Potencia Prensa-30-09-2013-150
Anuncio

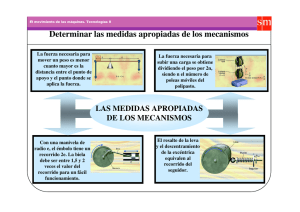
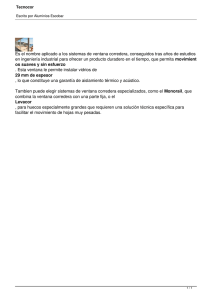
SEGURA LLUNELL S.A. INFORME DEL PUNT O DE POTENCIA MÁXIMA DESARROLLADO POR UNA PRENSA EXCÉNT RICA Es muy usual en Matriceria, desarrollar las matrices conforme a la pieza a cortar o estampar y a las dimensiones de la mesa de la Prensa, quedando en un segundo término, la potencia necesaria de la Prensa y el como desarrolla la Prensa su máxima Potencia. Por este motivo realizamos este informe para tener unos conceptos básicos y fundamentales de cómo realizar el cálculo de necesidades de potencia y del momento de Potencia máxima desarrollado por una Prensa Excentrica y poder evitar en la medida de lo posible, lo que hemos observado en multitud de ocasiones. PROBLEMÁTICA: La falta de un calculo de ideonidad en el diseño de la Matriz redunda siempre en la necesidad de deber de aumentar la Potencia de Prensa, llevándonos a la obligateoridad de deber de disponer de una Prensa Mayor con la consiguiente problemática: • • Encarecimiento de la Amortización hora/maquina. Encarecimiento de la Pieza por la menor producción/hora. SOLUCIÓN: Realizar un pequeño estudio y diseño de la matriz contemplando: • • • • • • Diseño de la pieza a realizar. Potencia necesaria para el Corte y/o estampación de la Pieza. Dimensiones de la mesa de la Prensa. Dimensiones de la Corredera de la Prensa quedando las columnas fuera de la Corredera. Calculo de la altura de las Columnas de la Matriz y/o altura de la Placa Guía. Recorrido necesario para que la Prensa inicie el trabajo en el momento de máximo esfuerzo o muy cerca de este. Página 1 de 6 SEGURA LLUNELL S.A. POTENCIA NECESARIA PARA EL TRABAJO DE UNA MATRIZ DE CORTE Calcular la Potencia necesaria para la realización de la Pieza con la siguiente formula. FORMULA EJEMPLO CALCULO Perimetro de Corte en mm. x Espesor del Fleje en mm. x Dureza de Material en Kgs/mm2 = Potencia Necesaria en Kgs. Punzon Diametro = 14 mm. 20*3,14 x 3 x 40 = 7.536 Kgs. (*) Espesor Chapa = 3 mm. Dureza Material = 40 Kgs/mm2 . *Al resultado habrá que sumarle las fricciones o resistencias de muelles que pueda llevar la Matriz. APLICACIÓN DE LOS CALCULOS En este momento ya sabemos que la matriz necesita una potencia de 7.536 Kgs o lo que es lo mismo 7,5 Toneladas de Potencia. Por lo tanto con una Prensa Excentrica de 10 Tons. Tendremos suficiente. Deberemos de montar la Matriz en la mesa de la Prensa y ajustar el recorrido necesario haciendo rotar la excéntrica con respecto al Cigüeñal y aquí es donde deberemos de prestar especial atención. Página 2 de 6 SEGURA LLUNELL S.A. En el siguiente grafico vemos el desarrollo de potencia de una Prensa Excentrica, sus grados desde el Punto Muerto Superior (P.M.S) hasta el Punto Muerto Inferior (P.M.I). La Prensa Excentrica es una maquina que trabaja con Volante de Inercia y la Energia Cinetica del Volante de inercia va aumentando desde su PMS hasta su PMI por lo que no tendremos disponible la máxima Potencia hasta los 15º del PMI. En el Ejemplo que hemos planteado y consultando la tabla, podemos observar que las 7.5 Toneladas (75% de la potencia máxima de la Prensa) no las vamos a tener disponible hasta que el cigüeñal no este a 125º del PMS. Por lo que el Punzón no debe de penetrar en la Chapa antes de ese punto, ya que es cuando necesitara las 7,5 Tons. Potencia. Potencia Desarollada por un Cigueñal de Prensa Excentrica 0º 350º 10º 340º 20º 330º 30º 320º 40º 310º 50º 300º 60º 290º 70º 280º 80º 270º 90º 260º 100º 250º 110º 240º 120º 230º 130º 220º 140º 210º 150º 200º 160º 190º 170º 180º Potencia… Página 3 de 6 SEGURA LLUNELL S.A. Regulación de la Carrera de la Prensa Este grafico nos lleva a la necesidad de escoger una Carrera de la Corredra idónea para que la Potencia sea la adecuada y nunca inferior a la necesaria ya que clavaríamos la Prensa durante la bajada. Máxima Potencia Obtenida a 15º del PMI. Punto Muerto Superior (P.M.S.). Punto Muerto Inferior (P.M.I.) Punto en el cual el Punzón desaloja el Retal. Por lo tanto el Punzón empieza a trabajar sobre el material a 4 mm del PMI (3 de material + 1 de desalojo de retal) en este punto deberá de estar como mínimo a 125º que es cuando la prensa desarrolla las 7,5 Toneladas Necesarias. 180-(Grados de Potencia Necesaria) = (Grados de Inicio de trabajo) (Grados de Inicio de trabajo) / (inicio de trabajo al PMI) = (Grados/mm) 180/(Grados/mm) = (Recorrido minimo necesario de la Prensa) 180º-125º=55º/4 mm =13.75º/mm ; 180º/13.75º=13 de recorrido Página 4 de 6 SEGURA LLUNELL S.A. Formula rápida y simple SI queremos calcular rápidamente el recorrido de la prensa la formula más sencilla es: (Inicio de trabajo del punzon hasta PMI) x 12 = Recorrido mínimo de la Corredera. 4 x 12 = 48 Insertando en la Excéntrica de la Prensa una carrera de 48 mm, cuando el punzon empiece a trabajar, la Prensa estará a 10 Toneladas de Potencia. Página 5 de 6 SEGURA LLUNELL S.A. Otras Ventajas Otras ventajas de cumplir estos parámetros son: 1. Los metros minuto de bajada de la corredera serán mayores, por lo que el Punzón penetrara más rápidamente en el material y conseguiremos un corte de mayor calidad y menor desgaste del Punzón. NOTA: Los G.P.M. de la Prensa serán los mismos, ya que si la Prensa gira a 60 GPM la corredera realizara un recorrido de 48+48 mm. por Segundo y si fuese carrera de 24 realizaría 24+24 mm. Por Segundo, pero los 60 GPM se mantendrán. 2. El cojinete de la excéntrica trabajara mas engrasada ya que la Presión de la maquina solo se realiza en los 15+15º del PMI. El cojinete por regla general tiene una tolerancia de 0,1 mm, cuando la corredera esta en vacio la tolerancia esta abajo y esta tolerancia está cubierta por el aceite del engrase, cuando la corredera encuentra Presión de Trabajo, la Tolerancia de la parte inferior del cojinete se pierde y el aceite desaparece por la presión hasta que inicia la subida al PMS, en este momento el aceite regresa y refrigera el cojinete. Página 6 de 6