Que hay de nuevo?
Anuncio

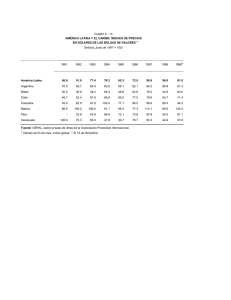
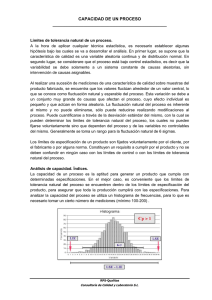
27/11/2008 CONTROL ESTADISTICO DE PROCESOS Que hay de nuevo? 7. ANALISIS DE CAPACIDAD DE PROCESO LIMITES DE ESPECIFICACION • Que son? Determinan un conjunto de requisitos que el producto debe cumplir para no ser considerado como defectuoso. • Quien Determina las especificaciones del producto? • El cliente • El productor • Norma técnicas 1 27/11/2008 ANALISIS DE CAPACIDAD OBJETIVO Determinar si el proceso es capaz de producir unidades que satisfagan las condiciones requeridas por los limites de especificación preestablecidos ANALISIS DE CAPACIDAD Condiciones para su aplicación 1. La característica de calidad a estudiar debe seguir una distribución normal 2. Debe existir la certeza que el proceso se encuentra bajo control “En el momento de analizar la capacidad de un proceso, es importante que se dé una minimización de los efectos de los factores esencialmente ajenos al estudio” Cesar Pérez. “Control Estadístico de la Calidad”. Editorial Alfa Omega. 1999. p: 477. 2 27/11/2008 INDICES DE CAPACIDAD Relación entre la variación natural del proceso y la máxima variabilidad permitida por las especificaciones. Respectos al centramiento del proceso •Índices centrados respecto a los limites •Índices no centrados respecto a los limites •Índices para especificación superior •Índices para especificación inferior Respectos a su alcance temporal A corto plazo o intragrupo Capacidad potencial A largo Plazo o intergrupo Capacidad Global INDICES DE CAPACIDAD Se definen los siguientes índices de Capacidad de un proceso La diferencia entre ambas capacidades indican que algo va mal y que el proceso puede mejorarse 3 27/11/2008 Índice de Capacidad (Cp) Cp = LSE − LIE 6σ CRITERIO DE DECISIÓN Garantiza que el 99.73% de las unidades producidas cumplen con las especificaciones Cp > 1.33 Proceso capaz 1<Cp<1.33 Proceso que capaz con alguna necesidad de control Cp<1 Proceso incapaz Otros Índices de Capacidad Para procesos con especificaciones compuestas por solamente un límite de especificación se opta por calcular los siguientes índices: C pu = LSE − µ 3σ Proceso con limite de especificación superior C pl = µ − LIE 3σ Proceso con limite de especificación inferior 4 27/11/2008 “Los anteriores índices asumen que el centro del proceso y de las especificaciones coinciden” m−x k= m “a través de k es posible determinar si el proceso se encuentra centrado” Índices de Capacidad Proceso No centrado C pk = min( LSE − X , X − LIE ) 3σ C pku = LSE − X 3σ Proceso con limite de especificación superior C pkl = X − LIE 3σ Proceso con limite de especificación inferior Proceso con especificación superior e inferior 5 27/11/2008 Distribución del Proceso Cp, Cpk< 1 Cp>1.33, Cpk< 1 Cp>1.33, Cpk>1.33 EJEMPLO Analisis de Capacidad Ancho LSL Target USL P rocess D ata LS L 28,90000 Target 29,21000 U SL 29,50000 Sample M ean 29,32978 Sample N 100 StD ev (Within) 0,20995 StD ev (O v erall) 0,21386 Within Overall P otential (Within) C apability Cp 0,48 C PL 0,68 C PU 0,27 C pk 0,27 C C pk 0,46 O v erall C apability Pp P PL P PU P pk C pm 28,8 O bserv ed Performance PP M < LSL 30000,00 PP M > U S L 280000,00 PP M Total 310000,00 Exp. PP M PP M PP M 29,0 Within Performance < LS L 20327,45 > U SL 208753,48 Total 229080,93 29,2 29,4 29,6 0,47 0,67 0,27 0,27 0,39 29,8 E xp. O v erall Performance P P M < LS L 22234,55 P P M > U S L 213031,99 P P M Total 235266,54 6