evaluación de la calidad de adherencia en la interfase metal
Anuncio

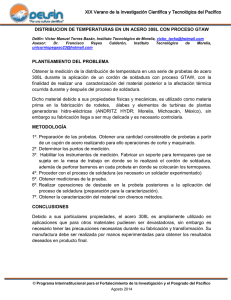
EVALUACIÓN DE LA CALIDAD DE ADHERENCIA EN LA INTERFASE METAL-ELASTÓMERO EN PROBETAS NORMALIZADAS MEDIANTE ULTRASONIDO M. Ricupero *, F. Fraudita*, D. Pereira(a) y H. Figueroa(b) (a) * Escuela de Ingeniería Metalúrgica y Ciencia de los Materiales UCV- Departamento de Física Aplicada de la Facultad (b) de Ingeniería UCV - Departamento de Tecnología de Materiales PDVSA Intevep Ciudad Universitaria - Los Chaguaramos - Apartado 51.717 - Caracas 1050 - Venezuela e-mail [email protected] - [email protected] Se estudió la factibilidad de emplear la técnica de inspección no destructiva por ultrasonido en probetas normalizadas a fin de determinar la calidad de adherencia en la interfase metal-elastómero que forma parte del estator del sistema de levantamiento artificial de pozos por Bombas de Cavidad Progresiva. La inspección no destructiva por ultrasonido fue realizada sobre probetas normalizadas para ensayos de adherencia según Norma ASTM D429 las cuales fueron elaboradas simulando diferentes condiciones de interfase. Se evaluó la influencia de la preparación superficial de la interfase en las mediciones y las variaciones en el espectro de frecuencias de las señales ultrasónicas. A través de las mediciones realizadas se determinó que frecuencias de 5 y 10 MHz permiten una mejor determinación de la calidad de la interfase. También se determinó que la presencia de contaminantes y de capas de aire pueden producir una alteración de la señal ultrasónica indicando de esta forma el estado en el que se encuentra la interfase. En el análisis de frecuencia realizado se determinó que el contenido de energía y la amplitud del espectro cambian notoriamente con la variación de la condición de la interfase. This paper presents studies on the feasibility of applying ultrasonic non destructive testing techniques to determine the bonding quality at the metal-elastomer interface of standardized test samples that simulate the interface of progressive cavity pumps employed in oil wells artificial lift. The ultrasonic nondestructive inspection was carried out on test samples specially prepared to perform bonding tests according to standard ASTM D429. Different types of samples that simulated a variety of interface conditions were prepared. The influence of the surface preparation at the interface was evaluated as well as the variations of the scattered ultrasonic frequency spectrum with the interface conditions. As a result of the measurements it could be concluded that frequencies of 5 and 10 MHz allow for a better sampling of the interface. It was also determined that the presence of trapped air bubbles and other contaminants such as oil, can significantly affect the ultrasonic signal, revealing this way the presence of this type of anomalies in that region. The analysis of the frequency spectra for the different samples showed that the energy content and the amplitude profile vary substantially with the interface conditions. I. INTRODUCCION Las bombas de cavidad progresiva (BCP) se emplean ampliamente en la industria petrolera y en gran cantidad de aplicaciones industriales, ya que presentan ventajas como la simplicidad de operación y diseño, bajos costos, facilidad de mantenimiento e instalación en comparación con otros métodos de levantamiento artificial. Las bombas de Cavidad Progresiva(1) están constituidas por dos elementos operacionales básicos: Un rotor fabricado de un material metálico y un estator fabricado con un material elastomerico soportado por una carcaza. Al emplearse las bombas en el sistema de levantamiento artificial en la industria petrolera, se presentan fallas en las mismas que ocasionan pérdidas tanto por el costo de las bombas, como por las paradas operacionales. Las fallas más frecuentes ocurren en la cavidad de estator y en la interfase elastomero-carcaza. En la cavidad del estator se pueden producir fallas cohesivas ( por ejemplo, hinchamiento o ampollamiento, agrietamiento) y fallas ocasionadas por el tipo de crudo del pozo ( abrasión, desgaste y agrietamiento del material elastomérico). En la interfase elastomero-carcaza se presentan fallas adhesivas entre el elastómero del estator y el metal de la carcaza. Esto hace que el ajuste entre el rotor y el estator no sea adecuado ocasionando fallas en el sistema de bombeo. Por esta razón, si se puede determinar la calidad de adherencia en la interfase carcaza-estator, es posible reducir las pérdidas generadas por las fallas de las bombas. En este sentido, la técnica de inspección no destructiva por ultrasonido puede resultar adecuada para tal fin (2,3,4). II. PROCEDIMIENTO EXPERIMENTAL Probetas para ensayos de adherencia Estas probetas se prepararon según la norma ASTM D 429 método B(5). La forma y dimensiones se muestran en la fig.1 Figura 1. Arreglo experimental empleado en las mediciones ultrasónicas de probetas para ensayos de adherencia. Todas las probetas fueron preparadas con un elastómero de nitrílo convencional (159) y con laminas de acero al carbono. Las condiciones de preparación superficial de las probetas se variaron de la siguiente manera: • Probeta tipo I Identificación: NG Cantidad de probetas elaboradas: 5 Elastómero empleado: 159 Adhesivo empleado: ninguno Lámina empleada: acero al carbono Preparación superficial: si Contaminación superficial: ninguna • Probeta tipo II Identificación: NB Cantidad de probetas elaboradas: 5 Elastómero empleado: 159 Adhesivo empleado: Chemosil 360 Lámina empleada: acero al carbono Preparación superficial: ninguna Contaminación superficial: ninguna • Probeta tipo III Identificación: OC Cantidad de probetas elaboradas: 5 Elastómero empleado: 159 Adhesivo empleado: chemosil 360 Lámina empleada: acero al carbono Preparación superficial: si Contaminación superficial: aceite • Probeta tipo IV Identificación: N Cantidad de probetas elaboradas: 10 Elastómero empleado: 159 Adhesivo empleado: chemosil 360 Lamina empleada: acero al carbono Preparación superficial: si Contaminación superficial: ninguna II. INSPECCION CON ULTRASONIDO Los ensayos se realizaron utilizando un equipo de ultrasonido marca Panametrics, modelo Epoch III 2300, palpadores de 5, 10 y 15 MHz , aceite de mediana viscosidad como acoplante y pulso de onda rectificada. Para la calibración se empleo una plancha metálica de 2,1 mm de espesor libre de pintura y óxido y se eligió un eco que se encuentre en la zona del campo lejano, a objeto de obviar el fenómeno de superposición de ondas que se produce en el campo cercano. Sobre el palpador se colocó un peso constante de aproximadamente 0.250 Kg. Para evitar las posibles variaciones en la amplitud por fallas del operador del equipo. Se realizaron tre(3) mediciones por muestra. IV. ANALISIS DE FRECUENCIA Se efectuó un análisis de frecuencia a las 25 muestras descritas anteriormente. Este análisis se realizó utilizando un osciloscopio marca Hewlett Packard, modelo 54603B, 60 MHz, una tarjeta de interfase osciloscopio- PC, marca Hewlett Packard, modelo HP 82340 y un programa de aplicaciones matemáticas (6,7). El pulso en radiofrecuencia. El arreglo experimental se muestra en la fig. 2 Figura 2. Arreglo exp erimental para la realización de los análisis de frecuencia. V. RESULTADOS Y DISCUSION Se agruparon todos los valores de amplitud de las probetas del mismo tipo, se promediaron y se obtuvo una desviación estándar para cada tipo de probetas, obteniéndose bandas de amplitud de la señal para cada tipo de probeta a cada frecuencia empleada, tal como se muestra en las figs. 3, 4 y 5. Figura 3. Bandas de amplitudes promedios del primer eco reflejado de cada tipo de probeta para ensayos de adherencia, frecuencia empleada: 5 MHz. Figura 4. Bandas de amplitudes promedios del primer eco reflejado de cada tipo de probeta para ensayos de adherencia, frecuencia empleada: 10 MHz. Figura 5. Bandas de amplitudes promedios del primer eco reflejado de cada tipo de probeta para ensayos de adherencia, frecuencia empleada: 15 MHz. puede estar presente un problema de falta de contacto en las interfases y, si la amplitud del eco reflejado es menor a los valores de la banda, no se tiene una idea clara de la condición en la que se encuentra la interfase. Para una frecuencia de 10 MHz, si el eco reflejado se encuentra a una altura entre 15.96% y 21.04% se puede notar la ausencia de preparación de la superficie de contacto metal - elastómero. Las amplitudes de las probetas tipo III y IV se solapan entre 11% y 12%, por tanto, no se puede establecer claramente la condición de la interfase si al momento de inspeccionar una bomba de Cavidad progresiva, bajo las mismas condiciones, la altura del eco reflejado se encuentra dentro de esos valores. La banda de amplitud de la probeta tipo I se solapa con la de las probetas tipo II y IV. Para diferenciar una probeta del tipo I se debe realizar una inspección a 5MHz. Para frecuencia de 15 MHz, se presenta un solapamiento de las bandas de amplitud de todos los tipos de probetas evaluados. Los valores de amplitud medidos presentan una gran dispersión. Esto se debe a que a la frecuencia de 15MHz, el tamaño de la longitud de onda es menor que el de los palpadores de 10 y 5MHz y se pueden detectar mas irregularidades en la interfase. El espectro de frecuencia de cada una de las señales del osciloscopio, fue obtenido aplicando la transformada rápida de Fourier (FFT) y también se midió la amplitud de la señal RF. En las figs. 6, 7 y 8, se muestran las señales RF típicas captadas del osciloscopio . En la tabla 1 se presentan los valores de amplitud promedio y sus desviaciones estándar para cada tipo de probeta y para cada frecuencia empleada. PROBETA A.P.±D.S (5MHz) A.P.±D.S (10MHz) A.P.±D.S (15MHz) Tipo I 46.60±2.20 15.60±2.03 40.73±4.20 Tipo II 41.92±0.90 18.50±2.54 35.50±8.93 Tipo III 40.47±1.85 10.73±1.28 26.13±3.66 Tipo IV 41.50±1.98 13.50±1.94 32.60±5.18 Tabla 1. Promedio de las amplitudes de los ecos reflejados para cada tipo de probeta para ensayos de adherencia a las frecuencias de 5, 10 y 15 MHz. En la fig. 3, se puede observar que a una frecuencia de 5 MHz es fácilmente diferenciable una probeta tipo I del resto de las probetas. Las bandas de amplitud de las probetas tipo II,III y IV se solapan entre si, pero no lo hacen con las probetas de tipo I. Estos resultados nos indican que si al momento de una bomba con un palpador de 5MHz nos encontramos que la amplitud del primer eco reflejado en el campo lejano está entre 44.4% y 44.8% de la altura de la pantalla, podemos inferir que en ese punto inspeccionado no existe adhesivo( probeta tipo I). Si la amplitud del eco reflejado es mayor que estos valores, Figura 6. Señal típica de RF captada del osciloscopio al realizar mediciones ultrasónicas en probetas para ensayos de adherencia a una frecuencia de 5 MHz. Figura 7. Señal típica de RF captada del osciloscopio al realizar mediciones ultrasónicas en probetas para ensayos de adherencia a una frecuencia de 10 MHz. Figura 8. Señal típica de RF captada del osciloscopio al realizar mediciones ultrasónicas en probetas para ensayos de adherencia a una frecuencia de 15 MHz. A una frecuencia de 5 MHz el ancho del pulso que es reflejado, es mayor que la separación entre los pulsos sucesivos, por lo que ocurre un solapamiento de las señales, tal como se aprecia en la fig. 6. A esta frecuencia es imposible captar una de las señales para realizarle un análisis espectral. Este solapamiento no ocurrió cuando se emplearon frecuencias de 10 y 15 MHz cuyos anchos de pulso son menores y poseen un poder de resolución mayor cuando la inspección se realiza sobre superficie de pequeño espesor. Estas señales, para 10 y 15MHz son entonces las adecuadas para realizar un análisis espectral. En las figs. 9 y 10 se muestran los espectros promedios para cada tipo de probeta para las frecuencias de 10 y 15 MHz respectivamente. Figura 9. Espectro de frecuencia promedio para cada tipo de probeta para ensayos de adherencia, frecuencia empleada: 10 MHz. Figura 10. Espectro de frecuencia promedio para cada tipo de probeta para ensayos de adherencia, frecuencia empleada: 15 MHz. Al realizar el análisis espectral de cada una de las probetas a las frecuencias de 10 y 15 MHz, podemos apreciar que no existen cambios apreciables en lo que respecta al ancho de banda y al perfil(forma) de los espectros de frecuencia, pero, las amplitudes y los contenidos de energía de las señales si lo hacen de una manera notoria. La energía del espectro puede aproximarse al área bajo la curva del espectro de frecuencia y la misma es aproximadamente igual a la energía de la señal. La medición de la energía de los espectros, puede, por lo tanto, constituirse en una variable que aporte diferencias entre los diferentes tipos de condiciones de adherencia. El área bajo la curva fue calculada empleando la integración por el método trapezoidal. Del análisis de frecuencia de las señales del osciloscopio, se puede apreciar que existe una alta dispersión de los valores de las mediciones de las amplitudes de las señales RF y de las energías de los espectros de frecuencia, lo cual no permite la determinación de la condición de la interfase. Esta situación nos induce a realizar un análisis destructivo con la finalidad de determinar la calidad de preparación de las probetas suministradas. Mediante la utilización de la X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X NUEVA CLASIFICACIÓN CAPA DE ACEITE CAPA DE AIRE X X X X X CAPA DE ÓXIDO PREP. SUPERF. I 1* I 2* I 3* I 4* I 5* II 1 II 3 II 4* II 5 III 1 III 2 III 3* III 4 III 5 IV 1* IV 2 IV 3* IV 4* IV 5 IV 6* IV 7 IV 8 IV 9 SISTEMA ADHESIVO PROBETA Microscopía Electrónica de Barrido(MEB) se realiza un análisis de la interfase y de la rugosidad superficial de las probetas. De este estudio se logró establecer que las condiciones indicadas por el fabricante, no eran las condiciones reales de la interfase de dichas probetas. Una vez hecho este análisis, se agrupan de nuevo las probetas y se obtiene la clasificación que se muestra en la tabla 2. D1 D2 A1 A2 A3 B1 A4 A5 A6 D3 C1 C2 C3 C4 D4 C5 D5 D6 C6 D7 D8 D9 C7 IV 10 X X X C8 PREP. SUPERF.: Perfil de anclaje adecuado. SISTEMA ADHESIVO: Sistema adhesivo en al interfase. CAPA DE ÓXIDO: Ocasionada por la falta de preparación superficial. CAPA DE AIRE: Con tamaños del orden de media longitud de onda en grandes zonas. CAPA DE ACEITE: Con tamaños del orden de media longitud de onda en grandes zonas. *: En esta probetas no fueron realizados estudios de MEB, su nueva clasificación está basada en la mediciones ultrasónicas. Tabla 2. Nueva clasificación de las probetas para ensayos de adherencia. En la tabla 3, se muestran los valores de la amplitud promedio y sus desviaciones estándar para la nueva clasificación de las probetas. PROBETA A.P.±D.S (5MHz) A.P.±D.S (10MHz) A.P.±D.S (15MHz) Tipo A 44.8±3.3 17.9±2.5 41.1±5.5 Tipo B 42.0±1.0 15.3±0.6 24.3±1.5 Tipo C 40.3±1.7 11.3±1.6 28.0±4.2 Tipo D 42.8±2.1 14.2±1.8 32.2±5.6 A.P.±D.S: Amplitud promedio ± Desviación estándar. Tabla 3. Promedio de las amplitudes de las mediciones ultrasónicas con onda rectificada para cada tipo de la nueva clasificación de las probetas para ensayos de adherencia a las frecuencias de 5, 10 y 15 MHz. En las figs. 11 y 12 se han graficado en bandas la respuesta ultrasónica por pulso eco para la nueva clasificación de las probetas a las frecuencias de 5 y 10MHz. Figura 11. Banda de amplitud promedio para la nueva clasificación de cada tipo de probeta para ensayos de adherencia, frecuencia empleada 5 MHz. Figura 12. Banda de amplitud promedio para la nueva clasificación de cada tipo de probeta para ensayos de adherencia, frecuencia empleada 10 MHz. A partir de estas figuras se puede observar que a la frecuencia de 10MHz cuando aparecen picos entre 15,4% y 20,4% se tienen probetas con posibles burbujas de aire atrapado( probetas tipo A) y a alturas de pico inferiores a 12,9% se tienen las probetas contaminadas con aceite( probetas tipo C). Existe una superposición de las bandas de amplitud para las probetas tipo B y D que no permiten ver claramente las diferencias entre ellas. A la frecuencia de 5 MHz no fue posible distinguir las probetas con capas de óxido de aquellas sin daños. Sin embargo, se puede identificar aire atrapado así como la contaminación por aceite. El aire atrapado mostró una reflexión entre 41,5% y 48,1%, mientras que la contaminación por aceite generó respuestas ultrasónicas entre 38,6% y 42%. En las figs. 13 y 14 se muestran las bandas de amplitudes promedio de la señal RF y las bandas de energía promedio de los espectros de frecuencia para la nueva clasificación de las probetas . Al comparar las figs. 12, 13 y 14, se puede apreciar que el comportamiento de las bandas es el mismo en los tres tipos de análisis de la señal ultrasónica que se realizaron. Se puede deducir entonces, que al inspeccionar la interfase de una BCP, se pueden determinar condiciones de preparación de la interfase metal-elastómero que no son deseadas: si la reflexión de la señal es muy alta, es indicativo de la presencia de burbujas de aire atrapadas en la interfase y, si aumenta la transmisión del ultrasonido entre el metal y el elastómero es indicativo de la presencia de contaminantes del tipo aceite. La presencia de capas de óxido ocasionada por una mala preparación de las probetas, no se puede determinar claramente y se puede confundir con una buena preparación de la superficie. A la frecuencia de 15 MHz, la dispersión de la data no permitió establecer un criterio adecuado para establecer comportamientos típicos con un determinado tipo de preparación de las probetas. VI. CONCLUSIONES • Figura 13. Bandas de amplitud promedio de la señal RF para la nueva clasificación de cada tipo de probeta para ensayos de adherencia, frecuencia empleada 10 MHz. • • • Figura 14. Bandas de energía promedio del espectro de frecuencias para la nueva clasificación de cada tipo de probeta para ensayos de adherencia, frecuencia empleada 10 MHz. En ambos caso, se pueden diferenciar tres bandas de amplitudes o de energía de los espectros: (a) Una banda superior conformada por las probetas con burbujas de aire atrapadas en sus interfases (probetas tipo A), (b) Una banda central conformada por las probetas con las mejores condiciones de preparación de la interfase (probetas tipo D); (c) una banda inferior conformada por las probetas que presentan en sus interfases contaminantes del tipo aceite (probetas tipo C). Las probetas que presentaban en sus interfases contaminación del tipo capas de óxidos (probetas tipo B) no pudieron ser bien diferenciadas debido a que sus bandas se superponían con las bandas de los otros grupos de probetas. Los espectros de frecuencia de las señales no varían notablemente su ancho de banda y su perfil por la presencia de diferentes clases de preparación superficial. Los cambios apreciables ocurren en amplitud del espectro y, por lo tanto, en el contenido de energía. A la frecuencia de 10 MHz es posible determinar la existencia de contaminantes del tipo de aceite y la presencia de burbujas de aire atrapadas en la interfase. La presencia de contaminantes del tipo de óxido no se puede determinar a través de las mediciones ultrasónicas realizadas bajo las condiciones empleadas. VII. REFERENCIAS 1. -Revard, J. “ The progressing cavity pump Handbook”, PennWell Publishing Company, Tulsa (1995). 2. -Figueroa h. y Castillo D.,¨ Técnica Ultrasónica para la inspección de bombas BCP¨, Doc. Técnico Nº INT 3729, los Teques, 1997. 3. - Metals Handbook, ¨Ultrasonic testing¨, ASM, Nineth Edition,1985,pp.33.32-33.40. 4. - Szilard j., ¨Ultrasonic Testing, Non-convencional testing techniques¨, john Wiley &Sons Ltd.,1982,pp.511512. 5. -ASTM D429 - Method B 6. - Etter D., ¨ Solución de problemas de ingeniería con MatLab¨, Prentice Hall, segunda edición,1997,pp241-244. 7. - Hsu h., ¨ Análisis de Fourier ¨, Addisson- Wesley Iberoamericana,EUA,1987.