Instrucciones de mantenimiento y de montaje de cintas
Anuncio

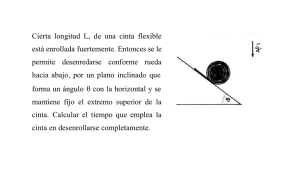
Instrucciones de mantenimiento y de montaje de cintas transportadoras de placas articuladas en hornos industriales de cocción Nº: F151 Revisión: 1 Página 1 de 5 1. Al ser despachadas, las cintas transportadoras de placas articuladas reciben una protección anticorrosiva, aplicada en proceso térmico de inmersión. 2. Antes de la puesta en marcha de las cintas transportadoras de placas articuladas, las cadenas de accionamiento deben lubricarse con un lubricante adecuado. La determinación del tipo de lubricante y de los intervalos de lubricación es responsabilidad del fabricante del equipo y del explotador del mismo. Los lubricantes de las cadenas, los intervalos de lubricación, la limpieza de las cadenas, la cantidad de lubricante, los equipos de lubricación y los aparatos de lubricación deben adecuarse a las condiciones operativas de las cintas transportadoras de placas articuladas. En todos los casos se recomienda solicitar el asesoramiento de un fabricante de lubricantes con experiencia en el tema. Ejemplos de lubricantes de cadena y sus fabricantes respectivos: WOLFRASYN UL 129 G10 Fabricante firma Klüber FIN LUBE HT/SF 4 Fabricante firma Interflon PLANFLUID Fabricante firma Bechem 3. Para garantizar la capacidad funcional de las cintas transportadoras de placas articuladas utilizadas en hornos industriales de cocción, deben observarse los puntos siguientes: Descripción Controles y mantenimiento Frecuencia Temperatura del horno En el caso de que se sobrepasara la temperatura máxima de 300°C deberá asegurarse de que la ventilación se active automáticamente y/o que se active una alarma. Tensión de la cinta de placas articuladas Durante el calentamiento o el enfriamiento de la línea debe observarse que la estación tensora compense las diferencias de longitud de la cinta de placas articuladas, para así evitar que las cadenas de accionamiento se dilaten excesivamente o que se monten sobre las ruedas de cadena. Canal de cocción Retirar cualquier objeto extraño presente y verificar la limpieza de las superficies de apoyo de la cinta transportadora de placas articuladas. Cinta de placas articuladas Verificar el funcionamiento y la limpieza, retirar Semanalme nte restos de masa adheridos a la superficie. Después de cada montaje Limpiar las placas articuladas y rociarlas p. ej. con grasa de panificación o con aceite vegetal. Para Mensualmen te efectuar esta tarea, la temperatura del horno debe encontrarse entre 80 y 100°C. Instrucciones de mantenimiento y de montaje de cintas transportadoras de placas articuladas en hornos industriales de cocción Descripción Controles y mantenimiento Nº: F151 Revisión: 1 Página 2 de 5 Frecuencia Cadenas de accionamiento Mensualmen Verificar el funcionamiento y la limpieza. te Lubricar con lubricante de cadenas a alta temperatura. La viscosidad cinemática de los aceites lubricantes debe encontrarse entre 450 (a 40°C) y 30 (a 100°C) mm²/s. Accionamiento en partes articuladas de fundición fina Mensualmen Verificar el funcionamiento y la limpieza. te Lubricar el lado inferior de las partes articuladas (en contacto con las ruedas de cadena) con aceite para cadenas de alta temperatura. La viscosidad cinemática de los aceites lubricantes debe encontrarse entre 450 (a 40°C) y 30 (a 100°C) mm²/s. Accionamiento e inversión de la cinta En los rodillos de accionamiento y de inversión, Mensualmen te verificar que las cadenas de accionamiento de la cinta de placas articuladas ingresen y salgan de las ruedas de cadena de forma centrada. 4. En el caso de que la lubricación de la cadena fuera inadecuada o deficiente, disminuirá su durabilidad. 5. Montaje de las cintas transportadoras de placas articuladas en el horno de cocción: Las cintas deben introducirse dentro del tramo inferior desde el lado de accionamiento, con la superficie de apoyo de los productos a cocer apuntando hacia abajo. La cinta debe sujetarse a una viga de tracción, en la cual se fijan dos cables de acero que deben hacerse pasar a través del tramo inferior hasta el eje de tracción en el tramo superior. Entrelazando el eje de accionamiento con los cables de acero, la cinta puede introducirse en el horno mediante el accionamiento. Para evitar daños a la cinta, deben colocarse elementos auxiliares de entrada en el lado de abajo del tramo inferior (véanse los croquis siguientes). Al iniciar el proceso de introducción debe observarse que la cinta se mueva siempre paralela al horno. La unión de las cintas se realiza en el lado de la entrada en el tramo inferior mediante los elementos de unión suministrados, mientras que la unión final al eje de accionamiento se realiza en el tramo superior (véase el croquis siguiente). Para remover el aceite anticorrosivo, después del montaje de las cintas y antes de la puesta en marcha del horno, la superficie de la cinta transportadora de placas articuladas debe limpiarse con un disolvente. El ajuste de la alineación recta de las cintas se realiza en primer lugar con el horno frío. Esto se efectúa mediante ajustes en los ejes de accionamiento y de inversión. Después del calentamiento del horno, deberán efectuarse correcciones sólo en el caso de que, debido a la deformación térmica del mismo, se verifique un desplazamiento lateral de la cinta. Instrucciones de mantenimiento y de montaje de cintas transportadoras de placas articuladas en hornos industriales de cocción Montaje y desmontaje de la cinta de placas articuladas a través del tramo inferior Eje de accionamiento Tramo superior Tramo inferior Eje ø >200 mm Montaje y desmontaje de la cinta de placas articuladas a través del tramo inferior Eje de accionamiento Tramo superior Tramo inferior Rampa en ángulo de≥45° Desmontaje de la cinta de placas articuladas a través del tramo superior Eje de accionamiento Tramo superior Tramo inferior Rampa en ángulo de≥45° Montaje o desmontaje erróneo de la cinta de placas articuladas Eje de accionamiento Tramo superior Tramo inferior Equivocado: En el caso de que las partes articuladas se doblen más de 45° hacia arriba, las articulaciones resultarán Nº: F151 Revisión: 1 Página 3 de 5 Nº: F151 Revisión: 1 Página 4 de 5 Instrucciones de mantenimiento y de montaje de cintas transportadoras de placas articuladas en hornos industriales de cocción Eslabón exterior con pernos de Pestaña exterior Extremo del eje soldado después del montaje Sentido de introducci- Distancia desde el centro de las Sentido de marcha de la Montar los eslabones de unión de adentro hacia afuera Eje de acero para resortes del eslabón de unión Eje de acero para resortes para conexión Montar el resorte de cierre en sentido contrario al de la marcha Sentido de introducción Extremo del eje soldado después del montaje Instrucciones de mantenimiento y de montaje de cintas transportadoras de placas articuladas en hornos industriales de cocción 6. Nº: F151 Revisión: 1 Página 5 de 5 Criterios de garantía de las cintas transportadoras de placas articuladas en relación con las condiciones constructivas de los hornos de cocción. Área de cocción - Avance en el tramo superior Es indispensable que los ejes de accionamiento y de inversión estén dispuestos de forma "paralela" entre sí. En este sentido, es de gran importancia que los ejes de accionamiento y de inversión sean regulables para permitir el ajuste de la salida en línea recta de la cinta. La estructura debajo de las cintas debe ejecutarse de forma cerrada mediante chapas, enrejados o perfiles en V. Debe observarse que en los apoyos inferiores no existan bordes cortantes ni escalones. No deben utilizarse apoyos dispuestos de forma lineal, pues los mismos pueden provocar desgastes puntuales en las cintas y reducir su vida útil. Los bordes de entrada y de salida de los tramos superior e inferior deben tener un radio de como mínimo 80 mm, o estar provistos de una rampa de entrada. El diámetro de los rodillos de accionamiento y de inversión empleados para soporte de las cintas, debe tener un diámetro primitivo acorde con el de las ruedas de cadena. La superficie de apoyo de la cinta en el tramo superior no debe ser más alta que el punto más alto de los rodillos de accionamiento e inversión. En ambos costados del horno de cocción, entre la cinta transportadora de placas articuladas y la pared del horno, debe haber un espacio libre de 20 mm como mínimo. El espacio libre debajo de las cadenas de accionamiento debe ser de 2 mm como mínimo. Igualmente, en el área de la cinta y hasta una altura de 25 mm, las paredes laterales deben estar reforzadas para evitar eventuales daños mediante los ejes de la cinta. Tramo inferior de retorno El retorno puede realizarse empleando rodillos, revestimiento de chapas, enrejados o perfiles en V. General Debe observarse que el dispositivo tensor que compensa la dilatación térmica esté funcionando. Durante el calentamiento o el enfriamiento del horno, el dispositivo tensor evita una dilatación excesiva de la cinta y/o que las cadenas se monten sobre las ruedas de cadena. Las cintas pueden utilizarse hasta una temperatura máxima de 300°C. La cinta está fabricada para un horno determinado y para una tarea determinada de acuerdo con las indicaciones del cliente. Cualquier modificación o utilización en desacuerdo con la finalidad prevista provocará la cancelación de la garantía. Las cintas transportadoras de placas articuladas y sus cadenas deben lubricarse periódicamente con lubricantes apropiados, de acuerdo con el uso a que se destinan.