Gasificación del Coque de Petróleo Calcinado Para la Producción
Anuncio

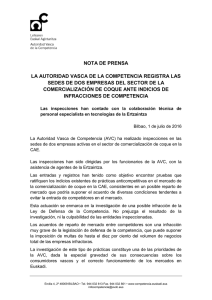
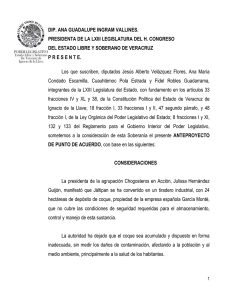
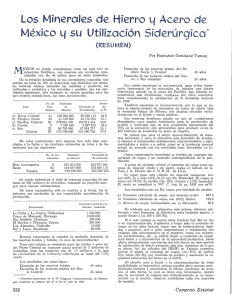
UNEXPO. González, López, Bravo. Gasificación de Coque para producción de Gases Reductores. 345 Gasificación del Coque de Petróleo Calcinado Para la Producción de Gases Reductores (H2 y CO) Usados en la Reducción de Pellas de Mineral de Hierro. Vladimir, González López, Jesús Bravo, Emilio [email protected], [email protected] UNEXPO-Vicerrectorado Puerto Ordaz Resumen— En Venezuela se explota la faja petrolífera del Orinoco, donde existen grandes reservas de petróleo pesado del que se obtiene coque de petróleo. El objetivo fundamental fue determinar la aplicación del coque de petróleo como materia prima para la producción de los gases H2 y CO usados en la reducción de pellas de mineral de hierro. La metodología utilizada consistió en el uso de un reactor tubular que contiene coque de petróleo y pellas, los cuales al reaccionar con vapor de agua generan los gases reductores H2 y CO que remueven el oxígeno contenido en la pella, variando el tiempo de permanencia y f1ujo de vapor de agua, para luego ejecutar los ensayos de cálculo de pérdida de peso por Gravimetría, Microscopia Electrónica de Barrido y Difracción de Rayos X, así como también cálculos estequiométricos, para definir la carga, f1ujo de vapor y condiciones termodinámicas de la gasificación del coque; resultando que las condiciones optimas para la gasificación son una temperatura de reducción de 1000°C y temperatura de calentamiento del agua de 350 ºC, que garantizan un porcentaje de 23 % de metalización, 29 % de Fe metálico, 70 % de Wustita y 11 % de Fe3C en el producto. . Palabras clave—Gasificación, coque de petróleo, pellas de mineral de hierro, gases reductores I. INTRODUCCIÓN En Venezuela se esta explotando la faja petrolífera del Orinoco, donde existen grandes reservas de petróleo pesado del que se obtiene coque de petróleo [1], el cual es un subproducto de la industria de refinación de petróleo, que tiene alto poder calorífico y bajo precio. Debido a las cantidades cada vez mayores de petróleos pesados procesados, la producción de coque ha ido en aumento. La alta disponibilidad del coque de petróleo torna este residuo atractivo para el sector industrial, principalmente para el sector de generación de energía eléctrica [2]. Por otro lado, la Jornadas de Investigación 2012 gasificación del coque de petróleo es utilizada a nivel mundial; la gasificación [3] básicamente consiste en convertir un combustible sólido en un gas limpio, cuya composición esta formada principalmente de CO y H2 (alrededor de 90 %) y de N2, CO2, H2O y H2S. Por lo antes expuesto se observa, que la gasificación del coque de petróleo produce CO y H2, gases vitales en el proceso de reducción de minerales de hierro, el cual es uno de los procesos más importantes de nuestra Región y de gran importancia en el campo metalúrgico. Por lo que el coque puede constituir una fuente alternativa para el proceso de reducción, sustituyendo parcialmente al gas natural. Este trabajo consiste en la gasificación del coque de petróleo con vapor de agua, y la posterior reacción de los gases producidos (CO y H2) [4] con la pella para determinar si dicha gasificación contribuye a la reducción del mineral de hierro, buscando disminuir el consumo de gas natural en el proceso de reducción directa. La metodología de la investigación consistió en emplear un reactor tubular que contendrá coque de petróleo, el cual se hará reaccionar con vapor de agua a fin de generar los gases reductores H2 y CO que remuevan el oxigeno de la pella variando temperatura, tiempo de permanencia y flujo de vapor de agua. II. DESARROLLO. 1. Métodos y Materiales UNEXPO. González, López, Bravo. Gasificación de Coque para producción de Gases Reductores. A. Población y muestra La muestra de la investigación estuvo constituida, en primer lugar por coque de petróleo calcinado para la realización de las pruebas experimentales de gasificación a escala de laboratorio. En segundo lugar, se tomaron pellas piroconsolidadas cuya composición química se muestra en la tabla I Tabla I. Composición química y propiedades físicas de las pellas utilizadas para las pruebas B. Determinación la masa de coque y volumen de vapor de agua a utilizar en el reactor. 346 C. Pruebas de reducción de las pellas de mineral de hierro con gases generados a partir de coque de petróleo Para la determinación de la reducibilidad de las pellas, se realizaron una serie de pruebas en las cuales se variaron los principales parámetros de proceso. Seguidamente se especifican las condiciones en las que fueron realizadas cada una de las pruebas: se realizó el montaje del reactor a escala de laboratorio, alimentando este con una masa de coque mediante una caja de malla metálica; posteriormente se introdujeron tres pellas crudas y seguidamente se suministró un flujo de nitrógeno para mantener un ambiente inerte a altas temperaturas. Se introdujo el equipo dentro del horno previamente configurado a la temperatura y tiempo de prueba a estudiar de acuerdo a lo establecido en los objetivos. En la Figura 1 se puede apreciar el montaje. Vapor de Para definir la carga de coque, fue necesario Agua utilizar la reacción química simplificada del agua con el carbón, tal y como se expresa a continuación: H2O+C=H2 +CO (1) A partir de la reacción anterior se hizo un balance Muestra inmersa en el de masa en función del vapor de agua generado coque dentro del Erlenmeyer el cual, se llevó hasta 1000 Plancha ml de agua, y se efectuaron diferentes pruebas desde 150 ºC hasta los 550°C para llevar el agua hasta su punto de ebullición. Se estableció un lapso de tiempo de 1800 segundos (30 minutos). Bombo Transcurridos los 1800 segundos se dejo reposar el nas F erlenmeyer en un recipiente con agua fría, y a Figura 1. Montaje para las pruebas de reducción continuación se trasvaso el agua contenida en el de las pellas con coque de petróleo calcinado. Al llegar a la temperatura requerida dentro del erlenmeyer a un cilindro graduado de 1000 ml para medir la cantidad de agua consumida y determinar horno se conectó el reactor a un flujo de vapor de agua para dar inicio a la prueba de gasificación. la cantidad de agua que se convirtió en vapor. El cálculo se realizó determinado la cantidad de Para verificar que se estuviesen generando los gases agua evaporada por unidad de tiempo (min), de la necesarios para la reducción de las pellas (CO y H2) siguiente forma: una vez determinando el volumen producto de la reacción del vapor de agua con el de agua evaporada, se procede a relacionar de forma coque, se procedió a encender mediante un estequiométrica la reacción anteriormente descrita, yesquero el gas que sale del reactor a través de una con lo cual se obtiene finalmente la masa de tubería conectada al final del mismo, el gas carbono necesaria para reaccionar con dicha producto está constituido por monóxido de carbono e hidrógeno generándose así la combustión. cantidad de vapor. Jornadas de Investigación 2012 UNEXPO. González, López, Bravo. Gasificación de Coque para producción de Gases Reductores. 347 D. Caracterización del producto de reducción, mediante Microscopia Electrónica de Barrido (MEB) y Difracción de Rayos X. La Microscopia Electrónica de Barrido es una técnica del tipo no destructiva que permite el estudio de superficies a alta resolución mediante imágenes, este equipo tiene adaptado un espectrómetro dispersivo de energía de rayos X que permite determinar paralelamente a través de un microanálisis los elementos químicos presentes en la muestra, con lo que se logro cumplir de esta manera el objetivo de esta investigación. Figura 2. Gráfica de la constante de equilibrio K Vs. Temperatura para la reacción C+H2O→CO+H2 III. RESULTADO Y DISCUSIÓN A. Condiciones termodinámicas para la gasificación del coque calcinado con vapor de agua Se consideró la ecuación 1, ya que esta ecuación es la que genera directamente los agentes reductores, esta reacción tiene un ∆G positivo (131Kj/mol) [5], esto indica que la reacción es de tipo endotérmico, por lo que es necesario la aplicación de energía térmica para lograr que dicha reacción ocurra en el sentido de la generación de CO y H2. Partiendo de la ecuación 1, se evaluó la reacción a diferentes temperaturas, con el fin de observar el comportamiento de la constante de equilibrio (K). Dicha constante involucra mediante un cociente, la concentración de los reactantes y de los productos, pero como estos últimos son gases su concentración es equivalente a su presión parcial y el cálculo de la constante de equilibrio queda como se muestra a continuación. Para la reacción 1 la constante de equilibrio es: K= pCO pH 2 a C pH 2O (2) La actividad para un sólido es igual a 1, por tanto la expresión queda: pCO pH 2 K= (3) pH2O A través de la Figura 2 se muestra los resultados de la evaluación a diferentes temperaturas. Jornadas de Investigación 2012 En la Figura 2 se evidencia que aproximadamente a partir de 700 ºC comienza a ocurrir la reacción en el sentido que nos interesa para la generación de gases reductores, de acuerdo a lo establecido por J. Chamorro [6], en otras palabras mientras mayor sea la temperatura mayor será la espontaneidad de la reacción, con lo que mejor será el proceso de gasificación. En la figura 2 también se observa que a partir de los 1000 ºC se genera un crecimiento exponencial de la constante de equilibrio K, lo que significa que se está incrementando las concentraciones de los gases reductores CO y H2, y por ende ocurre una disminución del vapor de agua, lo que se explica a través del incremento la temperatura y se rompen los enlaces químicos de las moléculas de vapor de agua generando como consecuencia la aparición de monóxido de carbono y la formación de la molécula de gas hidrógeno. B. Obtención de la masa de coque y volumen de vapor de agua necesarios para la generación de los gases reductores H2 y CO. En la Figura 3 se muestra la relación de la temperatura de la plancha con el volumen de agua generada, como es evidente mientras mayor sea el valor de temperatura mayor será la cantidad de agua que se evaporara del Erlenmeyer. UNEXPO. González, López, Bravo. Gasificación de Coque para producción de Gases Reductores. 348 de coque distinta asociadas a las temperaturas que se evaluaron, lo que está relacionado con la cantidad de H2 y CO generado a partir de dicha masa de coque. Figura 3. Consumo de agua de la plancha Vs temperatura utilizada en la plancha. Se puede apreciar en la gráfica de la Figura 3, que en la primera sección de la curva hay un incremento del volumen de agua consumida de apenas 10 ml por cada 50°C, por otra parte para el intervalo de 350°C a 400°C, hay un incremento importante del consumo de agua ya que pasa de 50 ml a 100 ml con tan solo un incremento de 50°C, es decir que en este tramo de agua se consumió el doble de agua que la primera sección de la curva y finalmente para el intervalo de temperatura de 400°C a 550°C se nota nuevamente un incremento del volumen de agua consumida de 10 ml por cada 50°C, por tanto el rango de temperatura óptimo para la generación de vapor de agua esta entre 350°C y 400°C. En la tabla II se puede apreciar la relación entre la cantidad de vapor de agua generado de acuerdo a lo establecido en la metodología y la cantidad de coque para que se de la reacción que garantiza la generación de CO y H2. Tabla II. Relación de gases reductores generados (CO y H2) a partir de la gasificación del coque de petróleo. En la Figura 4 se muestra la relación del flujo de vapor de agua con la cantidad de monóxido de carbono generado, es importante acotar que para cada prueba de laboratorio se utilizó una cantidad Jornadas de Investigación 2012 Figura 4. Cantidad de CO generado de acuerdo al flujo de vapor de agua generado. La gráfica muestra un comportamiento de proporcionalidad entre el flujo de vapor de agua y la cantidad de monóxido de carbono, vale decir que durante la experimentación se notó un hecho particular que se explica a continuación; para los primeros valores de flujo de vapor de agua la generación de gas era muy poca y esto se constató a través de la combustión de dichos gases que produjo una llama muy débil, así mismo ocurrió para los valores de flujo de vapor de agua comprendido entre 5,56x10-2 y 8,33x10-2 ml/s, no obstante para el intervalo de 2,78x10-2 a 5,56x10-2 ml/s se evidenció un incremento significativo de la cantidad de CO de alrededor de 50 % lo que equivale a 77,8 gr de CO, del igual forma ocurre con la cantidad de H2 generado para este mismo intervalo de flujo de vapor de agua fue de 5,56 gr H2 lo que produjo una llama intensa y constante. La distribución porcentual de los gases en estudio es igual, esto debido a que ambos gases son generados bajo la misma consideración estequiométrica mostrada en la ecuación 1, pero en lo que respecta a la masa de cada uno, existe una diferencia que está asociada a los pesos moleculares de dichos gases. Por ejemplo, para la temperatura de 350 °C se generó un 7% de CO y de 93 % H2 lo que es equivalente a decir que se forman 5,56 gr de H2 y 77,78 gr de CO. UNEXPO. González, López, Bravo. Gasificación de Coque para producción de Gases Reductores. 349 C. Grado de reducción de las pellas de mineral de hierro, mediante pruebas de reducción con coque de petróleo y posterior análisis gravimétrico. Los resultados y las condiciones de las pruebas de laboratorio que dan respuesta a este objetivo se presentan en la tabla 3, en la cual se detallan entre otras cosas, la cantidad de coque y volumen de agua consumido antes y después del ensayo, así como también las masas de las pellas. Tabla III. Condiciones y resultados de las pruebas de reducción realizadas con gases obtenidos de la gasificación del coque de petróleo Nº de prueba 1 2 Temperatura Reacción (°C) 1000 1000 Temperatura Plancha (°C) 350 400 Vol. H2O (ml) consumido 100 300 Tiempo de Prueba (min) 60 90 Masa Pella 1 (g) Masa Pella 2 (g) Masa Pella 3 (g) Masa Coque (g) Antes 5,08 5,24 Después 4,39 4,78 Antes 4,79 3,81 Después 3,39 3,46 Antes 6,70 5,65 Después 4,66 5,10 Antes 393,7 380,3 Después 382,8 364,7 A continuación se presenta la Figura 5, en la cual se muestra la pérdida de masa sufrida por las pellas en porcentaje durante las diferentes condiciones de prueba, ésta pérdida de masa a la que se hace referencia representa la cantidad de oxígeno retirado del mineral de hierro a fin de transformarlo a hierro metálico bajo las condiciones termodinámica y cinéticas que rigen las reacciones químicas de reducción directa. Jornadas de Investigación 2012 Figura 5. Pérdida de masa de las pellas bajo las condiciones en estudio. Prueba 1: Temperatura de reacción de 1000 ºC y temperatura de la plancha de 350 ºC. Prueba: 2 Temperatura de reacción de 1000 ºC y temperatura de la plancha de 400 ºC Es importante destacar que para la prueba 1 el promedio de pérdida de masa fue de 24,42% siendo un valor aceptable, ya que la pella 1 tuvo un valor de pérdida de masa muy bajo cercano a 15%. Por otra parte, para la prueba número 1, tenemos a la pella 3 que tiene un 30 % de pérdida de masa, siendo el valor más alto encontrado durante esta prueba, lo que indica una extracción de oxígeno relativamente efectiva. Vale decir, que el incremento significativo de la pérdida de masa para la prueba número 1, se dio a una temperatura de 1000 ºC, lo que entra en correspondencia con la gráfica presentada en la figura 2, es decir a esta temperatura la reacción del coque de petróleo con el vapor de agua se ve lo suficientemente favorecida como para llenar la atmosfera del reactor con 5,56 gr de H2 y 77,78 gr de CO, dichos productos de gasificación fueron generados a partir de una temperatura de plancha de 350 ºC y un flujo de vapor de agua de 2,78x10-2 ml/s durante 60 minutos. Finalmente para la prueba 2, se fijo el valor de temperatura en 1000 ºC por las razones antes mencionadas y se variaron otros factores que incluyen el tiempo de permanencia en el reactor y el flujo de vapor de agua, a fin de evaluar el comportamiento, sin embargo los resultados no fueron los que se esperaban ya que no hubo una pérdida significativa de masa, el valor promedio para la prueba cinco fue de 9,291 %, esto probablemente tenga que ver con los flujos de vapor UNEXPO. González, López, Bravo. Gasificación de Coque para producción de Gases Reductores. de agua que pudo haber reoxidado a las pellas. Los resultados demostraron que la mejor reducibilidad se encuentra bajo las condiciones que se establecieron para la prueba número 1, por lo tanto la temperatura del reactor, el flujo de vapor de agua y la masa de coque consumida para esta prueba garantizan que la reducción del mineral de hierro sea factible. D. Caracterización del producto de reducción, mediante Microscopia Electrónica de Barrido (MEB) y Difracción de Rayos X (DRX). Microscopia Electrónica de Barrido (MEB) Los resultados de la caracterización de los productos de reducción se presentaran para el caso de la prueba N° 1, en primer lugar a través de microfotografías de alta resolución, en las cuales se observa la apariencia de la cara interna de la mencionada pella, en dicha superficie se puede diferenciar a simple vista las variaciones en la tonalidad de grises, lo que indica la presencia de un determinado compuesto químico, tal y como se identifica en la figura 6. D.1 350 algunas zonas de la pella 2. Como se puede ver en la figura 6 la distribución de los compuestos presentes en el interior de la pella no se presenta de manera homogénea, sin embargo se puede observar grandes zonas de wustista (gris brillante) muy compactas sobre toda la imagen, por otra parte en la imagen se puede ver un conjunto de zonas correspondiente a la presencia de sílice de color gris oscuro, y así mismo se evidencian poros (zonas negras). En la figura 6 se muestra los resultados del análisis elemental señalado para cada uno de los spectrum mostrados en la fotomicrografía. En el análisis elemental se evidencian las distintas especies encontradas en la pella de estudio. Por ejemplo el spectrum 1 de la figura 6 muestra la composición química propia de un mineral reducido con 73 % de hierro y 23% de Oxigeno siendo indicativo de la presencia del compuesto Wustita al igual que el spectrum 2. Por otro lado, la química de los spectrums 3 y 4 muestran alto porcentaje de Silicio de 43 % Y Oxigeno 49 % evidenciando la presencia sílice en las pellas uno de los inconvenientes que se tiene actualmente con este insumo, siendo de la naturaleza misma del mineral de hierro. C.2 Difracción de Rayos X (DRX). Resultados de las pruebas de Difracción de Rayos X: En la Tabla IV se observan los resultados de Difracción de Rayos X para la prueba 1 la cual fue en la que se obtuvieron los mejores resultados de reducción. Figura 6: Fotomicrografía de la parte interior de la Pella 2 de la prueba 1 y gráfica elemental de Jornadas de Investigación 2012 UNEXPO. González, López, Bravo. Gasificación de Coque para producción de Gases Reductores. Tabla IV. Cuantificación de los compuestos obtenidos por difracción de rayos X (DRX) para la prueba 1 La Tabla IV demuestran que en el proceso de gasificación del coque de petróleo calcinado, es posible reducir en cierta medida el mineral, en este caso se obtuvo 23% de Fe metálico, 29% de metalización y 70% de Wustita. Aunque estos valores son muy bajos comparados con los procesos de reducción directa a escala industrial, son representativos para las pruebas efectuadas. Los resultados de Microscopia como los de difracción reflejan que hay una reducción de las pellas, sin embargo no hubo una reducción completa, debido a que se alcanzó un 23% de Fe metálico y un 70% de wustita. La reducción incompleta puede obedecer a dos causas: la primera, debida a efectos del montaje del reactor, ya que no se conto con un sistema o instrumento para regular la presión del vapor y de esta forma no hubo una completa reacción del vapor de agua con el coque; La segunda, pudo haber sido causada por reoxidación de la muestra al no existir un control completo sobre el flujo del vapor de agua. IV.CONCLUSIONES: 1. La reacción de gasificación del coque calcinado con vapor de agua es termodinámicamente factible a partir de 700°C y a partir de 1000 ºC ocurre un crecimiento exponencial de la constante de equilibrio lo que implica un aumento en la concentración de los gases reductores (CO y H2). 2. El rango óptimo para la generación de vapor de agua está comprendido entre 350 ºC y 400 ºC. Jornadas de Investigación 2012 351 La reducibilidad de las pellas de mineral de hierro con coque de petróleo es factible bajo las condiciones que se establecieron para la prueba 1, es decir para una temperatura del reactor de 1000°C, y temperatura de calentamiento del agua de 350 ºC. La cantidad de coque usada fue de 400 grs. Los productos de reducción para la prueba 1, obtenidos a través de las practicas de Microscopia Electrónica de Barrido (EDX) y difracción de Rayos X, demostraron que hubo reducción de las pellas en estudio, ya que se logro 23 % de metalización, 29 % de Fe metálico, 70 % de Wustita y 11 % de Fe3C, indicando que a través de los gases productos del proceso de gasificación del coque se puede reducir el mineral de hierro. IV. REFERENCIAS [1] Coque de Petróleo: Alternativas de Generación Termoeléctrica Utilizando Coque de Petróleo Como fuente de Energía. [Pagina web]. Disponible en: http://scielo.org.ve/img/fbpe/rfiucv/v23n4/body/art08.ht. Consulta: 10 de Septiembre del 2010 [2] Wang, J., E.J. Anthony y J.C. Abanades; Clean and Efficient Use of Petroleum Coke for Combustion and Power Generation: Fuel 83, pp1341 – 1348. 2004 [3] María Specht. Estudio especial. Self Reduced Iron Ore Pellets Using Flexicoke as Reductant. INTEVEP S.A, Caracas, Venezuela. 2006 [4] López, Jesús. Estudio especial. Teoría de Reducción Directa. Puerto Ordaz. 2006 [5] J. C González. Estudio Especial. Gasificación del coque de petróleo de las refinerías de Cd. Madero, Tamaulipas y Cadereyta, Nuevo León, México. 2009 [6] Energía libre de Gibbs, Venezuela. [Página web en línea]. Disponible: http://www.metalurgia.uda.cl/apuntes/Jchamorro/termodi namica/Energ%Ada%20Libre.pdf. Consulta: [Septiembre 10 del 2010]