fabricante y las aerolíneas para ofrecer un servicio de mantenimiento durante unos años hasta que se alcancen los objetivos de fiabilidad del avión, que es el último Hito del proceso de construcción de un avión (Figura 2). Para realizar esas intervenciones se organizan equipos transnacionales con especialistas de cada planta de fabricación, creando sedes de mantenimiento en algunas zonas estratégicas del mundo, donde el avión está en servicio. En estas estaciones se entrega toda la documentación del avión a la compañía junto al Certificado de Aeronavegabilidad, que asegura que el avión esta registrado correctamente y cumple con todos los requisitos exigidos por las Autoridades de Aviación Internacionales. 77 • Estación 7//13 – Línea de Vuelo 3 : Centro de Entrega al Cliente en Hamburgo y Toulouse (Figura 57) Hay dos estaciones de entrega al cliente según se trate de unas compañías u otras: - Hamburgo: Se entrega a las compañías de Europa y Oriente Medio - Toulouse: Se entrega a el resto de compañías Utillaje e Infraestructura necesaria: Utillaje y equipos necesarios para el remolcado del avión, escaleras para puertas de pasajeros, equipos y útiles de mantenimiento, Power Packs – Eléctrico e Hidráulico Puente de pesado del avión, equipos de instalación de los motores y de los inversores, Instalaciones de Línea de Vuelo y Naves de entrega de aviones Lavado y Deshielo Actividades: Inspecciones Pre/Post Vuelo e inspecciones de daños e impactos Trabajos pendientes, correcciones tras las inspecciones en tierra y en vuelo Localización de averías y cambios de equipos no conformes Inspecciones en tierra por parte del cliente Puesta en marcha de motores y Vuelo de aceptación junto al cliente Figura 57. Centro de Entrega al Cliente de Toulouse 78 6.2 Descripción general de herramientas y tornillería utilizadas 6.2.1 Herramientas básicas Las herramientas se organizan en carros y maletines. El objetivo es que estén lo más accesibles posible y perfectamente identificadas (Figura 58). Es muy importante y se está haciendo mucho hincapié en los últimos tiempos que siempre se verifique que después de cada trabajo en el avión no falte ninguna herramienta. Esto es debido a que si se olvida una herramienta dentro del avión podría tener unas consecuencias catastróficas. Hay una campaña llamada FOE/FOD (Foreign Objet Elimination/Foreign Objet Damage) que sensibiliza sobre este problema. Está destinada a todo el personal que trabaja en la aeronáutica. Muchos accidentes se han producido por olvidos de herramientas u otros objetos por el personal de mantenimiento y de montaje. Los carros de herramientas tienen que tener las ubicaciones perfectamente identificadas de manera que si falta una herramienta salta a la vista. Figura 58. Carros de herramientas 79 Las herramientas automáticas más frecuentes usadas en las plantas de producción para los trabajos en la estructura del avión son neumáticas y se pueden clasificar en: - Atornillado: pueden ser neumáticas o con baterías. Algunas pueden calibrarse para que tener un apriete determinado (Figura 59). Figura 59. Atornilladora - Taladrado: pueden ser rectas o a 90°, y tener más o menos rpm (Figura 60). Figura 60. Taladro - Remachado de LockBolt: solo se usan para este tipo de unión (Figura 61). Figura 61. Remachadora LockBolt - Remachado de Hi-Lite: rompe las tuercas de los Hi-lites (Figura 62). Figura 62. Remachadora Hi‐Lites 80 - Remachado de sólidos (Figura 63): Se coloca en la cabeza del remache, por el otro lado del remache se utiliza una sufridera que es la que deformará al remache. Figura 63. Remachadora de remaches sólidos - Aprieta pinzas de sujeción (Figura 64): Sirve para apretar las pinzas de sujeción, éstas se usan para unir dos piezas de manera provisional colocándolas en la posición adecuada antes de taladrar, después de aplicar sellante de interposición y antes de remachar. Figura 64. Aprieta pinzas de sujeción - Eliminación de material (Figura 65) Figura 65. Fresadora - Extracción (Figura 66) Figura 66. Herramientas de extracción 81 6.2.2 Elementos de Unión Los diferentes tipos de uniones que se realizan en los aviones son: - Usando elementos de unión (remaches, tornillería, etc.): son los más usados con diferencia. - Encolado: en algunas zonas del fuselaje, en la zona superior para unir larguerillos con la piel del avión. - Soldadura: en algunas zonas del fuselaje, en la parte inferior para también unir larguerillos con la piel del avión. La instalación de elementos de unión es el procedimiento más usado para ensamblar componentes entre sí o a la estructura de los aviones. Los más usados son los remaches sólidos de aluminio que se utilizan principalmente para uniones con tensiones altas y piezas de aleaciones de aluminio. Los remaches de acero, titanio o monel se utilizan para uniones en zonas sometidas a alta temperatura. Según su uso los elementos de unión se pueden diferenciar en: - Remaches: Remache sólido - Sujeciones especiales: Perno roscado(HI-LOK, HI-LITE), Perno estampado(LOCKBOLT), Taper-LOK, Bolt - Sujeciones ciegas: Remache ciego(HUCK, AVDEL, CHERRYMAX, CHOBERT), Perno ciego Las ventajas sobre otros métodos de unión tales como el pegado son: • No se provocan cambios en la composición química de elementos unidos • Permite la unión de materiales muy diferentes • Proporciona una tolerancia al daño en las estructuras 82 • Puede permitir el desmontaje y la reparación de una manera relativamente simple • Preparación de las uniones y técnicas de ensamblaje simples • Bajo costo y permite la automatización Los elementos de unión se pueden dividir en dos familias principales: PERMANENTES: Los elementos de unión permanentes son los que para separar las piezas unidas tienen que destruirse o aun sin destruirse no pueden reutilizarse. - Remaches ciegos (Figura 67): Se utilizan en áreas donde es imposible conseguir el acceso a un lado de la unión. Hay muchas variantes de materiales, formas y protecciones superficiales. Figura 67. Remache ciego 83 - Remaches sólidos (Figura 68): Utilizados principalmente para unir los paneles de piel del fuselaje. También hay muchas variantes de materiales, de formas y protecciones superficiales. Los más usados son los de aleaciones de aluminio, los de Monel y los de Titanio. Figura 68. Remache sólido - Pernos ciegos: También se usan en zonas donde es imposible el acceso por uno de los lados. Constan de varias piezas (Figura 69) Figura 69. Perno ciego - Pernos roscados (Figura 70): están formados por dos piezas, un perno con una cabeza en un extremo y una parte roscada en el otro y una tuerca hexagonal roscada. Para instalarla se aprieta la tuerca hasta romper su parte trasera (punto de apriete requerido). Ej: Hi-Lok, Hi-Lite. Figura 70. Montaje de un perno roscado 84 - Pernos estampados (Figura 71): Ej: LockBolt. Figura 71. Montaje de un perno estampado - Taper Lok (Figura 72) Figura 72. Taper Lok 85 DESMONTABLES: Los elementos de unión desmontables son los que se pueden quitar sin daño y se pueden reutilizar bajo ciertas condiciones. - Tornillos (Figura 73): Van siempre acompañados de las tuercas y en su mayoría llevan una arandela bajo ésta. Hay muchas variantes de materiales y protecciones superficiales. Figura 73. Tornillos - Tuercas remachables (Figura 74): hay varios tipos, son receptoras de los tornillos y quedan fijas en una de las partes a unir. Normalmente se usan cuando solo hay acceso desde la cabeza del tornillo. A veces se pueden sellar para evitar fugas de algún fluido. Figura 74. Tuerca remachable 86 Los elementos de unión se eligen según sus comportamientos sometidos a: • Carga estática y dinámica • Fatiga • Vibraciones • Resistencia a la corrosión • Comportamiento térmico • Carga de impacto • Retención de fluidos (combustible o aerodinámica) • Facilidad de reparación 87