Contextualización de la técniaca de aspersión por arco
Anuncio

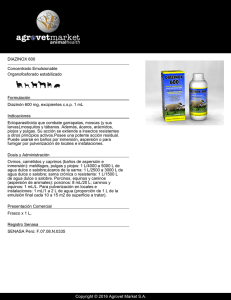
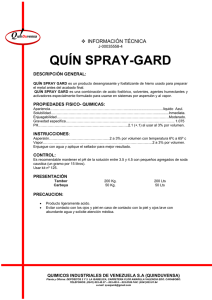
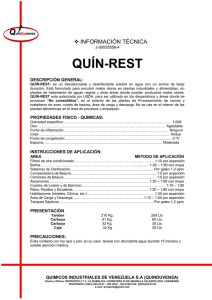
INVESTIGACIONES CON POSIBILIDAD DE APLICACIÓN EN LA INGENIERÍA MILITAR - Artículo de revisión Contextualización de la técnica de aspersión por arco eléctrico / Context of the art of electric arc spray Heller G. Sánchez A1, Héctor F. Rojas Molano2, Oscar E. Luna Ortiz3 1 PhD. en Ingeniería Mecánica. Docente de la Facultad de Ingenierías, Universidad Libre de Bogotá Bogotá – Colombia. [email protected] 2 PhD(c). en Ingeniería. Docente de la Faculta de Ingenierías, Universidad Libre de Bogotá. Bogotá – Colombia. [email protected] 3 Estudiante de Ingeniería Mecánica. Universidad Libre de Bogotá. Bogotá – Colombia. [email protected] Fecha de aceptación: 23/09/2014 Resumen Abstract El objetivo de este documento es revisar la retrospectiva de la técnica de aspersión por arco eléctrico. Este es el primer paso de un proyecto orientado a la optimización de ésta técnica. Por una parte se enfoca en identificar las características, principios, parámetros y factores influyentes en su proceso; y por otra, en clasificar y analizar las conclusiones de un grupo de trabajos realizados que permiten visualizar la ruta seguida hasta el momento por investigadores en el área, y plantear las posibilidades futuras de esta técnica de aspersión; Dado que la cantidad de variables que influyen en el proceso es importante, que este proyecto plantea, en un trabajo continuado el empleo de algoritmos de optimización para mejorar la aplicación de la técnica. The purpose of this paper is to review the retrospective of the technical of electric arc spray. It is the first step of a project that is focus on the optimization of this technique. On the one hand, this paper focuses on identifying the characteristics, principles, parameters and influence factors in the process; and the other, to classify and analyze the characteristics and results of a set of papers performed which enables view the path followed thus far by researchers in this area, and propose future possibilities of this technique. Giving that, the quantity of variables that affect the process is important, this work proposes, in a continued job, to use optimization algorithms to improve the application of this technique. Palabras clave Técnica de aspersión por arco eléctrico, características y principios, posibilidades futuras, algoritmos de optimización. Keywords Technique of electric arc spraying, features and principles, future possibilities, optimization algorithms. Para citar este artículo / To cite this article H. Sánchez, H. Rojas, O. Luna. Contextualización de la técnica de aspersión por arco eléctrico. Revista Ingenieros Militares, No.9, pp. 85-98. 2014. 85 ESING - REVISTA INGENIEROS MILITARES CONTEXTUALIZACIÓN DE LA TÉCNICA DE ASPERSIÓN POR ARCO ELÉCTRICO Fecha de recepción: 28/08/2014 Página Introducción Página 86 - REVISTA INGENIEROS MILITARES número 9, Año 2014, ISSN 2145-3144 / BOGOTÁ-COLOMBIA / páginas 85-98 ESING No es misterio que las organizaciones dedicadas a la investigación, al desarrollo de materiales, y en especial, las dedicadas a la industria metal-mecánica, busquen mejorar las propiedades físicas y/o mecánicas de sus bienes con materiales que pueden cumplir las exigencias en funcionamiento [1]. Para ello, se basan en operaciones que potencien la mejor calidad y presentación de sus productos, como los Tratamientos Térmicos y los procesos de Recubrimiento y Deposición. Las técnicas para recubrir y depositar material en el sustrato buscan: protegerlo contra agentes y condiciones de entorno desfavorables; mejorar las características del producto en su aspecto, mejorar la calidad de producto en alguna propiedad y preparar la superficie para un próximo proceso, por ejemplo, la restauración de una pieza gastada. La familia de los recubrimientos térmicos utiliza la energía térmica de diversas maneras para aplicar recubrimientos [2] que proporcionen resistencia contra la corrosión, la erosión, el desgaste y la oxidación a altas temperaturas [3]; y es en este punto donde la aspersión térmica puede tener un papel importante. Principio de la aspersión térmica Los recubrimientos aspersados térmicamente (véase Figura1) son capas superficiales de ma- teriales fundidos y/o semi-fundidos aplicados sobre una superficie previamente preparada (llamada sustrato), donde se solidifican y adhieren a la superficie [4]. Estos mecanismos de adhesión pueden darse por los anclajes mecánicos y los anclajes químico-metalúrgicos [5]. La selección apropiada del método de deposición térmica depende de los requerimientos de capa, del material a aspersar y de las características del sustrato, teniendo en cuenta que se pueden aspersar materiales puros, aleaciones, compuestos metálicos, plásticos o algún otro material de ingeniera en presentaciones de barra (varilla), alambre o polvo. La técnica de aspersión por arco eléctrico hace parte de una familia de técnicas de aspersión térmica, que a diferencia del resto, utiliza material con ciertos requerimientos, pues no solamente es material ingenieril, sino que viene con buenas propiedades conductivas en forma de alambre como materia prima de recubrimiento. Como se aprecia en la Figura 2, el objeto es contar con “dos alambres que se comportan como electrodos consumibles, que son extraídos para formar, entre el espacio de las puntas del alambre, un arco eléctrico que permite fundir el material en gotas liquidas, debido al calor generado del arco. Esta gota es aspersada por el gas de atomización, creando finas partículas impulsadas hacia el sustrato, allí la partícula impacta, se deforma y se solidifica para formar una capa (recubrimiento)” [6]. Figura 1. Esquema de un proceso general de aspersión térmica. Imagen adaptada de [4] de cada alambre [13] y la preocupación que, después de la atomización, las partículas fundidas de los dos alambres entren en contacto y puedan disolverse entre sí [14] Materiales, como los aceros al carbono, no son resistentes a la corrosión, y varios métodos se utilizan en la ingeniería de superficie para protegerlos de ambientes agresivos, como los ambientes marinos. Los estudios de caracterización y resistencia no pueden sugerir únicamente otro material/composición durante su proyección, sino tratamientos superficiales posteriores que resultan mucho más adecuados para ambientes agresivos [15]. Estos materiales vienen disponibles en carretes y los comúnmente rociados con el proceso de arco eléctrico son metales (cobre, aluminio y zinc) y aleaciones de metales (aceros, etc.) en consecuencia, sensibles a la oxidación [7]. Equipo de aspersión Figura 2. Esquema de un proceso de aspersión térmica por arco eléctrico. Imagen adaptada de [9]. Materiales de aspersión Muchas veces el requerimiento de aspersión no se cumple utilizando un único material con los parámetros de proceso optimizados, esto a causa de algunos materiales que alteran drásticamente sus características durante el proceso de pulverización. Materiales, como el acero inoxidable 321, que al fundirse y solidificarse en recubrimientos sufren simultáneamente una grave oxidación y una generación de capas frágiles de óxido en el revestimiento [10], hacen que la mezcla de alambres en distintos materiales (nano-compuesto, aleación, intermetálico, cermet, etc.) sea una buena alternativa en esta técnica [1], [11], [12] .Por tanto, utilizando materiales diferentes como ánodo y cátodo en una pistola de pulverización de arco, surgen cuestionamientos al atributo de las partículas Aunque estos materiales deben cumplir con la calidad y la ficha técnica propia del fabricante, los equipos utilizados evidentemente deben ser los apropiados, puesto que controlan la forma y la tasa de alimentación de alambre, el voltaje DC, la cantidad de corriente aplicada a las puntas de los alambres, la calidad del gas de atomización primario y secundario, y, la alineación de las puntas del alambre. Variables de proceso independientes (IPV) que manipula el operario a través del equipo han sido seleccionados mediante estudios para comprender su efecto sobre otras variables investigadas como la corriente de arco, la velocidad de pulverización media, temperatura de pulverización media, diámetros de partículas aspersadas [16]-[17]; o sobre características del revestimiento tales como microestructura, dureza, desgaste abrasivo [18], entre otros. En algunos equipos de aspersión por arco, el voltaje eléctrico y la corriente son ajustados de manera independiente, porque el valor de la corriente conecta con la tasa de alimentación de alambre. Así, cuando el valor de la corriente incrementa, la tasa de alimentación de alambre incrementa de manera simultánea. En el equipo de aspersión, el gas principal permite Página 87 ESING - REVISTA INGENIEROS MILITARES CONTEXTUALIZACIÓN DE LA TÉCNICA DE ASPERSIÓN POR ARCO ELÉCTRICO Este fenómeno de aspersión ocurre en un dispositivo de pulverización de alambre por arco que consiste en dos cables que conectados a un generador DC, son guiados por una pistola de aspersión hacia un flujo de gas comprimido suministrado por una boquilla. Sin embargo, algunos estudios sugieren varias mejoras relacionadas principalmente con la naturaleza del gas de atomización, el diseño de la boquilla y el perfil del chorro de partículas [7]. Considerando que los parámetros del proceso de pulverización se pueden optimizar para una aplicación específica [8], esta técnica puede depositar eficazmente recubrimientos que poseen mayor dureza, resistencia al desgaste, y resistencia a la corrosión [9]. el desprendimiento del material fundido y lleva las partículas fundidas a impactar con el sustrato, y el chorro de gas secundario se utiliza para aumentar la velocidad de la corriente de pulverización [19]. Página 88 - REVISTA INGENIEROS MILITARES número 9, Año 2014, ISSN 2145-3144 / BOGOTÁ-COLOMBIA / páginas 85-98 ESING Sobre las variables del equipo de aspersión, es importante mencionar que todos los parámetros que maneja el equipo de aspersión térmica influyen en la manera como la adherencia y las características del recubrimiento se desarrollan, y al trabajar en forma sincronizada, se evita la generación de: niveles excesivos de porosidad e inclusiones, partículas no fundidas, variaciones grandes en espesores de capa y fenómenos como “spitting”. Para comprender las implicaciones del voltaje en el proceso, es necesario explicar el esquema mostrado en la Figura 3. El voltaje DC aplicado a las puntas de los alambres forma un arco eléctrico que permite cambiar de fase una cierta cantidad de material, el cual se empieza a acumular en los extremos del filamento. Este material sobrecalentado reduce el voltaje de arco hasta un mínimo, donde “la viscosidad y la tensión superficial del líquido se han reducido, y el volumen fundido ha aumentado lo suficiente para que la punta del alambre se vuelva inestable en presencia de la presión dinámica del gas de atomización” [16]. En este punto el material fundido abandona el alambre, el voltaje de arco se restablece y el fenómeno vuelve a empezar. De la fluctuación y los intervalos del voltaje se crea un espectro de frecuencia que proporciona información sobre la dinámica de la formación de gotas. Esta información junto con las demás variables de proceso, permiten identificar el comportamiento ideal del voltaje para la formación más homogénea de gotas de material fundido [20]. Un incremento en el voltaje de arco reduce la velocidad e incrementa la temperatura de la pulverización, algunos más pronunciados que otros por el gas de atomización usado [16] y la turbulencia de flujo del gas [21]. Figura 3.Esquema de las etapas de formación de gota en la punta del alambre durante aspersión por arco eléctrico. Imagen adaptada de [17] Al estudiarse la distribución del tamaño de partículas, se encontró un comportamiento bimodal para las partículas de cada alambre [13], probablemente debido a la fluctuación periódica de la tensión y el arco, que conduce a un tamaño de partícula variable [14] y una remoción periódica de gotas fundidas. Alimentación de Alambre: el efecto de los cambios en la tasa de alimentación de alambre y de la temperatura de gota son más complejos, considerando que para cualquier aumento o disminución en la tasa de alimentación de alambre, el equipo de pulverización produce un aumento calibrado o disminución en la corriente suministrada al arco en un intento de proporcionar fusión estable de material por unidad de tiempo. El aumento de la velocidad de alimentación de alambre aumenta el diámetro medio y la tasa de producción de gotas en las puntas del alambre, pero disminuye la velocidad axial media de pulverización [16]. En general, con una tasa de alimentación de alambre alta, la corriente de arco es mayor y las gotas aumentan ligeramente la temperatura haciendo más débil su oxidación; por ende, el perfil de temperatura del depósito contribuye críticamente a determinar la micro-estructura y las propiedades mecánicas del depósito, por lo que los métodos semiempíricos suelen ser eficaces para controlar la calidad de recubrimiento, según aplicación [22]. Gas de Atomización: la elección de la naturaleza del gas de atomización es importante. En particular, a veces se prefiere el uso de un gas inerte como dióxido de carbono o nitrógeno que al aire; excepto para algunas aplicaciones particulares para las que la oxidación tiene un efecto positivo; esta preferencia se da a causa de la actividad del material caliente con el medio. Por temas de disponibilidad y economía, el aire comprimido es el gas de atomización utilizado comúnmente en procesos de pulverización de alambre por arco [23]. tículas propagadas, lo que es perjudicial para la calidad del recubrimiento. A pesar que, la atomización con aire incrementa la temperatura de pulverización con respecto al nitrógeno [16], el contenido de óxido de tales recubrimientos aplicados es relativamente alto, reduciendo así la fuerza de adhesión interlaminar y la maquinabilidad de los revestimientos. Los experimentos realizados con algunos tipos de configuración de boquilla más utilizados en esta técnica de aspersión para formar revestimientos y su posterior análisis microestructural (10), indican que el sistema de boquilla cerrada con un orificio convergente-divergente (CD/CL) tiende a producir revestimientos con microestructura más fina, menor porosidad y mayor contenido de óxido; mientras que el sistema de boquilla abierta (CD/OP) conduce a la microestructura de revestimiento muy gruesa con alta porosidad, pero bajo contenido de óxido debido a su rendimiento de atomización más pobre. Los resultados muestran una distribución de diámetro de partícula impactada estrecho para la boquilla CD/CL. Además, con el sistema de boquilla cerrada, el tamaño de partícula es más pequeño y una mayor velocidad de impacto resulta en una mayor deformación y propagación [26]. Pistola de Pulverización: el verdadero fenómeno ocurre en la pistola de pulverización. Conectada al equipo de aspersión, está construida bajo configuraciones que permite tener o no un sistema de alimentación de alambre push/ pull sincronizado con el equipo, y diferentes sistemas de boquillas con ángulos de inclinación que buscan generar una geometría convergente/divergente en el chorro de gas de atomización. De esta forma, las características del recubrimiento se pueden controlar mediante la optimización de la boquilla de pulverización y no únicamente con los parámetros del proceso [24], con los que comúnmente se interactúan. Boquilla de Pulverización: el diseño de la boquilla tiene diferentes efectos importantes sobre la eficiencia del proceso en todas sus etapas [25]. En primer lugar, debido a que el método siempre se suministra con gas comprimido, el chorro externo puede ser subexpandido en la salida de la tobera, presentando así un componente divergente significativo que puede contribuir a aumentar el chorro de par- La cantidad de aire arrastrado durante el proceso de aspersión es tan importante que la oxidación no puede evitarse por completo, por lo que el uso de un gas de recubrimiento con el fin de disminuir la velocidad de aire en el chorro es implementada en algunos casos dado que este método también puede contribuir a disminuir la divergencia de éste. La particularidad de esta técnica consiste en una protección del gas inerte utilizando un atomizador de inyección secundaria con el fin de disminuir la cantidad de aire arrastrado dentro del chorro. Existen algunos métodos para esta inyección secundaria conocidas por la literatura [7]. El ángulo de expansión del chorro de pulverización para las pistolas varía con cada configuración. Página 89 ESING - REVISTA INGENIEROS MILITARES CONTEXTUALIZACIÓN DE LA TÉCNICA DE ASPERSIÓN POR ARCO ELÉCTRICO El uso de aire conduce también a quemar el carbono al rociar aceros. Como contramedida, el nitrógeno puede ser propuesto como gas de atomización con el fin de disminuir la tasa de óxido de carbono [20] y el agotamiento de los revestimientos de acero, además de lograr una mejor retención de carbono que permite un aumento en la dureza para un contenido de óxido dado [19]. Así, las boquillas convergentes/divergentes parecen opcionales (ver Figura 4), en particular porque estas boquillas permiten el aumento de la velocidad del gas en el punto de intersección de ambos alambres [7]. salida de la pistola es también un factor importante porque afecta a la velocidad y la temperatura de las partículas en vuelo [29]. Página Figura 4. Esquema de configuración de diferentes boquillas de aspersión a) C/CL; b) CD/OP; c) CD/CL. Fuente [18] 90 - REVISTA INGENIEROS MILITARES número 9, Año 2014, ISSN 2145-3144 / BOGOTÁ-COLOMBIA / páginas 85-98 ESING El chorro de pulverización centralizado puede ser el adecuado para atomizar gotas con mayor velocidad [27]. Los avances mencionados orientan al método de optimización a ejecutarse no solo con los parámetros de proceso sino que también a los diferentes parámetros de configuración de la pistola. Esto es: analizando y teniendo en cuenta la geometría de las boquillas, las perturbaciones de los alambres, distancia entre puntas de alambre, ángulo entre los alambres, etc. [27]. Variables de la pistola de pulverización: es importante resaltar que la pistola, a pesar de manejar parámetros internos de fabricante, también maneja unos factores de proceso, esenciales en la definición y determinación del recubrimiento aspersado, tales como la distancia de aspersión, el flujo de gas de atomización, el ángulo de deposición de las partículas en el sustrato y la velocidad de aspersión de la pistola. Distancia de aspersión: esta distancia influye en el tiempo de permanencia de las partículas fundidas durante la trayectoria arco-sustrato; que controlada adecuadamente, puede brindar beneficios en aplicaciones puntuales [28]. Distancias muy cortas de aspersión aumentan la desigualdad entre la velocidad del gas y la velocidad de la gota impulsada, provocando salpicaduras; pero distancias muy largas harán que el depósito de material sobre el sustrato ocurra a bajas velocidades, provocando así mayor oxidación [19]. En distancias más alejadas de pulverización, la velocidad y la temperatura de las partículas disminuyen, pero el tamaño se mantiene constante. La distancia axial desde la Flujo de gas de Atomización: como supuesto general en procesos de arco de alambre, un aumento de la tasa de flujo de gas está relacionado directamente con un incremento en la velocidad de aspersión. La tasa de flujo de aire es un factor crítico en el valor de la temperatura de las partículas, junto con la distancia de pulverización [29]. El flujo de gas de atomización realiza varias funciones: el gas primario arranca el material fundido de los alambres y lo acelera, convirtiéndolo en gotas con una gran energía cinética. Mientras que el gas secundario también acelera las partículas hacia el sustrato, pero atomiza estas gotas en finas partículas [24]. Este flujo depende de la presión del gas que se maneje, llegándose a trabajar con materiales reactivos a bajas presiones y configuraciones especiales de boquilla [30]. La presión del gas de atomización es el parámetro más importante para controlar el caudal y la velocidad del gas, si se considera que un aumento del mismo causa un incremento en la velocidad del gas de atomización, y disminución en el tamaño medio de las partículas aspersadas. A menor diámetro de la gota mayor es su aceleración, así provoca un aumento en la velocidad media de la partícula que proporciona una disminución en la porosidad del recubrimiento [7], con posibilidad de obtener recubrimientos densos con altas propiedades mecánicas [24]. El grado de aplanamiento y el nivel de salpicaduras incrementan con la tasa de flujo. Este se puede explicar en términos de las características de las partículas y de las intensidades de la fuerza de impacto. Mientras que la tasa flujo del gas es creciente, las velocidades de partículas aumentan a medida que sus diámetros disminuyen, la fuerza de la viscosidad y el aumento de fuerza de tensión conducen a aumentar la dureza del depósito [29]. Angulo de deposición: el ángulo de aspersión es el grado de inclinación que puede tener la pistola con el sustrato, el cual se busca que sea Chorro de partículas pulverizadas: durante la pulverización el efecto de la atomización del aire, y el arrastre del aire circundante dentro de la corriente de pulverización, causa significativa oxidación en vuelo de las partículas de metal fundidas [23]. La velocidad de pulverización y la temperatura decrece al aumentar la distancia radial (diámetro de cono) desde el eje de pulverización, porque en la periferia del cono, el arrastre de gas ambiente frío logra enfriar y desacelerar las gotas. Asimismo, al abandonar el arco eléctrico existe un enfriamiento rápido por radiación y convección forzada entre el flujo de gas de atomización y las partículas aspersadas [16]. Esto explica que el contenido de óxidos aumente al aumentar la distancia del eje de simetría, puesto que debido a la distancia de las partículas, desde el centro del eje del cono, emplean más tiempo en el aire y la oxidación durante el vuelo se vuelve más grave [26]. Un estudio de velocidad y temperatura de gotas de acero bajo la técnica de arco eléctrico resalta que, la distribución radial de la velocidad de pulverización y la temperatura son asimétricas con respecto al eje de pulverización, debido a las diferencias entre las puntas de alambre; el arco en el cátodo es más caliente que en el ánodo y esto conduce a diferente comportamiento de fusión y atomización en las puntas [16], [13]. Generación de partículas aspersadas: la temperatura inicial de pulverización, por la ato- mización primaria, se determina por la temperatura del arco y el tiempo de permanencia que pasa el metal fundido dentro de la zona del arco. Además, el calentamiento a partir de las reacciones de oxidación exotérmicas también puede contribuir de manera significativa. El tiempo de permanencia del material en la zona del arco está relacionado con el tiempo empleado en el extremo de las puntas de los alambres antes de la remoción, típicamente del orden de un milisegundo. Una vez las partículas de pulverización han viajado más allá de la región de calentamiento del arco, se enfrían rápidamente por radiación y convección forzada en el flujo de gas de atomización, a tasas superiores a 105.8°C/ s-1 [16]. Cuando las finas partículas son generadas por el arco a una temperatura de 5000°C, estas pasan por una “zona en la que el gas presenta la velocidad máxima, llamada Zona de Alta Velocidad (HSZ)” [24]. En esta zona, las partículas viajan, durante unas fracciones de segundo, con gran energía cinética (que las mantiene aceleradas) y gran energía térmica (que les permite conservar su estado de fusión). Partículas más rápidas fundidas se deforman más fácilmente en el impacto, permitiendo que la densidad de recubrimiento aumente y se reduzca la porosidad. Se ha demostrado que el grado de aplanamiento de la gota está influenciado por el tamaño de gota, densidad, viscosidad y velocidad de impacto [29]. Todas estas miles de partículas adquieren diámetros en escalas de micras (µm). Estos diámetros, bajo esta técnica de aspersión, “son críticos en la determinación de la microestructura, porosidad y contenido de óxido en los revestimientos resultantes, controlando el comportamiento dinámico y térmico del procedimiento, además de las salpicaduras y la dispersión de las gotas en el depósito” [17]. El diámetro de partícula parece estar directamente relacionado con la tasa de flujo de aire, disminuyendo drásticamente cuando se aumenta la velocidad de flujo ya que tienen menos dificultades para propagarse cuando golpea el sustrato e implicando una menor porosidad; por otro lado, la distancia de pulverización tiene ninguna influencia en el tamaño de partícula [29]. Página 91 ESING - REVISTA INGENIEROS MILITARES CONTEXTUALIZACIÓN DE LA TÉCNICA DE ASPERSIÓN POR ARCO ELÉCTRICO normal de la superficie a tratar, puesto que “el ángulo de incidencia del chorro de pulverización es otra fuente de porosidad” [31], y las aplicaciones de protección contra corrosión y desgaste no permiten grandes niveles de porosidad [32]. Las diferentes posiciones en el chorro de partículas (X, Y, Z) también deben tenerse en cuenta debido a la distribución de tamaño de partícula, aunque inicialmente desconocido, es fuertemente dependiente de los parámetros de entrada [29]. Por último, la velocidad relativa de la pistola respecto del sustrato influye en el espesor de capa requerido, definiendo el tiempo de pasada para lograr un recubrimiento con un grosor de revestimiento establecido. Página 92 - REVISTA INGENIEROS MILITARES número 9, Año 2014, ISSN 2145-3144 / BOGOTÁ-COLOMBIA / páginas 85-98 ESING De hecho, al aumentar la presión de pulverización el estrechamiento del chorro se vuelve más importante porque conduce a un aumento de la energía transferida al fenómeno de cizallamiento, que a su vez rompe las partículas fundidas en gotas más pequeñas, proporcionando un aumento en la oxidación de partículas debido a una mayor área superficial específica [23]. Sin embargo, una velocidad de gota más alta también provoca una disminución en el tiempo de vuelo, lo que induce una disminución en la oxidación de las partículas, por lo que estos dos efectos actúan al contrario [7]. Cuando cada partícula sigue una trayectoria, se crea un patrón de aspersión que permite cubrir una parte del sustrato, y junto con el movimiento de la pistola y el ángulo de aspersión forman un grosor de capa para cubrir el sustrato. Sustrato: es la superficie sobre la cual se depositan las partículas aspersadas. Esta superficie requiere de una preparación superficial que le permite garantizar tanto una adecuada adhesión del material como reducir el nivel de impurezas [5]. Además, se recomienda una etapa de precalentamiento del sustrato, para mejorar el resultado del proceso [5], [33]. No obstante, en la aplicación de campo suele ser omitida por sus implicaciones, tanto económicas como de control de proceso; aun cuando pueda lograr grandes resultados en superficies con acabado espejo [33]. Los estándares que actualmente regulan la preparación de superficies metálicas son: SSPC (Society for Protective Coatings) y NACE (National Association of Corrosion Engineers International). Estas indican, entre otras cosas, el uso de granalla particulada o arena como elemento abrasivo de limpieza en sistemas abiertos o sistemas cerrados de recirculación del abrasivo [34], garantizando la limpieza y la creación de un perfil de anclaje. Un sustrato a termoaspersarse por arco eléctrico, requiere (varía según norma) un alto grado de limpieza con el uso adecuado de equipos, procedimientos y pruebas de inspección antes, durante y después de la preparación de superficies [35], [36]. Formación del Recubrimiento Cuando las partículas llegan al sustrato se crean “Splats” (gotas/partículas impactadas) con una estructura laminar como se muestra a continuación: Se puede observar en la Figura 5 que, la deposición de una sola gota forma un splat a través del proceso de impacto, aplanamiento, enfriamiento rápido y solidificación [29]. Figura 5. Sección transversal de los componentes laminares de una capa termo-aspersada. Fuente [37] Las primeras partículas impactadas en el sustrato son las que generan las características de adhesión al sustrato, subsecuentemente las demás gotas se solidifican y adhieren entre sí causando una cohesión entre partículas. Es bien conocido que la oxidación puede reducir tanto la adhesión como la cohesión, y esto es un gran inconveniente para aplicaciones contra el desgaste y la corrosión [7], [32]. El tamaño grande de partícula puede conducir a grandes espesores de splat y proporciones más bajas de aplanamiento, contribuyendo a la propagación de inestabilidades y dando como resultado una posible fragmentación [38]. El comportamiento térmico del proceso permite analizar y entender las tensiones generadas y el flujo de calor en las zonas termoaspersadas [39]; no solo del primer pase (primera capa), sino de los múltiples pases que sean suministrados al sustrato [40]. Los cambios bruscos de temperatura logrados por las altas tasas de enfriamiento consiguen transferir calor al sustrato debido a la discrepancia entre el coeficiente de expansión tér- Las partículas más rápidas fundidas con mayor dispersión de energía cinética, que se deforman más fácilmente en el impacto, aumentan la densidad de recubrimiento y la reducción de la porosidad [23]. Materiales como el acero desarrollan otro tipo de tensión más, que corresponde a la tensión de transformación de fase, la cual esta críticamente relacionada con la temperatura (temperaturas altas a la temperatura de austenización) y la tasa de enfriamiento. Esto permite que esta transformación (Martensita) ocurra tanto en su deposición como en algún posterior tratamiento térmico [41]. Entendido el fenómeno de capa, la fuerza de adhesión de un recubrimiento se ve afectada por la extensión de interacciones físicas y químicas, entre el revestimiento y el material de sustrato, y sobre la microestructura de la región interfacial [42]. Una mala adherencia se puede atribuir a un mal enclavamiento interfacial, un bajo grado de unión metalúrgica y unas altas tensiones internas. Los modos de degradación del recubrimiento dependen tanto de la naturaleza de la interfaz recubrimiento-sustrato y de los fenómenos químicos que se producen allí durante la deposición y solidificación [23]. Efectos de la oxidación La presencia de óxido aumenta la dureza del recubrimiento, que puede ser beneficioso para mejorar la abrasión y la resistencia al desgaste de recubrimientos, pero los procesos de pulverización con aire son relativamente altos en el contenido de óxido del material fundido [23]. Las capas de óxido se originan principalmente en las fronteras entre splats, por lo que dismi- nuye perjudicialmente su fuerza de cohesión. Por otra parte, los micro-fisura a menudo inician desde el interior de las capas de óxido con la acción de tensiones concentradas [10]. La protección contra la corrosión, especialmente ambientes marinos, se beneficia de la presencia de óxidos (2,5% a 3,0% en masa), siendo este nivel no perjudicial para la adhesión, aunque afectan propiedades físicas como conductividad (eléctrica, térmica), cohesión y adherencia. El acero es el elemento más comúnmente utilizado en los alambres por su capacidad de poder alearse con distintos elementos [12], para conseguir características específicas; y el aire, el gas de atomización utilizado frecuentemente en la aspersión por arco debido a su disponibilidad y bajo costo. La presencia de la oxidación durante el proceso de pulverización es inevitable. En la pulverización del acero, se ha identificado que puede ocurrir de tres maneras principales: 1. Por la oxidación de las gotas rociadas durante la atomización primaria, y en el vuelo hasta el punto de deposición, porque el acero en sus puntas de alambre es sobrecalentado muy por encima de su punto de fusión. Esto produce vaporización de sus elementos de aleación como hierro, carbono y manganeso. Al haber oxígeno en el ambiente, el hierro reacciona para formar óxidos de hierro, y el carbono para formar CO y CO2. La mezcla turbulenta de FeO, antes de la solidificación de las gotas finas, conduce a la formación de una emulsión de partículas finas de óxido en la gota de acero. Así, el óxido no mezclado con la gota en la superficie de la misma, conduce a la formación de cadenas inter-splats, teniendo en cuenta que las gotas se extienden en el impacto con el depósito [43]. Dado que la reacción es exotérmica, un aumento en la concentración de oxigeno del gas de atomización conduce al aumento de las temperaturas de deposición. Este aumento suele ser ventajoso porque confiere una mayor fuerza de adhesión del revestimiento. Las partículas más pequeñas reaccionan más fácilmente con Página 93 ESING - REVISTA INGENIEROS MILITARES CONTEXTUALIZACIÓN DE LA TÉCNICA DE ASPERSIÓN POR ARCO ELÉCTRICO mica del recubrimiento y el sustrato [41]. Esto crea tensiones al recubrimiento (tensiones térmicas), puesto que las gotas de material fundido recién impactadas, al adquirir una microestructura laminar, encogen un poco durante su solidificación; Por otra parte, y de forma casi simultánea, las partículas precedentes crean tensiones de tracción (tensiones intrínsecas) que limitan la contracción térmica de la gota chocada resultando tensiones de tracción entre splats [38]. el oxígeno que las gotas más grandes, debido a su mayor área de superficie específica. Página 94 - REVISTA INGENIEROS MILITARES número 9, Año 2014, ISSN 2145-3144 / BOGOTÁ-COLOMBIA / páginas 85-98 ESING 2. Por la oxidación de gotas secundarias derivadas de salpicaduras, siendo este el principal contribuyente a la reducción directa del rendimiento del proceso, poseen una gran área superficial, tienen movimiento relativamente lento y cuenta con una alta proporción de óxido. La incorporación de las gotas de salpicadura oxidadas puede conducir a unos niveles de óxido más altos que, ya sea en la oxidación de la pulverización principal en vuelo o en la oxidación de la superficie superior del depósito [43]. 3. Por la oxidación de la superficie superior del depósito. Si la temperatura es suficientemente alta durante la pulverización se producirá oxidación en la superficie superior de depósito. Los óxidos provenientes de la oxidación de la superficie suponen una importante proporción del óxido total en los depósitos [43]. La oxidación del acero durante la pulverización es perjudicial para la resistencia a la tracción y la dureza del depósito. Incluso cuando se pulveriza con bajos porcentajes de O2, las capas de óxido se forman fácilmente reduciendo la unión entre partículas proyectadas y aumentando la susceptibilidad del depósito a la delaminación entre gotas impactadas. En general, un aumento en la concentración de oxígeno en el gas de atomización conduce a una pulverización más caliente, porque el calor generado por la reacción de oxidación exotérmica aumenta las temperaturas de pulverización y de deposición. Efectos de la porosidad La porosidad es otra característica frecuente en la microestructura y afecta al módulo elástico, conductividad térmica y comportamiento dieléctrico. Varios métodos se emplean para la medición cuantitativa de la porosidad, como el análisis de imágenes, método confiable para la caracterización de porosidad en los recubrimientos rociados térmicamente. El contacto incompleto entre sucesivos splats, y la presencia de partículas no fundidas condu- cen a la formación de huecos. La rápida solidificación y la alta velocidad de impacto de las partículas fundidas dan lugar a poros interlaminares, mientras que las grietas se forman debido a las tensiones de tracción de enfriamiento rápido. Con el fin de controlar las propiedades, se deben depositar microestructuras predecibles, siendo imprescindible caracterizarlas en detalles razonablemente cuantitativos y cualitativos [44]. Mediante los estudios realizados a la porosidad de los revestimientos se establece que, la tasa de flujo de aire es un parámetro importante a la hora de determinar las propiedades del revestimiento. Se ha logrado establecer que los dos parámetros principales que influyen en la porosidad son la velocidad de la partícula y la temperatura. La presencia de la porosidad afecta de forma negativa al revestimiento, reduciendo la dureza del mismo [29]. Tecnología de aspersión térmica Como una técnica de proyección térmica rentable, el proceso de arco de 2 alambres ha ganado aplicaciones generalizadas contra la corrosión y el desgaste. Las demandas de estas aplicaciones conducen a técnicas de control más sofisticadas que mejoren la calidad del recubrimiento y aumenten su productividad [26]. La eficiencia del proceso aumenta el interés por esta tecnología, por modernizar sus equipos [45], puesto que existe una correlación entre los parámetros de proceso y las propiedades físicas y mecánicas del recubrimiento [24]. Incluso se han desarrollado análisis en CFD [46] de la dinámica de gases, para diferentes variables y parámetros, con el objetivo de predecir el comportamiento de los mismos durante el proceso [14]. La idea es tener la mayor información posible del proceso para tomar decisiones más acertadas a la hora de optimizar la técnica. Los recubrimientos aspersados por arco eléctrico pueden ser descritos como una superposición de partículas de perfil Gaussiano, cuya superposición depende del movimiento de la pistola de aspersión [47]. Algunos estudios han simulado el comportamiento térmico que ocurre durante su aplicación, pues está claro que El volumen de parámetros que influyen en el proceso, y sus combinaciones, hacen que la búsqueda de la conjugación óptima pase por diseños experimentales y métodos de optimización [49]. Entre los métodos más empleados para problemas de estas características se encuentra el de Taguchi. Este método ha sido empleado de forma satisfactoria para la optimización del proceso de pulverización térmica [19]. El análisis de los resultados experimentales muestra que todos los parámetros no tienen la misma contribución a las propiedades de la superficie, pero todos los parámetros tienen un efecto definido sobre los recubrimientos resultantes [16]. Modelos estocásticos, empleando el método de los elementos finitos, para simular la deposición de múltiples partículas, también han sido desarrollados. Este es el caso del estudio publicado por Y. Chen [47], en el que analiza la transferencia de calor transitora y la formación del recubrimiento mediante la simulación numérica del proceso. Con el objetivo de aportar al mejoramiento de la aspersión por arco, el presente trabajo se establece dentro de un proyecto general encaminado al empleo de las técnicas de inteligencia artificial para optimizar el proceso. La meta es implementar un algoritmo de optimización multiobjetivo y multimodal, que permita obtener configuraciones de los parámetros de proceso que conlleven a los mejores resultados de la aplicación de la técnica. Conclusiones Muchos estudios se han realizado con el objetivo de caracterizar, analizar, predecir y mejorar la eficiencia de la técnica de aspersión por arco [50]. Por una parte, están todos los estudios que se enfocan en el diseño de los equipos em- pleados para la ejecución del proceso. Por otra, están todos los trabajos enfocados a estudiar los materiales, y sus propiedades, empleados en el proceso. La conjugación de todos los factores que se relacionan en el proceso es compleja. Por tanto, se requieren emplear herramientas que ayuden a encontrar las combinaciones de parámetros que den como resultado un mejor recubrimiento, para cada necesidad. Página Es común encontrar en la bibliografía, como método de optimización para la configuración de los diferentes parámetros, el Método de Taguchi. Por ello, se resalta la necesidad de emplear métodos más potentes, que permitan revisar el basto espectro de combinaciones de factores que intervienen en el proceso. Surge como propuesta interesante emplear las técnicas de inteligencia artificial como método de optimización del proceso. El presente artículo permite visualizar, de forma general, todos los diferentes aspectos relacionados en el proceso de la aspersión por arco, y su influencia en el mismo. Referencias [1] R. Wang, D. Song, W. Liu, X. He. “Effect of arc spraying power on the microstructure and mechanical properties of Zn–Al coating deposited onto carbon fiber reinforced epoxy composites.” Appl Surf Sci., vol. 257, no. 1, pp. 2039. 15 de Octubre de 2010. [2] JA. Morales, JJ. Olaya, HF. Rojas. “Una aproximación a la tecnología de proyección térmica.” Revista Avances - Invest. en Ing., vol. 9, no. 2, pp. 60-71. 2012. [3] M. Groover. 29 Procesos de Recubrimiento y Deposicion. Fundamentos de Manufactura Moderna. Tercera Edicion. McGraw-Hill; pp. 684-5. [4] ASM International Handbook Committee. Thermal Spray Coatings. En: ASM Editorial Staff, editor. ASM HandBook 95 ESING - REVISTA INGENIEROS MILITARES CONTEXTUALIZACIÓN DE LA TÉCNICA DE ASPERSIÓN POR ARCO ELÉCTRICO la transferencia de calor durante la deposición tiene una influencia significativa en el rendimiento del proceso [48]. Por otra parte, otras investigaciones se han orientado al análisis de los parámetros de proceso y sus conjugaciones, para obtener configuraciones de dichos parámetros que resulten en un proceso más eficiente [17]. Corrosion. 9th Edition Metals Handbook. ASM International. 1987. pp. 1042-50. [5] RSC. Paredes, SC. Amico, d’ Oliveira ASCM. “The effect of roughness and pre-heating of the substrate on the morphology of aluminium coatings deposited by thermal spraying.” Surf Coat Technol. vol. 200, no. 9, pp. 304955. 8 de Febrero de 2006. vol. 7, no. 4, pp. 513-20. 1 de Diciembre de 1998 [12] R. Li, Z. Zhou, D. He, L. Zhao, X. Song. “Microstructure and high-temperature oxidation behavior of wire-arc sprayed Fe-based coatings.” Surf Coat Technol. vol. 251, no. (0), pp. 186-90. 25 de Julio de 2014 [13] A. Pourmousa, J. Mostaghimi, A. Abedini, S. Chandra. “Particle size distribution in a wire-arc spraying system.” J Therm Spray Technol. vol. 14, no. 4, pp. 502-10. 1 de Diciembre de 2005 [14] HL. Liao, YL. Zhu, R. Bolot, C. Coddet, Ma SN. “Size distribution of particles from individual wires and the effects of nozzle geometry in twin wire arc spraying.” Surf Coat Technol. vol. 200, no. 7, pp. 2123-30. 21 de Diciembre de 2005 [15] Sá Brito VRS, Bastos IN, Costa HRM. “Corrosion resistance and characterization of metallic coatings deposited by thermal spray on carbon steel.” Mater Des. vol. 41, no. (0), pp. 282-8. Octubre de 2012. [16] Newbery AP, Grant PS, Neiser RA. “The velocity and temperature of steel droplets during electric arc spraying”, Surf Coat Technol.; vol. 195, no. 1, pp. 91101. 23 de Mayo de 2005. [17] AP. Newbery, PS. Grant. “Large arc voltage fluctuations and droplet formation in electric arc wire spraying.” Powder Metall. vol. 46, no. 3, pp. 22935. 1 de Octubre de 2003. [18] S. Seth, AH. Jones, OD. Lewis. “Wear resistance performance of thermally sprayed Al3Ti alloy measured by three body micro-scale abrasive wear test.” Wear Mater 2013. 302(1–2):972-80. Abril de 2013 [19] G. Jandin, H. Liao, ZQ. Feng, C. Coddet. “Correlations between operating conditions, microstructure and mechani- Página 96 - REVISTA INGENIEROS MILITARES número 9, Año 2014, ISSN 2145-3144 / BOGOTÁ-COLOMBIA / páginas 85-98 ESING [6] Lech Pawlowski. 3.4 Arc Spaying (AS). The Science and Engineering of Thermal Spray Coatings. Segunda Edicion. John Wiley & Sons; 2008. pp. 79-81. [7] R. Bolot, M-P. Planche, H. Liao, C. Coddet. “A three-dimensional model of the wire-arc spray process and its experimental validation.” J Mater Process Technol. vol. 200 no. (1–3), pp. 94-105. 8 de Mayo de 2008. [8] K. Cooke, G. Oliver, V. Buchanan, N. Palmer. “Optimisation of the electric wire arc-spraying process for improved wear resistance of sugar mill roller shells.” Surf Coat Technol.vol. 202, no. 1, pp. 185-8. 15 de Noviembre de 2007. [9] ASM International Handbook Committee. Thermal Spray Coatings. En: ASM Editorial Staff, editor. ASM HandBook Corrosion: Fundamentals, Testing, and Protection. 1st Edition. ASM International. 2003. pp. 2062-88. [10] [11] Y. Chen, B. Xu, Y. Liu, X. Liang, Y. Xu. “Structure and sliding wear behavior of 321 stainless steel/Al composite coating deposited by high velocity arc spraying technique.” Trans Nonferrous Met Soc China.vol. 18, no. 3, pp. 6039. Junio de 2008. J. Varacelle, D. Zeek, V. Zanchuck, E. Sampson, K. Couch, D. Benson, et al. “Experimental studies of twin-wire electric arc sprayed zinc/aluminum alloy coatings.” J Therm Spray Technol. [20] [21] [22] [23] [24] [25] [26] T. Watanabe, X. Wang, E. Pfender, J. Heberlein. “Correlations between electrode phenomena and coating properties in wire arc spraying.” Thin Solid Films. vol. 316, no. (1–2), pp. 169-73. 21 de Marzo de 1998. T. Watanabe, X. Wang, J. Heberlein, E. Pfender, W. Herwig. “Voltage and Current Fluctuations in Wire Arc Spraying as Indications for Coating Properties”. ASM Int, pp.577-83. 1 de Agosto de 1996. HK. Seok, HJ. Llewellyn, JC. Lee, PS. Grant. “Semiempirical method for process analysis on electric arc spray forming of Fe0.06%C steel rings.” Powder Metall. vol. 45, no. 2, pp. 139-45. 1 de Julio de 2002. I. Gedzevicius, AV. Valiulis. “Analysis of wire arc spraying process variables on coatings properties.” Achiev Mech Mater Eng. vol. 175, no. (1–3), pp. 206-11. 1 de junio de 2006. SL. Toma, C. Bejinariu, R. Baciu, S. Radu. “The effect of frontal nozzle geometry and gas pressure on the steel coating properties obtained by wire arc spraying.” Proc Fifth Workshop RIPT Rencontres Int Sur Proj Therm. vol. 220, no. (0), pp. 266-70. 15 de Abril de 2013 X. Wang, J. Heberlein, E. Pfender, W. Gerberich. “Effect of nozzle configuration, gas pressure, and gas type on coating properties in wire arc spray.” J Therm Spray Technol. vol. 8, no. 4, pp. 565-75. 1 de Diciembre de 1999. YL. Zhu, HL. Liao, C. Coddet, Xu BS. “Characterization via image analysis of cross-over trajectories and inhomogeneity in twin wire arc spraying.” Surf Coat Technol. vol. 162, no. (2–3), pp. 301-8. 20 de Enero de 2003. [27] Y. Chen, X. Liang, Y. Liu, B. Xu. “Numerical analysis of the effect of arc spray gun configuration parameters on the external gas flow.” J Mater Process Technol. vol. 209, no. (18–19), pp. 592431. 19 de Septiembre de 2009 [28] SS. Madaeni, ME. Aalami-Aleagha, P. Daraei. “Preparation and characterization of metallic membrane using wire arc spraying.” J Membr Sci. vol. 320, no. (1–2), pp. 541-8. 15 de julio de 2008. [29] MP. Planche, H. Liao, C. Coddet. “Relationships between in-flight particle characteristics and coating microstructure with a twin wire arc spray process and different working conditions.” Surf Coat Technol. vol. 182, no. (2–3), pp. 215-26. 22 de Abril de 2004. [30] H-D. Steffens, E. Ertürk. “Low pressure arc spraying of reactive materials.” Thin Solid Films. vol. 121, no. 2, pp. 143-50. 16 de Noviembre de 1984. [31] Thermal Spray Society Training Committee. Handbook of Thermal Spray Technology. 1st Edition. United States of America: ASM International; J.R. Davis, Davis & Associates, editores. 2004. pp.338. [32] Dimate Castellanos LM, Morales Torres JA, Olaya Florez JJ. Electric arc spray coatings for the naval industry. Ship Sci Technol Vol 4 No 8 [Internet]. 2012; Recuperado a partir de: http:// www.shipjournal.co/index.php/sst/ article/view/44 [33] A. Abedini, A. Pourmousa, S. Chandra, J. Mostaghimi. “Effect of substrate temperature on the properties of coatings and splats deposited by wire arc spraying.” Surf Coat Technol. vol. 201, no. 6, pp. 3350-8. 4 de Diciembre de 2006. [34] NACE International, SSPC. NACE No. 1/SSPC-SP 5: White Metal Blast Cleaning. NACE International; 1999. Página 97 ESING - REVISTA INGENIEROS MILITARES CONTEXTUALIZACIÓN DE LA TÉCNICA DE ASPERSIÓN POR ARCO ELÉCTRICO cal properties of twin wire arc sprayed steel coatings.” Mater Sci Eng A. vol. 349, no. (1–2), pp. 298-305. 25 de Mayo de 2003. [35] International N, SSPC. NACE No. 2/ SSPC-SP 10: Near-White Metal Blast Cleaning. NACE International; 1999. [36] Standard Test Method for Adhesion or Cohesion Strength of Thermal Spray Coatings. ASTM C633-01. 2002. [37] ASM Handbook Committee. Thermal Spray Coatings. En: ASM Editorial Staff, editor. ASM HandBook Welding, Brazing and Soldering. 1st Edition. ASM International; 1993. p. 2451-65. Página 98 ESING - REVISTA INGENIEROS MILITARES número 9, Año 2014, ISSN 2145-3144 / BOGOTÁ-COLOMBIA [38] S. Sampath, X. Jiang, J. Matejicek, L. Prchlik, A. Kulkarni, A. Vaidya. “Role of thermal spray processing method on the microstructure, residual stress and properties of coatings: an integrated study for Ni–5 wt.%Al bond coats.” Mater Sci Eng A. vol. 364, no. (1–2), pp. 216-31. 15 de Enero de 2004. [39] S-J. Na, K-Y Bae. “A study on the heat flow in the arc spraying process.” Surf Coat Technol. vol. 31, no. 3, pp. 27388. Septiembre de 1987. [40] W-B. Kim, Y-S. Yang, S-J. Na. “Heat flow in multi-pass arc spraying processes.” Surf Coat Technol. vol. 37, no. 4, pp. 399-408. Agosto de 1989. [41] [42] [43] Y. Chen, X. Liang, Y, Liu, B, Xu. “Prediction of residual stresses in thermally sprayed steel coatings considering the phase transformation effect.” Mater Des. vol. 31, no. 8, pp. 3852-8. Septiembre de 2010. O, Sharifahmadian, HR. Salimijazi, MH. Fathi, J. Mostaghimi, L. Pershin. “Relationship between surface properties and antibacterial behavior of wire arc spray copper coatings.” Mech Tribol Prop Biomed Coat Surf-Modif Biomater. vol. 233, no. (0), pp. 74-9. 25 de Octubre de 2013. AP. Newbery, PS. Grant. “Oxidation during electric arc spray forming of steel.” J Mater Process Technol. vol. 178, no. (1–3), pp. 259-69. 14 de Septiembre de 2006. [44] S. Deshpande, A. Kulkarni, S. Sampath, H. Herman. “Application of image analysis for characterization of porosity in thermal spray coatings and correlation with small angle neutron scattering.” Surf Coat Technol. vol. 187, no. (1), pp. 6-16. 1 de Octubre de 2004. [45] SL. Toma. “The influence of jet gas temperature on the characteristics of steel coating obtained by wire arc spraying.” Proc Fifth Workshop RIPT Rencontres Int Sur Proj Therm. 220(0):261-5. 15 de Abril de 2013. [46] W. Tillmann, Institut für mathematik, particle trajectories by arc spraying with cored wires. Dortmund: Inst. für Mathematik; 2008. [47] Y. Chen, X. Liang, Y. Liu, J. Bai, B. Xu. “Finite element modeling of coating formation and transient heat transfer in the electric arc spray process.” Int J Heat Mass Transf. vol. 53, no. (9–10), pp. 2012-21. Abril de 2010. [48] Y. Zhu, Liao, C. Coddet. “Transient thermal analysis and coating formation simulation of thermal spray process by finite difference method.” Surf Coat Technol. vol. 200, no. (16–17), pp. 4665-73. 27 de Abril de 2006. [49] J. Wilden, JP. Bergmann, S. Jahn, S. Knapp, F. Rodijnen, G. Fischer. “Investigation about the Chrome Steel Wire Arc Spray Process and the Resulting Coating Properties.” J Therm Spray Technol. vol. 16, no. (5-6), pp. 759-67. 1 de Diciembre de 2007. [50] J. Koutský, J. Veselá. “Evaluation of white metal adhesion (conventional casting and thermal wire arc spraying) by ultrasonic non-destructive method.” Achiev Mech Mater Eng Conf. vol. 157–158, no. (0), pp. 724-8. 20 de Diciembre de 2004.